
Enhancing Design for Additive Manufacturing Workflow: Optimization, Design and Simulation Tools


{kind=link}
Abstract
:1. Introduction
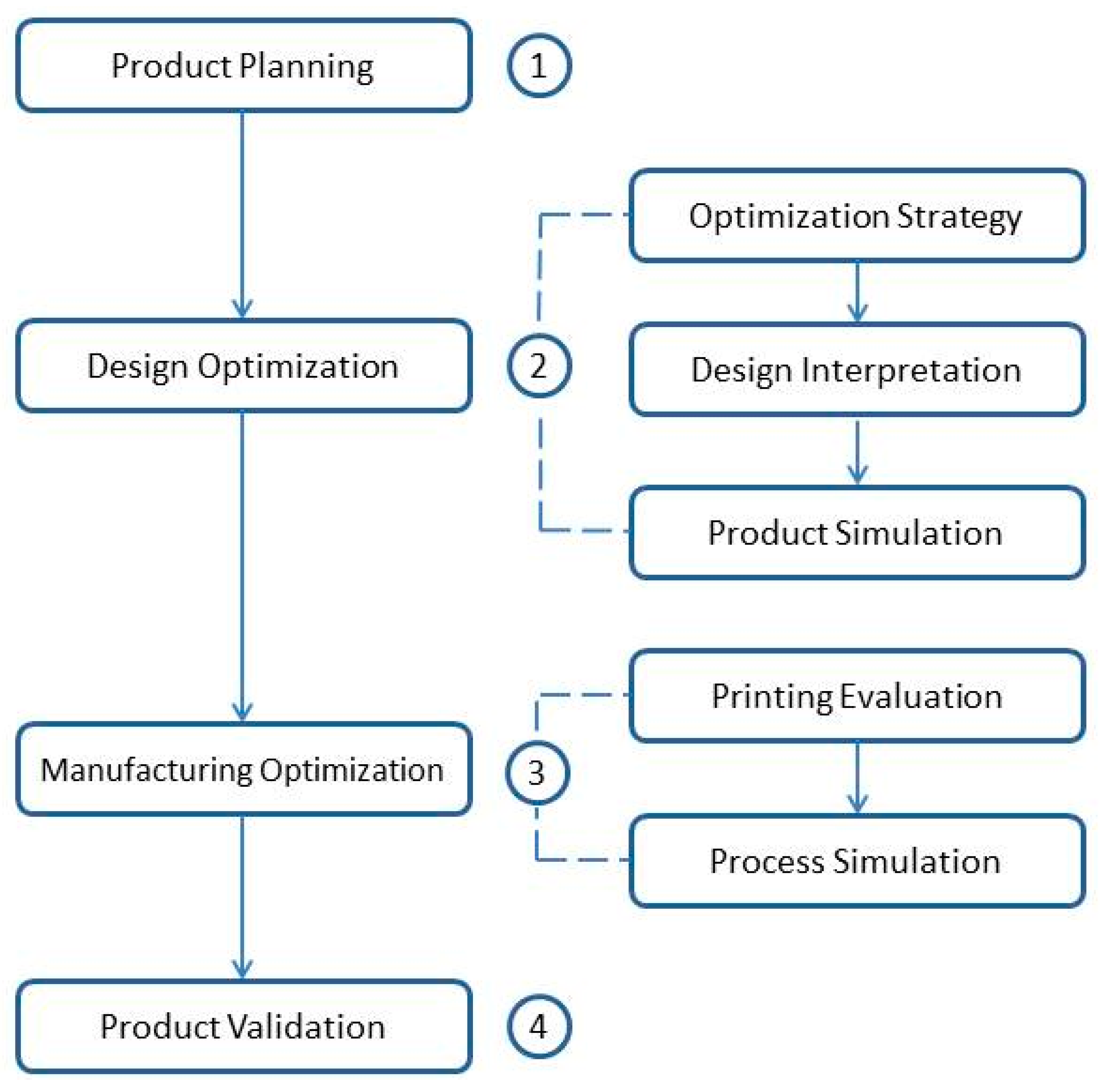
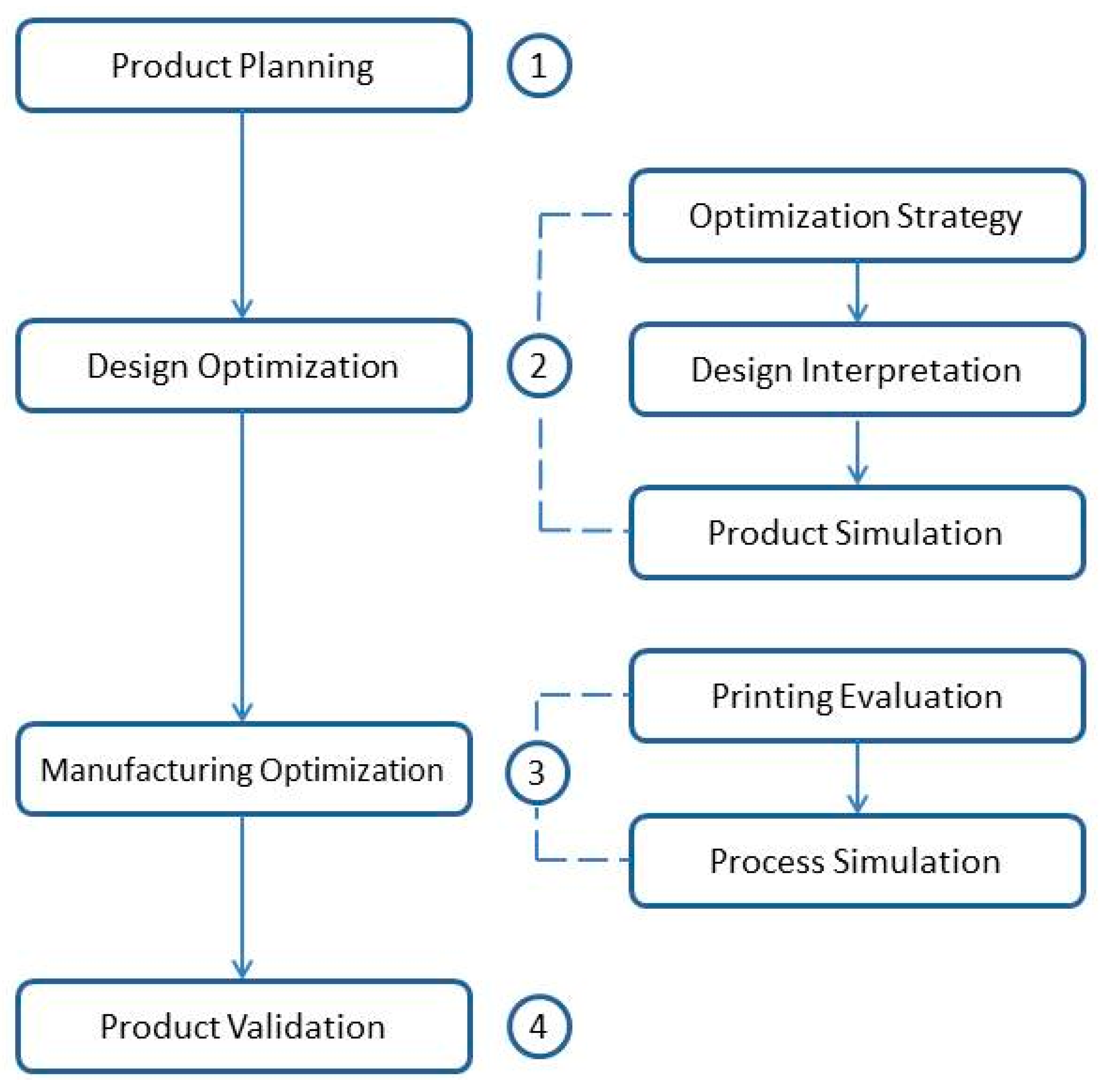
2. Holistic DfAM Workflow
3. Product Planning
4. Optimization Strategy
4.1. Numerical Instabilities of TO
4.2. Gradient-Based TO
4.3. SIMP Approach
4.4. Lattice Infill Optimization
4.5. Generative Design
4.6. TO Constraints
5. Design Interpretation
6. Product Simulation
7. Printing Evaluation
8. Process Simulation
9. Product Validation
10. Discussion
11. Conclusions
- The guided-design TO strategy improves the workflow efficiency by using optimization constraints for FEM validation and AM printing limitations.
- Nowadays, software platforms provide automatic CAD reconstructions techniques for TO, requiring minimum post-processing time and modelling expertise. To maximize this technique, TO and FEM validation should be performed via the same software platform, to facilitate data manipulation.
- In general, TO algorithms works as a black-box inside software platforms. However, the designer must understand the physical interpretation of density fields and check solver convergence to ensure adequate results.
- The analysis of different TO solutions is recommended to find an adequate trade-off between performance and manufacturing costs.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- ISO; ASTM. ISO/ASTM 52900:2015 (ASTM F2792)—Additive Manufacturing–General Principles—Terminology; ISO International Organization for Standardization: Geneva, Switzerland; ASTM American Society for Testing and Materials: West Conshohocken, PA, USA, 2015. [Google Scholar]
- Magerramova, L.; Vasilyev, B.; Kinzburskiy, V. Novel designs of turbine blades for additive manufacturing. In Proceedings of the ASME Turbo Expo, Seoul, Korea, 13–17 June 2016; ASME: New York, NY, USA. [Google Scholar] [CrossRef]
- Caiazzo, F.; Alfieri, V.; Bujazha, B.D. Additive manufacturing of biomorphic scaffolds for bone tissue engineering. Int. J. Adv. Manuf. Technol. 2021, 113, 2909–2923. [Google Scholar] [CrossRef]
- Arabnejad, S.; Johnston, B.; Tanzer, M.; Pasini, D. Fully porous 3D printed titanium femoral stem to reduce stress-shielding following total hip arthroplasty. J. Orthop. Res. 2017, 35, 1774–1783. [Google Scholar] [CrossRef]
- Materialise: An introduction of Buy-To-Fly Ratio Cutting Costs with Metal 3D Printing. Available online: https://www.materialise.com/en/manufacturing/whitepaper-buy-to-fly-ratio-cutting-costs-metal-3d-printing (accessed on 23 June 2021).
- Yang, S.; Min, W.; Ghibaudo, J.; Zhao, Y.F. Understanding the sustainability potential of part consolidation design supported by additive manufacturing. J. Clean. Prod. 2019, 232, 722–738. [Google Scholar] [CrossRef]
- Rafi, H.K.; Starr, T.L.; Stucker, B.E. A comparison of the tensile, fatigue, and fracture behavior of Ti-6Al-4V and 15-5 PH stainless steel parts made by selective laser melting. Int. J. Adv. Manuf. Technol. 2013, 69, 1299–1309. [Google Scholar] [CrossRef]
- Guo, N.; Leu, M.C. Additive manufacturing: Technology, applications and research needs. Front. Mech. Eng. 2013, 8, 215–243. [Google Scholar] [CrossRef]
- Alafaghani, A.; Qattawi, A.; Jaman, M.S.; Ablat, M.A. Microstructure and mechanical properties of direct metal laser–sintered 15-5PH steel with different solution annealing heat treatments. Int. J. Adv. Manuf. Technol. 2019, 105, 3499–3520. [Google Scholar] [CrossRef]
- Calignano, F.; Galati, M.; Iuliano, L. A Metal Powder Bed Fusion Process in Industry: Qualification Considerations. Machines 2019, 7, 72. [Google Scholar] [CrossRef] [Green Version]
- Sola, A.; Nouri, A. Microstructural porosity in additive manufacturing: The formation and detection of pores in metal parts fabricated by powder bed fusion. J. Adv. Manuf. Process. 2019, 1, 1–21. [Google Scholar] [CrossRef]
- Liu, Z.Y.; Li, C.; Fang, X.Y.; Guo, Y.B. Energy Consumption in Additive Manufacturing of Metal Parts. Procedia Manuf. 2018, 26, 834–845. [Google Scholar] [CrossRef]
- Alfieri, V.; Argenio, P.; Caiazzo, F.; Sergi, V. Reduction of surface roughness by means of laser processing over additive manufacturing metal parts. Materials 2017, 10, 30. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Gibson, I.; Rosen, D.; Stucker, B.; Khorasani, M. Additive Manufacturing Technologies; Springer: Cham, Switzerland, 2021. [Google Scholar] [CrossRef]
- Caiazzo, F.; Alfieri, V. Optimization of laser beam welding of steel parts made by additive manufacturing. Int. J. Adv. Manuf. Technol. 2021. [Google Scholar] [CrossRef]
- Barroqueiro, B.; Andrade-Campos, A.; Valente, R.A.F.; Neto, V. Metal additive manufacturing cycle in aerospace industry: A comprehensive review. J. Manuf. Mater. Process. 2019, 3, 52. [Google Scholar] [CrossRef] [Green Version]
- Crucible: Design Guidelines for Direct Metal Laser Sintering (DMLS). Available online: https://www.crucibledesign.co.uk/images/uploaded/guides/bs7000-part-2-a-management-guide-download-original.pdf (accessed on 23 June 2021).
- Bendsøe, M.P. Optimization of Structural Topology, Shape, and Material; Springer: New York, NY, USA, 1995. [Google Scholar]
- Upadhyay, B.D.; Sonigra, S.S.; Daxini, S.D. Numerical analysis perspective in structural shape optimization: A review post 2000. Adv. Eng. Softw. 2021, 155, 102992. [Google Scholar] [CrossRef]
- Du Plessis, A.; Broeckhoven, C.Y.; Yadroitsev, I.; Hands, I.; Kunju, C.H.; Bhate, R.; Dhruv, B. Beautiful and Functional: A Review of Biomimetic Design in Additive Manufacturing. Addit. Manuf. 2019, 27, 408–427. [Google Scholar] [CrossRef]
- Dalpadulo, E.; Pini, F.; Leali, F. Integrated CAD platform approach for Design for Additive Manufacturing of high performance automotive components. Int. J. Interact. Des. Manuf. 2020, 14, 899–909. [Google Scholar] [CrossRef]
- Wiberg, A.; Persson, J.; Ölvander, J. Design for additive manufacturing—A review of available design methods and software. Rapid Prototyp. J. 2019, 25, 1080–1094. [Google Scholar] [CrossRef] [Green Version]
- Mohiuddin, M.V.; Khan, M.M.A. Re-design of an Aircraft Bracket Using Topology Optimization Technique. Int. J. Mech. Eng. 2020, 7, 42–53. [Google Scholar] [CrossRef]
- Pang, T.Y.; Fard, M. Reverse engineering and topology optimization for weight-reduction of a bell-crank. Appl. Sci. 2020, 10, 8568. [Google Scholar] [CrossRef]
- Page, D.; Koschan, A.; Abidi, M. Methodologies and Techniques for Reverse Engineering—The Potential for Automation with 3-D Laser Scanners. In Reverse Engineering; Springer Series in Advanced Manufacturing; Raja, V., Fernandes, K., Eds.; Springer: London, UK, 2008. [Google Scholar] [CrossRef]
- Szilvási-Nagy, M.; Mátyási, G. Analysis of STL Files. Math. Comput. Model. 2003, 38, 945–960. [Google Scholar] [CrossRef]
- Berrocal, L.; Fernandez, R.; Gonzalez, S.; Peñiran, A.; Tudela, S.; Villanova, J.; Rubio, L.; Marquez, J.M.; Guerrero, J.; Lasagni, F. Topology optimization and additive manufacturing for aerospace components. Prog. Addit. Manuf. 2019, 4, 83–95. [Google Scholar] [CrossRef]
- Renishaw: Is Topological Optimization Really Optimal? Case Study: Suspension Bell-Crank. Available online: https://resources.renishaw.com/en/details/--101324 (accessed on 23 June 2021).
- Christensen, P.W.; Klarbring, A. An Introduction to Structural Optimization; Springer Science + Business Media: Basingstoke, UK, 2009. [Google Scholar] [CrossRef]
- Iqbal, T.; Wang, L.; Li, D.; Dong, E.; Fan, H.; Fu, J.; Hu, C. A general multi-objective topology optimization methodology developed for customized design of pelvic prostheses. Med. Eng. Phys. 2019, 69, 8–16. [Google Scholar] [CrossRef]
- Suresh, K. A 199-line Matlab code for Pareto-Optimal tracing in topology optimization. Struct. Multidiscip. Optim. 2010. [Google Scholar] [CrossRef]
- Luo, Z.; Chen, L.P.; Yang, J.; Zhang, Y.Q. Multiple stiffness topology optimizations of continuum structures. Int. J. Adv. Manuf. Technol. 2006, 30, 203–214. [Google Scholar] [CrossRef]
- Sigmund, O. EML webinar overview: Topology Optimization—Status and Perspectives. Extrem. Mech. Lett. 2020, 39, 100855. [Google Scholar] [CrossRef]
- Pietropaoli, M.; Montomoli, F.; Gaymann, A. Structural and Multidisciplinary Optimization Three-dimensional fluid topology optimization for heat transfer. Struct. Multidiscip. Optim. 2018, 59, 801–812. [Google Scholar] [CrossRef] [Green Version]
- Høghøj, L.C.; Nørhave, D.R.; Alexandersen, J.; Sigmund, O.; Andreasen, C.S. Topology optimization of two fluid heat exchangers. Int. J. Heat Mass Transf. 2020, 163, 120543. [Google Scholar] [CrossRef]
- Deng, Y.; Korvink, J.G. Topology optimization for three-dimensional electromagnetic waves using an edge element-based finite-element method. Proc. R. Soc. A Math. Phys. Eng. Sci. 2016, 472. [Google Scholar] [CrossRef] [PubMed]
- Zhao, W.; Zheng, C.; Chen, H. Acoustic topology optimization of porous material distribution based on an adjoint variable FMBEM sensitivity analysis. Eng. Anal. Bound. Elem. 2019, 99, 60–75. [Google Scholar] [CrossRef]
- Corbera Caraballo, S.; Olazagoitia Rodríguez, J.L.; Lozano Ruiz, J.A.; Álvarez Fernández, R. Optimization of a butterfly valve disc using 3D topology and genetic algorithms. Struct. Multidiscip. Optim. 2017, 56, 941–957. [Google Scholar] [CrossRef]
- Deaton, J.D.; Grandhi, R.V. A survey of structural and multidisciplinary continuum topology optimization: Post 2000. Struct. Multidiscip. Optim. 2014, 49, 1–38. [Google Scholar] [CrossRef]
- Da Silva, G.A.; Aage, N.; Beck, A.T.; Sigmund, O. Three-dimensional manufacturing tolerant topology optimization with hundreds of millions of local stress constraints. Int. J. Numer. Methods Eng. 2021, 122, 548–578. [Google Scholar] [CrossRef]
- Shi, G.; Guan, C.; Quan, D.; Wu, D.; Tang, L.; Gao, T. An aerospace bracket designed by thermo-elastic topology optimization and manufactured by additive manufacturing. Chin. J. Aeronaut. 2020, 33, 1252–1259. [Google Scholar] [CrossRef]
- Sigmund, O.; Maute, K. Topology optimization approaches: A comparative review. Struct. Multidiscip. Optim. 2013, 48, 1031–1055. [Google Scholar] [CrossRef]
- Sigmund, O.; Petersson, J. Numerical instabilities in topology optimization: A survey on procedures dealing with checkerboards, mesh-dependencies and local minima. Struct. Optim. 1998, 16, 68–75. [Google Scholar] [CrossRef]
- Díaz, A.; Sigmund, O. Checkerboard patterns in layout optimization. Struct. Optim. 1995, 10, 40–45. [Google Scholar] [CrossRef]
- Araujo, M.V.O.; Lages, E.N.; Cavalcante, M.A.A. Checkerboard free topology optimization for compliance minimization applying the finite-volume theory. In Proceedings of the XL Ibero-Latin-American Congress on Computational Methods in Engineering, ABMEC, Natal, Brazil, 9 November 2020. [Google Scholar] [CrossRef]
- Bendsoe, M.P.; Sigmund, O. Topology Optimization Theory—Methods and Applications; Springer Science + Business Media: New York, NY, USA, 2003. [Google Scholar]
- Sigmund, O. Morphology-based black and white filters for topology optimization. Struct. Multidiscip. Optim. 2007, 33, 401–424. [Google Scholar] [CrossRef] [Green Version]
- Hu, S.B.; Chen, L.P.; Zhang, Y.Q.; Yang, J.; Wang, S.T. A crossing sensitivity filter for structural topology optimization with chamfering, rounding, and checkerboard-free patterns. Struct. Multidiscip. Optim. 2009, 37, 529–540. [Google Scholar] [CrossRef]
- Wang, F.; Lazarov, B.S.; Sigmund, O. On projection methods, convergence and robust formulations in topology optimization. Struct. Multidiscip. Optim. 2011, 43, 767–784. [Google Scholar] [CrossRef]
- Lazarov, B.S.; Wang, F.; Sigmund, O. Length scale and manufacturability in density-based topology optimization. Arch. Appl. Mech. 2016, 86, 189–218. [Google Scholar] [CrossRef] [Green Version]
- Li, L.; Khandelwal, K. Volume preserving projection filters and continuation methods in topology optimization. Eng. Struct. 2015, 85, 144–161. [Google Scholar] [CrossRef]
- Altair University: Practical Aspects of Structural Optimization a Study Guide. Available online: https://altairuniversity.com/free-ebooks/free-ebook-practical-aspects-of-structural-optimization-a-study-guide/ (accessed on 23 June 2021).
- MSC Software Corporation: Design Sensitivity and Optimization User’s Guide. Available online: https://simcompanion.mscsoftware.com/infocenter/index?page=content&id=DOC10014 (accessed on 23 June 2021).
- Comsol Multiphysics: Optimization Module 5.4. Available online: https://doc.comsol.com/5.6/docserver/#!/com.comsol.help.comsol/helpdesk/helpdesk.html (accessed on 23 June 2021).
- Bendsøe, M.P. Optimal shape design as a material distribution problem. Struct. Optim. 1989, 1, 193–202. [Google Scholar] [CrossRef]
- Sigmund, O. On the usefulness of non-gradient approaches in topology optimization. Struct. Multidiscip. Optim. 2011, 43, 589–596. [Google Scholar] [CrossRef]
- Lima, C.; Reis, M. A Topology Optimization Solver Applied to 3D Compliant Mechanism. In Proceedings of the 24th ABCM International Congress of Mechanical Engineering, Curitiba, PR, Brazil, 3–8 December 2017. [Google Scholar] [CrossRef]
- Bendsøe, M.P.; Sigmund, O. Material interpolation schemes in topology optimization. Arch. Appl. Mech. 1999, 69, 635–654. [Google Scholar] [CrossRef]
- Kaminakis, N.T.; Stavroulakis, G.E. Topology optimization for compliant mechanisms, using evolutionary-hybrid algorithms and application to the design of auxetic materials. Compos. Part B Eng. 2012, 43, 2655–2668. [Google Scholar] [CrossRef]
- Lazarov, O.S. Filters in topology optimization based on Helmholtz-type differential equations. Int. J. Numer. Methods Eng. 2011, 86, 765–781. [Google Scholar] [CrossRef]
- Molter, A.; dos Santos Fernandez, L.; Lauz, J.B. An optimality criteria-based method for the simultaneous optimization of the structural design and placement of piezoelectric actuators. Struct. Multidiscip. Optim. 2019, 59, 1125–1141. [Google Scholar] [CrossRef]
- Svanberg, K. The method of moving asymptotes—A new method for structural optimization. Int. J. Numer. Methods Eng. 1987, 24, 359–373. [Google Scholar] [CrossRef]
- Andreassen, E.; Clausen, A.; Schevenels, M.; Lazarov, B.S.; Sigmund, O. Efficient topology optimization in MATLAB using 88 lines of code. Struct. Multidiscip. Optim. 2011, 43, 1–16. [Google Scholar] [CrossRef] [Green Version]
- Maconachie, T.; Leary, M.; Lozanovski, B.; Zhang, X.; Qian, M.; Faruque, O.; Brandt, M. SLM lattice structures: Properties, performance, applications and challenges. Mater. Des. 2019, 183, 108137. [Google Scholar] [CrossRef]
- He, Y.; Burkhalter, D.; Durocher, D.; Gilbert, J.M. Solid-Lattice Hip Prosthesis Design: Applying Topology and Lattice Optimization to Reduce Stress Shielding from Hip Implants. In Proceedings of the 2018 Design of Medical Devices Conference, Minneapolis, MN, USA, 9–12 April 2018. [Google Scholar] [CrossRef] [Green Version]
- Al-Ketan, O.; Lee, D.; Rowshan, R.; Abu Al-Rub, R. Functionally graded and multi-morphology sheet TPMS lattices: Design, manufacturing, and mechanical properties. J. Mech. Behav. Biomed. Mater. 2020, 102. [Google Scholar] [CrossRef]
- Ullah, A.; D’Addona, D.; Seto, Y.; Yonehera, S.; Kubo, A. Utilizing Fractals for Modeling and 3D Printing of Porous Structures. Fractal Fract. 2021, 5, 40. [Google Scholar] [CrossRef]
- Wu, J.; Sigmund, O.; Groen, J.P. Topology optimization of multi-scale structures: A review. Struct. Multidiscip. Optim. 2021, 63, 1455–1480. [Google Scholar] [CrossRef]
- Groen, J.P.; Sigmund, O. Homogenization-based topology optimization for high-resolution manufacturable microstructures. Int. J. Numer. Methods Eng. 2018, 113, 1148–1163. [Google Scholar] [CrossRef] [Green Version]
- Dong, G.; Tang, Y.; Li, D.; Zhao, Y.F. Design and optimization of solid lattice hybrid structures fabricated by additive manufacturing. Addit. Manuf. 2020, 33, 101116. [Google Scholar] [CrossRef]
- Groen, J.P.; Thomsen, C.R.; Sigmund, O. Multi-scale topology optimization for stiffness and de-homogenization using implicit geometry modeling. Struct. Multidiscip. Optim. 2021. [Google Scholar] [CrossRef]
- Sun, H.; Ma, L. Generative design by using exploration approaches of reinforcement learning in density-based structural topology optimization. Designs 2020, 4, 10. [Google Scholar] [CrossRef]
- Autodesk: How GM and Autodesk Are Using Generative Design for Vehicles of the Future. Available online: https://adsknews.autodesk.com/news/gm-autodesk-using-generative-design-vehicles-future (accessed on 23 June 2021).
- Vlah, D.; Žavbi, R.; Vukašinović, N. Evaluation of Topology Optimization and Generative Design Tools As Support for Conceptual Design. Proc. Des. Soc. Des. Conf. 2020, 1, 451–460. [Google Scholar] [CrossRef]
- MSC Software Corporation: MSC Apex Generative Design. Available online: https://www.mscsoftware.com/product/msc-apex-generative-design (accessed on 23 June 2021).
- NTopology: nTopology Generative Design. Available online: https://ntopology.com/generative-design-software/ (accessed on 23 June 2021).
- Autodesk: Autodesk Fusion 360. Available online: https://www.autodesk.com/solutions/generative-design/manufacturing (accessed on 23 June 2021).
- Le, C.; Norato, J.; Bruns, T.; Ha, C.; Tortorelli, D. Stress-based topology optimization for continua. Struct. Multidiscip. Optim. 2009, 41, 605–620. [Google Scholar] [CrossRef]
- Lee, K.; Ahn, K.; Yoo, J. A novel P-norm correction method for lightweight topology optimization under maximum stress constraints. Comput. Struct. 2016, 171, 18–30. [Google Scholar] [CrossRef]
- Lian, H.; Christiansen, A.N.; Tortorelli, D.A.; Sigmund, O.; Aage, N. Combined shape and topology optimization for minimization of maximal von Mises stress. Struct. Multidiscip. Optim. 2017, 55, 1541–1557. [Google Scholar] [CrossRef] [Green Version]
- Mhapsekar, K.; McConaha, M.; Anand, S. Additive Manufacturing Constraints in Topology Optimization for Improved Manufacturability. J. Manuf. Sci. Eng. Trans. 2018, 140, 1–16. [Google Scholar] [CrossRef]
- Schelhorn, L.; Gosch, M.; Debeugny, L.; Schröter, P.; Schwarz, W.; Soller, S. Optimal Design and Process Simulation for Additive Manufacturing. In Proceedings of the 8th European Conference for Aeronautics and Space Sciences, Madrid, Spain, 1–4 July 2019. [Google Scholar] [CrossRef]
- Marinov, M.; Amagliani, M.; Barback, T.; Flower, J.; Barley, S.; Furuta, S.; Charrot, P.; Henley, I.; Santhanam, N.; Finnigan, G.T.; et al. Generative Design Conversion to Editable and Watertight Boundary Representation. CAD Comput. Aided Des. 2019, 115, 194–205. [Google Scholar] [CrossRef]
- Schneider, T.; Hua, Y.; Gao, X.; Dumas, J.; Zorin, D.; Panozzo, D. A Large-Scale Comparison of Tetrahedral and Hexahedral Elements for Finite Element Analysis. arXiv 2019, arXiv:1903.09332. [Google Scholar]
- Pagac, M.; Hajnys, J.; Halama, R.; Aldabash, T.; Mesicek, J.; Jancar, L.; Jansa, J. Prediction of model distortion by fem in 3d printing via the selective laser melting of stainless steel aisi 316l. Appl. Sci. 2021, 11, 1656. [Google Scholar] [CrossRef]
- Cheng, B.; Loeber, L.; Willeck, H.; Hartel, U.; Tuffile, C. Computational Investigation of Melt Pool Process Dynamics and Pore Formation in Laser Powder Bed Fusion. J. Mater. Eng. Perform. 2019, 28, 6565–6578. [Google Scholar] [CrossRef]
- Carraturo, M.; Jomo, J.; Kollmannsberger, S.; Reali, A.; Auricchio, F.; Rank, E. Modeling and experimental validation of an immersed thermo-mechanical part-scale analysis for laser powder bed fusion processes. Addit. Manuf. 2020, 36, 101498. [Google Scholar] [CrossRef]
- Afazov, S.; Denmark, W.A.D.; Lazaro Toralles, B.; Holloway, A.; Yaghi, A. Distortion prediction and compensation in selective laser melting. Addit. Manuf. 2017, 17, 15–22. [Google Scholar] [CrossRef]
- Chen, Q.; Liang, X.; Hayduke, D.; Liu, J.; Cheng, L.; Oskin, J.; Whitmore, R.; To, A.C. An inherent strain based multiscale modeling framework for simulating part-scale residual deformation for direct metal laser sintering. Addit. Manuf. 2019, 28, 406–418. [Google Scholar] [CrossRef]
- Setien, I.; Chiumenti, M.; Veen, S.D.; San Sebastian, M.; Garciandía, F.; Echeverría, A. Empirical methodology to determine inherent strains in additive manufacturing. Comput. Math. Appl. 2019, 78, 2282–2295. [Google Scholar] [CrossRef] [Green Version]
- Liang, X.; Chen, Q.; Cheng, L.; Hayduke, D.; To, A.C. Modified inherent strain method for efficient prediction of residual deformation in direct metal laser sintered components. Comput. Mech. 2019, 64, 1719–1733. [Google Scholar] [CrossRef]
- Orme, M.; Madera, I.; Gschweitl, M.; Ferrari, M. Topology optimization for additive manufacturing as an enabler for light weight flight hardware. Designs 2018, 2, 51. [Google Scholar] [CrossRef] [Green Version]
- Caiazzo, F.; Alfieri, V.; Corrado, G.; Argenio, P. Laser powder-bed fusion of Inconel 718 to manufacture turbine blades. Int. J. Adv. Manuf. Technol. 2017, 93, 4023–4031. [Google Scholar] [CrossRef] [Green Version]
- Seifi, M.; Gorelik, M.; Waller, J.; Hrabe, N.; Shamsaei, N.; Lewandowski, J. Progress Towards Metal Additive Manufacturing Standardization to Support Qualification and Certification. Miner. Met. Mat. Soc. 2017, 69, 3. [Google Scholar] [CrossRef]
- Bourell, D.L.; Rosen, D.W.; Leu, M.C. The Roadmap for Additive Manufacturing and Its Impact. 3D Print. Addit. Manuf. 2014, 1, 6–9. [Google Scholar] [CrossRef]
- ISO; ASTM. ISO/ASTM 17296:2014—Additive Manufacturing–General Principles—Part 3: Main Characteristics and Corresponding Test Methods; ISO International Organization for Standardization: Geneva, Switzerland; ASTM American Society for Testing and Materials: West Conshohocken, PA, USA, 2014. [Google Scholar]
- ISO; ASTM. ISO/ASTM 52904:2019—Additive Manufacturing–Process Characteristics and Performance—Practice for Metal Powder Bed Fusion Process to Meet Critical Applications; ISO International Organization for Standardization: Geneva, Switzerland; ASTM American Society for Testing and Materials: West Conshohocken, PA, USA, 2019. [Google Scholar]
- Rosso, S.; Uriati, F.; Grigolato, L.; Meneghello, R.; Concheri, G.; Savio, G. An optimization workflow in design for additive manufacturing. Appl. Sci. 2021, 11, 2572. [Google Scholar] [CrossRef]
- McEwen, I.; Cooper, D.E.; Warnett, J.; Kourra, N.; Williams, M.A.; Gibbons, G.J. Design & manufacture of a high-performance bicycle crank by Additive Manufacturing. Appl. Sci. 2018, 8, 1360. [Google Scholar] [CrossRef] [Green Version]
- Nieto, D.M.; Sánchez, D.M. Design for additive manufacturing: Tool review and a case study. Appl. Sci. 2021, 11, 1571. [Google Scholar] [CrossRef]
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sbrugnera Sotomayor, N.A.; Caiazzo, F.; Alfieri, V. Enhancing Design for Additive Manufacturing Workflow: Optimization, Design and Simulation Tools. Appl. Sci. 2021, 11, 6628. https://doi.org/10.3390/app11146628
Sbrugnera Sotomayor NA, Caiazzo F, Alfieri V. Enhancing Design for Additive Manufacturing Workflow: Optimization, Design and Simulation Tools. Applied Sciences. 2021; 11(14):6628. https://doi.org/10.3390/app11146628
Chicago/Turabian StyleSbrugnera Sotomayor, Nicolas Alberto, Fabrizia Caiazzo, and Vittorio Alfieri. 2021. "Enhancing Design for Additive Manufacturing Workflow: Optimization, Design and Simulation Tools" Applied Sciences 11, no. 14: 6628. https://doi.org/10.3390/app11146628
APA StyleSbrugnera Sotomayor, N. A., Caiazzo, F., & Alfieri, V. (2021). Enhancing Design for Additive Manufacturing Workflow: Optimization, Design and Simulation Tools. Applied Sciences, 11(14), 6628. https://doi.org/10.3390/app11146628