
Fabrication of Sinusoidal Microstructures on Curved Copper Surface by Ultra-Precision Diamond Cutting with a Rotary B-Axis and Fast Tool Servo System

 ,
, 
Abstract
:1. Introduction
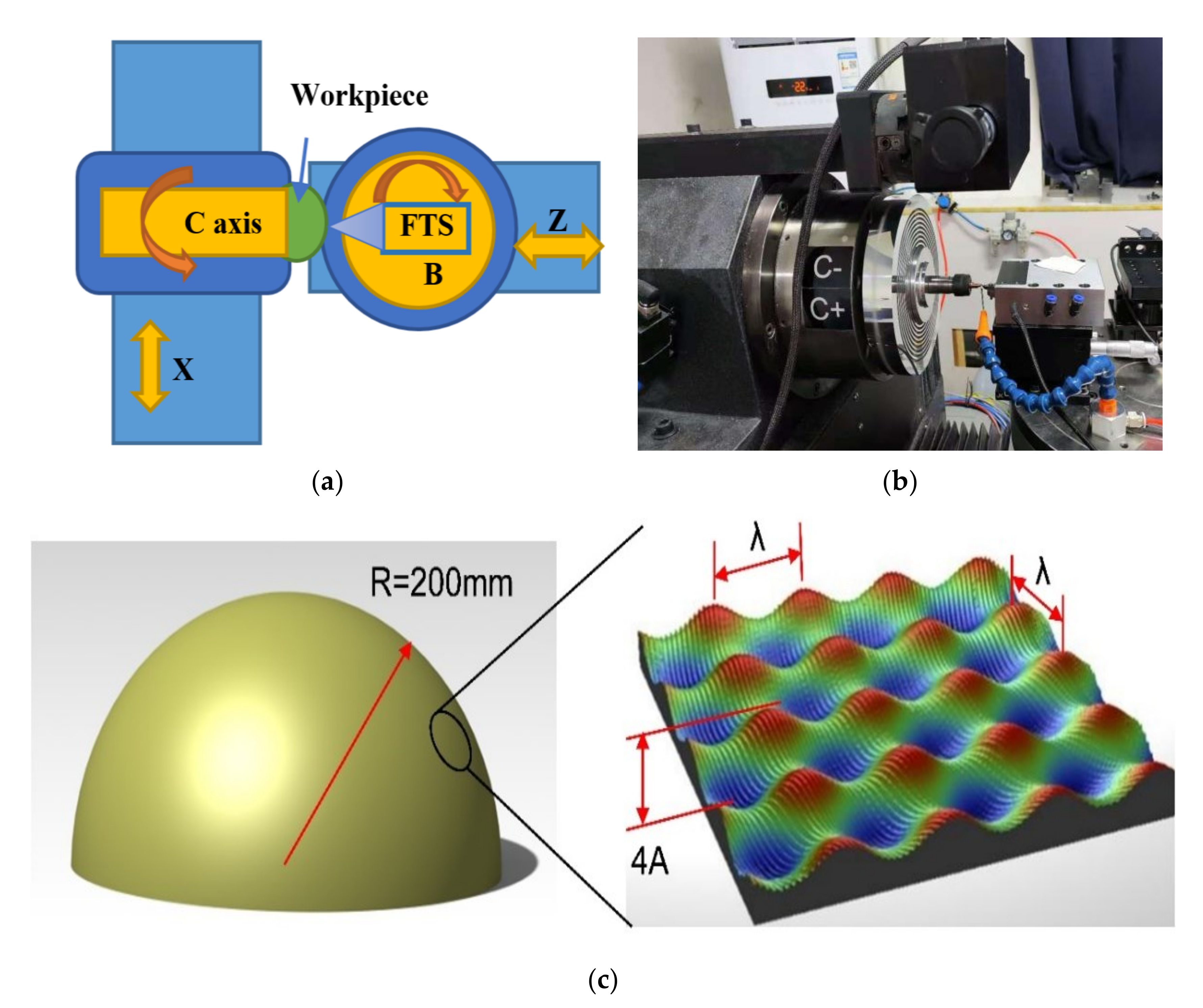
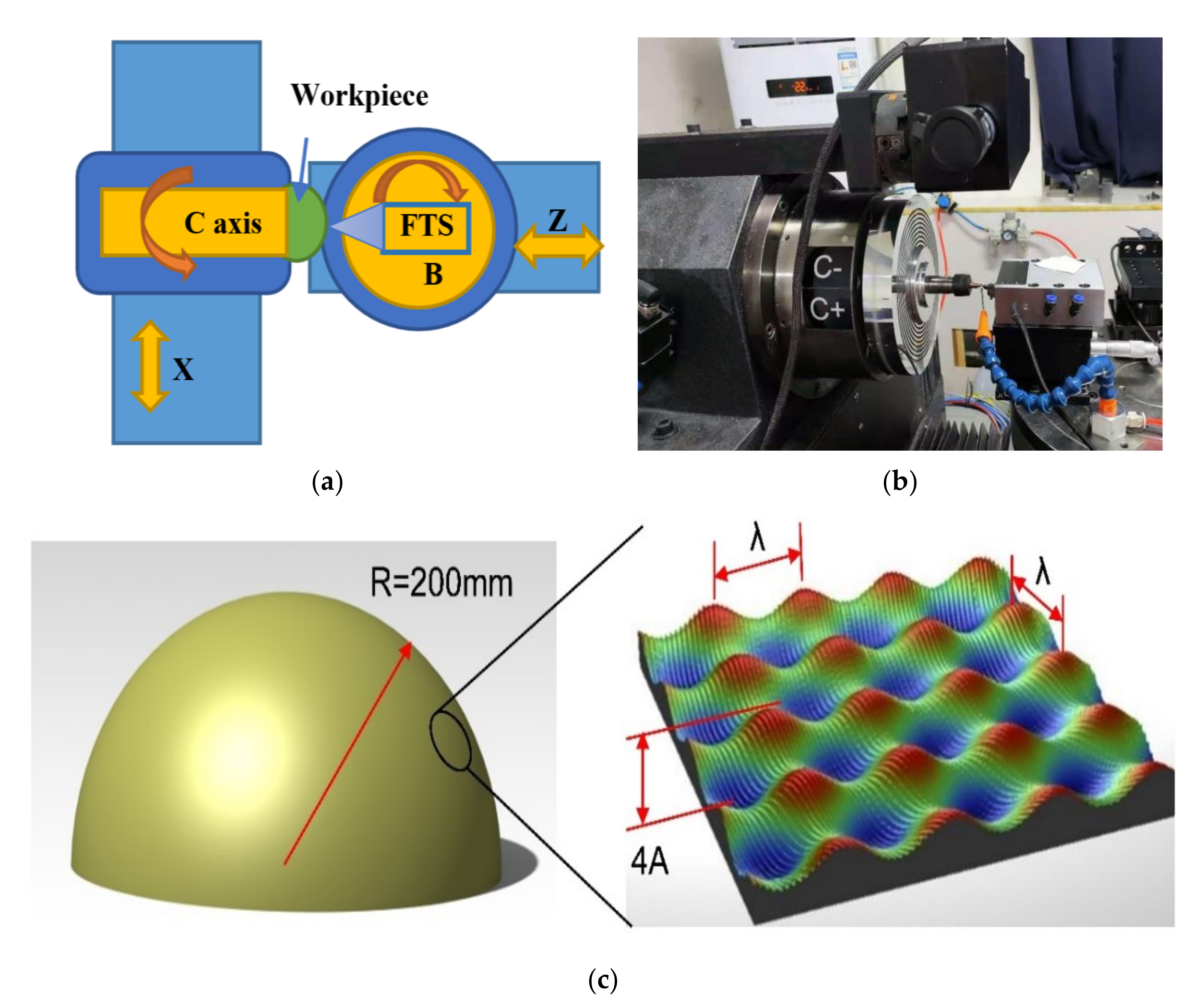
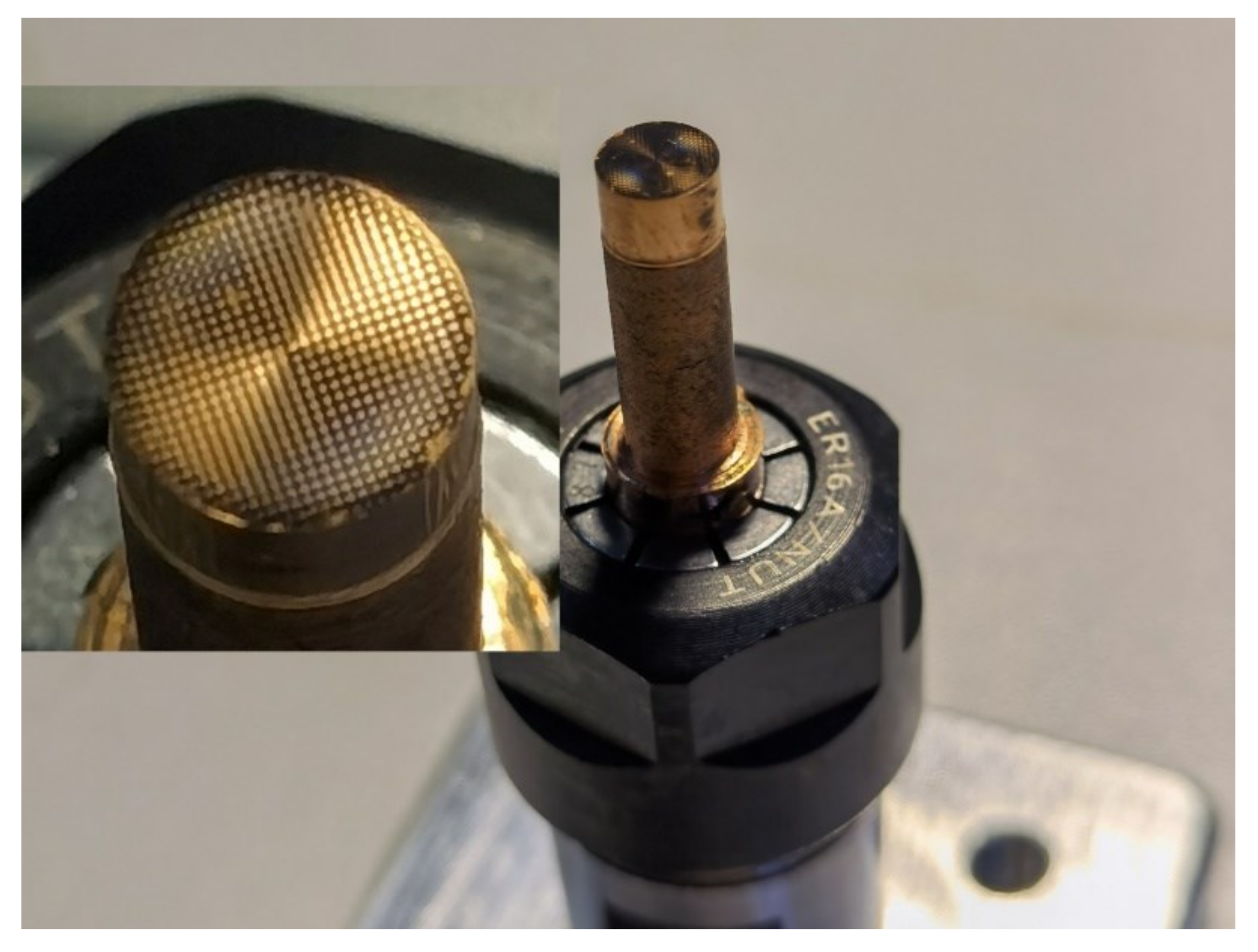
2. Experimental Setup
3. Results and Discussion
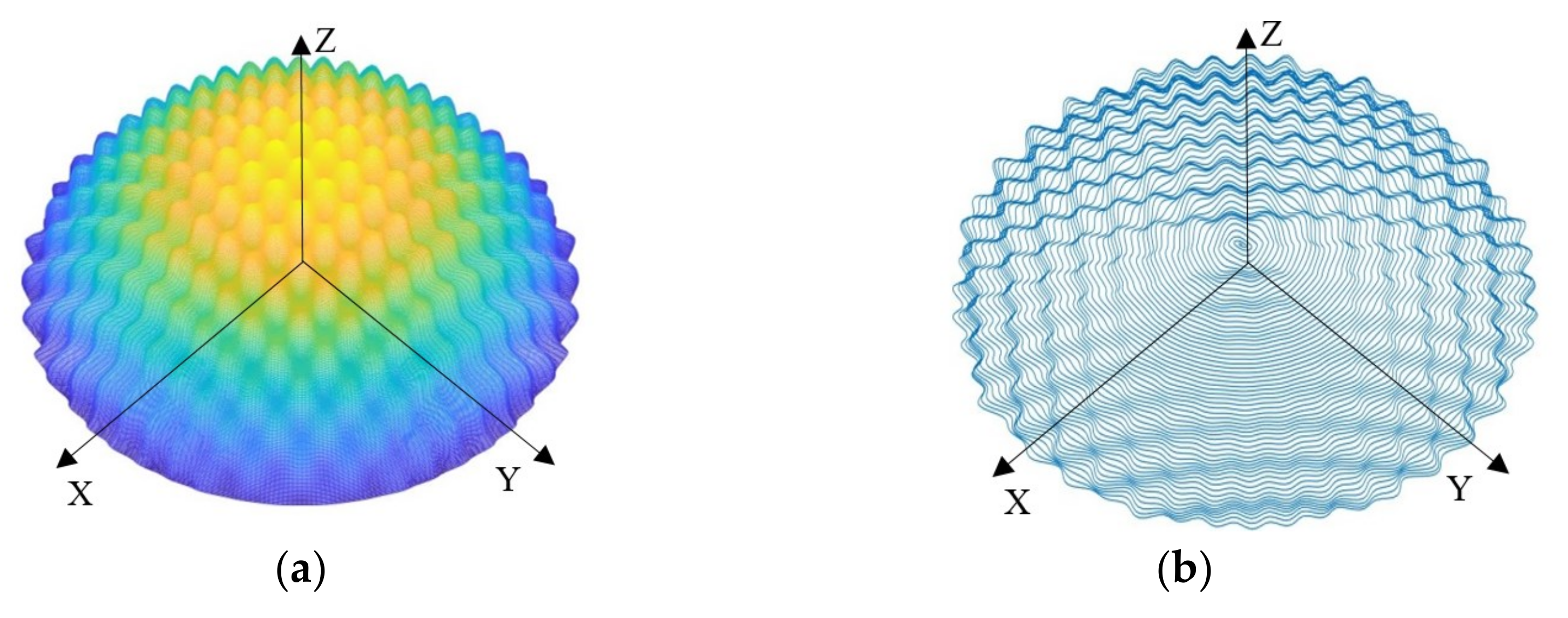
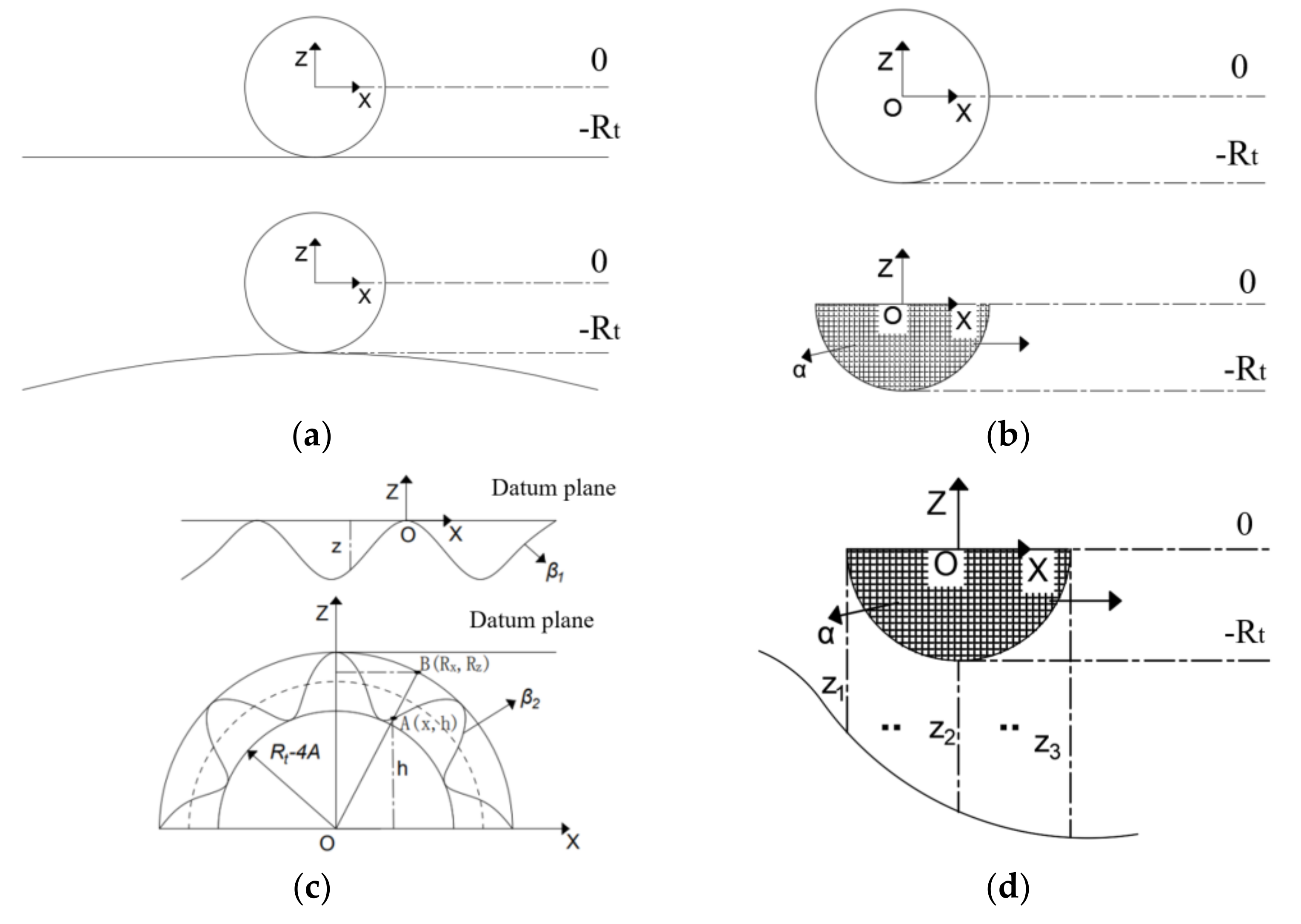
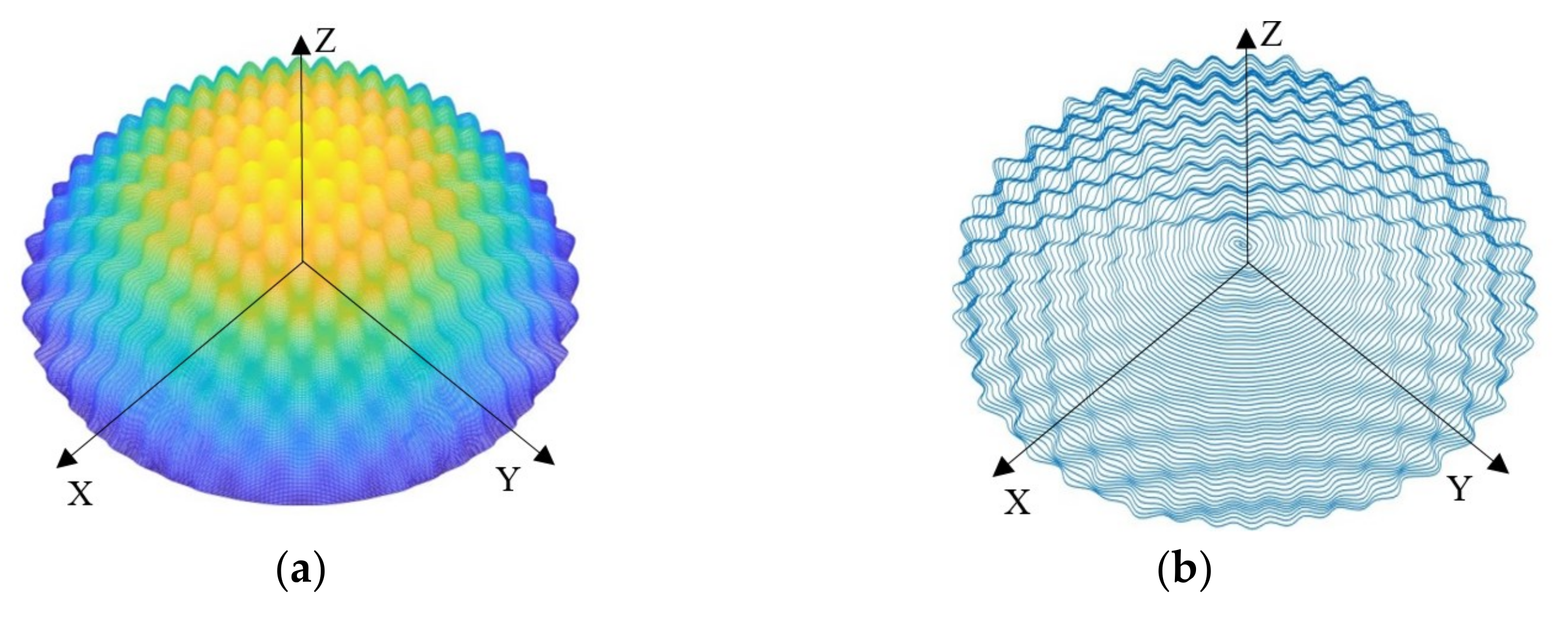
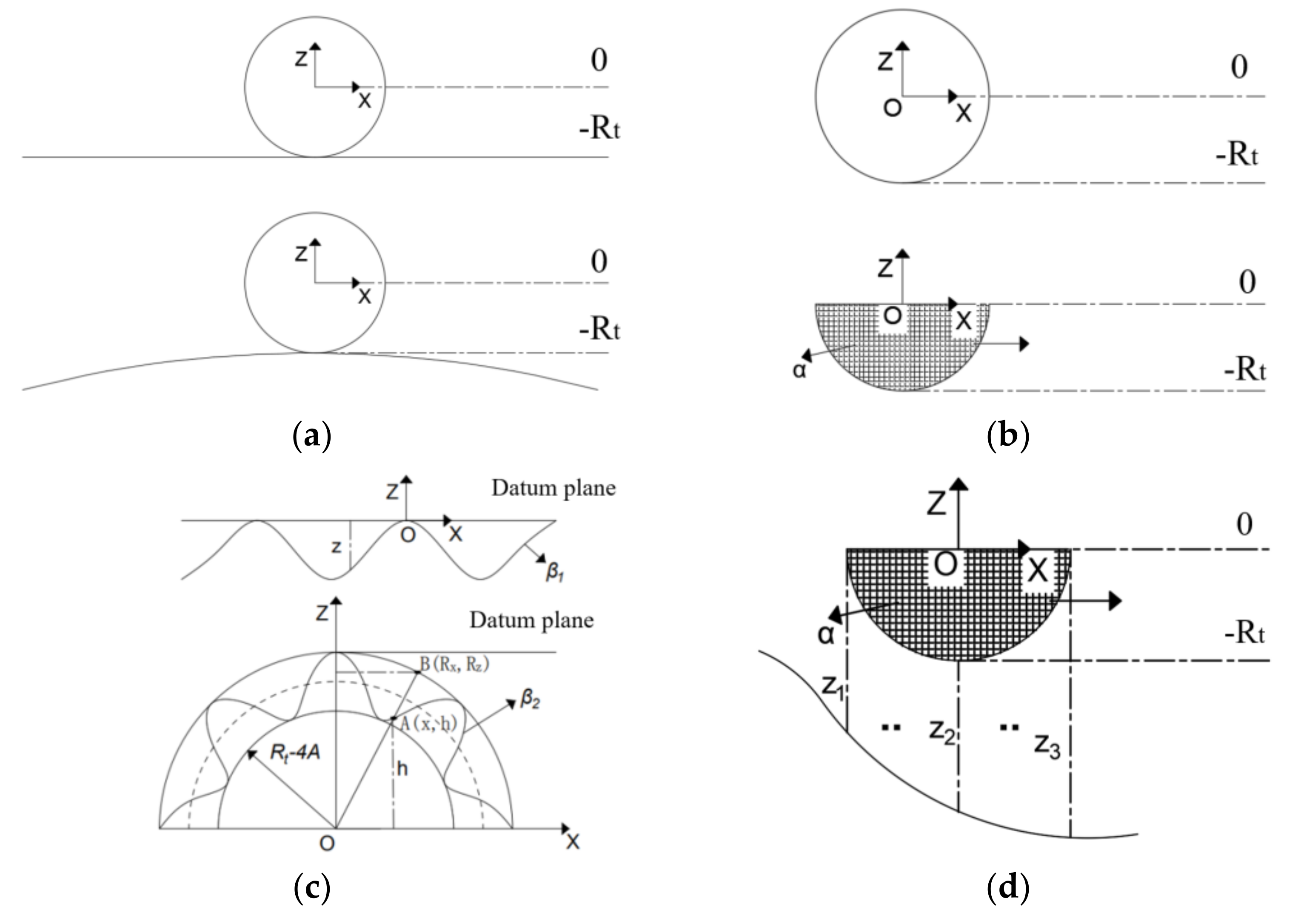
3.1. Tool Path Generation for Sinusoidal Microstructure Fabrication on Curved Surface
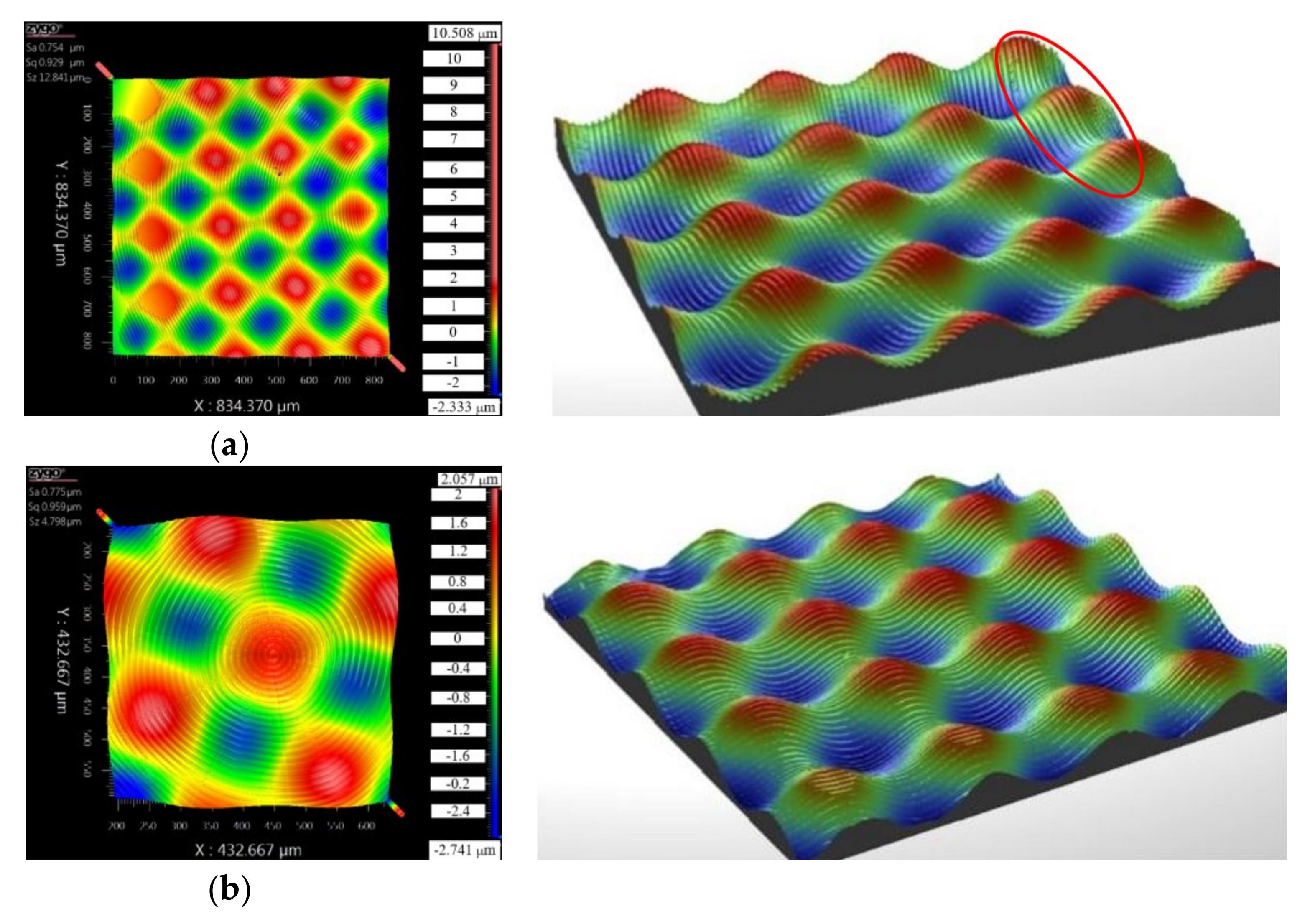
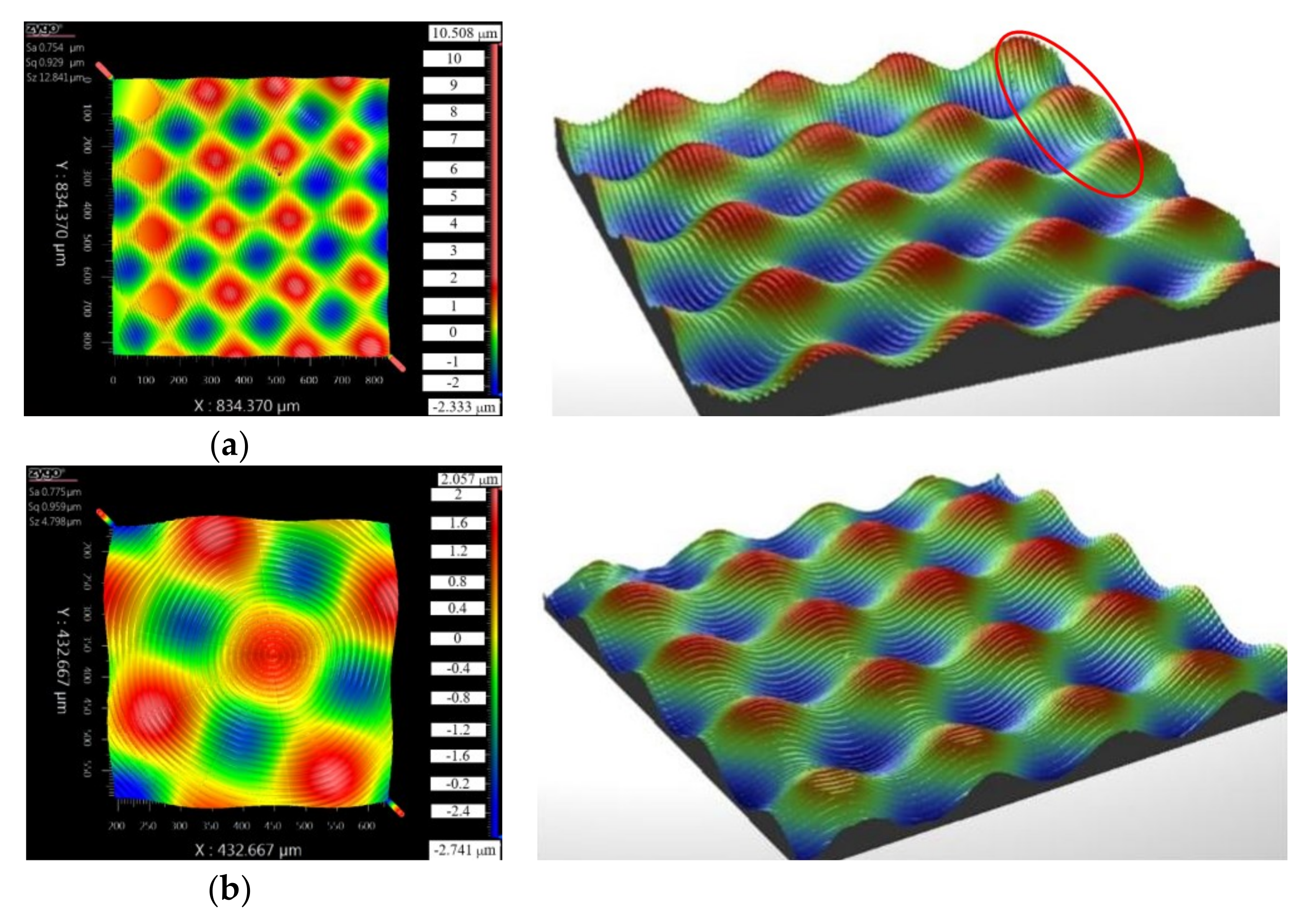
3.2. Influence of Rotary B-Axis on the Microstructure Fabrication
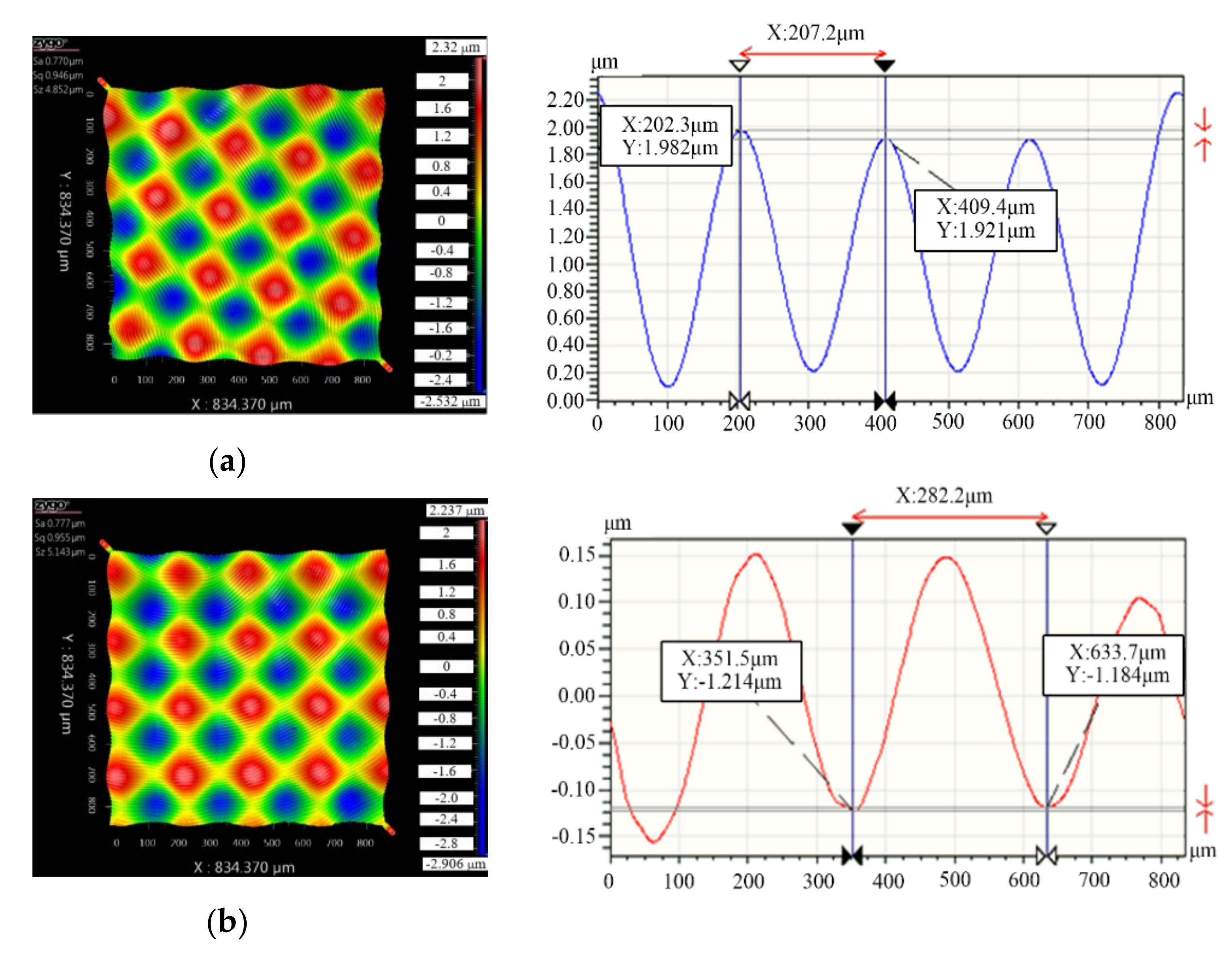
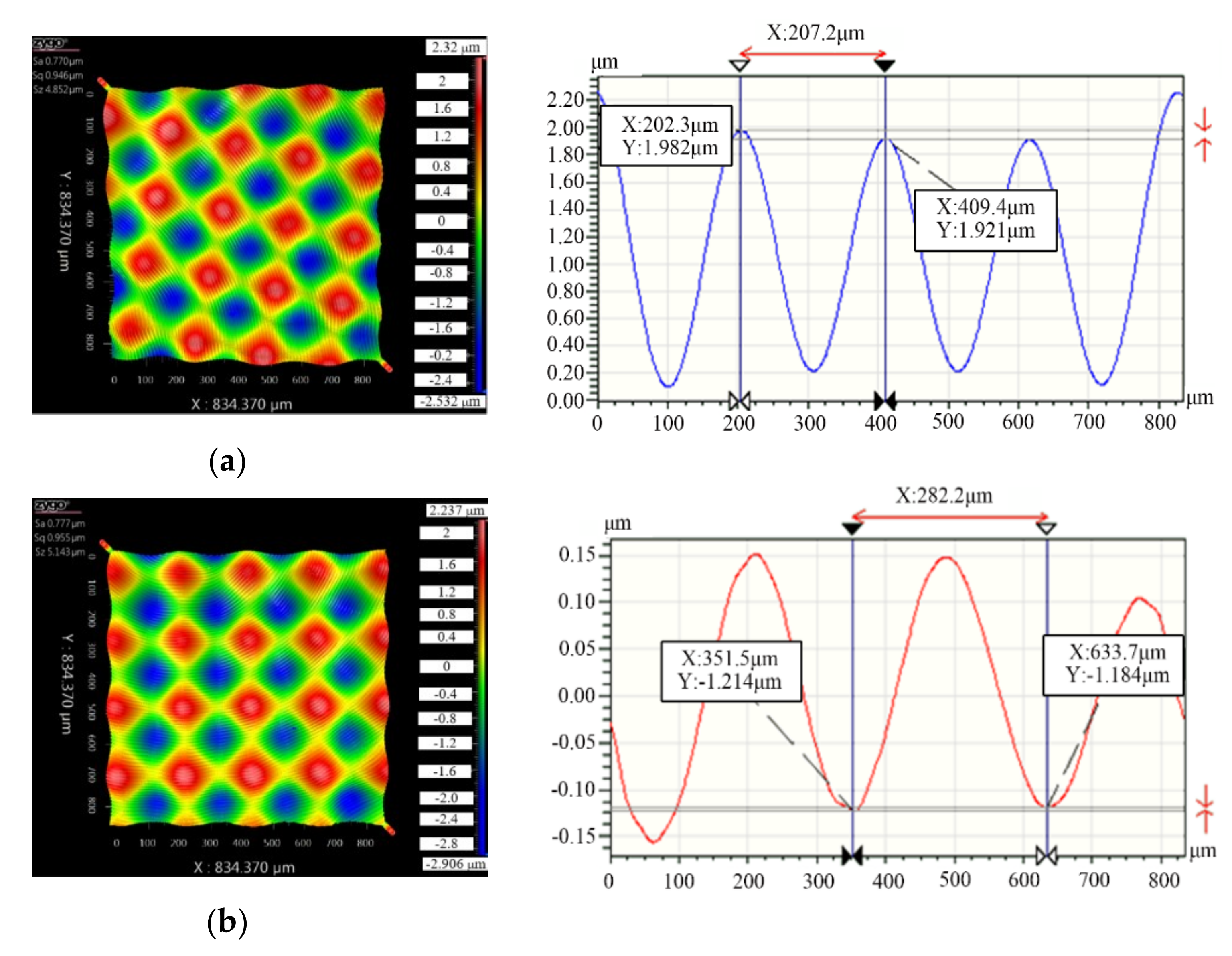
3.3. Influence of Machining Parameters on the Microstructure Fabrication
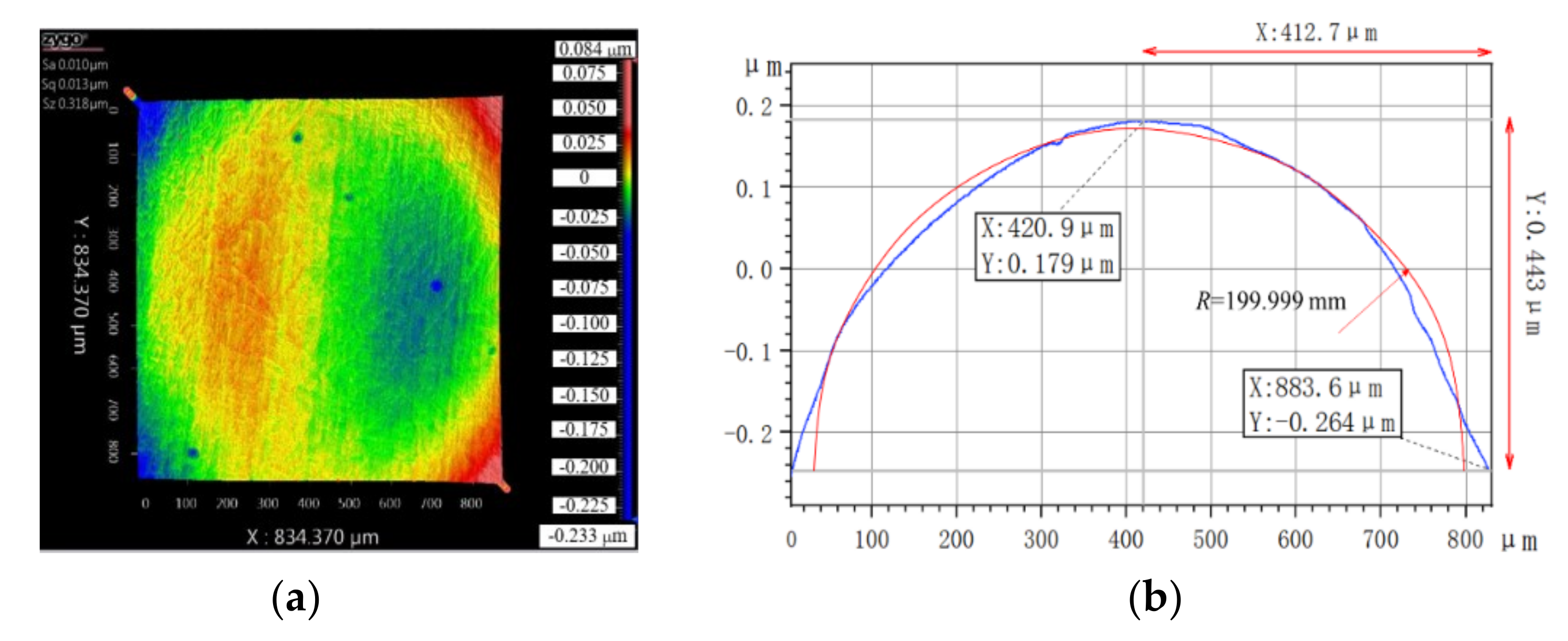
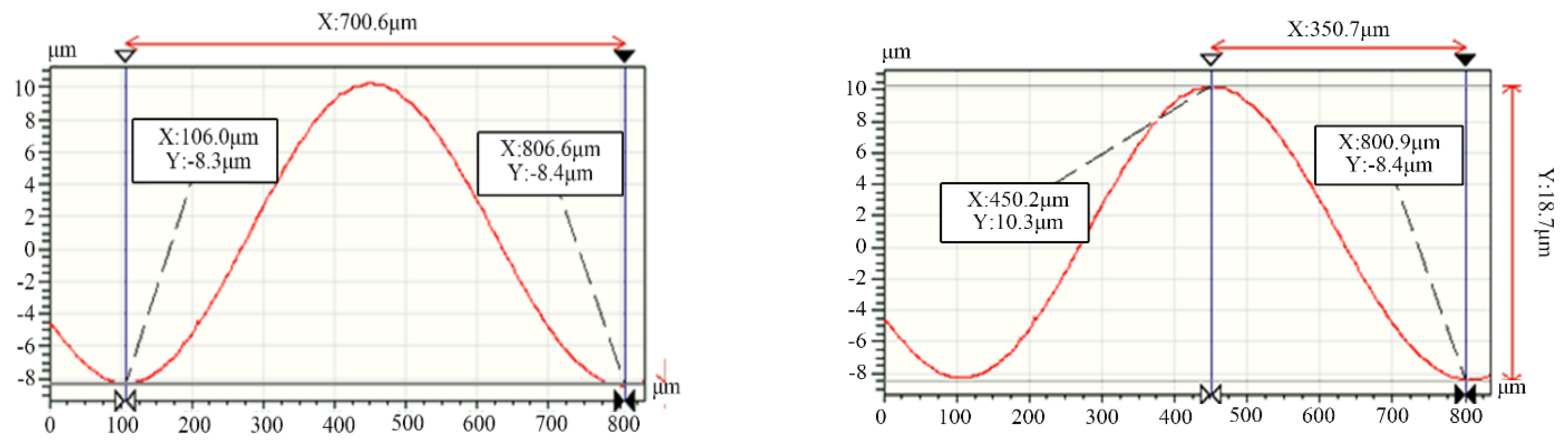
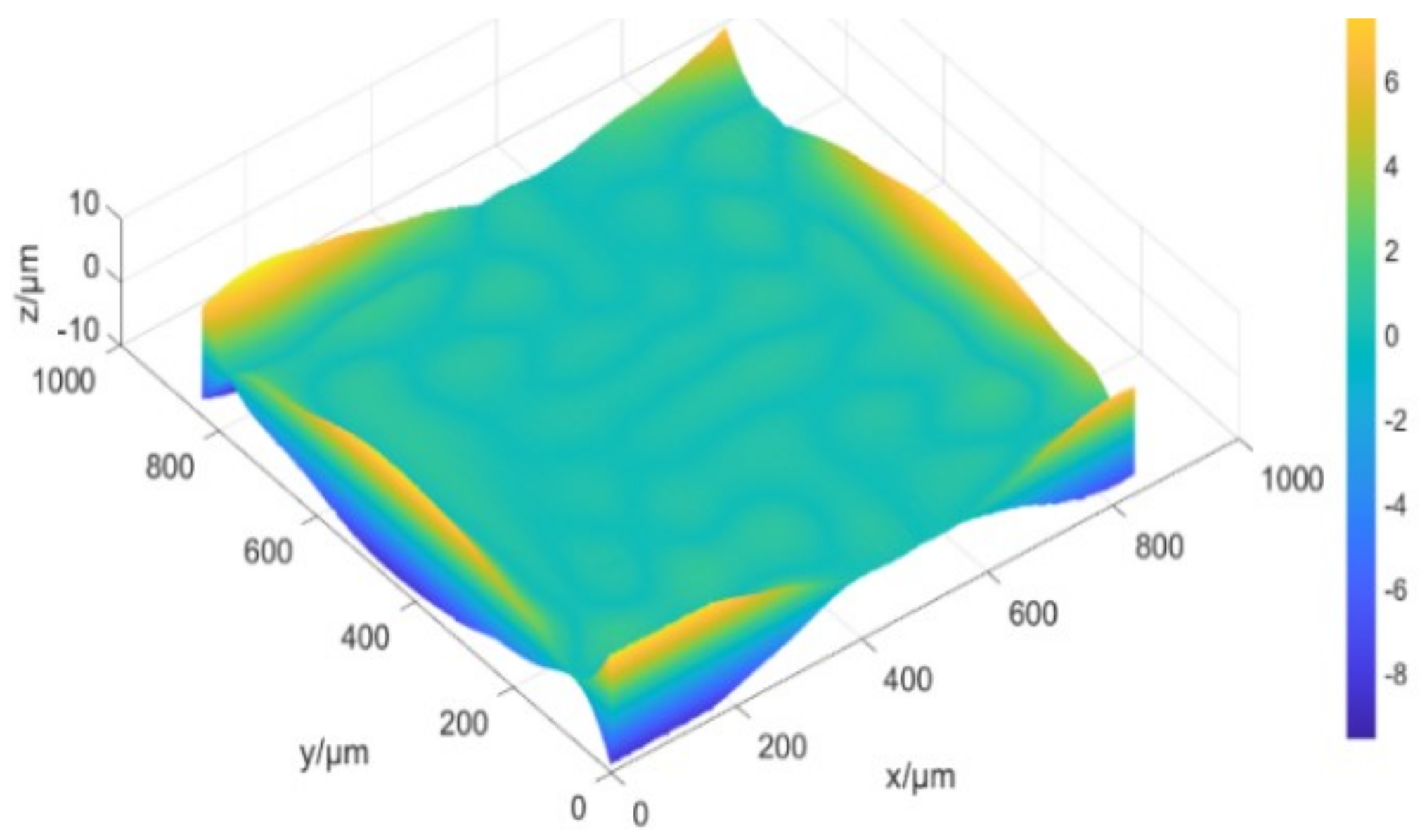
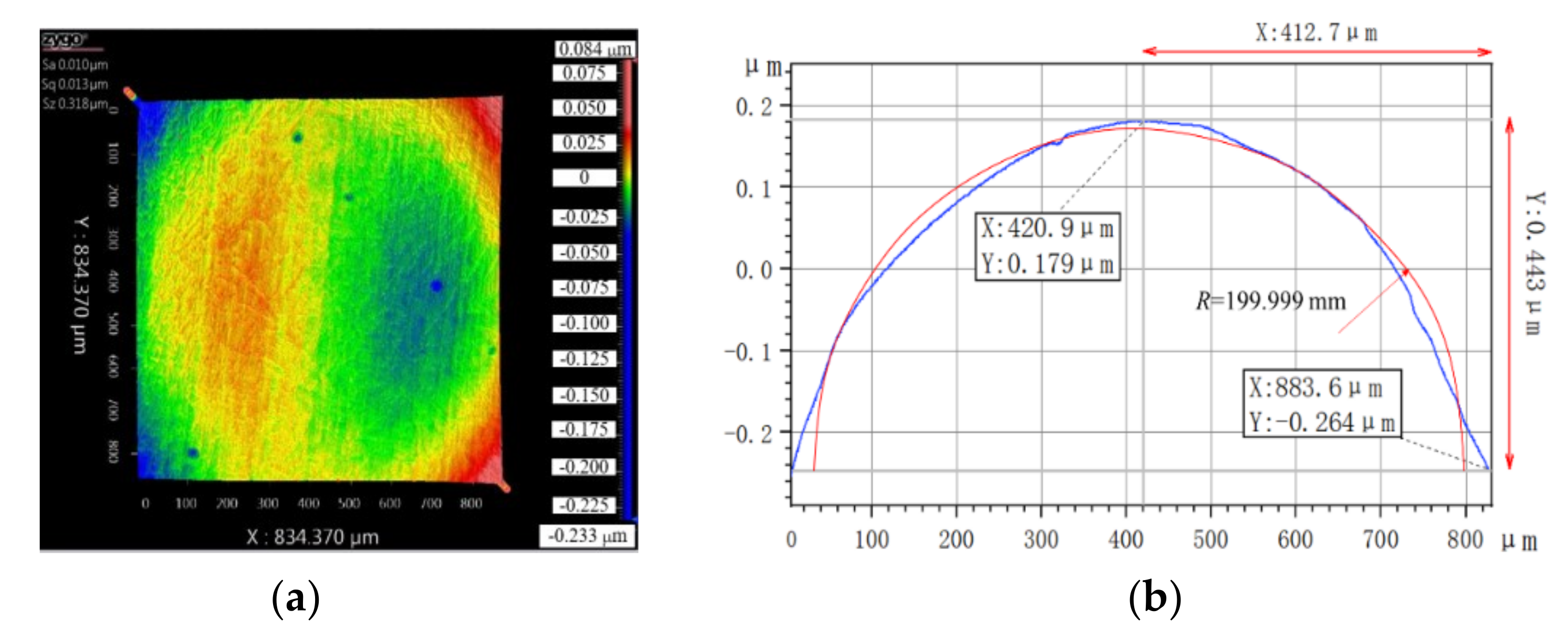
3.4. Fabrication of High Precision Sinusoidal Microstructures
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Xue, B.; Geng, Y.Q.; Wang, D.; Sun, Y.; Yan, Y. Improvement in Surface Quality of Microchannel Structures Fabricated by Revolving Tip-Based Machining. Nanomanuf. Metrol. 2019, 2, 26–35. [Google Scholar] [CrossRef]
- Zhang, J.J.; Zhang, J.G.; Rosenkranz, A.; Zhao, X.L.; Song, Y.L. Surface textures fabricated by laser surface texturing and diamond cutting–influence of texture depth on friction and wear. Adv. Eng. Mater. 2018, 20, 1700995. [Google Scholar] [CrossRef]
- Pfleging, W. Recent progress in laser texturing of battery materials: A review of tuning electrochemical performances, related material development, and prospects for large-scale manufacturing. Int. J. Extrem. Manuf. 2020, 3, 012002. [Google Scholar] [CrossRef]
- Bixler, G.D.; Bhushan, B. Fluid Drag Reduction with Shark-Skin Riblet Inspired Microstructured Surfaces. Adv. Funct. Mater. 2013, 23, 4507–4528. [Google Scholar] [CrossRef]
- Wei, H.M.; Gong, H.B.; Chen, L.; Zi, M.; Cao, B.Q. Photovoltaic Efficiency Enhancement of Cu2O Solar Cells Achieved by Controlling Homojunction Orientation and Surface Microstructure. J. Phys. Chem. C 2012, 116, 10510–10515. [Google Scholar] [CrossRef]
- Liu, H.; Sun, Y.; Zhu, B.; Hu, Y.; Xie, W. Inertial force control and balance error analysis of fast tool servo based on the voice coil motor. In Proceedings of the 2014 20th International Conference on Automation and Computing, Cranfield, UK, 12–13 September 2014; Volume 10, pp. 243–247. [Google Scholar]
- Rakuff, S.; Cuttino, J.F. Design and testing of a long-range, precision fast tool servo system for diamond turning. Precis. Eng. J. Int. Soc. Precis. Eng. Nanotechnol. 2009, 33, 18–25. [Google Scholar] [CrossRef]
- Li, Z.; Chen, Y.L.; Wu, L.; Ju, B.F. Development of a force controlled nanocutting system using a flexible mechanism for adaptive cutting of microstructures on non-planar surfaces. Precis. Eng. 2021, 72, 282–293. [Google Scholar] [CrossRef]
- Yong, J.; Liu, J.; Guan, C.; Dai, Y.; Li, F. Fabrication and evaluation of complicated microstructures on cylindrical surface. Optik 2021, 241, 167074. [Google Scholar] [CrossRef]
- Huang, R.; Zhang, X.; Rahman, M.; Kumar, A.S.; Liu, K. Ultra-precision machining of radial Fresnel lens on roller moulds. CIRP Ann. 2015, 64, 121–124. [Google Scholar] [CrossRef]
- Zhong, W.; Tong, Z.; Jiang, X. Integration of On-machine Surface Measurement into Fast Tool Servo Machining. Procedia CIRP 2021, 101, 238–241. [Google Scholar] [CrossRef]
- Keong, N.W.; Kumar, A.S.; Rahman, M. A novel method for layered tool path generation in the fast tool servo diamond turning of noncircular microstructural surfaces. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2013, 227, 210–219. [Google Scholar] [CrossRef]
- Liu, Q.; Zhou, X.; Liu, Z.; Lin, C.; Ma, L. Long-stroke fast tool servo and a tool setting method for freeform optics fabrication. Opt. Eng. 2014, 53, 092005. [Google Scholar] [CrossRef]
- Yang, S.; Yu, D.; Yang, H.; Feng, Y.; Liu, X.; Yin, Z. Hybrid tool servo diamond turning of multiscale optical surface based on spectral separation of tool path. Int. J. Adv. Manuf. Technol. 2021, 116, 145–157. [Google Scholar] [CrossRef]
- Pu, X.; Zhu, Z.; Chen, L.; Huang, P.; Wang, Y.; Zhu, Z. Dual-Axial Tool Servo Diamond Turning of Hierarchical Micro-Nano-Structured Surfaces. J. Manuf. Mater. Process. 2021, 5, 58. [Google Scholar]
- Cai, H.B.; Shi, G.Q. Tool path generation for multi-degree-of-freedom fast tool servo diamond turning of optical freeform surfaces. Exp. Tech. 2019, 43, 561–569. [Google Scholar] [CrossRef]
- Li, Y.; Zhang, Y.; Lin, J.; Yi, A.; Zhou, X. Effects of Machining Errors on Optical Performance of Optical Aspheric Components in Ultra-Precision Diamond Turning. Micromachines 2020, 11, 331. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zuo, C.; Meng, G.; Zhou, X.; Liu, Q.; Jiang, S.; Zhang, X.; Xu, P.; Zhang, Y.; Zhang, X.; Yan, G. Diamond turning of freeform surfaces using non-zero rake angle tools. Int. J. Adv. Manuf. Technol. 2021, 1–20. [Google Scholar]
- Liu, C.; Xue, C.; Zhang, Q.; Liu, X.; Zhou, P. Optimization method of tool path generation considering the edge of lenslets for a microlens array in FTS diamond turning. Appl. Opt. 2019, 58, 6713–6719. [Google Scholar] [CrossRef] [PubMed]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Values |
|---|---|
| Spindle axial runout | ≤30 nm |
| Spindle radial runout | ≤50 nm |
| X-direction rail repeat positioning accuracy | 0.1/100 μm/mm |
| Y-direction rail repeat positioning accuracy | 0.1/100 μm/mm |
| Verticality of rail | ≤1″ |
| Parameters | Symbol | Values |
|---|---|---|
| Rake angle | γ | 0° |
| Relief angle | α | 7° |
| Tip angle | ε | <80° |
| Arc radius | Ra | <121.67 μm |
| Cutting edge radius | Rε | 50 nm |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhao, X.; Du, H.; Song, W.; Zhang, Q.; Hu, Z.; Zhang, J.; Sun, T. Fabrication of Sinusoidal Microstructures on Curved Copper Surface by Ultra-Precision Diamond Cutting with a Rotary B-Axis and Fast Tool Servo System. Appl. Sci. 2021, 11, 10302. https://doi.org/10.3390/app112110302
Zhao X, Du H, Song W, Zhang Q, Hu Z, Zhang J, Sun T. Fabrication of Sinusoidal Microstructures on Curved Copper Surface by Ultra-Precision Diamond Cutting with a Rotary B-Axis and Fast Tool Servo System. Applied Sciences. 2021; 11(21):10302. https://doi.org/10.3390/app112110302
Chicago/Turabian StyleZhao, Xuesen, Haiping Du, Wenda Song, Qiang Zhang, Zhenjiang Hu, Junjie Zhang, and Tao Sun. 2021. "Fabrication of Sinusoidal Microstructures on Curved Copper Surface by Ultra-Precision Diamond Cutting with a Rotary B-Axis and Fast Tool Servo System" Applied Sciences 11, no. 21: 10302. https://doi.org/10.3390/app112110302
APA StyleZhao, X., Du, H., Song, W., Zhang, Q., Hu, Z., Zhang, J., & Sun, T. (2021). Fabrication of Sinusoidal Microstructures on Curved Copper Surface by Ultra-Precision Diamond Cutting with a Rotary B-Axis and Fast Tool Servo System. Applied Sciences, 11(21), 10302. https://doi.org/10.3390/app112110302