
Fundamental Study on Underwater Cutting of 50 mm-Thick Stainless Steel Plates Using a Fiber Laser for Nuclear Decommissioning


Abstract
1. Introduction
2. Materials and Methodology
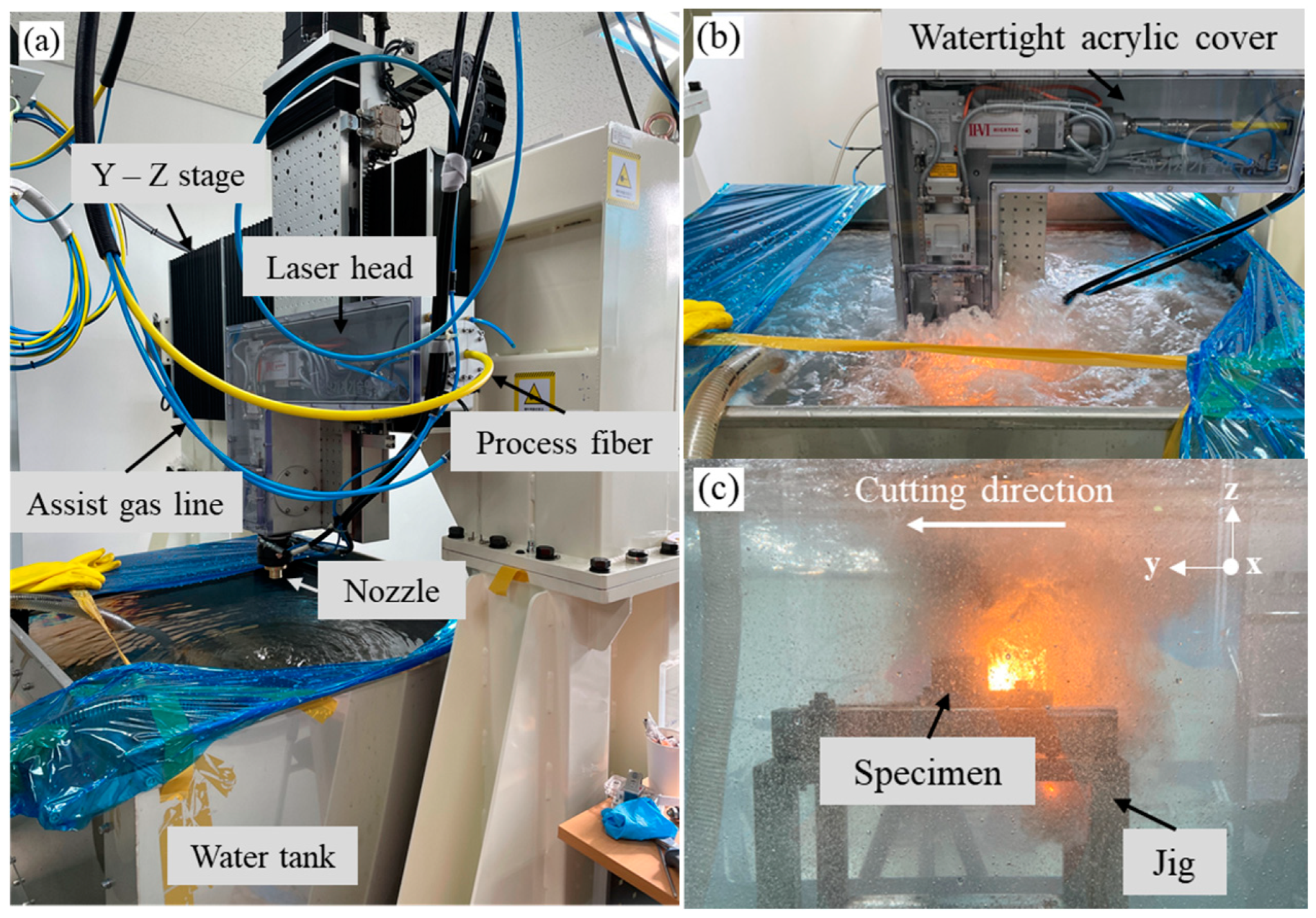
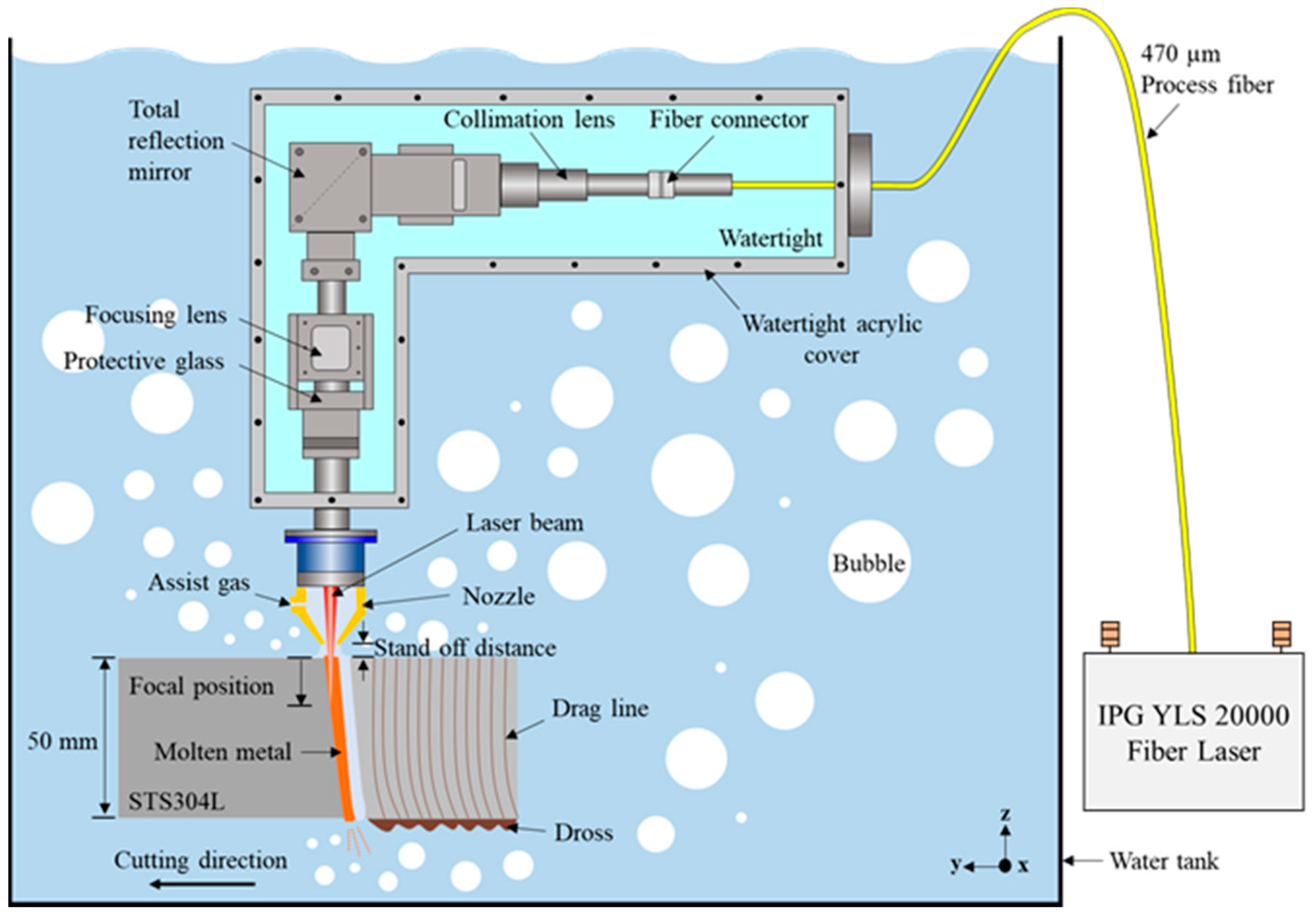
2.1. Experimental Materials and Methods
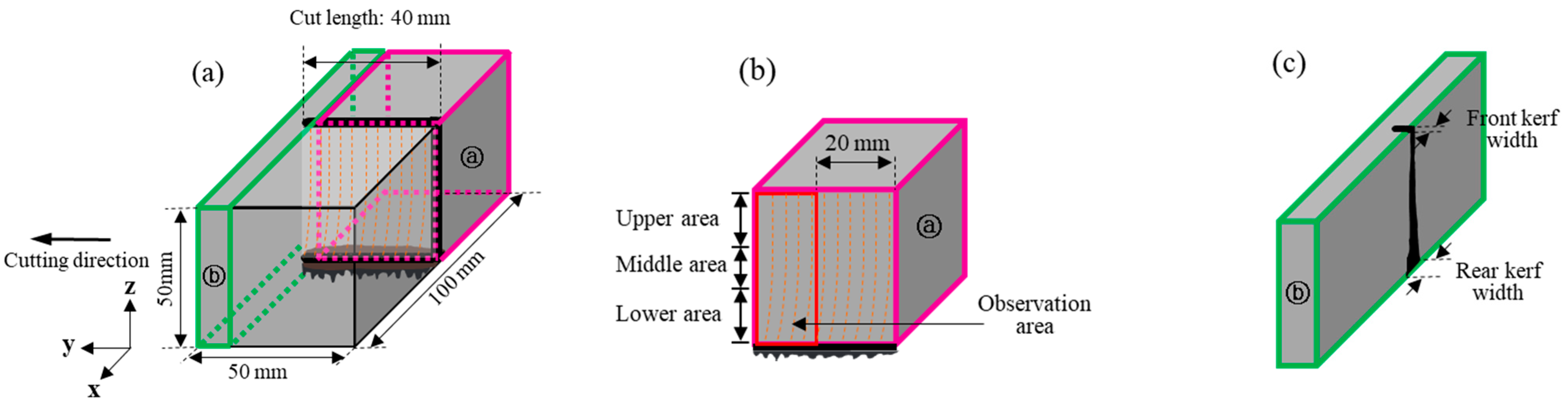
2.2. Laser Cutting Quality Analysis Methods
3. Results and Discussions
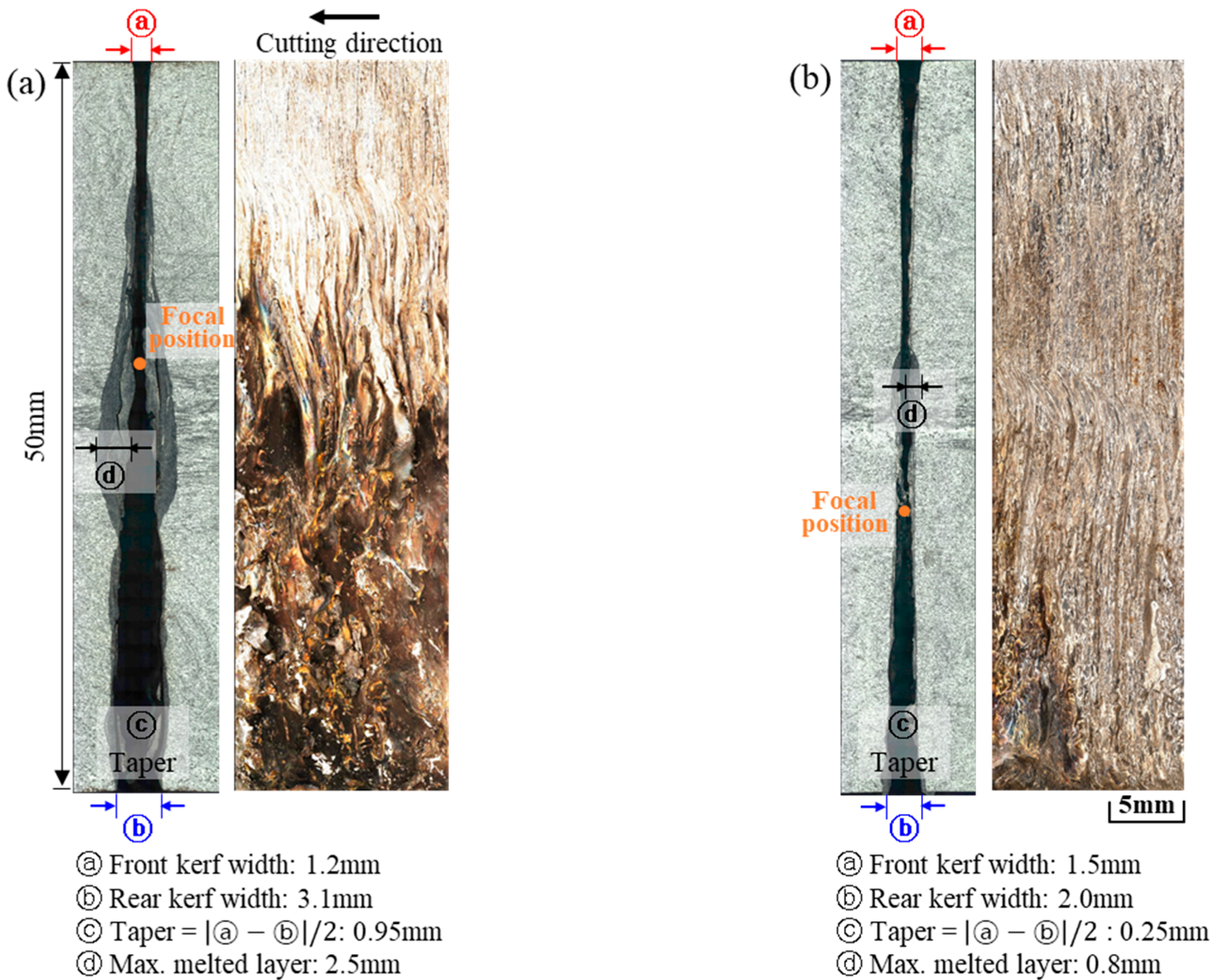
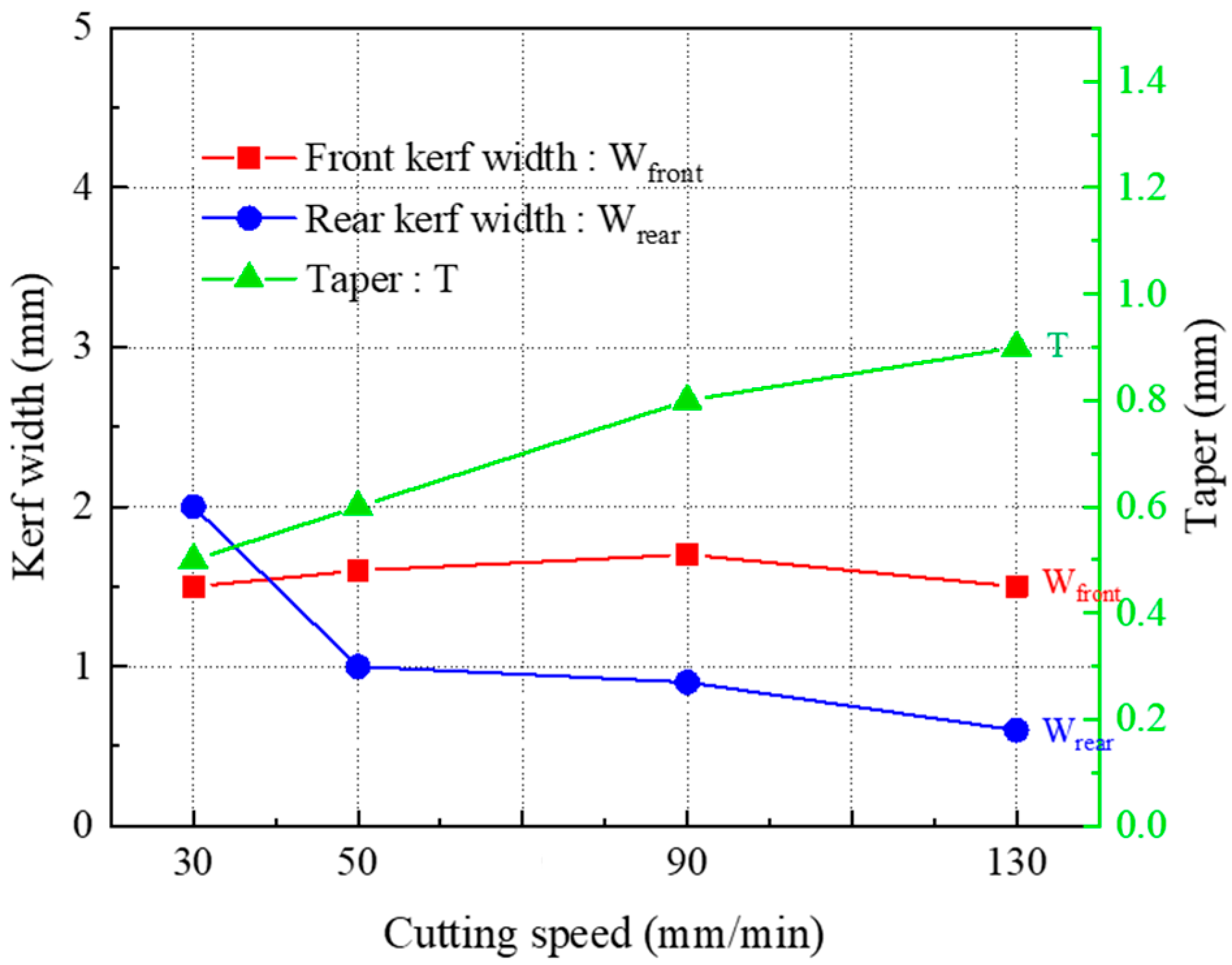
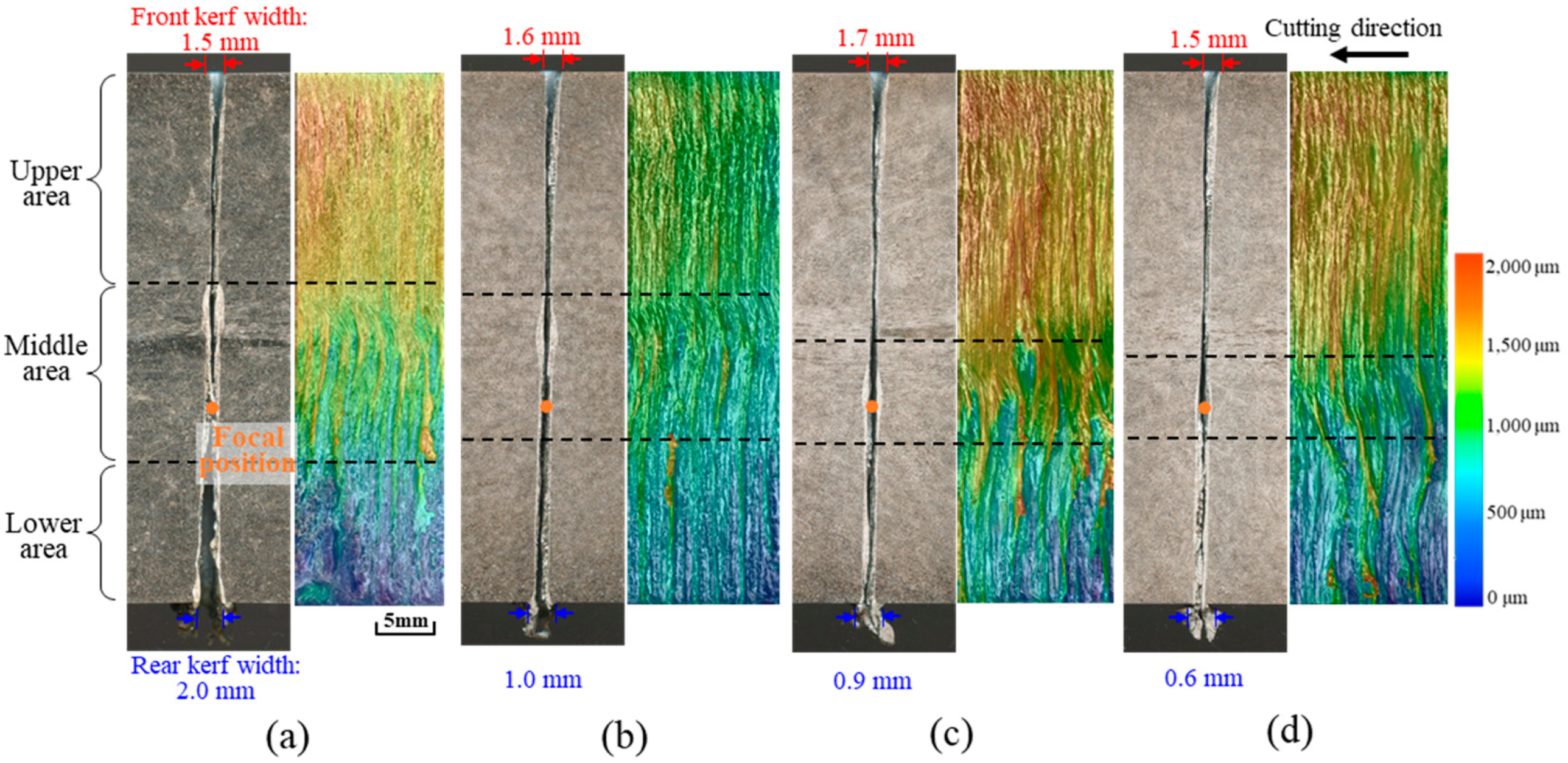
3.1. Effects of Focal Position on Kerf Width
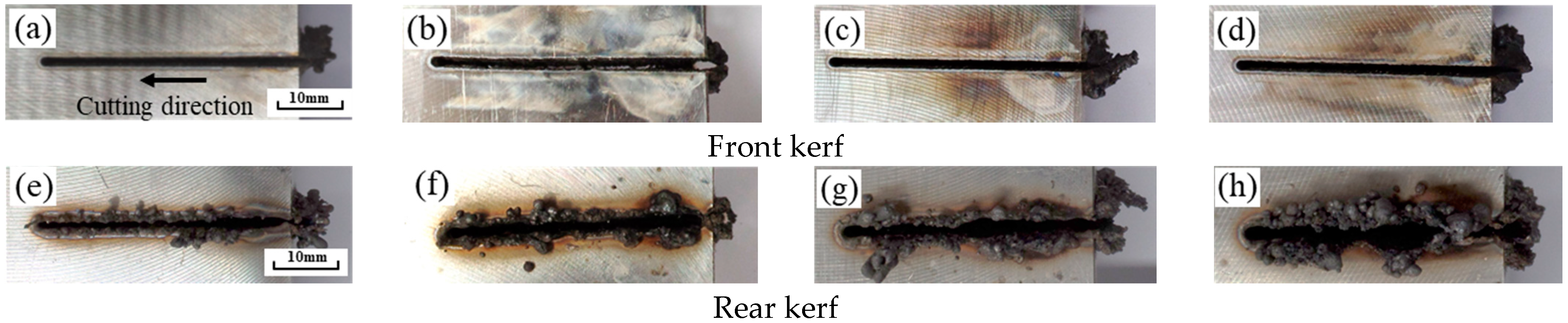
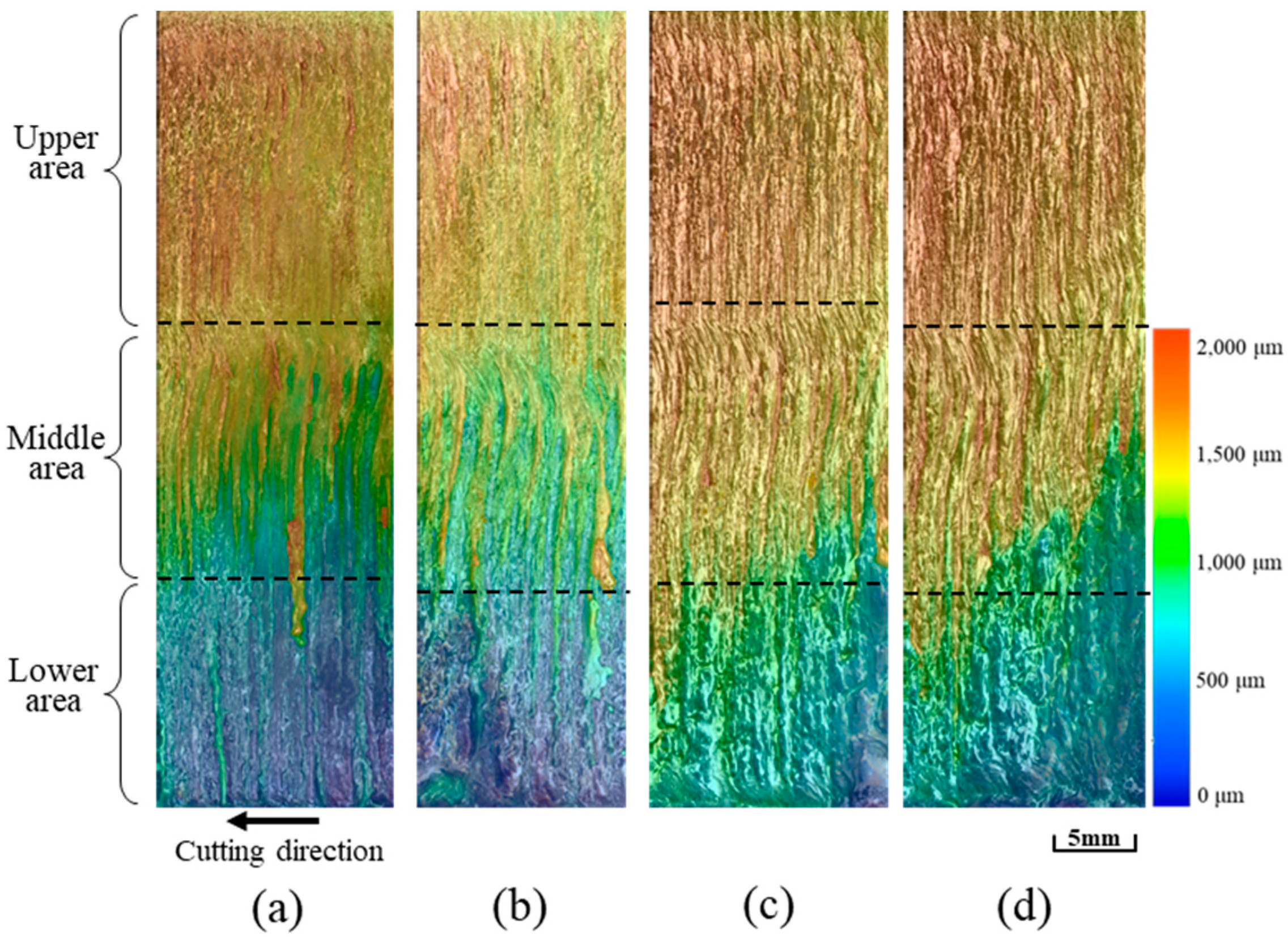
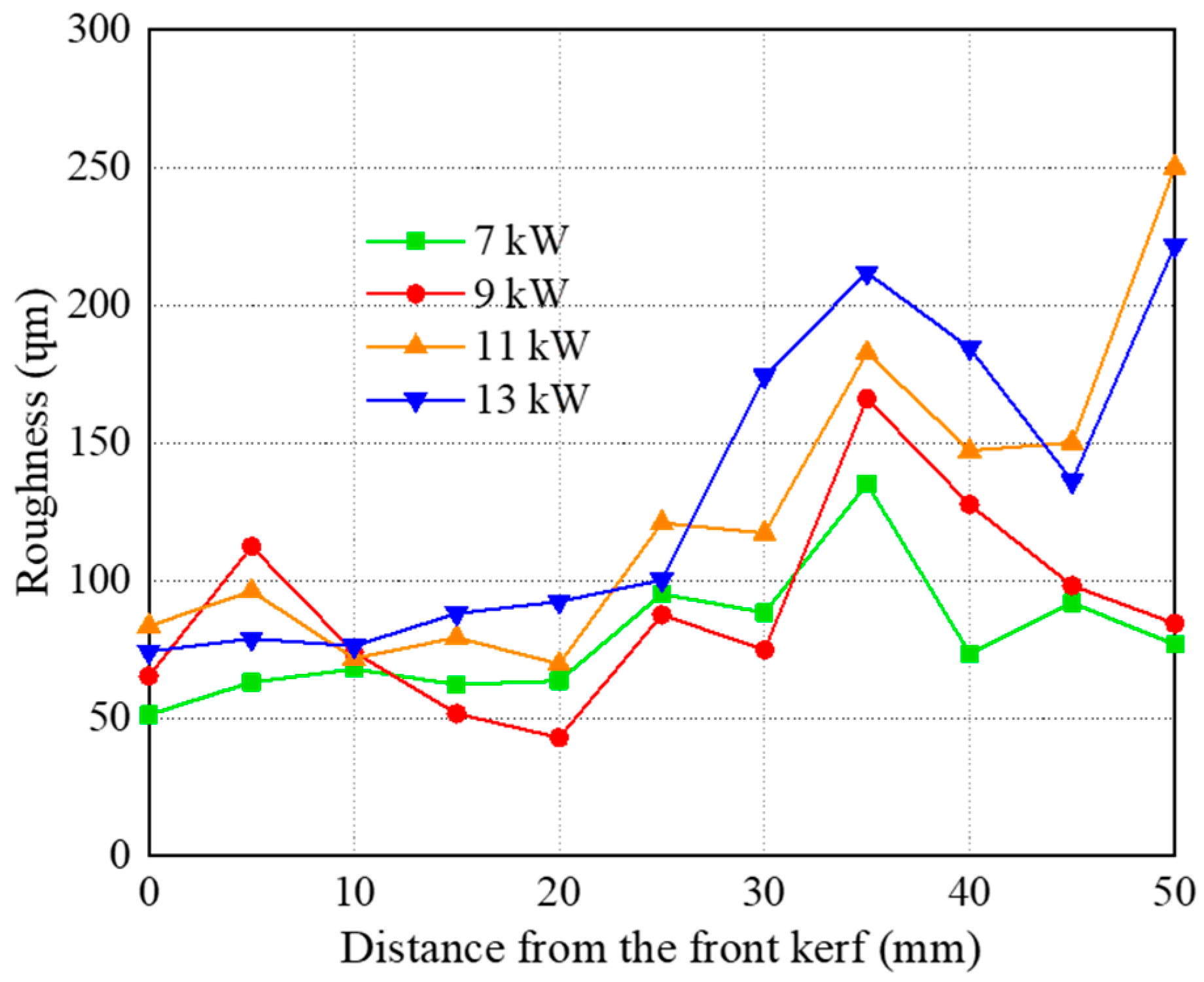
3.2. Effects of Laser Power on Cutting Surface Morphology
3.3. Variation in the Drag Line length with Laser Cutting Speed
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- International Atomic Energy Agency. Nuclear Power Reactors in the World; International Atomic Energy Agency: Vienna, Austria, 2021; ISBN 9789201244215. [Google Scholar]
- Park, S.J.; Byon, J.; Ban, D.H.; Lee, S.; Sohn, W.; Ahn, S. Derivation of Preliminary Derived Concentration Guideline Level (DCGL) by Reuse Scenario for Kori Unit 1 Using RESRAD-BUILD. Nucl. Eng. Technol. 2020, 52, 1231–1242. [Google Scholar] [CrossRef]
- Cho, D.W.; Choi, J.S.; Lee, S.J.; Shin, D.S. Analysis of Gas Flow Behavior in the Laser Cutting Process Using the Schlieren Method and Image Processing. J. Weld. Join. 2020, 38, 569–575. [Google Scholar] [CrossRef]
- Yanagihara, S.; Ashida, S.; Usui, H. Dismantling of JPDR Internals Using Underwater Plasma Arc Cutting Technique Operated by Robotic Manipulator. J. Nucl. Sci. Technol. 1988, 25, 891–894. [Google Scholar] [CrossRef]
- Kim, C.-S.; Park, D.-W.; Yang, Y.-J. Development of an Automatic Shell Plate Hole Generation System Using AVEVA Marine. J. Adv. Mar. Eng. Technol. 2020, 44, 196–202. [Google Scholar] [CrossRef]
- Kutsuna, H.; Iwai, H.; Mizui, H.; Kadowaki, H.; Nakamura, Y. Document Collection of the 28th Technical Special Committee on Fugen Decommissioning (Document No. JAEA-Review 2013-049). Fug. Decommissioning Eng. Cent. Tsuruga Head 2014. [Google Scholar] [CrossRef]
- Tamura, K.; Ishigami, R.; Yamagishi, R. Laser Cutting of Thick Steel Plates and Simulated Steel Components Using a 30 KW Fiber Laser. J. Nucl. Sci. Technol. 2016, 53, 916–920. [Google Scholar] [CrossRef]
- Tamura, K.; Yamagishi, R. Laser Cutting Conditions for Steel Plates Having a Thickness of More than 100 Mm Using a 30 KW Fiber Laser for Nuclear Decommissioning. Mech. Eng. J. 2016, 3, 15.00590.1–15.00590.9. [Google Scholar] [CrossRef][Green Version]
- Tamura, K.; Yamagishi, R. Observation of the Molten Metal Behaviors during the Laser Cutting of Thick Steel Specimens Using Attenuated Process Images. J. Nucl. Sci. Technol. 2017, 54, 655–661. [Google Scholar] [CrossRef]
- Tamura, K.; Toyama, S. Laser Cutting Performances for Thick Steel Specimens Studied by Molten Metal Removal Conditions. J. Nucl. Sci. Technol. 2017, 54, 1011–1017. [Google Scholar] [CrossRef]
- Hilton, P.; Khan, A. New Developments in Laser Cutting for Nuclear Decommissioning. In Proceedings of the Annual Waste Management (WM) Conference, Phoenix, AZ, USA, 2–4 March 2014. [Google Scholar]
- Sato, S.; Inaba, T.; Inose, K.; Matsumoto, N.; Sakakibara, Y. Development of Underwater Laser Cutting Technology. Dekomisshoningu Giho 2015, 52, 55–59. [Google Scholar]
- Steen, W.M.; Mazumder, J. Laser Material Processing; Springer Science & Business Media: Berlin, Germany, 2010; ISBN 1849960623. [Google Scholar]
- Hilton, P.A.; Khan, A. Underwater Cutting Using a 1 μm Laser Source. J. Laser Appl. 2015, 27, 32013. [Google Scholar] [CrossRef]
- Parshin, S.; Levchenko, A.; Wang, P.; Maystro, A. Mathematical Analysis of the Influence of the Flux-Cored Wire Chemical Composition on the Electrical Parameters and Quality in the Underwater Wet Cutting. Adv. Mater. Sci. 2021, 21, 77–89. [Google Scholar] [CrossRef]
- Li, W.; Zhao, J.; Wang, J.; Wang, J.; Jia, H.; Li, Z.; Maksimov, S.Y. Research on Arc Cutting Mechanism and Procedure of Flux-Cored Cutting Wire in Water. Int. J. Adv. Manuf. Technol. 2018, 98, 2895–2904. [Google Scholar] [CrossRef]
- Shin, J.S.; Oh, S.Y.; Park, S.; Park, H.; Kim, T.S.; Lee, L.; Kim, Y.; Lee, J. Underwater Laser Cutting of Stainless Steel up to 100 Mm Thick for Dismantling Application in Nuclear Power Plants. Ann. Nucl. Energy 2020, 147, 107655. [Google Scholar] [CrossRef]
- Fu, Y.; Guo, N.; Cheng, Q.; Zhang, D.; Feng, J. Underwater Laser Welding for 304 Stainless Steel with Filler Wire. J. Mater. Res. Technol. 2020, 9, 15648–15661. [Google Scholar] [CrossRef]
- Fu, Y.; Guo, N.; Zhu, B.; Shi, X.; Feng, J. Microstructure and Properties of Underwater Laser Welding of TC4 Titanium Alloy. J. Mater. Process. Technol. 2020, 275, 116372. [Google Scholar] [CrossRef]
- Morita, I.; Owaki, K.; Yamaoka, H.; Kim, C.C. Study of Underwater Laser Welding Repair Technology. Weld. World 2006, 50, 37–43. [Google Scholar] [CrossRef]
- Yoda, M.; Tamura, M.; Fukuda, T.; Shiihara, K.; Sudo, K.; Maehara, T.; Morishima, Y.; Kato, H.; Ichikawa, H. Underwater Laser Beam Welding for Nuclear Reactors. Int. Conf. Nucl. Eng. Proc. ICONE 2012, 1, 191–195. [Google Scholar]
- SANO, Y.; MUKAI, N.; MAKINO, Y.; TAMURA, M.; OBATA, M.; YODA, M.; SHIMA, S.; KATO, H. Enhancement of Surface Properties of Metal Materials by Underwater Laser Processing. Rev. Laser Eng. 2008, 36, 1195–1198. [Google Scholar] [CrossRef][Green Version]
- Kang, Y.; Park, S.; Oh, C.; Lee, S.; Kang, S. Effect of Post-Weld Heat Treatment Temperature on the Mechanical Properties and Microstructure of Weld Heat-Affected Zone of Low-Alloy Steel for Nuclear Reactor Pressure Vessel. J. Weld. Join. 2020, 38, 24–32. [Google Scholar] [CrossRef]
- Jun, S.Y.; Im, S.Y.; Moon, J.; Lee, C.H.; Hong, H.U. Technical Issues in Fusion Welding of Reduced Activation Ferritic/Martensitic Steels for Nuclear Fusion Reactors. J. Weld. Join. 2020, 38, 47–55. [Google Scholar] [CrossRef]
- Shin, J.S.; Oh, S.Y.; Park, H.; Kim, T.S.; Lee, L.; Chung, C.M.; Lee, J. Underwater Cutting of 50 and 60 mm Thick Stainless Steel Plates Using a 6-KW Fiber Laser for Dismantling Nuclear Facilities. Opt. Laser Technol. 2019, 115, 1–8. [Google Scholar] [CrossRef]
- Wandera, C.; Kujanpää, V. Optimization of Parameters for Fibre Laser Cutting of a 10 Mm Stainless Steel Plate. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2011, 225, 641–649. [Google Scholar] [CrossRef]
- Lopez, A.B.; Assunção, E.; Quintino, L.; Blackburn, J.; Khan, A. High-Power Fiber Laser Cutting Parameter Optimization for Nuclear Decommissioning. Nucl. Eng. Technol. 2017, 49, 865–872. [Google Scholar] [CrossRef]
- Oh, S.Y.; Shin, J.S.; Kim, T.S.; Park, H.; Lee, L.; Chung, C.M.; Lee, J. Effect of Nozzle Types on the Laser Cutting Performance for 60-Mm-Thick Stainless Steel. Opt. Laser Technol. 2019, 119, 105607. [Google Scholar] [CrossRef]
- Oh, S.Y.; Shin, J.S.; Park, S.; Kim, T.S.; Park, H.; Lee, L.; Lee, J. Underwater Laser Cutting of Thick Stainless Steel Blocks Using Single and Dual Nozzles. Opt. Laser Technol. 2021, 136, 106757. [Google Scholar] [CrossRef]
- Shin, J.S.; Oh, S.Y.; Park, H.; Chung, C.M.; Seon, S.; Kim, T.S.; Lee, L.; Choi, B.S.; Moon, J.K. High-Speed Fiber Laser Cutting of Thick Stainless Steel for Dismantling Tasks. Opt. Laser Technol. 2017, 94, 244–247. [Google Scholar] [CrossRef]
- Shin, J.S.; Oh, S.Y.; Park, S.K.; Park, H.; Lee, J. Improved Underwater Laser Cutting of Thick Steel Plates through Initial Oblique Cutting. Opt. Laser Technol. 2021, 141, 107120. [Google Scholar] [CrossRef]
- Kim, K.; Song, M.; Kim, J.; Lee, S.; Shin, D.; Jeong, J.; Kim, J. Fundamental study for underwater cutting of 50mm thick stainless steel using fiber laser in nuclear decommissioning. In Proceedings of the International Symposium on Manufacturing Science and Engineeering Technology, Busan, Korea, 21–22 October 2021. [Google Scholar]
- Song, M.-K.; Kim, J.-D.; Shin, D.-S.; Lee, S.-J.; Cho, D.-W. Effect of Focal Position on Cut Surface Quality in Laser Cutting of 50-Mm Thick Stainless Steel. Int. J. Mod. Phys. B 2021, 35, 2140018. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Fe | C | Si | Mn | P | S | Cr | Ni | Mo | N | Co | Cu |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Mass fraction | Base | 0.022 | 0.39 | 1.64 | 0.03 | 0.004 | 18.16 | 8.04 | 0.14 | 0.067 | 0.22 | 0.28 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kim, K.; Song, M.-K.; Lee, S.-J.; Shin, D.; Suh, J.; Kim, J.-D. Fundamental Study on Underwater Cutting of 50 mm-Thick Stainless Steel Plates Using a Fiber Laser for Nuclear Decommissioning. Appl. Sci. 2022, 12, 495. https://doi.org/10.3390/app12010495
Kim K, Song M-K, Lee S-J, Shin D, Suh J, Kim J-D. Fundamental Study on Underwater Cutting of 50 mm-Thick Stainless Steel Plates Using a Fiber Laser for Nuclear Decommissioning. Applied Sciences. 2022; 12(1):495. https://doi.org/10.3390/app12010495
Chicago/Turabian StyleKim, Kwan, Moo-Keun Song, Su-Jin Lee, Dongsig Shin, Jeong Suh, and Jong-Do Kim. 2022. "Fundamental Study on Underwater Cutting of 50 mm-Thick Stainless Steel Plates Using a Fiber Laser for Nuclear Decommissioning" Applied Sciences 12, no. 1: 495. https://doi.org/10.3390/app12010495
APA StyleKim, K., Song, M.-K., Lee, S.-J., Shin, D., Suh, J., & Kim, J.-D. (2022). Fundamental Study on Underwater Cutting of 50 mm-Thick Stainless Steel Plates Using a Fiber Laser for Nuclear Decommissioning. Applied Sciences, 12(1), 495. https://doi.org/10.3390/app12010495