
Silver Sintering for Silicon Carbide Die Attach: Process Optimization and Structural Modeling


Abstract
:1. Introduction
2. Materials and Methods
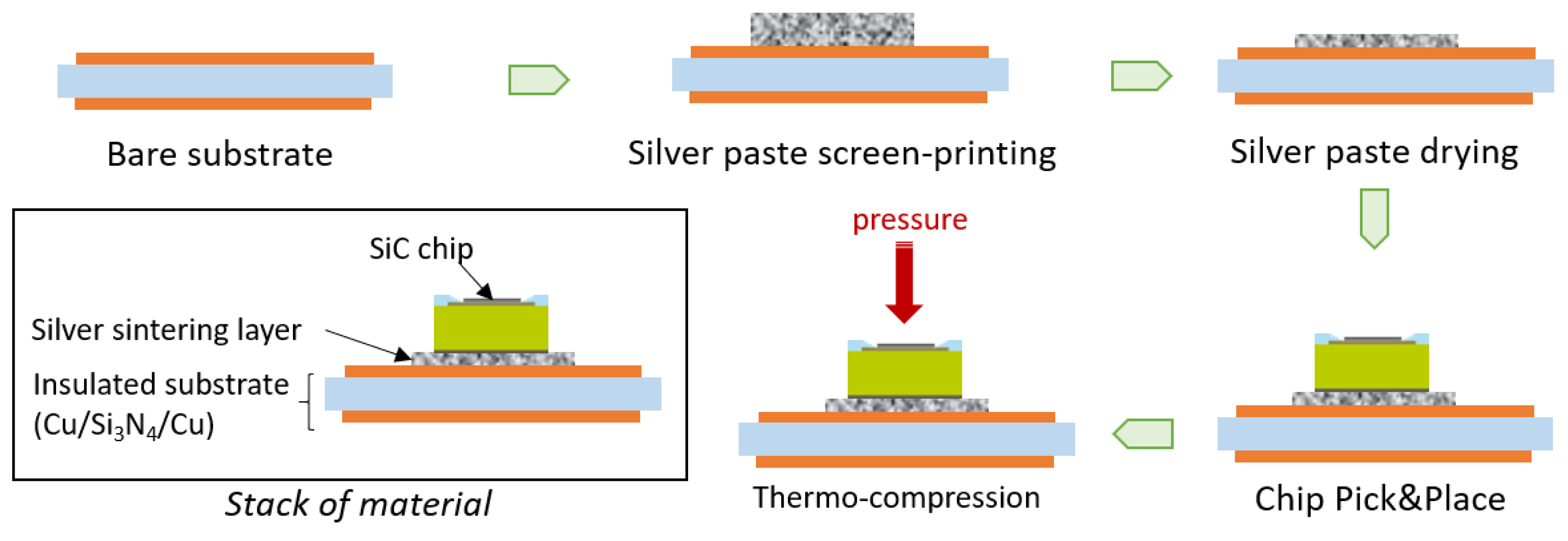
2.1. Sample Preparation and Reliability Test
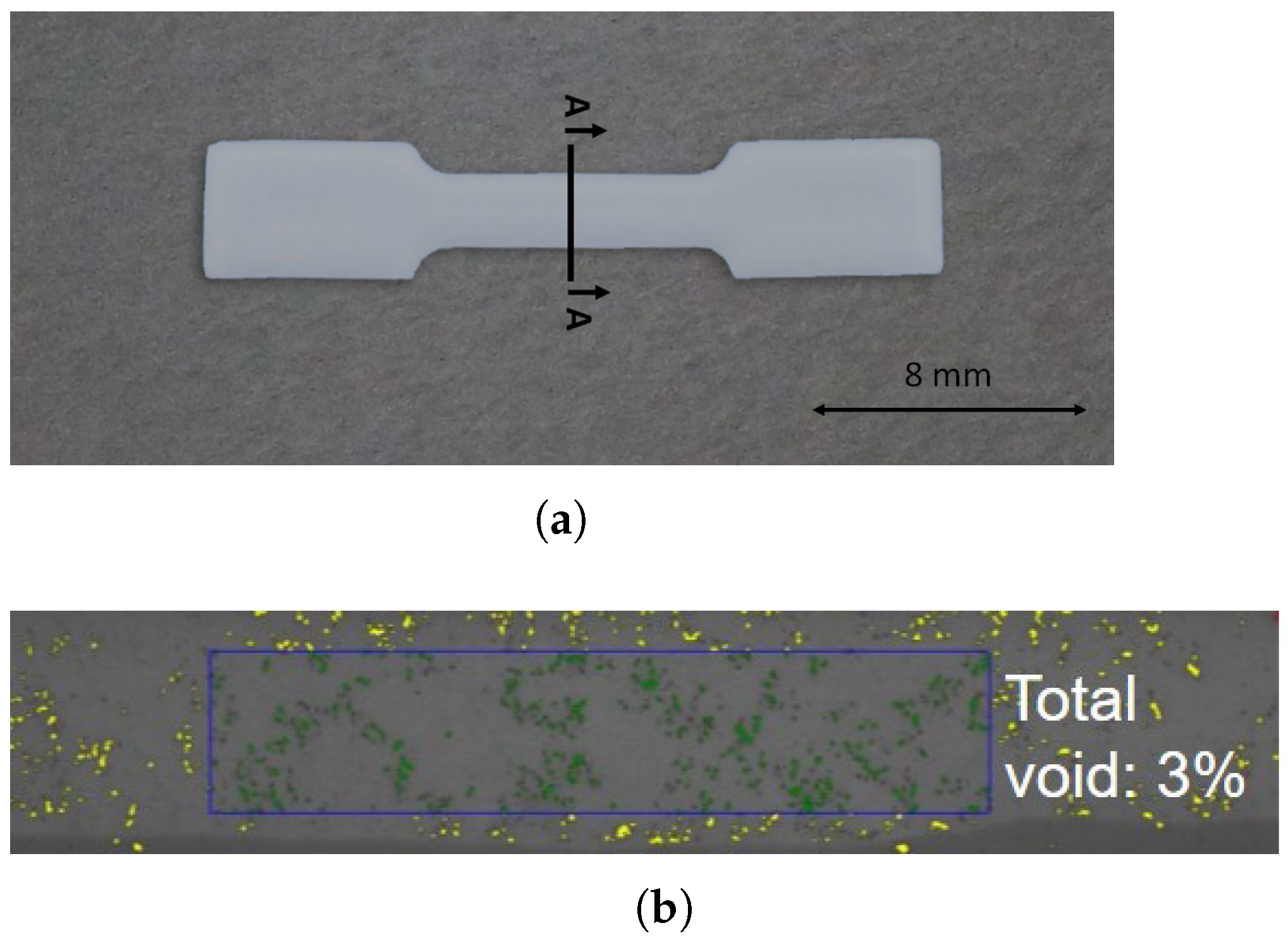
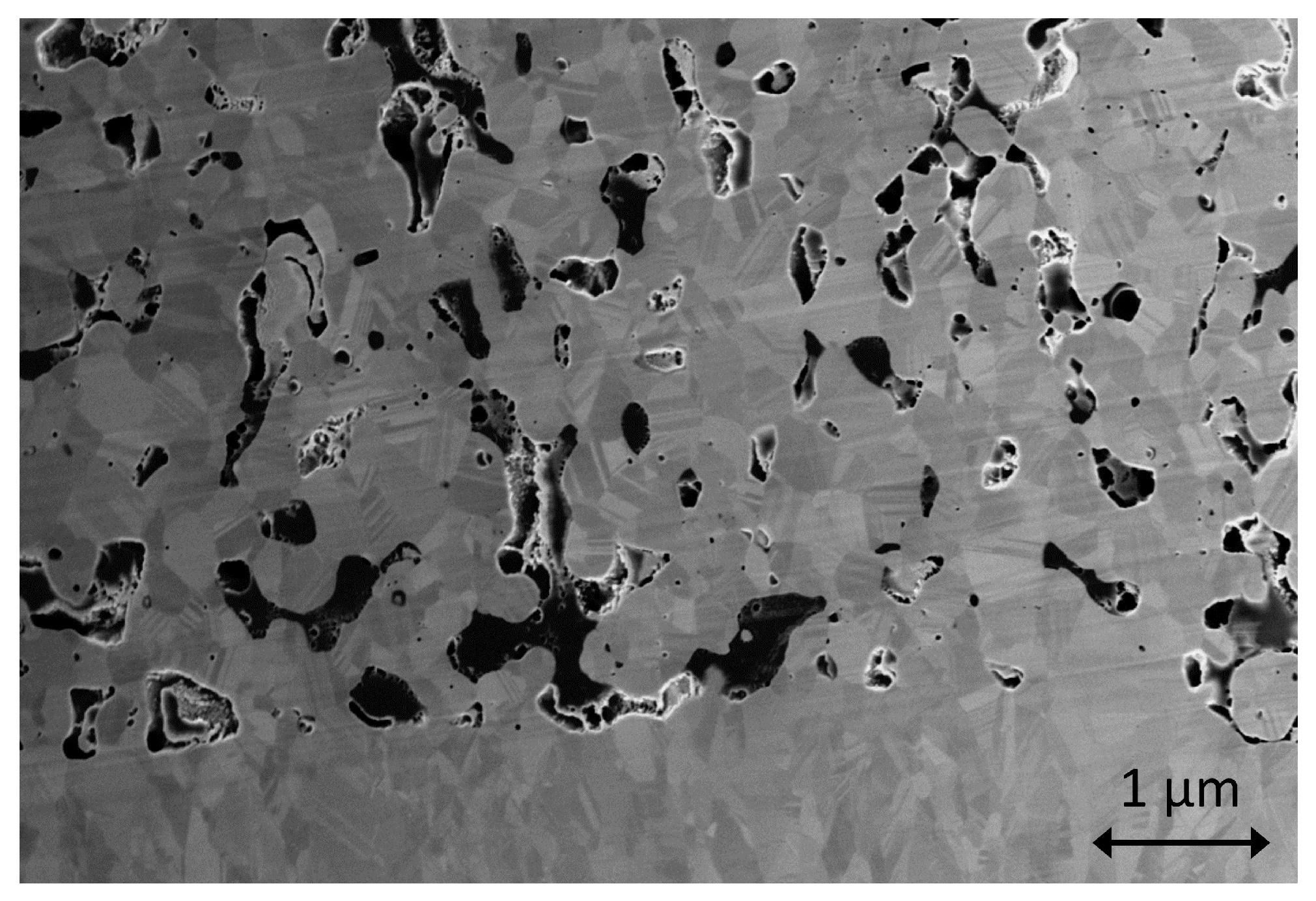
2.2. Experimental Analysis for Reliability Assessment
2.3. Elastoplastic Characterization of Silver Sintering
3. Results
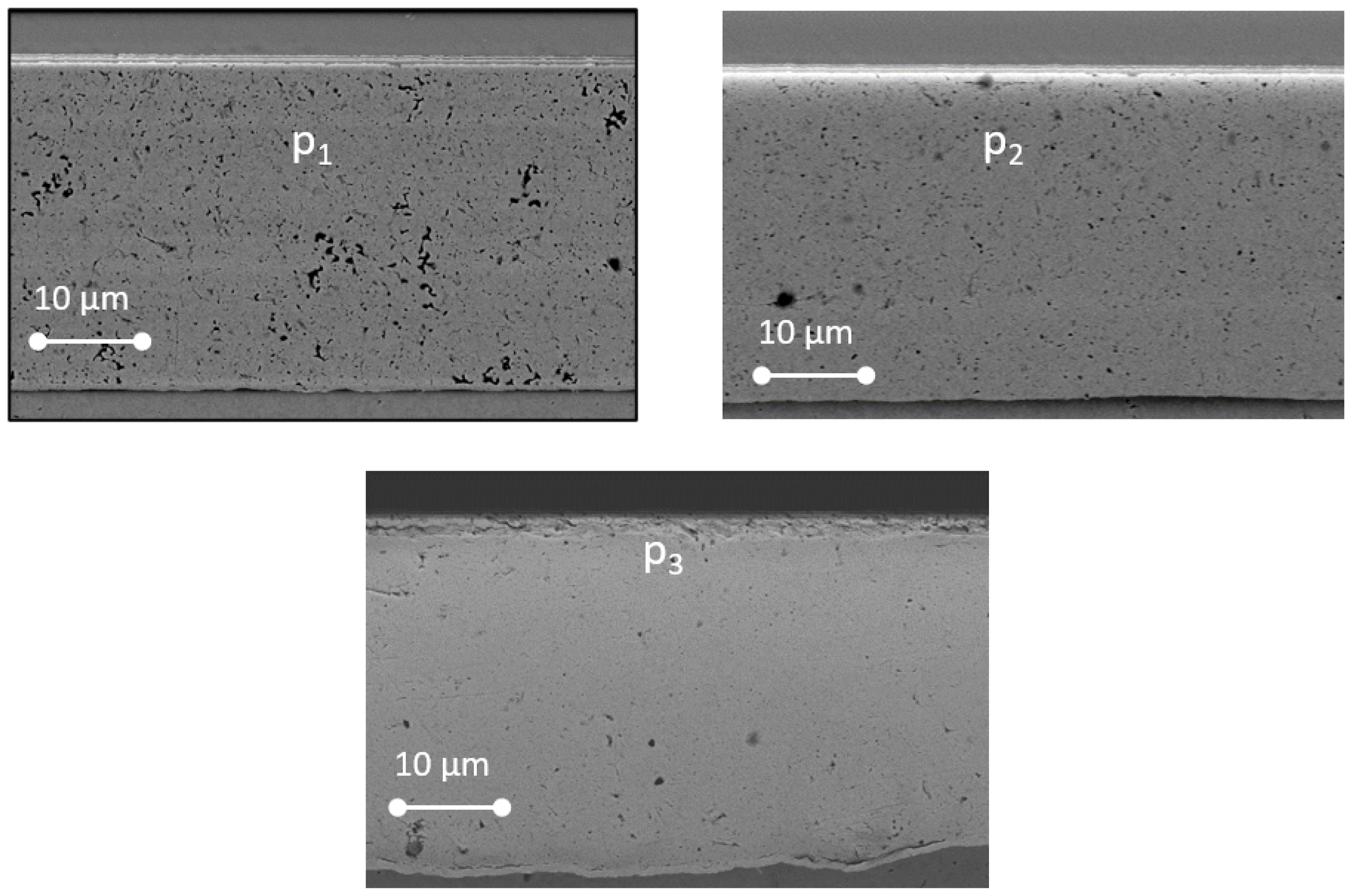
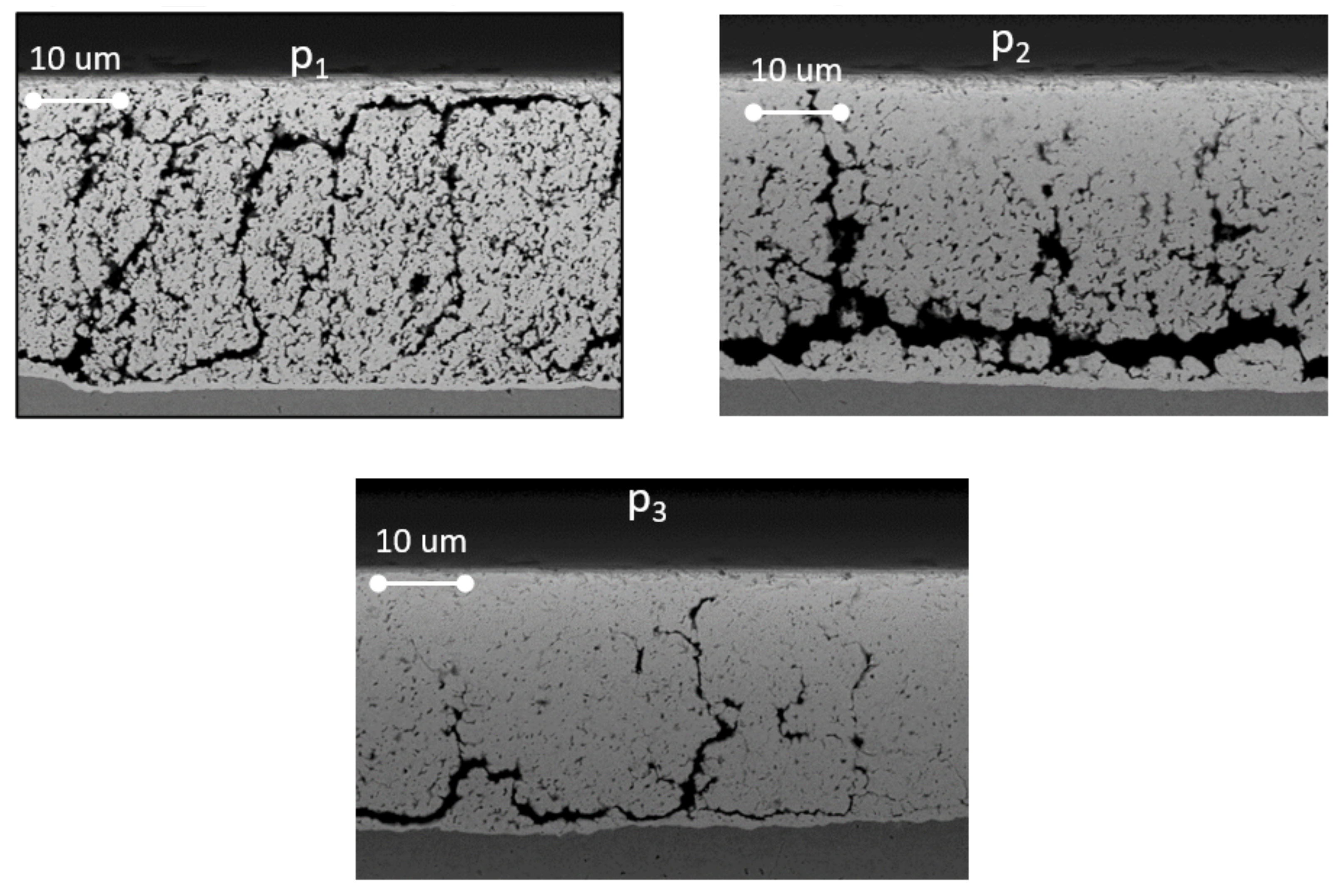
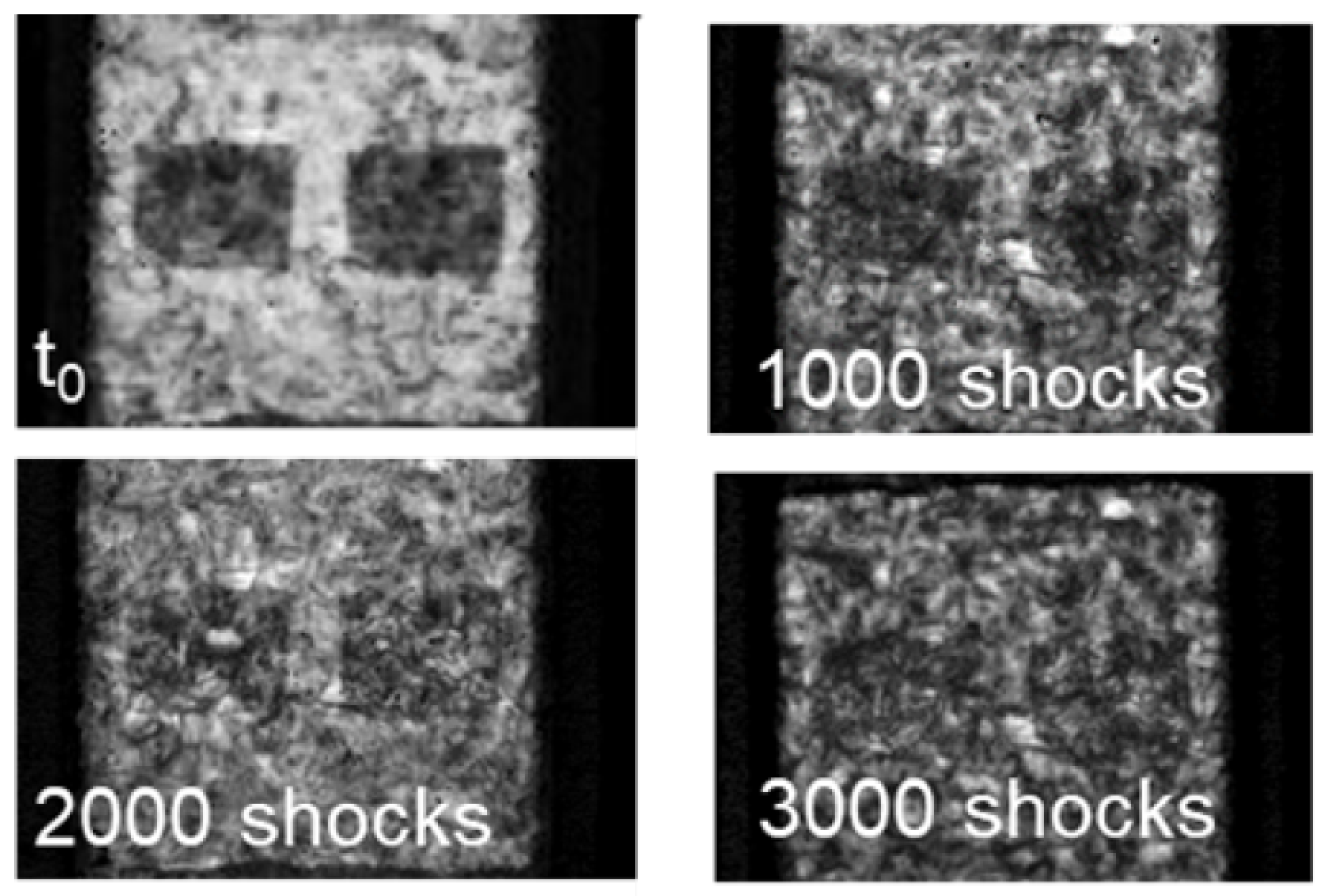
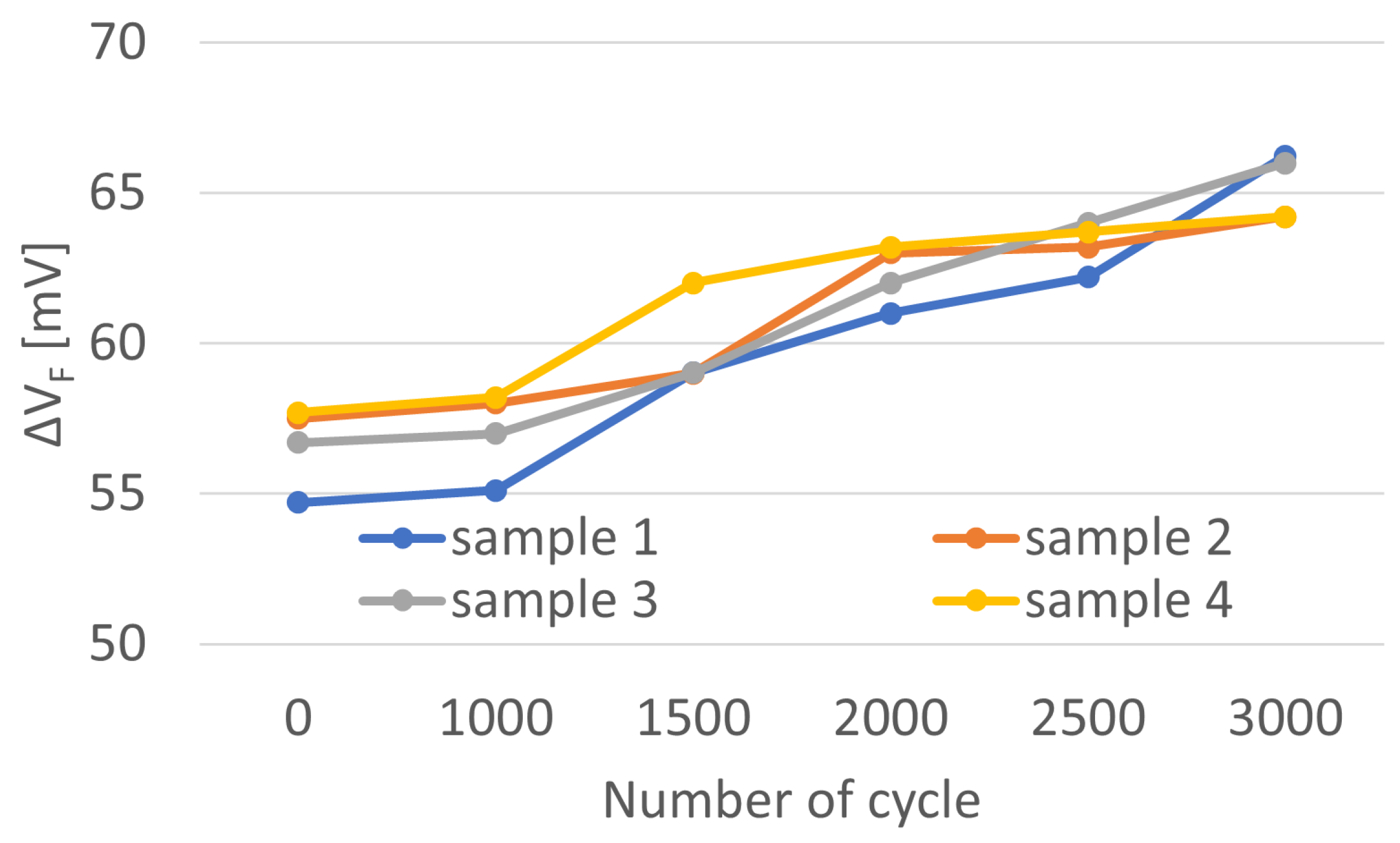
3.1. Reliability Assessment for Pressure Sintering Optimization
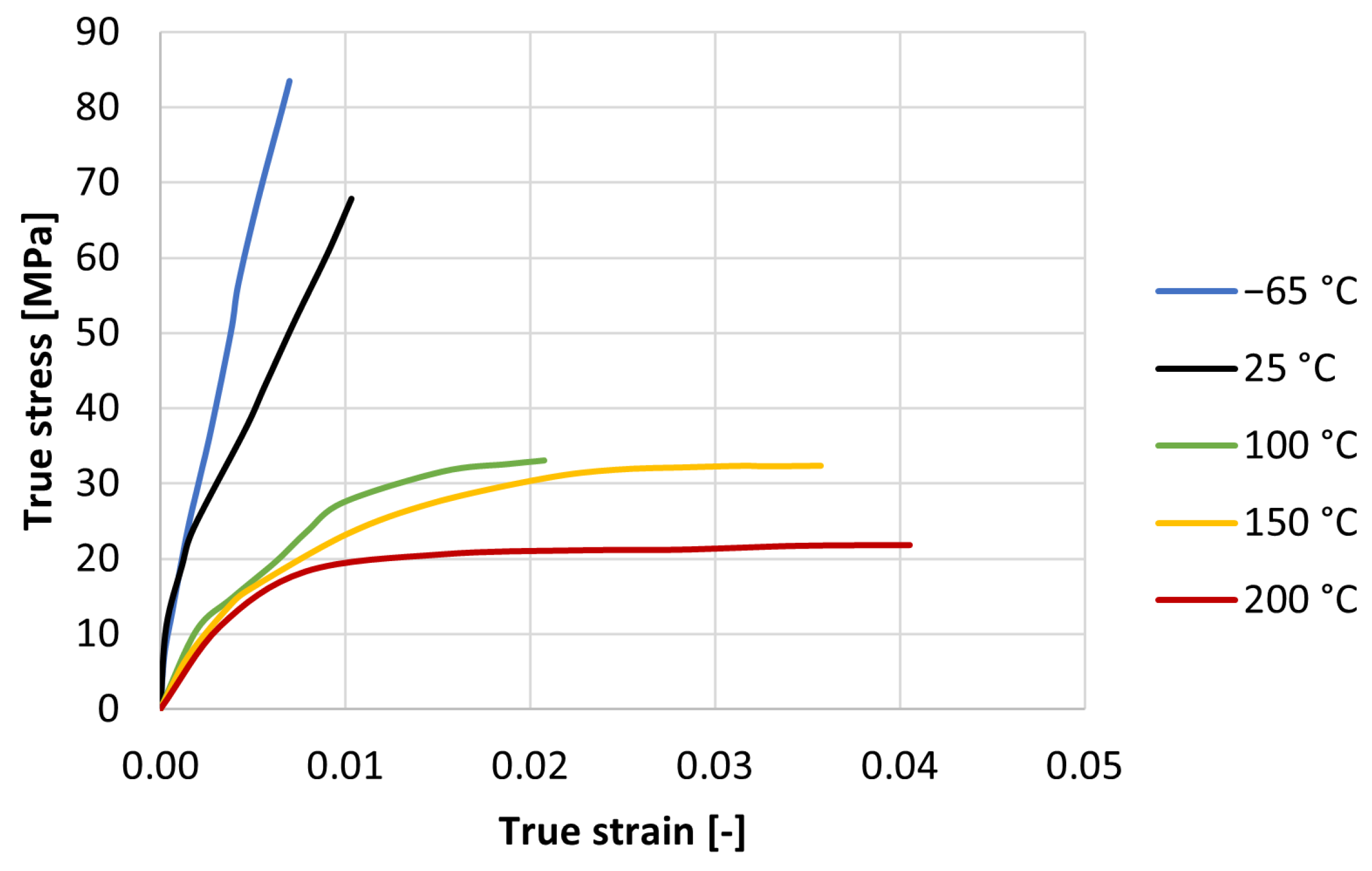
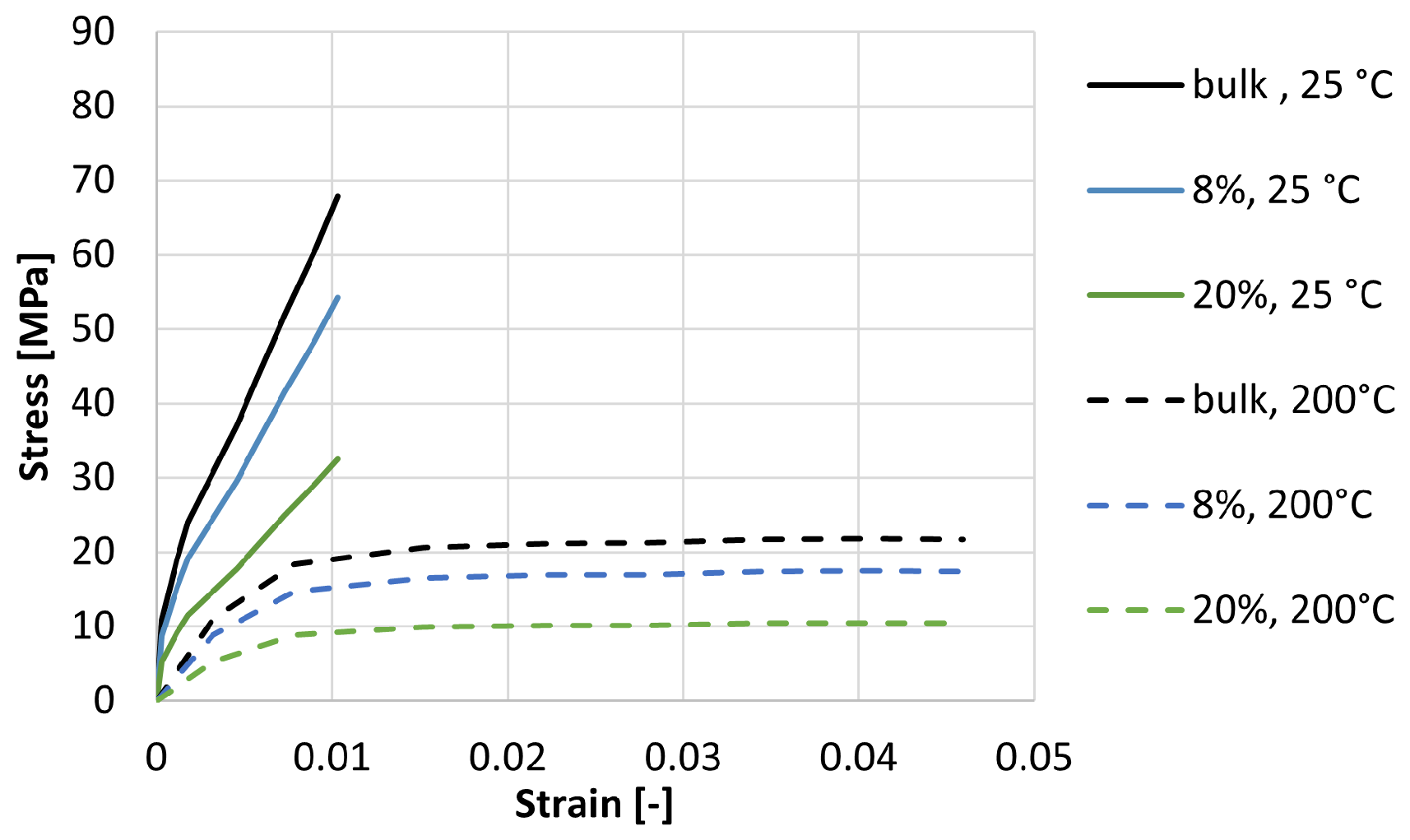
3.2. Elastoplastic Characterization Results
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
Abbreviations
| AMB | Active Metal Brazed |
| CAD | Computer Aided Design |
| CZM | Cohesive Zone Model |
| FEA | Finite Element Analysis |
| SAM | Scanning Acoustic Microscopy |
| SEM | Scanning Electron Microscopy |
| TS | Thermal Shock |
References
- Luo, H.; Iannuzzo, F.; Blaabjerg, F.; Li, W.; He, X. Separation test method for investigation of current density effects on bond wires of SiC power MOSFET modules. In Proceedings of the IECON 2017—43rd Annual Conference of the IEEE Industrial Electronics Society, Beijing, China, 29 October–1 November 2017; pp. 1525–1530. [Google Scholar] [CrossRef]
- ECPE Guideline AQG 324—Qualification of Power Modules for Use in Power Electronics Converter Units in Motor Vehicles; Standard; ECPE European Center for Power Electronics: Nuremberg, Germany, 2021.
- Klaka, S.; Sittig, R. Reduction of thermomechanical stress by applying a low temperature joining technique. In Proceedings of the 6th International Symposium on Power Semiconductor Devices and Ics, Davos, Switzerland, 31 May–2 June 1994; pp. 259–264. [Google Scholar] [CrossRef]
- Göbl, C.; Faltenbacher, J. Low temperature sinter technology die attachment for power electronic applications. In Proceedings of the 2010 6th International Conference on Integrated Power Electronics Systems, Niagara Falls, ON, Canada, 11–13 October 2010; pp. 1–5. [Google Scholar]
- Schmitt, W.; Chew, L.M. Silver sinter paste for SiC bonding with improved mechanical properties. In Proceedings of the 2017 IEEE 67th Electronic Components and Technology Conference (ECTC), Orlando, FL, USA, 30 May–2 June 2017; pp. 1560–1565. [Google Scholar]
- Weber, C.; Walter, H.; Dijk, M.V.; Hutter, M.; Wittler, O.; Lang, K.D. Combination of Experimental and Simulation Methods for Analysis of Sintered Ag Joints for High Temperature Applications. In Proceedings of the 2016 IEEE 66th Electronic Components and Technology Conference (ECTC), Las Vegas, NV, USA, 31 May–3 June 2016; pp. 1335–1341. [Google Scholar] [CrossRef]
- Schaal, M.; Klingler, M.; Wunderle, B. Silver Sintering in Power Electronics: The State of the Art in Material Characterization and Reliability Testing. In Proceedings of the 2018 7th Electronic System-Integration Technology Conference (ESTC), Dresden, Germany, 18–21 September 2018; pp. 1–18. [Google Scholar]
- Knoerr, M.; Kraft, S.; Schletz, A. Reliability assessment of sintered nano-silver die attachment for power semiconductors. In Proceedings of the 2010 12th Electronics Packaging Technology Conference, Singapore, 8–10 December 2010; pp. 56–61. [Google Scholar] [CrossRef]
- Calabretta, M.; Sitta, A.; Oliveri, S.M.; Sequenzia, G. Design and process optimization of a sintered joint for power electronics automotive applications. In Proceedings of the International Conference on Design, Simulation, Manufacturing: The Innovation Exchange, Modena, Italy, 9–10 September 2019; Springer: New York, NY, USA, 2019; pp. 470–480. [Google Scholar]
- Knoerr, M.; Schletz, A. Power semiconductor joining through sintering of silver nanoparticles: Evaluation of influence of parameters time, temperature and pressure on density, strength and reliability. In Proceedings of the 2010 6th International Conference on Integrated Power Electronics Systems, Nuremberg, Germany, 16–18 March 2010; pp. 1–6. [Google Scholar]
- Dudek, R.; Döring, R.; Sommer, P.; Seiler, B.; Kreyssig, K.; Walter, H.; Becker, M.; Günther, M. Combined Experimental- and FE-Studies on Sinter-Ag Behaviour and Effects on IGBT-Module Reliability. In Proceedings of the 2014 15th International Conference on Thermal, Mechanical and Mulit-Physics Simulation and Experiments in Microelectronics and Microsystems (EuroSimE), Ghent, Belgium, 7–9 April 2014; pp. 1–9. [Google Scholar]
- Ying, L.C.; Fei, C.C. Temperature cycling and thermal shock correlation in DPAK & DSO packages. In Proceedings of the 2012 10th IEEE International Conference on Semiconductor Electronics (ICSE), Kuala Lumpur, Malaysia, 19–21 September 2012; pp. 458–461. [Google Scholar] [CrossRef]
- Liu, C.; Brem, F.; Riedel, G.; Eichelberger, E.; Hofmann, N. The influence of thermal cycling methods on the interconnection reliability evaluation within IGBT modules. In Proceedings of the 2012 4th Electronic System-Integration Technology Conference, Amsterda, The Netherlands, 17–20 September 2012; pp. 1–5. [Google Scholar] [CrossRef]
- Huang, Y.; Luo, Y.; Xiao, F.; Liu, B. Failure Mechanism of Die-Attach Solder Joints in IGBT Modules under Pulse High-Current Power Cycling. IEEE J. Emerg. Sel. Top. Power Electron. 2019, 7, 99–107. [Google Scholar] [CrossRef]
- Herboth, T.; Früh, C.; Günther, M.; Wilde, J. Assessment of thermo-mechanical stresses in low temperature joining technology. In Proceedings of the 2012 13th International Thermal, Mechanical and Multi-Physics Simulation and Experiments in Microelectronics and Microsystems, Cascais, Portugal, 16–18 April 2012; pp. 1–7. [Google Scholar]
- Herboth, T.; Guenther, M.; Fix, A.; Wilde, J. Failure mechanisms of sintered silver interconnections for power electronic applications. In Proceedings of the 2013 IEEE 63rd Electronic Components and Technology Conference, Las Vegas, NV, USA, 28–31 May 2013; pp. 1621–1627. [Google Scholar]
- Calabretta, M.; Renna, M.; Vinciguerra, V.; Messina, A.A. Power packages interconnections for high reliability automotive applications. In Proceedings of the ESSDERC 2019—49th European Solid-State Device Research Conference (ESSDERC), Cracow, Poland, 23–26 September 2019; pp. 35–39. [Google Scholar] [CrossRef]
- Caccuri, V.; Milhet, X.; Gadaud, P.; Bertheau, D.; Gerland, M. Mechanical Properties of Sintered Ag as a New Material for Die Bonding: Influence of the Density. J. Electron. Mater. 2014, 43, 4510–4514. [Google Scholar] [CrossRef]
- Herold, C.; Sun, J.; Seidel, P.; Tinschert, L.; Lutz, J. Power cycling methods for SiC MOSFETs. In Proceedings of the 2017 29th International Symposium on Power Semiconductor Devices and IC’s (ISPSD), Sapporo, Japan, 28 May–1 June 2017; pp. 367–370. [Google Scholar]
- Lutz, J.; Franke, J. Reliability and reliability investigation of wide-bandgap power devices. Microelectron. Reliab. 2018, 88, 550–556. [Google Scholar] [CrossRef]
- Funaki, T.; Fukunaga, S. Difficulties in characterizing transient thermal resistance of SiC MOSFETs. In Proceedings of the 2016 22nd International Workshop on Thermal Investigations of ICs and Systems (THERMINIC), Budapest, Hungary, 21–23 September 2016; pp. 141–146. [Google Scholar] [CrossRef]
- A Review of Contacting Strain Measurement Techniques for Composites Laminate Testing. Available online: https://www.instron.com/-/media/literature-library/whitepapers/2014/07/contacting-strain-measurements-techniques.pdf (accessed on 21 July 2021).
- Krieger, W.E.; Raghavan, S.; Sitaraman, S.K. Experiments for Obtaining Cohesive-Zone Parameters for Copper-Mold Compound Interfacial Delamination. IEEE Trans. Components Packag. Manuf. Technol. 2016, 6, 1389–1398. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Task | Equipment | Supplier |
|---|---|---|
| Sintering | Sinterstar Innovate | Boschmann |
| F-XL | ||
| SAM | Echo LS | Sonix |
| SEM | Neon 40 | Zeiss |
| Electric measurement | 4324-KT | Tesec |
| Temperature (°C) | Young Modulus (GPa) |
|---|---|
| −65 | 186 ± 6 |
| 25 | 60 ± 4 |
| 100 | 32 ± 3 |
| 150 | 21 ± 3 |
| 200 | 11 ± 2 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Calabretta, M.; Sitta, A.; Oliveri, S.M.; Sequenzia, G. Silver Sintering for Silicon Carbide Die Attach: Process Optimization and Structural Modeling. Appl. Sci. 2021, 11, 7012. https://doi.org/10.3390/app11157012
Calabretta M, Sitta A, Oliveri SM, Sequenzia G. Silver Sintering for Silicon Carbide Die Attach: Process Optimization and Structural Modeling. Applied Sciences. 2021; 11(15):7012. https://doi.org/10.3390/app11157012
Chicago/Turabian StyleCalabretta, Michele, Alessandro Sitta, Salvatore Massimo Oliveri, and Gaetano Sequenzia. 2021. "Silver Sintering for Silicon Carbide Die Attach: Process Optimization and Structural Modeling" Applied Sciences 11, no. 15: 7012. https://doi.org/10.3390/app11157012
APA StyleCalabretta, M., Sitta, A., Oliveri, S. M., & Sequenzia, G. (2021). Silver Sintering for Silicon Carbide Die Attach: Process Optimization and Structural Modeling. Applied Sciences, 11(15), 7012. https://doi.org/10.3390/app11157012