
Influence of Thermochemical Treatment on the Surface Properties of Finish Turned Wire Arc Sprayed 17Cr Steel Coatings


 ,
,  and
and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Arc Sprayed 17Cr Steel Coatings
2.2. Nitriding and Machining of the Arc Sprayed 17Cr Steel Coatings
2.3. Characterization of the Arc Sprayed 17Cr Steel Coatings
3. Results
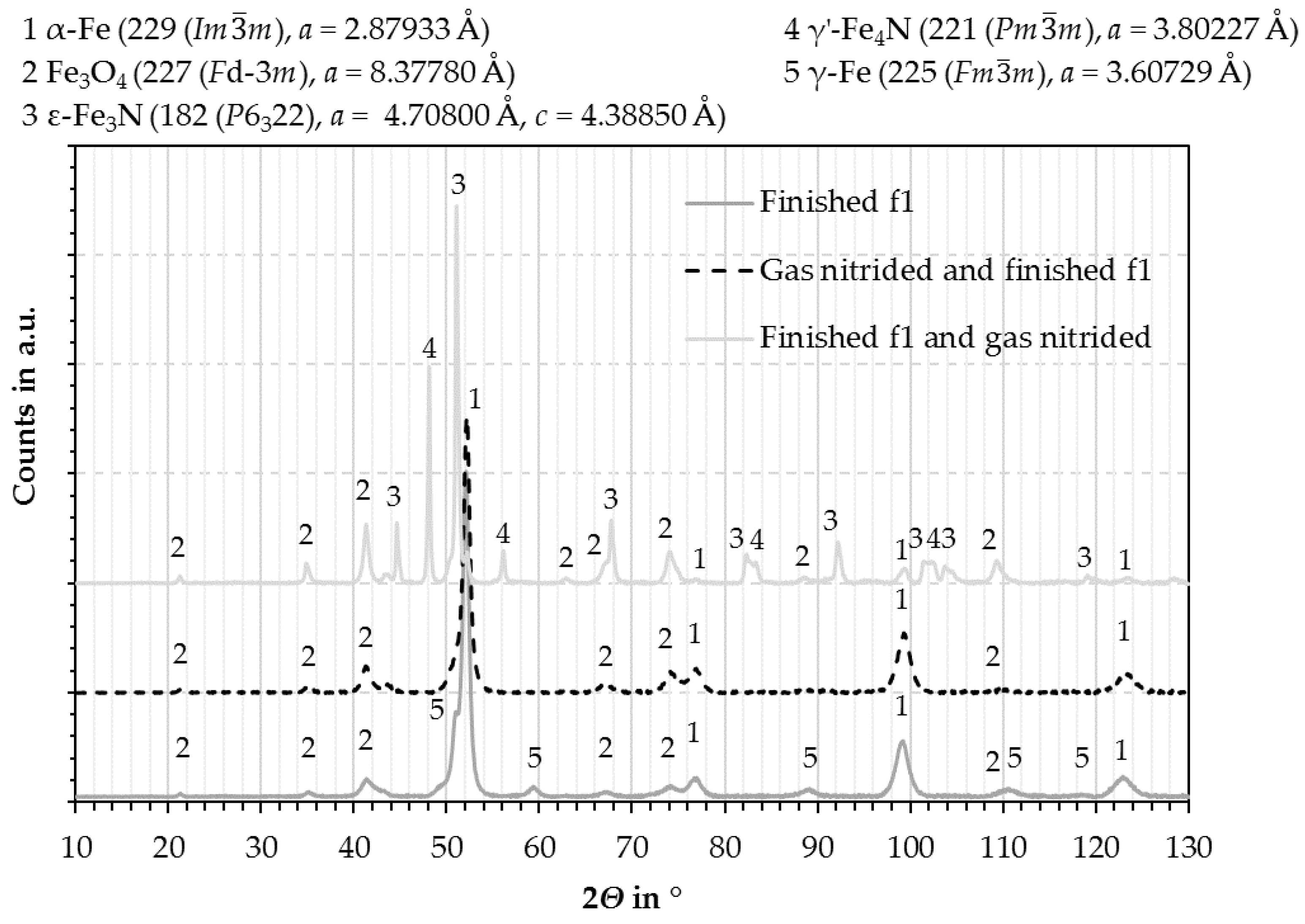
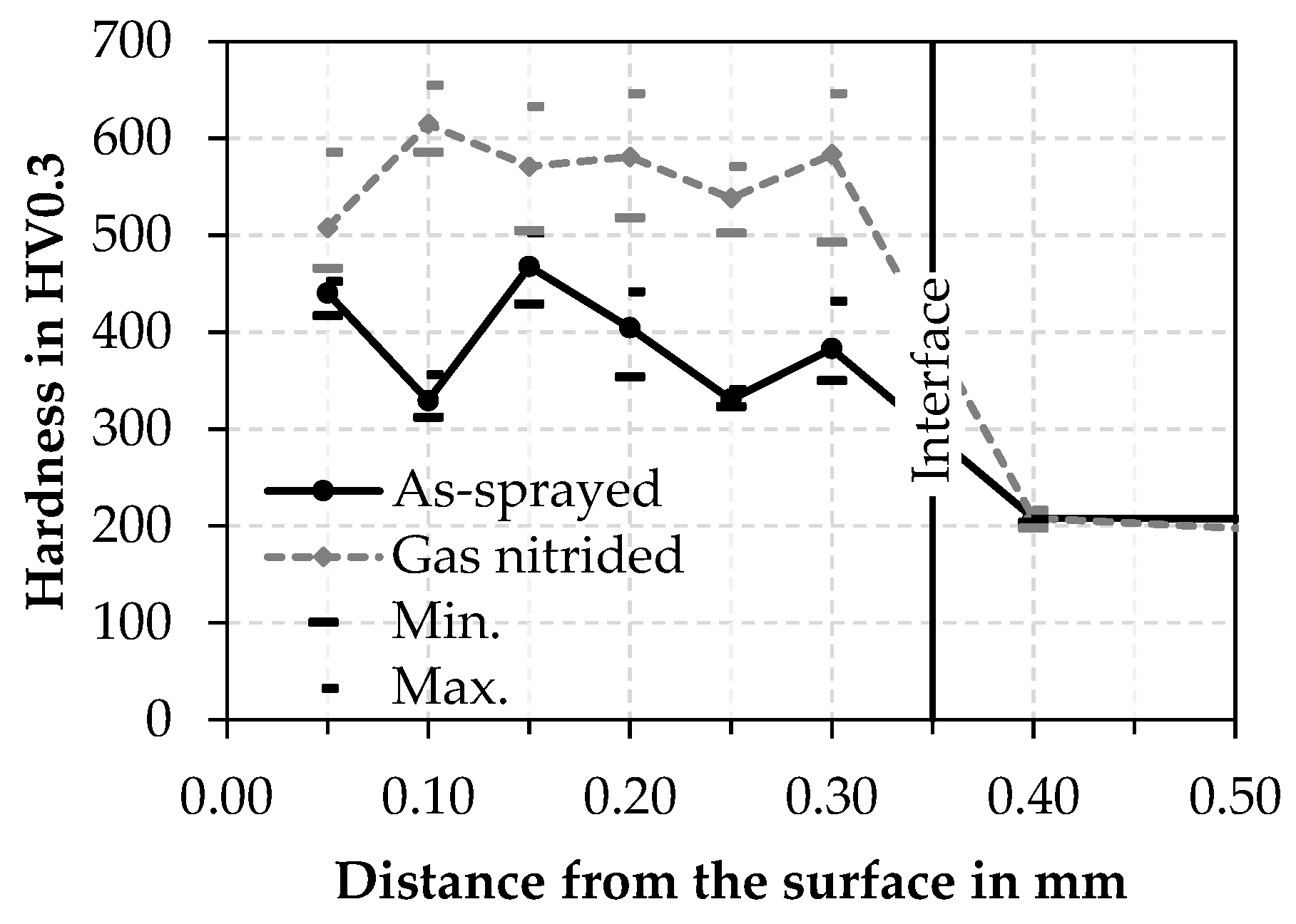
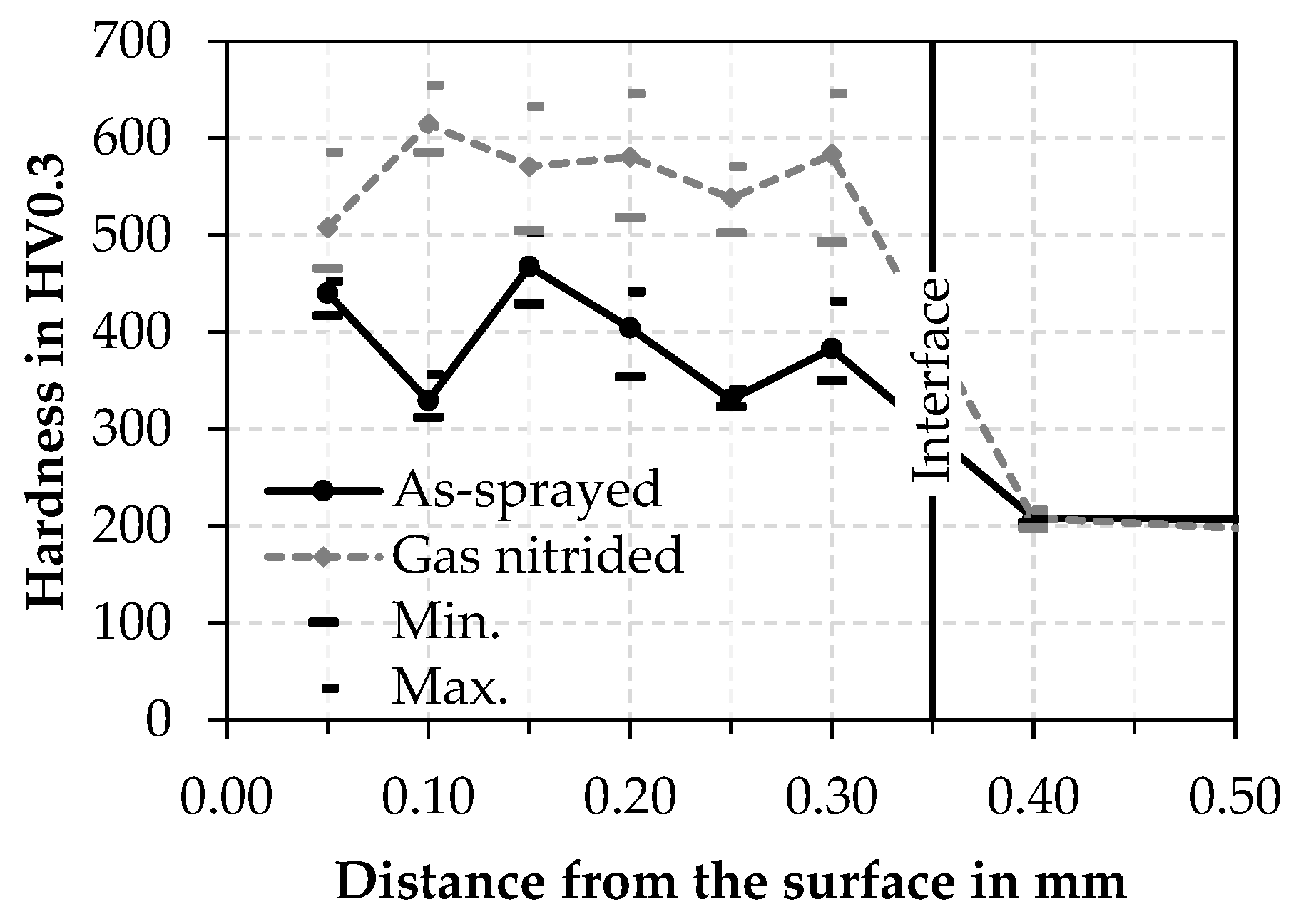
3.1. Coating Characterization
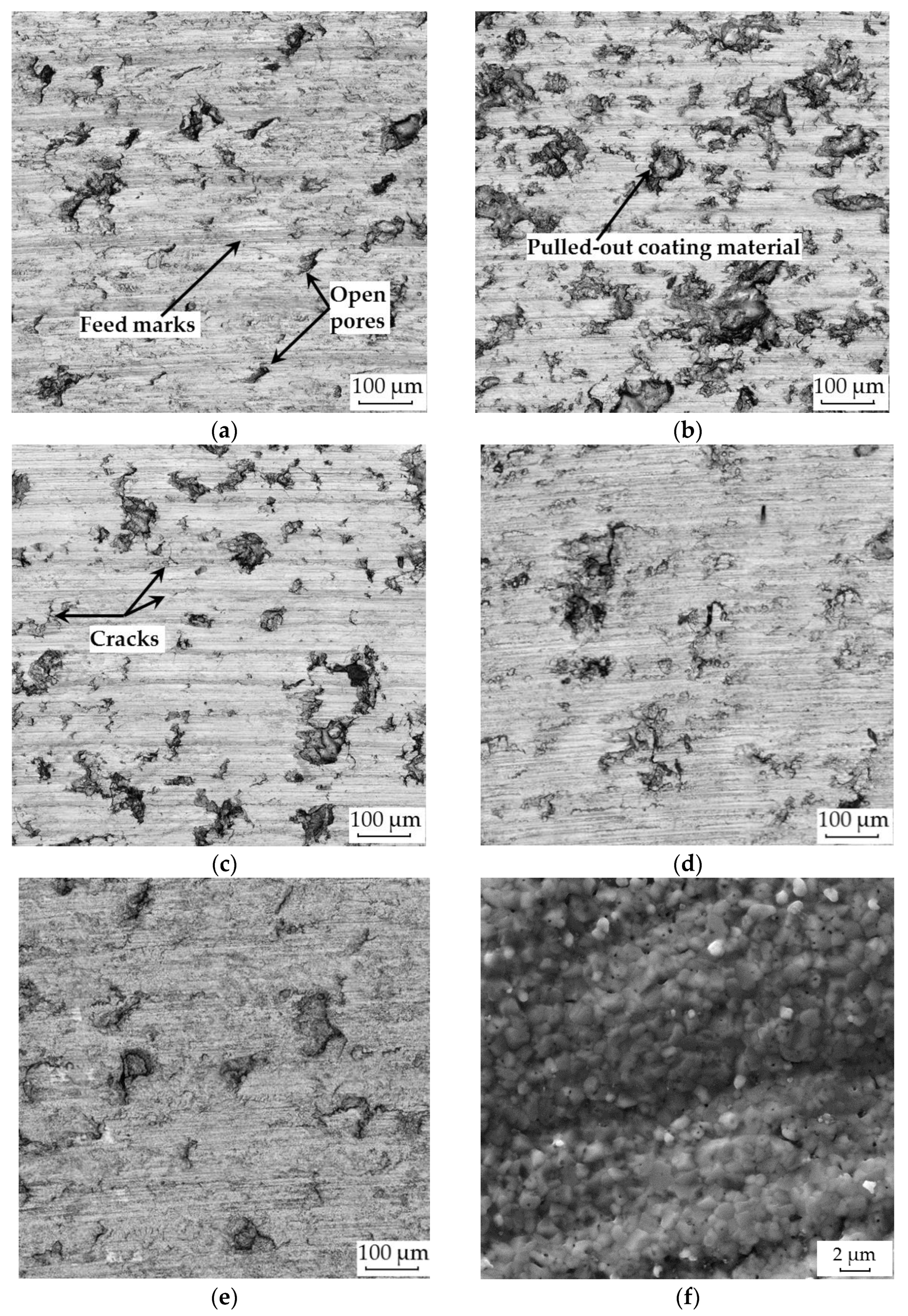
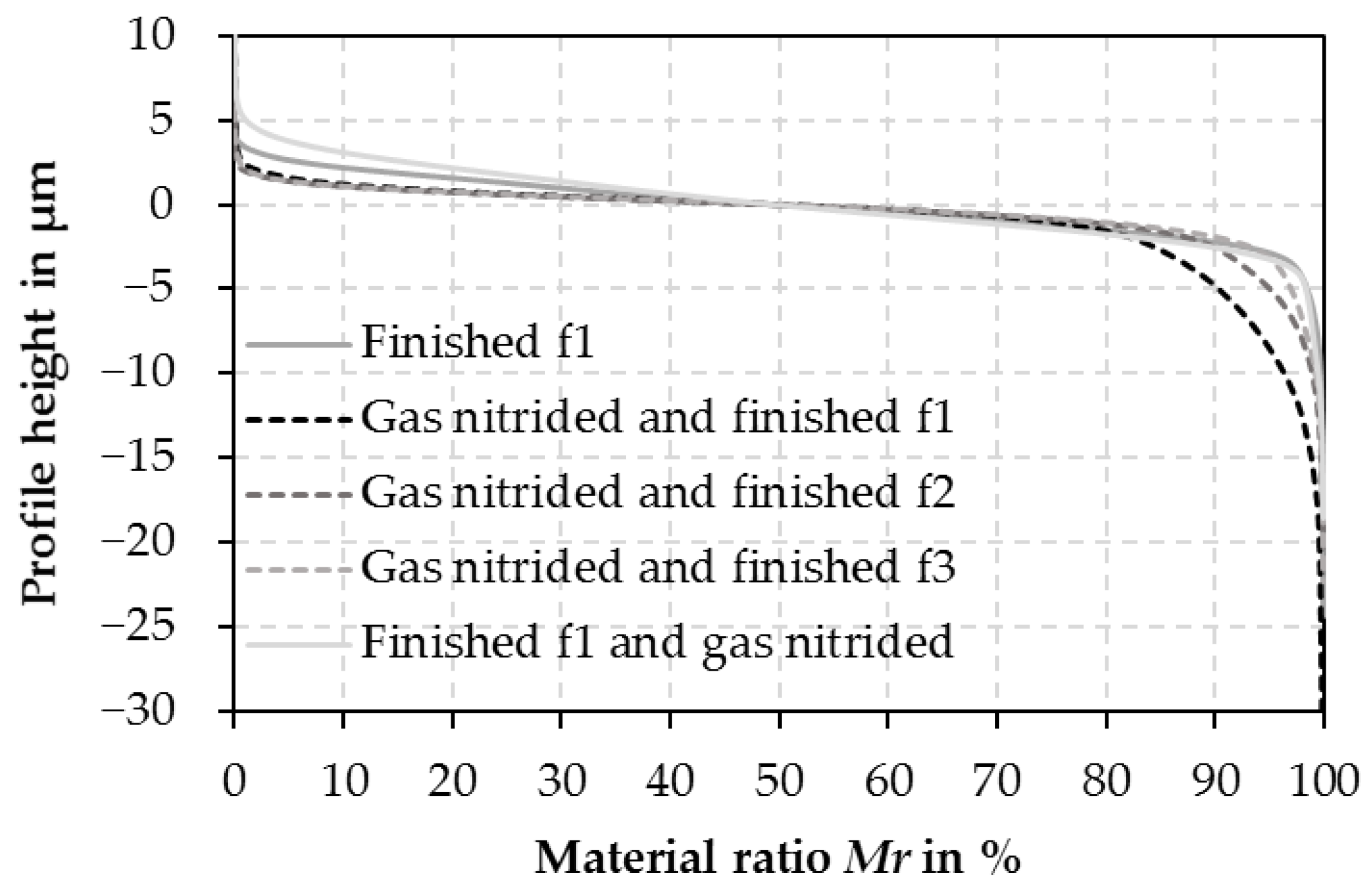
3.2. Comparison of the Surface Properties after Gas Nitriding and Facing
4. Conclusions
Author Contributions
Funding

Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Edtmayer, J.; Loesch, S.; Hick, H.; Walch, S. Comparative study on the friction behavior of piston/bore interface technologies. Automot. Engine Technol. 2019, 4, 101–109. [Google Scholar] [CrossRef] [Green Version]
- Barbezat, G.; Schmid, J. Plasmabeschichtung von Zylinderkurbelgehäusen und ihre Bearbeitung durch Honen. MTZ Mot. Z. 2001, 62, 314–320. [Google Scholar]
- Bobzin, K.; Ernst, F.; Zwick, J.; Schlaefer, T.; Cook, D.; Nassenstein, K.; Schwenk, A.; Schreiber, F.; Wenz, T.; Flores, G.; et al. Coating Bores of Light Metal Engine Blocks with a Nanocomposite Material using the Plasma Transferred Wire Arc Thermal Spray Process. J. Ther. Spray Technol. 2008, 17, 344–351. [Google Scholar] [CrossRef]
- Ding, K.; Sasahara, H. Study on the machining of iron-based thermal spray coating for sleeveless engine cylinder. Adv. Mat. Res. 2012, 472-475, 991–996. [Google Scholar] [CrossRef]
- Ding, K.; Sasahara, H.; Adachi, S.; Nishimura, K. Investigations on the Cutting Process of Plasma Sprayed Iron Base Alloys. Key Eng. Mater. 2012, 447-448, 991–996. [Google Scholar] [CrossRef]
- Liborius, H.; Paczkoswki, G.; Nestler, A.; Grund, T.; Mehner, T.; Schubert, A.; Lampke, T. Influence of cutting speed on the surface properties in turning of Fe17Cr2Ni0.2C iron based thermally sprayed coatings. In Proceedings of the International Conference on Competitive Manufacturing, Stellenbosch, South Africa, January 30–1 February 2019; pp. 317–323. [Google Scholar]
- Clauß, B.; Liborius, H.; Lindner, T.; Löbel, M.; Schubert, A.; Lampke, T. Influence of the cutting parameters on the surface properties in turning of a thermally sprayed AlCoCrFeNiTi coating. Procedia CIRP 2020, 87, 19–24. [Google Scholar] [CrossRef]
- López de Lacalle, L.N.; Gutiérrez, A.; Lamikiz, A.; Fernandes, M.H.; Sánchez, J.A. Turning of thick thermal spray coating. J. Ther. Spray Technol. 2001, 10, 249–254. [Google Scholar] [CrossRef]
- Grund, T.; Paczkowski, G.; Lampke, T.; Liborius, H.; Nestler, A.; Schubert, A. Finish turning of FeCr17Ni2C0.2 iron-based sprayed coatings: Influence of substrate preparation, cutting speed and feed on the coating and surface properties. J. Ther. Spray Technol. 2019, 29, 308–318. [Google Scholar] [CrossRef]
- Liborius, H.; Nestler, A.; Paczkowski, G.; Schubert, A.; Grund, T.; Lampke, T. Machining of Fe17Cr2Ni0.2C iron based thermally sprayed coatings by turning with special interest to the influence of the depth of cut. In Proceedings of the Special interest Group meeting on Advancing Precision in Additive Manufacturing, Nantes, France, 16–18 September 2019; pp. 100–103. [Google Scholar]
- Liborius, H.; Nestler, A.; Paczkowski, G.; Schubert, A. Surface integrity of FeCr17Ni2C0.2 iron based thermally sprayed coatings with special respect to the influence of the feed. MM Sci. J. 2019, 4, 3220–3227. [Google Scholar] [CrossRef]
- Wielage, B.; Rupprecht, C.; Lindner, T.; Hunger, R. Surface modification of austenitic thermal spray coatings by low-temperature carburization. In Proceedings of the International Thermal Spray Conference &Exposition, Long Beach, CA, USA, 11–14 May 2015. [Google Scholar]
- Adachi, S.; Ueda, N. Formation of S-phase layer on plasma sprayed AISI 316L stainless steel coating by plasma nitriding at low temperature. Thin Solid Film. 2012, 523, 11–14. [Google Scholar] [CrossRef]
- Park, G.; Bae, G.; Moon, K.; Lee, C. Effect of plasma nitriding and nitrocarburizing on HVOF-sprayed stainless steel coatings. J. Ther. Spray Technol. 2013, 22, 1366–1373. [Google Scholar] [CrossRef]
- Lindner, T.; Mehner, T.; Lampke, T. Surface modification of austenitic thermal-spray coatings by low-temperature nitrocarburizing. In Proceedings of the 18th Chemnitz Seminar on Materials Engineering—18. Werkstofftechnisches Kolloquium, Chemnitz, Germany, 10–11 March 2016. [Google Scholar]
- Lindner, T.; Kutschmann, P.; Löbel, M.; Lampke, T. Hardening of HVOF-sprayed austenitic stainless steel coatings by gas nitriding. Coatings 2018, 8, 348. [Google Scholar] [CrossRef] [Green Version]
- Adachi, S.; Ueda, N. Wear and Corrosion Properties of cold-sprayed AISI 316L coatings treated by combined plasma carburizing and nitriding at low temperature. Coatings 2018, 8, 456. [Google Scholar] [CrossRef] [Green Version]
- Kutschmann, P.; Lindner, T.; Börner, K.; Reese, U.; Lampke, T. Effect of adjusted gas nitriding parameters on microstructure and wear resistance of HVOF-sprayed AISI 316L coatings. Materials 2019, 12, 1760. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Löbel, M.; Lindner, T.; Hunger, R.; Berger, R.; Lampke, T. Precipitation hardening of the HVOF sprayed single-phase high-entropy alloy CrFeCoNi. Coatings 2020, 10, 701. [Google Scholar] [CrossRef]
- Lindner, T.; Löbel, M.; Hunger, R.; Berger, R.; Lampke, T. Boriding of HVOF-sprayed Inconel 625 coatings. Surf. Coat. Techn 2020, 404, 126456. [Google Scholar] [CrossRef]
- Chao, C.L.; Chen, C.C.; Chang, C.J.; Dong, H.S.; Ma, K.J.; Hsu, W.Y.; Huang, K.C.; Chao, C.W. Single-Point Diamond Turning of Plasma –Nitrided Stainless Steel. KEM 2007, 364–366, 601–606. [Google Scholar] [CrossRef]
- Liedtke, D. Wärmebehandlung von Eisenwerkstoffen, 2 Nitrieren und Nitrocarburieren, 7th ed.; Mesenhold, H.J., Ed.; Expert Verlag GmbH: Tübingen, Germany, 2018. [Google Scholar]
- Zhao, L.; Lugscheider, E. Influence of the spraying process on the properties of 316L stainless steel coatings. Surf. Coat. Technol. 2002, 162, 6–10. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Spray Parameter | Value |
|---|---|
| Current (A) | 120 |
| Voltage (V) | 30 |
| Atomizing gas pressure (bar) | 4.5 |
| Spraying distance (mm) | 150 |
| Offset (mm) | 8 |
| Surface velocity (m/s) | 0.6 |
| Coating thickness per layer (µm) | 35 |
| Machining Parameter | Cutting Material | Cutting Speed vC (m/min) | Feed f (mm) | Depth of Cut aP (mm) |
|---|---|---|---|---|
| f1 | CBN | 62 | 0.12 | ~0.05 |
| f2 | CBN | 0.17 | ||
| f3 | PCD | 0.12 |
| Hardness | As-Sprayed | Gas Nitrided | |
|---|---|---|---|
| Microhardness (HV0.3) | Total coating area | 461 ± 50 | 556 ± 114 1 |
| Nanoindentation hardness (GPa) | Compound layer (CL) | - | 10 ± 2.5 |
| Steel lamellas/ Diffusion layer (DL) | 6 ± 1 | 8 ± 1 | |
| Oxide | 7 ± 1 | ||
| Surface State | Machining Parameter | Roughness (µm) | |
|---|---|---|---|
| Ra | Rz | ||
| As-sprayed | - | 14 ± 1.9 | 83 ± 11.5 |
| Finished | f1 | 1.3 ± 0.1 | 7.8 ± 1.1 |
| Gas nitrided and finished | f1 | 1.8 ± 0.4 | 19 ± 2.7 |
| Gas nitrided and finished | f2 | 1.5 ± 0.4 | 17 ± 2.4 |
| Gas nitrided and finished | f3 | 1.6 ± 0.3 | 20 ± 4.2 |
| Finished and gas nitrided | f1 | 1.4 ± 0.2 | 8 ± 1.8 |
| Surface State | Machining Parameter | Valley Void Volume Vvv (mL/m2) |
|---|---|---|
| Finished | f1 | 0.296 |
| Gas nitrided and finished | f1 | 1.19 |
| Gas nitrided and finished | f2 | 0.485 |
| Gas nitrided and finished | f3 | 0.334 |
| Finished and gas nitrided | f1 | 0.279 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kutschmann, P.; Lindner, T.; Liborius, H.; Grund, T.; Schubert, A.; Lampke, T. Influence of Thermochemical Treatment on the Surface Properties of Finish Turned Wire Arc Sprayed 17Cr Steel Coatings. Appl. Sci. 2021, 11, 6520. https://doi.org/10.3390/app11146520
Kutschmann P, Lindner T, Liborius H, Grund T, Schubert A, Lampke T. Influence of Thermochemical Treatment on the Surface Properties of Finish Turned Wire Arc Sprayed 17Cr Steel Coatings. Applied Sciences. 2021; 11(14):6520. https://doi.org/10.3390/app11146520
Chicago/Turabian StyleKutschmann, Pia, Thomas Lindner, Hendrik Liborius, Thomas Grund, Andreas Schubert, and Thomas Lampke. 2021. "Influence of Thermochemical Treatment on the Surface Properties of Finish Turned Wire Arc Sprayed 17Cr Steel Coatings" Applied Sciences 11, no. 14: 6520. https://doi.org/10.3390/app11146520
APA StyleKutschmann, P., Lindner, T., Liborius, H., Grund, T., Schubert, A., & Lampke, T. (2021). Influence of Thermochemical Treatment on the Surface Properties of Finish Turned Wire Arc Sprayed 17Cr Steel Coatings. Applied Sciences, 11(14), 6520. https://doi.org/10.3390/app11146520