
A Finite Element Method to Predict the Mechanical Behavior of a Pre-Structured Material Manufactured by Fused Filament Fabrication in 3D Printing

 , ,
, ,
Abstract
:1. Introduction
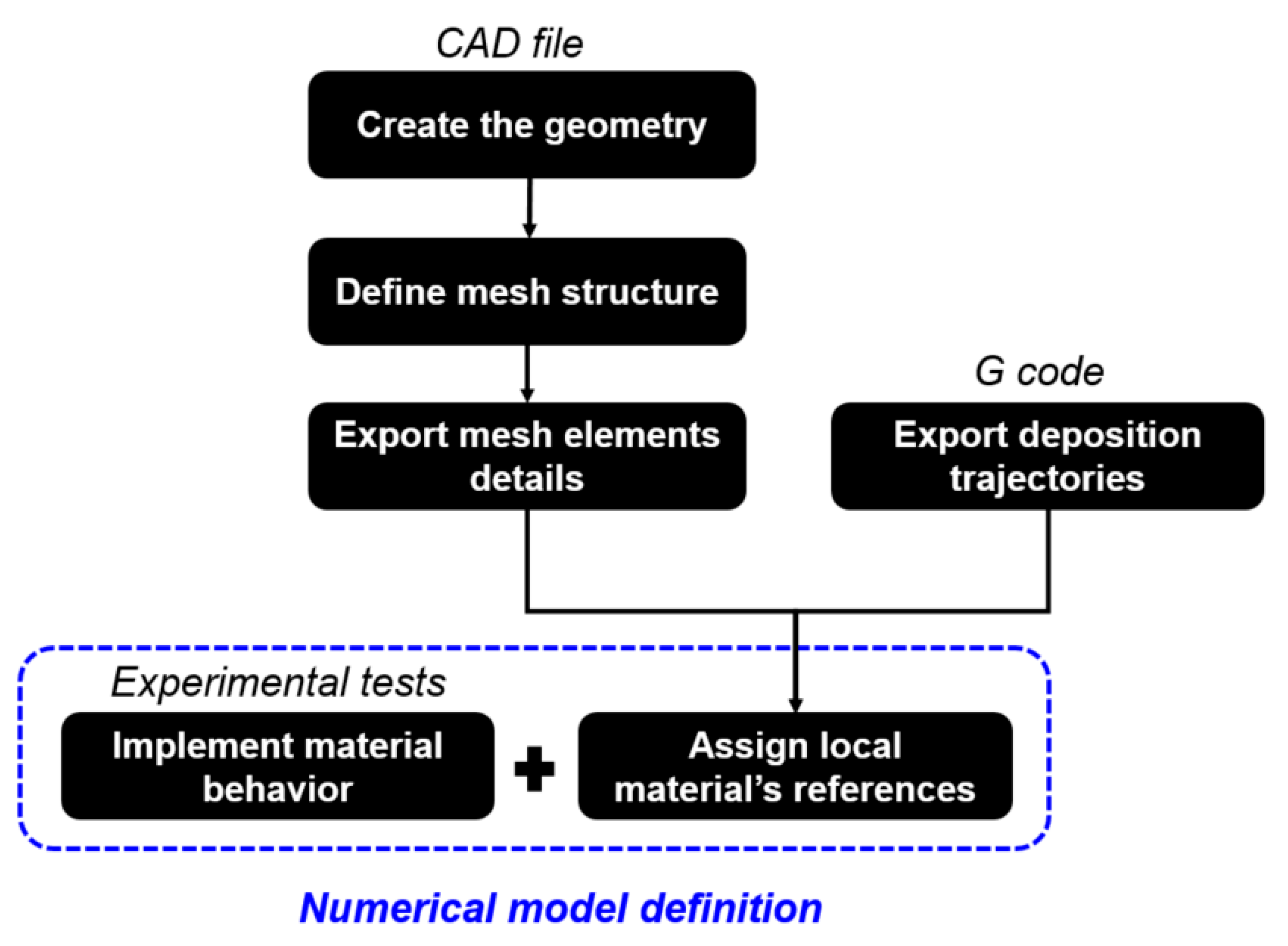
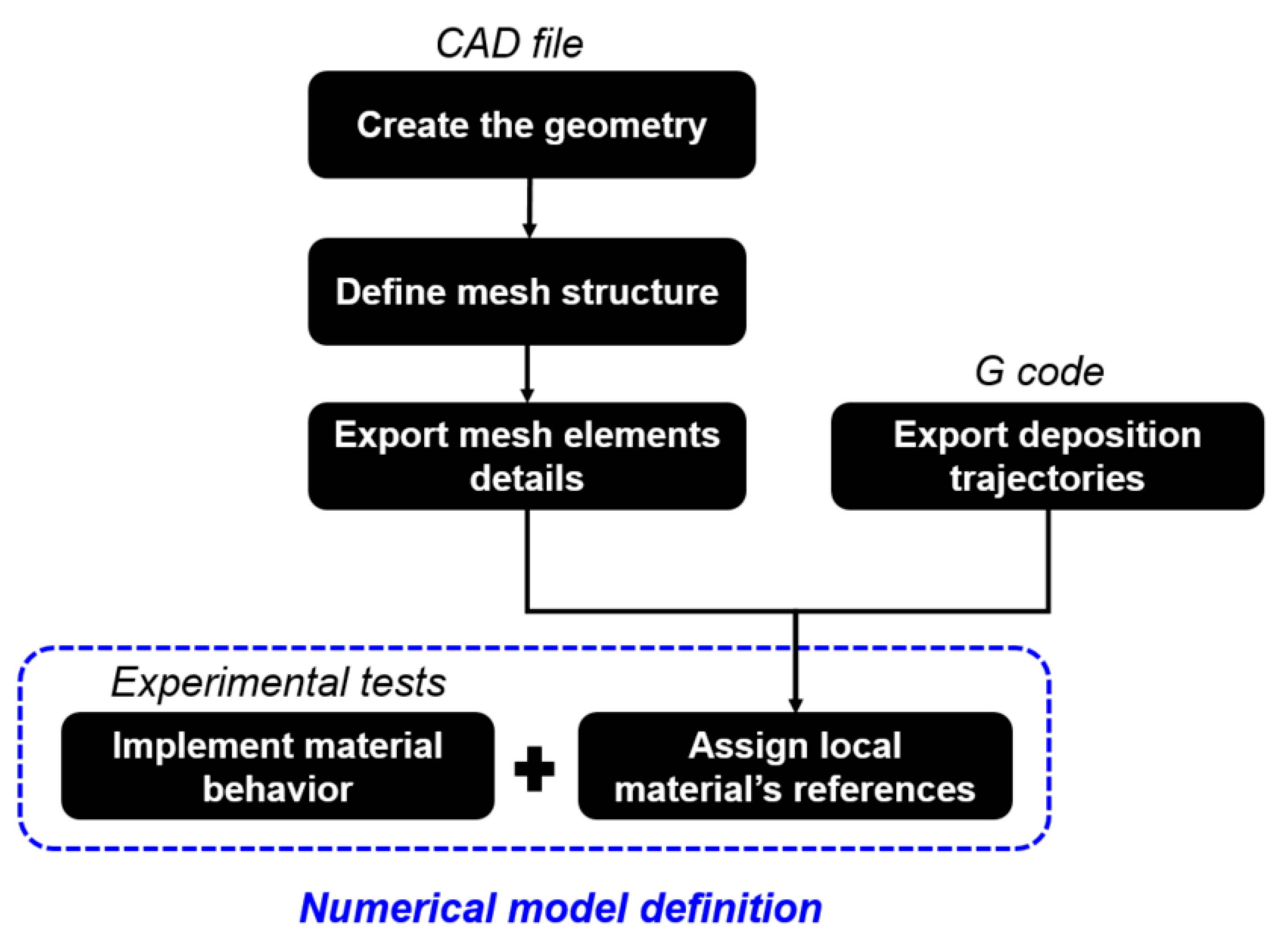
2. Modeling Methodology
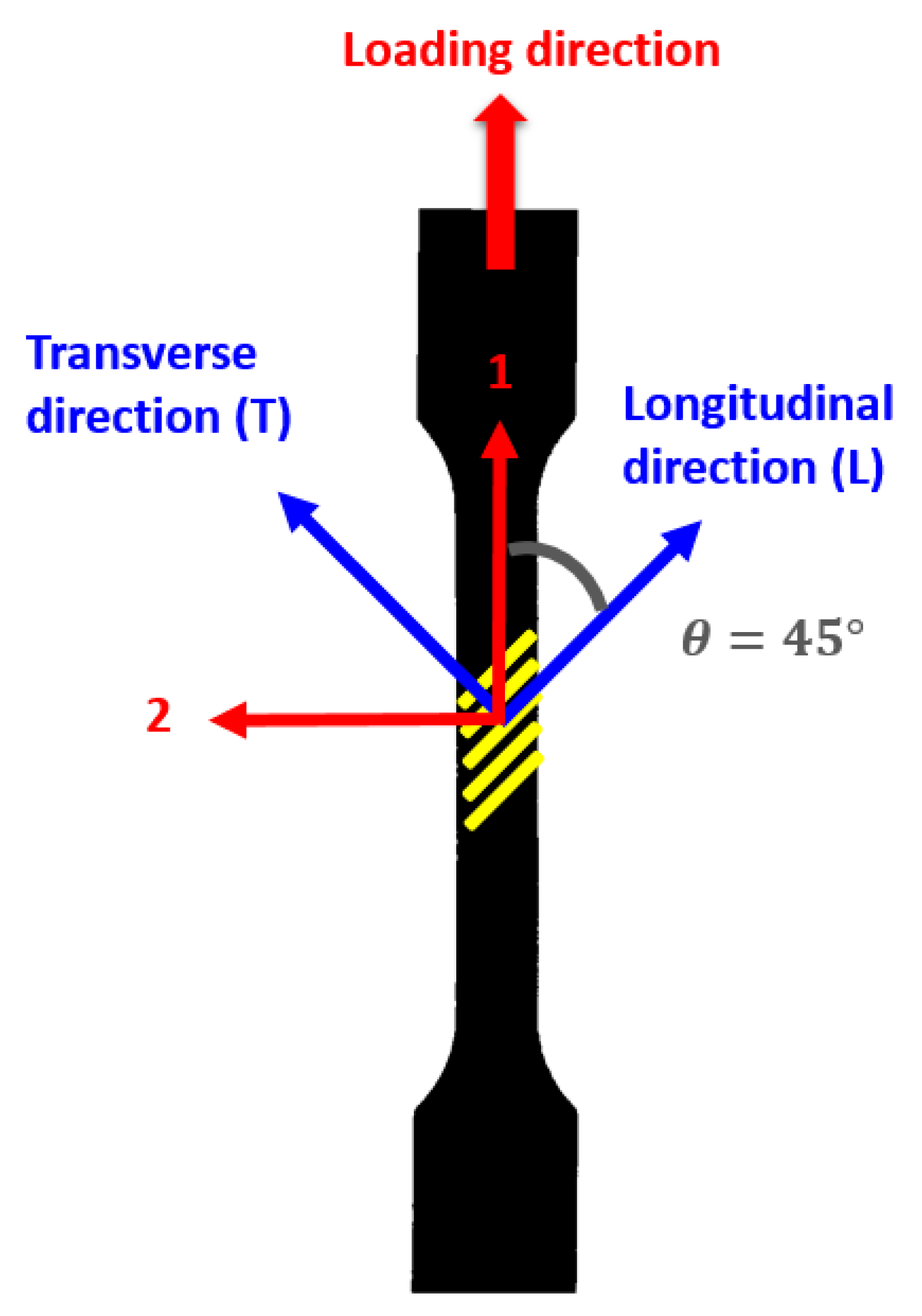
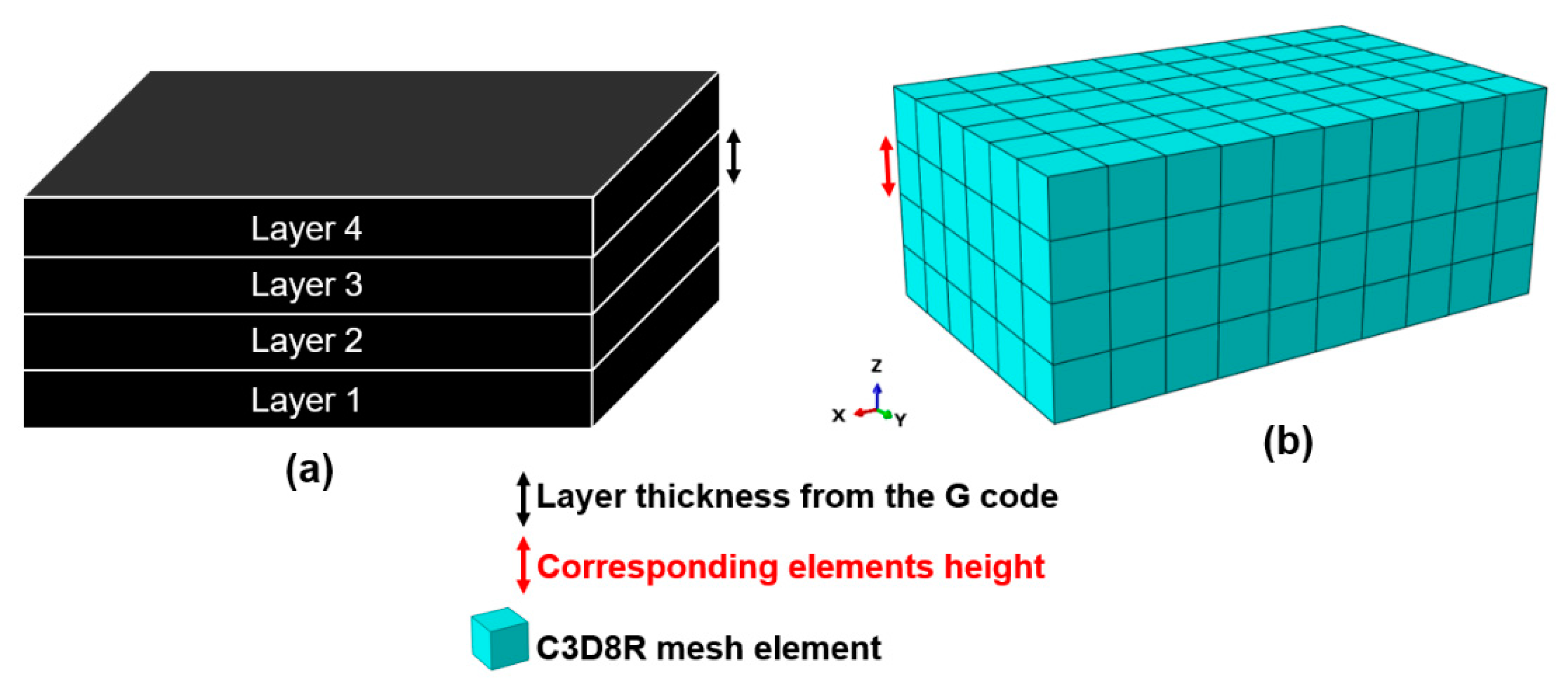
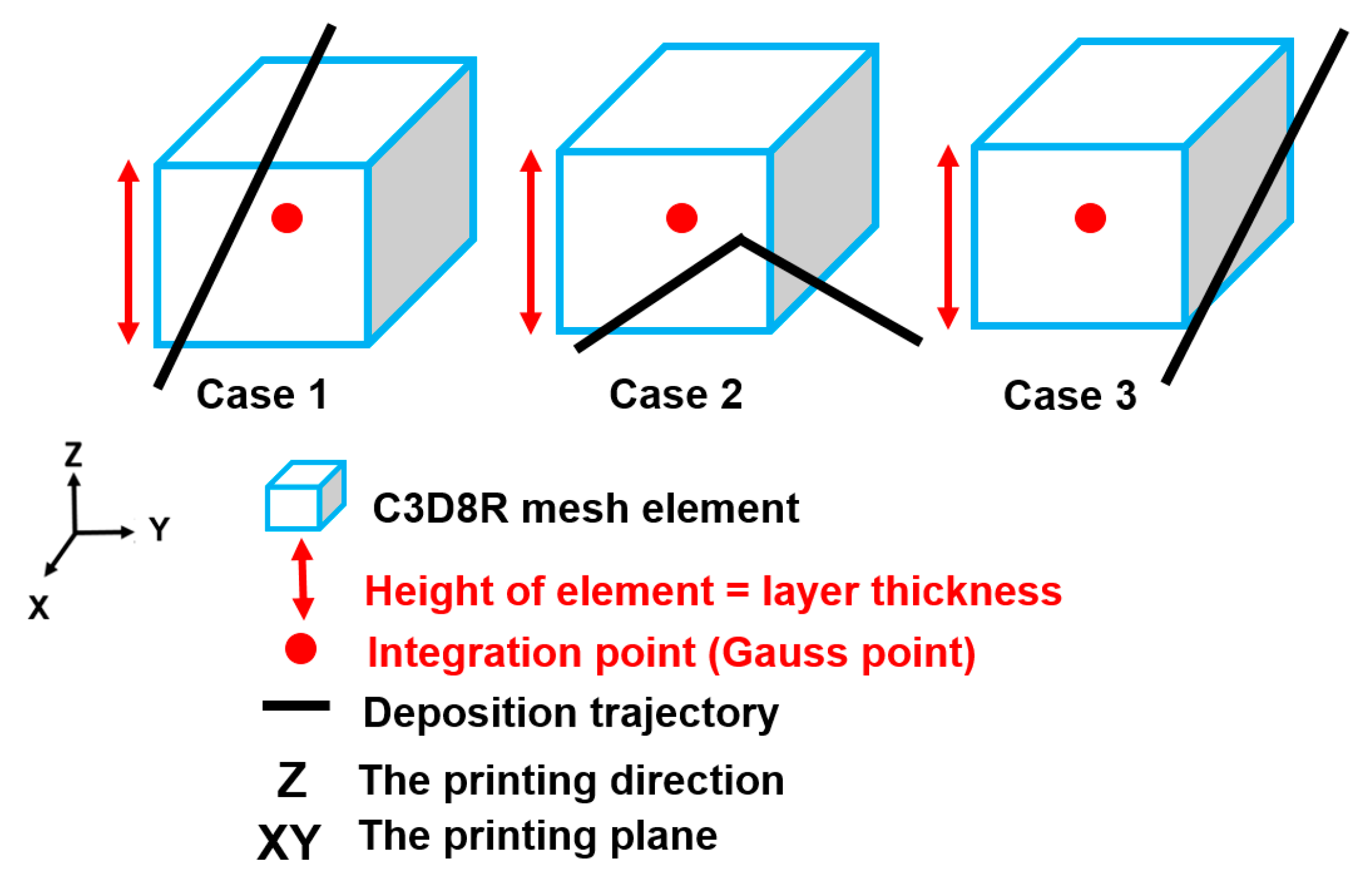
2.1. Local References Assignment in Mesh Elements
2.2. Mechanical Behavior Definition
3. Experimental Setups
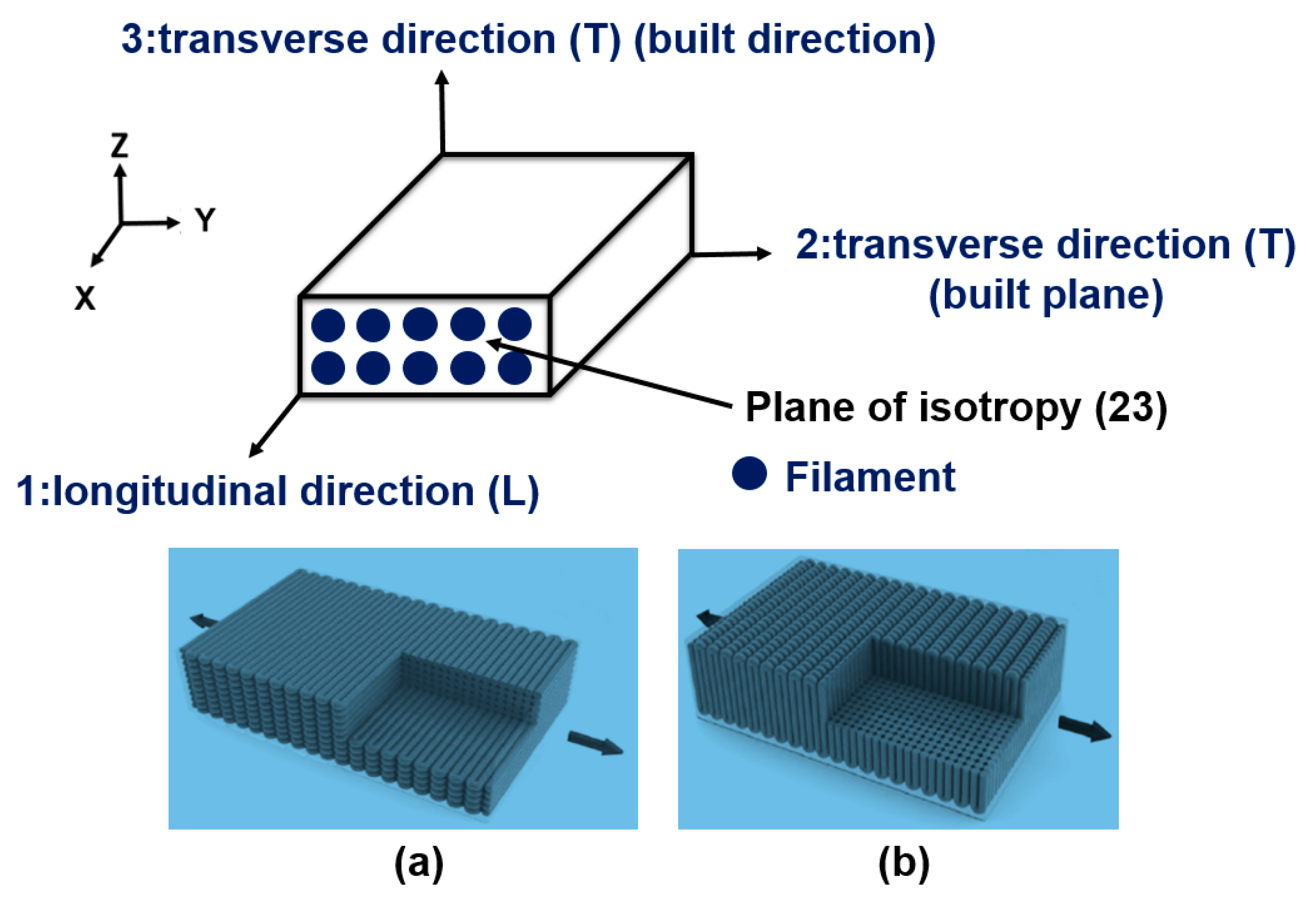
3.1. Fabrication of the Specimen
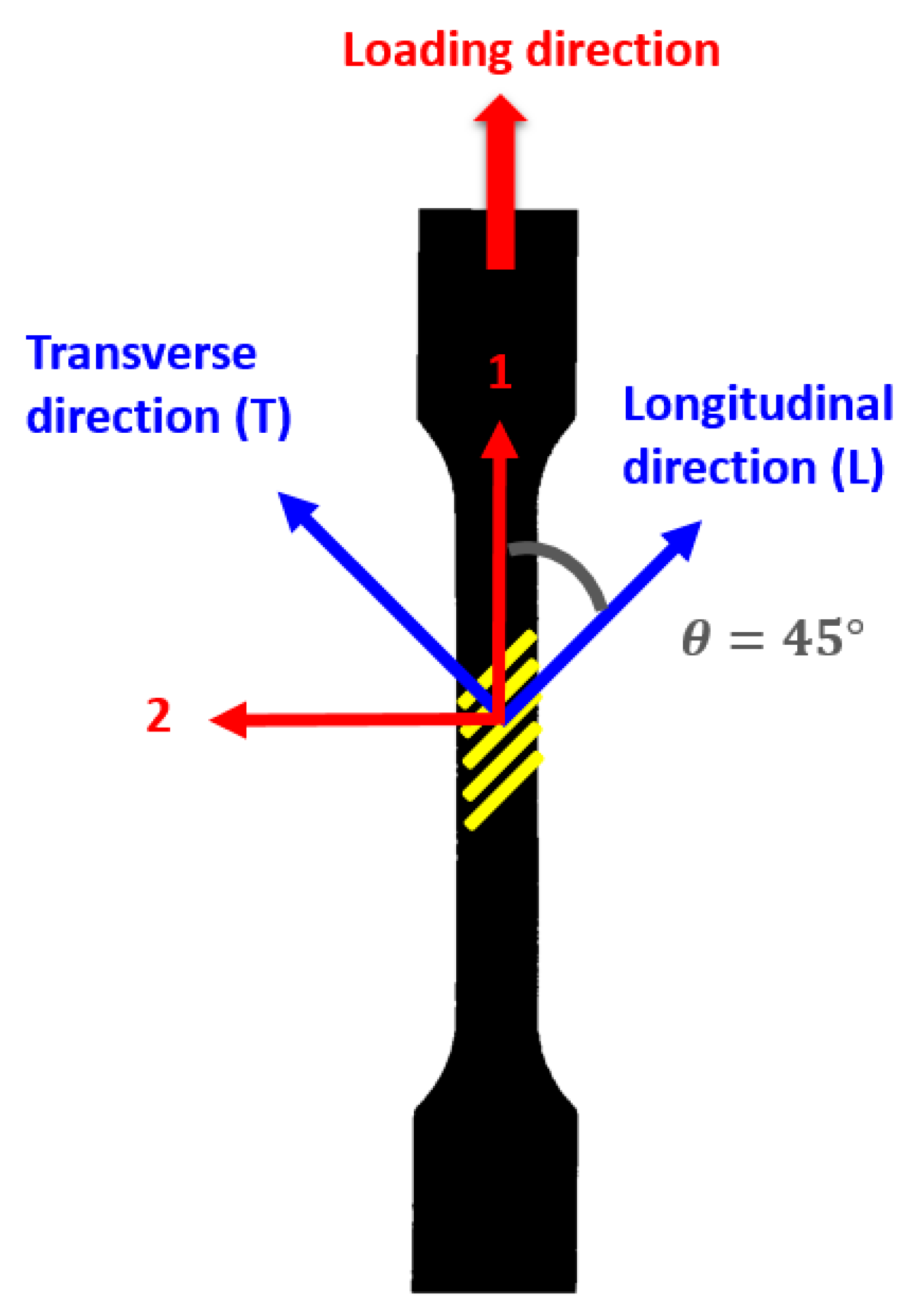
3.2. Tensile Tests with Digital Image Correlation
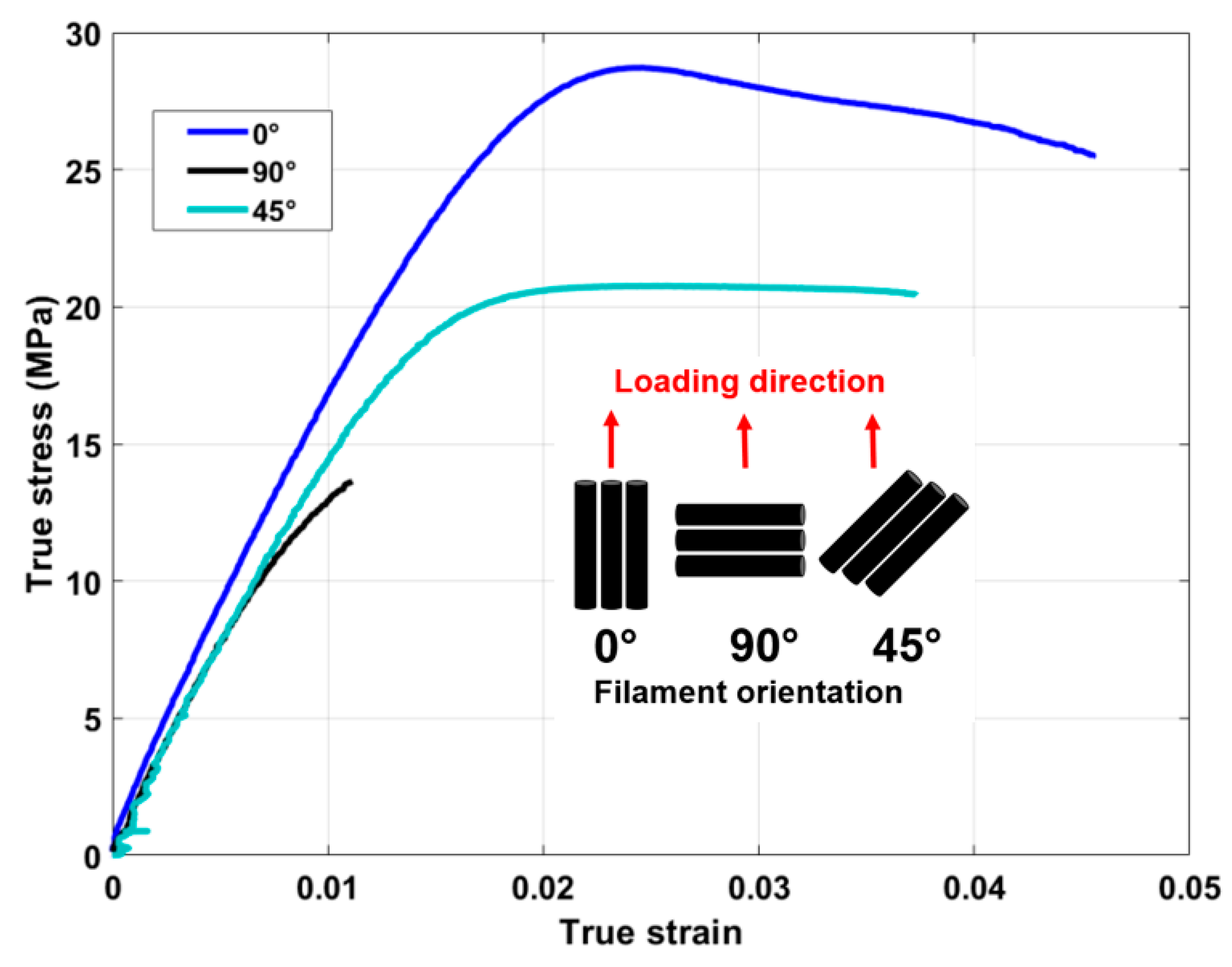
3.3. Tensile Tests Results
4. Implementation of the Pre-Structured Material Behavior
4.1. Transverse Isotropic Law Identification
4.1.1. The In-Plane Shear Modulus
- : Printing angle
- : Young’s modulus in the longitudinal direction
- : Young’s modulus in the transverse direction
- : The in-plane Poisson’s ratio
- : The in-plane shear modulus
- : Young’s modulus in the loading direction (global reference)
4.1.2. The Out-of-Plane Poison’s Ratio
4.1.3. Stiffness Matrix
4.2. Anisotropic Yielding Criterion: Hill Criterion
- ): The tensile strength in loading direction (global reference)
- : Printing angle: The stress in the longitudinal direction of the filament
- : The stress in the transversal direction
- : The in-plane shear stress
4.3. Plastic Flow Curve of the Filament (0° Specimen)
5. Results and Discussions
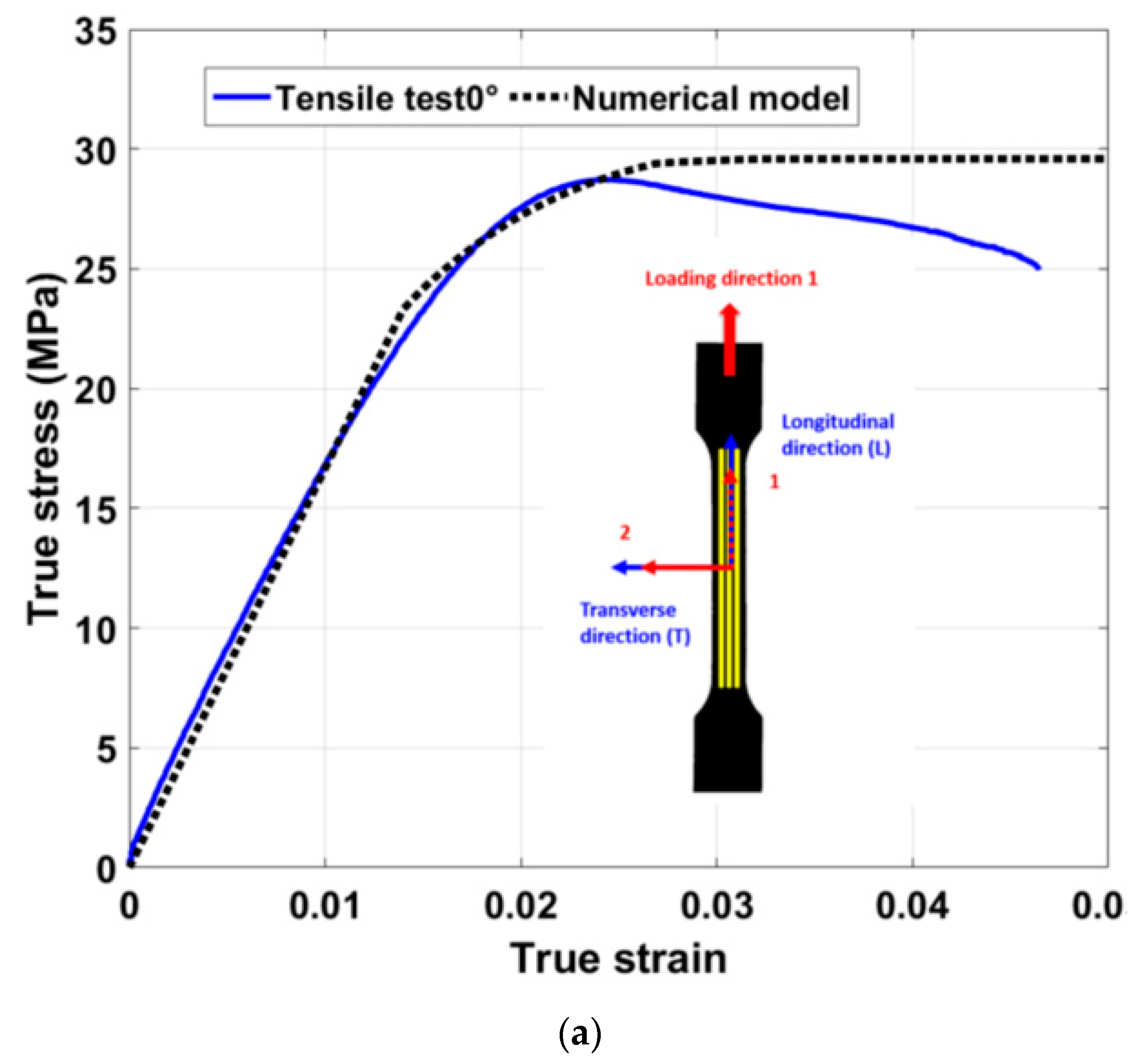
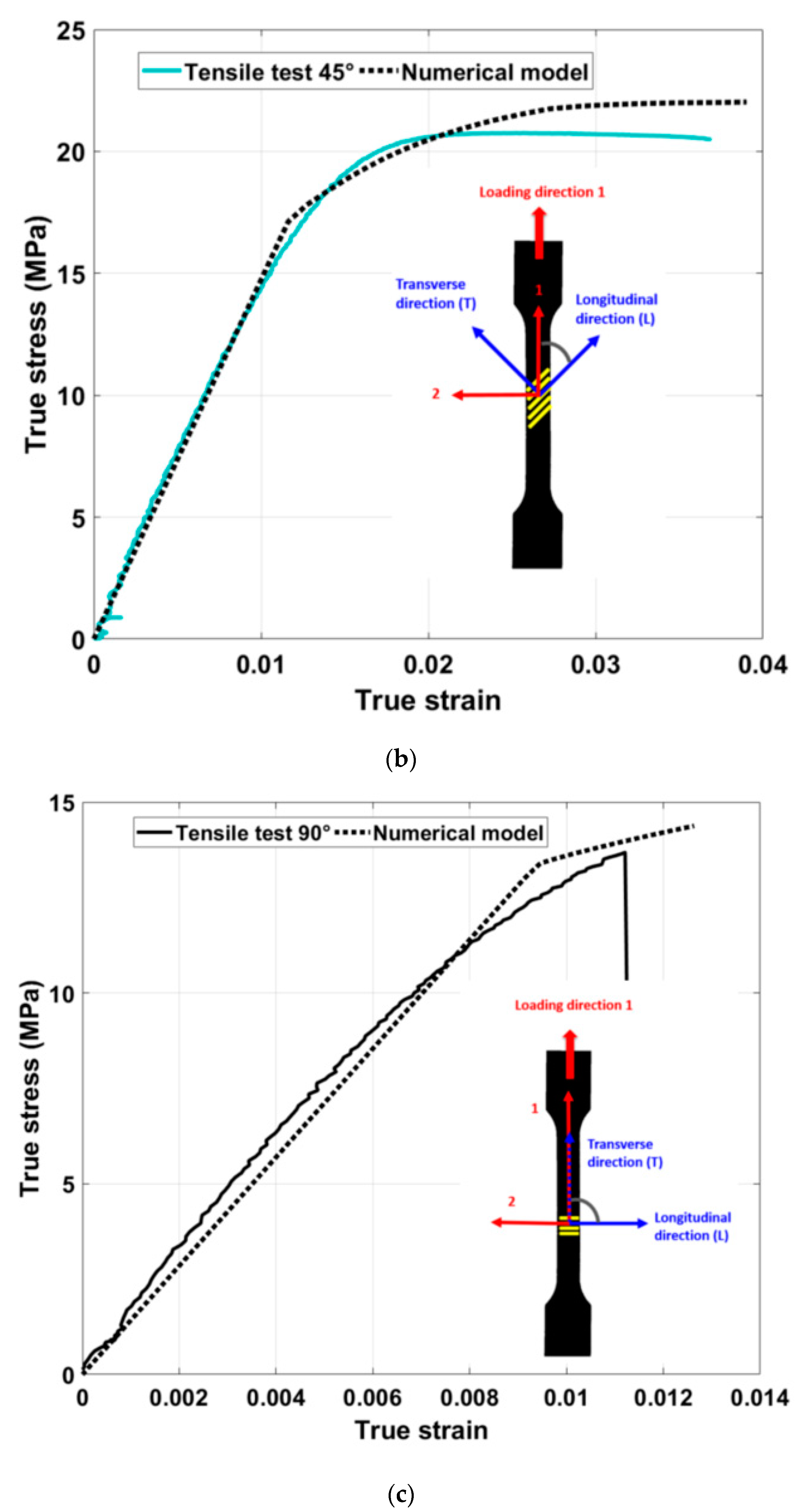
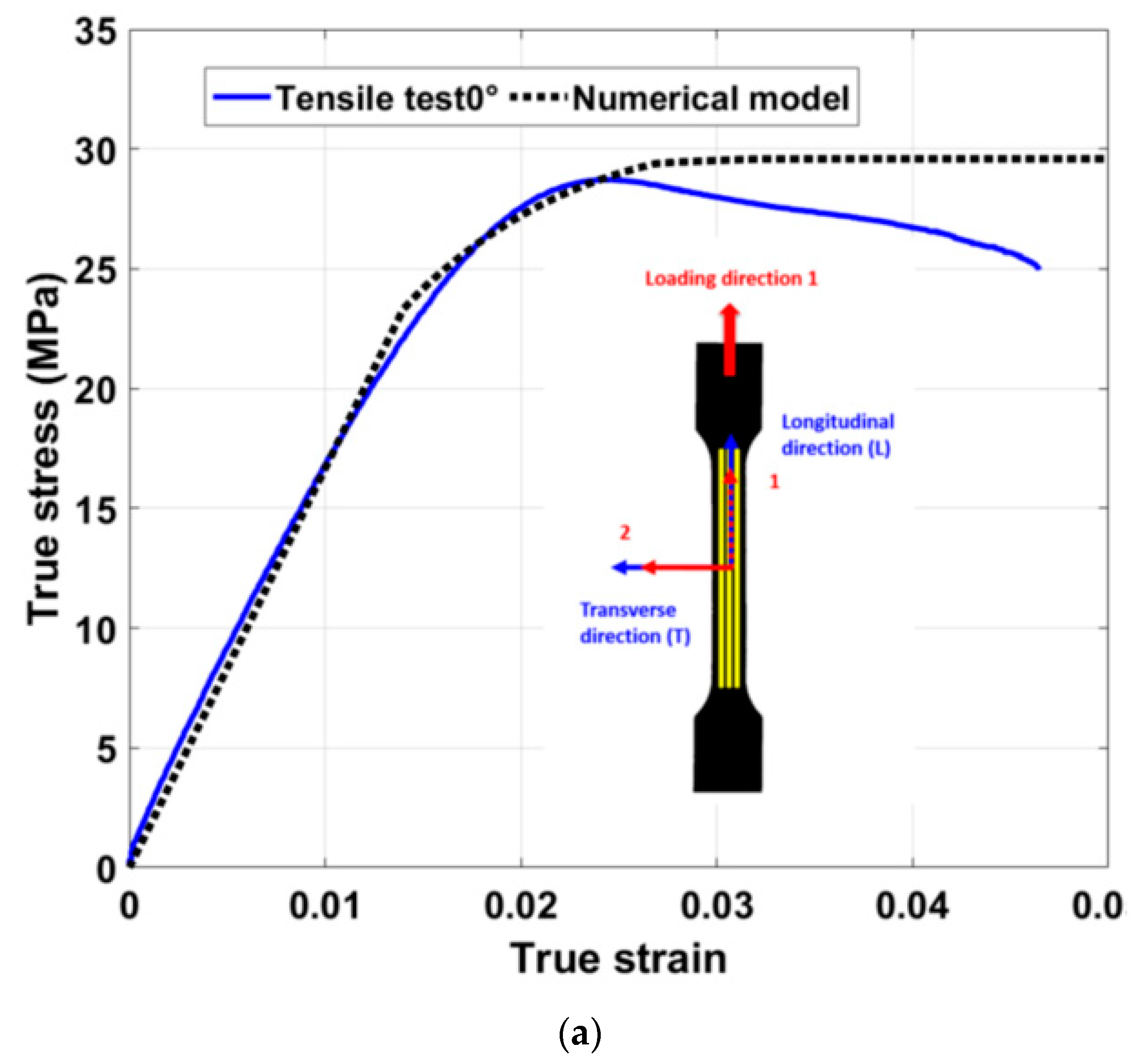
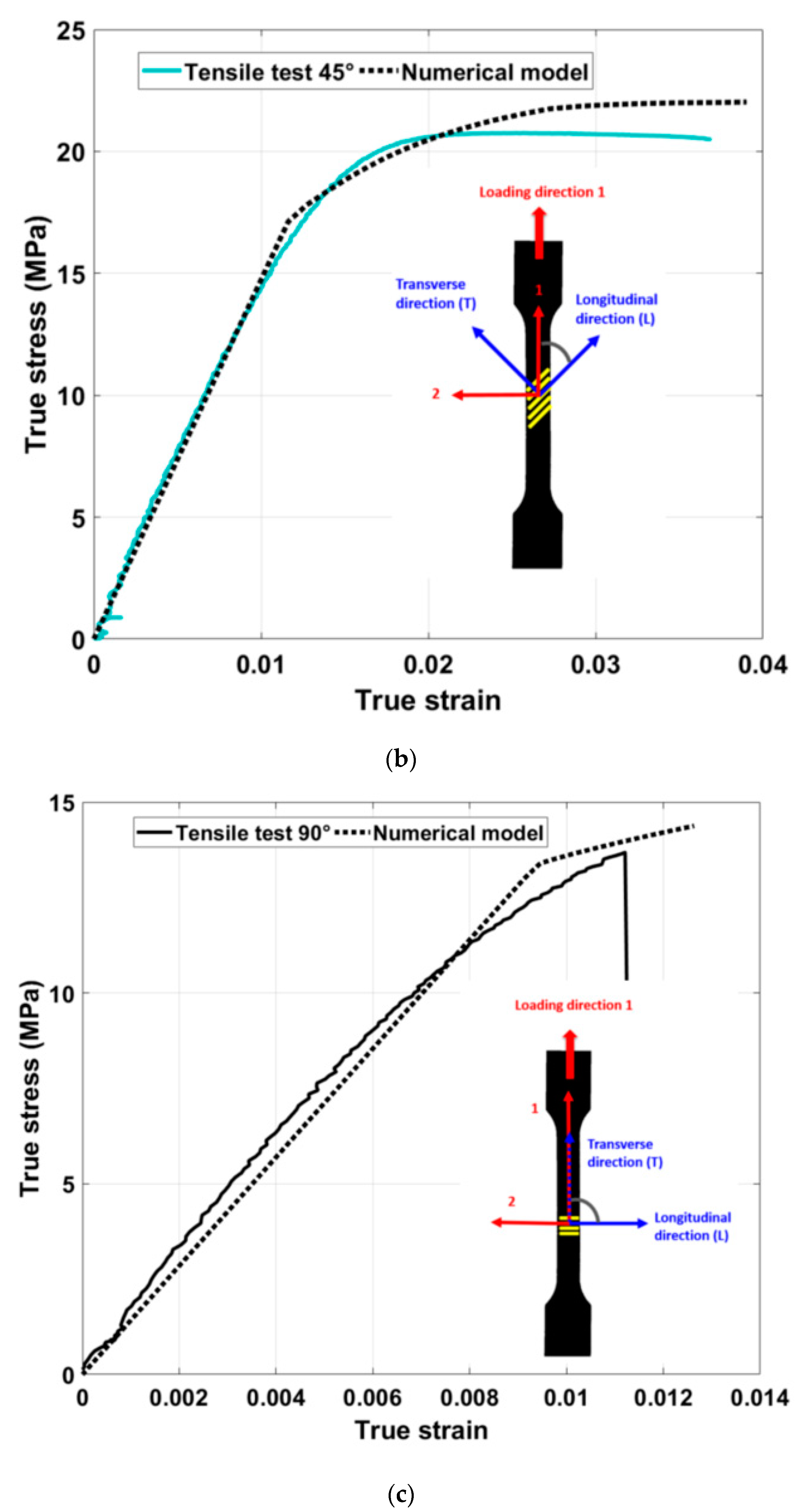
5.1. Tensile Tests Prediction
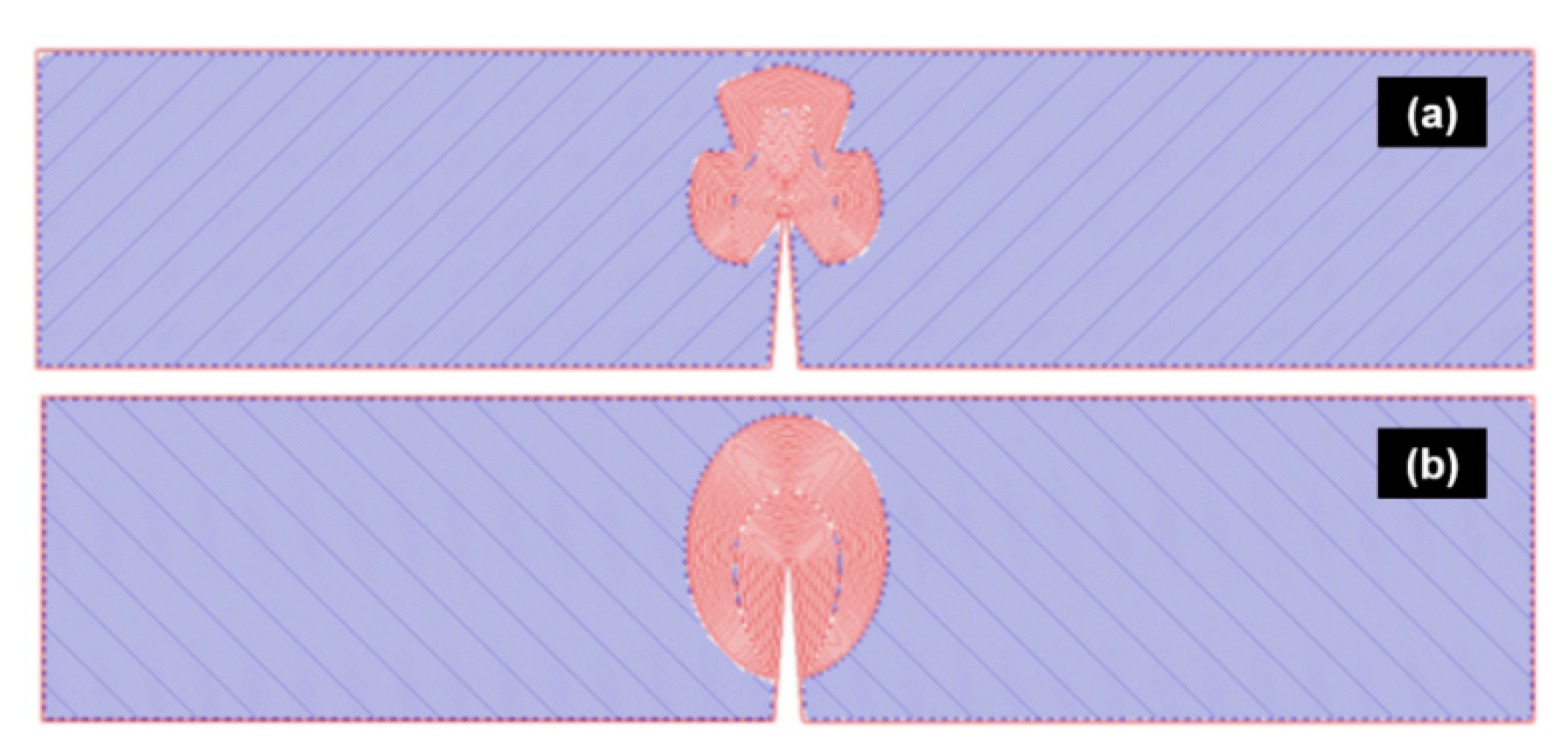
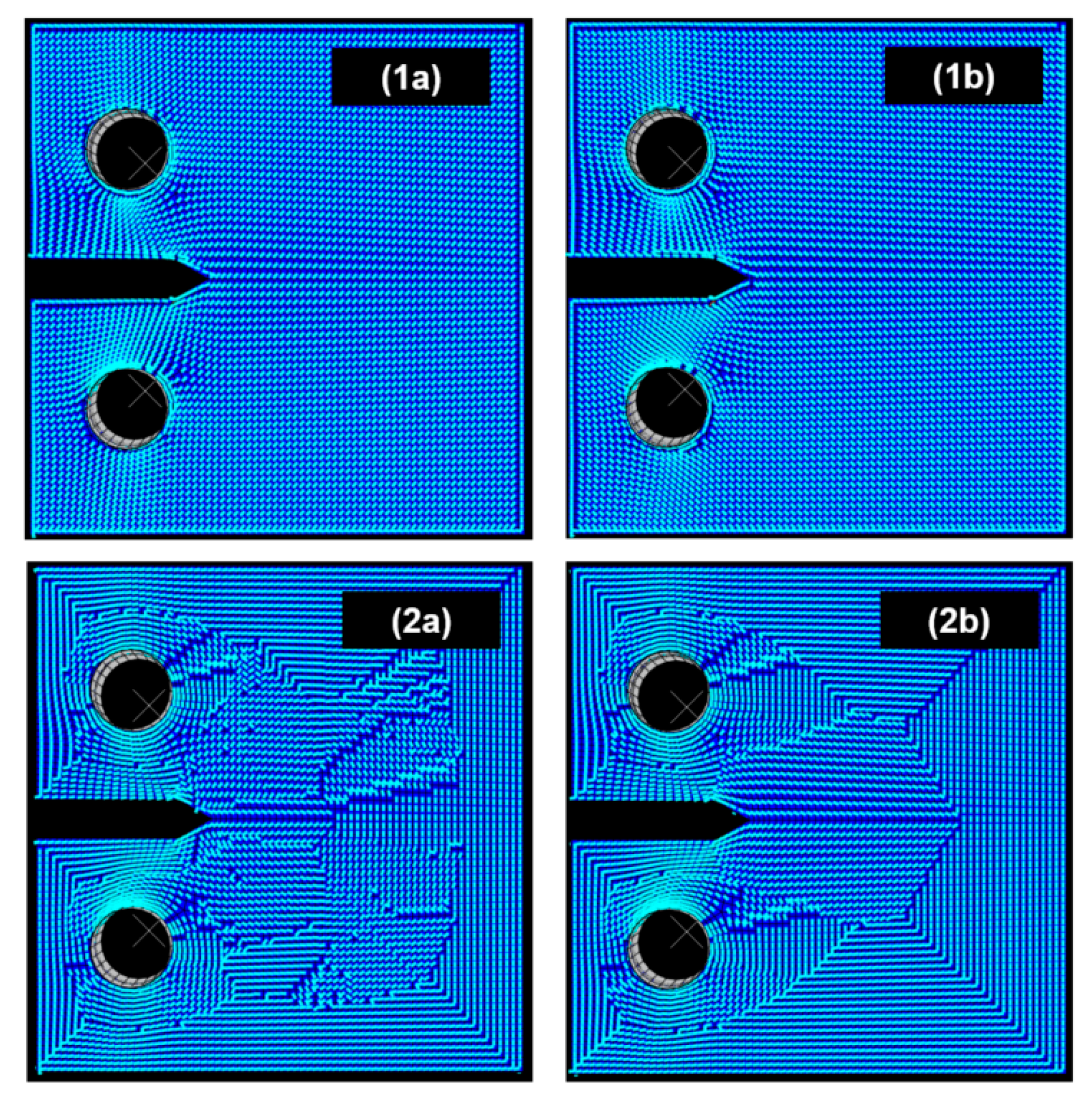
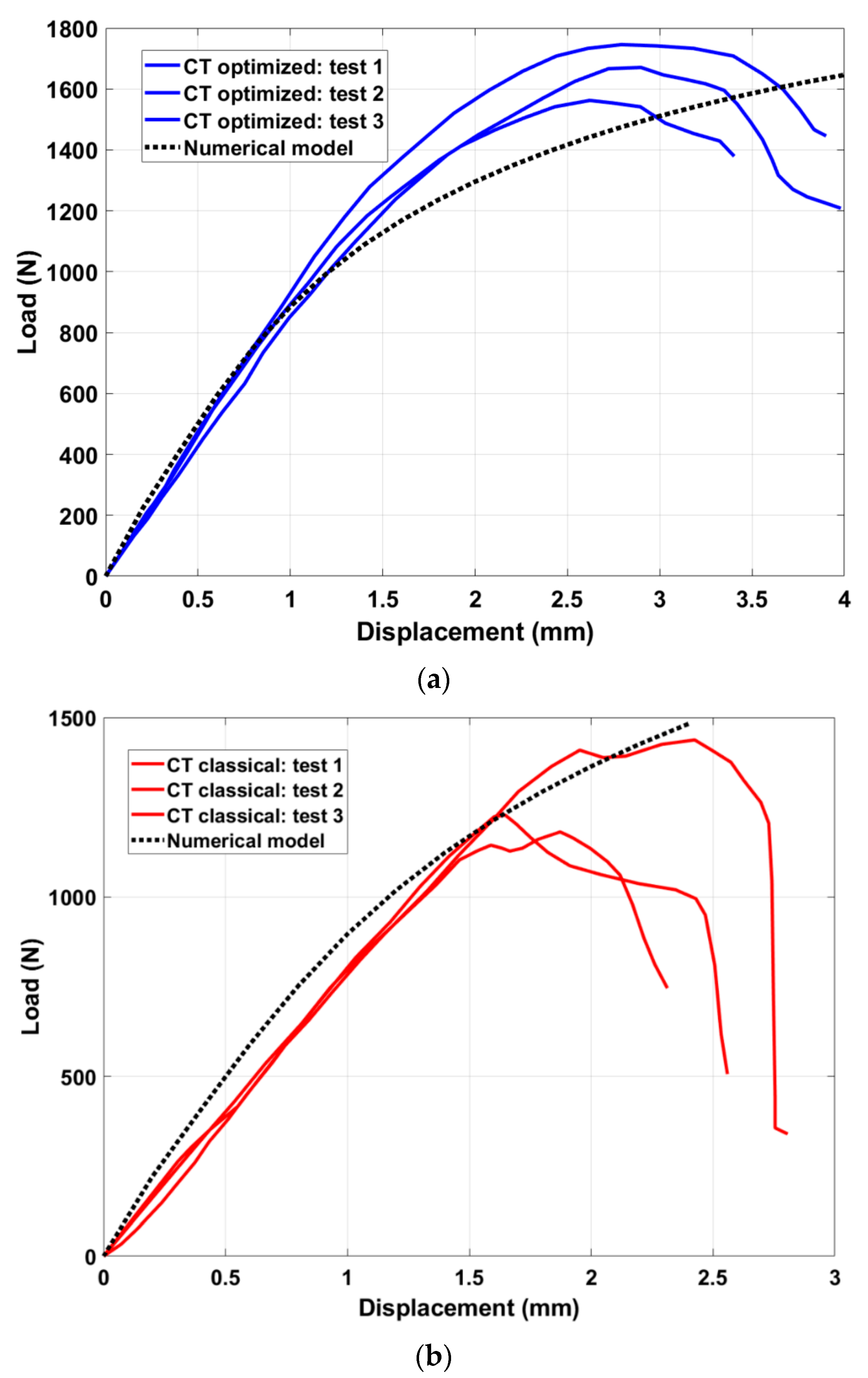
5.2. Compact-Tension Specimen
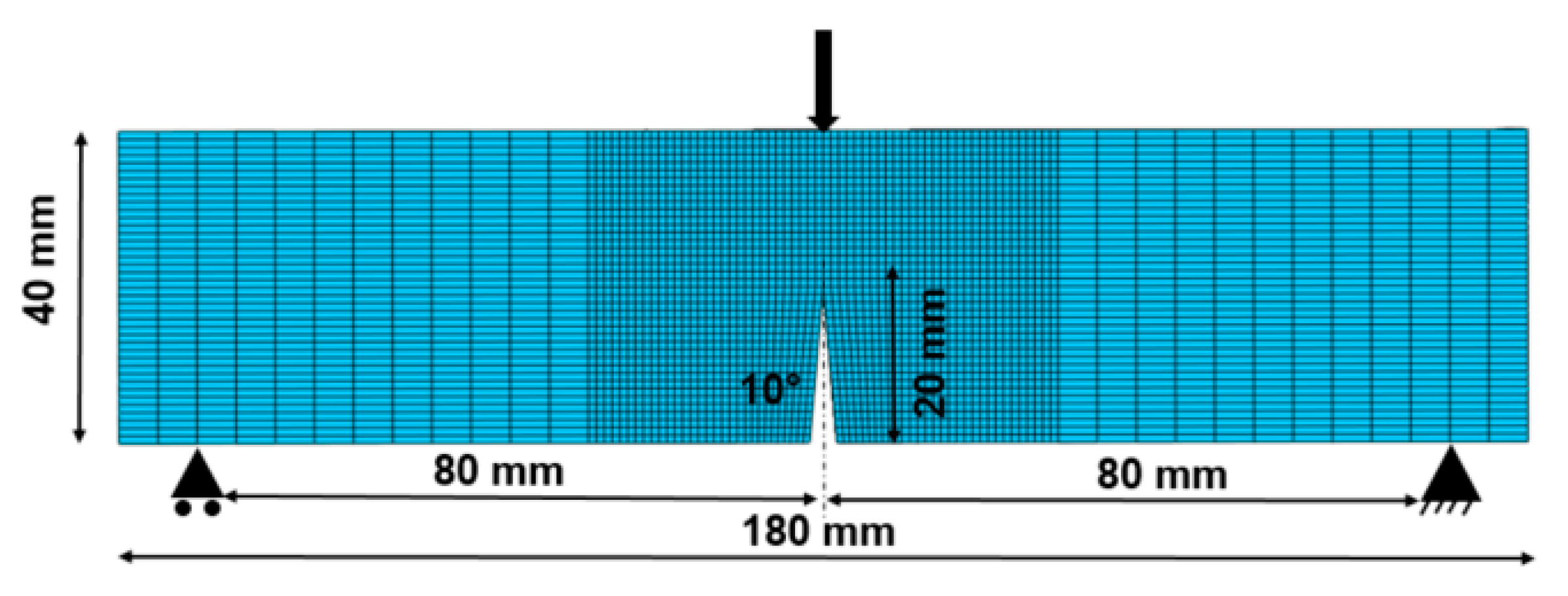
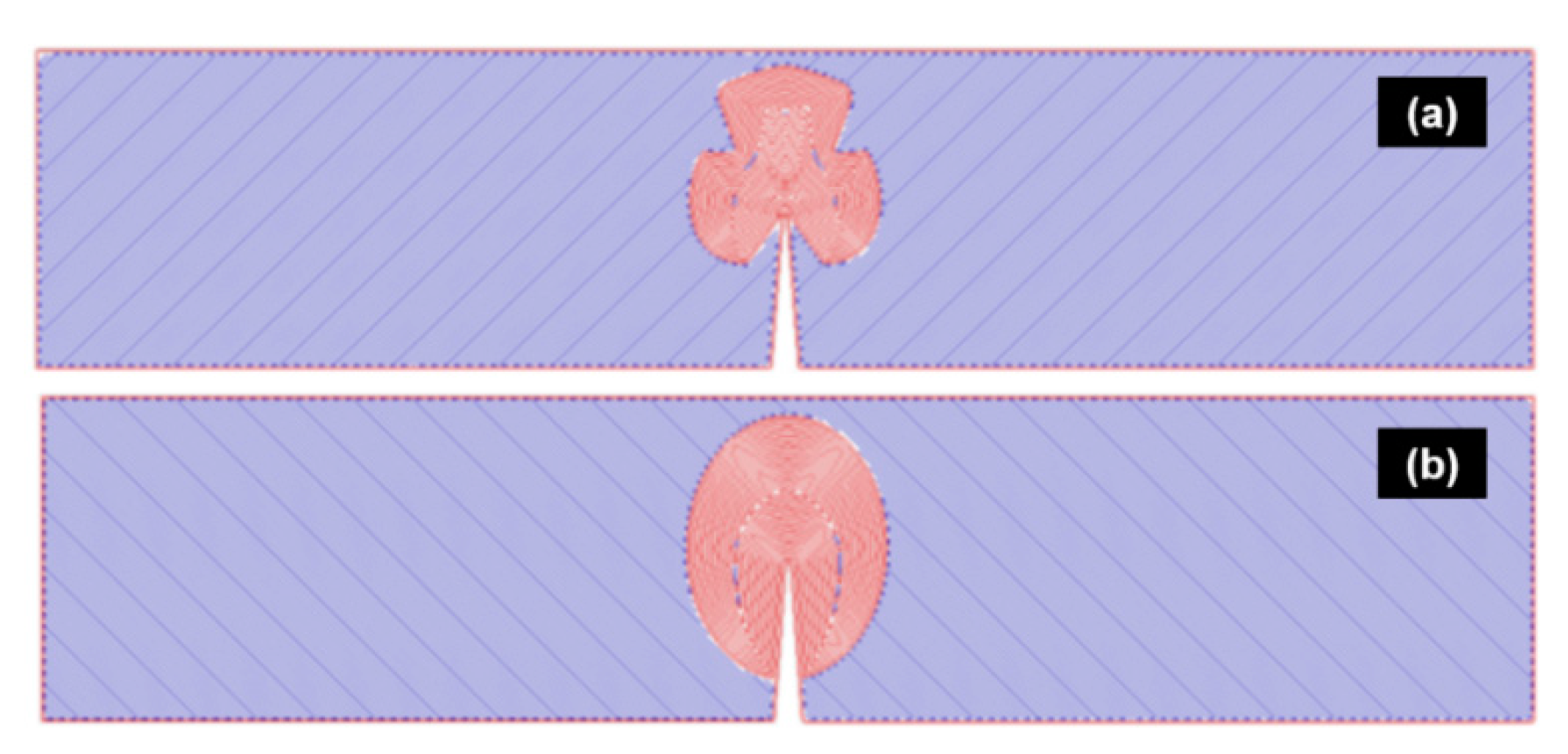
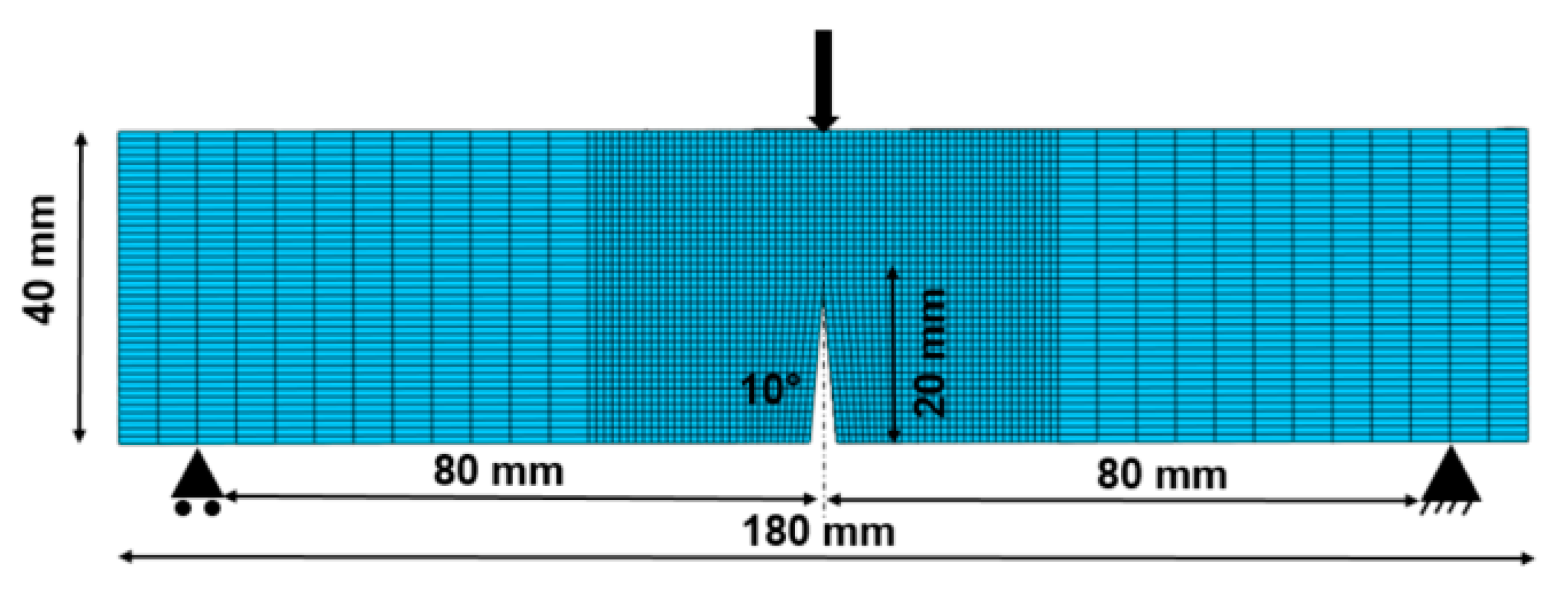
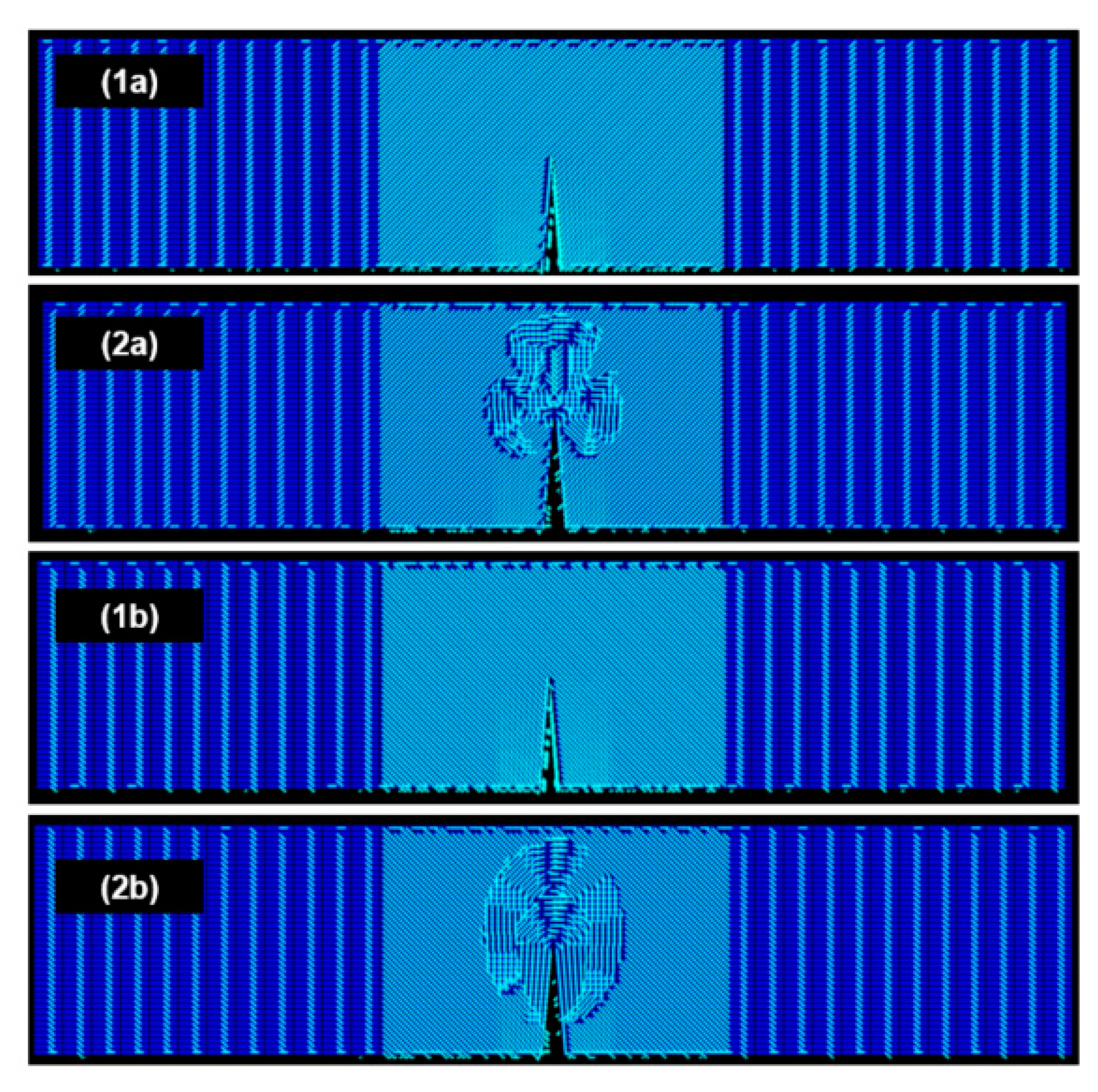
5.3. Beam Specimen
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Gardan, J. Smart materials in additive manufacturing: State of the art and trends. Virtual Phys. Prototyp. 2019, 14, 1–18. [Google Scholar] [CrossRef]
- Li, J.; Yang, S.; Li, D.; Chalivendra, V. Numerical and experimental studies of additively manufactured polymers for enhanced fracture properties. Eng. Fract. Mech. 2018, 204, 557–569. [Google Scholar] [CrossRef]
- Madugula, S.; Giraud-Moreau, L. Renforcement de la structure interne de pièces imprimées par une technique de remaillage adaptée à l’extrusion en continu. In Proceedings of the CSMA 2019, Giens, France, 13–17 May 2019; p. 9. [Google Scholar]
- Gardan, J.; Makke, A.; Recho, N. A Method to Improve the Fracture Toughness Using 3D Printing by Extrusion Deposition. Procedia Struct. Integr. 2016, 2, 144–151. [Google Scholar] [CrossRef] [Green Version]
- Gardan, J.; Makke, A.; Recho, N. Fracture Improvement by Reinforcing the Structure of Acrylonitrile Butadiene Styrene Parts Manufactured by Fused Deposition Modeling. 3D Print. Addit. Manuf. 2019, 6, 113–117. [Google Scholar] [CrossRef]
- Gardan, J.; Makke, A.; Recho, N. Improving the fracture toughness of 3D printed thermoplastic polymers by fused dep-osition modeling. Int. J. Fract. 2018, 210, 1–15. [Google Scholar] [CrossRef]
- Lanzillotti, P.; Gardan, J.; Makke, A.; Recho, N. Enhancement of fracture toughness under mixed mode loading of ABS specimens produced by 3D printing. Rapid Prototyp. J. 2019, 25, 679–689. [Google Scholar] [CrossRef]
- Kim, J.; Kang, B.S. Optimization of Design Process of Fused Filament Fabrication (FFF) 3D Printing. In Volume 2: Advanced Manufacturing; American Society of Mechanical Engineers: Pittsburgh, PA, USA, 2018; p. V002T02A060. [Google Scholar]
- Ahn, S.; Montero, M.; Odell, D.; Roundy, S.; Wright, P.K. Anisotropic material properties of fused deposition modeling ABS. Rapid Prototyp. J. 2002, 8, 248–257. [Google Scholar] [CrossRef] [Green Version]
- Rankouhi, B.; Javadpour, S.; Delfanian, F.; Letcher, T. Failure Analysis and Mechanical Characterization of 3D Printed ABS with Respect to Layer Thickness and Orientation. J. Fail. Anal. Prev. 2016, 16, 467–481. [Google Scholar] [CrossRef]
- Xu, L.R.; Leguillon, D. Dual-Notch Void Model to Explain the Anisotropic Strengths of 3D Printed Polymers. J. Eng. Mater. Technol. 2019, 142. [Google Scholar] [CrossRef]
- Allum, J.; Moetazedian, A.; Gleadall, A.; Silberschmidt, V.V. Interlayer bonding has bulk-material strength in extrusion additive manufacturing: New understanding of anisotropy. Addit. Manuf. 2020, 34, 101297. [Google Scholar] [CrossRef]
- Tymrak, B.M.; Kreiger, M.; Pearce, J.M. Mechanical properties of components fabricated with open-source 3-D printers under realistic environmental conditions. Mater. Des. 2014, 58, 242–246. [Google Scholar] [CrossRef] [Green Version]
- Riddick, J.C.; Haile, M.A.; Von Wahlde, R.; Cole, D.P.; Bamiduro, O.; Johnson, T.E. Fractographic analysis of tensile failure of acrylonitrile-butadiene-styrene fabricated by fused deposition modeling. Addit. Manuf. 2016, 11, 49–59. [Google Scholar] [CrossRef]
- Ahn, S.H.; Baek, C.; Lee, S.; Ahn, I.S. Anisotropic Tensile Failure Model of Rapid Prototyping Parts—Fused Deposition Modeling (FDM). Int. J. Mod. Phys. B 2003, 17, 1510–1516. [Google Scholar] [CrossRef]
- Croccolo, D.; De Agostinis, M.; Olmi, G. Experimental characterization and analytical modelling of the mechanical be-haviour of fused deposition processed parts made of ABS-M30. Comput. Mater. Sci. 2013, 79, 506–518. [Google Scholar] [CrossRef]
- Cantrell, J.T.; Rohde, S.; Damiani, D.; Gurnani, R.; DiSandro, L.; Anton, J.; Young, A.; Jerez, A.; Steinbach, D.; Kroese, C.; et al. Experimental characterization of the mechanical properties of 3D-printed ABS and polycarbonate parts. Rapid Prototyp. J. 2017, 23, 811–824. [Google Scholar] [CrossRef]
- Rohde, S.; Cantrell, J.; Jerez, A.; Kroese, C.; Damiani, D.; Gurnani, R.; DiSandro, L.; Anton, J.; Young, A.; Steinbach, D.; et al. Experimental Characterization of the Shear Properties of 3D–Printed ABS and Polycarbonate Parts. Exp. Mech. 2018, 58, 871–884. [Google Scholar] [CrossRef]
- Casavola, C.; Cazzato, A.; Moramarco, V.; Pappalettere, C. Orthotropic mechanical properties of fused deposition mod-elling parts described by classical laminate theory. Mater. Des. 2016, 90, 453–458. [Google Scholar] [CrossRef]
- Biswas, P.; Guessasma, S.; Li, J. Numerical prediction of orthotropic elastic properties of 3D-printed materials using mi-cro-CT and representative volume element. Acta Mech. 2020, 231, 503–516. [Google Scholar] [CrossRef]
- Nasirov, A.; Fidan, I. Prediction of mechanical properties of fused filament fabricated structures via asymptotic homog-enization. Mech. Mater. 2020, 145, 103372. [Google Scholar] [CrossRef]
- Ghandriz, R.; Hart, K.; Li, J. Extended finite element method (XFEM) modeling of fracture in additively manufactured polymers. Addit. Manuf. 2020, 31, 100945. [Google Scholar] [CrossRef]
- Zhao, Y.; Chen, Y.; Zhou, Y. Novel mechanical models of tensile strength and elastic property of FDM AM PLA materials: Experimental and theoretical analyses. Mater. Des. 2019, 181, 108089. [Google Scholar] [CrossRef]
- Zouaoui, M.; Labergere, C.; Gardan, J.; Makke, A.; Recho, N.; Alexandre, Q.; Lafon, P. Numerical Prediction of 3D Printed Specimens Based on a Strengthening Method of Fracture Toughness. Procedia CIRP 2019, 81, 40–44. [Google Scholar] [CrossRef]
- Cole, D.P.; Riddick, J.C.; Jaim, H.M.I.; Strawhecker, K.E.; Zander, N.E. Interfacial mechanical behavior of 3D printed ABS. J. Appl. Polym. Sci. 2016, 133. [Google Scholar] [CrossRef]
- D20 Committee. Test Method for Tensile Properties of Plastics; ASTM International: West Conshohocken, PA, USA, 2010. [Google Scholar]
- Slic3r Manual—Welcome to the Slic3r Manual. Available online: https://manual.slic3r.org/ (accessed on 24 June 2020).
- Blaber, J.; Adair, B.S.; Antoniou, A. Ncorr: Open-Source 2D Digital Image Correlation Matlab Software. Exp. Mech. 2015, 55, 1105–1122. [Google Scholar] [CrossRef]
- Zouaoui, M.; Gardan, J.; Lafon, P.; Labergere, C.; Makke, A.; Recho, N. Transverse Isotropic Behavior Identification using Digital Image Correlation of a Pre-structured Material Manufactured by 3D Printing. Procedia Struct. Integr. 2020, 28, 978–985. [Google Scholar] [CrossRef]
- Dundar, M.A.; Dhaliwal, G.S.; Ayorinde, E.; Al-Zubi, M. Tensile, compression, and flexural characteristics of acrylonitrile–butadiene–styrene at low strain rates: Experimental and numerical investigation. Polym. Polym. Compos. 2020, 0967391120916619. [Google Scholar] [CrossRef]
- Alaimo, G.; Marconi, S.; Costato, L.; Auricchio, F. Influence of meso-structure and chemical composition on FDM 3D-printed parts. Compos. Part B Eng. 2017, 113, 371–380. [Google Scholar] [CrossRef]
- Attolico, M.A.; Casavola, C.; Cazzato, A.; Moramarco, V.; Renna, G. Effect of extrusion temperature on fused filament fabrication parts orthotropic behaviour. Rapid Prototyp. J. 2019, 26, 639–647. [Google Scholar] [CrossRef]
- Rodríguez, J.F.; Thomas, J.P.; Renaud, J.E. Mechanical behavior of acrylonitrile butadiene styrene (ABS) fused deposition materials. Experimental investigation. Rapid Prototyp. J. 2001, 7, 148–158. [Google Scholar] [CrossRef]
- Hyer, M.W. Stress Analysis of Fiber-Reinforced Composite Materials; Updated edition; DEStech Publications: Lancaster, PA, USA, 2009. [Google Scholar]
- Hill, R. A theory of the yielding and plastic flow of anisotropic metals. Proc. R. Soc. Lond. A 1948, 193, 281–297. [Google Scholar]
- Bhandari, S.; Lopez-Anido, R.A.; Wang, L.; Gardner, D.J. Elasto-Plastic Finite Element Modeling of Short Carbon Fiber Reinforced 3D Printed Acrylonitrile Butadiene Styrene Composites. JOM 2020, 72, 475–484. [Google Scholar] [CrossRef]
- Balderrama-Armendariz, C.O.; Macdonald, E.; Espalin, D.; Cortes, D.; Wicker, R.; Maldonado-Macías, A. Torsion analysis of the anisotropic behavior of FDM technology. Int. J. Adv. Manuf. Technol. 2018, 96, 307–317. [Google Scholar] [CrossRef]
- Anisotropic Yield/Creep. Available online: https://abaqus-docs.mit.edu/2017/English/SIMACAEMATRefMap/simamat-c-anisoyield.htm (accessed on 15 September 2020).








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Printing Configuration | Built Flat |
|---|---|
| Layer thickness | 0.25 mm (0.35 for the first one) |
| Extrusion temperature | 235 °C |
| Built plate temperature | 120 °C |
| Thread diameter | 1.7 mm |
| Infill density | 100% |
| Material | ABS (white) |
| Orientation | 0° | 90° | 45° | |||
|---|---|---|---|---|---|---|
| Mean | Std * | Mean | Std | Mean | Std | |
| Young’s modulus (MPa) | 1680 | 71 | 1414 | 133 | 1484 | 53 |
| Offset yield strength 0.2% (MPa) | 23.54 | 1.59 | 13.3 | 0.78 | 17.53 | 0.95 |
| Tensile strength (MPa) | 28.67 | 0.79 | 13.86 | 0.65 | 20.25 | 1.16 |
| Elongation at fracture (%) | 4.90 | 1.31 | 1.12 | 0.18 | 3.65 | 0.46 |
| Poisson’s ratio | 0.371 | 0.032 | 0.312 | 0.032 | 0.342 | 0.028 |
| Yield Strength Designation | Loading State on the Filaments |
|---|---|
| Tensile yield strength in the longitudinal direction: |  |
| Tensile yield strength in the transversal direction: |  |
| In-plane shear yield strength: |  |
| Out-of-plane shear yield strength: |  |
| Ratio | |||
|---|---|---|---|
| Expression | |||
| Value | 1 | 0.565 | 0.857 |
| Mean value | Std | Mean value | Std |
| 6.58 | 3.41 | 221.6 | 96.19 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zouaoui, M.; Gardan, J.; Lafon, P.; Makke, A.; Labergere, C.; Recho, N. A Finite Element Method to Predict the Mechanical Behavior of a Pre-Structured Material Manufactured by Fused Filament Fabrication in 3D Printing. Appl. Sci. 2021, 11, 5075. https://doi.org/10.3390/app11115075
Zouaoui M, Gardan J, Lafon P, Makke A, Labergere C, Recho N. A Finite Element Method to Predict the Mechanical Behavior of a Pre-Structured Material Manufactured by Fused Filament Fabrication in 3D Printing. Applied Sciences. 2021; 11(11):5075. https://doi.org/10.3390/app11115075
Chicago/Turabian StyleZouaoui, Marouene, Julien Gardan, Pascal Lafon, Ali Makke, Carl Labergere, and Naman Recho. 2021. "A Finite Element Method to Predict the Mechanical Behavior of a Pre-Structured Material Manufactured by Fused Filament Fabrication in 3D Printing" Applied Sciences 11, no. 11: 5075. https://doi.org/10.3390/app11115075
APA StyleZouaoui, M., Gardan, J., Lafon, P., Makke, A., Labergere, C., & Recho, N. (2021). A Finite Element Method to Predict the Mechanical Behavior of a Pre-Structured Material Manufactured by Fused Filament Fabrication in 3D Printing. Applied Sciences, 11(11), 5075. https://doi.org/10.3390/app11115075