
Influence of Carbon: Metal Ratio on Tribological Behavior of Mo-W-C Coating


Abstract
1. Introduction
2. Materials and Methods
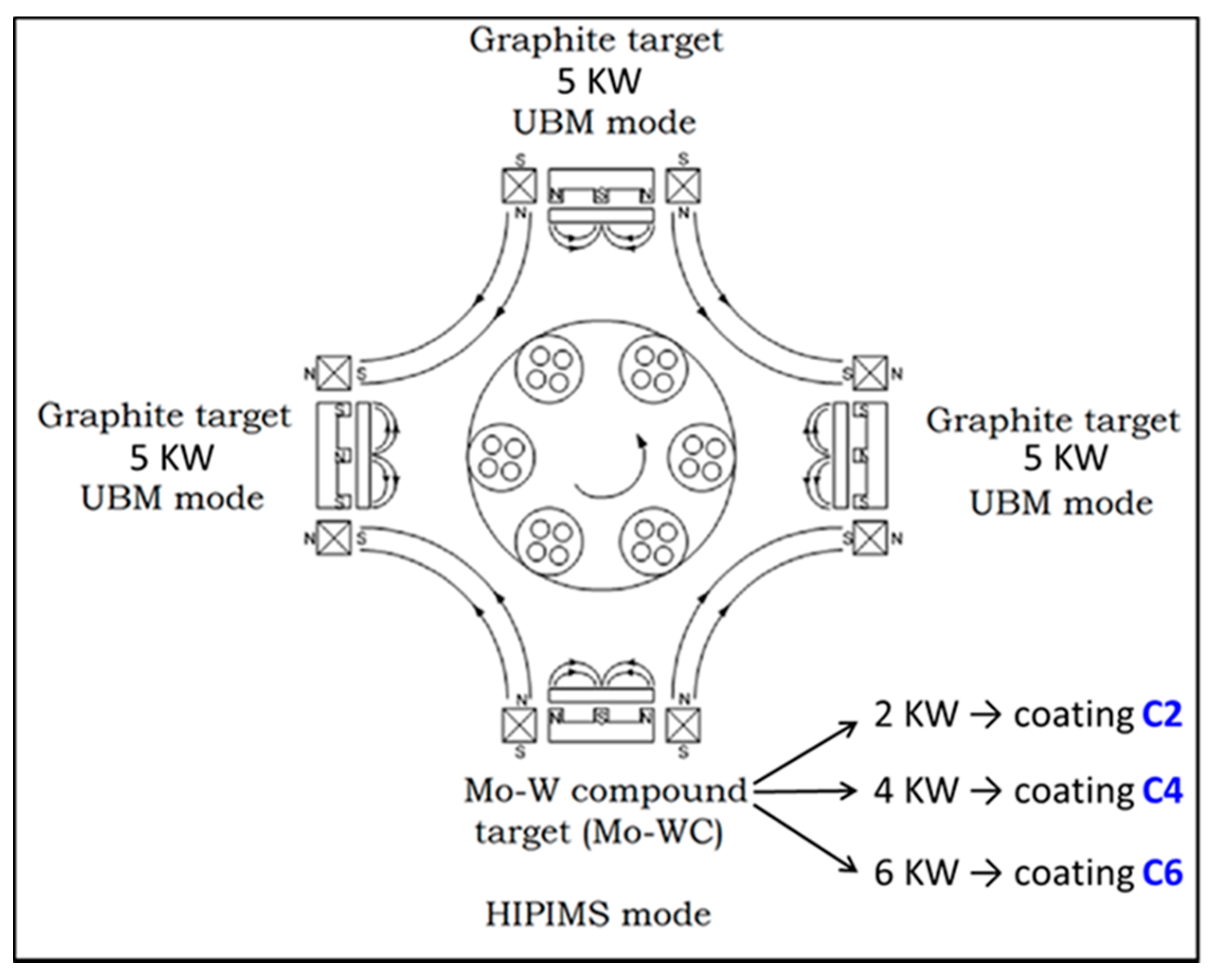
2.1. Mo-W-C Coating Deposition
2.2. Coating Characterization
3. Results
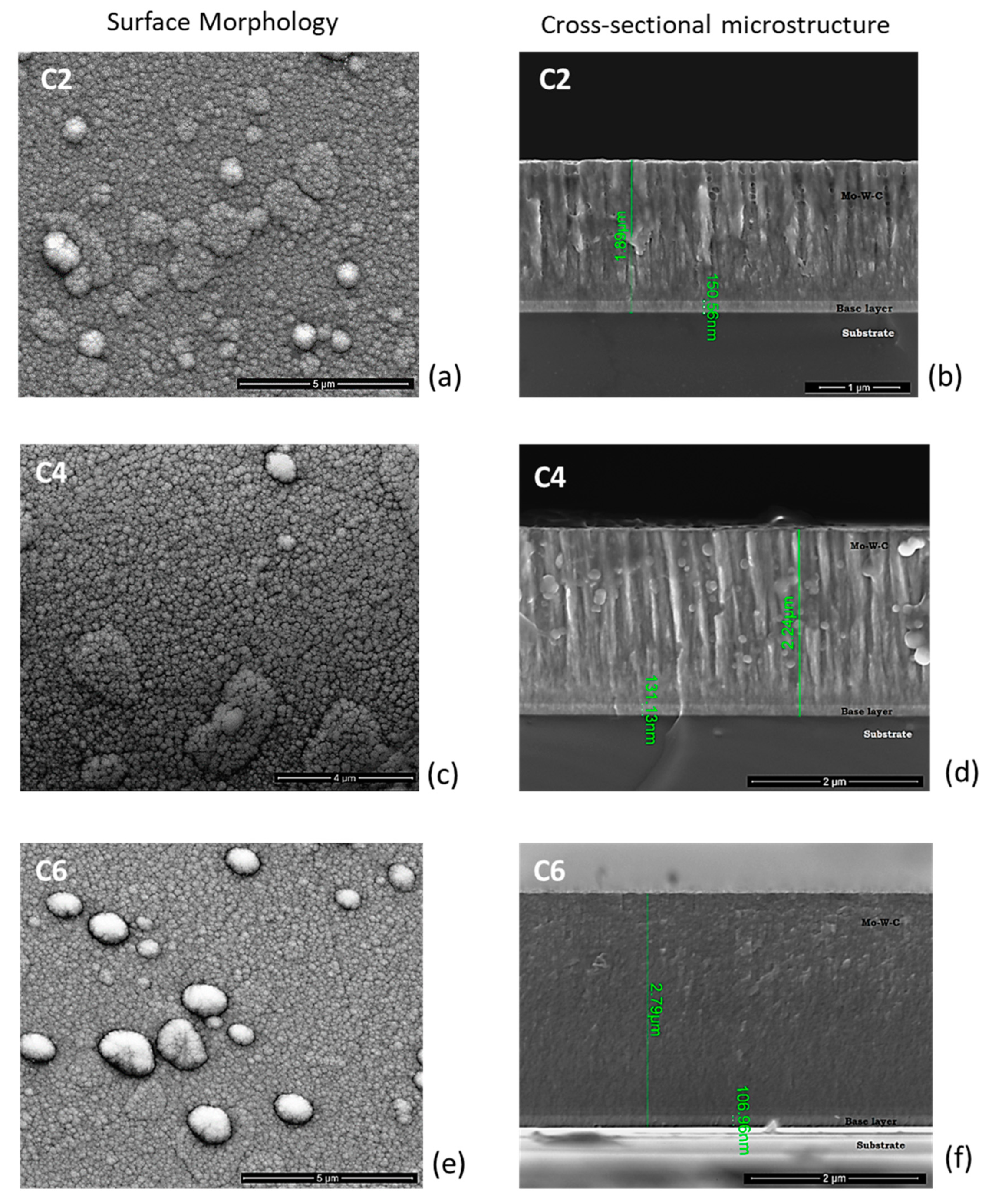
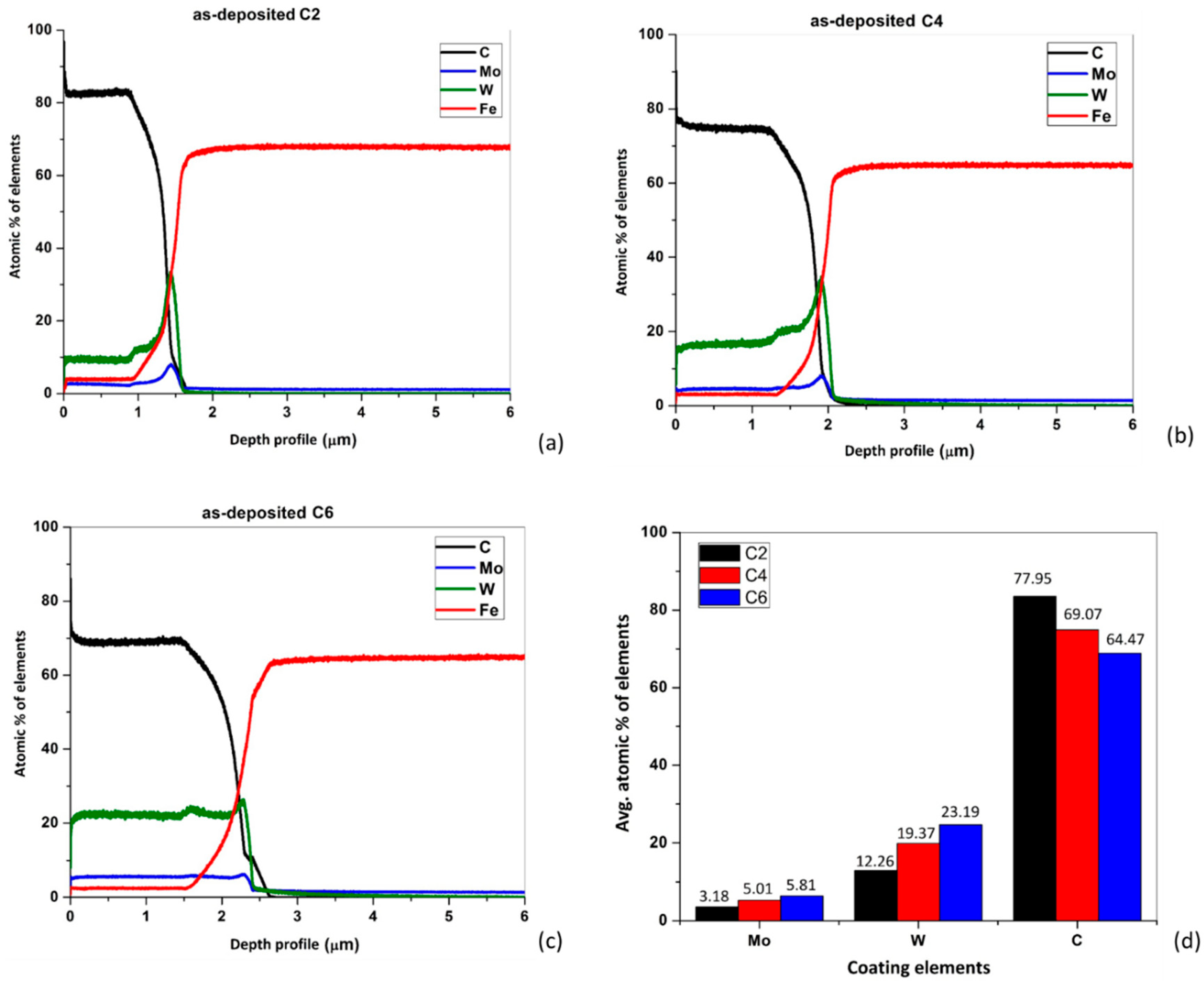
3.1. Coating Microstructure and Composition
3.2. Friction Behavior during Lubricated Sliding
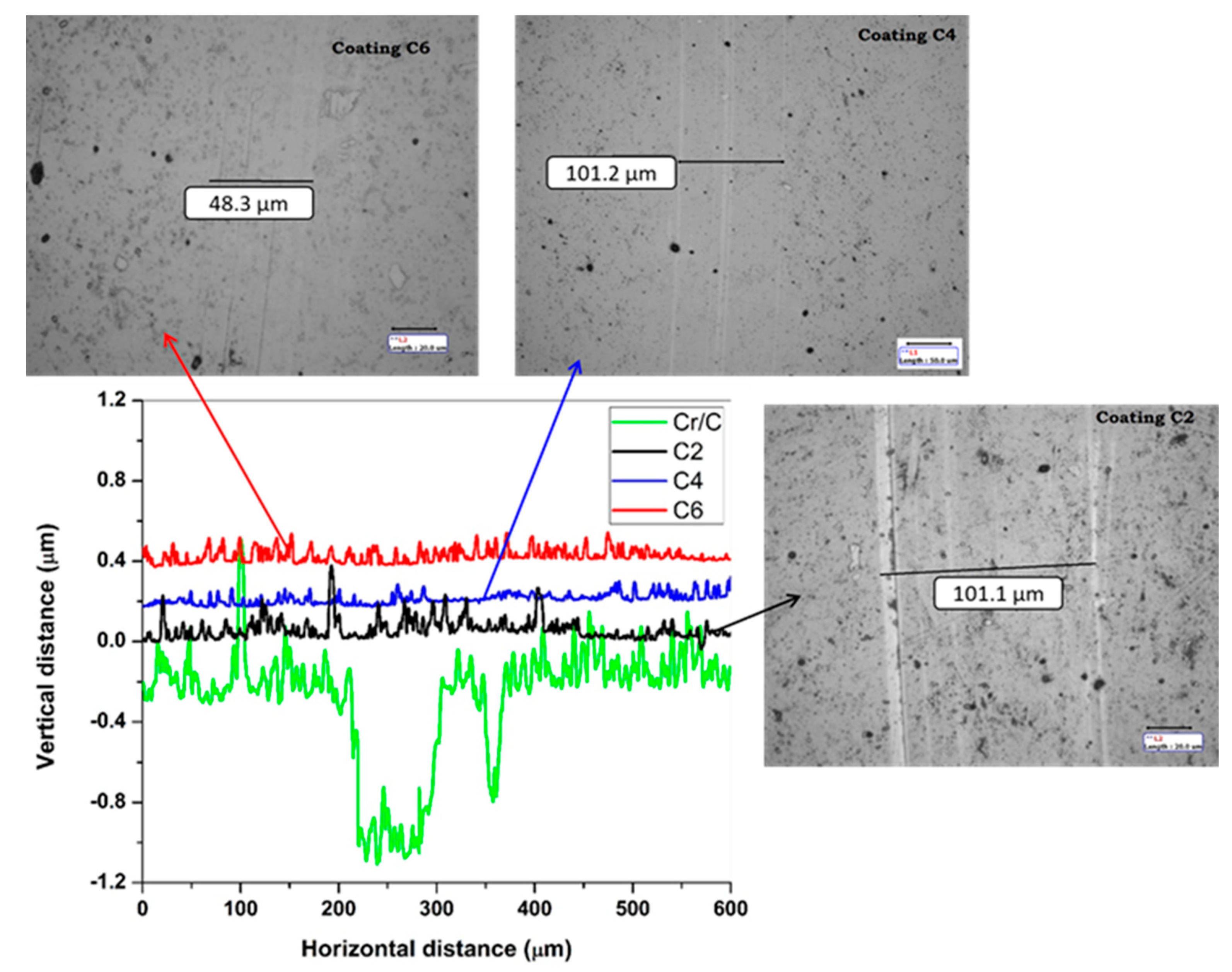
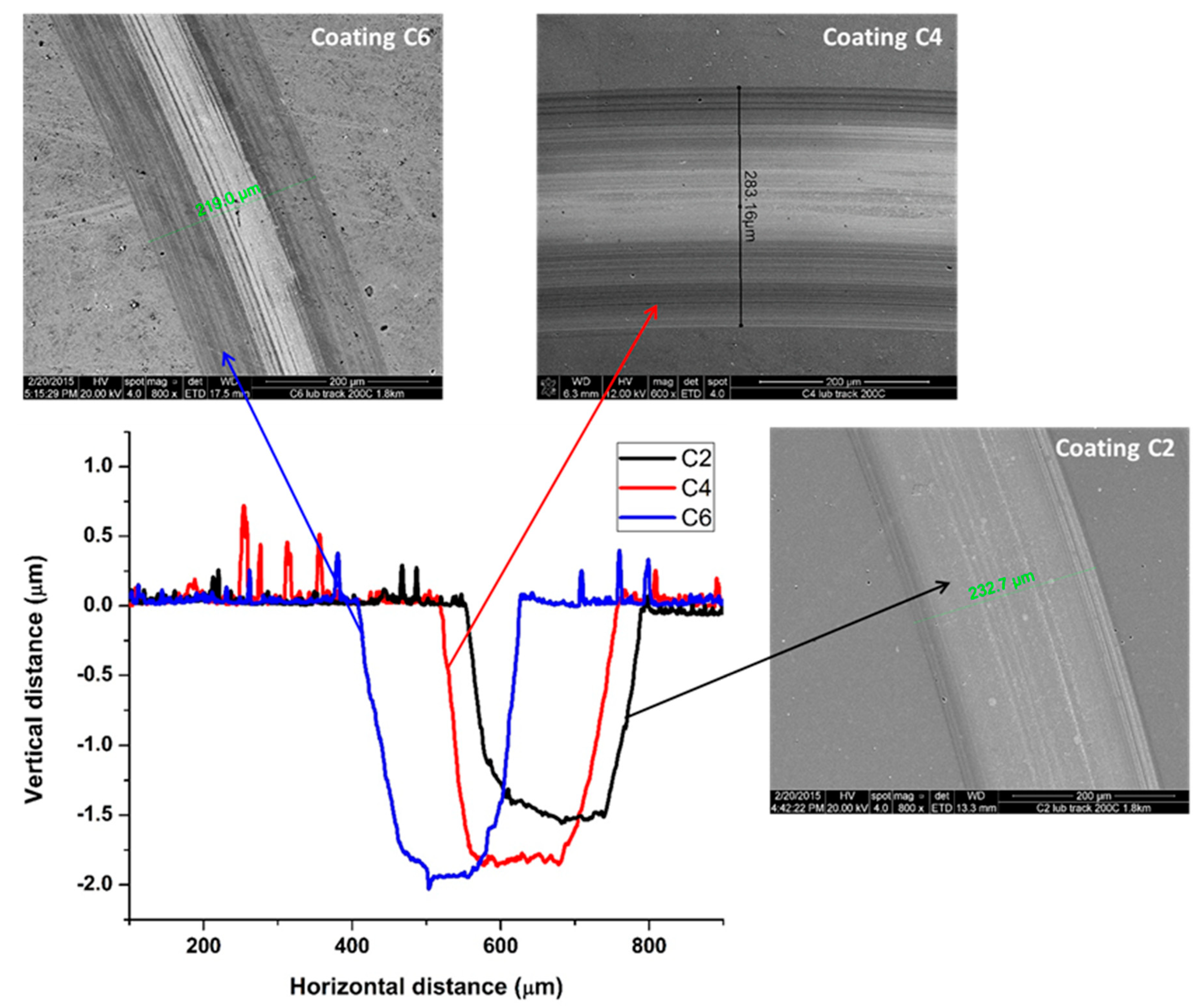
3.3. Wear Behavior during Lubricated Sliding
4. Discussion
- (i)
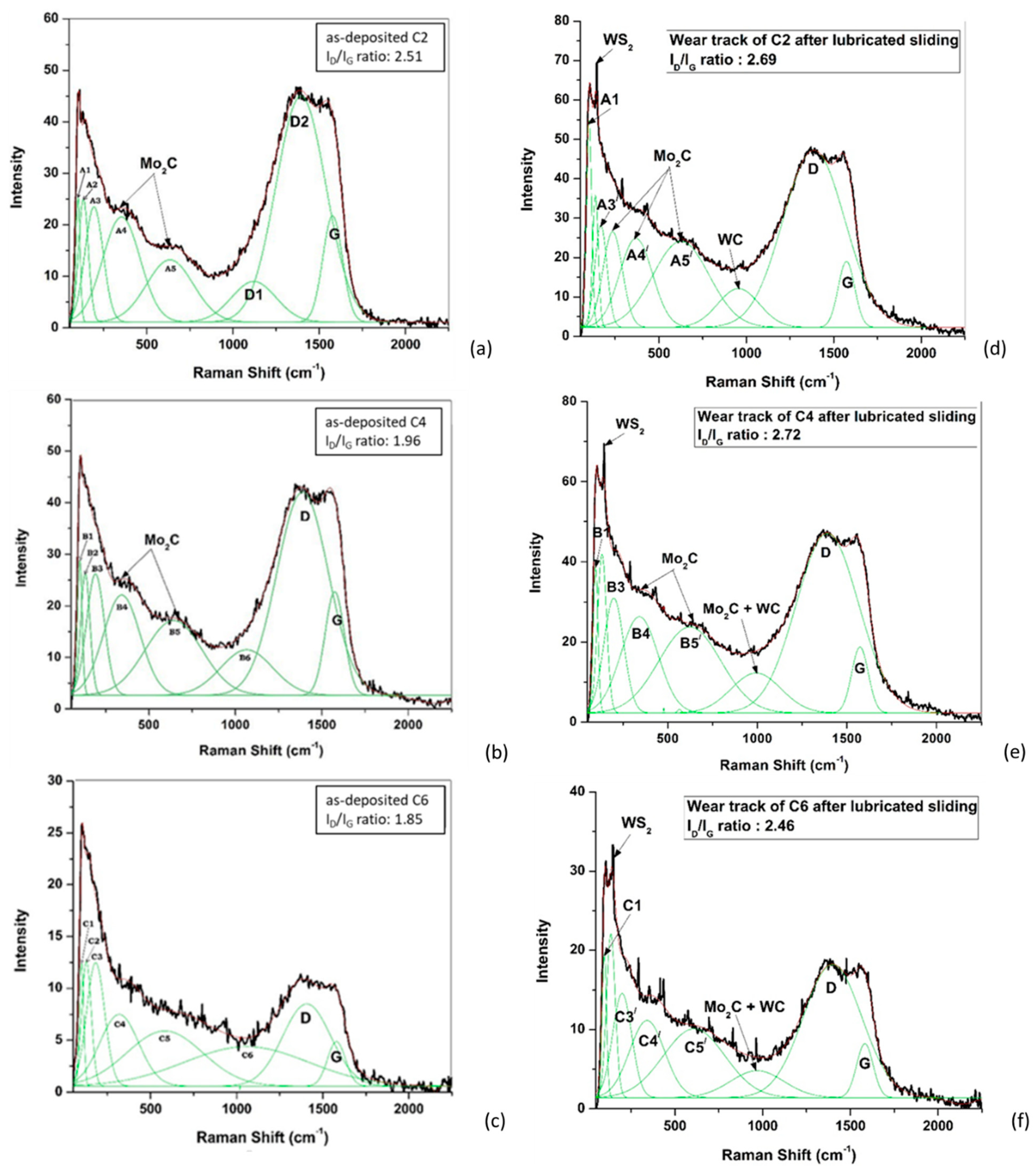
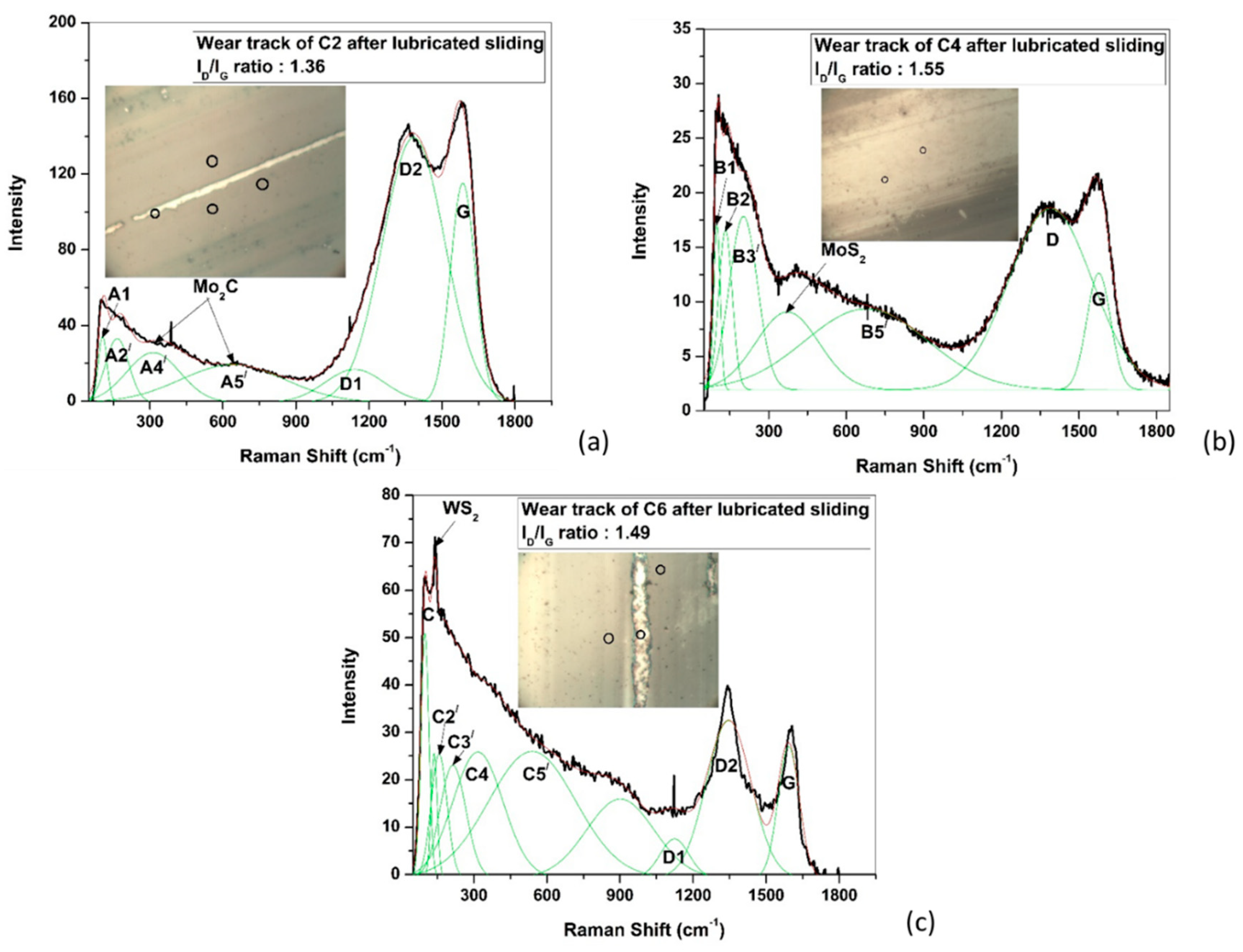
- The abrasion dominates the initial run-in period, where the disorder of carbon–carbon bonds in as-deposited coatings is increased due to sliding. At ambient temperature, this disorder leads to decreased graphitic cluster size, which in turn increases the breathing mode of six-fold rings, resulting in high ID/IG ratios. Although the carbon debris particles retain their graphitic nature (Figure 7d–f), maintaining Tuinstra and Koenig (TK) relationship [31], they eventually weaken the material, leading to a very low µ (Figure 6). These rings are further distorted during lubricated sliding at 200 °C, when they open up and form a chain, leading to conversion of graphitic debris particles towards amorphous phase, where TK relationship is no longer valid [31]. This conversion is evident from the significantly low ID/IG ratios (Figure 10 and Figure 11). These amorphous carbon debris particles cause significant wear of the counterparts as compared to the coatings, but eventually helps in achieving friction reduction during steady-state period (Figure 8).
- (ii)
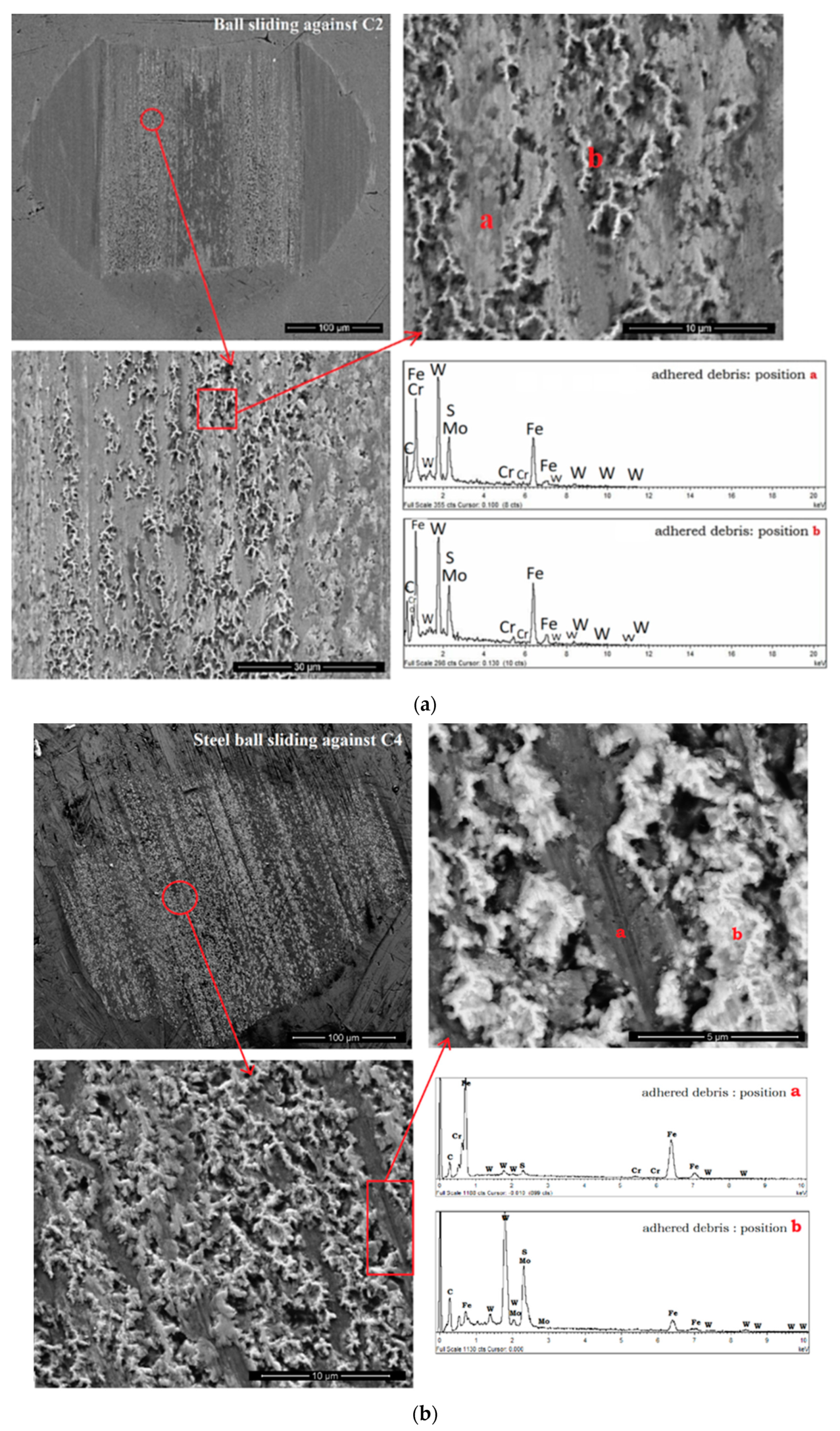
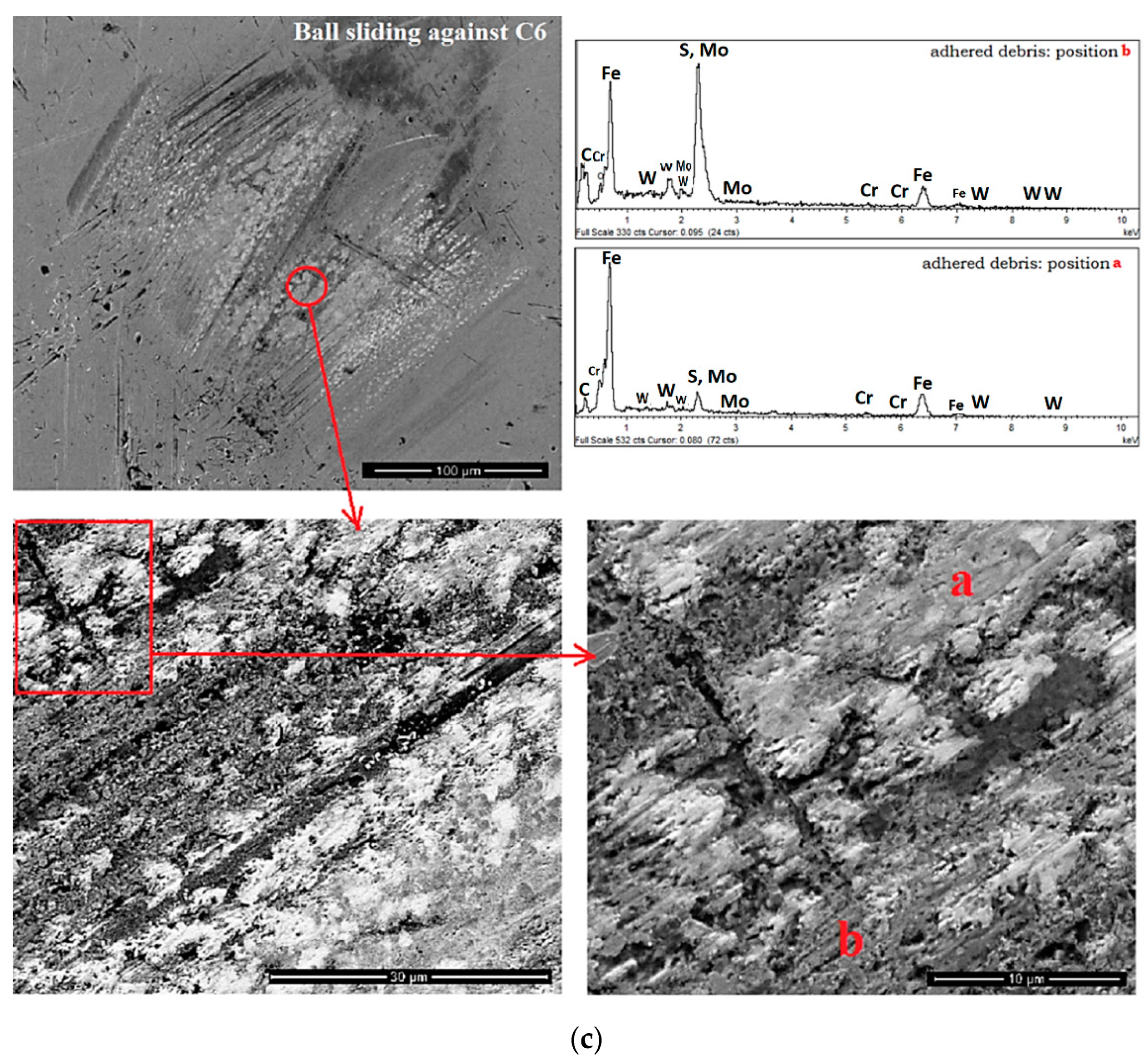
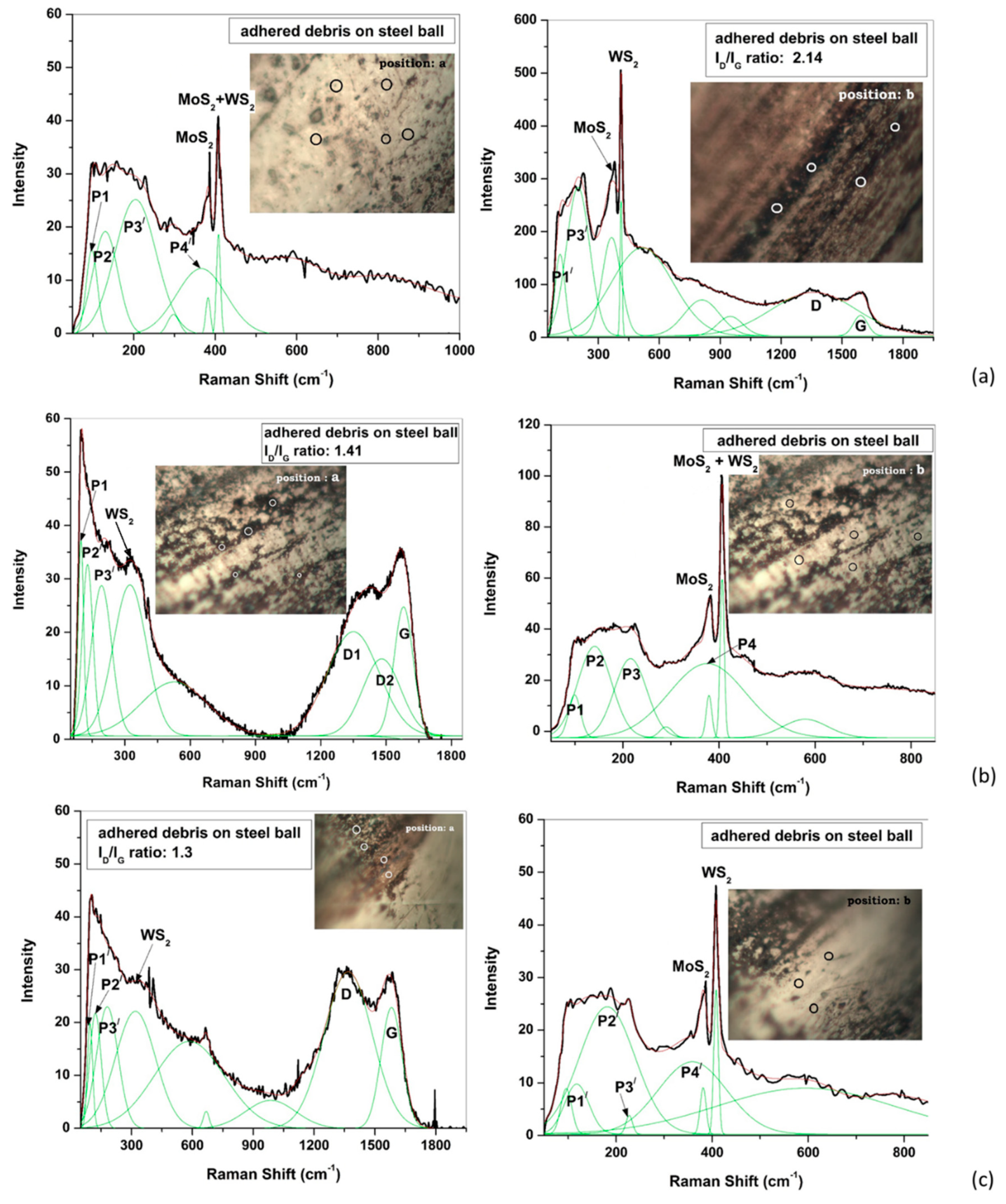
- The tribo-chemical reactions take place between both Mo and W dopants of the coatings and the sulfide-based EP additives of the engine oil at the asperity contacts and form an in situ lubricious tribolayer containing MoS2 and WS2. The high flash temperature generated at the asperity contacts promotes these chemical reactions during sliding at ambient temperature, and then it is further accelerated when the test temperature is increased to 200 °C. The formed tribolayer contains mainly WS2 at ambient temperature (evident from Raman spectra in Figure 7d–f), but both MoS2 and WS2 at 200 °C (evident from both the Raman and EDX analyses in Figure 9, Figure 10 and Figure 11). This protective tribolayer leads to negligible wear at ambient temperature (Figure 12) and slightly higher wear at 200 °C (Figure 13), but without any substrate exposure.
5. Conclusions
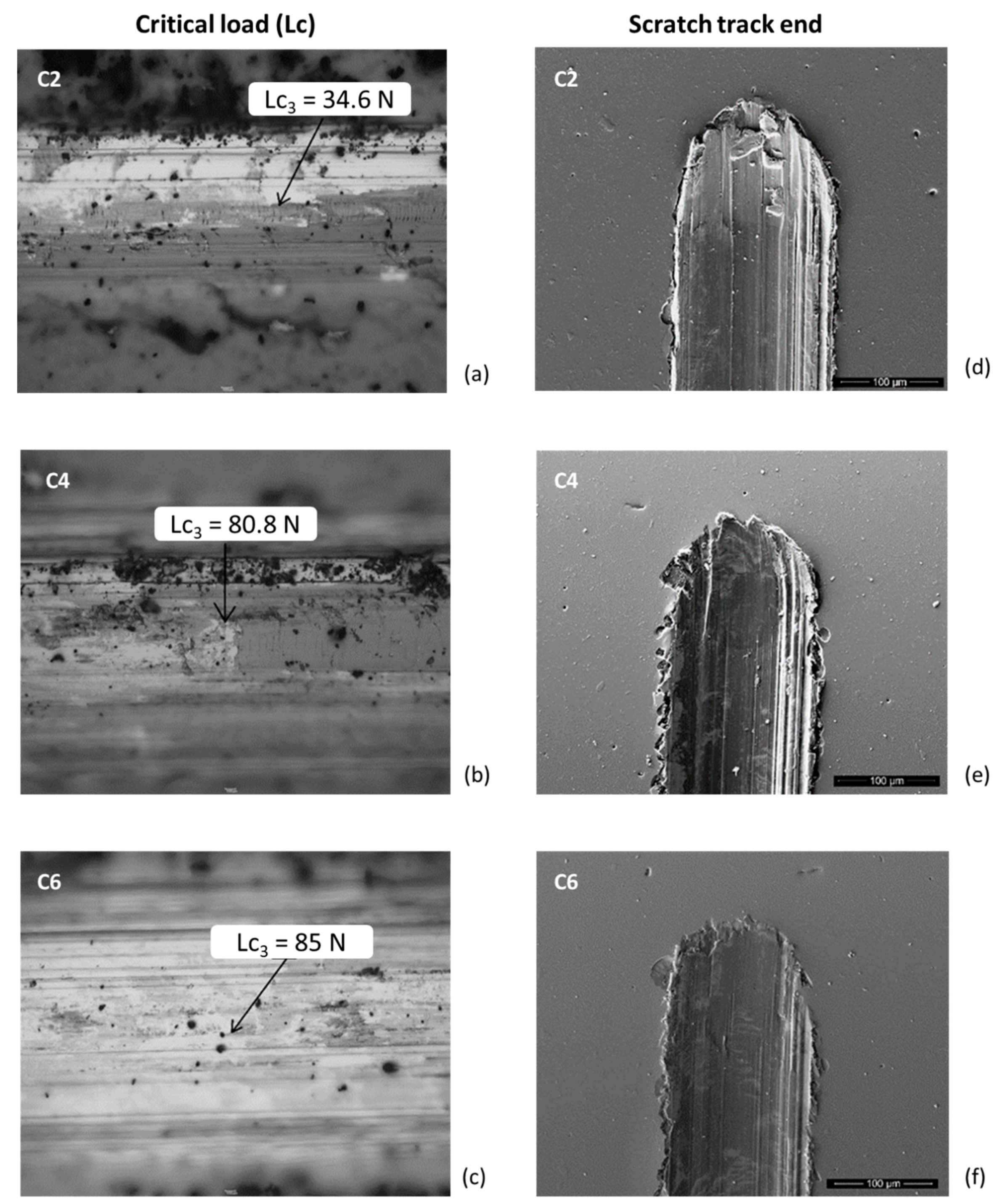
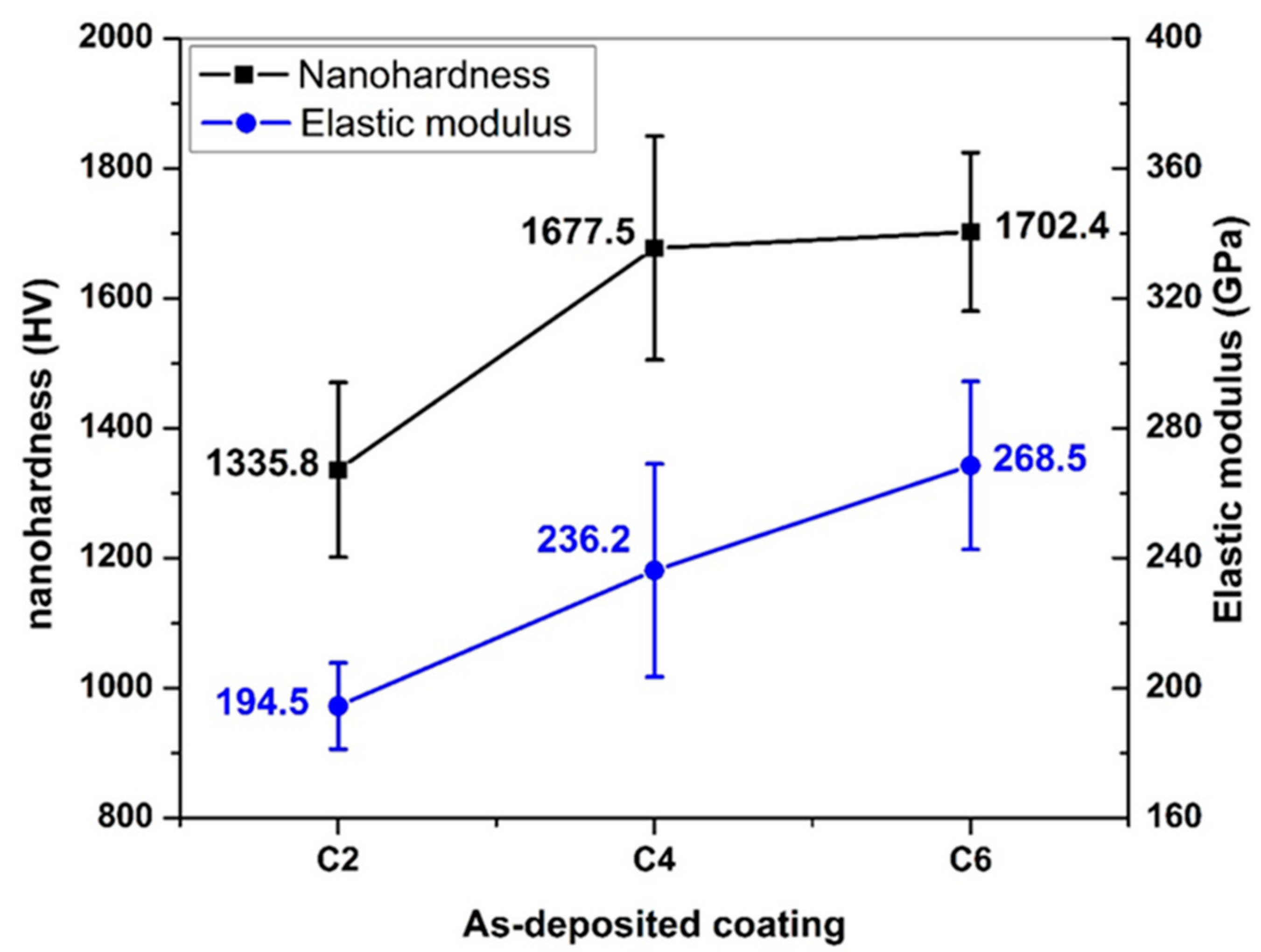
- A decrease in C/(Mo+W) ratio leads to an increase in coating thickness, adhesion strength, hardness and elastic modulus values but a decrease in the degree of graphitization of as-deposited coatings.
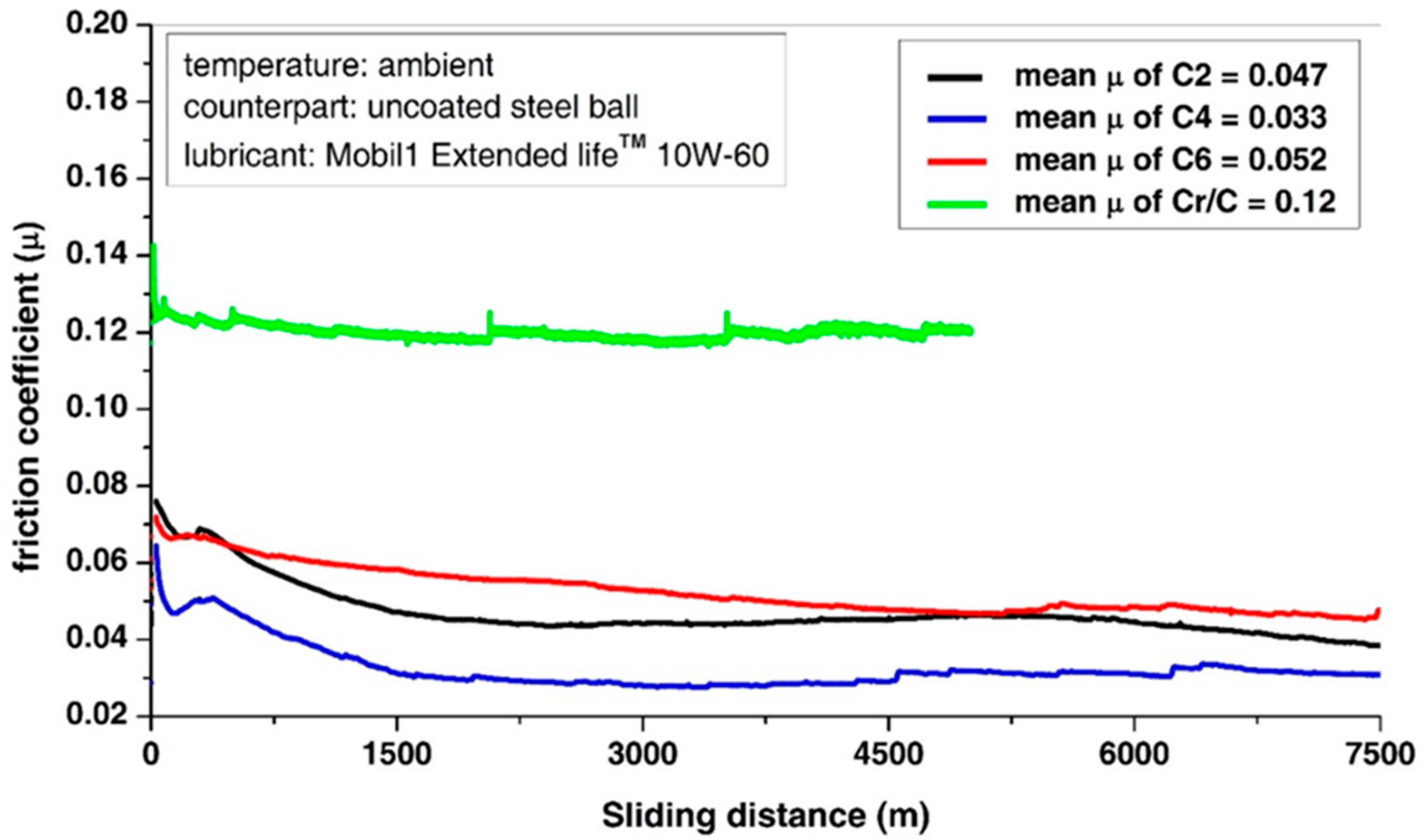
- Outstanding tribological properties (very low friction and negligible wear) are observed irrespective of the C/(Mo+W) ratio during lubricated sliding at ambient temperature.
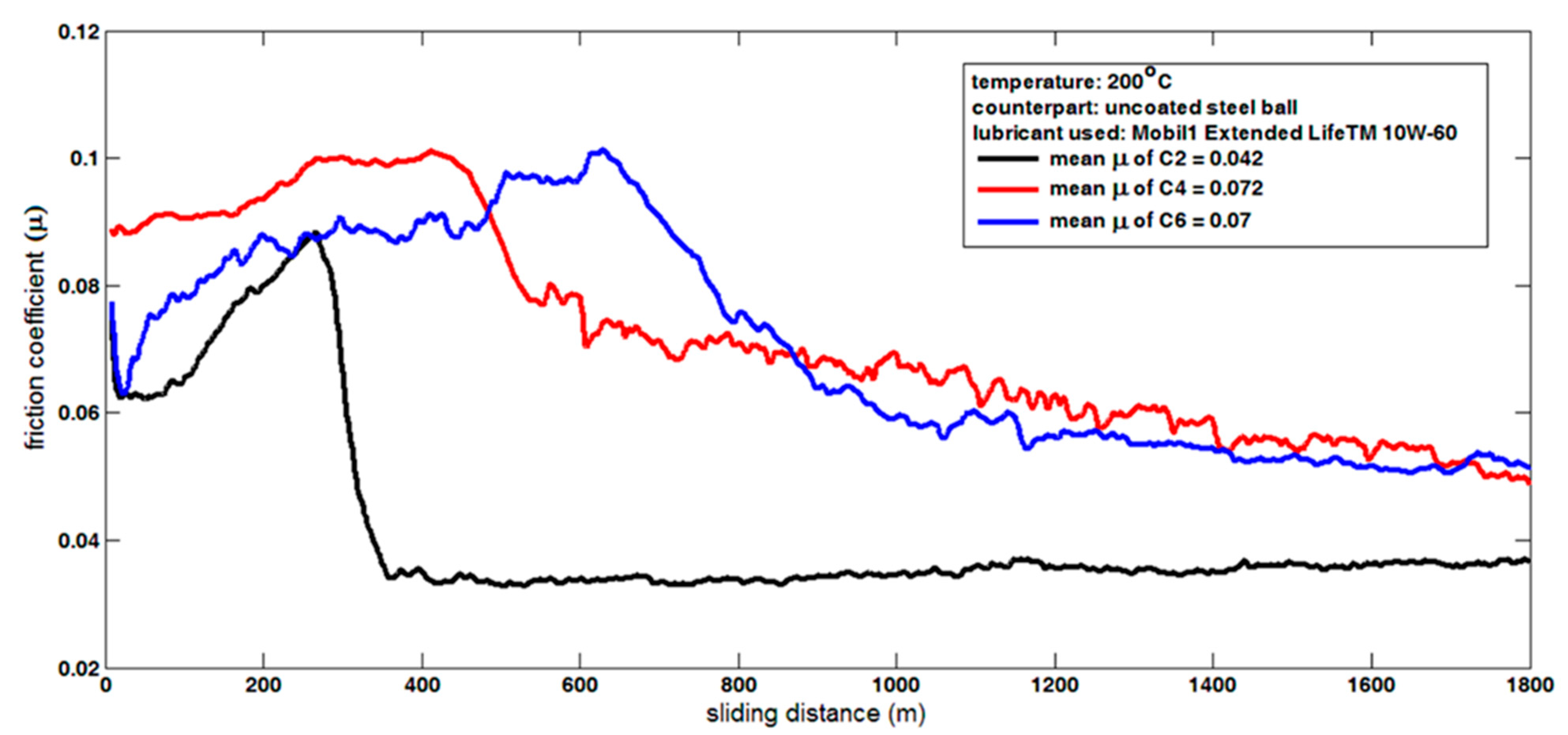
- Particularly low C/(Mo+W) ratios (2.8:1 and 2.2:1) are observed to be beneficial to achieve excellent tribological properties at 200 °C, and two keys to this are (i) in situ formation of solid lubricants MoS2 and WS2 and (ii) presence of amorphous carbon debris particles in the protective tribolayer. This tribolayer gradually lowers the friction coefficient with an increase in sliding distance by protecting both the coating and counterpart from severe wear. On the other hand, noticeable abrasive wear is observed for a high C/(Mo+W) ratio (5:1) at 200 °C.
- Abrasive wear mechanism is observed throughout the sliding distance, whereas tribo-chemical wear mechanism is particularly dominant during the steady-state period irrespective of the C/(Mo+W) ratios.
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Hainsworth, S.V.; Uhure, N.J. Diamond like carbon coatings for tribology: Production techniques, characterisation methods and applications. Int. Mater. Rev. 2007, 52, 153–174. [Google Scholar]
- Erdemir, A.; Donnet, C. Tribology of diamond-like carbon films: Recent progress and future prospects. J. Phys. D Appl. Phys. 2006, 38, R301–R316. [Google Scholar] [CrossRef]
- Yang, S.; Teer, D.G. Investigation of sputtered carbon and carbon/chromium multi-layered coatings. Surf. Coat. Technol. 2000, 131, 412–416. [Google Scholar] [CrossRef]
- Silva, C.W.M.; Branco, J.R.T.; Cavaleiro, A. How can H content influence the tribological behaviour of W-containing DLC coatings. Solid State Sci. 2009, 11, 1778–1782. [Google Scholar]
- Erdemir, A. Design criteria for superlubricity in carbon films and related microstructures. Tribol. Int. 2004, 37, 577–583. [Google Scholar]
- Wu, W.J.; Pai, T.M.; Hon, M.H. Wear behavior of silicon-containing diamond-like carbon coatings. Diam. Relat. Mater. 1998, 7, 1478–1484. [Google Scholar] [CrossRef]
- Zhao, F.; Li, H.; Ji, L.; Wang, Y.; Zhou, H.; Chen, J. Ti-DLC films with superior friction performance. Diam. Relat. Mater. 2010, 19, 342–349. [Google Scholar] [CrossRef]
- Ronkainen, H.; Varjus, S.; Holmberg, K. Friction and wear properties in dry, water- and oil-lubricated DLC against alumina and DLC against steel contacts. Wear 1998, 222, 120–128. [Google Scholar]
- Ma, G.; Gong, S.; Lin, G.; Zhang, L.; Sun, G. A study of structure and properties of Ti-doped DLC film by reactive magnetron sputtering with ion implantation. Appl. Surf. Sci. 2012, 258, 3045–3050. [Google Scholar] [CrossRef]
- Zhang, S.; Sun, D.; Fu, Y.; Du, H. Toughening of hard nanostructural thin films: A critical review. Surf. Coat. Technol. 2005, 198, 2–8. [Google Scholar]
- Chang, C.L.; Jao, J.Y.; Chang, T.C.; Ho, W.Y.; Wang, D.Y. Influences of bias voltage on properties of TiAl-doped DLC coatings synthesized by cathodic arc evaporation. Diam. Relat. Mater. 2005, 14, 2126–2131. [Google Scholar] [CrossRef]
- Baba, K.; Hatada, R. Preparation and properties of metal-containing diamond-like carbon films by magnetron plasma source ion implantation. Surf. Coat. Technol. 2005, 196, 207–210. [Google Scholar] [CrossRef]
- Ji, L.; Li, H.; Zhao, F.; Chen, J.; Zhou, H. Microstructure and mechanical properties of Mo/DLC nanocomposite films. Diam. Relat. Mater. 2008, 17, 1949–1954. [Google Scholar] [CrossRef]
- Miyake, S.; Saito, T.; Yasuda, Y.; Okamoto, Y.; Kano, M. Improvement of boundary lubrication properties of diamond-like carbon (DLC) films due to metal addition. Tribol. Int. 2004, 37, 751–761. [Google Scholar] [CrossRef]
- Podgornik, B.; Jacobson, S.; Hogmark, S. Influence of EP additive concentration on the tribological behaviour of DLC-coated steel surfaces. Surf. Coat. Technol. 2005, 191, 357–366. [Google Scholar] [CrossRef]
- Barros’Bouchet, M.I.D.; Martin, J.M.; Le-Mogne, T.; Vacher, B. Boundary lubrication mechanisms of carbon coatings by MoDTC and ZDDP additives. Tribol. Int. 2005, 38, 257–264. [Google Scholar] [CrossRef]
- Liu, K.; Kang, J.-j.; Zhang, G.-a.; Lu, Z.-b.; Yue, W. Effect of temperature and mating pair on tribological properties of DLC and GLC coatings under high pressure lubricated by MoDTC and ZDDP. Friction 2021, 9, 1390–1405. [Google Scholar] [CrossRef]
- Fu, R.K.Y.; Mei, Y.F.; Fu, M.Y.; Liu, X.Y.; Chu, P.K. Thermal stability of metal-doped diamond-like carbon fabricated by dual plasma deposition. Diam. Relat. Mater. 2005, 14, 1489–1493. [Google Scholar] [CrossRef]
- Yue, W.; Liu, C.; Fu, Z.; Wang, C.; Huang, H.; Liu, J. Effects of Tungsten Doping Contents on Tribological Behaviors of Tungsten-Doped Diamond-Like Carbon Coatings Lubricated by MoDTC. Tribol. Lett. 2015, 58, 1–10. [Google Scholar] [CrossRef]
- Yong, Q.; Ma, G.; Wang, H.; Chen, S.; Xu, B. Influence of tungsten content on microstructure and properties of tungsten-doped graphite-like carbon films. J. Mater. Res. 2016, 31, 3766–3776. [Google Scholar] [CrossRef]
- Mandal, P.; Ehiasarian, A.P.; Hovsepian, P.E. Tribological behaviour of Mo–W doped carbon-based coating at ambient condition. Tribol. Int. 2015, 90, 135–147. [Google Scholar] [CrossRef][Green Version]
- Mandal, P.; Ehiasarian, A.P.; Hovsepian, P.E. Isothermal and dynamic oxidation behaviour of Mo–W doped carbon-based coating. Appl. Surf. Sci. 2015, 353, 1291–1309. [Google Scholar] [CrossRef]
- Hovsepian, P.E.; Mandal, P.; Ehiasarian, A.P.; Sáfrán, G.; Tietema, R.; Doerwald, D. Friction and wear behaviour of Mo–W doped carbon-based coating during boundary lubricated sliding. Appl. Surf. Sci. 2016, 366, 260–274. [Google Scholar] [CrossRef]
- Sputter Yield Values; National Physical Laboratory: Teddington, UK, 2014; Available online: http://www.npl.co.uk/science-technology/surface-and-nanoanalysis/services/sputter-yield-values (accessed on 20 September 2021).
- Mobil 1 Extended Life 10W-60 Advanced Full Synthetic Engine Oil; ExxonMobil: Irving, TX, USA, 2021; Available online: https://www.mobil.co.uk/en-gb/product/mobil-1-extended-life-10w-60 (accessed on 20 September 2021).
- Mandal, P.; Ehiasarian, A.; Hovsepian, P. Lubricated sliding wearmechanism of chromium-doped graphite-like carbon coating. Tribol. Int. 2014, 77, 186–195. [Google Scholar] [CrossRef]
- Santiago, J.A.; Fernández-Martínez, I.; Wennberg, A.; Molina-Aldareguia, J.M.; Castillo-Rodríguez, M.; Rojas, T.C.; Sánchez-López, J.C.; González, M.U.; García-Martín, J.M.; Li, H.; et al. Adhesion enhancement of DLC hard coatings by HiPIMS metal ion etching pretreatment. Surf. Coat. Technol. 2018, 349, 787–796. [Google Scholar] [CrossRef]
- Sharp, J.; Müller, I.C.; Mandal, P.; Abbas, A.; Nord, M.; Doye, A.; Ehiasarian, A.; Hovsepian, P.; MacLaren, I.; Rainforth, W.M. Characterisation of a High-Power Impulse Magnetron Sputtered C/Mo/Wwear resistant coating by transmission electron microscopy. Surf. Coat. Technol. 2019, 377, 124853. [Google Scholar] [CrossRef]
- Sun, J.; Fu, Z.; Zhang, W.; Wang, C.; Yue, W.; Lin, S.; Dai, M. Friction and wear of Cr-doped DLC films under different lubrication conditions. Vacuum 2013, 94, 1–5. [Google Scholar] [CrossRef]
- Mandal, P. Tribological Study of Novel Metal-Doped Carbon-Based Coatings with Enhanced Thermal Stability. Ph.D. Thesis, Sheffield Hallam University, Sheffield, UK, May 2015. [Google Scholar]
- Ferrari, A.C.; Robertson, J. Interpretation of Raman spectra of disordered and amorphous carbon. Phys. Rev. B 2000, 61, 14095. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Process Steps | Process Parameters | ||
|---|---|---|---|
| Chamber Pressure (mbar) | Temperature (°C) | Other Operational Parameters | |
| Target cleaning | 2 × 10−3 | 150 | Graphite targets (UBMS mode, 1–3 KW) |
| Mo-WC target (HIPIMS mode, 900–1250 V) | |||
| HIPIMS Ion etching | 1 × 10−3 | 150 | HIPIMS ion etching at 1300 V with 40 min step time |
| Graphite targets (UBMS mode) OFF | |||
| Ar flow rate: 80 sccm | |||
| −1200 V substrate bias | |||
| Base-layer deposition | 3.5 × 10−3 | 250 | 30 min step time |
| Ar and N2 flow rate: 200 sccm (each) | |||
| −65 V substrate bias | |||
| Graphite targets (UBMS mode, 0.5 KW) | |||
| Mo-WC target (HIPIMS mode, 1000 V) | |||
| Mo-W-C coat-ing deposition | 3.2 × 10−3 | 250 | 4 h step time |
| Ar flow rate: 250 sccm | |||
| −65 V substrate bias | |||
| Graphite targets (UBMS mode, 5 KW) | |||
| Mo-WC target (HIPIMS mode, 2 KW for C2, 4 KW for C4 and 6 KW for C6) | |||
| Coating | Carbon Content (Atomic %) | Total Metallic Content (Atomic %) | C/(Mo+W) Ratio |
|---|---|---|---|
| C2 | 77.95 | 15.44 | 5:1 |
| C4 | 69.07 | 24.38 | 2.8:1 |
| C6 | 64.47 | 29 | 2.2:1 |
| Coating Properties | Mo-W-C Coatings | C2 | C4 | C6 |
|---|---|---|---|---|
| C/(Mo+W) Ratio | 5:1 | 2.8:1 | 2.2:1 | |
| Microstructural properties | Coating thickness (µm) | ~1.89 | ~2.24 | ~2.79 |
| Critical load Lc3 (N) | 34.6 | 80.8 | 85 | |
| Average nano-hardness (HV) | 1335.8 | 1677.5 | 1702.4 | |
| Average elastic modulus (GPa) | 194.5 | 236.2 | 268.5 | |
| ratio | 0.067 | 0.07 | 0.062 | |
| D peak position (cm−1) | 1119.6 (D1), 1393.05 (D2) | 1387.04 | 1406.7 | |
| G peak position (cm−1) | 1576.52 | 1574.32 | 1579.37 | |
| ratio | 2.51 | 1.96 | 1.85 | |
| Tribological properties at ambient temperature | Mean µ | ~0.047 | ~0.033 | ~0.052 |
| D peak position (cm−1) | 1385.84 | 1390.85 | 1398.12 | |
| G peak position (cm−1) | 1572.06 | 1572.61 | 1582.44 | |
| ratio | 2.69 | 2.72 | 2.46 | |
| Wear coefficient Kc (m3N−1m−1) of coating | negligible | negligible | negligible | |
| Wear coefficient Kc (m3N−1m−1) of counterpart | negligible | negligible | negligible | |
| Mean µ (run-in period) | ~0.074 | ~0.095 | ~0.087 | |
| Mean µ (steady-state period) | ~0.036 | ~0.065 | ~0.061 | |
| Mean µ (overall) | ~0.042 | ~0.072 | ~0.07 | |
| Tribological properties at 200 °C | MoS2 peak position (cm−1) of tribolayer on counterpart | 382.5 (position ‘a’), 402 (position ‘b’) | 379, 408 (position ‘b’) | 381 (position ‘b’) |
| WS2 peak position (cm−1) of tribolayer on counterpart | 412 (position ‘b’) | 323 (position ‘a’), 406.5 (position ‘b’) | 319 (position ‘a’), 408 (position ‘b’) | |
| D peak position (cm−1) of tribolayer on counterpart | 1361.33 | 1349.53 (D1), 1479.81 (D2) | 1368.27 | |
| G peak position (cm−1) of tribolayer on counterpart | 1591.06 | 1580.27 | 1582.03 | |
| ratio of tribolayer on counterpart | 2.14 | 1.41 | 1.3 | |
| MoS2 peak position (cm−1) of tribolayer within wear track | - | 372 | - | |
| WS2 peak position (cm−1) of tribolayer within wear track | - | - | 136.5 | |
| D peak position (cm−1) of coating within wear track | 1141.05 (D1), 1383.31 (D2) | 1389.33 | 1372.35 | |
| G peak position (cm−1) of coating within wear track | 1585.52 | 1575.87 | 1588.56 | |
| ratio of coating within wear track | 1.36 | 1.55 | 1.49 | |
| Wear coefficient Kc (m3N−1m−1) of coating | ~0.92 × 10−15 | ~1.11 × 10−15 | ~1.02 × 10−15 | |
| Wear coefficient Kc (m3N−1m−1) of counterpart | ~10.8 × 10−13 | ~3.44 × 10−13 | ~6.17 × 10−13 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mandal, P. Influence of Carbon: Metal Ratio on Tribological Behavior of Mo-W-C Coating. Appl. Sci. 2021, 11, 10189. https://doi.org/10.3390/app112110189
Mandal P. Influence of Carbon: Metal Ratio on Tribological Behavior of Mo-W-C Coating. Applied Sciences. 2021; 11(21):10189. https://doi.org/10.3390/app112110189
Chicago/Turabian StyleMandal, Paranjayee. 2021. "Influence of Carbon: Metal Ratio on Tribological Behavior of Mo-W-C Coating" Applied Sciences 11, no. 21: 10189. https://doi.org/10.3390/app112110189
APA StyleMandal, P. (2021). Influence of Carbon: Metal Ratio on Tribological Behavior of Mo-W-C Coating. Applied Sciences, 11(21), 10189. https://doi.org/10.3390/app112110189