
Fabricating Sustainable All-Cellulose Composites



Abstract
:1. Introduction
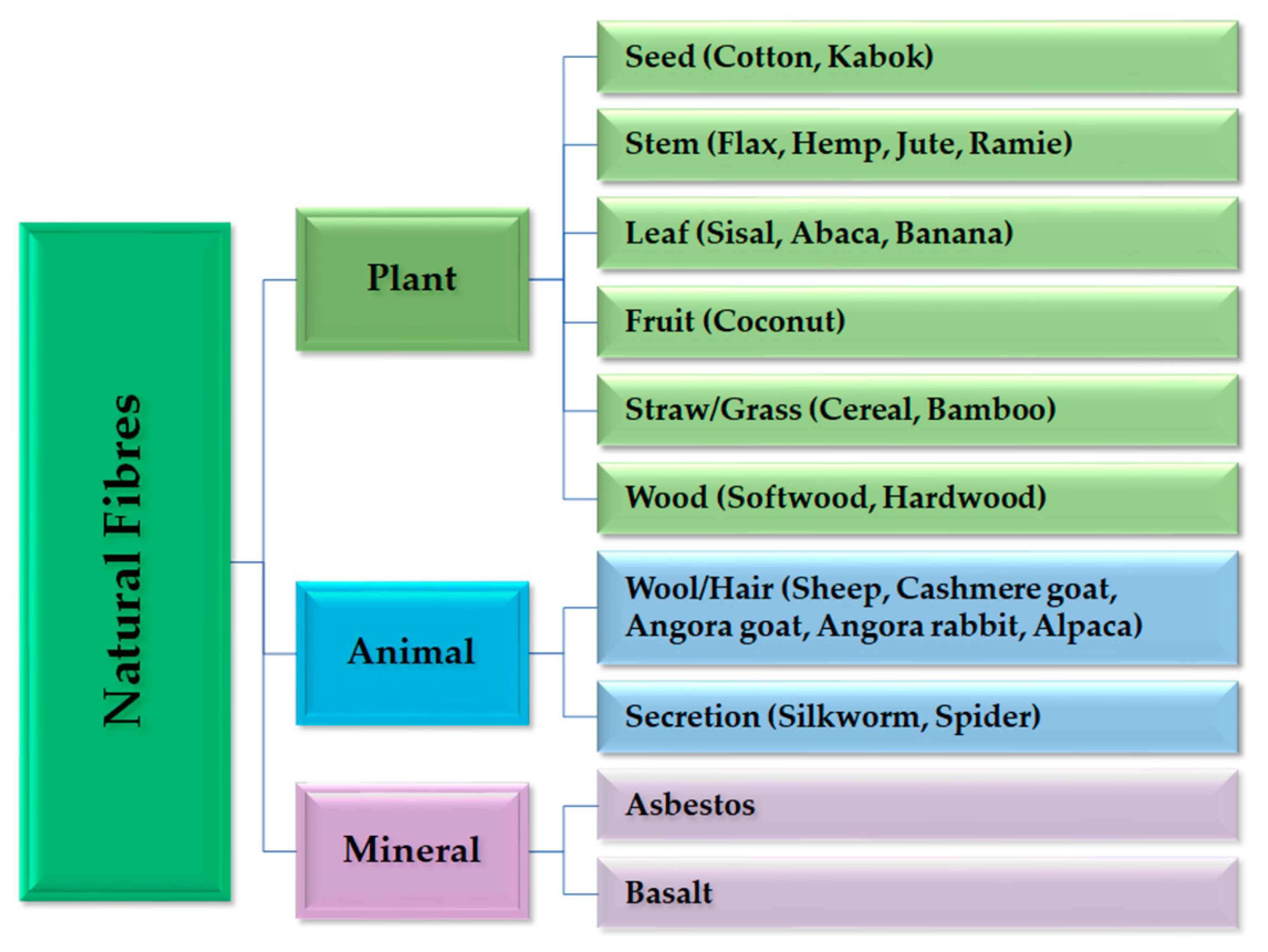
2. Cellulose
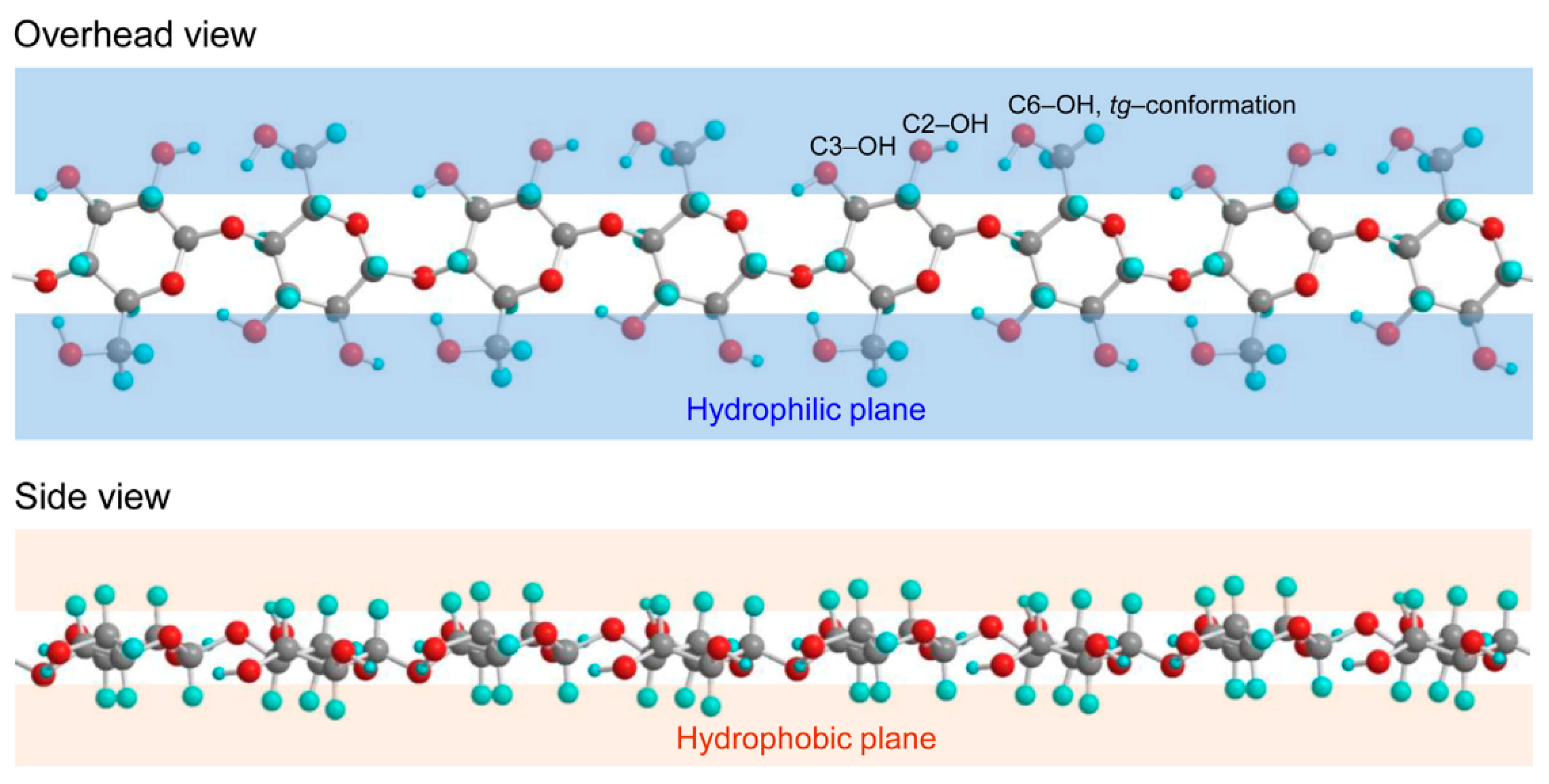
2.1. Characteristics of Cellulose
2.2. Nanocellulose
3. Dissolution of Cellulose
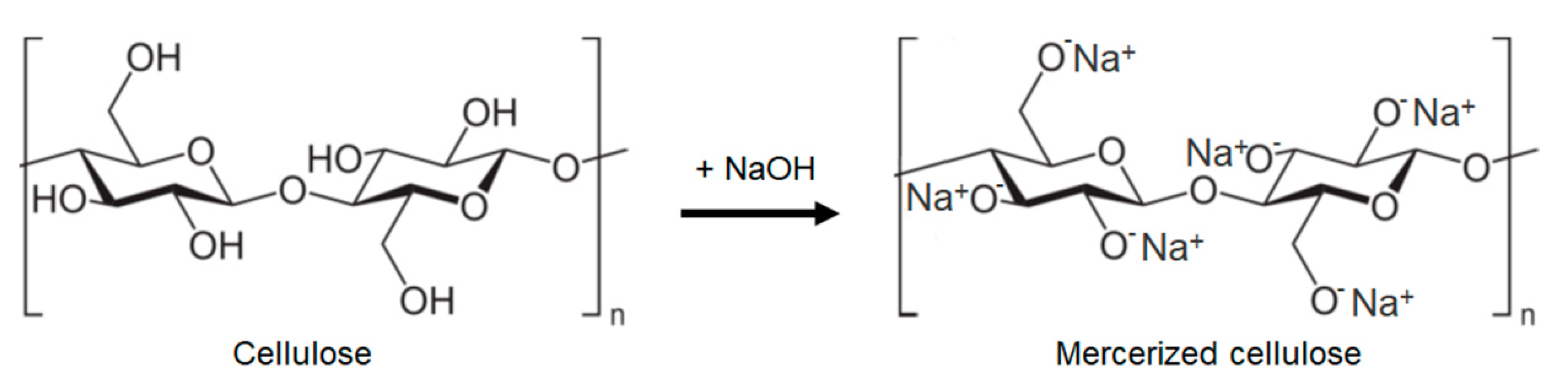
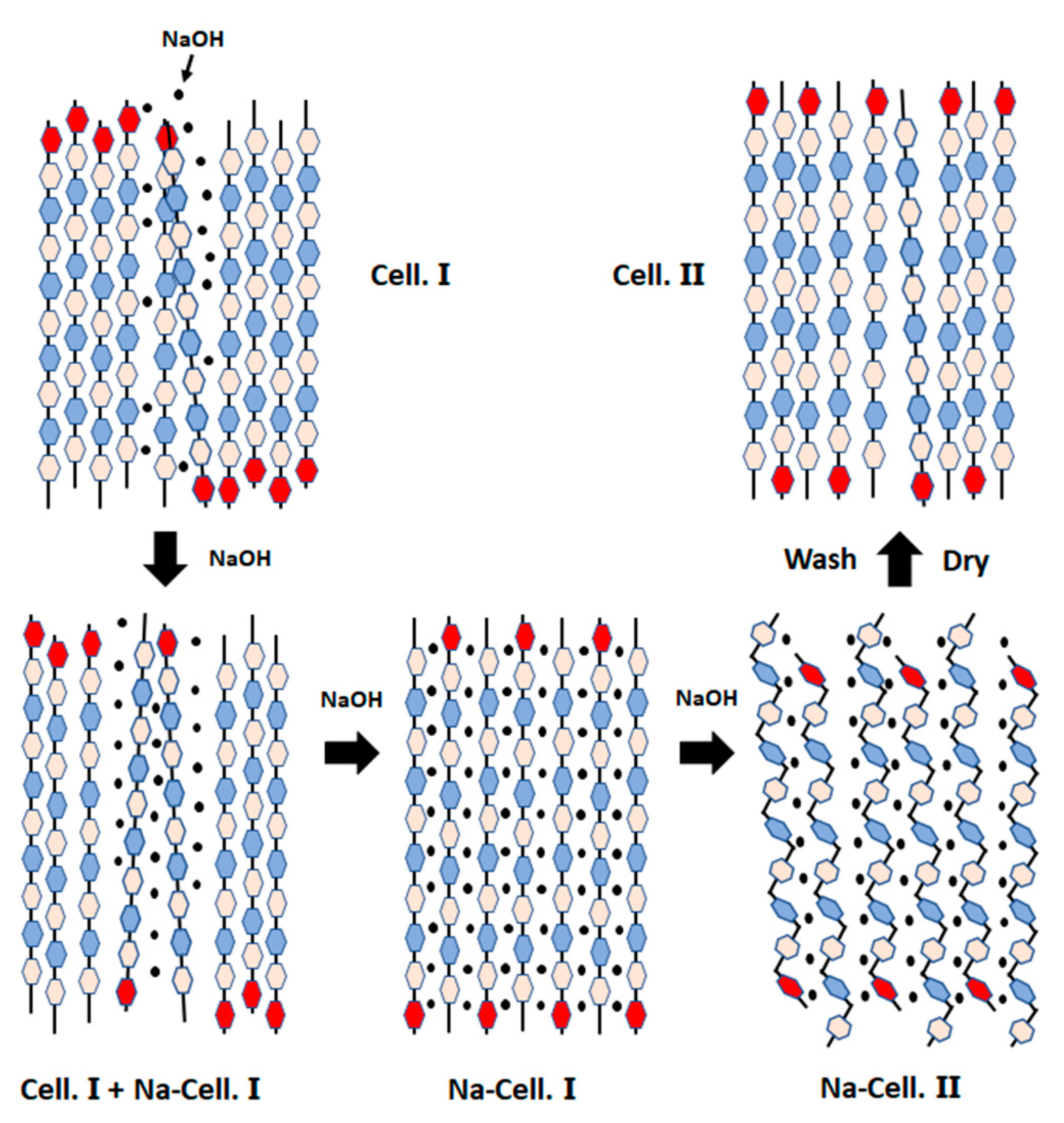
3.1. Cellulose Mercerization
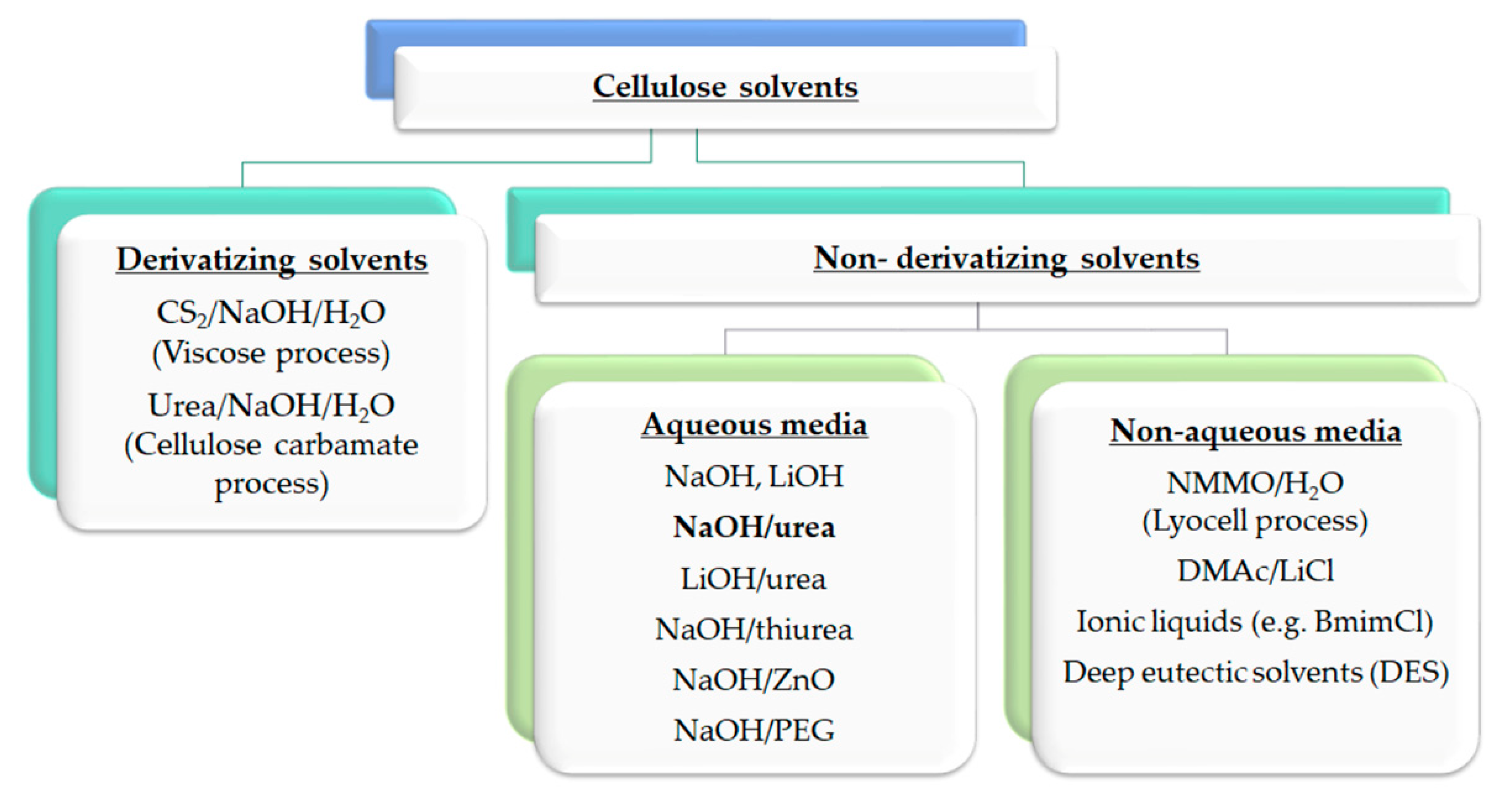
3.2. Solvents for Cellulose
3.3. Derivatising Solvents
3.4. Non-Derivatising Solvents
3.4.1. Non-Aqueous Solvents
3.4.2. Aqueous Solvents
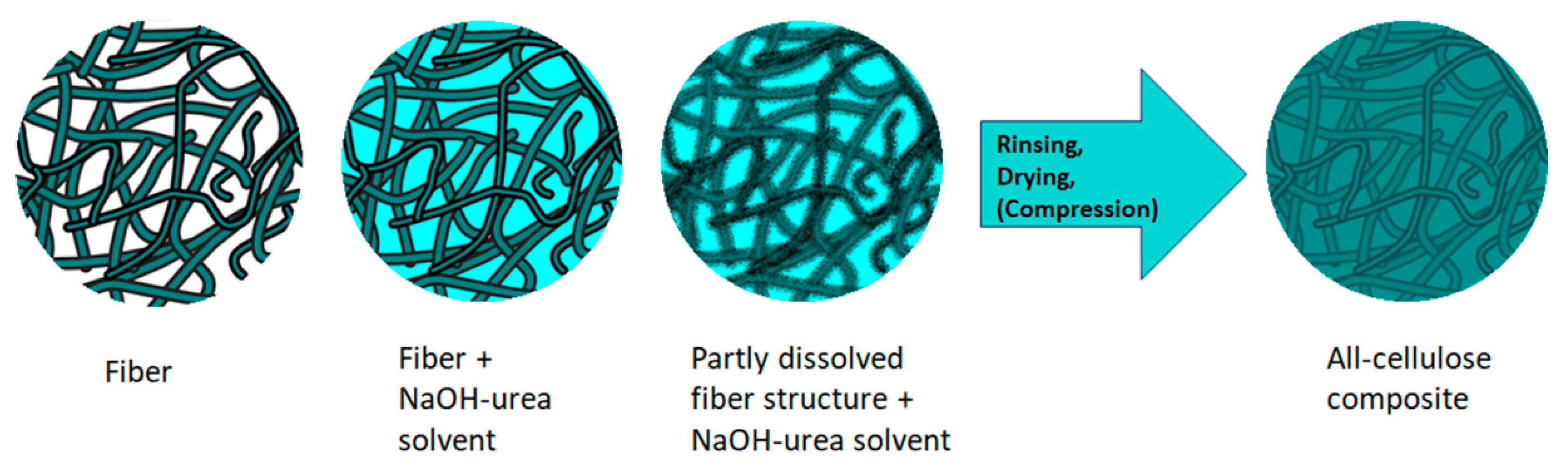
4. All-Cellulose Composites
4.1. Raw Materials for the ACC
4.2. Biocomposites
4.3. Matrix-Reinforcement Compatibility
5. Production of ACC
5.1. Processing Routes
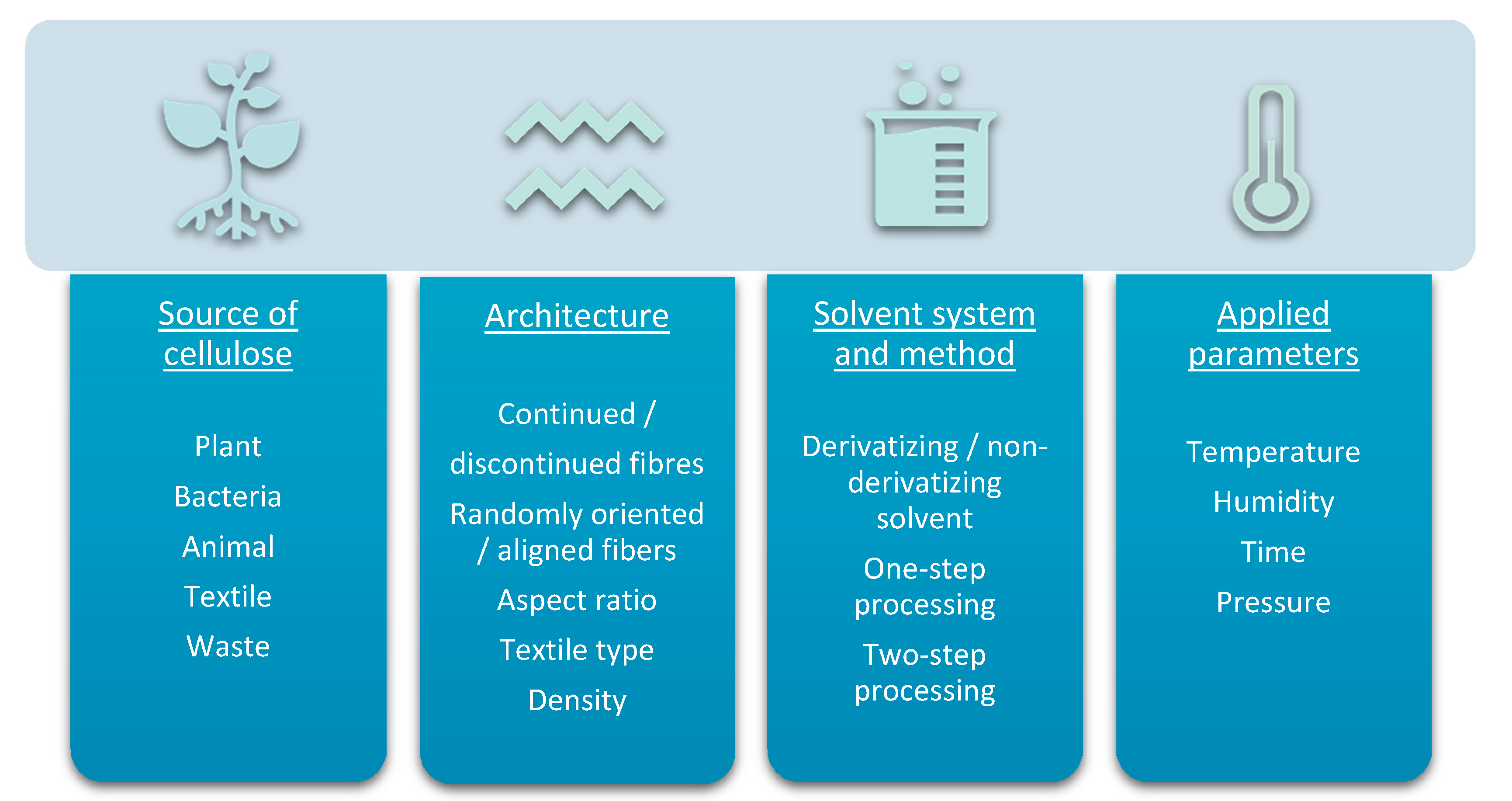
5.2. Factors Influencing Composite Properties
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ekins, P.; Gupta, J.; Boileau, P. Global Environment Outlook: GEO-6: Healthy Planet, Healthy People; Cambridge University Press: Cambridge, UK, 2019. [Google Scholar]
- Ramamoorthy, S.K.; Skrifvars, M.; Persson, A. A Review of Natural Fibers Used in Biocomposites: Plant, Animal and Regenerated Cellulose Fibers. Polym. Rev. 2015, 55, 107–162. [Google Scholar] [CrossRef]
- Thomason, J.L. Glass fibre sizing: A review. Compos. Part A Appl. Sci. Manuf. 2019, 127, 105619. [Google Scholar] [CrossRef]
- Chawla, K.K. Composite Materials: Science and Engineering; Springer: New York, NY, USA, 2013. [Google Scholar]
- Soroudi, A.; Jakubowicz, I. Recycling of bioplastics, their blends and biocomposites: A review. Eur. Polym. J. 2013, 49, 2839–2858. [Google Scholar] [CrossRef]
- Nishino, T.; Arimoto, N. All-Cellulose Composite Prepared by Selective Dissolving of Fiber Surface. Biomacromolecules 2007, 8, 2712–2716. [Google Scholar] [CrossRef] [PubMed]
- Wang, J.; Du, Z.; Lian, T. Extrusion-calendering process of single-polymer composites based on polyethylene. Polym. Eng. Sci. 2018, 58, 2156–2165. [Google Scholar] [CrossRef]
- Nishino, T.; Matsuda, I.; Hirao, K. All-Cellulose Composite. Macromolecules 2004, 37, 7683–7687. [Google Scholar] [CrossRef]
- Gindl, W.; Keckes, J. All-cellulose nanocomposite. Polymer 2005, 46, 10221–10225. [Google Scholar] [CrossRef]
- Duchemin, B.J.; Newman, R.H.; Staiger, M.P. Structure–property relationship of all-cellulose composites. Compos. Sci. Technol. 2009, 69, 1225–1230. [Google Scholar] [CrossRef]
- Ouajai, S.; Shanks, R.A. Preparation, structure and mechanical properties of all-hemp cellulose biocomposites. Compos. Sci. Technol. 2009, 69, 2119–2126. [Google Scholar] [CrossRef]
- Abbott, A.; Bismarck, A. Self-reinforced cellulose nanocomposites. Cellulose 2010, 17, 779–791. [Google Scholar] [CrossRef]
- Yang, Q.; Lue, A.; Zhang, L. Reinforcement of ramie fibers on regenerated cellulose films. Compos. Sci. Technol. 2010, 70, 2319–2324. [Google Scholar] [CrossRef]
- Huber, T.; Bickerton, S.; Müssig, J.; Pang, S.; Staiger, M.P. Solvent infusion processing of all-cellulose composite materials. Carbohydr. Polym. 2012, 90, 730–733. [Google Scholar] [CrossRef] [PubMed]
- Labidi, K.; Korhonen, O.; Zrida, M.; Hamzaoui, A.H.; Budtova, T. All-cellulose composites from alfa and wood fibers. Ind. Crop. Prod. 2019, 127, 135–141. [Google Scholar] [CrossRef]
- Wei, Q.; Lin, H.; Yang, B.; Li, L.; Zhang, L.; Huang, H.; Zhong, G.; Xu, L.; Li, Z. Structure and Properties of All-Cellulose Composites Prepared by Controlling the Dissolution Temperature of a NaOH/Urea Solvent. Ind. Eng. Chem. Res. 2020, 59, 10428–10435. [Google Scholar] [CrossRef]
- Dormanns, J.W.; Schuermann, J.; Müssig, J.; Duchemin, B.J.C.; Staiger, M.P. Solvent infusion processing of all-cellulose composite laminates using an aqueous NaOH/urea solvent system. Compos. Part A Appl. Sci. Manuf. 2016, 82, 130–140. [Google Scholar] [CrossRef]
- Yousefi, H.; Nishino, T.; Faezipour, M.; Ebrahimi, G.; Shakeri, A. Direct Fabrication of all-Cellulose Nanocomposite from Cellulose Microfibers Using Ionic Liquid-Based Nanowelding. Biomacromolecules 2011, 12, 4080–4085. [Google Scholar] [CrossRef]
- Abbott, A.P.; Capper, G.; Davies, D.L.; Rasheed, R.K.; Tambyrajah, V. Novel solvent properties of choline chloride/urea mixtures. Chem. Commun. 2003, 1, 70–71. [Google Scholar] [CrossRef] [Green Version]
- Yousefi, H.; Nishino, T.; Shakeri, A.; Faezipour, M.; Ebrahimi, G.; Kotera, M. Water-repellent all -cellulose nanocomposite using silane coupling treatment. J. Adhes. Sci. Technol. 2013, 27, 1324–1334. [Google Scholar] [CrossRef]
- Bian, H.; Tu, P.; Chen, J.Y. Fabrication of all-cellulose nanocomposites from corn stalk. J. Sci. Food Agric. 2020, 100, 4390–4399. [Google Scholar] [CrossRef]
- Pandey, J.K.; Nakagaito, A.N.; Takagi, H. Fabrication and applications of cellulose nanoparticle-based polymer composites. Polym. Eng. Sci. 2013, 53, 1–8. [Google Scholar] [CrossRef]
- European Union A European Green Deal. 2021. Available online: https://ec.europa.eu/info/strategy/priorities-2019-2024/european-green-deal_en (accessed on 20 May 2021).
- European Union Transport Emissions. European Commission Report. 2021. Available online: https://ec.europa.eu/clima/policies/transport (accessed on 20 May 2021).
- European Union End-of-Life Vehicles. European Commission Report. 2021. Available online: https://ec.europa.eu/environment/topics/waste-and-recycling/end-life-vehicles_en (accessed on 20 May 2021).
- Akampumuza, O.; Wambua, P.M.; Ahmed, A.; Li, W.; Qin, X. Review of the applications of biocomposites in the automotive industry. Polym. Compos. 2017, 38, 2553–2569. [Google Scholar] [CrossRef]
- Campilho, R.D.S.G. Recent innovations in biocomposite products. In Biocomposites for High-Performance Applications; Ray, D., Ed.; Woodhead Publishing: Sawston, UK, 2017; pp. 275–306. [Google Scholar] [CrossRef]
- Njuguna, J. Lightweight Composite Structures in Transport: Design, Manufacturing, Analysis and Performance; Woodhead Publishing: Sawston, UK, 2016. [Google Scholar] [CrossRef]
- Yang, Q.; Saito, T.; Berglund, L.A.; Isogai, A. Cellulose nanofibrils improve the properties of all-cellulose composites by the nano-reinforcement mechanism and nanofibril-induced crystallization. Nanoscale 2015, 7, 17957–17963. [Google Scholar] [CrossRef]
- Li, J.; Nawaz, H.; Wu, J.; Zhang, J.; Wan, J.; Mi, Q.; Yu, J.; Zhang, J. All-cellulose composites based on the self-reinforced effect. Compos. Commun. 2018, 9, 42–53. [Google Scholar] [CrossRef]
- Budtova T Cellulose II aerogels: A review. Cellulose 2019, 26, 81–121. [CrossRef]
- Bos, H.L.; Oever, V.M.J.A.; Peters, O.C.J.J. Tensile and compressive properties of flax fibres for natural fibre reinforced composites. J. Mater. Sci. 2002, 37, 1683–1692. [Google Scholar] [CrossRef]
- Sabater, M.J.; Ródenas, T.; Heredia, A. Biopolymers from Plants. In Handbook of Biopolymer-Based Materials: From Blends and Composites to Gels and Complex Networks; Wiley-VCH Verlag GmbH & Co. KGaA: Weinheim, Germany, 2013; pp. 37–86. [Google Scholar] [CrossRef]
- Klemm, D.; Heublein, B.; Fink, H.; Bohn, A. Cellulose: Fascinating Biopolymer and Sustainable Raw Material. Angew. Chem. Int. Ed. 2005, 44, 3358–3393. [Google Scholar] [CrossRef] [PubMed]
- Lindman, B.; Karlström, G.; Stigsson, L. On the mechanism of dissolution of cellulose. J. Mol. Liq. 2010, 156, 76–81. [Google Scholar] [CrossRef]
- Medronho, B.; Romano, A.; Miguel, M.G.; Stigsson, L.; Lindman, B. Rationalizing cellulose (in)solubility: Reviewing basic physicochemical aspects and role of hydrophobic interactions. Cellulose 2012, 19, 581–587. [Google Scholar] [CrossRef]
- Isogai, A.; Hänninen, T.; Fujisawa, S.; Saito, T. Review: Catalytic oxidation of cellulose with nitroxyl radicals under aqueous conditions. Prog. Polym. Sci. 2018, 86, 122–148. [Google Scholar] [CrossRef]
- Ciolacu, D.; Ciolacu, F.; Popa, V.I. Amorphous cellulose-structure and characterization. Cellul. Chem. Technol. 2011, 45, 13–21. [Google Scholar]
- Budtova, T.; Navard, P. Cellulose in NaOH–water based solvents: A review. Cellulose 2016, 23, 5–55. [Google Scholar] [CrossRef] [Green Version]
- Winkworth-Smith, C.; Foster, T.J. General overview of biopolymers: Structure, properties, and applications. In Handbook of Biopolymeric Materials; Thomas, S., Durand, D., Chassenieux, C., Jyotishkumar, P., Eds.; Wiley-VCH Verlag GmbH & Co. KGaA: Weinheim, Germany, 2013. [Google Scholar]
- Olsson, C.; Westman, G. Direct Dissolution of Cellulose: Background, Means and Applications. In Cellulose-Fundamental Aspects; Van de Ven, T., Godbout, L., Eds.; IntechOpen: London, UK, 2013. [Google Scholar] [CrossRef]
- Kargarzadeh, H.; Ioelovich, M.; Ahmad, I.; Thomas, S.; Dufresne, A. Methods for Extraction of Nanocellulose from Various Sources. In Handbook of Nanocellulose and Cellulose Nanocomposites; Wiley-VCH Verlag GmbH & Co. KGaA: Weinheim, Germany, 2017; Volume 1, pp. 1–49. [Google Scholar] [CrossRef]
- Medronho, B.; Lindman, B. Competing forces during cellulose dissolution: From solvents to mechanisms. Curr. Opin. Colloid Interface Sci. 2014, 19, 32–40. [Google Scholar] [CrossRef]
- Cai, C.; Antikainen, J.; Luostarinen, K.; Mononen, K.; Heräjärvi, H. Wetting-induced changes on the surface of thermally modified Scots pine and Norway spruce wood. Wood Sci. Technol. 2018, 52, 1181–1193. [Google Scholar] [CrossRef]
- Belgacem, M.N.; Gandini, A. Production, chemistry and properties of cellulose-based materials. In Biopolymers-New Materials for Sustainable Films and Coatings; Plackett, D., Ed.; Wiley: West Sussex, UK, 2011; pp. 151–178. [Google Scholar] [CrossRef]
- Dufresne, A. Nanocellulose: From Nature to High Performance Tailored Materials. De Gruyter: Berlin, Germany, 2012. [Google Scholar] [CrossRef]
- Ayoub, A.; Lucia, L.A. Introduction to Renewable Biomaterials: First Principles and Concepts; John Wiley & Sons: Hoboken, NJ, USA, 2018. [Google Scholar]
- Zugenmaier, P. Crystalline Cellulose and Derivatives: Characterization and Structures, Springer Series in Wood Science; Springer: Berlin, Germany, 2008; pp. 175–206. [Google Scholar]
- Kumar, A.; Negi, Y.S. Cellulose Nanocrystals: Nanostrength for Industrial and Biomedical Applications; Wiley-Blackwell: Hoboken, NJ, USA, 2014; pp. 393–435. [Google Scholar] [CrossRef]
- Moon, R.J.; Martini, A.; Nairn, J.; Simonsen, J.; Youngblood, J. Cellulose nanomaterials review: Structure, properties and nanocomposites. Chem. Soc. Rev. 2011, 40, 3941–3994. [Google Scholar] [CrossRef]
- Turbak, A.F.; Snyder, F.W.; Sandberg, K.R. Microfibrillated cellulose, a new cellulose product: Properties, uses, and commercial potential. Appl. Polym. Sci. 1983, 37, 815–827. [Google Scholar]
- Nakagaito, A.N.; Yano, H. Cellulose-Nanofiber-Based Materials. Cellul. Based Compos. New Green Nanomater. 2014, 1, 1–25. [Google Scholar]
- Hietala, M.; Oksman, K. Technologies for Separation of Cellulose Nanofibers. In Handbook of Green Materials; World Scientific: Singapore, 2014; pp. 53–71. [Google Scholar]
- Islam, M.N.; Rahman, F. Production and modification of nanofibrillated cellulose composites and potential applications. In Green Composites for Automotive Applications; Koronis, G., Silva, A., Eds.; Woodhead Publishing: Sawston, UK, 2019; pp. 115–141. [Google Scholar]
- Saito, T.; Isogai, A. TEMPO-Mediated Oxidation of Native Cellulose. The Effect of Oxidation Conditions on Chemical and Crystal Structures of the Water-Insoluble Fractions. Biomacromolecules 2004, 5, 1983–1989. [Google Scholar] [CrossRef] [PubMed]
- Filipova, I.; Serra, F.; Tarrés, Q.; Mutjé, P.; Delgado-Aguilar, M. Oxidative treatments for cellulose nanofibers production: A comparative study between TEMPO-mediated and ammonium persulfate oxidation. Cellulose 2020, 27, 10671–10688. [Google Scholar] [CrossRef]
- Wågberg LDecher GNorgren, M.; Lindström, T.; Ankerfors, M.; Axnäs, K. The Build-Up of Polyelectrolyte Multilayers of Microfibrillated Cellulose and Cationic Polyelectrolytes. Langmuir 2008, 24, 784–795. [Google Scholar] [CrossRef]
- Sirviö, J.A. Cationization of lignocellulosic fibers with betaine in deep eutectic solvent: Facile route to charge stabilized cellulose and wood nanofibers. Carbohydr. Polym. 2018, 198, 34–40. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- de Souza Lima, M.M.; Borsali, R. Rodlike Cellulose Microcrystals: Structure, Properties, and Applications. Macromol. Rapid Commun. 2004, 25, 771–787. [Google Scholar] [CrossRef]
- Eichhorn, S.J. Characterization of Cellulose Nanofiber-based Nanocomposite Interfaces. In Handbook of Green Materials; World Scientific: Hackensack, NJ, USA, 2014; pp. 107–120. [Google Scholar] [CrossRef]
- Zadorecki, P.; Michell, A.J. Future prospects for wood cellulose as reinforcement in organic polymer composites. Polym. Compos. 1989, 10, 69–77. [Google Scholar] [CrossRef]
- Oksman Niska, K.; Mathew, A.P.; Bismarck, A.; Rojas, O.J.; Sain, M. Handbook of Green Materials: Processing Technologies, Properties and Applications; World Scientific: Hackensack, NJ, USA, 2014. [Google Scholar]
- Huang, S.; Liu, X.; Chang, C.; Wang, Y. Recent developments and prospective food-related applications of cellulose nanocrystals: A review. Cellulose 2020, 27, 2991–3011. [Google Scholar] [CrossRef]
- Hult, E.; Larsson, P.T.; Iversen, T. Cellulose fibril aggregation—An inherent property of kraft pulps. Polymer 2001, 42, 3309–3314. [Google Scholar] [CrossRef]
- Eyholzer, C.; Bordeanu, N.; Lopez-Suevos, F.; Rentsch, D.; Zimmermann, T.; Oksman, K. Preparation and characterization of water-redispersible nanofibrillated cellulose in powder form. Cellulose 2009, 17, 19–30. [Google Scholar] [CrossRef] [Green Version]
- Kalia, S.; Dufresne, A.; Cherian, B.M.; Kaith, B.S.; Avérous, L.; Njuguna, J.; Nassiopoulos, E. Cellulose-Based Bio- and Nanocomposites: A Review. Int. J. Polym. Sci. 2011, 2011, 1–35. [Google Scholar] [CrossRef]
- Wang, Y.; Zhao, Y.; Deng, Y. Effect of enzymatic treatment on cotton fiber dissolution in NaOH/urea solution at cold temperature. Carbohydr. Polym. 2008, 72, 178–184. [Google Scholar] [CrossRef]
- Medronho, B.; Lindman, B. Brief overview on cellulose dissolution/regeneration interactions and mechanisms. Adv. Colloid Interface Sci. 2015, 222, 502–508. [Google Scholar] [CrossRef]
- Liebert, T. Cellulose Solvents–Remarkable History, Bright Future. In Cellulose Solvents: For Analysis, Shaping and Chemical Modification; American Chemical Society: Washington, DC, USA, 2010; pp. 3–54. [Google Scholar]
- Klemm, D.; Philipp, B.; Heinze, T.; Heinze, U.; Wagenknecht, W. Comprehensive Cellulose Chemistry. In Fundamentals and Analytical Methods; Wiley-VCH Verlag GmbH & Co. KGaA: Weinheim, Germany, 1998; Volume 1, p. 260. [Google Scholar] [CrossRef]
- Holme, I.; Blackburn, R.S. John Mercer FRS, FCS, MPhS, JP: The Father of Textile Chemistry. Coloration Technol. 2019, 135, 171–182. [Google Scholar] [CrossRef]
- Nabinejad, O.; Sujan, D.; Rahman, M.; Davies, I.J. Effect of filler load on the curing behavior and mechanical and thermal performance of wood flour filled thermoset composites. J. Clean. Prod. 2017, 164, 1145–1156. [Google Scholar] [CrossRef]
- Wada, M.; Ike, M.; Tokuyasu, K. Enzymatic hydrolysis of cellulose I is greatly accelerated via its conversion to the cellulose II hydrate form. Polym. Degrad. Stab. 2010, 95, 543–548. [Google Scholar] [CrossRef]
- Sameii, N.; Mortazavi, S.; Rashidi, A.; Sheikhzadah-Najar, S. An investigation on the effect of hot mercerization on cotton fabrics made up of open-end yarns. J. Appl. Sci. 2008, 8, 4204–4209. [Google Scholar] [CrossRef] [Green Version]
- Okano, T.; Sarko, A. Mercerization of cellulose. II. Alkali-cellulose intermediates and a possible mercerization mechanism. J. Appl. Polym. Sci. 1985, 30, 325–332. [Google Scholar] [CrossRef]
- Fink, H.; Ganster, J.; Lehmann, A. Progress in cellulose shaping: 20 years industrial case studies at Fraunhofer IAP. Cellulose 2014, 21, 31–51. [Google Scholar] [CrossRef]
- Jiang, Z.; Fang, Y.; Xiang, J.; Ma, Y.; Lu, A.; Kang, H.; Huang, Y.; Guo, H.; Liu, R.; Zhang, L. Intermolecular Interactions and 3D Structure in Cellulose–NaOH–Urea Aqueous System. J. Phys. Chem. B 2014, 118, 10250–10257. [Google Scholar] [CrossRef] [PubMed]
- Määttänen, M.; Gunnarsson, M.; Wedin, H.; Stibing, S.; Olsson, C.; Köhnke, T.; Asikainen, S.; Vehviläinen, M.; Harlin, A. Pre-treatments of pre-consumer cotton-based textile waste for production of textile fibres in the cold NaOH(aq) and cellulose carbamate processes. Cellulose 2021, 28, 3869–3886. [Google Scholar] [CrossRef]
- Heinze, T.; Koschella, A. Solvents applied in the field of cellulose chemistry: A mini review. Polímeros Ciência Tecnol. 2005, 15, 84–90. [Google Scholar] [CrossRef]
- Wang, S.; Lu, A.; Zhang, L. Recent advances in regenerated cellulose materials. Prog. Polym. Sci. 2016, 53, 169–206. [Google Scholar] [CrossRef]
- Chen, Y.; Zhang, X.; You, T.; Xu, F. Deep eutectic solvents (DESs) for cellulose dissolution: A mini-review. Cellulose 2019, 26, 205–213. [Google Scholar] [CrossRef]
- Weißl, M.; Hobisch, M.A.; Johansson, L.S.; Hettrich, K.; Kontturi, E.; Volkert, B.; Spirk, S. Cellulose carbamate derived cellulose thin films: Preparation, characterization and blending with cellulose xanthate. Cellulose 2019, 26, 7399–7410. [Google Scholar] [CrossRef] [Green Version]
- Guo, Y.; Zhou, J.; Song, Y.; Zhang, L. An Efficient and Environmentally Friendly Method for the Synthesis of Cellulose Carbamate by Microwave Heating. Macromol. Rapid Commun. 2009, 30, 1504–1508. [Google Scholar] [CrossRef]
- Xiong, L.; Yu, G.; Yin, C. Synthesis and characterization of cellulose carbamate by liquid-solid phase method. Fibers Polym. 2017, 18, 88–94. [Google Scholar] [CrossRef]
- Paunonen, S.; Kamppuri, T.; Katajainen, L.; Hohenthal, C.; Heikkilä, P.; Harlin, A. Environmental impact of cellulose carbamate fibers from chemically recycled cotton. J. Clean. Prod. 2019, 222, 871–881. [Google Scholar] [CrossRef]
- Sainila, T. Stability and Properties of Cellulose-Sodium Hydroxide Solution Systems; Lappeenranta University of Technology: Lappeenranta, Finland, 2015. [Google Scholar]
- Fu, F.; Xu, M.; Wang, H.; Wang, Y.; Ge, H.; Zhou, J. Improved Synthesis of Cellulose Carbamates with Minimum Urea Based on an Easy Scale-up Method. ACS Sustain. Chem. Eng. 2015, 3, 1510–1517. [Google Scholar] [CrossRef]
- Harlin, A. Cellulose Carbamate: Production and Applications; VTT Technical Research Centre of Finland: Espoo, Finland, 2019. [Google Scholar]
- Yin, C.; Li, J.; Xu, Q.; Peng, Q.; Liu, Y.; Shen, X. Chemical modification of cotton cellulose in supercritical carbon dioxide: Synthesis and characterization of cellulose carbamate. Carbohydr. Polym. 2007, 67, 147–154. [Google Scholar] [CrossRef]
- Zhang, Y.; Yin, C.; Zhang, Y.; Wu, H. Synthesis and Characterization of Cellulose Carbamate from Wood Pulp, Assisted by Supercritical Carbon Dioxide. BioResources 2013, 8, 1398–1408. [Google Scholar] [CrossRef]
- Fu, F.; Zhou, J.; Zhou, X.; Zhang, L.; Li, D.; Kondo, T. Green Method for Production of Cellulose Multifilament from Cellulose Carbamate on a Pilot Scale. ACS Sustain. Chem. Eng. 2014, 2, 2363–2370. [Google Scholar] [CrossRef]
- Iller, E.; Stupińska, H.; Starostka, P. Properties of cellulose derivatives produced from radiation—Modified cellulose pulps. Radiat. Phys. Chem. (Oxf. Engl. 1993) 2007, 76, 1189–1194. [Google Scholar] [CrossRef]
- Huttunen, J.I.; Turunen, O.; Mandel, L.; Eklund, V.; Ekman, K. Method of Producing Alkali-Soluble Cellulose Derivative. CAN97:146443. EP 57105A2, 4 August 1982. [Google Scholar]
- Willberg-Keyriläinen, P.; Hiltunen, J.; Roppanen, J. Production of cellulose carbamate using urea-based deep eutectic solvents. Cellulose 2018, 25, 195–204. [Google Scholar] [CrossRef]
- Sharma, A.; Nagarkar, S.; Thakre, S.; Kumaraswamy, G. Structure–property relations in regenerated cellulose fibers: Comparison of fibers manufactured using viscose and lyocell processes. Cellulose 2019, 26, 3655–3669. [Google Scholar] [CrossRef]
- Das, M. Man-made cellulose fibre reinforcements (MMCFR). In Biocomposites for High-Performance Applications; Ray, D., Ed.; Woodhead Publishing: Sawston, UK, 2017; pp. 23–55. [Google Scholar]
- Wendler, F.; Kolbe, A.; Kraft, J.; Einax, J.W.; Heinze, T. Thermal Stability of Lyocell Solutions: Experimental Results and Modeling Using Cluster Analysis and Partial Least Squares Regression. Macromol. Theory Simul. 2008, 17, 32–38. [Google Scholar] [CrossRef]
- Chen, C.; Duan, C.; Li, J.; Liu, Y.; Ma, X.; Zheng, L.; Stavik, J.; Ni, Y. Cellulose (Dissolving Pulp) Manufacturing Processes and Properties: A Mini-Review. BioResources 2016, 11, 5553–5564. [Google Scholar] [CrossRef]
- McCormick, C.L.; Callais, P.A.; Hutchinson, B.H. Solution studies of cellulose in lithium–chloride and N,N-dimethylacetamide. Macromolecules 1985, 18, 2394–2401. [Google Scholar] [CrossRef]
- Chrapava, S.; Touraud, D.; Rosenau, T.; Potthast, A.; Kunz, W. The investigation of the influence of water and temperature on the LiCl/DMAc/cellulose system. Chem. Phys. 2003, 5, 1842–1847. [Google Scholar] [CrossRef]
- Soykeabkaew, N.; Nishino, T.; Peijs, T. All-cellulose composites of regenerated cellulose fibres by surface selective dissolution. Compos. Part A Appl. Sci. Manuf. 2009, 40, 321–328. [Google Scholar] [CrossRef]
- Fujisawa, S.; Saito, T.; Isogai, A. All-Cellulose (Cellulose–Cellulose) Green Composites. In Advanced Green Composites; Netravali, A., Ed.; John Wiley & Sons: Hoboken, NJ, USA, 2018; pp. 111–133. [Google Scholar] [CrossRef]
- Matsumoto, T.; Tatsumi, D.; Tamai, N.; Takaki, T. Solution properties of celluloses from different biological origins in LiCl-DMAc. Cellulose 2001, 8, 275–282. [Google Scholar] [CrossRef]
- Alexandridis, P.; Ghasemi, M.; Furlani, E.P.; Tsianou, M. Solvent processing of cellulose for effective bioresource utilization. Curr. Opin. Green Sustain. Chem. 2018, 14, 40–52. [Google Scholar] [CrossRef]
- Pinkert, A.; Marsh, K.; Pang, S.; Staiger, M. Ionic liquids and their interaction with cellulose. Chem. Rev. 2009, 109, 6712–6728. [Google Scholar] [CrossRef] [PubMed]
- Bowlas, C.J.; Bruce, D.W.; Seddon, K.R. Liquid-crystalline ionic liquids. Chem. Commun. 1996, 14, 1625–1626. [Google Scholar] [CrossRef]
- Michud, A.; Hummel, M.; Sixta, H. Influence of process parameters on the structure formation of man-made cellulosic fibers from ionic liquid solution. J. Appl. Polym. Sci. 2016, 133, 43718. [Google Scholar] [CrossRef] [Green Version]
- Zhu, S.; Wu, Y.; Chen, Q.; Yu, Z.; Wang, C.; Jin, S.; Ding, Y.; Wu, G. Dissolution of cellulose with ionic liquids and its application: A mini-review. Green Chem. 2006, 8, 325–327. [Google Scholar] [CrossRef]
- Zhao, Q.; Yam, R.C.M.; Zhang, B.; Yang, Y.; Cheng, X.; Li, R.K.Y. Novel all-cellulose ecocomposites prepared in ionic liquids. Cellulose 2009, 16, 217–226. [Google Scholar] [CrossRef]
- Ma, Y.; Nasri-Nasrabadi, B.; You, X.; Wang, X.; Rainey, T.J.; Byrne, N. Regenerated Cellulose Fibers Wetspun from Different Waste Cellulose Types. J. Nat. Fibers 2020, 1–13. [Google Scholar] [CrossRef]
- Ioncell Commercialization. 2021. Available online: https://ioncell.fi/commercialization (accessed on 26 May 2021).
- Roselli, A.; Hummel, M.; Monshizadeh, A.; Maloney, T.; Sixta, H. Ionic liquid extraction method for upgrading eucalyptus kraft pulp to high purity dissolving pulp. Cellulose 2014, 21, 3655–3666. [Google Scholar] [CrossRef]
- Elsayed, S.; Hellsten, S.; Guizani, C.; Witos, J.; Rissanen, M.; Rantamäki, A.H.; Varis, P.; Wiedmer, S.K.; Sixta, H. Recycling of Superbase-Based Ionic Liquid Solvents for the Production of Textile-Grade Regenerated Cellulose Fibers in the Lyocell Process. ACS Sustain. Chem. Eng. 2020, 8, 14217–14227. [Google Scholar] [CrossRef]
- Dai, Y.; van Spronsen, J.; Witkamp, G.; Verpoorte, R.; Choi, Y.H. Natural deep eutectic solvents as new potential media for green technology. Anal. Chim. Acta. 2013, 766, 61–68. [Google Scholar] [CrossRef]
- Zhang, Q.; De Oliveira Vigier, K.; Royer, S.; Jérôme, F. Deep eutectic solvents: Syntheses, properties and applications. Chem. Soc. Rev. 2012, 41, 718–7146. [Google Scholar] [CrossRef]
- Tenhunen, T.; Lewandowska, A.E.; Orelma, H.; Johansson, L.; Virtanen, T.; Harlin, A.; Österberg, M.; Eichhorn, S.J.; Tammelin, T. Understanding the interactions of cellulose fibres and deep eutectic solvent of choline chloride and urea. Cellulose 2018, 25, 137–150. [Google Scholar] [CrossRef] [Green Version]
- Davidson, G. The dissolution of chemically modified cotton cellulose in alkaline solutions. Part 3—In solutions of sodium and potassium hydroxide containing dissolved zinc, beryllium and aluminium oxides. J. Text. Inst. Trans. 1937, 28, T27–T44. [Google Scholar] [CrossRef]
- Cai, J.; Zhang, L. Rapid Dissolution of Cellulose in LiOH/Urea and NaOH/Urea Aqueous Solutions. Macromol. Biosci. 2005, 5, 539–548. [Google Scholar] [CrossRef] [PubMed]
- Xiong, B.; Zhao, P.; Cai, P.; Zhang, L.; Hu, K.; Cheng, G. NMR spectroscopic studies on the mechanism of cellulose dissolution in alkali solutions. Cellulose 2013, 20, 613–621. [Google Scholar] [CrossRef]
- Gan, S.; Mohammad Padzil, F.N.; Zakaria, S.; Chia, C.H.; Syed Jaafar, S.N.; Chen, R.S. Synthesis of Liquid Hot Water Cotton Linter to Prepare Cellulose Membrane using NaOH/Urea or LiOH/Urea. BioResources 2015, 10, 2244–2255. [Google Scholar] [CrossRef] [Green Version]
- Qiu, C.; Zhu, K.; Zhou, X.; Luo, L.; Zeng, J.; Huang, R.; Lu, A.; Liu, X.; Chen, F.; Zhang, L.; et al. Influences of Coagulation Conditions on the Structure and Properties of Regenerated Cellulose Filaments via Wet-Spinning in LiOH/Urea Solvent. ACS Sustain. Chem. Eng. 2018, 6, 4056–4067. [Google Scholar] [CrossRef]
- Zhang, L.; Ruan, D.; Zhou, J. Structure and Properties of Regenerated Cellulose Films Prepared from Cotton Linters in NaOH/Urea Aqueous Solution. Ind. Eng. Chem. Res. 2001, 40, 5923–5928. [Google Scholar] [CrossRef]
- Cai, J.; Zhang, L.; Zhou, J.; Li, H.; Chen, H.; Jin, H. Novel Fibers Prepared from Cellulose in NaOH/Urea Aqueous Solution. Macromol. Rapid Commun. 2004, 25, 1558–1562. [Google Scholar] [CrossRef]
- Lu, F.; Zhang, C.; Kang, H.; Huang, Y.; Liu, R. Extensional rheology of cellulose/NaOH/urea/H2O solutions. Cellulose 2016, 23, 2877–2885. [Google Scholar] [CrossRef]
- Ruan, D.; Zhang, L.; Lue, A.; Zhou, J.; Chen, H.; Chen, X.; Chu, B.; Kondo, T. A Rapid Process for Producing Cellulose Multi-Filament Fibers from a NaOH/Thiourea Solvent System. Macromol. Rapid Commun. 2006, 27, 1495–1500. [Google Scholar] [CrossRef]
- Zhang, L.; Ruan, D.; Gao, S. Dissolution and regeneration of cellulose in NaOH/thiourea aqueous solution. Journal of polymer science. Part B Polym. Phys. 2002, 40, 1521–1529. [Google Scholar] [CrossRef]
- Zhang, Q.; Wang, Z.; Hao, S.; Huang, J. Preparation of all-cellulose composites based on controlled dissolution procedure. Starch/Staerke 2021. [Google Scholar] [CrossRef]
- Liu, W.; Budtova, T.; Navard, P. Influence of ZnO on the properties of dilute and semi-dilute cellulose-NaOH-water solutions. Cellulose 2011, 18, 911–920. [Google Scholar] [CrossRef] [Green Version]
- Väisänen, T.; Batello, P.; Lappalainen, R.; Tomppo, L. Modification of hemp fibers (Cannabis Sativa L.) for composite applications. Ind. Crop. Prod. 2018, 111, 422–429. [Google Scholar] [CrossRef]
- Yan, L.; Gao, Z. Dissolving of cellulose in PEG/NaOH aqueous solution. Cellulose 2008, 15, 789–796. [Google Scholar] [CrossRef]
- Han, D.; Yan, L. Preparation of all-cellulose composite by selective dissolving of cellulose surface in PEG/NaOH aqueous solution. Carbohydr. Polym. 2010, 79, 614–619. [Google Scholar] [CrossRef]
- Xiong, B.; Zhao, P.; Hu, K.; Zhang, L.; Cheng, G. Dissolution of cellulose in aqueous NaOH/urea solution: Role of urea. Cellulose 2014, 21, 1183–1192. [Google Scholar] [CrossRef]
- Qi, H.; Chang, C.; Zhang, L. Effects of temperature and molecular weight on dissolution of cellulose in NaOH/urea aqueous solution. Cellulose 2008, 15, 779–787. [Google Scholar] [CrossRef]
- Li, R.; Wang, S.; Lu, A.; Zhang, L. Dissolution of cellulose from different sources in an NaOH/urea aqueous system at low temperature. Cellulose 2015, 22, 339–349. [Google Scholar] [CrossRef]
- Sun, H.; Miao, J.; Yu, Y.; Zhang, L. Dissolution of cellulose with a novel solvent and formation of regenerated cellulose fiber. Appl. Phys. A 2015, 119, 539–546. [Google Scholar] [CrossRef]
- Mokhothu, T.H.; John, M.J. Review on hygroscopic aging of cellulose fibres and their biocomposites. Carbohydr. Polym. 2015, 131, 337–354. [Google Scholar] [CrossRef] [PubMed]
- Takagi, H. Fabrication and Evaluation of Cellulose-Nanofiber-Reinforced Green Composites. In Cellulose Based Composites: New Green Nanomaterials; Hinestroza, J.P., Netravali, A.N., Eds.; Wiley-VCH Verlag GmbH & Co. KGaA: Weinheim, Germany, 2014; pp. 27–42. [Google Scholar] [CrossRef]
- Célino, A.; Fréour, S.; Jacquemin, F.; Casari, P. The hygroscopic behavior of plant fibers: A review. Front. Chem. 2014, 1, 43. [Google Scholar] [CrossRef] [Green Version]
- Björquist, S.; Aronsson, J.; Henriksson, G.; Persson, A. Textile qualities of regenerated cellulose fibers from cotton waste pulp. Text. Res. J. 2018, 88, 2485–2492. [Google Scholar] [CrossRef]
- Renewcell Technology. 2021. Available online: https://www.renewcell.com/en/section/our-technology (accessed on 20 May 2021).
- Ganster, J.; Fink, H.; Uihlein, K.; Zimmerer, B. Cellulose man-made fibre reinforced polypropylene—correlations between fibre and composite properties. Cellulose 2008, 15, 561–569. [Google Scholar] [CrossRef]
- Tan, P.; Tong, L.; Steven, G.P. Modelling for predicting the mechanical properties of textile composites—A review. Compos. Part A Appl. Sci. Manuf. 1997, 28, 903–922. [Google Scholar] [CrossRef]
- Jones, I.A.; Pickett, A.K. Mechanical properties of textile composites. In Design and Manufacture of Textile Composites; Long, A.C., Ed.; Woodhead Publishing: Sawston, UK, 2005; pp. 292–329. [Google Scholar] [CrossRef]
- Kabir, S.M.F.; Chakraborty, S.; Hoque, S.M.A.; Mathur, K. Sustainability Assessment of Cotton-Based Textile Wet Processing. Clean Technol. 2019, 1, 16. [Google Scholar] [CrossRef] [Green Version]
- Mathur, K. New Developments in Fibers, Yarns & Fabrics. Text. World 2020, 170, 32–35. [Google Scholar]
- Ecovero; The New Standard in Eco-Responsible. 2021. Available online: https://www.ecovero.com (accessed on 20 May 2021).
- Lenzing; Tencel, T.M. 2021. Available online: https://www.lenzing.com/products/tenceltm. (accessed on 20 May 2021).
- Kuura; Metsä Group’s New Textile Fibre is Kuura. 2021. Available online: https://www.kuura.io/metsa-groups-new-textile-fibre-is-kuura (accessed on 1 June 2021).
- Infinited Fiber. It’s Time for the Textile Industry to Lose Its Virginity. 2021. Available online: https://infinitedfiber.com (accessed on 20 May 2021).
- Haksa Textile Environmentally Friendly Yarn. 2021. Available online: http://haksatekstil.com.tr/en/home-page (accessed on 20 May 2021).
- Spinnova Technology. 2021. Available online: https://spinnova.com/technology (accessed on 20 May 2021).
- Temmink, R.; Baghaei, B.; Skrifvars, M. Development of biocomposites from denim waste and thermoset bio-resins for structural applications. Compos. Part A Appl. Sci. Manuf. 2018, 106, 59–69. [Google Scholar] [CrossRef]
- Baghaei, B.; Compiet, S.; Skrifvars, M. Mechanical properties of all-cellulose composites from end-of-life textiles. J. Polym. Res. 2020, 27, 1–9. [Google Scholar] [CrossRef]
- Chinga-Carrasco, G. (Ed.) Novel Biocomposite Engineering and Bio-Applications; MDP-Multidisciplinary Digital Publishing institute: Basel, Switzerland, 2019. [Google Scholar] [CrossRef] [Green Version]
- Müssig, J.; Stevens, C. Industrial Applications of Natural Fibres: Structure, Properties and Technical Applications; Wiley-VCH Verlag GmbH & Co: Weinheim, Germany, 2010. [Google Scholar] [CrossRef]
- Kumar, T.V.; Singh, S.A. Natural Plant Fibre Biocomposites for Structural Vehicle Components. In Biomass-Based Biocomposites; Smithers Rapra Technology: Shawbury, UK, 2013. [Google Scholar]
- Mohanty, A.K.; Misra, M.; Drzal, L.T. Sustainable Bio-Composites from Renewable Resources: Opportunities and Challenges in the Green Materials World. J. Polym. Environ. 2002, 10, 19–26. [Google Scholar] [CrossRef]
- Väisänen, S.; Ajdary, R.; Altgen, M.; Nieminen, K.; Kesari, K.K.; Ruokolainen, J.; Rojas, O.J.; Vuorinen, T. Cellulose dissolution in aqueous NaOH–ZnO: Cellulose reactivity and the role of ZnO. Cellulose 2021, 28, 1267–1281. [Google Scholar] [CrossRef]
- John, M.J.; Thomas, S. Biofibres and biocomposites. Carbohydr. Polym. 2008, 71, 343–364. [Google Scholar] [CrossRef]
- Sorieul, M.; Dickson, A.; Hill, S.; Pearson, H. Plant Fibre: Molecular Structure and Biomechanical Properties, of a Complex Living Material, Influencing Its Deconstruction towards a Biobased Composite. Materials 2016, 9, 618. [Google Scholar] [CrossRef]
- Lee, K.Y.; Bismarck, A. Green Chemical Modifications of Nanocellulose for Use in Composites. Handb. Green Mater. 2014, 2, 7–21. [Google Scholar]
- Campbell, F.C. Structural Composite Materials; ASM International: Almere, The Netherlands, 2010. [Google Scholar]
- Thakur, V.K.; Thakur, M.K.; Kessler, M.R. Handbook of Composites from Renewable Materials. Physico-Chemical and Mechanical Characterization; Scrivener Publishing: Austin, TX, USA, 2017; Volume 3. [Google Scholar]
- Baghaei, B.; Skrifvars, M. All-Cellulose Composites: A Review of Recent Studies on Structure, Properties and Applications. Molecule 2020, 25, 2836. [Google Scholar] [CrossRef]
- Alcock, B.; Cabrera, N.O.; Barkoula, N.-; Loos, J.; Peijs, T. The mechanical properties of unidirectional all-polypropylene composites. Compos. Part A Appl. Sci. Manuf. 2006, 37, 716–726. [Google Scholar] [CrossRef]
- Retegi Miner, A.; Zuluaga Gallego, R.; Gañán Rojo, P.; Mondragon, I. Nanocomposites Based on Matrices Extracted from Vegetable Oils and Bacterial Cellulose. In Cellulose Based Composites: New Green Nanomaterials; Hinestroza, J.P., Netravali, A.N., Eds.; John Wiley & Sons: Hoboken, NJ, USA, 2014; pp. 63–78. [Google Scholar] [CrossRef]
- Capiati, N.J.; Porter, R.S. The concept of one polymer composites modelled with high density polyethylene. J. Mater. Sci. 1975, 10, 1671–1677. [Google Scholar] [CrossRef]
- Phillips, H.M. Vulcanized Fibre. U.S. Patent 3,189,515, 15 June 1965. [Google Scholar]
- Brown, W.F. Vulcanized fibre–an old material with a new relevancy. In Proceedings of the Electrical Insulation Conference and Electrical Manufacturing and Coil Winding Conference, Cincinnati, OH, USA, 28 October 1999; pp. 309–312. [Google Scholar]
- Huber, T.; Bickerton, S.; Müssig, J.; Pang, S.; Staiger, M.P. Flexural and impact properties of all-cellulose composite laminates. Compos. Sci. Technol. 2013, 88, 92–98. [Google Scholar] [CrossRef]
- Piltonen, P.; Hildebrandt, N.C.; Westerlind, B.; Valkama, J.; Tervahartiala, T.; Illikainen, M. Green and efficient method for preparing all-cellulose composites with NaOH/urea solvent. Compos. Sci. Technol. 2016, 135, 153–158. [Google Scholar] [CrossRef]
- Hildebrandt, N.C.; Piltonen, P.; Valkama, J.; Illikainen, M. Self-reinforcing composites from commercial chemical pulps via partial dissolution with NaOH/urea. Ind. Crop. Prod. 2017, 109, 79–84. [Google Scholar] [CrossRef]
- Korhonen, O.; Sawada, D.; Budtova, T. All-cellulose composites via short-fiber dispersion approach using NaOH–water solvent. Cellulose 2019, 26, 4881–4893. [Google Scholar] [CrossRef]
- Pickering, K.; Efendy, M.G.A.; Le, T. A review of recent developments in natural fibre composites and their mechanical performance. Compos. Part A Appl. Sci. Manuf. 2016, 83, 98–112. [Google Scholar] [CrossRef] [Green Version]
- Adusumali, R.; Reifferscheid, M.; Weber, H.; Roeder, T.; Sixta, H.; Gindl, W. Mechanical Properties of Regenerated Cellulose Fibres for Composites. Macromol. Symp. 2006, 244, 119–125. [Google Scholar] [CrossRef]
- Kalka, S.; Huber, T.; Steinberg, J.; Baronian, K.; Müssig, J.; Staiger, M.P. Biodegradability of all-cellulose composite laminates. Compos. Part A Appl. Sci. Manuf. 2014, 59, 37–44. [Google Scholar] [CrossRef]
- Lee, K.Y.; Aitomäki, Y.; Berglund, L.A.; Oksman, K.; Bismarck, A. On the use of nanocellulose as reinforcement in polymer matrix composites. Compos. Sci. Technol. 2014, 105, 15–27. [Google Scholar] [CrossRef] [Green Version]
- Yousefi, H.; Faezipour, M.; Nishino, T.; Shakeri, A.; Ebrahimi, G. All-cellulose composite and nanocomposite made from partially dissolved micro-and nanofibers of canola straw. Polym. J. 2011, 43, 559–564. [Google Scholar] [CrossRef]
- Pullawan, T.; Wilkinson, A.N.; Zhang, L.N.; Eichhorn, S.J. Deformation micromechanics of all-cellulose nanocomposites: Comparing matrix and reinforcing components. Carbohydr. Polym. 2014, 100, 31–39. [Google Scholar] [CrossRef]
- Peltola, H.P.; Madsen, B.; Joffe, R.; Nättinen, K. The Influence of Biocomposite Processing and Composition on Natural Fiber Length, Dispersion and Orientation. J. Mater. Sci. Eng. A 2011, 1, 190–198. [Google Scholar]
- Duchemin, B.J. Structure, Property and Processing Relationships of All-Cellulose Composites; University of Canterbury: Christchurch, New Zealand, 2008. [Google Scholar]
- Adak, B.; Mukhopadhyay, S. Effect of pressure on structure and properties of lyocell fabric-based all-cellulose composite laminates. J. Text. Inst. 2017, 108, 1010–1017. [Google Scholar] [CrossRef]
- Qin, C.; Soykeabkaew, N.; Xiuyuan, N.; Peijs, T. The effect of fibre volume fraction and mercerization on the properties of all-cellulose composites. Carbohydr. Polym. 2008, 71, 458–467. [Google Scholar] [CrossRef]
- Li, D.; Sun, X.; Khaleel, M.A. Materials design of all-cellulose composite using microstructure based finite element analysis. J. Eng. Mater. Technol. 2012, 134, 1–9. [Google Scholar] [CrossRef]
- Adak, B.; Mukhopadhyay, S. A comparative study on lyocell-fabric based all-cellulose composite laminates produced by different processes. Cellulose 2017, 24, 835–849. [Google Scholar] [CrossRef]
- Charlet, K.; Baley, C.; Morvan, C.; Jernot, J.; Gomina, M.; Bréard, J. Characteristics of Hermès flax fibres as a function of their location in the stem and properties of the derived unidirectional composites. Compos. Part A Appl. Sci. Manuf. 2007, 38, 1912–1921. [Google Scholar] [CrossRef]
- Buchtová, N.; Budtova, T. Cellulose aero-, cryo- and xerogels: Towards understanding of morphology control. Cellulose 2016, 23, 2585–2595. [Google Scholar] [CrossRef]
- Shibata, M.; Teramoto, N.; Nakamura, T.; Saitoh, Y. All-cellulose and all-wood composites by partial dissolution of cotton fabric and wood in ionic liquid. Carbohydr. Polym. 2013, 98, 1532–1539. [Google Scholar] [CrossRef] [PubMed]
- Schuermann, J.; Huber, T.; Staiger, M. Prepreg style fabrication of all-cellulose composites. ICCM Int. Conf. Compos. Mater. 2013, 2013, 5626–5634. [Google Scholar]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| NAME | ABBREVIATION | WIDTH | LENGTH | L/D RATIO |
|---|---|---|---|---|
| Cellulose nanocrystal | CNC (NCC) | (I) 3–10 nm (II) 3–20 nm | (II) 50–500 nm | (I) > 5 |
| Cellulose nanofibril | CNF (NFC) | (I) 5–30 nm (II) 3–100 nm | (II) 0.5–2 µm | (I) > 50 |
| Cellulose microcrystal | CMC (MCC) | (I) 10–15 µm (II) 10–50 µm | (II) 10–50 µm | (I) < 2 |
| Cellulose microfibril | CMF (MFC) | (I) 10–100 nm (II) 10–100 nm | (I) 0.5–50 µm (II) 0.5–10’s µm |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Uusi-Tarkka, E.-K.; Skrifvars, M.; Haapala, A. Fabricating Sustainable All-Cellulose Composites. Appl. Sci. 2021, 11, 10069. https://doi.org/10.3390/app112110069
Uusi-Tarkka E-K, Skrifvars M, Haapala A. Fabricating Sustainable All-Cellulose Composites. Applied Sciences. 2021; 11(21):10069. https://doi.org/10.3390/app112110069
Chicago/Turabian StyleUusi-Tarkka, Eija-Katriina, Mikael Skrifvars, and Antti Haapala. 2021. "Fabricating Sustainable All-Cellulose Composites" Applied Sciences 11, no. 21: 10069. https://doi.org/10.3390/app112110069
APA StyleUusi-Tarkka, E.-K., Skrifvars, M., & Haapala, A. (2021). Fabricating Sustainable All-Cellulose Composites. Applied Sciences, 11(21), 10069. https://doi.org/10.3390/app112110069