
Overview of the Development of 3D-Printing Concrete: A Review




Abstract
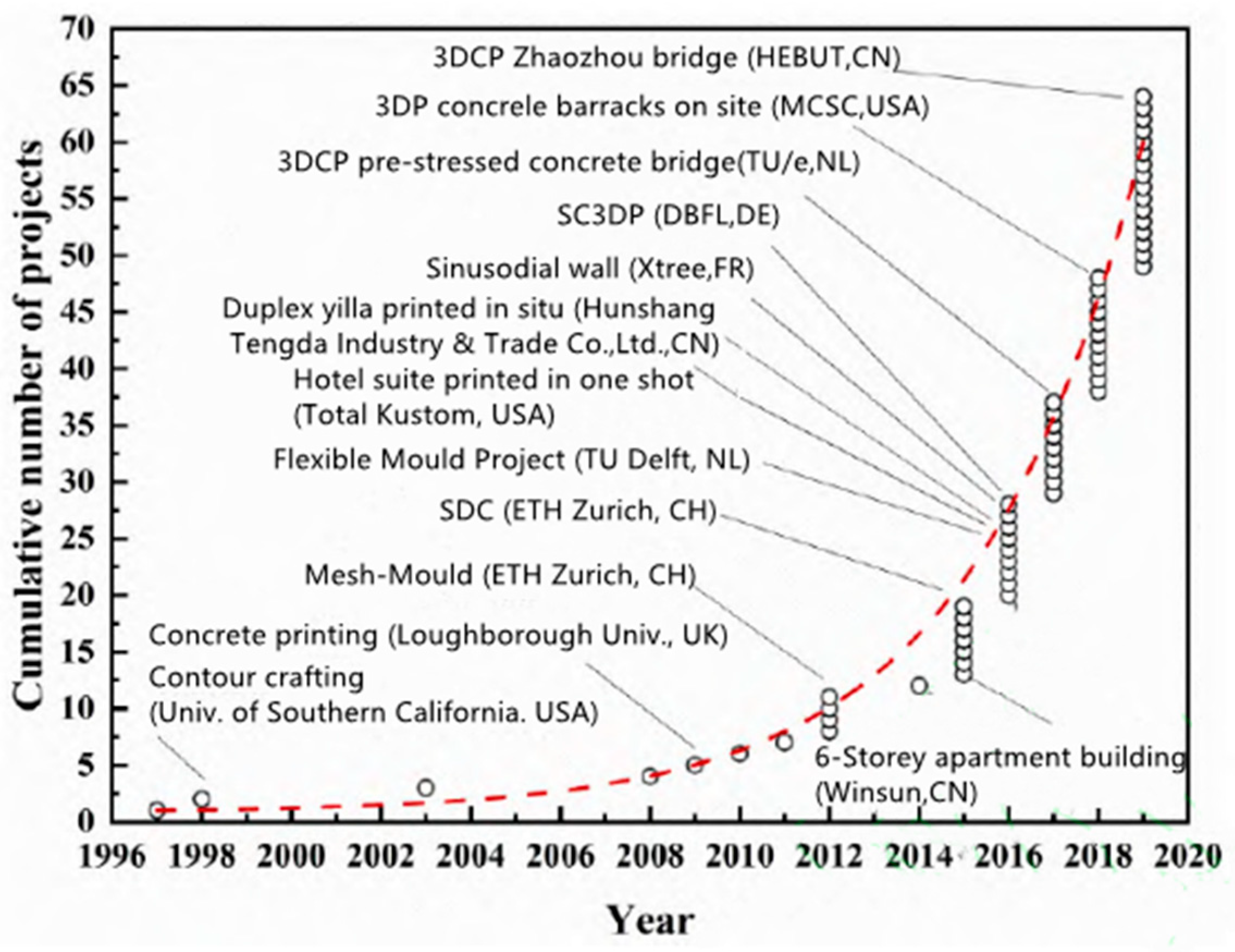
:1. Introduction
2. 3D-Printing Concrete Technology
3. Performance Requirements of 3D-printing Concrete Materials
3.1. Printability of 3D-printing Concrete Materials
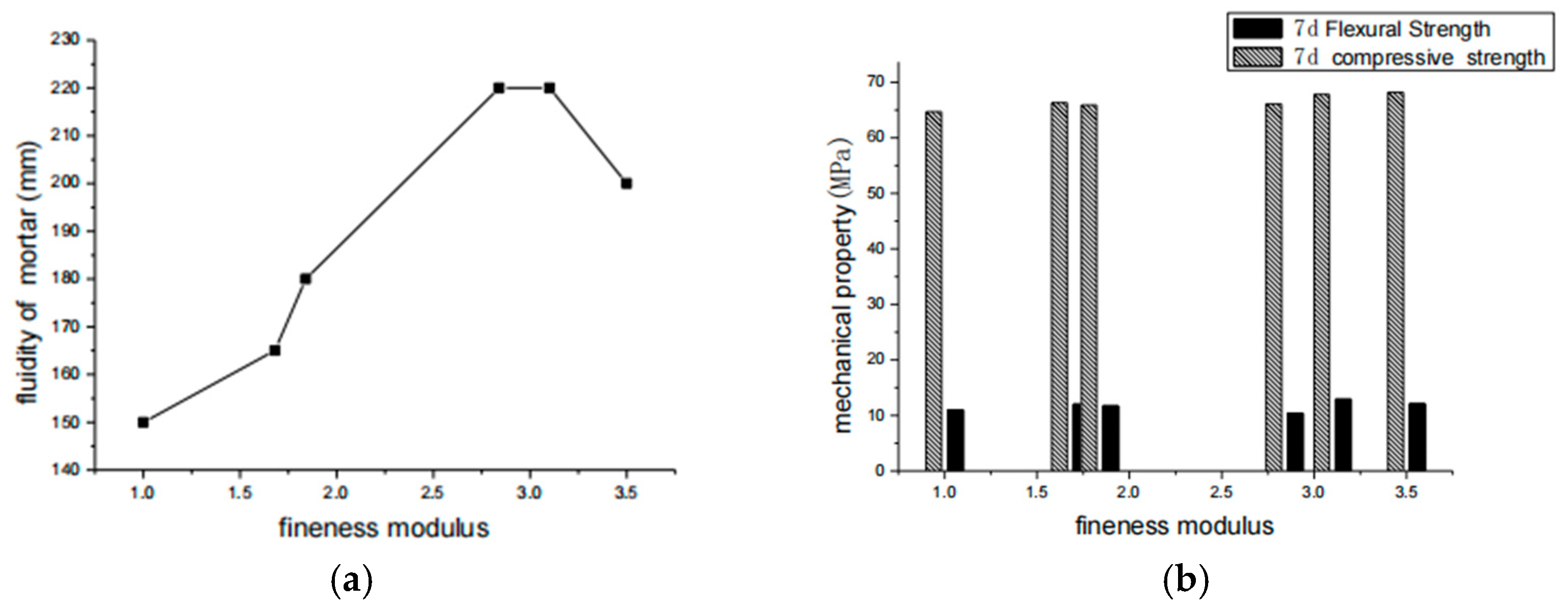
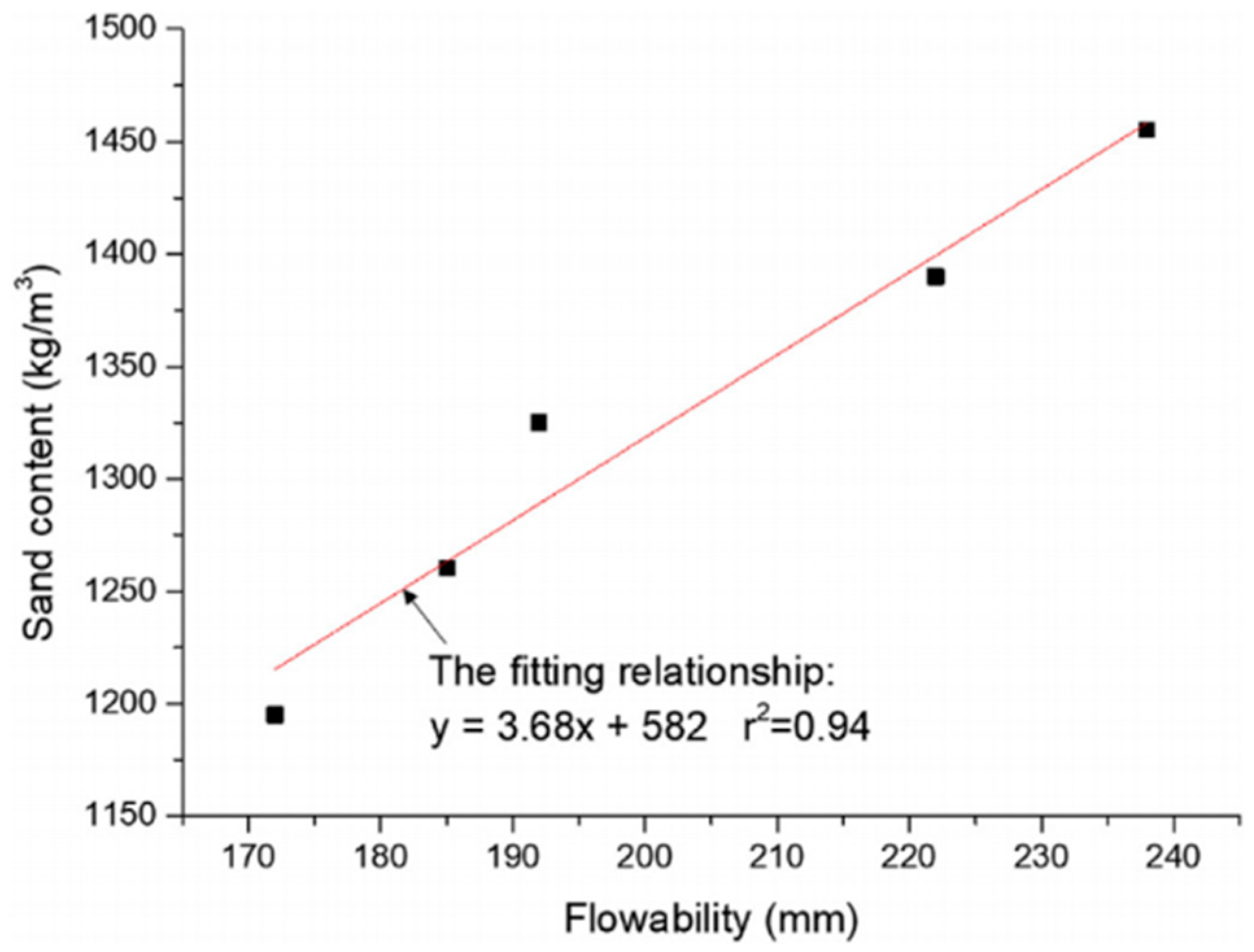
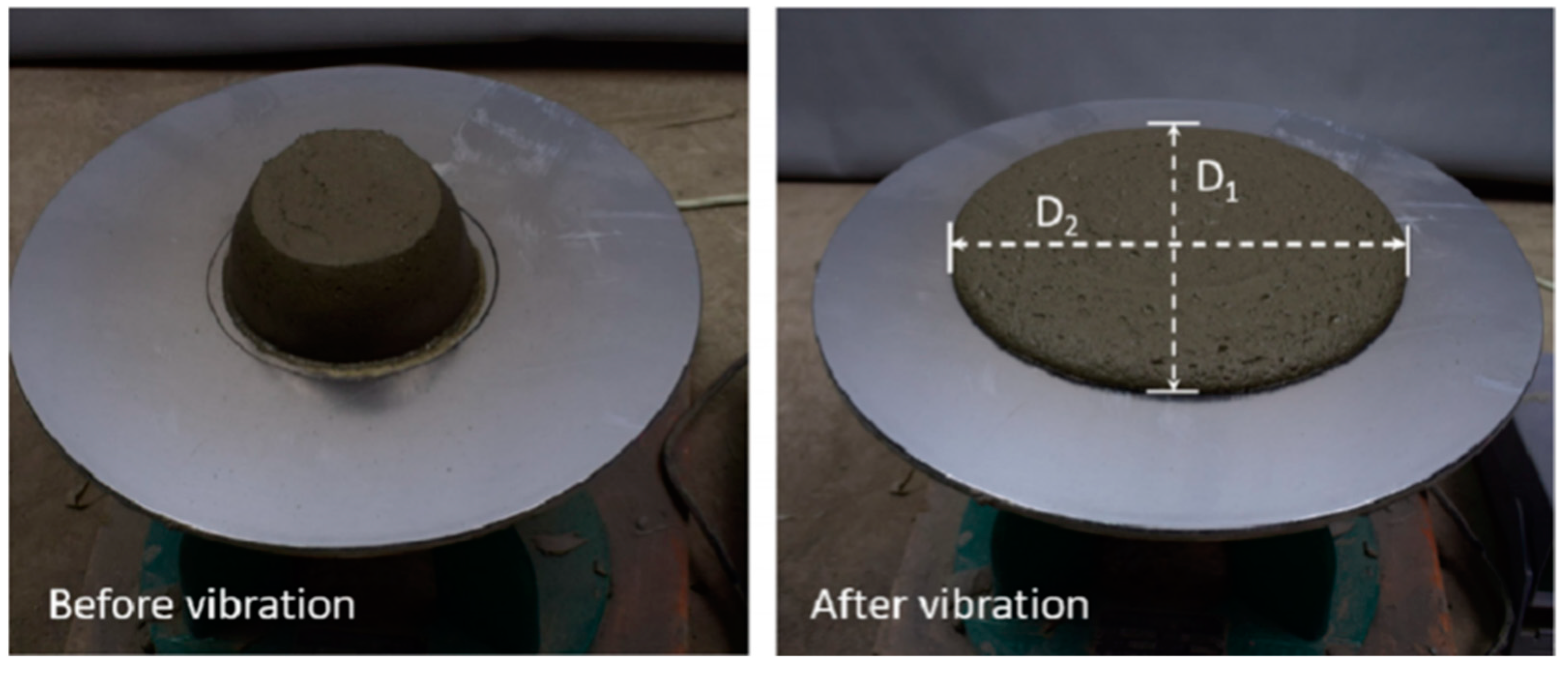
3.1.1. Fluidity
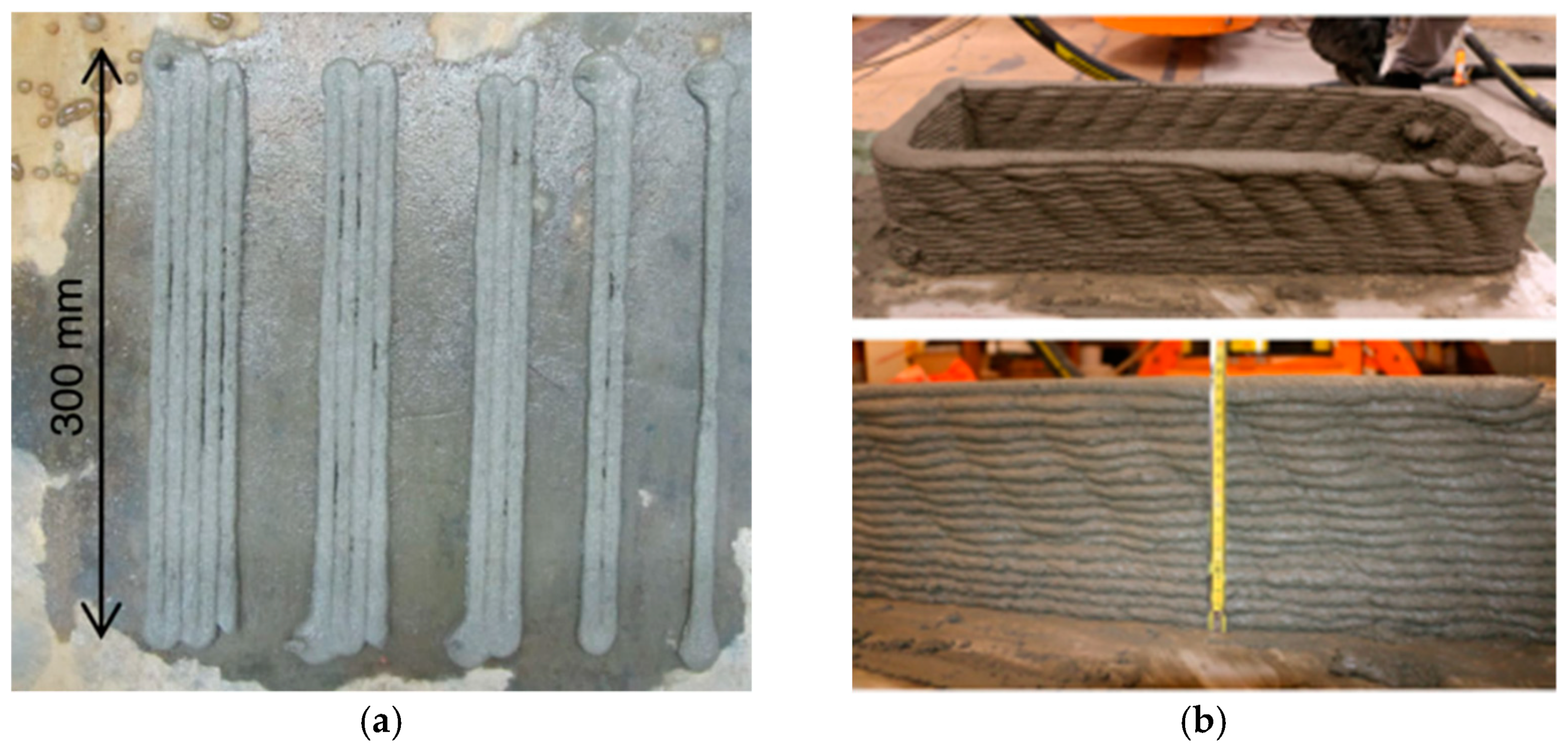
3.1.2. Extrudability
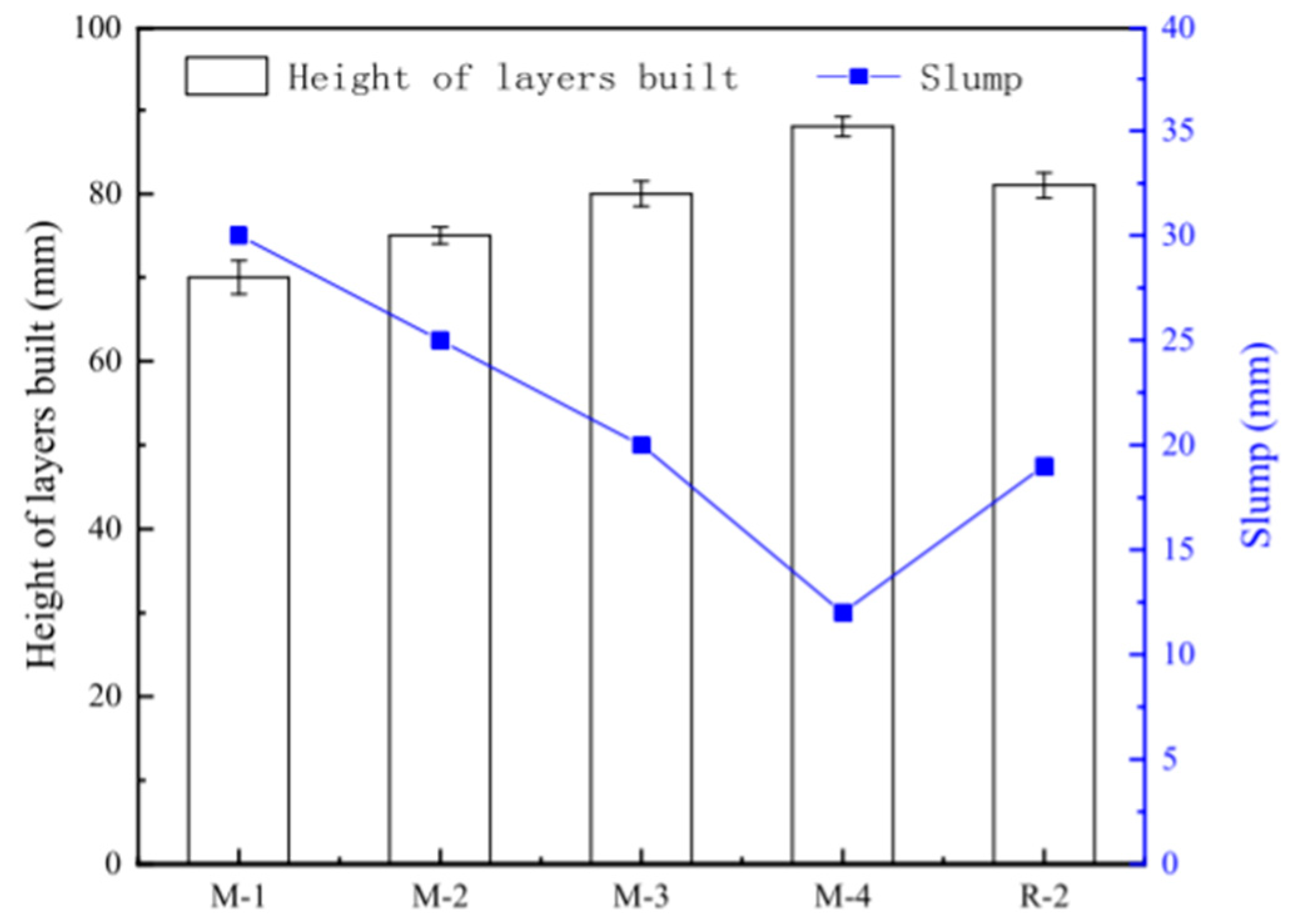
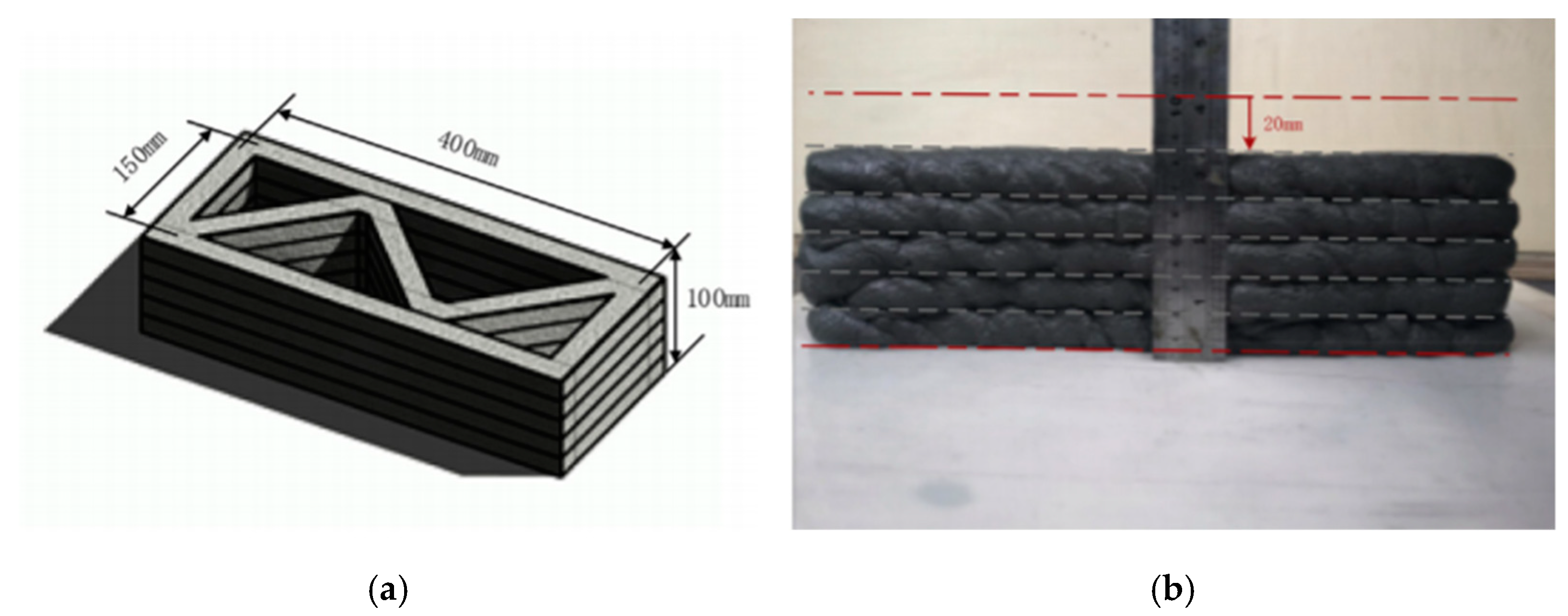
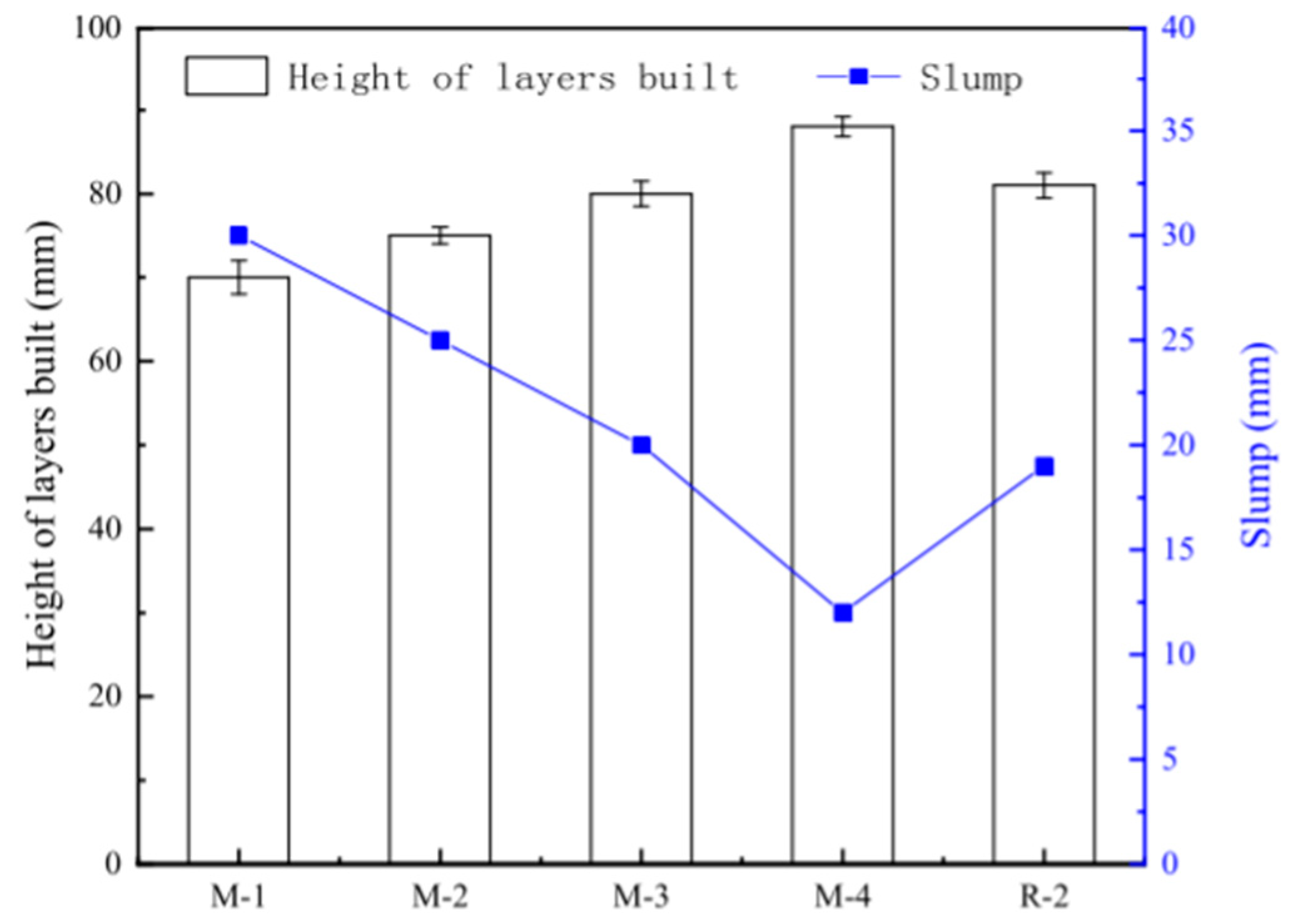
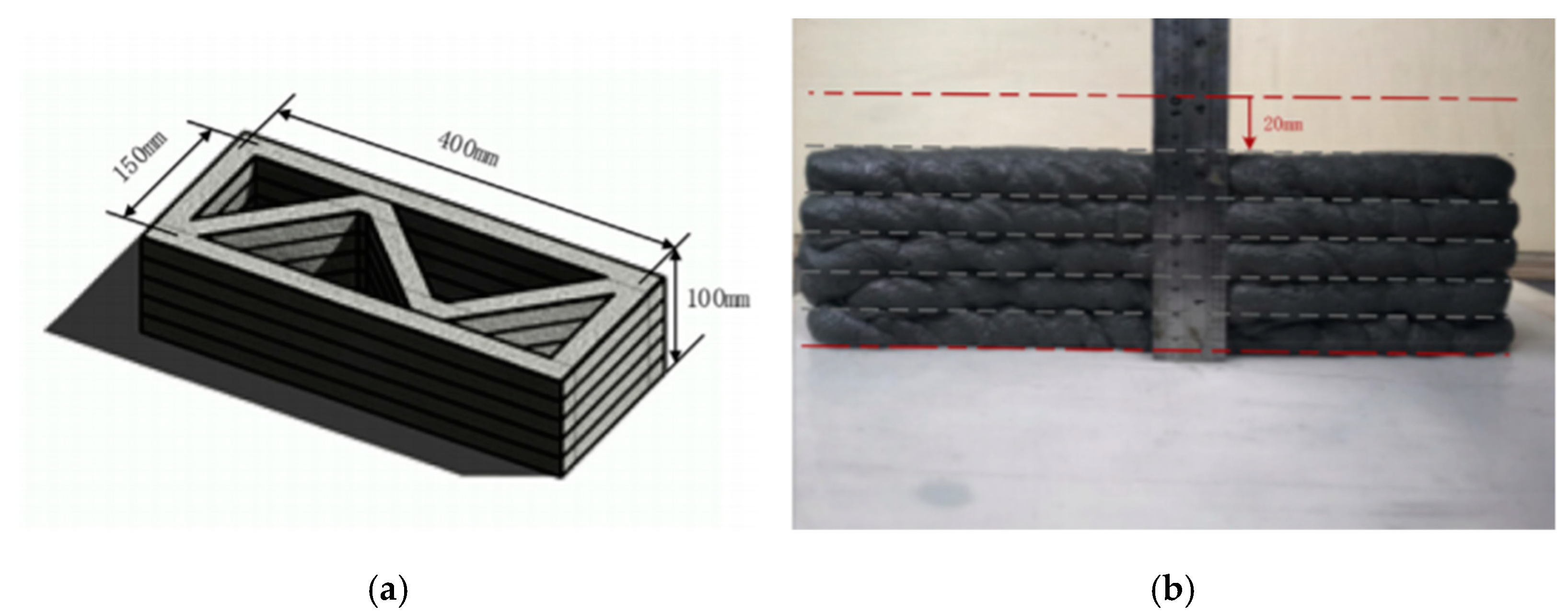
3.1.3. Buildability
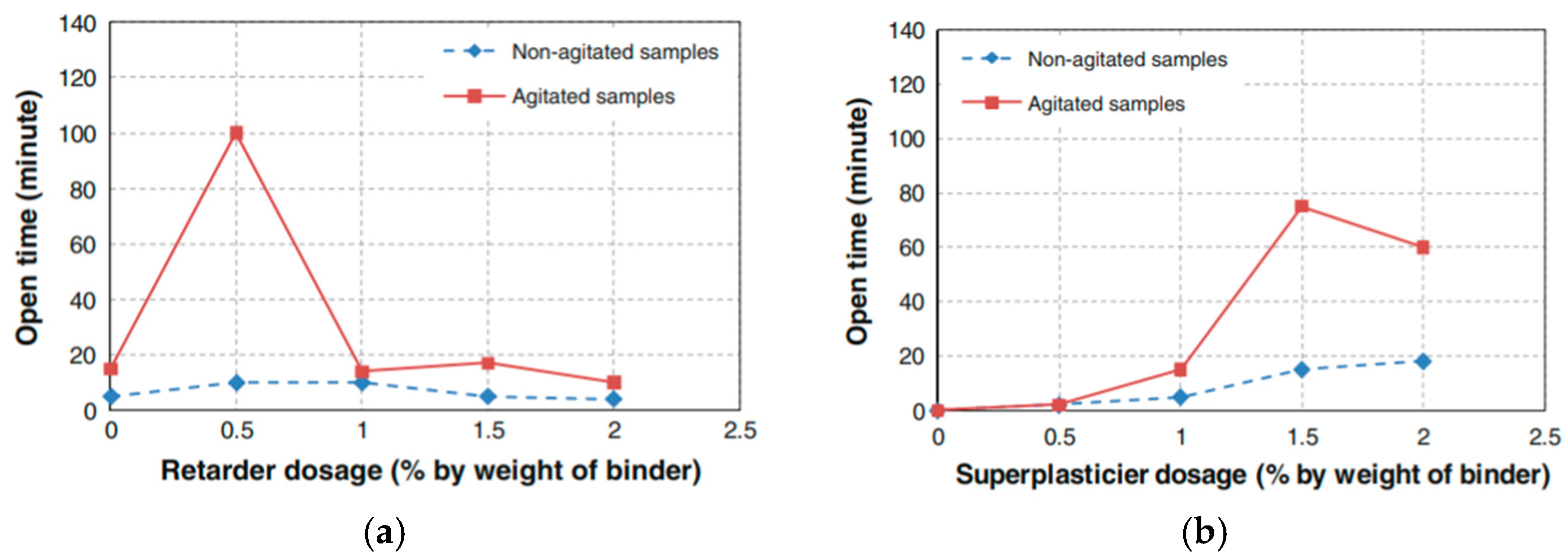
3.1.4. Setting Time
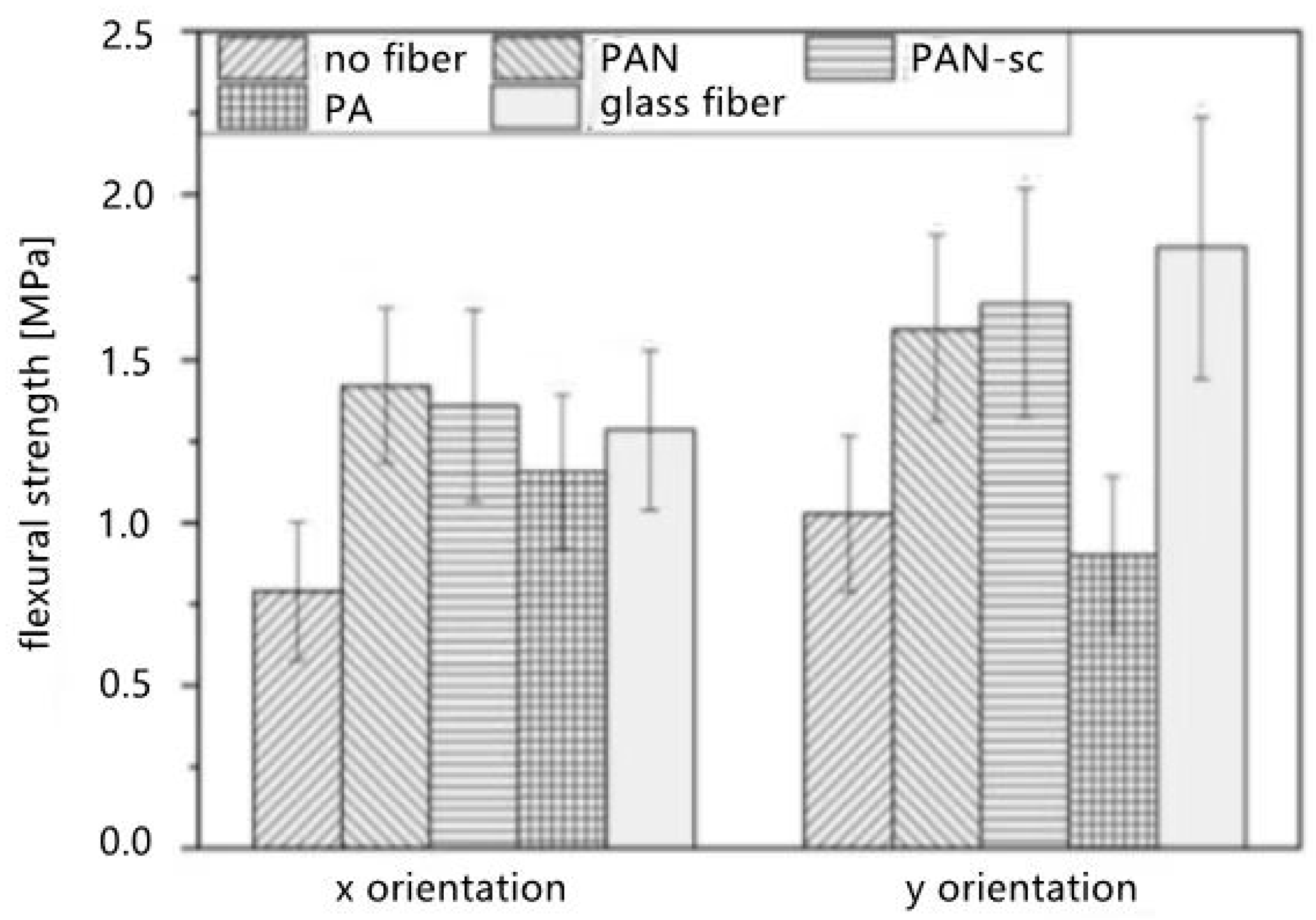
3.2. Mechanical Properties of 3D-Printing Concrete
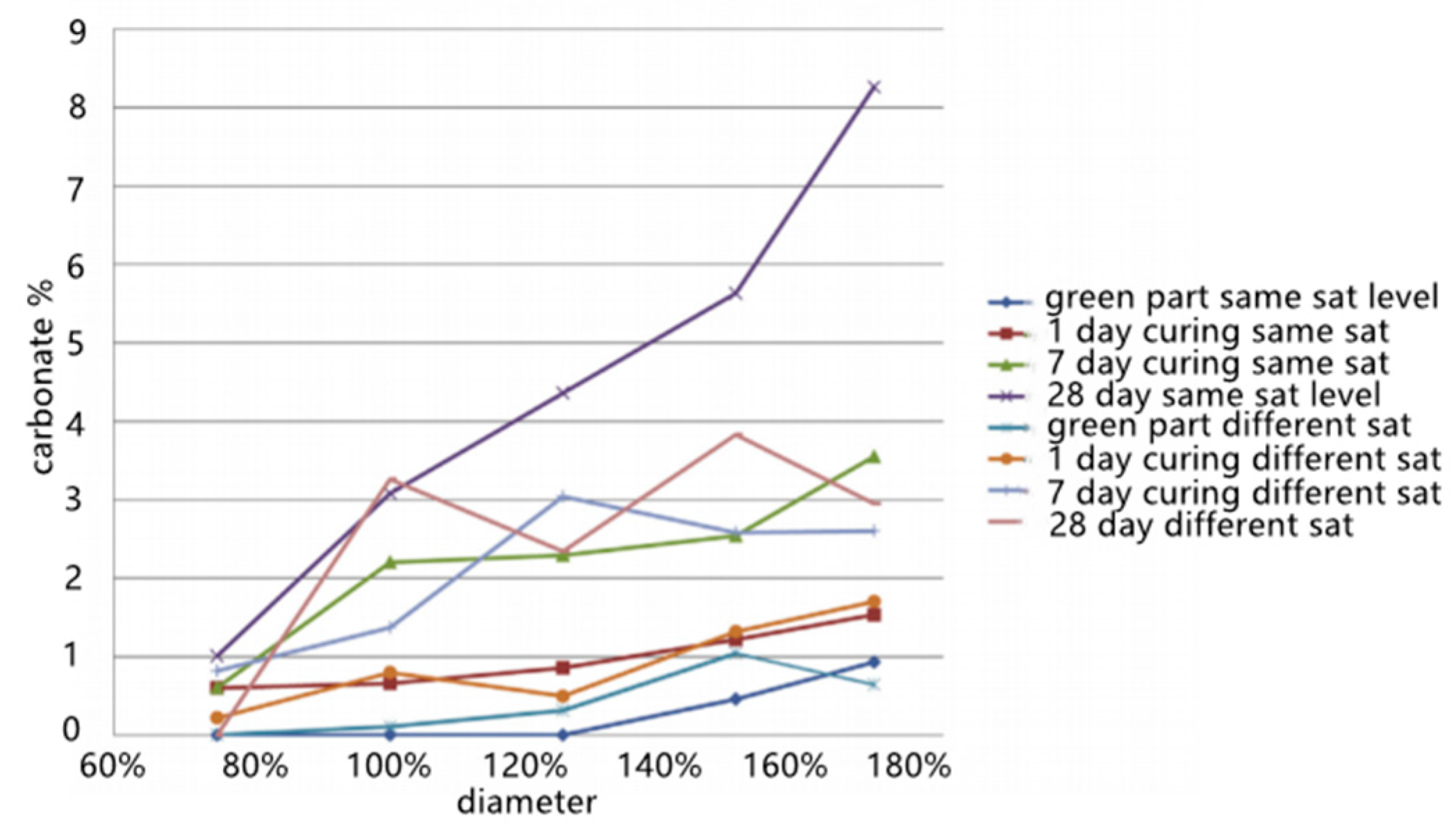
3.3. The Durable Performance of 3D-Printing Concrete
4. Key Preparation Technology
4.1. Cementitious Materials
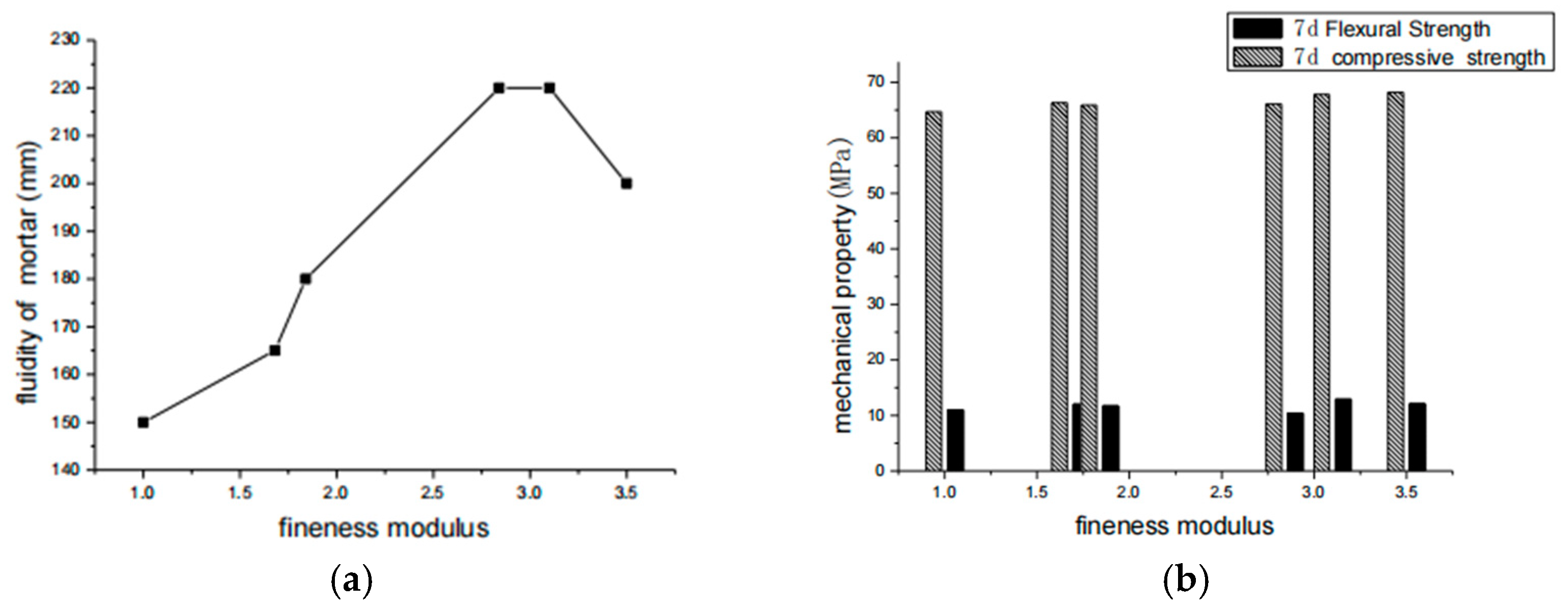
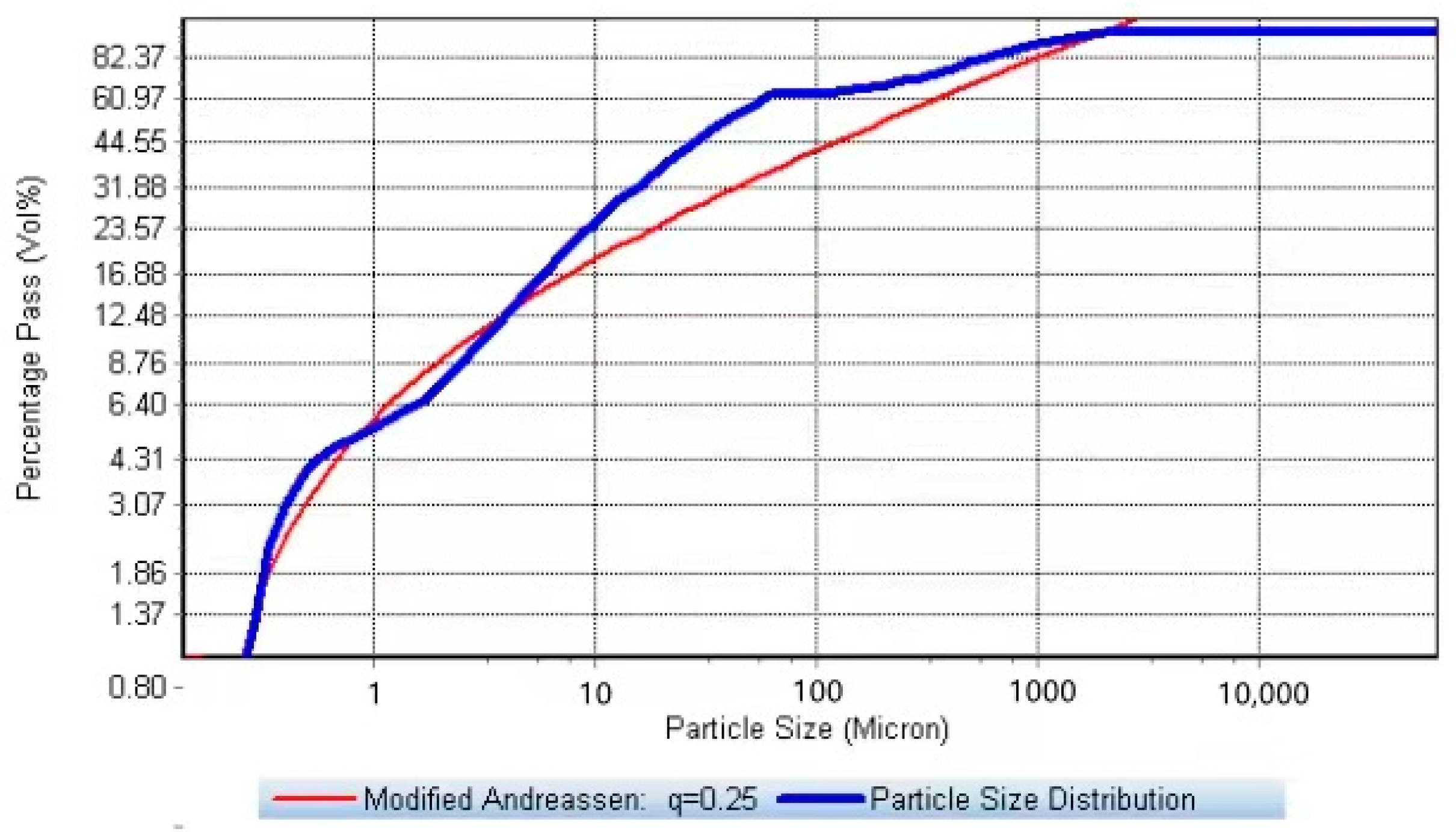
4.2. Aggregate
4.3. Mineral Admixture
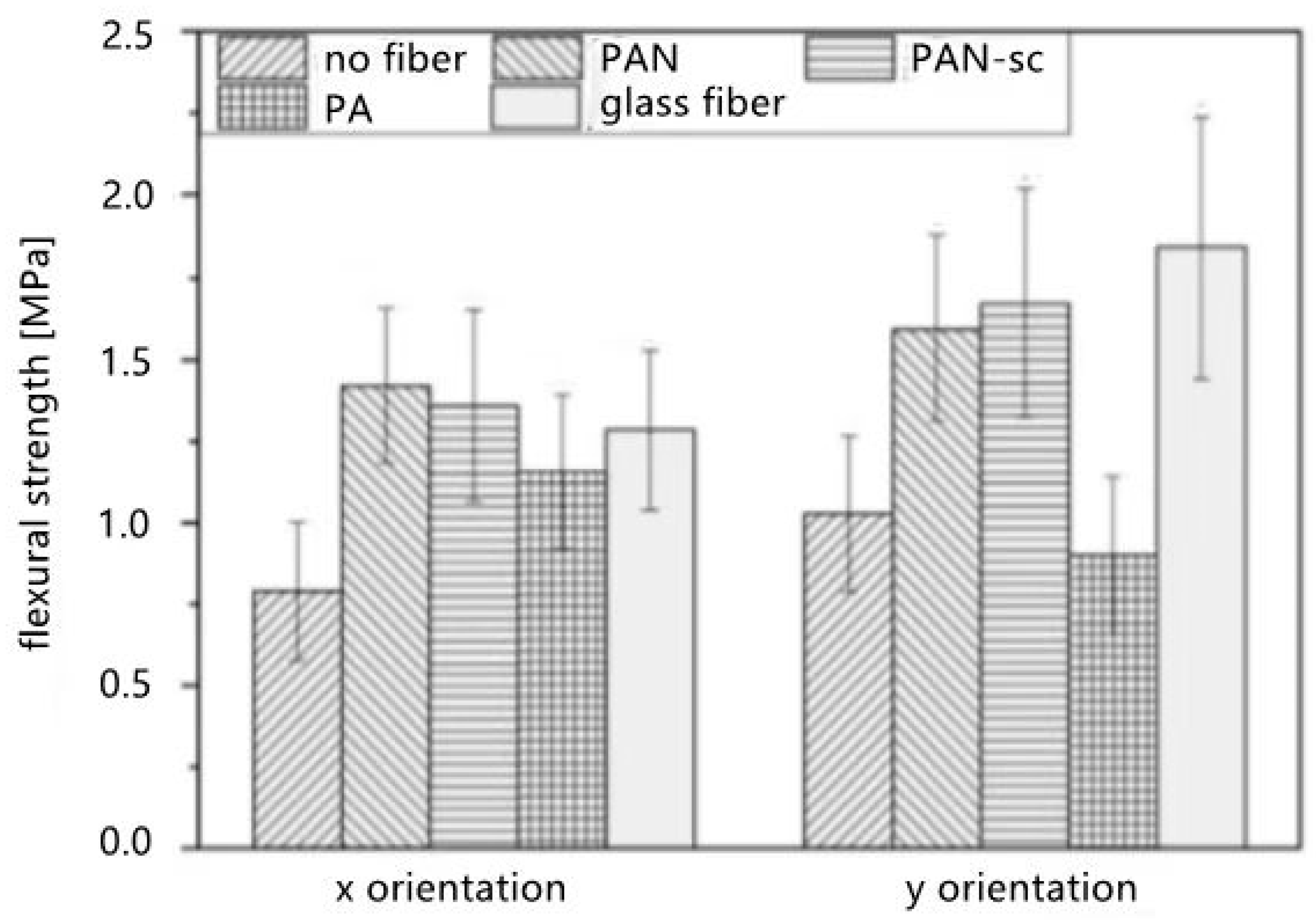
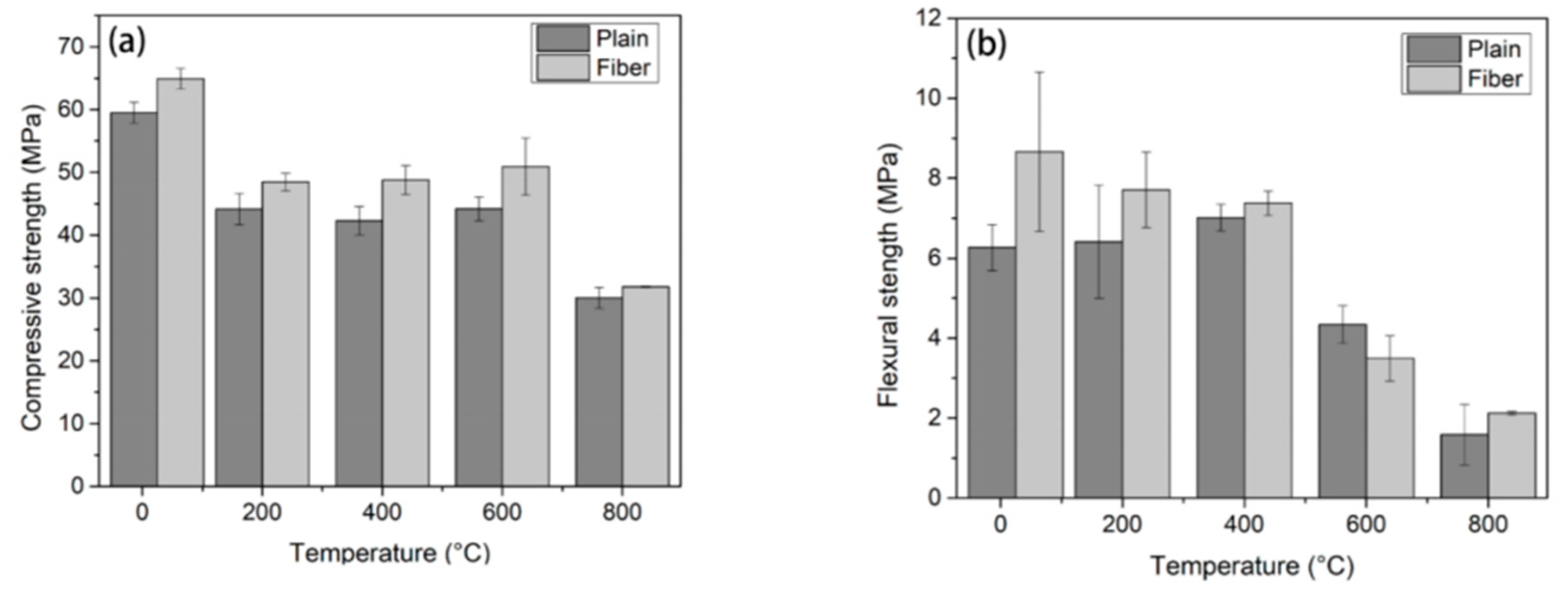
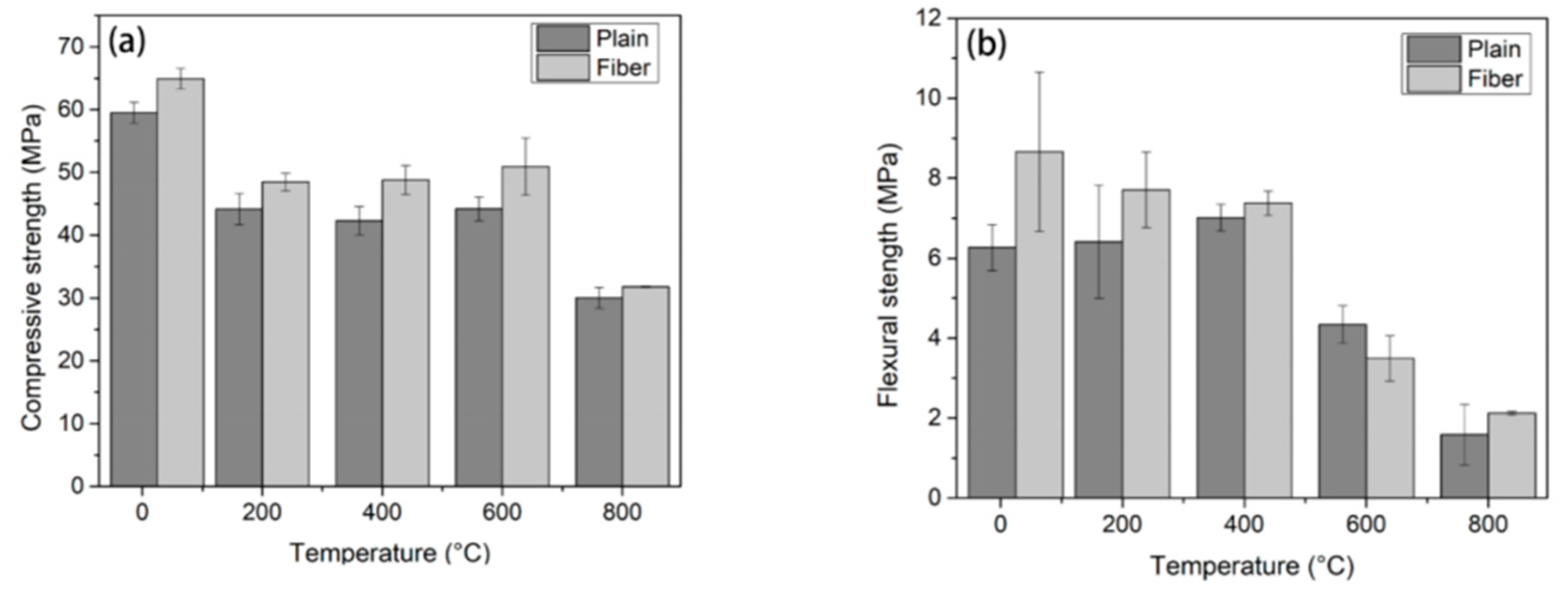
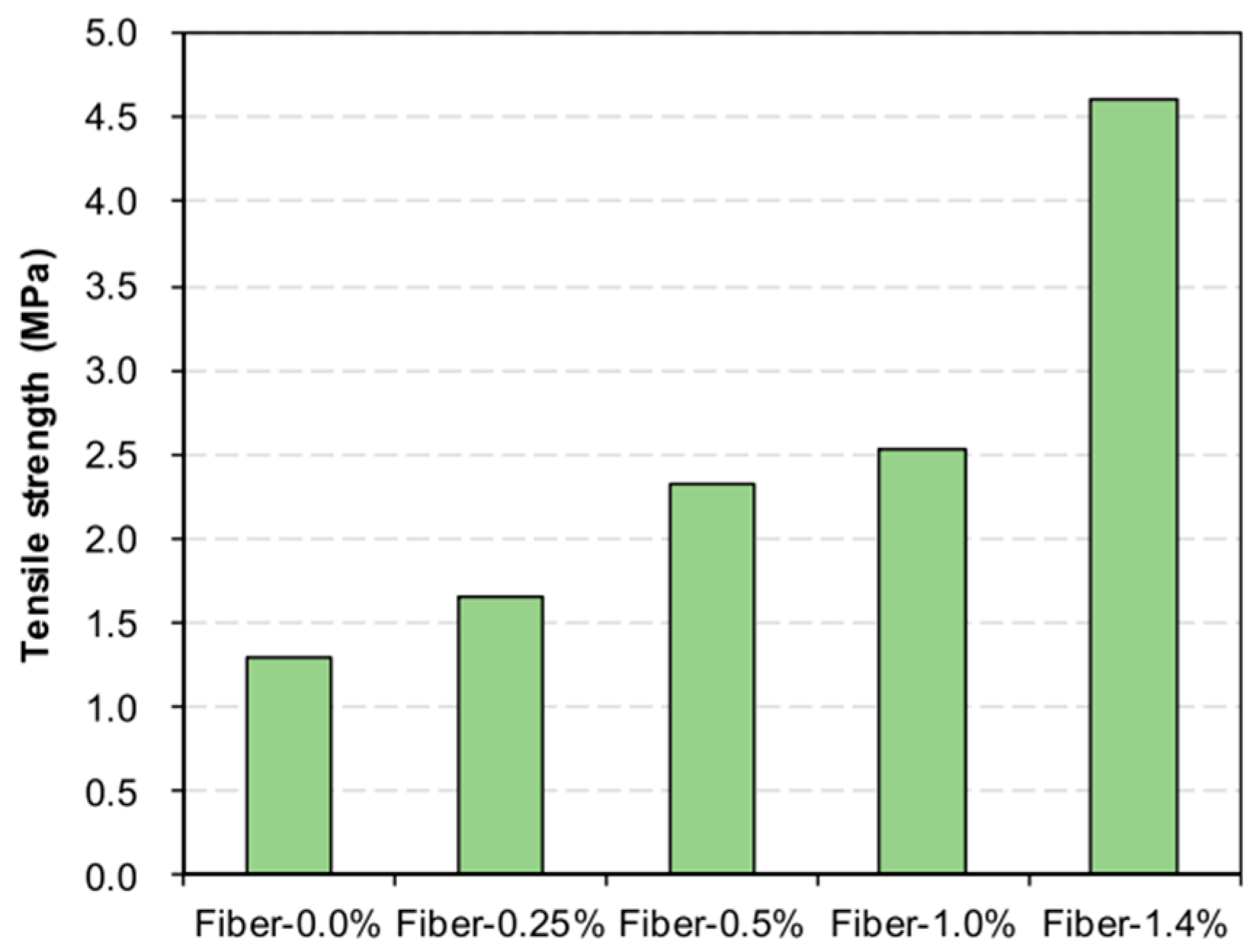
4.4. Fiber Material
4.5. Admixture
5. Printing Parameters
5.1. Design of the Print Head
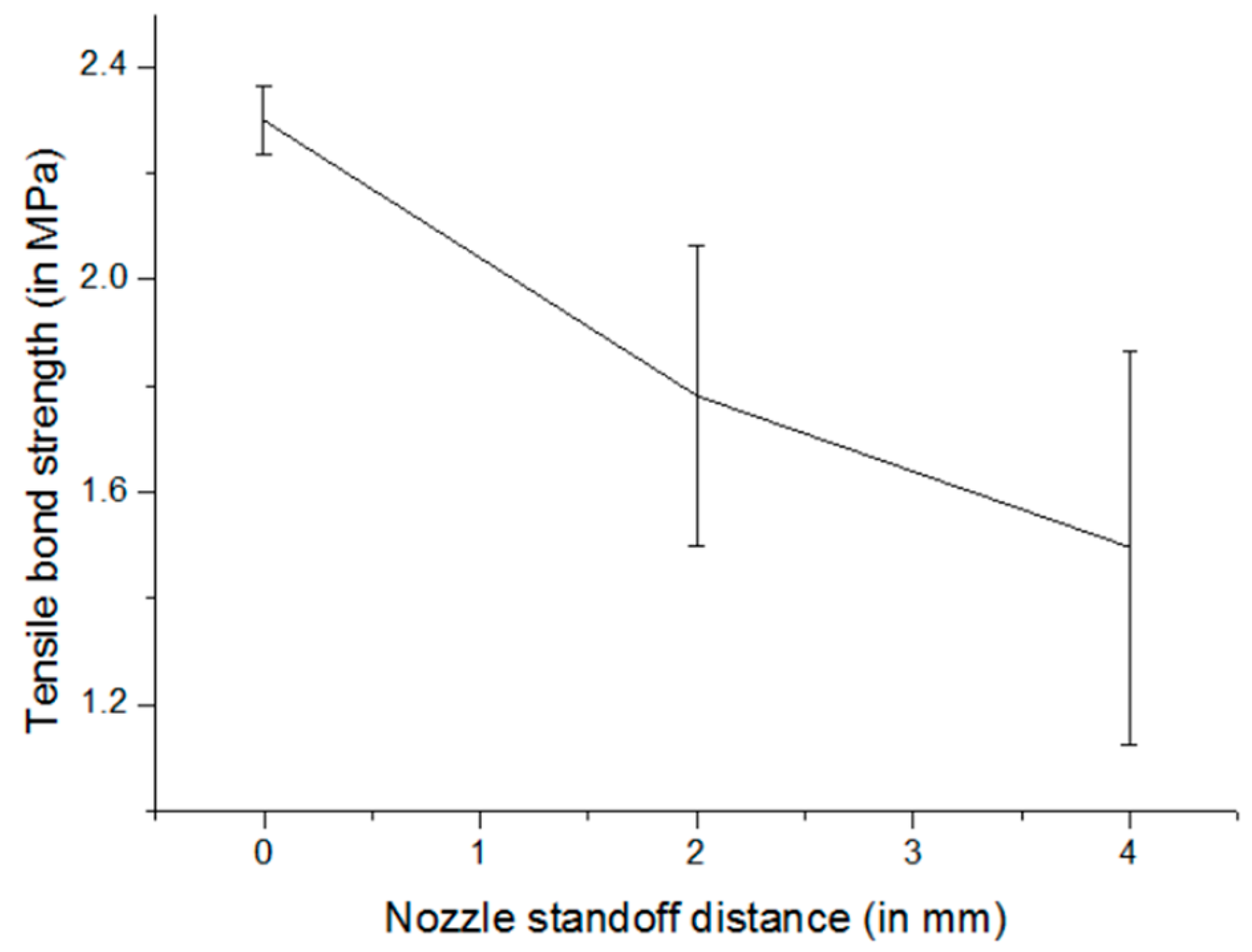
5.2. Nozzle size
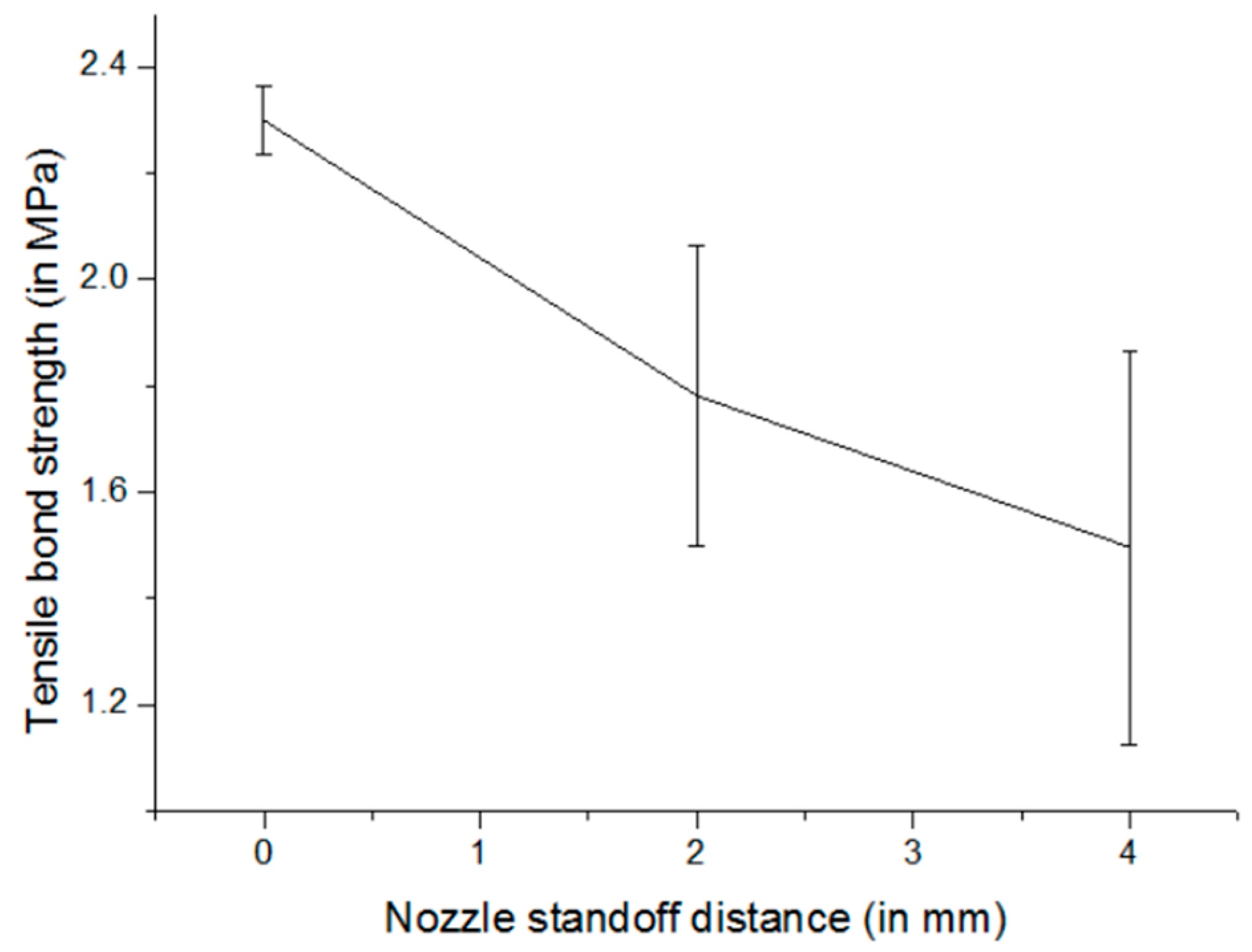
5.3. Print Height
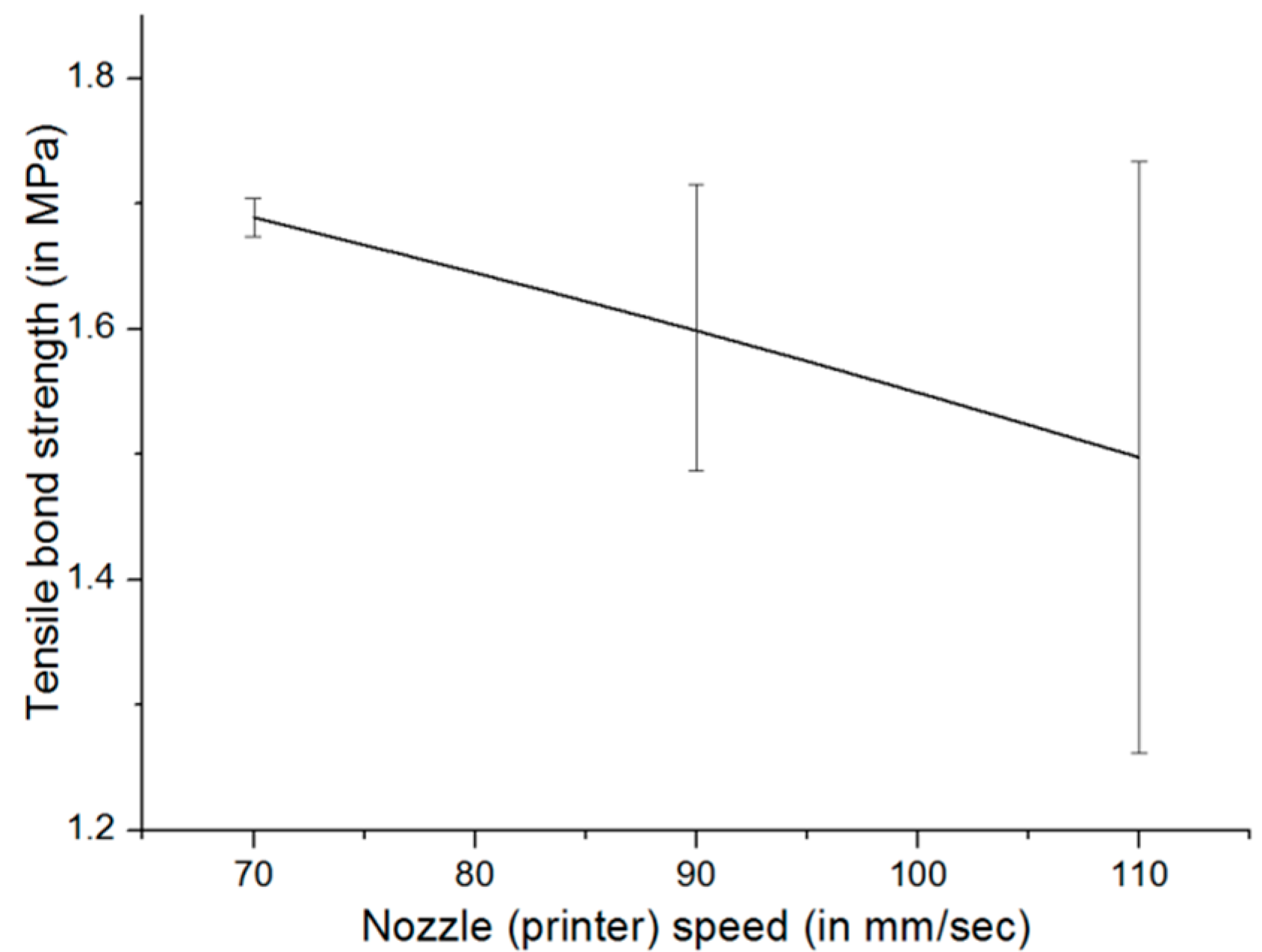
5.4. Speed of Print Head Movement
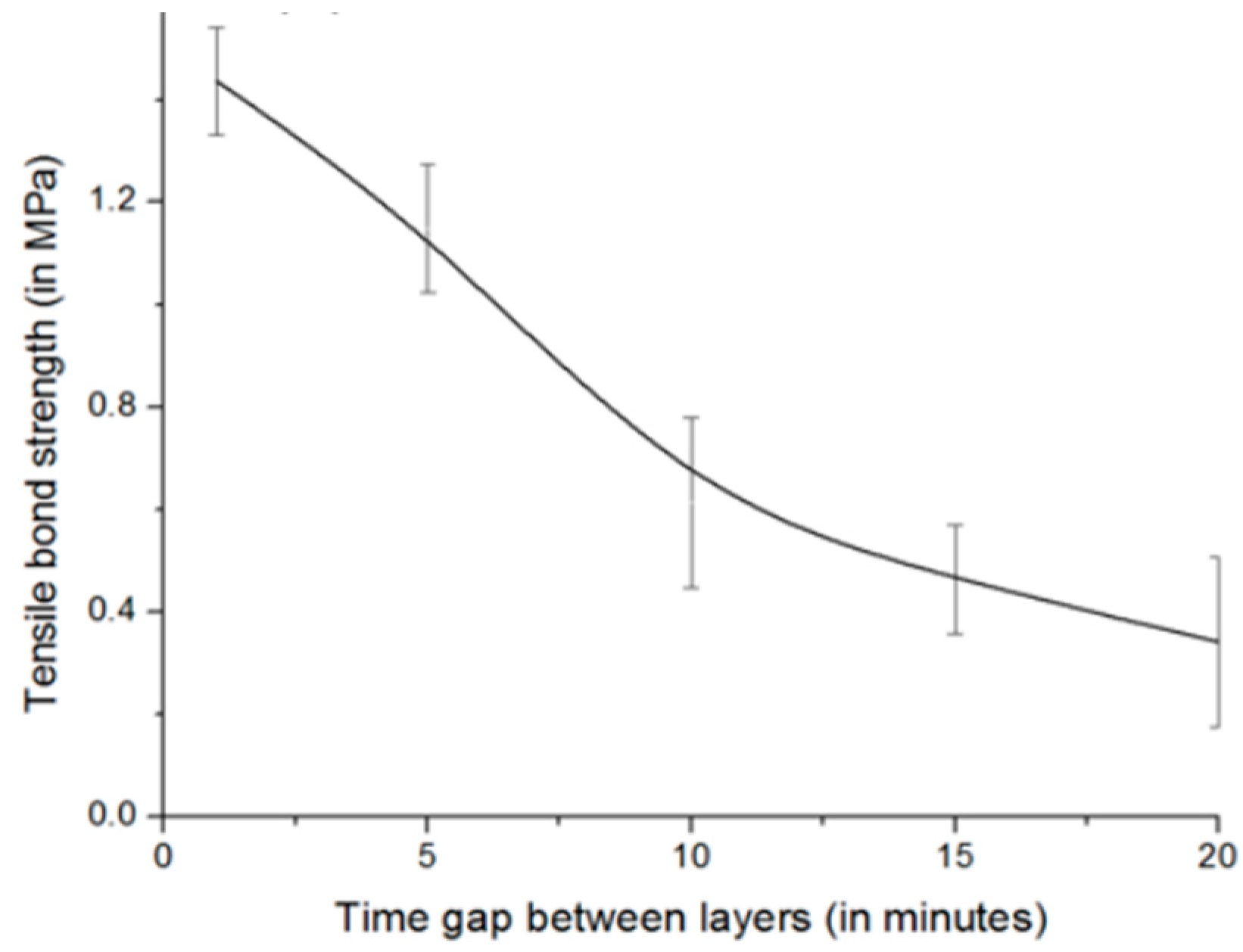
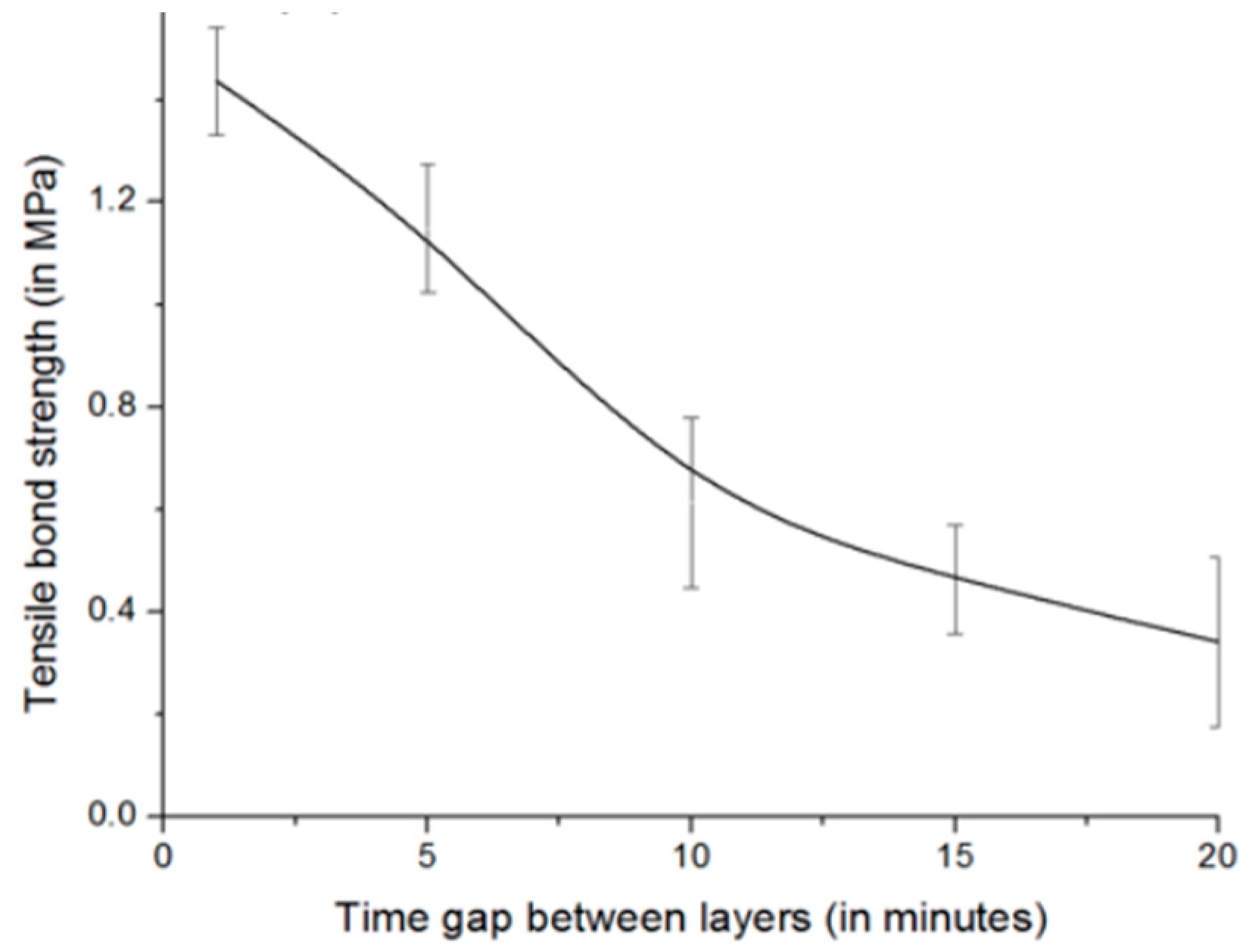
5.5. Interlayer Interval Time
6. Print Quality Evaluation Index
7. The Problems and Prospects of 3D-Printing Concrete
7.1. Existing Problems
- (1)
- The problem of accurate conversion between software design and real architecture. In contrast to the traditional building structure, 3D-printing construction technology requires the design of the building model on the computer, and then converts it into a physical object through an automated program. The design software has become an important part of the preparation phase of the 3D-printing construction technology, but there are certain errors between the software 3D design and the entity in architectural printing, which lead to construction quality problems and limit the development of 3D-printing concrete technology. How to realize the conversion between software and reality is an indispensable step in the development of printing concrete.
- (2)
- The feasibility of complex architectural printing. The mechanical properties of 3D-printing construction technology are still at the stage of research and development. Although it can be applied to the construction of low-rise and large-area buildings, one-time 3D-printing cannot be done for common high-rise buildings. Thus, the feasible method is to print prefabricated ones first and re-assembly of parts, which is similar to prefabricated buildings. Thus, the advantage of rapid prototyping is lost. Difficulties lie in the high-rise buildings of tens of meters or even hundreds of meters. First of all, it requires a printer compatible with the height of the building. Secondly, to obtain the structural strength of the high-rise building and the problem of the steel bar structure in the building structure, a reasonable solution is needed.
- (3)
- The requirements of building materials is another problem. Most 3D printed buildings are made of high-strength special concrete materials. Ordinary cement cannot meet the requirements of building performance and printing process. It can be seen that the requirements of 3D-printing for material performance must be considered. The 3D-printing building mainly uses printer nozzles to spray materials to build walls. This spraying method not only requires certain stress and mechanical molding characteristics, but also has certain requirements for the quality of coarse and fine aggregates. The requirements for the quality of aggregates are very high, and even new crushing processes are needed. The effect of admixtures in ordinary concrete may be due to the change of materials, which makes it play a role in the specific system of 3D-printing buildings, and even its mechanism of action also changes. Thus, to realize the printing of three-dimensional buildings, materials are the first problem to be solved.
- (4)
- The problem of molding height. The current 3D-printing concrete technology is still in the stage of plane expansion. It can be applied to the construction of low-rise and large-area buildings. However, it is not possible to print the widely used high-rise buildings. It can only be printed by first printing prefabs and then assembling them. To print dozens of floors of buildings, it is necessary to design a giant 3D printer to solve the problem of structural strength of large buildings and the printing of steel bars in buildings.
- (5)
- The problem of anisotropy. This is one of the main challenges to limit the development of 3D printed concrete. The main reason for the anisotropy is that the internal structure of the layers or the internal structure of the material is different due to the layer-by-layer printing, which causes the difference of mechanical properties when the printed components loaded in different directions. It is also related to various factors such as material properties, nozzle types, and steel bar layout besides the impact of the layer-by-layer printing construction process.
- (6)
- Although the 3D printed concrete over traditional concrete pouring methods can adapt to complex designs and free-style buildings, the true connotations of optimization, sustainability and effective weight reduction have not been fully explored. Topology optimization is a mathematical method that has been widely used in optimizing the appearance and layout of materials. Now a topology optimization method has been introduced in the numerical simulation stage of 3D printed concrete, with the purpose of optimizing the printed structure. However, it is difficult to apply this method directly to the structural design of concrete because it fails to consider the nonlinear behavior of the material (such as the significant difference between the compressive and tensile strength of concrete).
- (7)
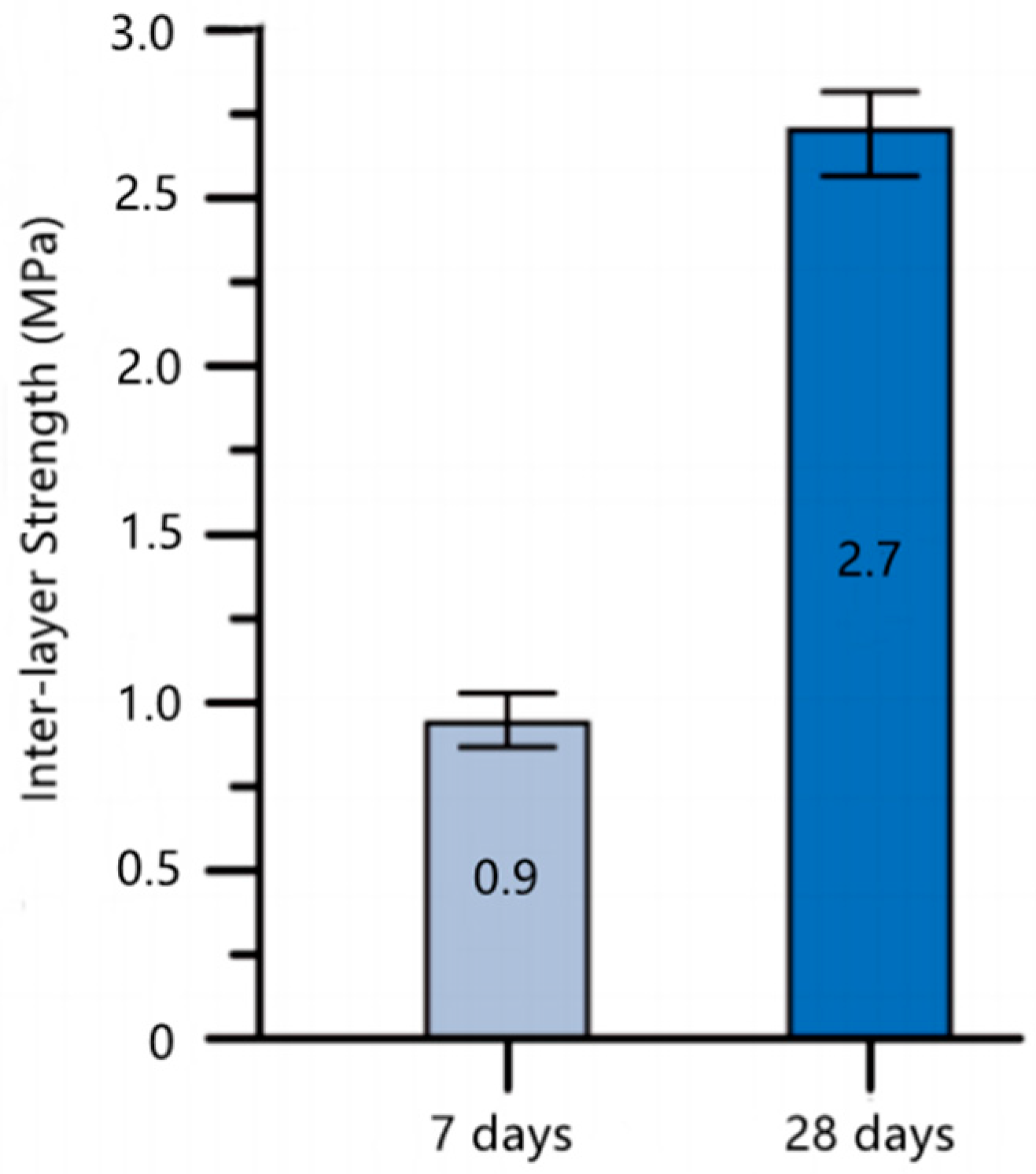
- The adhesion between different layers of 3D printed concrete is mainly characterized by tensile and shear strength. Most of the current research focuses on tensile strength, and the research on shear strength is relatively insufficient.
7.2. Development Direction and Key Technology
- (1)
- Research on concrete materials. Although a lot of research on 3D-printing concrete materials has been carried out, and some properties that 3D-printing concrete needs have been proposed, it is mainly based on the preliminary understanding of 3D-printing concrete technology, and there is a lack of systematic, theoretical, and in-depth research. It is necessary to conduct systematic and in-depth research on concrete raw materials and compounding theory for 3D-printing concrete technology to develop rapidly. Thus, the new concrete mix theory and new raw material requirements need to be improved according to performance requirements. This will be the main research topic in the development of 3D-printing concrete technology.
- (2)
- Software and hardware collaboration. The 3D printer needs to recognize the given three-dimensional model to print the building based on the model. The modeling and design software of the architectural field and the CNC software of the 3D printer are effectively docked to realize the seamless recognition of information which is the future software development direction. In addition, using the CNC software to control the hardware device precisely also needs further development.
- (3)
- Research on printing technology. How to reasonably arrange the printing direction and order, control the all-round climb of the print head, etc., are important factors that determine the printing efficiency, and it is also an aspect that needs attention in future research. The achievable printing height of the current 3D architectural printing process is greatly restricted, but the development of the society has gradually made the concrete buildings develop toward the towering direction. It requires a new printing process to achieve high-rise printing and development to the high-rise to solve the problem including the structural strength, reinforcement, and other issues.
- (4)
- Application of micro characterization technology. The current research still focuses on analysis of macroscopic mechanical properties, while the research on micro-scale can provide theoretical support at the specific material level for the macro-performance. The analysis at the micro level will further deepen and improve the understanding of the mechanical properties of 3D printed concrete.
- (5)
- Durability of printing materials. The main focus of study is rheology, buildability, anisotropy of mechanical properties, and interlayer adhesion for extrusion-type 3D-printing concrete. It is necessary to conduct a detailed study on the durability of its material structure considering the service time limit and environment of the printing structure and the building. Quantitatively evaluating the durability of 3D printed concrete is necessary in order to compare the durability of different 3D printed concretes, and finally realize the prediction and improvement of the durability of 3D printed concrete.
- (6)
- Hardening performance is one of the important indicators of 3D-printing concrete materials. Due to the existence of weak surfaces between layers, 3D-printing concrete materials have obvious anisotropy. Although researchers have conducted a lot of research on the factors that influence the interlayer bonding performance of 3D-printing concrete materials, and also have proposed some effective interface enhancement methods, the current methods lack flexibility and universality. It is necessary to further study flexible and effective interlayer performance enhancement methods, and optimize the design of the printing structure and path.
- (7)
- Strengthening and toughening methods are an important guarantee for the safety of 3D printed concrete structures. Adding chopped fibers can effectively improve the tensile strength and toughness of 3D printed concrete materials, but the increase in tensile strength is limited and it is difficult to achieve the enough reinforcement of steel bars. Although the continuous rib co-printing method is effective, its enhancement effect on the structure is limited. Other co-printing methods are in the conceptual design stage and need to be studied further.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Meng, W. 3D printing technology and application trend analysis. Technol. Innov. Appl. 2021, 146–148. [Google Scholar]
- Hu, J. 3D printing technology research status and key technologies. Shihezi Sci. Technol. 2020, 14–15. [Google Scholar]
- Nasir, H.; Ahmed, H.; Haas, C.; Goodrum, P.M. An analysis of construction productivity differences between Canada and the United States. Constr. Manag. Econ. 2014, 32, 595–607. [Google Scholar] [CrossRef]
- Bock, T. The future of construction automation: Technological disruption and the upcoming ubiquity of robotics. Autom. Constr. 2015, 59, 113–121. [Google Scholar] [CrossRef]
- Pegna, J. Exploratory investigation of solid freeform construction. Autom. Constr. 1997, 5, 427–437. [Google Scholar] [CrossRef]
- Khoshnevis, B.; Bukkapatnam, S.; Kwon, H.; Saito, J. Experimental investigation of contour crafting using ceramics materials. Rapid Prototyp. J. 2001, 7, 32–42. [Google Scholar] [CrossRef]
- Khoshnevis, B. Contour crafting-state of development. In Proceedings of the Solid Freeform Fabrication Proceedings, Austin, TX, USA, 9–11 August 1999; pp. 743–750. [Google Scholar]
- Lim, S.; Le, T.; Webster, J.; Buswell, R.; Austin, A.; Gibb, A.; Thorpe, T. Fabricating construction components using layered manufacturing technology. In Proceedings of the Global Innovation in Construction Conference, Loughborough, UK, 13–16 September 2009; pp. 512–520. [Google Scholar]
- Lim, S.; Buswell, R.; Le, T.; Austin, S.; Gibb, A.; Thorpe, T. Developments in construction-scale additive manufacturing processes. Autom. Constr. 2012, 21, 262–268. [Google Scholar] [CrossRef] [Green Version]
- Hack, N.; Lauer, W.V. Mesh-mould: Robotically fabricated spatial meshes as reinforced concrete formwork. Archit. Des. 2014, 84, 44–53. [Google Scholar] [CrossRef]
- Pfändler, P.; Wangler, T.; Mata-Falcón, J.; Flatt, R.J.; Kaufmann, W. Potentials of steel fibres for mesh mould elements. In Proceedings of the RILEM International Conference on Concrete and Digital Fabrication; Springer: Cham, Switzerland, 2018; pp. 207–216. [Google Scholar]
- Lloret, E.; Shahab, A.R.; Linus, M.; Flatt, R.J.; Gramazio, F.; Kohler, M.; Langenberg, S. Complex concrete structures: Merging existing casting techniques with digital fabrication. Comput. Aided Des. 2015, 60, 40–49. [Google Scholar] [CrossRef]
- Liu, M. Experimental Study and Engineering Practice of 3D Printing Concrete Wall Axial Compression Performance; Harbin Institute of Technology: Harbin, China, 2019. [Google Scholar]
- Buswell, R.; De Silva, W.L.; Jones, S.; Dirrenberger, J. 3D printing using concrete extrusion: A roadmap for research. Cem. Concr. Res. 2018, 112, 37–49. [Google Scholar] [CrossRef]
- Perrot, A.; Rangeard, D.; Pierre, A. Structural built-up of cement-based materials used for 3D-printing extrusion techniques. Mater. Struct. 2016, 49, 1213–1220. [Google Scholar] [CrossRef]
- Le, T.T.; Austin, S.; Lim, S.; Buswell, R.A.; Gibb, A.G.F.; Thorpe, T. Mix design and fresh properties for high-performance printing concrete. Mater. Struct. 2012, 45, 1221–1232. [Google Scholar] [CrossRef] [Green Version]
- Güneyisi, E.; Gesoglu, M.; Ipek, S. Fresh and rheological behavior of nano-silica and fly ash blended self-compacting concrete. Constr. Build. Mater. 2015, 95, 29–44. [Google Scholar] [CrossRef]
- Zhang, C.; Hou, Z.; Chen, C.; Zhang, Y.; Mechtcherine, V.; Sun, Z. Design of 3D printable concrete based on the relationship between flowability of cement paste and optimum aggregate content. Cem. Concr. Compos. 2019, 104, 103406. [Google Scholar] [CrossRef]
- Ting GH, A.; Tay YW, D.; Qian, Y.; Tan, M.J. Utilization of recycled glass for 3D concrete printing: Rheological and mechanical properties. J. Mater. Cycles Waste Manag. 2019, 21, 994–1003. [Google Scholar] [CrossRef]
- Zhang, G.; Li, G.; Li, Y. Effects of superplasticizers and retarders on the fluidity and strength of sulphoaluminate cement. Constr. Build. Mater. 2016, 126, 44–54. [Google Scholar] [CrossRef]
- Ma, G.; Li, Z.; Wang, L. Printable properties of cementitious material containing copper tailings for extrusion based 3D printing. Constr. Build. Mater. 2018, 162, 613–627. [Google Scholar] [CrossRef]
- Tay, Y.W.D.; Qian, Y.; Tan, M.J. Printability region for 3D concrete printing using slump and slump flow test. Compos. Part B Eng. 2019, 174, 106968. [Google Scholar] [CrossRef]
- Liu, X.Y.; Yang, L.R.; Song, Y. Research progress of 3D printing cement-based materials for construction. J. North China Univ. Sci. Technol. 2018, 40, 46–50. [Google Scholar]
- Khalil, N.; Aouad, G.; El Cheikh, K.; Rémond, S. Use of calcium sulfoaluminate cements for setting control of 3D-printing mortars. Constr. Build. Mater. 2017, 157, 382–391. [Google Scholar] [CrossRef]
- Malaeb, Z.; AlSakka, F.; Hamzeh, F. 3D concrete printing: Machine design, mix proportioning, and mix comparison between different machine setups. In 3D concrete printing technology; Butterworth-Heinemann: Oxford, UK, 2019; pp. 115–136. [Google Scholar] [CrossRef]
- Hambach, M.; Rutzen, M.; Volkmer, D. Properties of 3D-printed fiber-reinforced Portland cement paste. In 3D Concrete Printing Technology; Butterworth-Heinemann: Oxford, UK, 2019; pp. 73–113. [Google Scholar] [CrossRef]
- Lafhaj, Z.; Rabenantoandro, A.Z.; El Moussaoui, S.; Dakhli, Z.; Youssef, N. Experimental approach for printability assessment: Toward a practical decision-making framework of printability for cementitious materials. Buildings 2019, 9, 245. [Google Scholar] [CrossRef] [Green Version]
- Chen, Y.; Li, Z.; Figueiredo, S.C.; Çopuroğlu, O.; Veer, F.; Schlangen, E. Limestone and calcined clay-based sustainable cementitious materials for 3D concrete printing: A fundamental study of extrudability and early-age strength development. Appl. Sci. 2019, 9, 1809. [Google Scholar] [CrossRef] [Green Version]
- Shakor, P.; Sanjayan, J.; Nazari, A.; Nejadi, S. Modified 3D printed powder to cement-based material and mechanical properties of cement scaffold used in 3D printing. Constr. Build. Mater. 2017, 138, 398–409. [Google Scholar] [CrossRef]
- Long, W.J.; Tao, J.L.; Lin, C.; Gu, Y.C.; Mei, L.; Duan, H.B.; Xing, F. Rheology and buildability of sustainable cement-based composites containing micro-crystalline cellulose for 3D-printing. J. Clean. Prod. 2019, 239, 118054. [Google Scholar] [CrossRef]
- Yuan, Q.; Li, Z.; Zhou, D.; Huang, T.; Huang, H.; Jiao, D.; Shi, C. A feasible method for measuring the buildability of fresh 3D printing mortar. Constr. Build. Mater. 2019, 227, 116600. [Google Scholar] [CrossRef]
- Bhattacherjee, S.; Santhanam, M. Enhancing buildability of 3D printable concrete by spraying of accelerating admixture on surface. In Proceedings of the 2nd RILEM International Conference on Concrete and Digital Fabrication, Eindhoven, The Netherlands, 6–8 July 2020; pp. 13–22. [Google Scholar]
- Le, T.; Austin, S.; Lim, S.; Buswell, R.; Law, R.; Gibb, A.; Thorpe, T. Hardened properties of high-performance printing concrete. Cem. Concr. Res. 2012, 42, 558–566. [Google Scholar] [CrossRef] [Green Version]
- Ogura, H.; Nerella, V.N.; Mechtcherine, V. Developing and testing of strain-hardening cement-based composites (SHCC) in the context of 3D-printing. Materials 2018, 11, 1375. [Google Scholar] [CrossRef] [Green Version]
- Zareiyan, B.; Khoshnevis, B. Effects of interlocking on interlayer adhesion and strength of structures in 3D printing of concrete. Autom. Constr. 2017, 83, 212–221. [Google Scholar] [CrossRef]
- Kazemian, A.; Yuan, X.; Cochran, E.; Khoshnevis, B. Cementitious materials for construction-scale 3D printing: Laboratory testing of fresh printing mixture. Constr. Build. Mater. 2017, 145, 639–647. [Google Scholar] [CrossRef]
- Chen, Y.; Figueiredo, S.C.; Li, Z.; Chang, Z.; Jansen, K.; Çopuroğlu, O.; Schlangen, E. Improving printability of limestone-calcined clay-based cementitious materials by using viscosity-modifying admixture. Cem. Concr. Res. 2020, 132, 106040. [Google Scholar] [CrossRef]
- Aqel, M.; Panesar, D.K. Hydration kinetics and compressive strength of steam-cured cement pastes and mortars containing limestone filler. Constr. Build. Mater. 2016, 113, 359–368. [Google Scholar] [CrossRef]
- Ma, G.; Wang, L. A critical review of preparation design and workability measurement of concrete material for largescale 3D printing. Front. Struct. Civ. Eng. 2018, 12, 382–400. [Google Scholar] [CrossRef]
- Paul, S.C.; Tay YW, D.; Panda, B.; Tan, M.J. Fresh and hardened properties of 3D printable cementitious materials for building and construction. Arch. Civ. Mech. Eng. 2018, 18, 311–319. [Google Scholar] [CrossRef]
- Christ, S.; Schnabel, M.; Vorndran, E.; Groll, J.; Gbureck, U. Fiber reinforcement during 3D printing. Mater. Lett. 2015, 139, 165–168. [Google Scholar] [CrossRef]
- Weng, Y.; Li, M.; Tan, M.J.; Qian, S. Design 3D printing cementitious materials via Fuller Thompson theory and Marson-Percy model. Constr. Build. Mater. 2018, 163, 600–610. [Google Scholar] [CrossRef]
- Panda, B.; Paul, S.C.; Mohamed, N.A.N.; Tay, Y.W.D.; Tan, M.J. Measurement of tensile bond strength of 3D printed geopolymer mortar. Measurement 2018, 113, 108–116. [Google Scholar] [CrossRef]
- Nerella, V.N.; Hempel, S.; Mechtcherine, V. Effects of layer-interface properties on mechanical performance of concrete elements produced by extrusion-based 3D-printing. Constr. Build. Mater. 2019, 205, 586–601. [Google Scholar] [CrossRef]
- Hosseini, E.; Zakertabrizi, M.; Korayem, A.H.; Xu, G. A novel method to enhance the interlayer bonding of 3D printing concrete: An experimental and computational investigation. Cem. Concr. Compos. 2019, 99, 112–119. [Google Scholar] [CrossRef]
- Ma, G.; Salman, N.M.; Wang, L.; Wang, F. A novel additive mortar leveraging internal curing for enhancing interlayer bonding of cementitious composite for 3D printing. Constr. Build. Mater. 2020, 244, 118305. [Google Scholar] [CrossRef]
- Li, Z.; Wang, L.; Ma, G. Method for the enhancement of buildability and bending resistance of 3D printable tailing mortar. Int. J. Concr. Struct. Mater. 2018, 12, 37. [Google Scholar] [CrossRef] [Green Version]
- Xia, M.; Sanjayan, J.G. Methods of enhancing strength of geopolymer produced from powder-based 3D printing process. Mater. Lett. 2018, 227, 281–283. [Google Scholar] [CrossRef]
- Weng, Y.; Li, M.; Liu, Z.; Lao, W.; Lu, B.; Zhang, D.; Tan, M.J. Printability and fire performance of a developed 3D printable fibre reinforced cementitious composites under elevated temperatures. Virtual Phys. Prototyp. 2019, 14, 284–292. [Google Scholar] [CrossRef]
- Weger, D.; Lowke, D.; Gehlen, C.; Talke, D.; Henke, K. Additive manufacturing of concrete elements using selective cement paste intrusion—Effect of layer orientation on strength and durability. In Proceedings of the RILEM 1st International Conference on Concrete and Digital Fabricaton, Zürich, Switzerland, 10–12 September 2018; pp. 10–12. [Google Scholar]
- Pofale, A.D.; Wanjari, S.P. Study of bond strength between various grade of Ordinary Portland Cement (OPC) and Portland Pozzolane Cement (PPC) mixes and different diameter of TMT bars by using pullout test. Front. Struct. Civ. Eng. 2013, 7, 39–45. [Google Scholar] [CrossRef]
- Sun, J.; Wang, X.; Zhang, Y. Experimental Research on the Modification of Cement by Polymer Emulsion. Coal Ash 2013, 19, 4167–4176. [Google Scholar]
- Chen, J.; Li, B.; Lu, Y. Experimental study on the mixed system of silicate-sulfoaluminate cement. J. Civ. Environ. Eng. 2007, 29, 121–124. [Google Scholar]
- Li, Z.; Wang, X.; Gao, D. Experimental study on setting performance of magnesium oxysulfide cement. Silic. Bull. 2015, 34, 1215–1218. [Google Scholar]
- Issa, C.A.; Debs, P. Experimental study of epoxy repairing of cracks in concrete. Constr. Build. Mater. 2007, 21, 157–163. [Google Scholar] [CrossRef]
- Ahmad, S.; Elahi, A.; Barbhuiya, S.; Farooqi, Y. Repair of cracks in simply supported beams using epoxy injection technique. Mater. Struct. 2013, 46, 1547–1559. [Google Scholar] [CrossRef]
- Da Porto, F.; Stievanin, E.; Pellegrino, C. Efficiency of RC square columns repaired with polymer-modified cementitious mortars. Cem. Concr. Compos. 2012, 34, 545–555. [Google Scholar] [CrossRef]
- Pellegrino, C.; Da Porto, F.; Modena, C. Experimental behaviour of reinforced concrete elements repaired with polymer-modified cementicious mortar. Mater. Struct. 2011, 44, 517–527. [Google Scholar] [CrossRef]
- El Sakka, F.; Assaad, J.J.; Hamzeh, F.R.; Nakhoul, C. Thixotropy and interfacial bond strengths of polymer-modified printed mortars. Mater. Struct. 2019, 52, 79. [Google Scholar] [CrossRef]
- Yang, T.X.; Zhu, J. Influence of Polymer Latex on the Interlayer Bonding Performance of Cement Concrete. In Advanced Materials Research; Trans Tech Publications Ltd: Freienbach, Switzerland, 2015; Volume 1065, pp. 1780–1783. [Google Scholar]
- Bong, S.H.; Nematollahi, B.; Nazari, A.; Xia, M.; Sanjayan, J. Method of optimisation for ambient temperature cured sustainable geopolymers for 3D printing construction applications. Materials 2019, 12, 902. [Google Scholar] [CrossRef] [Green Version]
- Zhang, X.; Gao, P. Influence of Aggregate on the Dry Shrinkage Performance of Concrete. Fly Ash Compr. Util. 2014, 3–7. [Google Scholar]
- Lin, J.C.; Wu, X.; Yang, W.; Zhao, R.X.; Qiao, L.G. The influence of fine aggregates on the 3D printing performance. In IOP Conference Series: Materials Science and Engineering; IOP Publishing: Tokyo, Japan, 2018; Volume 292, p. 012079. [Google Scholar]
- Kang, J.; Jin, Q.; Wang, J.; Liu, Y. Strengthening effect of GH mineral powder on fly ash concrete. J. Tianjin Univ. 2005, 4, 543–546. [Google Scholar]
- Voigt, T.; Mbele, J.-J.; Wang, K.; Shah, S.P. Using fly ash, clay, and fibers for simultaneous improvement of concrete green strength and consolidatability for slip-form pavement. J. Mater. Civ. Eng. 2010, 22, 196–206. [Google Scholar] [CrossRef]
- Gong, S. The Reinforcement Mechanism of Silica Fume on Concrete and Its Experimental Research. J. Chongqing Jiaotong Univ. 1993, 12, 1–10. [Google Scholar]
- Marchment, T.; Sanjayan, J. Mesh reinforcing method for 3D Concrete Printing. Autom. Constr. 2020, 109, 102992. [Google Scholar] [CrossRef]
- Rahul, A.; Santhanam, M.; Meena, H.; Ghani, Z. 3D printable concrete: Mixture design and test methods. Cem. Concr. Compos. 2019, 97, 13–23. [Google Scholar] [CrossRef]
- Zhang, Y.; Zhang, Y.; She, W.; Yang, L.; Liu, G.; Yang, Y. Rheological and harden properties of the high-thixotropy 3D printing concrete. Constr. Build. Mater. 2019, 201, 278–285. [Google Scholar] [CrossRef]
- Tohamy, A.M.A.; Andi, K.A.; McGurk, M.; Lyons, A. The use of rapid prototype templates in reconstructive head & neck surgery. Do they reduce operating time? Br. J. Oral Maxillofac. Surg. 2012, 50, S32. [Google Scholar]
- Feng, P.; Meng, X.; Zhang, H. Mechanical behavior of FRP sheets reinforced 3D elements printed with cementitious materials. Compos. Struct. 2015, 134, 331–342. [Google Scholar] [CrossRef]
- Mechtcherine, V.; Michael, A.; Liebscher, M.; Schmeier, T. Extrusion-based additive manufacturing with carbon reinforced concrete: Concept and feasibility study. Materials 2020, 13, 2568. [Google Scholar] [CrossRef] [PubMed]
- Ding, T.; Xiao, J.; Zou, S.; Zhou, X. Anisotropic behavior in bending of 3D printed concrete reinforced with fibers. Compos. Struct. 2020, 254, 112808. [Google Scholar] [CrossRef]
- Arunothayan, A.R.; Nematollahi, B.; Ranade, R.; Bong, S.H.; Sanjayan, J. Development of 3D-printable ultra-high performance fiber-reinforced concrete for digital construction. Constr. Build. Mater. 2020, 257, 119546. [Google Scholar] [CrossRef]
- Ma, G.; Li, Z.; Wang, L.; Wang, F.; Sanjayan, J. Mechanical anisotropy of aligned fiber reinforced composite for extrusion-based 3D printing. Constr. Build. Mater. 2019, 202, 770–783. [Google Scholar] [CrossRef]
- Slavcheva, G.S. Drying and shrinkage of cement paste for 3D printable concrete. In IOP Conference Series: Materials Science and Engineering; IOP Publishing: Tokyo, Japan, 2019; Volume 481, p. 012043. [Google Scholar]
- Khoshnevis, B. Automated construction by contour crafting—Related robotics and information technologies. Autom. Constr. 2004, 13, 5–19. [Google Scholar] [CrossRef]
- Khoshnevis, B.; Hwang, D.; Yao, K.T.; Yeh, Z. Mega-scale fabrication by contour crafting. Int. J. Ind. Syst. Eng. 2006, 1, 301–320. [Google Scholar] [CrossRef] [Green Version]
- Buswell, R.; Thorpe, A.; Soar, R.; Gibb, A. Design, data and process issues for mega-scale rapid manufacturing machines used for construction. Autom. Constr. 2008, 17, 923–929. [Google Scholar] [CrossRef] [Green Version]
- Sun, X.; Yue, K.; Wang, H.; Zhang, Z.; Chen, L. The influence of extrusion shape/size on the mechanical properties of 3D printed concrete. J. Build. Mater. 2020, 23, 1313–1320. [Google Scholar]
- Tay YW, D.; Li, M.Y.; Tan, M.J. Effect of printing parameters in 3D concrete printing: Printing region and support structures. J. Mater. Process. Technol. 2019, 271, 261–270. [Google Scholar] [CrossRef]
- Wolfs, R.J.M.; Bos, F.P.; Salet, T.A.M. Early age mechanical behaviour of 3D printed concrete: Numerical modelling and experimental testing. Cem. Concr. Res. 2018, 106, 103–116. [Google Scholar] [CrossRef]
- Zareiyan, B.; Khoshnevis, B. Interlayer adhesion and strength of structures in Contour Crafting-Effects of aggregate size, extrusion rate, and layer thickness. Autom. Constr. 2017, 81, 112–121. [Google Scholar] [CrossRef]
- Tay, Y.W.; Panda, B.; Paul, S.C.; Tan, M.J.; Qian, S.Z.; Leong, K.F.; Chua, C.K. Processing and properties of construction materials for 3D printing. In Materials Science Forum; Trans Tech Publications Ltd.: Freienbach, Switzerland, 2016; Volume 861, pp. 177–181. [Google Scholar]
- Kruger, J.; Cho, S.; Zeranka, S.; Viljoen, C.; van Zijl, G. 3D concrete printer parameter optimisation for high rate digital construction avoiding plastic collapse. Compos. Part B Eng. 2020, 183, 107660. [Google Scholar] [CrossRef]
- Nerella, V.N.; Krause, M.; Nther, M.; Mechtecherine, V. Studyingprintability of fresh concrete for formwork free Concrete on-site3D Printing technology (CONPrint3D). In Proceedings of the 25th Conference on Rheology of Building Materials, Regensburg, Germany, 2–3 March 2016. [Google Scholar]
- Wolfs, R.J.M.; Bos, F.P.; Salet, T.A.M. Hardened properties of 3D printed concrete: The influence of process parameters on interlayer adhesion. Cem. Concr. Res. 2019, 119, 132–140. [Google Scholar] [CrossRef]
- Paul, S.C.; Van Zijl, G.P.; Tan, M.J.; Gibson, I. A review of 3D concrete printing systems and materials properties: Current status and future research prospects. Rapid Prototyp. J. 2018, 24, 784–798. [Google Scholar] [CrossRef] [Green Version]
- Nadiyapara, H.H.; Pande, S. A review of variable slicing in fused deposition modeling. J. Inst. Eng. 2017, 98, 387–393. [Google Scholar] [CrossRef]
- Kim, M.K.; Lee, I.H.; Kim, H.C. Effect of fabrication parameters on surface roughness of FDM parts. Int. J. Precis. Eng. Manuf. 2018, 19, 137–142. [Google Scholar] [CrossRef]
- Li, Y.; Ren, C.; Zhang, W. Optimization of process parameters of coaxial filling method for FDM rapid prototyping. J. Inn. Mong. Univ. Sci. Technol. 2019, 38, 205–208. [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mix No. | Cement (g) | SF (g) | FA (g) | Sand (g) | w/b | MCC (g) | HRWRA (g) | Li2CO3 (g) |
|---|---|---|---|---|---|---|---|---|
| M-1 | 780 | 130 | 390 | 1300 | 0.35 | 0 | 4.55 | 13 |
| M-2 | 780 | 130 | 390 | 1300 | 0.35 | 6.5 | 4.55 | 13 |
| M-3 | 780 | 130 | 390 | 1300 | 0.35 | 13 | 4.55 | 13 |
| M-4 | 780 | 130 | 390 | 1300 | 0.35 | 19.5 | 4.55 | 13 |
| R-2 | 780 | 130 | 390 | 1300 | 0.3 | 0 | 4.55 | 13 |
| Cementitious Material Name | Effect | Reference |
|---|---|---|
| Portland cement | The most commonly used condensing material, with high early strength | [33,51] |
| Sulphoaluminate cement | High early strength, good quick-setting effect, high compressive and flexural strength | [53,54] |
| Resin | Significantly improve component bearing capacity | [55,56] |
| Geopolymer | It can repair cracks with good repair effect and improve the strength of components | [45,53,57,58,59,60,61] |
| Fiber Material Name | Effect | Reference |
|---|---|---|
| Polypropylene fibers | Anti-flaking, make the extrusion more uniform and continuous | [70] |
| GFRP (Glass fiber reinforced plastic) fiber | Improve axial load carrying capacity and ductility | [71] |
| Carbon fiber | Improve bending strength and deformation ability | [72] |
| PE (Polyethylene) fiber Steel fiber | Significantly improve the bending strength in different directions | [73,74] |
| Basalt fiber | Improve anisotropy and basic mechanical properties | [75] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lyu, F.; Zhao, D.; Hou, X.; Sun, L.; Zhang, Q. Overview of the Development of 3D-Printing Concrete: A Review. Appl. Sci. 2021, 11, 9822. https://doi.org/10.3390/app11219822
Lyu F, Zhao D, Hou X, Sun L, Zhang Q. Overview of the Development of 3D-Printing Concrete: A Review. Applied Sciences. 2021; 11(21):9822. https://doi.org/10.3390/app11219822
Chicago/Turabian StyleLyu, Fuyan, Dongliang Zhao, Xiaohui Hou, Li Sun, and Qiang Zhang. 2021. "Overview of the Development of 3D-Printing Concrete: A Review" Applied Sciences 11, no. 21: 9822. https://doi.org/10.3390/app11219822
APA StyleLyu, F., Zhao, D., Hou, X., Sun, L., & Zhang, Q. (2021). Overview of the Development of 3D-Printing Concrete: A Review. Applied Sciences, 11(21), 9822. https://doi.org/10.3390/app11219822