
Assessment of Heat-Affected Zone Softening of Hot-Press-Formed Steel over 2.0 GPa Tensile Strength with Bead-On-Plate Laser Welding




Abstract
:1. Introduction
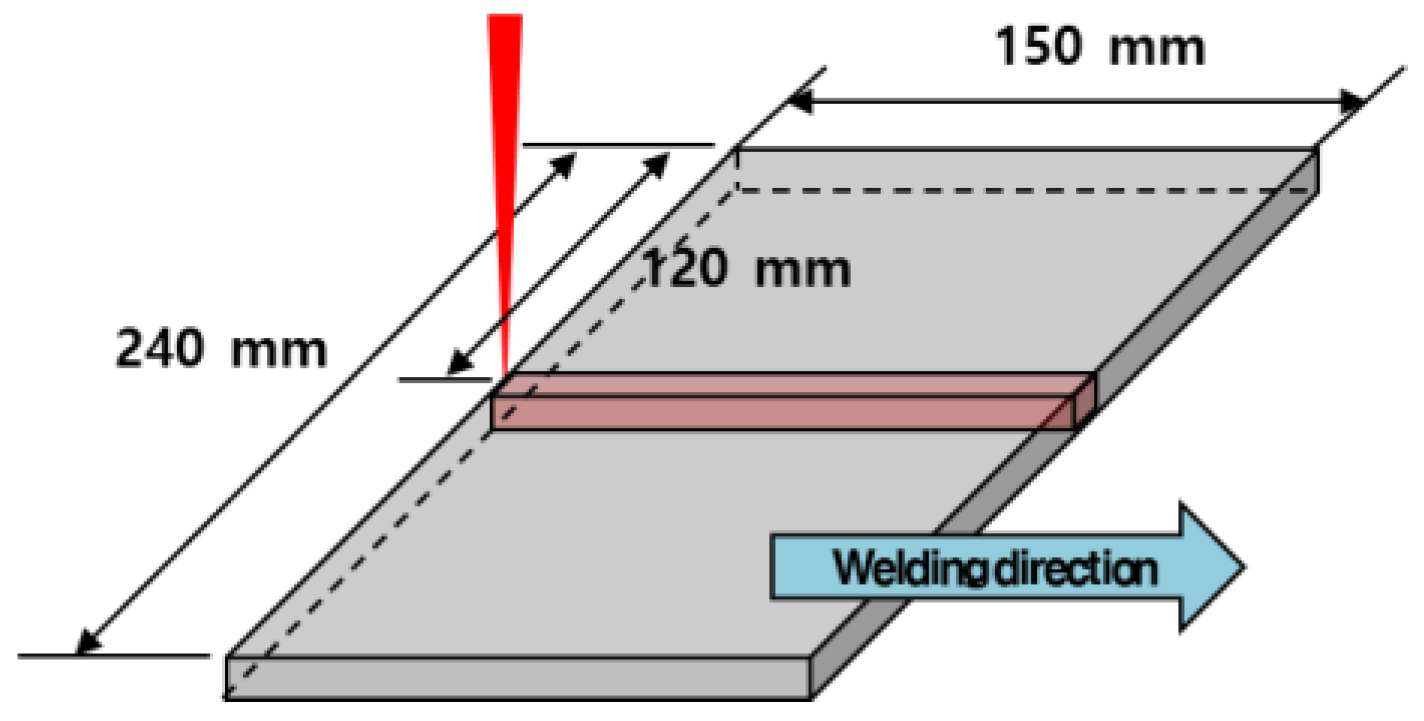
2. Experimental Procedure
3. Results and Discussion
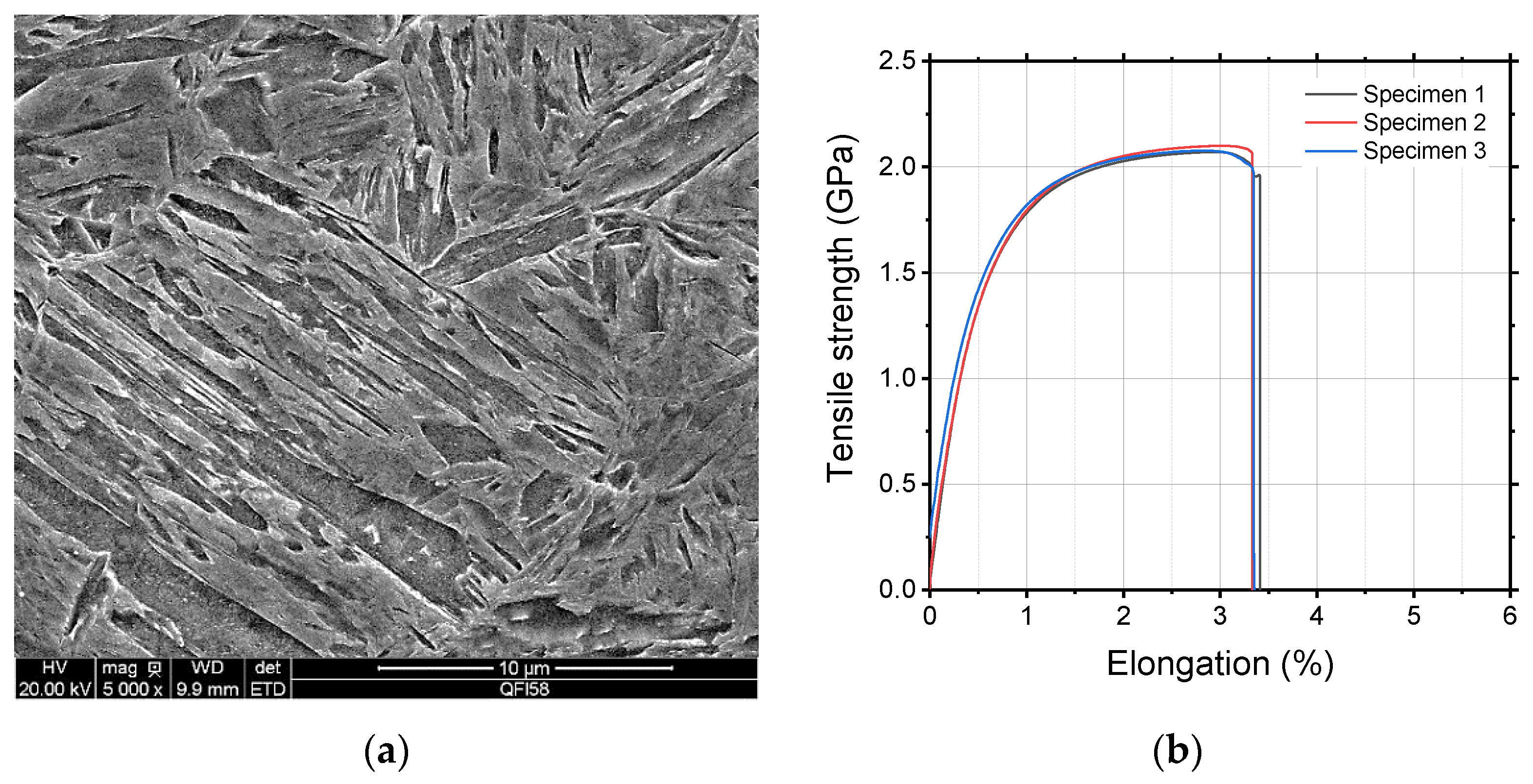
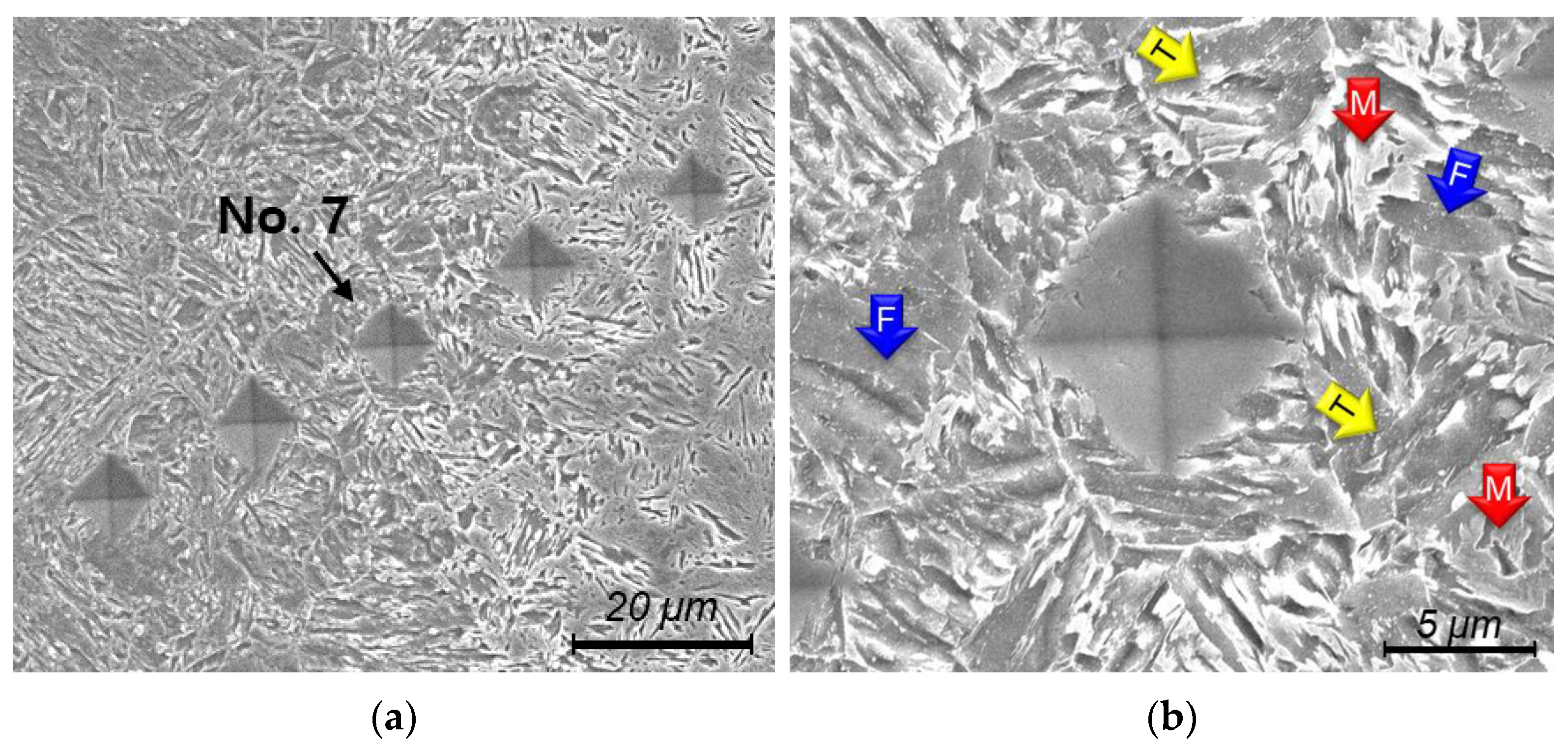
3.1. Microstructure and Mechanical Properties of Base Metal
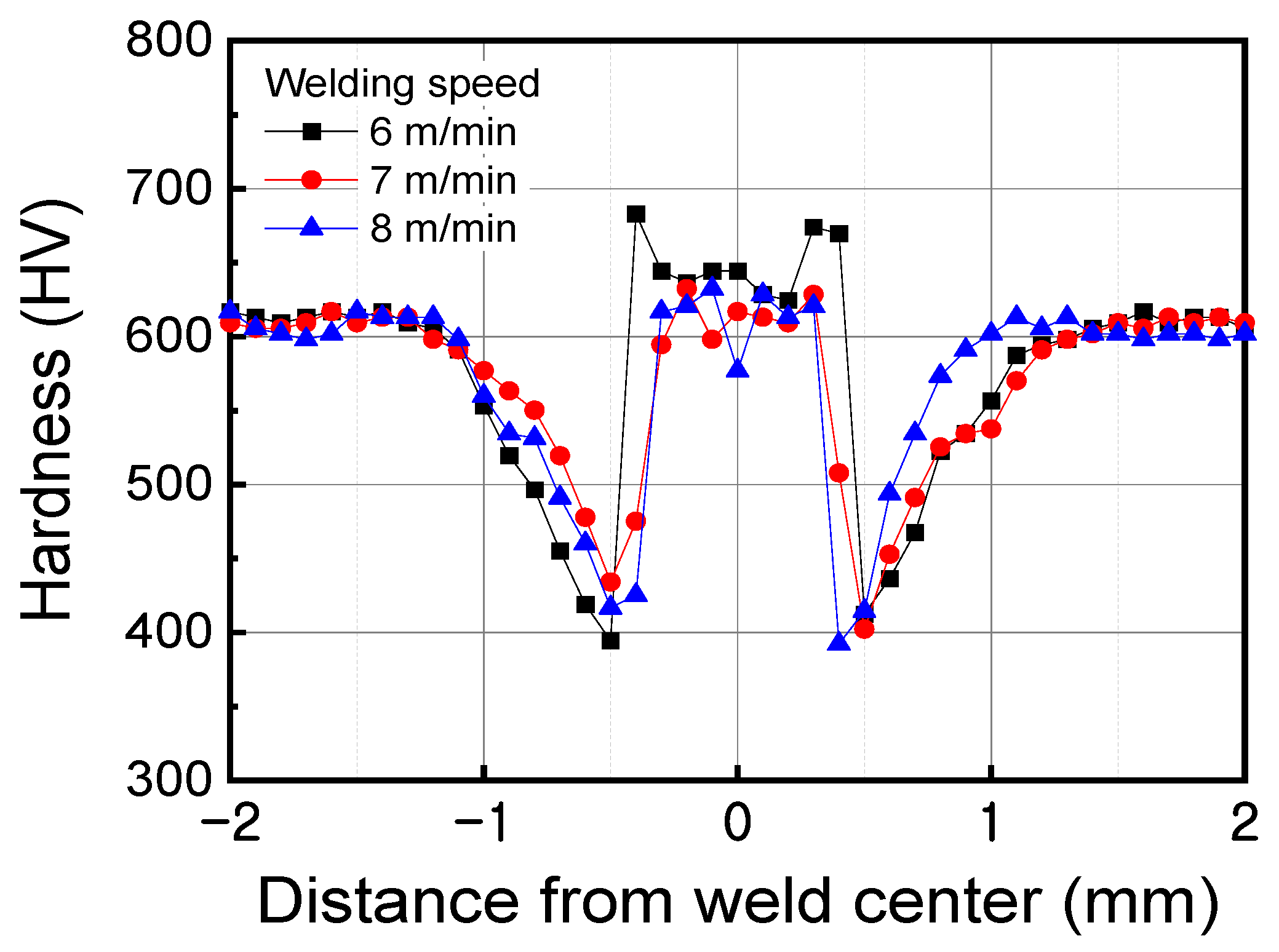
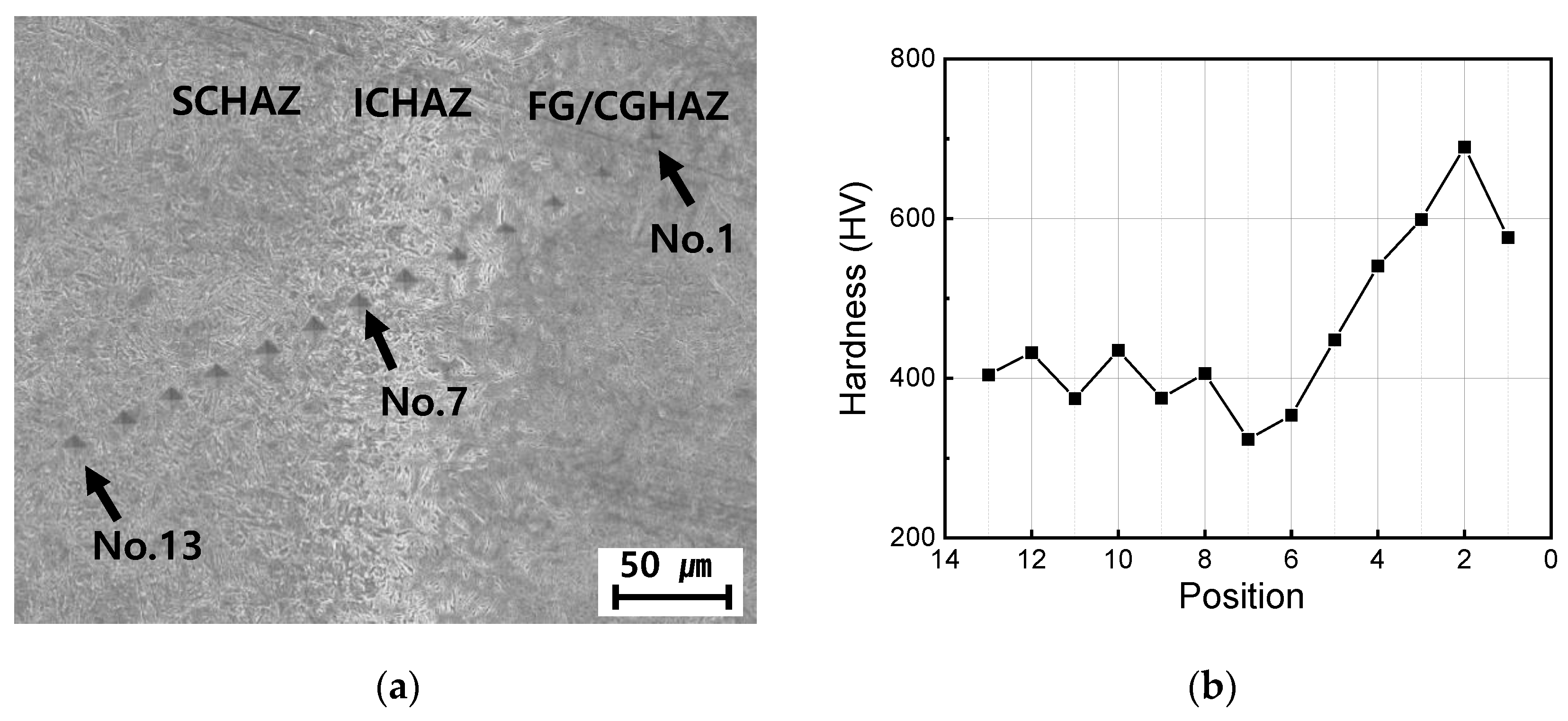
3.2. Welding Test Result
4. Conclusions
- (1)
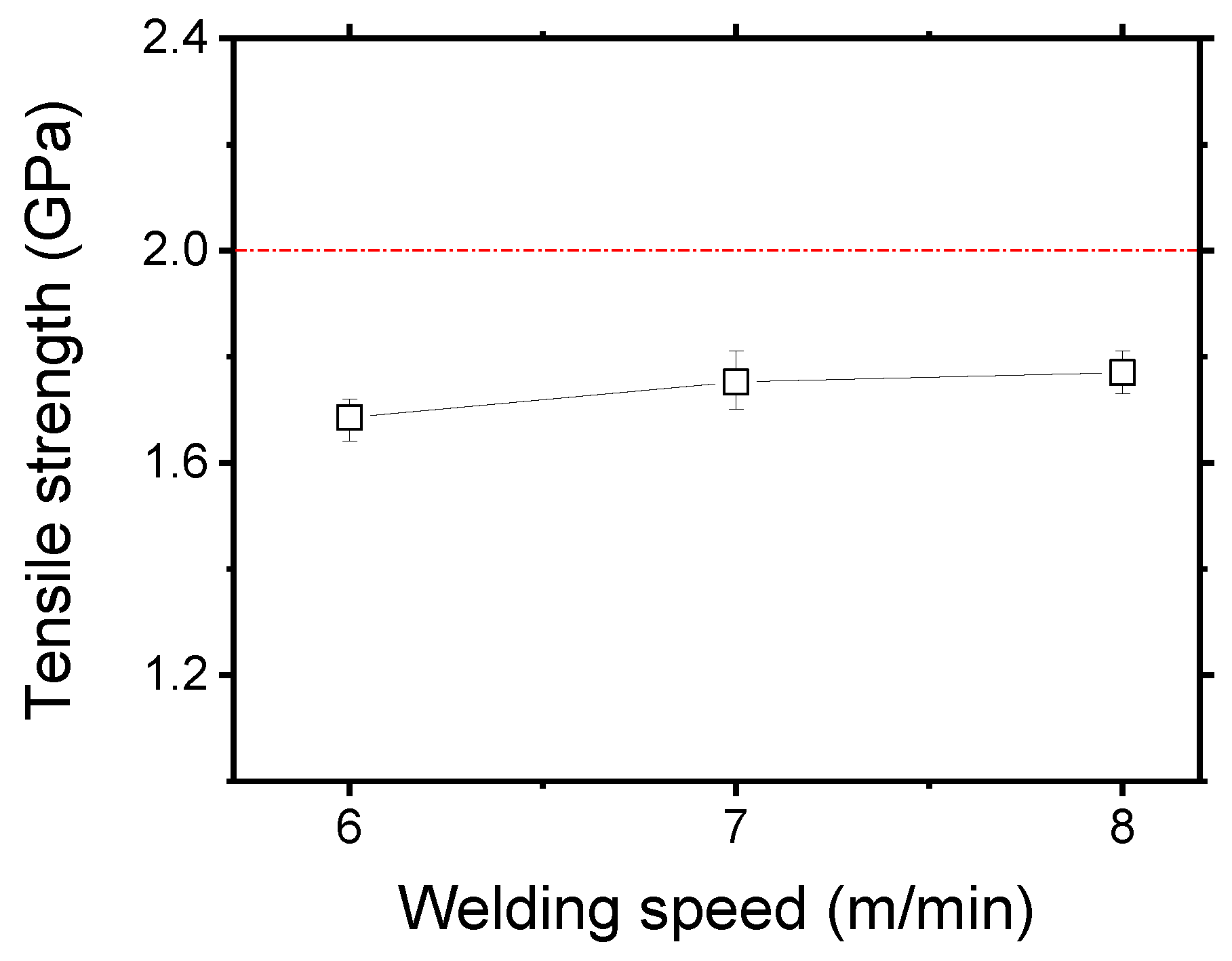
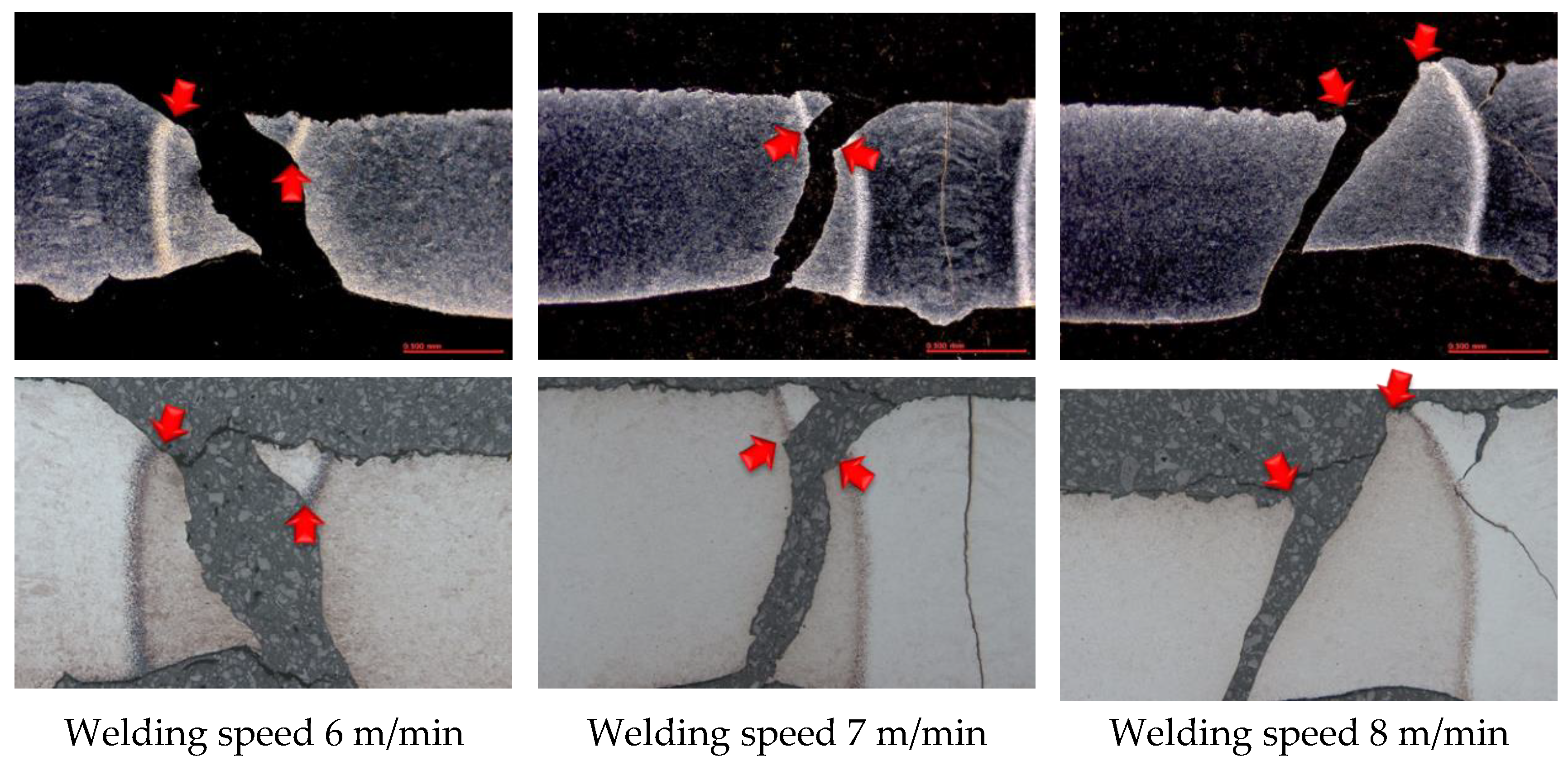
- The tensile strength of the laser BOP joint was degraded over a range between 1.6 GPa and 1.8 GPa. A slightly lower strength was obtained at the lowest welding speed.
- (2)
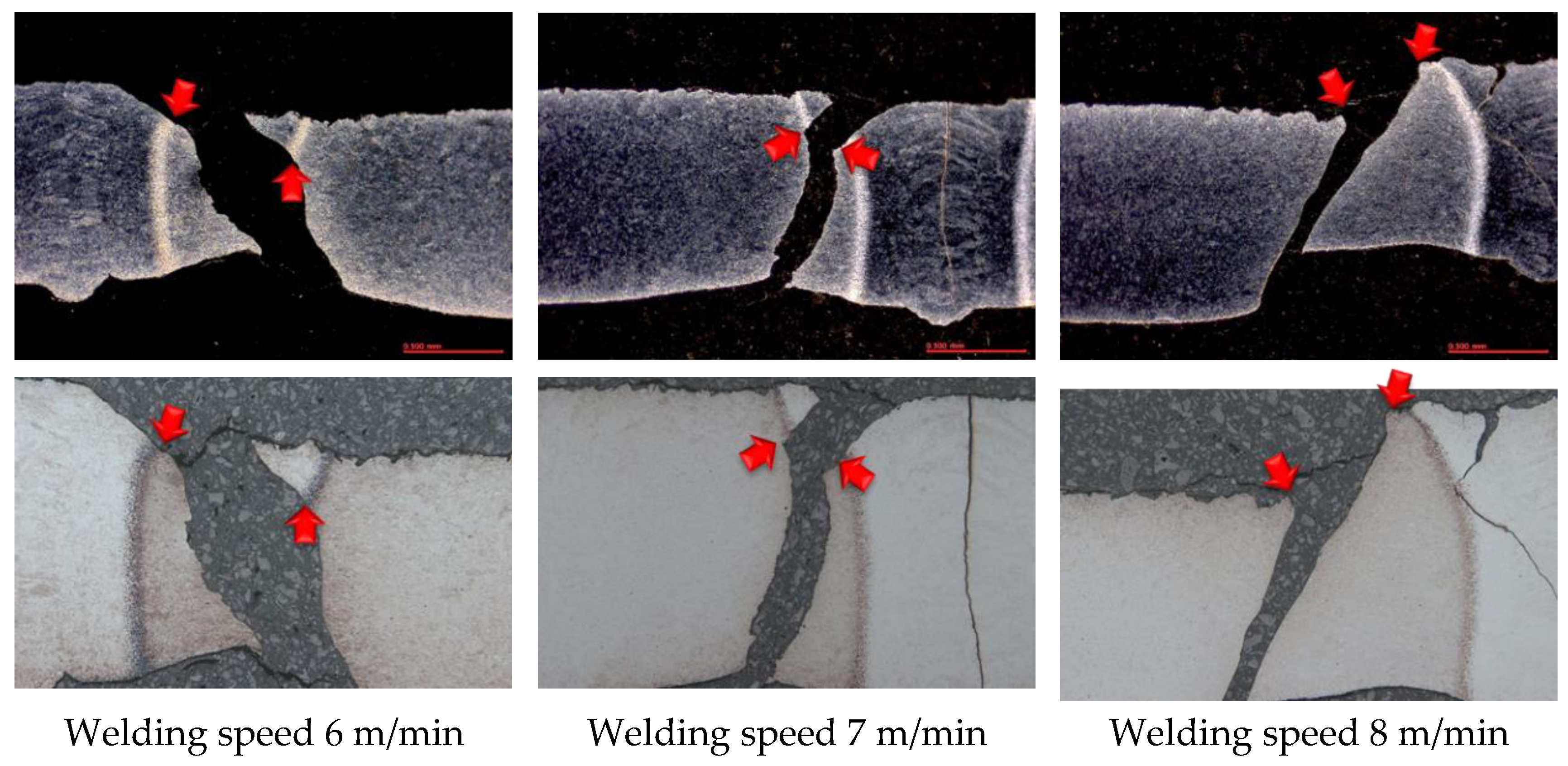
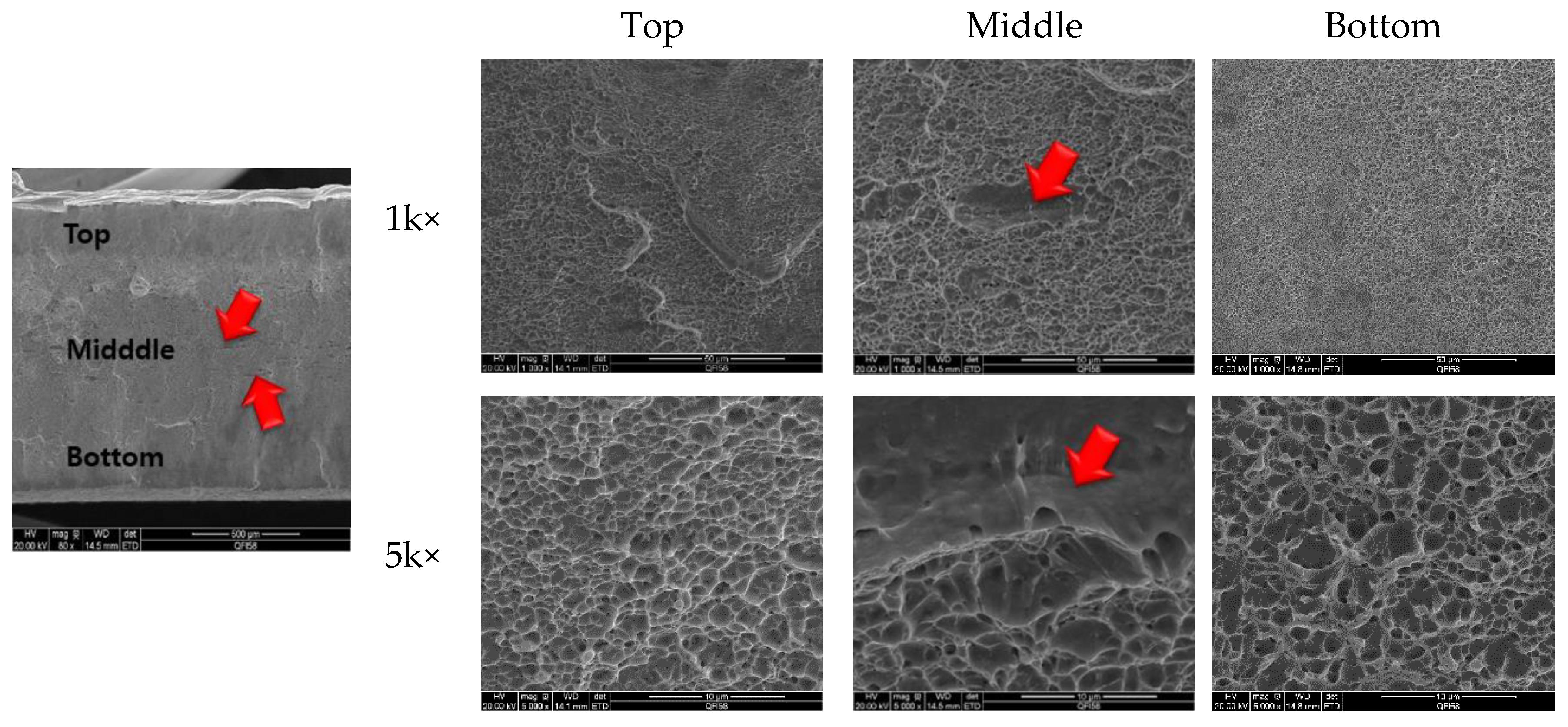
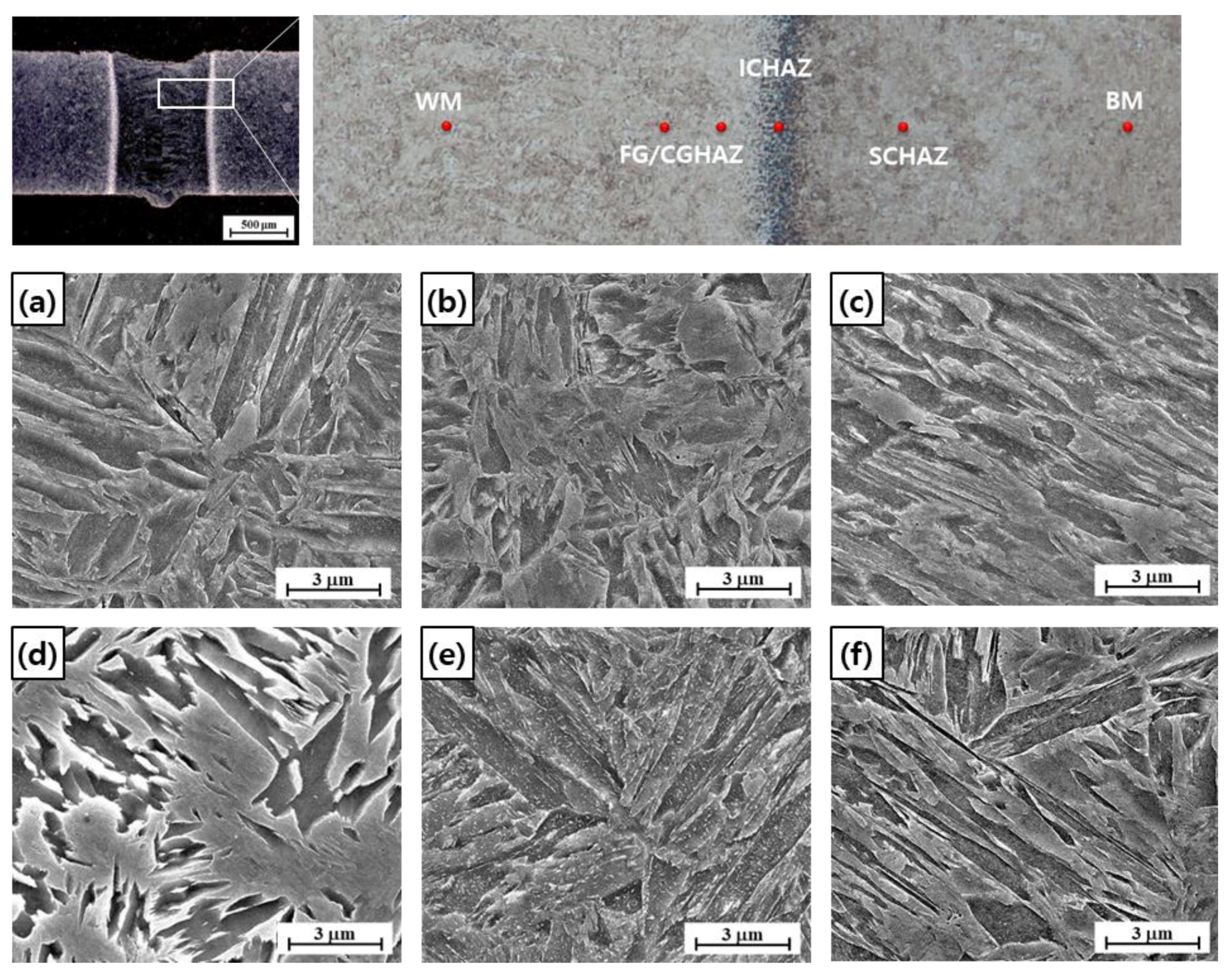
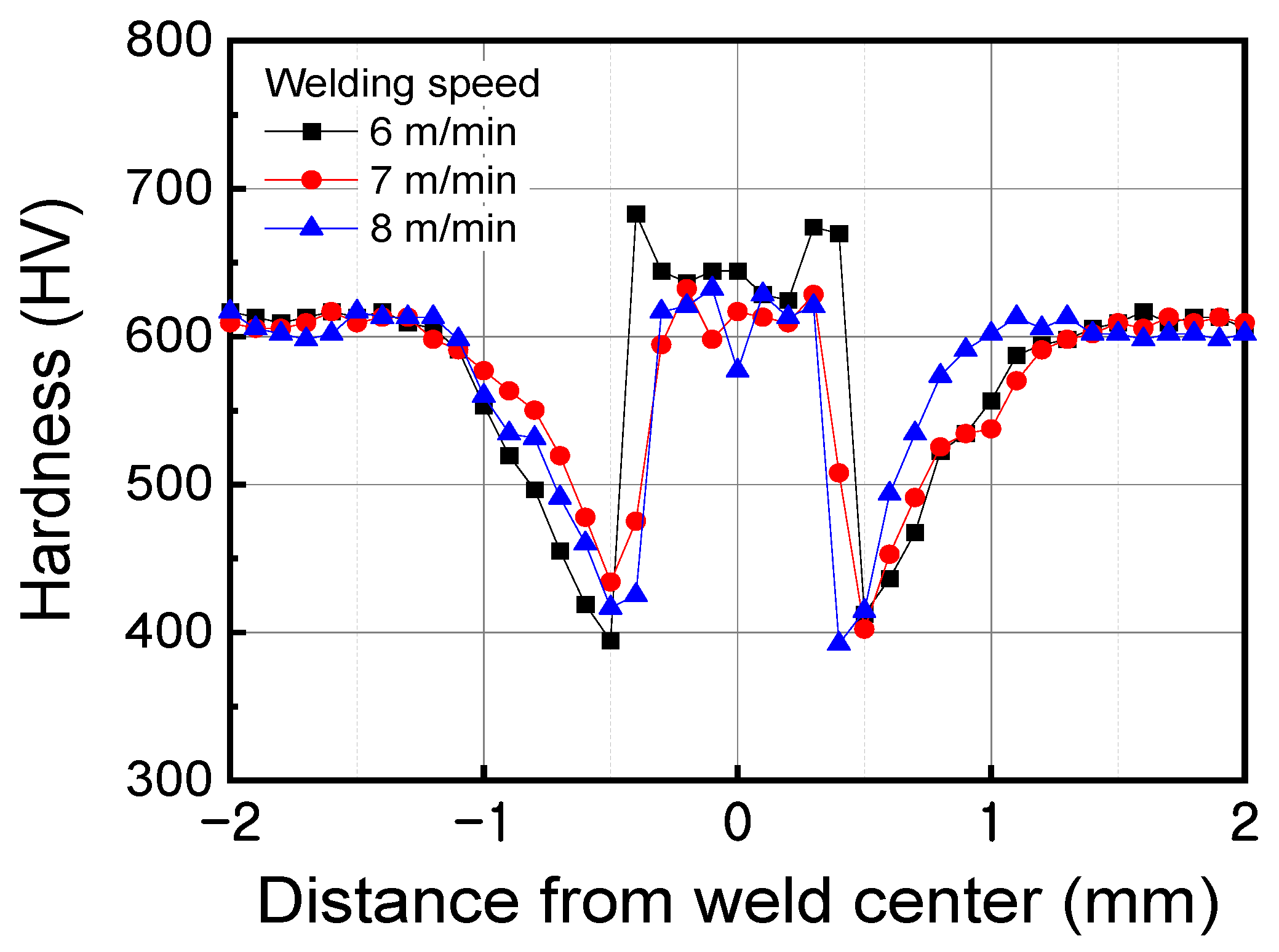
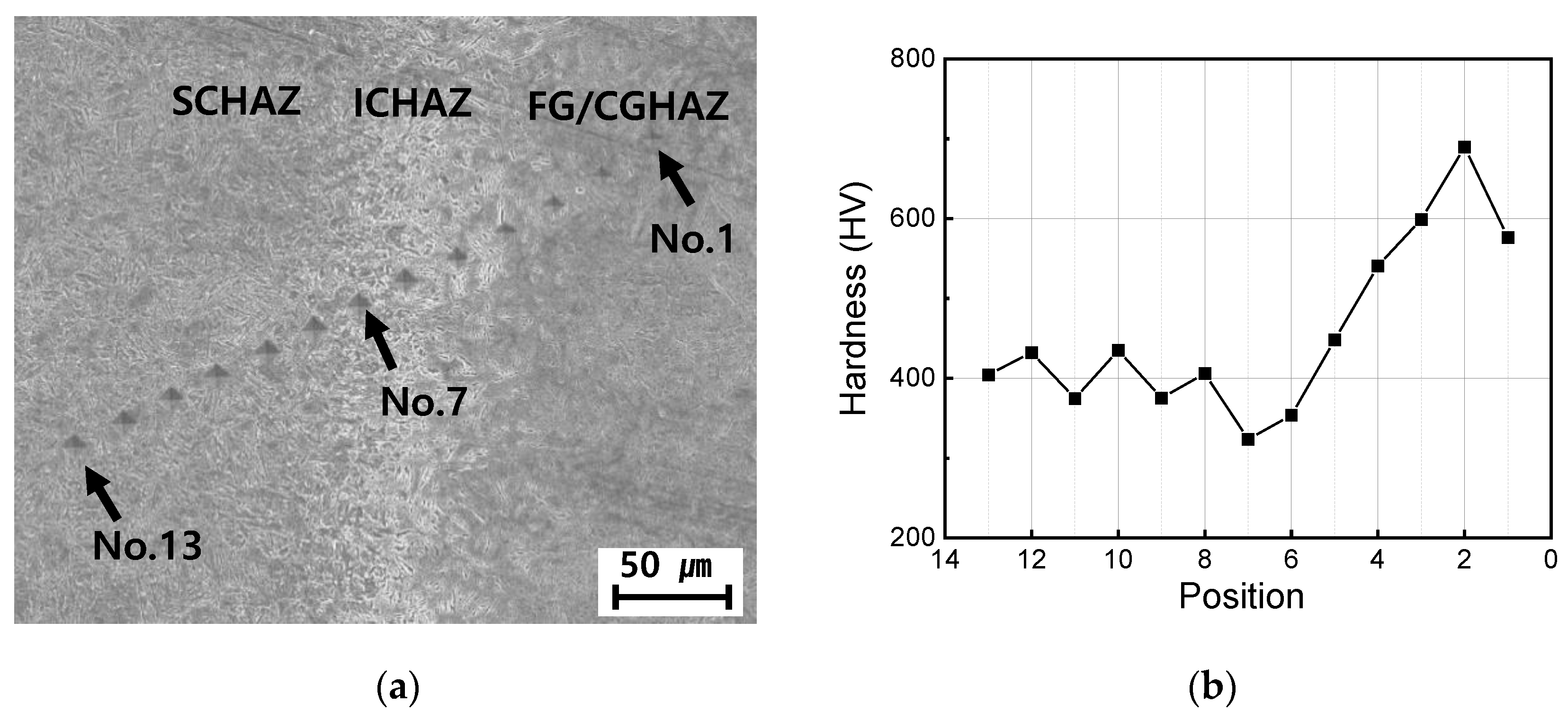
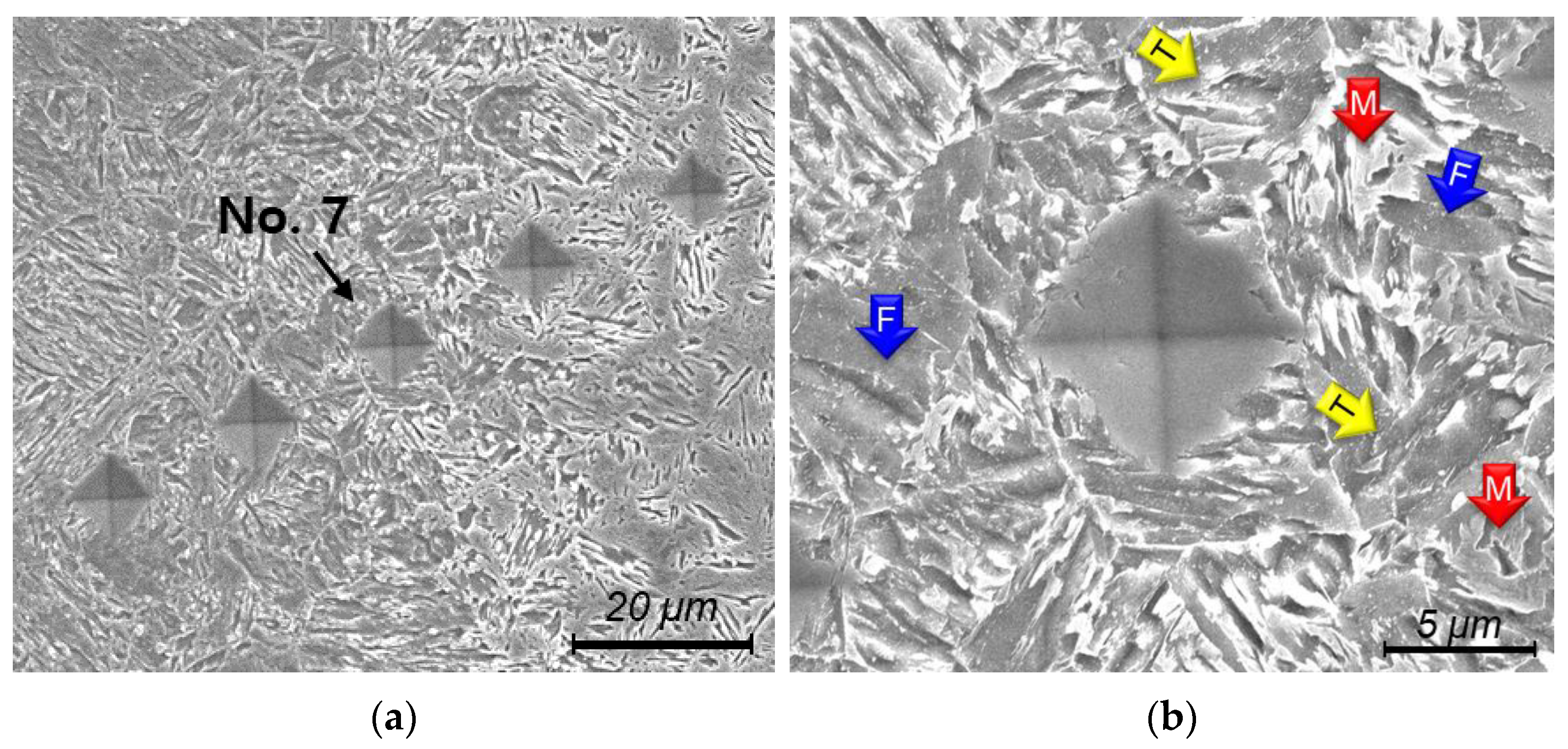
- The hardness of the WM and the UCHAZ is similar or higher than that of the BM, while relatively lower hardness was measured in the ICHAZ and the SCHAZ, which is estimated as a fracture initiation location in the tensile test.
- (3)
- The lowest hardness area in the HAZ coincided exactly with the boundary of the ICHAZ and the SCHAZ, composed of the soft microstructures of ferrite and tempered martensite, developed at the peak AC1 temperature.
- (4)
- When designing the parts using HPF steel, it is necessary to understand the thermal softening and microstructural non-uniformity of the welded joint.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Senuma, T. Physical metallurgy of modern high strength steel sheets. ISIJ Int. 2001, 41, 520–532. [Google Scholar] [CrossRef] [Green Version]
- Taub, A.; De Moor, E.; Luo, A.; Matlock, D.K.; Speer, J.G.; Vaidya, U. Materials for automotive lightweighting. Annu. Rev. Mater. Res. 2019, 49, 327–359. [Google Scholar] [CrossRef]
- Skszek, T.W.; Zaluzec, M.; Conklin, J.; Wagner, D. MMLV: Project Overview. SAE Tech. Paper 2015-01-0407 2015, 1, 1–8. [Google Scholar]
- Mallick, P.K. Materials, Design and Manufacturing for Lightweight Vehicles; Woodhead Publishing: Cambridge, UK, 2020; pp. 45–88. [Google Scholar]
- Maggi, S.; Murgia, M. Introduction to the metallurgic characteristics of advanced high-strength steels for automobile applications. Weld. Int. 2008, 22, 610–618. [Google Scholar] [CrossRef]
- Ahn, Y.N.; Kang, M.J.; Kim, C.H. Analysis of laser weldments for dual-phase and martensitic steel sheets for automotive applications. Defect Diffus. Forum 2014, 353, 8–12. [Google Scholar] [CrossRef]
- Karbasian, H.; Tekkaya, A.E. A review on hot stamping. J. Mater. Process. Technol. 2010, 210, 2103–2118. [Google Scholar] [CrossRef]
- Taylor, T.; Fourlaris, G.; Evans, P.; Bright, G. New generation ultrahigh strength boron steel for automotive hot stamping technologies. Mater. Sci. Technol. 2014, 30, 818–826. [Google Scholar] [CrossRef]
- Kim, C.-H.; Choi, J.-K.; Kang, M.-J.; Park, Y.-D. A study on the CO2 laser welding characteristics of high strength steel up to 1500 MPa for automotive application. J. Achiev. Mater. Manuf. Eng. 2010, 39, 79–86. [Google Scholar]
- Kang, M.; Kim, C.; Lee, J. Weld strength of laser-welded hot-press-forming steel. J. Laser Appl. 2012, 24, 022004. [Google Scholar] [CrossRef]
- Fahlström, K.; Persson, K.-A.; Larsson, J.K.; Ferrer, E.V. Evaluation of laser weldability of 1800 and 1900 MPa boron steels. J. Laser Appl. 2016, 28, 022426. [Google Scholar] [CrossRef]
- Kim, C.; Kang, M.; Park, Y. Laser welding of Al-Si coated hot stamping steel. Procedia Eng. 2011, 10, 2226–2231. [Google Scholar] [CrossRef] [Green Version]
- Kang, M.; Kim, C. Influence of surface oxide on mechanical properties of laser-welded hot-press-forming steel with strength of 1.8 GPa. J. Laser Appl. 2018, 30, 032415. [Google Scholar] [CrossRef]
- DOCOL PRESS HARDENING STEEL Technical Brochure. Available online: https://www.ssab.com/products/brands/docol/products/docol-phs-2000 (accessed on 25 March 2021).
- Kang, M.J.; Kim, C.H. Analysis of laser and resistance spot weldments on press-hardened steel. Mater. Sci. Forum 2011, 695, 202–205. [Google Scholar] [CrossRef]
- Ono, M.; Yoshitake, A.; Omura, M. Laser weldability of high-strength steel sheets in fabrication of tailor welded blanks. Weld. Int. 2004, 18, 777–784. [Google Scholar] [CrossRef] [Green Version]
- Han, T.-K.; Park, B.-G.; Kang, C.-Y. Hardening characteristics of CO2 laser welds in advanced high strength steel. Met. Mater. Int. 2012, 18, 473–479. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | P | S | Cr | B | Nb | Ti |
|---|---|---|---|---|---|---|---|---|
| 0.346 | 0.25 | 1.20 | 0.011 | 0.001 | 0.14 | 0.0015 | 0.044 | 0.01 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kim, K.; Kang, N.; Kang, M.; Kim, C. Assessment of Heat-Affected Zone Softening of Hot-Press-Formed Steel over 2.0 GPa Tensile Strength with Bead-On-Plate Laser Welding. Appl. Sci. 2021, 11, 5774. https://doi.org/10.3390/app11135774
Kim K, Kang N, Kang M, Kim C. Assessment of Heat-Affected Zone Softening of Hot-Press-Formed Steel over 2.0 GPa Tensile Strength with Bead-On-Plate Laser Welding. Applied Sciences. 2021; 11(13):5774. https://doi.org/10.3390/app11135774
Chicago/Turabian StyleKim, Kwangsoo, Namhyun Kang, Minjung Kang, and Cheolhee Kim. 2021. "Assessment of Heat-Affected Zone Softening of Hot-Press-Formed Steel over 2.0 GPa Tensile Strength with Bead-On-Plate Laser Welding" Applied Sciences 11, no. 13: 5774. https://doi.org/10.3390/app11135774
APA StyleKim, K., Kang, N., Kang, M., & Kim, C. (2021). Assessment of Heat-Affected Zone Softening of Hot-Press-Formed Steel over 2.0 GPa Tensile Strength with Bead-On-Plate Laser Welding. Applied Sciences, 11(13), 5774. https://doi.org/10.3390/app11135774