1. Introduction
Traditional manufacturing techniques used in artistic contexts and associated business models tend to disappear under the pressure of the appearance of mass-produced products that compete in all niche markets, including those traditionally reserved for the work of art. The processes of artistic casting are techniques that can be improved thanks to the new digital manufacturing technologies. The adoption of open-source digital manufacturing technologies in small art workshops can favor their permanence by assuming great advantages such as easy accessibility, low cost, and free modification, adapting to the specific needs of each workshop.
There are several casting processes: sand casting [
1], casting with gasifiable molds [
2], shell casting [
3], the lost wax casting technique [
4], and finally, the microfusion [
5], a variant of lost wax, which is used to make small detailed parts such as jewelry. On the other hand, in jewelry, there is also a commonly used a technique called electroforming [
6]. This technique does not melt the model to turn it into metal, but it is a process that covers the pieces with a very thin metal layer (microns) by using an electric current.
For the creation of molds, and for the processes of lost casting wax, there are 3D printers that produce more detailed objects directly in wax, and these machines are integrated in the industrial foundry and specialize in the processes of creation of jewelry, where they have revolutionized the production [
7]. However, these printers and their consumables are expensive and, therefore, are not accessible to small craft workshops. Another technology of 3D printing established at industrial levels is “selective laser sintering” (SLS), which builds objects directly in metal. The metallic objects created by this type of 3D printer have approximately 99.99 percent density, and therefore, can be used instead of traditional metal parts in the vast majority of applications [
8]. However, the cost of the printed model is also high, so they are not a viable alternative to artistic casting either.
With the appearance of additive manufacturing appears the idea of replacing wax models used in casting with lost wax by computer-designed models manufactured using low-cost 3D printers. To make these models, there are two different materials, the PLA used by the FDM (Fused Deposed Material) printers, and the resin used by the DLP (Digital Light Processing) printers. Computer-designed models allow for greater complexity than can be achieved with the use of traditional hand-modeling techniques [
9,
10].
This form of construction, where the successive layers of material are placed adapting to the required shapes, produces a laminar texture in the objects that represent a problem for the creation of final pieces. This texture can be smoothed, either by physicochemical processes or by using high resolution printers. In
Figure 1, we can see how the layer structure was generated by low-cost printers, where both FDM and SLA are transmitted to bronze. To show this, two different sizes were chosen. The first piece, printed in PLA, was chosen as 10 cm, since it is an average size of those used in sculptural casting using Ceramic Shell Casting procedures. The second piece, printed in photosensitive resin, was chosen as 2 cm since it is a suitable size for this type of printer and close to the Electroforming processes in microsculpture. On the other hand, it is not frequent to make large pieces (10 cm) in photosensitive resin for casting, due to the increase in costs and execution time. Nor is it frequent to make very small pieces (<2 cm) in PLA, due to the problems of FDM type printing that affect the quality of the resulting piece. Besides, with the usual FDM or DLP low-cost printers, it is not possible to print parts smaller than two centimeters without losing all details.
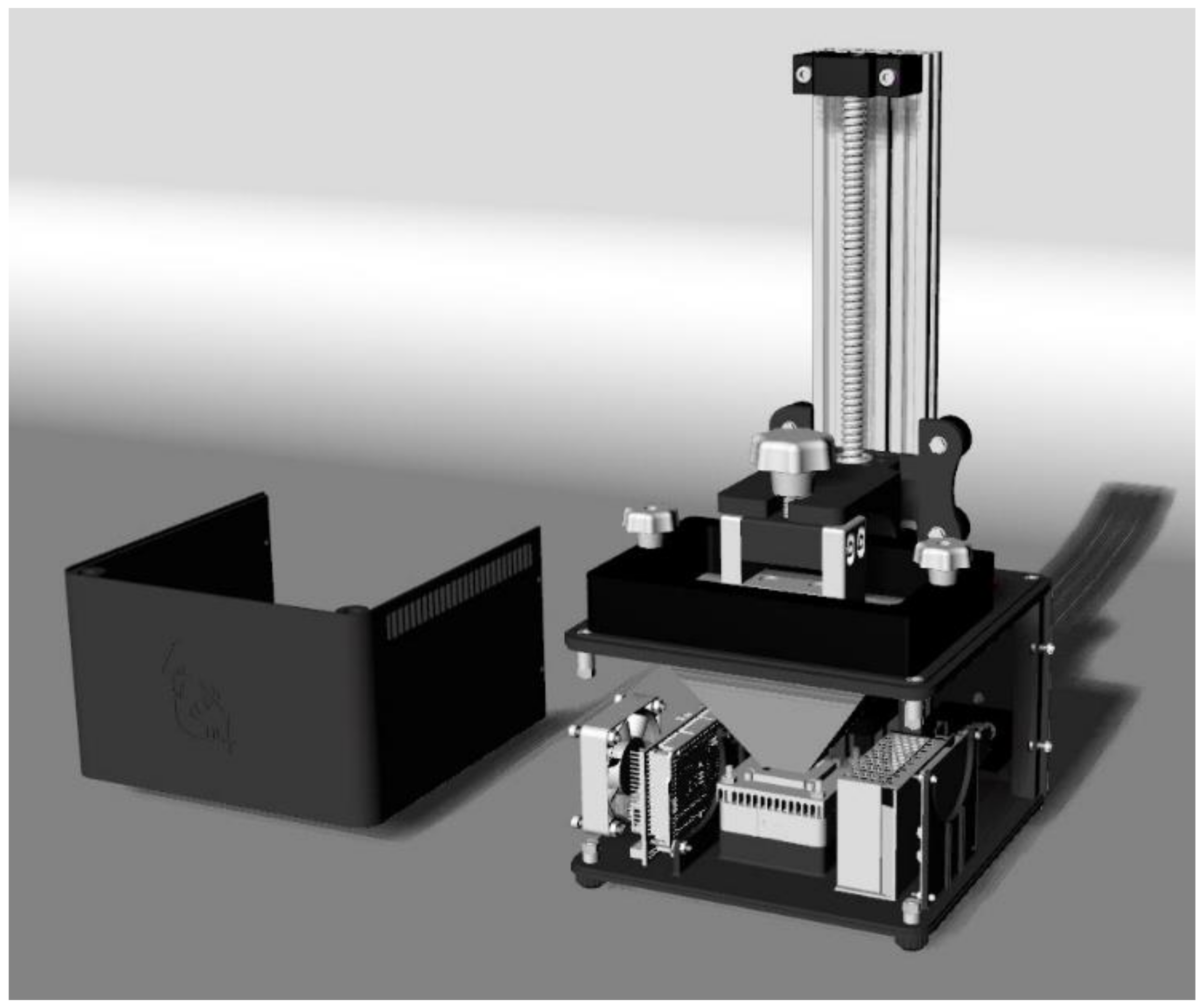
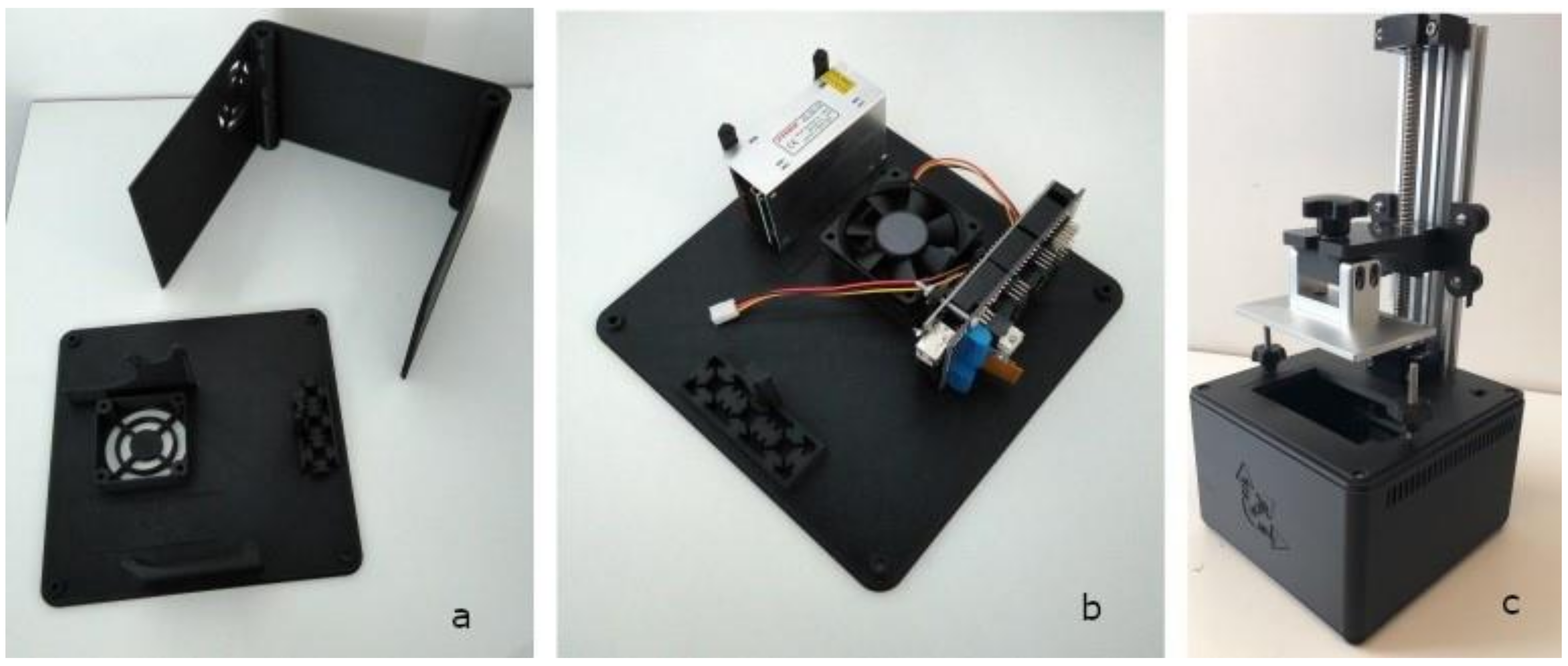
In this article, the construction of an open source DLP type printer made by the FabLab of the University of La Laguna (ULL), which improves the resolution of existing low-cost printers and eliminates the visible laminar texture, is described. This design aims to provide an accessible and modifiable digital manufacturing tool so that small art workshops can use these technologies, through manufacturing spaces such as makerspaces, for the creation of metal pieces less than 2 cm tall.
It is important to point out that a complementary objective of this work is to provide a new open design, in addition to existing initiatives within the maker’s philosophy where developments are accessible by the developer community. The proposed printer is designed to be carried out in digital manufacturing spaces that already have 3D FDM type 3D printing machines or even laser cutting machines (although this last machinery is not essential).
3. Results
As a result of the design process of all the parts and the selection of components, the final cost foreseen for the printer amounts to 426.04 euros. This price can vary depending on the component suppliers, although the general trend is for them to drop in price.
Table 4 shows the breakdown of the cost of the components according to their classification.
An open-source repository has been created where all the 3D models designed are available, as well as the technical documentation of all the electronic and mechanical components. This repository can be accessed at:
https://n9.cl/qt612 accessed on 31 March 2021.
Once the 3D printer is designed, assembled, and in operation, we proceed to carry out a calibration test. We have performed the standard “Ameralabs Town” print test for SLA printers. (
https://ameralabs.com/blog/town-calibration-part/ accessed on 31 March 2021). The purpose of this test is to calibrate the printing parameters to suit the use and characteristics of the resin. For these tests, “Wanhao Water Washable UV Resin” was used with the following printer parameters: Slice Thickness 0.025 mm, Exposure Layer time 9.000 ms, Bottom Exposure 40.000 ms, Z Lift Distance 4 mm, Z Lift Speed 50 mm/m, and Z Retract speed 50 mm/m.
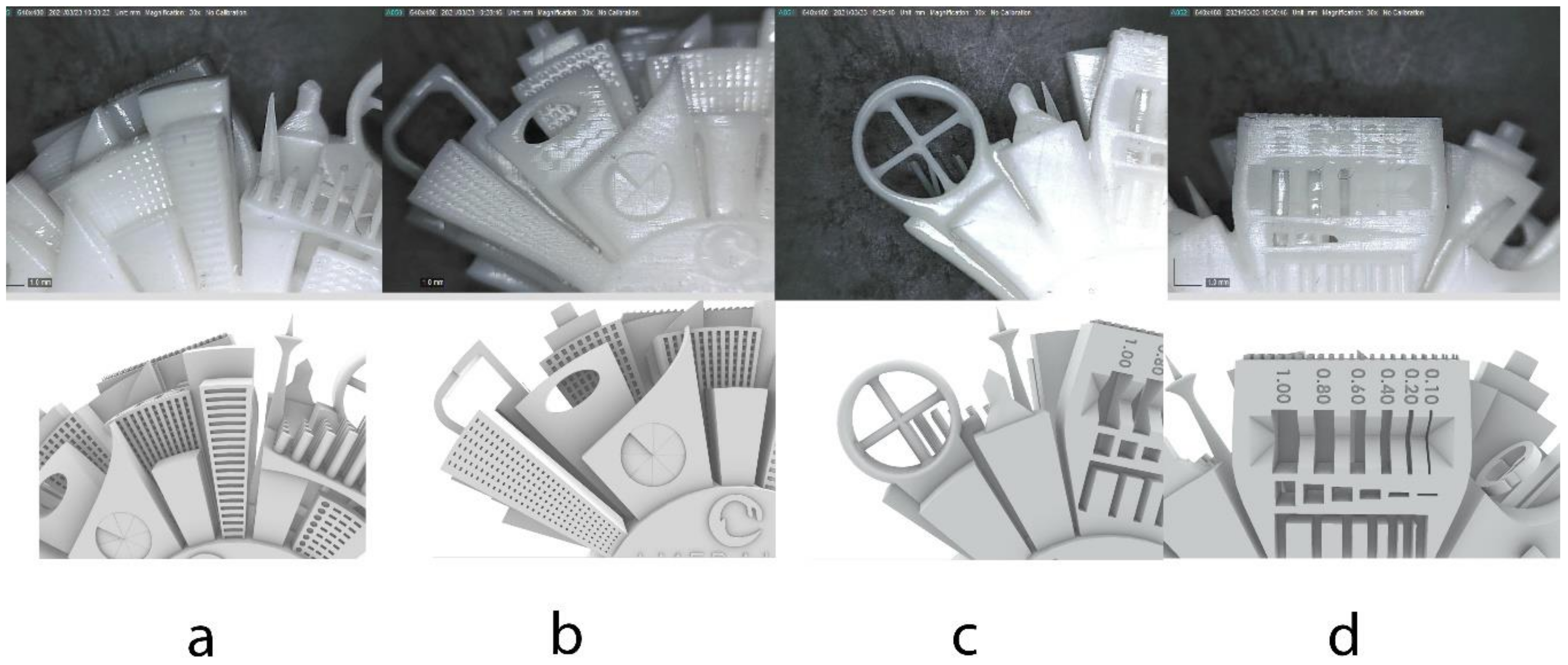
When printing the Ameralabs Town file, ten tests are passed at the same time. In
Figure 4, we have included the results of the five tests that we consider most relevant in relation to the X-Y-Z resolution of the printer.
In
Figure 4, we can see different results of the use of this test, compared with the original CAD file of the test. In
Figure 4a, it is observed that the minor details of surface textures are visible. In
Figure 4b, you can see the result of the “Alternating deepening plates” test. This test is used to reproduce real circumstances of thickness of textures such as texts. We have verified that the eight transitions with steps of 0.025 mm are unified in four, in such a way that we can deduce that the optimal printing step is 0.05 mm. In
Figure 4c, you can see the result of the “Cross-shaped bridges” test. In this test we can observe that although the 0.5 mm pillars have crossed, we observe some visible light bleed. In
Figure 4d, you can see the result of the “Minimum width of the opening” test. In this test, we can see that the minimum width of the opening is 0.6 mm. In this same image, we see the “Minimum Height of the opening” test in which a distance of 0.6 mm is achieved with some deformation. We can also verify that the “Ledges with variable thickness” test has been carried out correctly.
Regarding the XY resolution, we start from an optical resolution of 30 microns, which is given by the 4K LCD panel. However, and considering the results of the Ameralabs town test, a specific test has been designed to find the maximum real resolution of the printer in these two axes (
Figure 5).
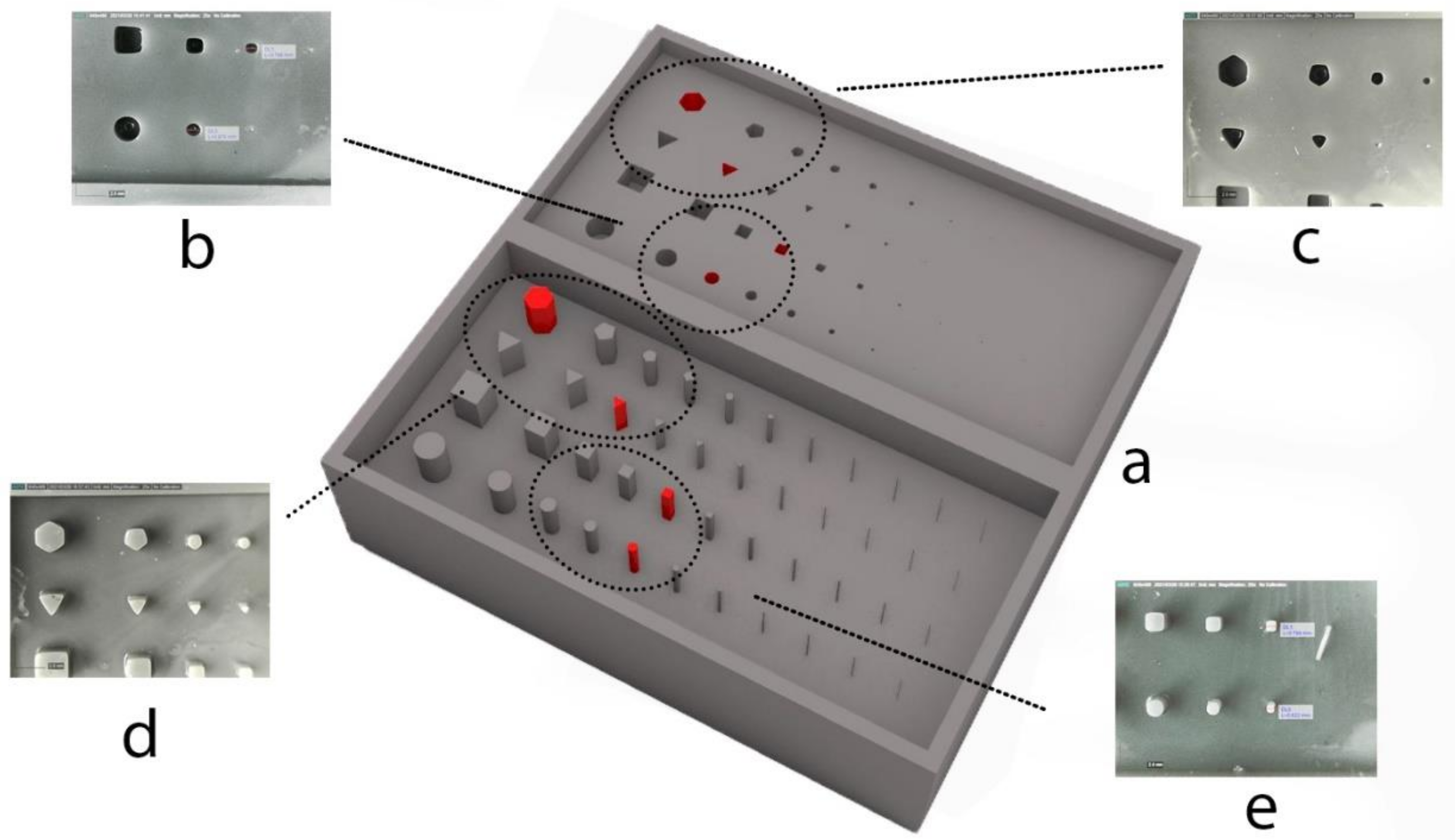
In
Figure 5a, we can see the designed test that consists of two sets of positive and negative geometries with sizes ranging from 2 mm to 0.04 mm. In
Figure 5b, we can see the best real results obtained in negative shapes, which corresponds to 0.97 mm in diameter for the 1 mm circular shape (in the STL file) and 0.78 mm side for the square shape of 0.8 mm (on the STL file). In
Figure 5c, we see the best results in triangular and hexagonal shapes circumscribed in circles of 2 and 1.5 mm, respectively. It should be noted that in these figures, the printer has difficulty generating precise angles. In
Figure 5d, we can see the best results indicated in positive shapes that correspond to the hexagon circumscribed in a circumference of 2 mm in diameter and a triangle circumscribed in a circumference of 1 mm. In
Figure 5e, we can see the results of greater precision of the whole test that correspond to the positive circular shape of 0.6 mm in diameter whose actual print measurement is 0.62 mm. Likewise, we can observe the best of the resolutions in a square shape that corresponds to 0.6 mm on each side.
These results at first glance do not seem very encouraging. However, as suggested by the creators of the Ameralabs test, it should be mentioned that the result of this type of test depends on the properties of the material as well as the concentration of pigment in the resin. If one uses under-pigmented resin, it is highly possible that due to serious light scattering and light bleeding, just a few or none of the ledges will be formed. Therefore, these results are subject to improvement. The technical specifications of the “Wanhao Water Washable UV Resin” used for these two tests are: Ash < 0.2%, Shore Hardness 75D, Experimental Shrink 3.3%, Uncolored Reactivity 423 mJ/cm, Viscosity @ 20 °C: 90 CP, Density @ 25 °C: 1.1 g/cm, Acidity < 0.31 mg KOH/g, Water Content < 0.23%, Surface Tension 36.5 Dynes/cm, Tensile Strength 9100 PSI, 6% Elongation, and Glass Transition Temperature 104 °C. Future tests can be improved by changing print settings and using resins with different properties.
After the calibration, a functional test was performed to determine its real resolution and to be able to compare it with the resolution estimated in
Section 2.1. This aspect is important, since the final objective of this printer is to be able to be used in the artistic field for the manufacture of micro-sculptures, that is, for pieces smaller than 20 mm.
Therefore, first, the minimum size of the printable parts was checked while maintaining an adequate level of detail. In
Figure 6, you can see the different prints from a size of 30 mm to a size of 5 mm in height. It is important to note that all FDM printers and many low-cost DLP printers have trouble printing parts that are 5 mm in size. For these sizes, the result is usually a printing error, since the PLA or resin cannot be deposited correctly and the figure is unusable.
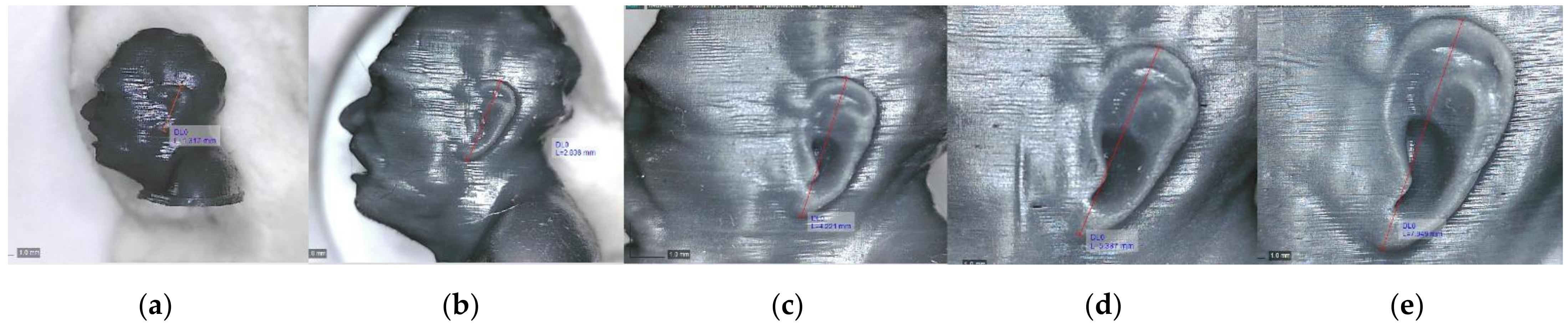
It is important to note that one of the objectives of the 3D printer is to register the maximum detail of the figures, even in the smallest figures. To check that the level of detail is maintained in all print sizes, a measurement of the ear length of the model used has been made. In the smallest model (5 mm) the length is 1.317 mm (
Figure 7a). It is estimated that below this measure, the quality of the details is lost. In the largest of the models the length of the ear is 7.949 mm (
Figure 7e).
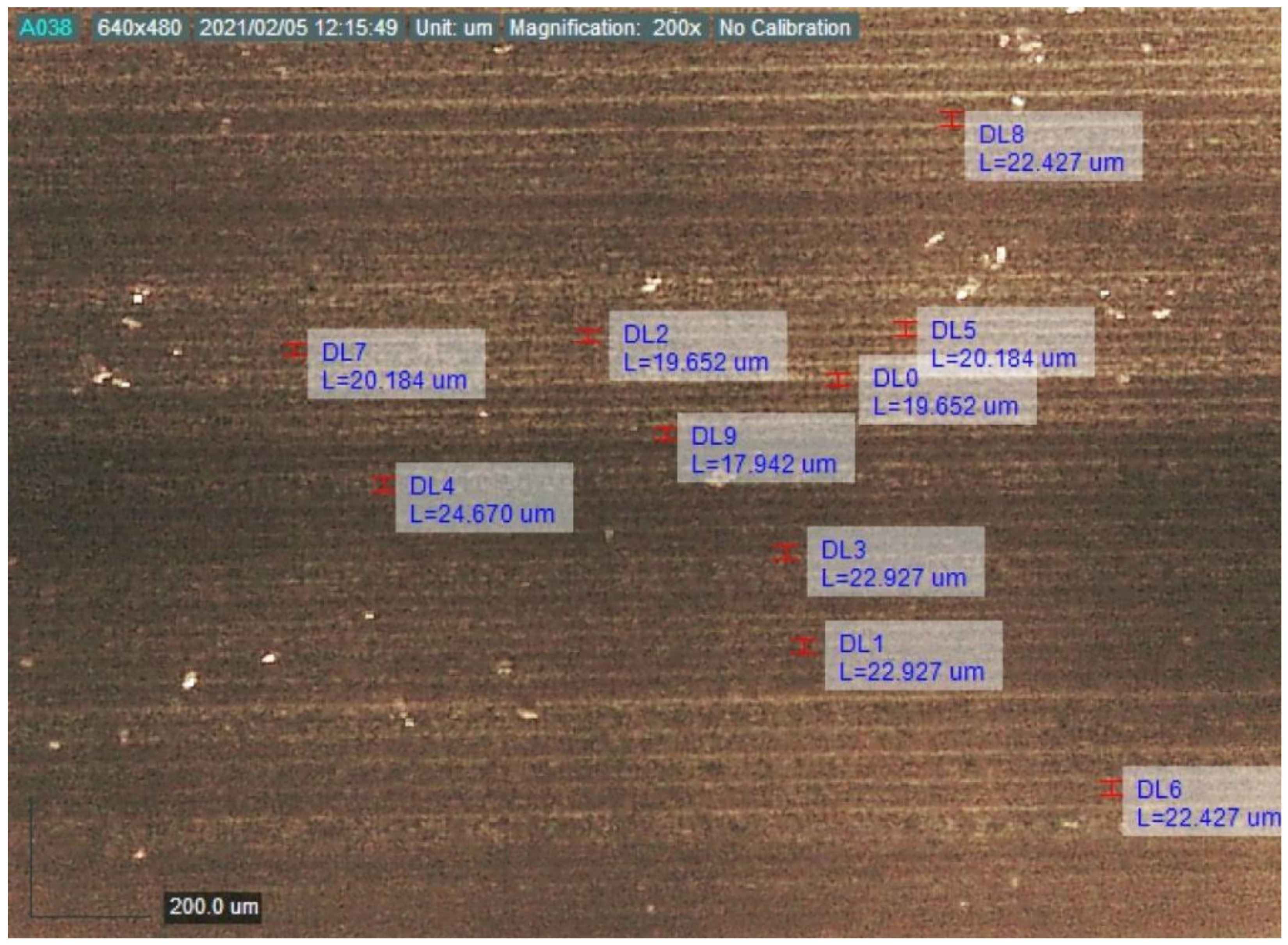
To measure the resolution in the z axis, a Dino-Lite microscope with up to 240 magnification has been used where the thickness of each layer can be measured. In
Figure 8, we can see, with 200 increases, the results obtained in 10 measurements carried out randomly in the sample. As can be seen, the thickness of each layer presents a certain variability due to the tolerances in the repetitive movements of the z axis. The values obtained range between 17.942 microns and 24.670 microns. The mean value obtained in the 10 measurements is 21.189 with a standard deviation of 2.079. This mean resolution value is within the range provided in
Section 2.1, where a resolution on the z axis of between 20 and 25 microns was expected.
4. Conclusions
With the open-source printer designed in this research work, micro-sculptures up to 5 mm can be printed without a substantial loss of quality in detail. In this way, the resolutions obtained with FDM printers and low-resolution resin printers are substantially improved. The accuracy (21.18 microns in the z axis) is superior to low-cost printers that can be purchased for the same price. To achieve this resolution, it is essential to use better quality mechanical components (0.9 step angle NEMA17 stepper motor and M 1204 Ballscrew) than those used in low-cost printers. The increase in costs of these components is offset by the cost reduction in other parts. For example, manufacturing many items with the FDM printer and removing the control panel and USB memory stick reader.
Regarding the XY resolution, it can be seen that even starting from an optical resolution of 30 microns, thanks to the 4K LCD panel used, the actual resolution obtained is lower. It must be considered that this real resolution depends on the technical specifications of the resins used. For this reason, it would be necessary to carry out tests with resins of different characteristics until obtaining the result closest to the optical resolution of 30 microns.
The cost of the DLP printer designed is similar to the options available in the market for the same resolutions. This price may decrease depending on the component suppliers. Is important to note that to obtain this price, we are assuming that a 3D printer type FDM is previously available. Most digital manufacturing spaces such as makerspaces or Fablab have this type of 3D printer.
The open-source policy of this development allows any small workshop to have access to this technology and not only test it, but also modify and improve the design according to their own needs. Open-source development allows adaptation to subsequent technological improvements such as, for example, the replacement by new LCD panels of higher resolution (X-Y).


 ,
, 









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}