
De-Powdering Effect of Foundry Sand for Cement Casting

 , ,
, ,
Abstract
:1. Introduction
2. Method and Experiments
2.1. Mixed Powder Preparation
2.2. Molded Body Curing
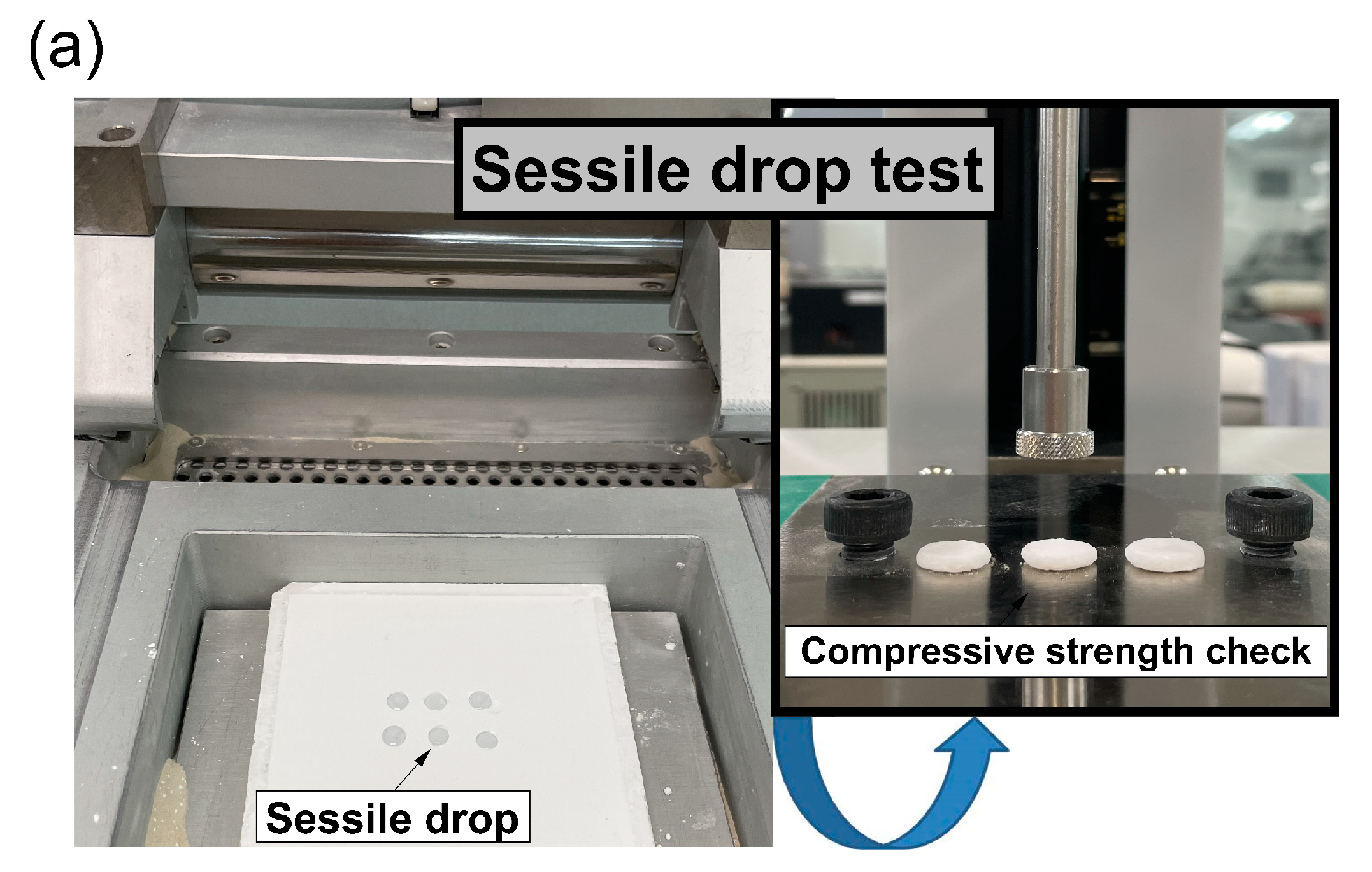
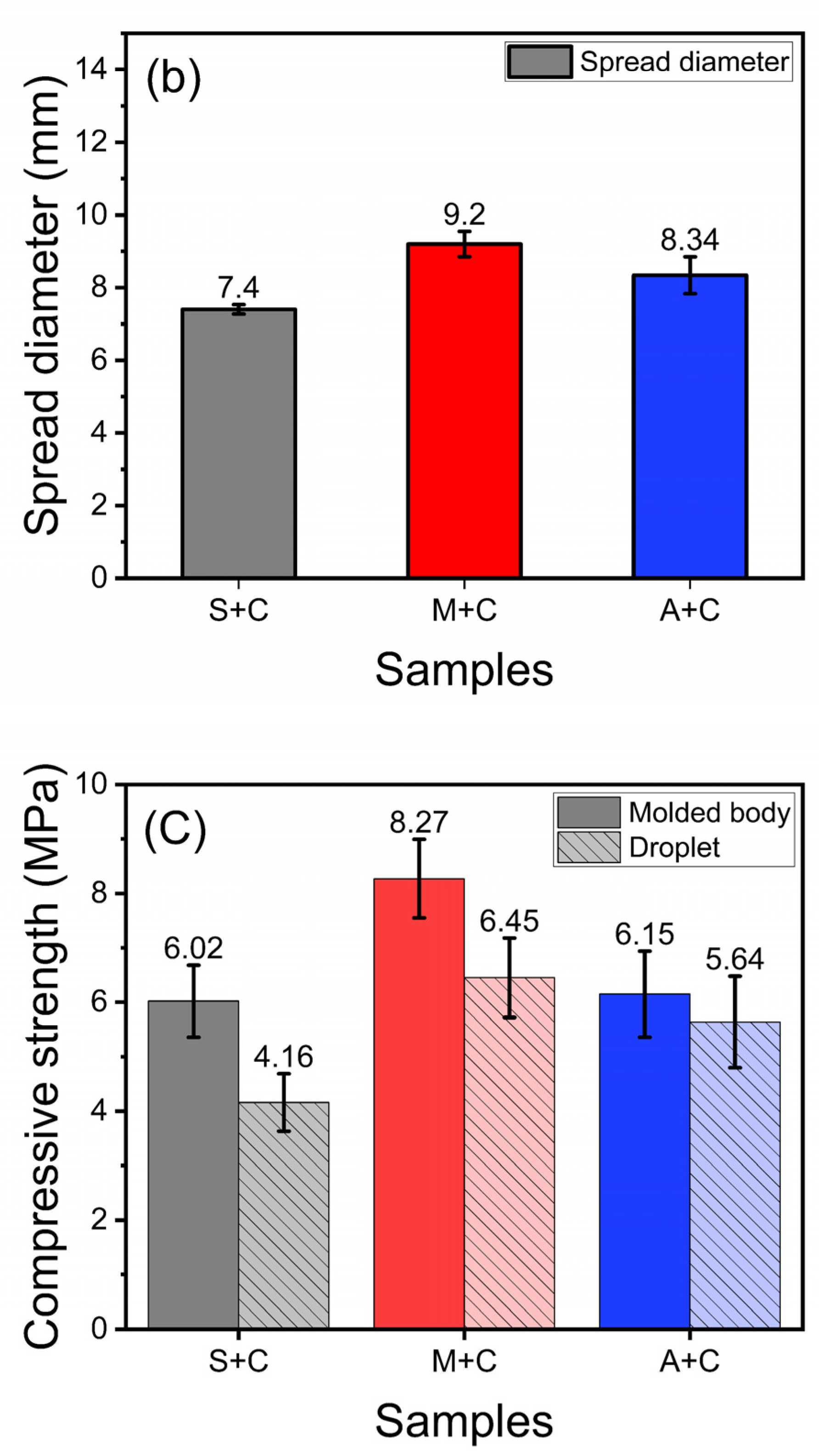
2.3. Sessile Drop Test
2.4. Characterization
3. Results and Discussion
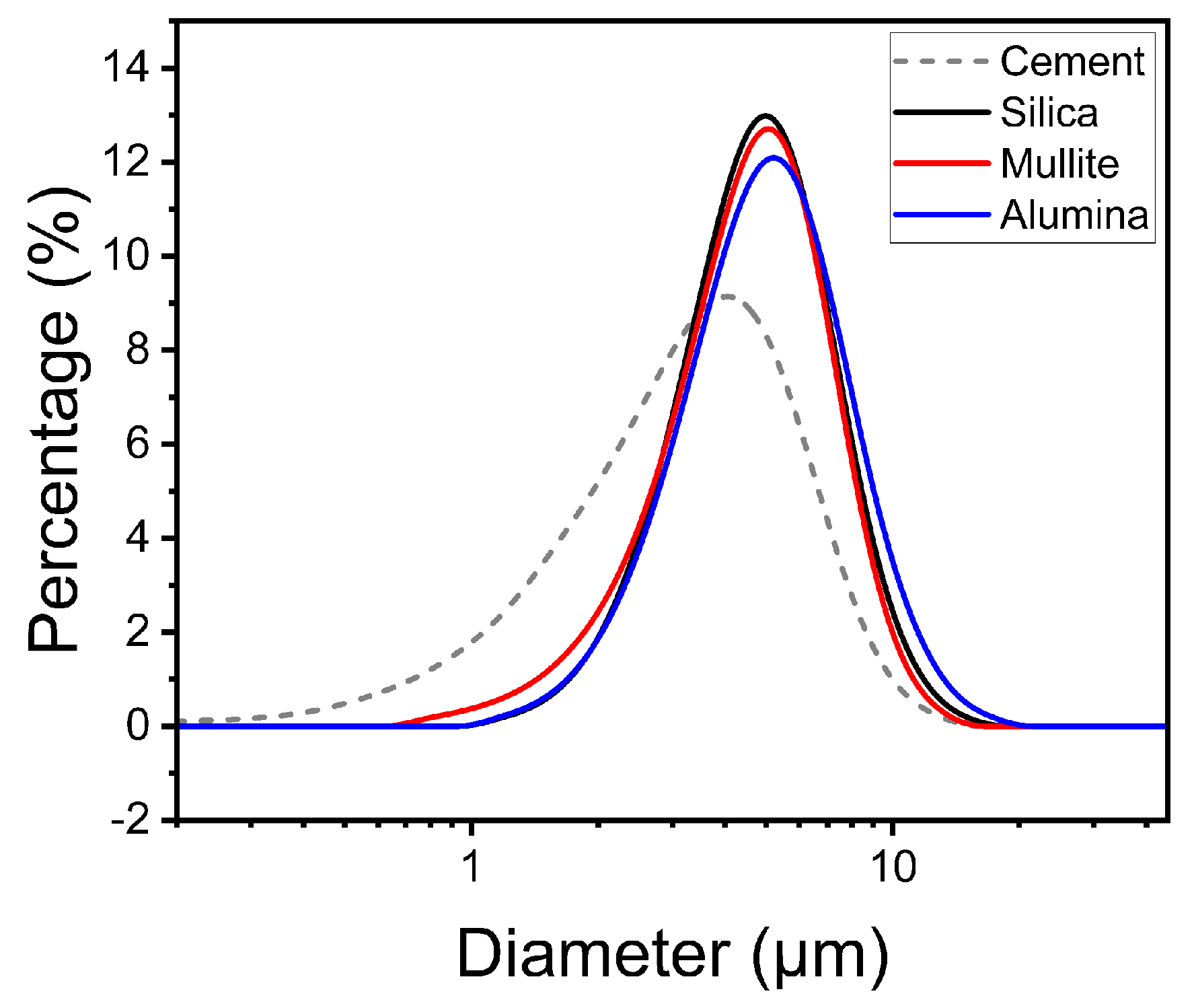
3.1. Powder Bed Property Evaluation
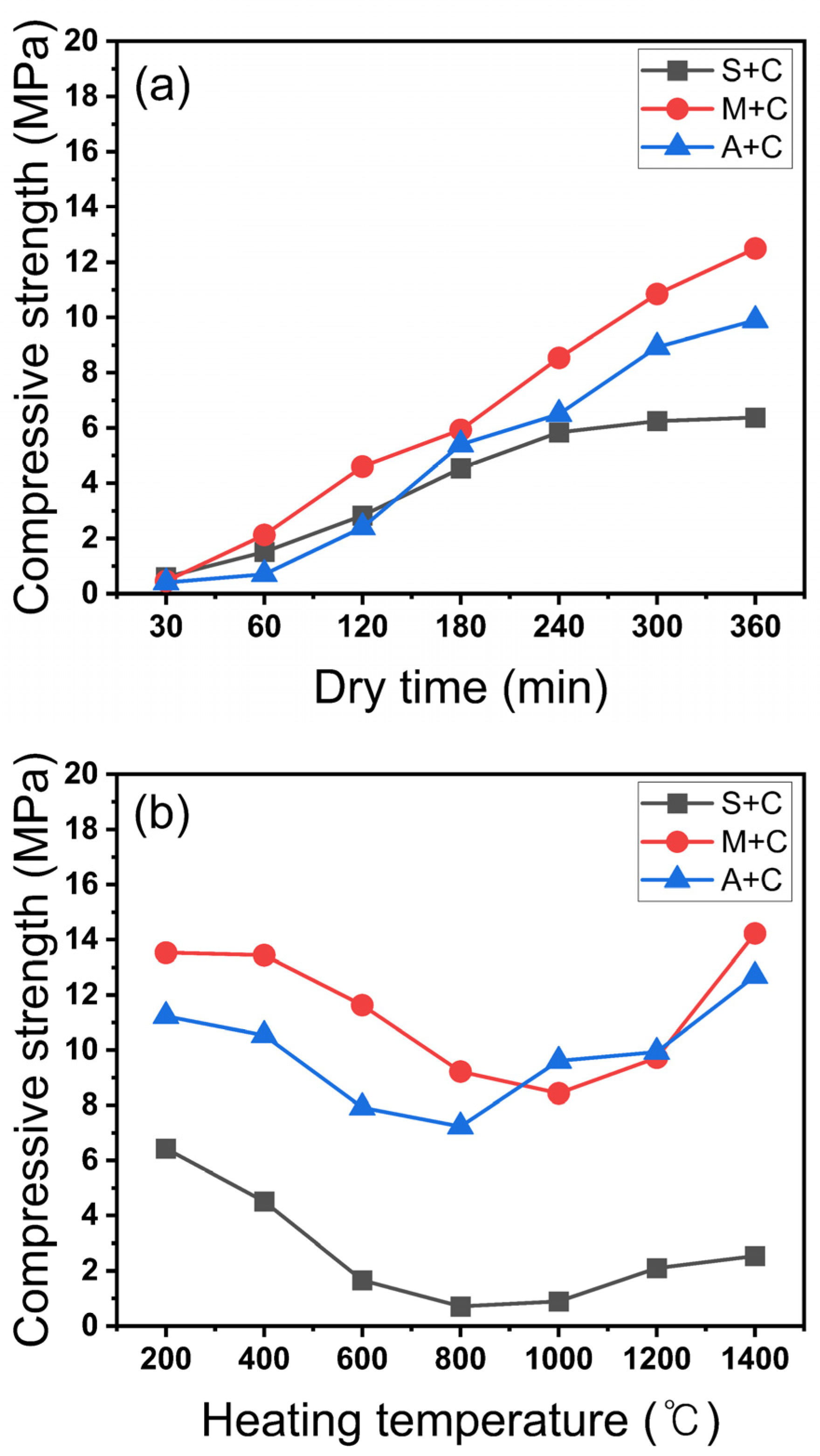
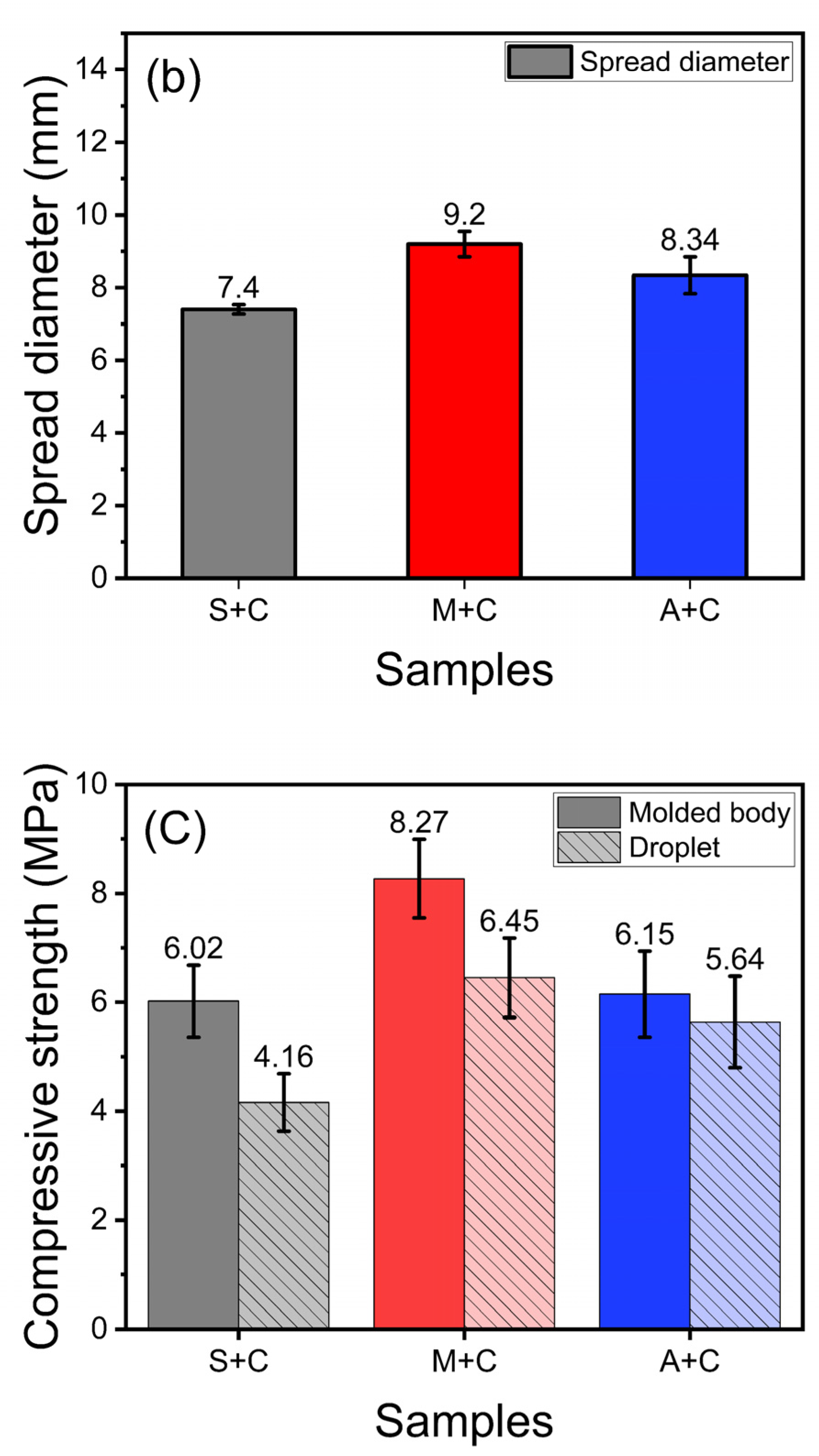
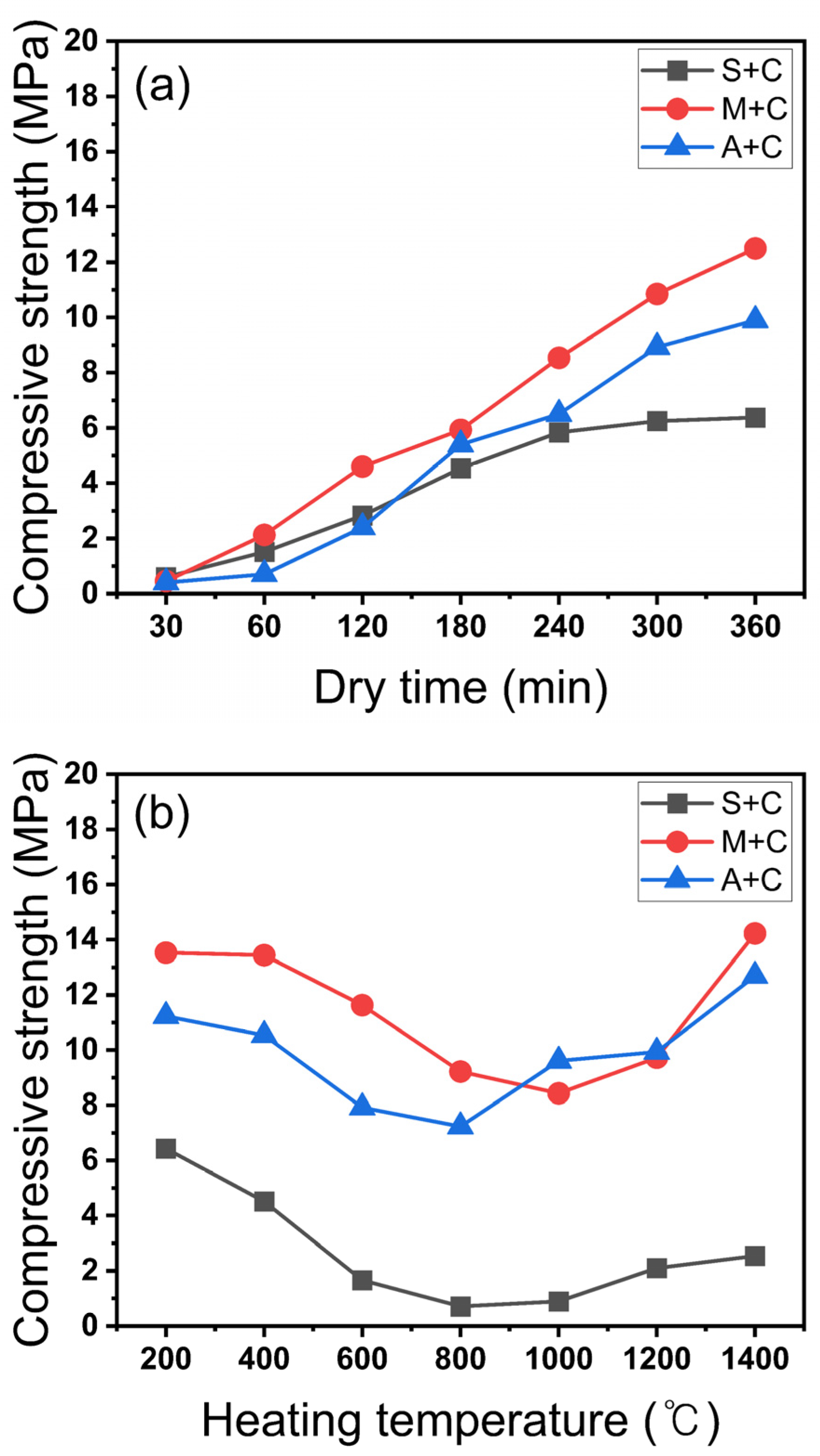
3.2. Physical Property Evaluation
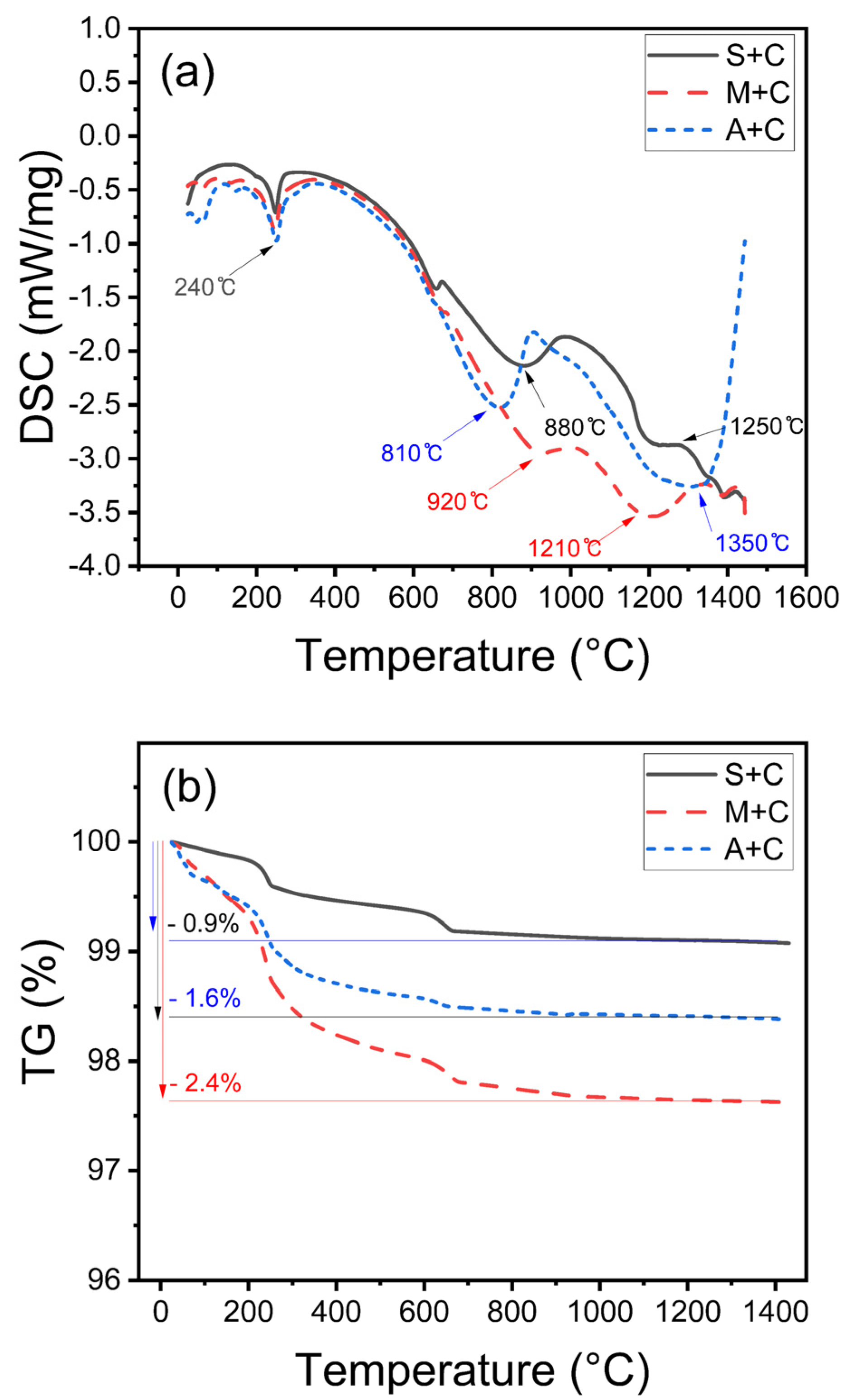
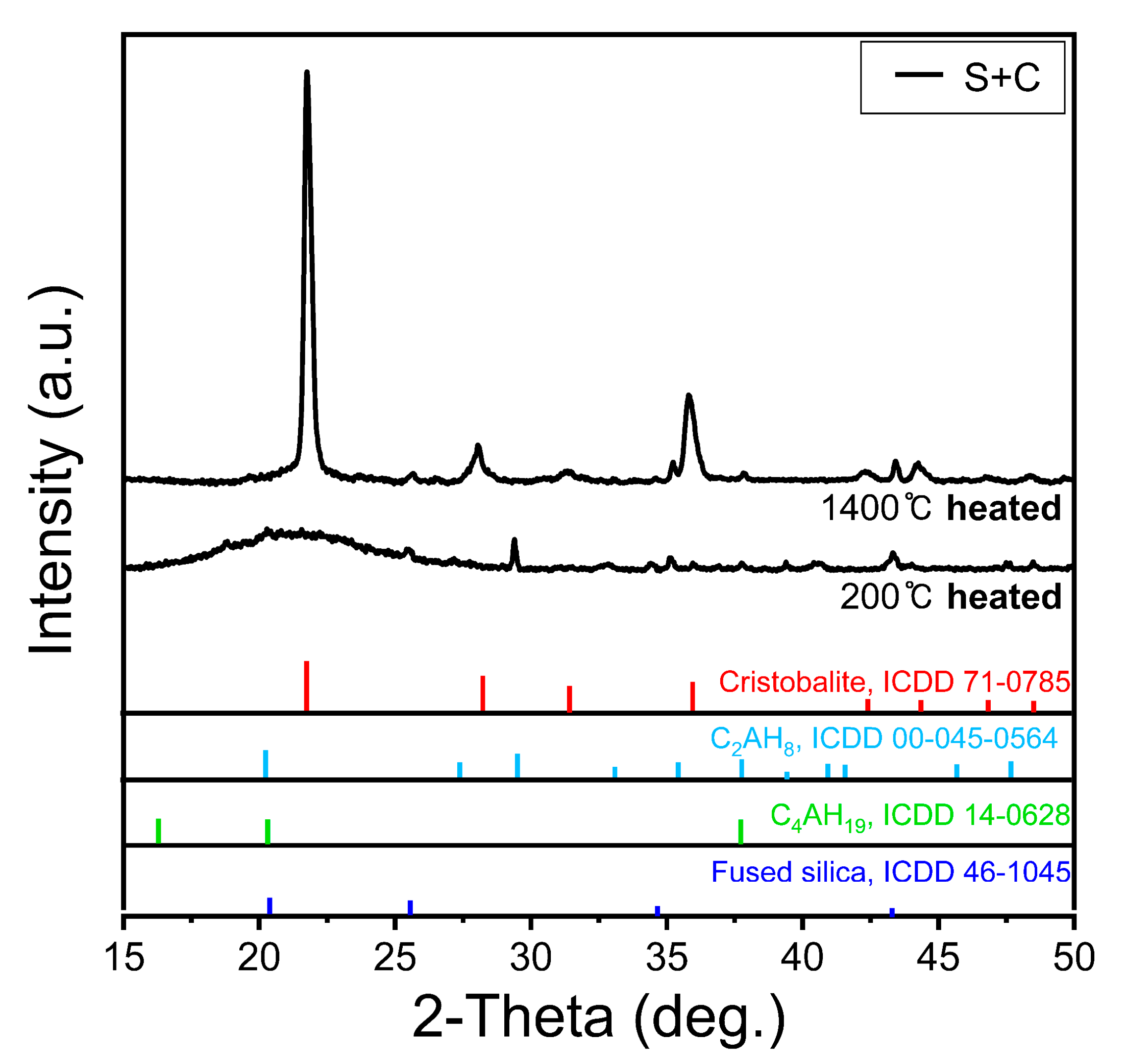
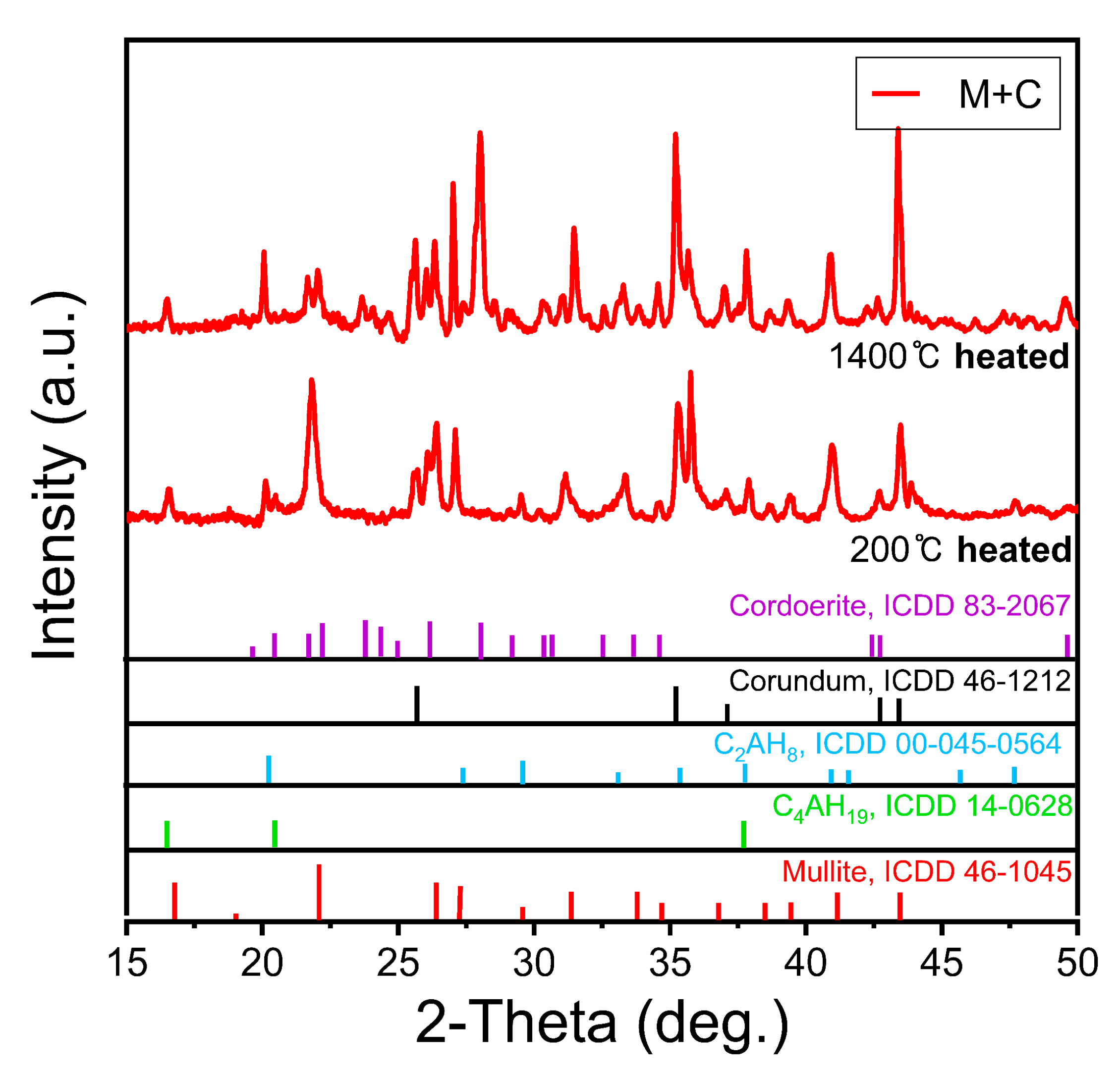
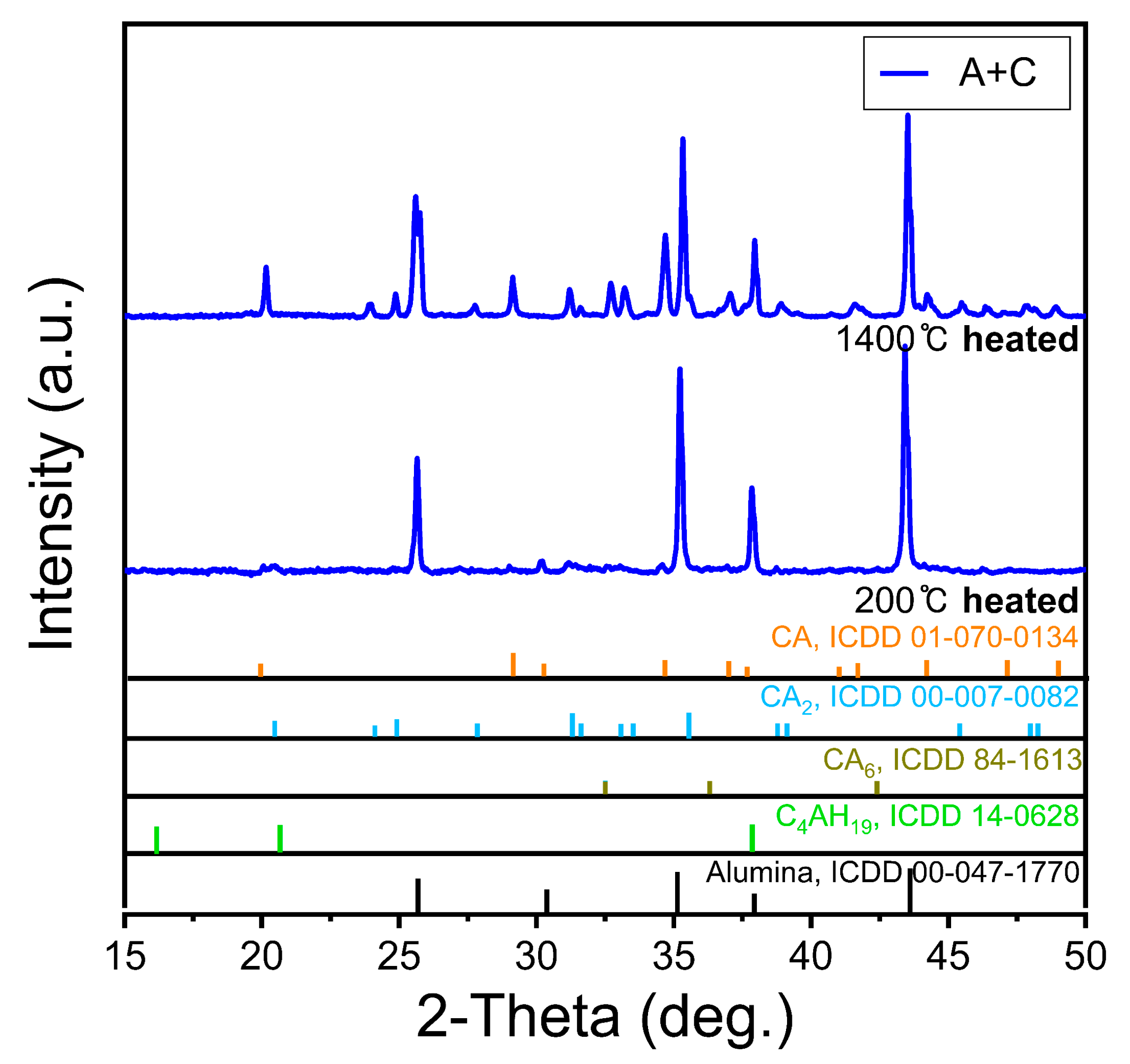
3.3. Thermal Property Evaluation
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Yilmaz, O.; Anctil, A.; Karanfil, T. LCA as a decision support tool for evaluation of best available techniques (BATs) for cleaner production of iron casting. J. Clean. Prod. 2015, 105, 337–347. [Google Scholar] [CrossRef]
- Saloum, Q.A.; Abdullah, M.Z.; Hashim, A.A. The preparation of foam cement and determining some of its properties. Eng. Technol. J. 2015, 33, 61–69. [Google Scholar]
- Hodder, K.J.; Chalaturnyk, R.J. Bridging additive manufacturing and sand casting: Utilizing foundry sand. Addit. Manuf. 2019, 28, 649–660. [Google Scholar] [CrossRef]
- Lowke, D.; Dini, E.; Perrot, A.; Weger, D.; Gehlen, C.; Dillenburger, B. Particle-bed 3D printing in concrete construction—Possibilities and challenges. Cem. Concr. Res. 2018, 112, 50–65. [Google Scholar] [CrossRef]
- Pshtiwan, S.; Shami, N.; Gavin, P. An Investigation into the Effects of Deposition Orientation of Material on the Mechanical Behaviours of the Cementitious Powder and Gypsum Powder in Inkjet 3D Printing. In Proceedings of the 36th International Symposium on Automation and Robotics in Construction (ISARC), Banff, AB, Canada, 21–24 May 2019. [Google Scholar]
- Gibbons, G.; Williams, R.; Purnell, P.; Farahi, E. 3D Printing of cement composites. Adv. Appl. Ceram. 2010, 109, 287–290. [Google Scholar] [CrossRef] [Green Version]
- Huang, S.; Ye, C.; Zhao, H.; Fan, Z. Additive manufacturing of thin alumina ceramic cores using binder-jetting. Addit. Manuf. 2019, 29, 100802. [Google Scholar] [CrossRef]
- Zheng, J.; Chen, A.; Zheng, W.; Zhou, X.; Bai, B.; Wu, J.; Ling, W.; Ma, H.; Wang, W. Effectiveness analysis of resources consumption, environmental impact and production efficiency in traditional manufacturing using new technologies: Case from sand casting. Energy Convers. Manag. 2020, 209, 112671. [Google Scholar] [CrossRef]
- Anwar, N.; Sappinen, T.; Jalava, K.; Orkas, J. Comparative experimental study of sand and binder for flowability and casting mold quality. Adv. Powder Technol. 2021, 32, 1902–1910. [Google Scholar] [CrossRef]
- Upadhyay, M.; Sivarupan, T.; El Mansori, M. 3D printing for rapid sand casting—A review. J. Manuf. Process. 2017, 29, 211–220. [Google Scholar] [CrossRef] [Green Version]
- Miyanaji, H.; Rahman, K.M.; Da, M.; Williams, C.B. Effect of fine powder particles on quality of binder jetting parts. Addit. Manuf. 2020, 36, 101587. [Google Scholar] [CrossRef]
- Zhang, J.; Amini, N.; Morton, D.A.; Hapgood, K.P. Binder jetting of well-controlled powder agglomerates for breakage studies. Adv. Powder Technol. 2020, 32, 19–29. [Google Scholar] [CrossRef]
- Mussatto, A.; Groarke, R.; O’Neill, A.; Obeidi, M.A.; Delaure, Y.; Brabazon, D. Influences of powder morphology and spreading parameters on the powder bed topography uniformity in powder bed fusion metal additive manufacturing. Addit. Manuf. 2020, 38, 101807. [Google Scholar] [CrossRef]
- Alexander, A.W.; Chaudhuri, B.; Faqih, A.; Muzzio, F.J.; Davies, C.; Tomassone, M.S. Avalanching flow of cohesive powders. Powder Technol. 2006, 164, 13–21. [Google Scholar] [CrossRef]
- Sivarupan, T.; Balasubramani, N.; Saxena, P.; Nagarajan, D.; El Mansori, M.; Salonitis, K.; Jolly, M.; Dargusch, M.S. A review on the progress and challenges of binder jet 3D printing of sand moulds for advanced casting. Addit. Manuf. 2021, 40, 101889. [Google Scholar] [CrossRef]
- Simonin, F.; Olagnon, C.; Maximilien, S.; Fantozzi, G.; Diaz, L.A.; Torrecillas, R. Thermomechanical Behavior of High-Alumina Refractory Castables with Synthetic Spinel Additions. J. Am. Ceram. Soc. 2004, 83, 2481–2490. [Google Scholar] [CrossRef]
- Lv, X.; Ye, F.; Cheng, L.; Fan, S.; Liu, Y. Binder jetting of ceramics: Powders, binders, printing parameters, equipment, and post-treatment. Ceram. Int. 2019, 45, 12609–12624. [Google Scholar] [CrossRef]
- Kang, J.; Shangguan, H.; Deng, C.; Hu, Y.; Yi, J.; Wang, X.; Zhang, X.; Huang, T. Additive manufacturing-driven mold design for castings. Addit. Manuf. 2018, 22, 472–478. [Google Scholar] [CrossRef]
- Shakor, P.; Sanjayan, J.; Nazari, A.; Nejadi, S. Modified 3D printed powder to cement-based material and mechanical properties of cement scaffold used in 3D printing. Constr. Build. Mater. 2017, 138, 398–409. [Google Scholar] [CrossRef]
- Chun, S.-Y.; Kim, T.; Ye, B.; Jeong, B.; Lee, M.-J.; Lee, D.H.; Kim, E.-S.; Lee, H.; Kim, H.-D. Capillary pressure and saturation of pore-controlled granules for powder bed binder jetting. Appl. Surf. Sci. 2020, 515, 145979. [Google Scholar] [CrossRef]
- ExOne GmbH. X1_Handout_Inorganic_Binder. Available online: https://www.exone.com/Admin/ExOne/media/Sand-Binders/210310_X1_Handout_Inorganic_Binder_EN_2021-03_www.pdf (accessed on 10 March 2021).
- Black, L.; Breen, C.; Yarwood, J.; Deng, C.-S.; Phipps, J.; Maitland, G. Hydration of tricalcium aluminate (C3A) in the presence and absence of gypsum—studied by Raman spectroscopy and X-ray diffraction. J. Mater. Chem. 2006, 16, 1263–1272. [Google Scholar] [CrossRef]
- Sing, S.L.; Yeong, W.Y.; Wiria, F.E. Selective laser melting of titanium alloy with 50 wt% tantalum: Microstructure and mechanical properties. J. Alloys Compd. 2016, 660, 461–470. [Google Scholar] [CrossRef]
- Kumar, V.; Singh, V.K.; Srivastava, A.; Kumar, P.H. Mechanochemically synthesized high alumina cement and their implementation as low cement castables with some micro-fine additives. J. Asian Ceram. Soc. 2015, 3, 92–102. [Google Scholar] [CrossRef] [Green Version]
- Pratapa, S.; Wahyuni, T.; Fauziyah, N.A.; Apriliyana, G.A.; Mashuri, M.; Firdaus, S. Synthesis and thermomechanical characterization of PEG/cristobalite composites. J. Mech. Sci. Technol. 2017, 31, 3653–3656. [Google Scholar] [CrossRef]
- Zhang, S.; Tie, S.; Zhang, F. Cristobalite formation from the thermal treatment of amorphous silica fume recovered from the metallurgical silicon industry. Micro Nano Lett. 2018, 13, 1465–1468. [Google Scholar] [CrossRef]
- Saltzberg, M.A.; Bors, S.L.; Bergna, H.; Winchester, S.C. Synthesis of Chemically Stabilized Cristobalite. J. Am. Ceram. Soc. 1992, 75, 89–95. [Google Scholar] [CrossRef]
- Mostafa, N.Y.; Zaki, Z.; Elkader, O.H.A. Chemical activation of calcium aluminate cement composites cured at elevated temperature. Cem. Concr. Compos. 2012, 34, 1187–1193. [Google Scholar] [CrossRef]
- Wang, F.; Xiangcheng, L.; Li, X.; Zhu, B. Effect of Colloidal Silica on the Hydration Behavior of Calcium Aluminate Cement. Materials 2018, 11, 1849. [Google Scholar] [CrossRef] [Green Version]
- Lin, Q.; Zhao, N.; Yao, K.; Jiang, Z.; Tian, B.; Shi, P.; Chen, F. Ordinary Optical Fiber Sensor for Ultra-High Temperature Measurement Based on Infrared Radiation. Sensors 2018, 18, 4071. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Richet, P.; Bottinga, Y.; Denielou, L.; Petitet, J.; Tequi, C. Thermodynamic properties of quartz, cristobalite and amorphous SiO2: Drop calorimetry measurements between 1000 and 1800 K and a review from 0 to 2000 K. Geochim. Cosmochim. Acta 1982, 46, 2639–2658. [Google Scholar] [CrossRef]
- Hapgood, K.P.; Litster, J.D.; Biggs, S.; Howes, T. Drop Penetration into Porous Powder Beds. J. Colloid Interface Sci. 2002, 253, 353–366. [Google Scholar] [CrossRef]
- Snelling, D.; Williams, C.; Druschitz, A. A comparison of binder burnout and mechanical characteristics of printed and chemically bonded sand molds. In Proceedings of the SFF Symposium, Austin, TX, USA, 4–6 August 2014. [Google Scholar]
- Zhang, Z.; Zhou, W.; Han, B.; Li, Y.; Yan, W.; Xu, N.; Li, N.; Wei, J. Preparation and characterization of eco-friendly and low-cost mullite-corundum foamed ceramics with low thermal conductivity. Ceram. Int. 2019, 45, 13203–13209. [Google Scholar] [CrossRef]
- Yan, W.; Luo, H.; Tong, J.; Li, N. Effects of sintering temperature on pore characterization and strength of porous cordierite–mullite ceramics by a pore-forming in-situ technique. Int. J. Mater. Res. 2012, 103, 1239–1243. [Google Scholar] [CrossRef]
- Wang, Y.; Li, X.; Zhu, B.; Chen, P. Microstructure evolution during the heating process and its effect on the elastic properties of CAC-bonded alumina castables. Ceram. Int. 2016, 42, 11355–11362. [Google Scholar] [CrossRef]
- Ukrainczyk, N.; Matusinovic, T.; Kurajica, S.; Zimmermann, B.; Sipusic, J. Dehydration of a layered double hydroxide—C2AH8. Thermochim. Acta 2007, 464, 7–15. [Google Scholar] [CrossRef]
- Yum, W.S.; Suh, J.-I.; Kim, D.H.; Oh, J.E. Prevention of potential strength degradation due to conversion of C2AH8 formed in CaO-Ca(HCOO)2-activated GGBFS binder using CaSO4. Constr. Build. Mater. 2020, 253, 119186. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Components | Density (g/mL) | Particle Size (µm) | ||
|---|---|---|---|---|
| D10 | D50 | D90 | ||
| CAC | 2.1 | 1.16 | 3.43 | 6.06 |
| Silica sand | 0.43 | 2.51 | 4.47 | 7.39 |
| Mullite sand | 1.37 | 2.22 | 4.34 | 7.11 |
| Alumina sand | 1.41 | 2.51 | 4.47 | 7.39 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chun, S.; Lee, G.; Kim, S.; Jeong, B.; Shin, J.; Cho, I.; Kim, H.; Lee, H.; Kim, T. De-Powdering Effect of Foundry Sand for Cement Casting. Appl. Sci. 2022, 12, 266. https://doi.org/10.3390/app12010266
Chun S, Lee G, Kim S, Jeong B, Shin J, Cho I, Kim H, Lee H, Kim T. De-Powdering Effect of Foundry Sand for Cement Casting. Applied Sciences. 2022; 12(1):266. https://doi.org/10.3390/app12010266
Chicago/Turabian StyleChun, Seungyeop, Geumyeon Lee, Sujin Kim, Bora Jeong, Jeehoon Shin, Inkyung Cho, Hongdae Kim, Heesoo Lee, and Taewook Kim. 2022. "De-Powdering Effect of Foundry Sand for Cement Casting" Applied Sciences 12, no. 1: 266. https://doi.org/10.3390/app12010266
APA StyleChun, S., Lee, G., Kim, S., Jeong, B., Shin, J., Cho, I., Kim, H., Lee, H., & Kim, T. (2022). De-Powdering Effect of Foundry Sand for Cement Casting. Applied Sciences, 12(1), 266. https://doi.org/10.3390/app12010266