In-Plane Heatwave Thermography as Digital Inspection Technique for Fasteners in Aircraft Fuselage Panels

 , , ,
, , ,
Abstract
Featured Application
Abstract
1. Introduction
2. Literature Review
3. Methods
3.1. In-Plane Heatwave Thermography
3.1.1. Local Gradient Method
3.1.2. Covariance of Temporal Pixel Behavior
3.2. Scanning Laser Doppler Vibrometry
3.3. Ultrasound Lock-in Thermography
4. Experimental Setup
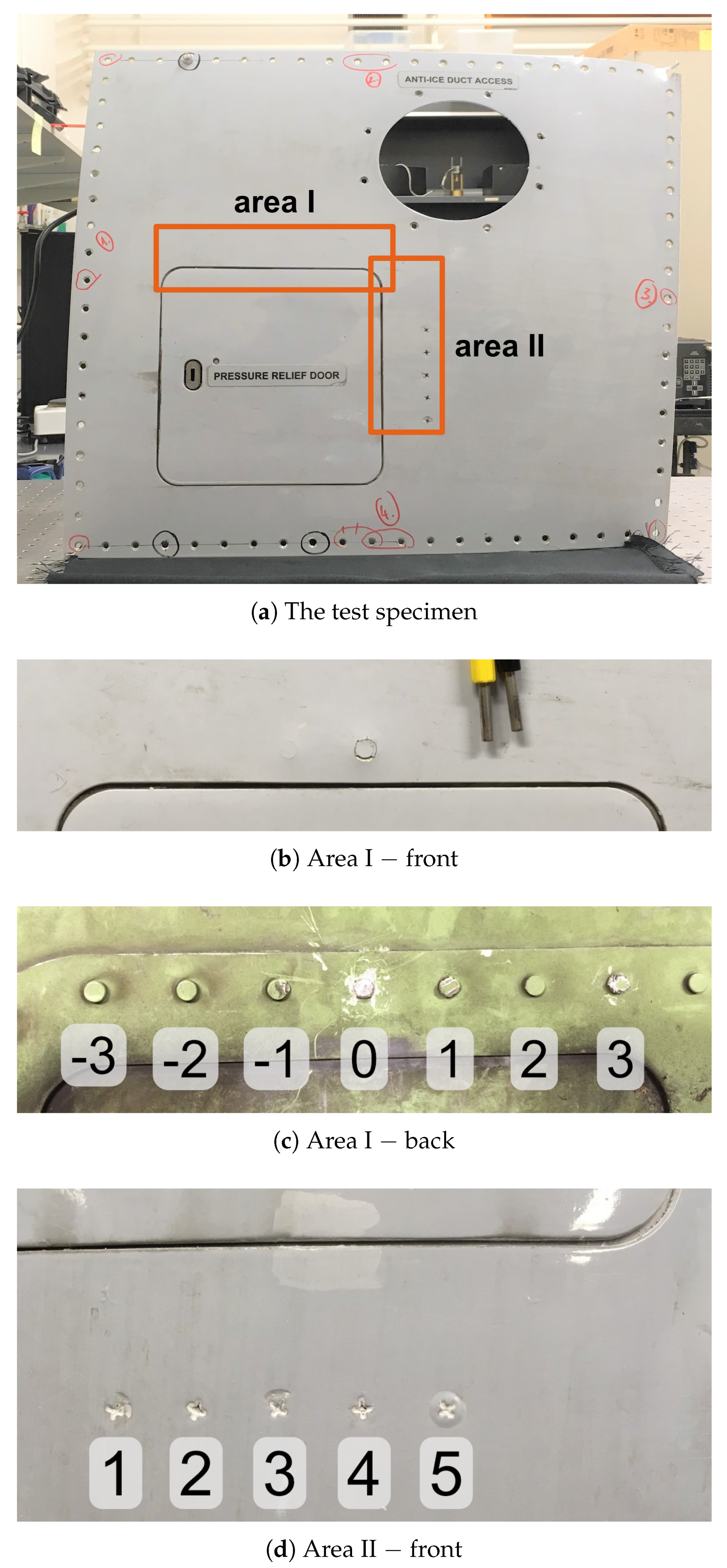
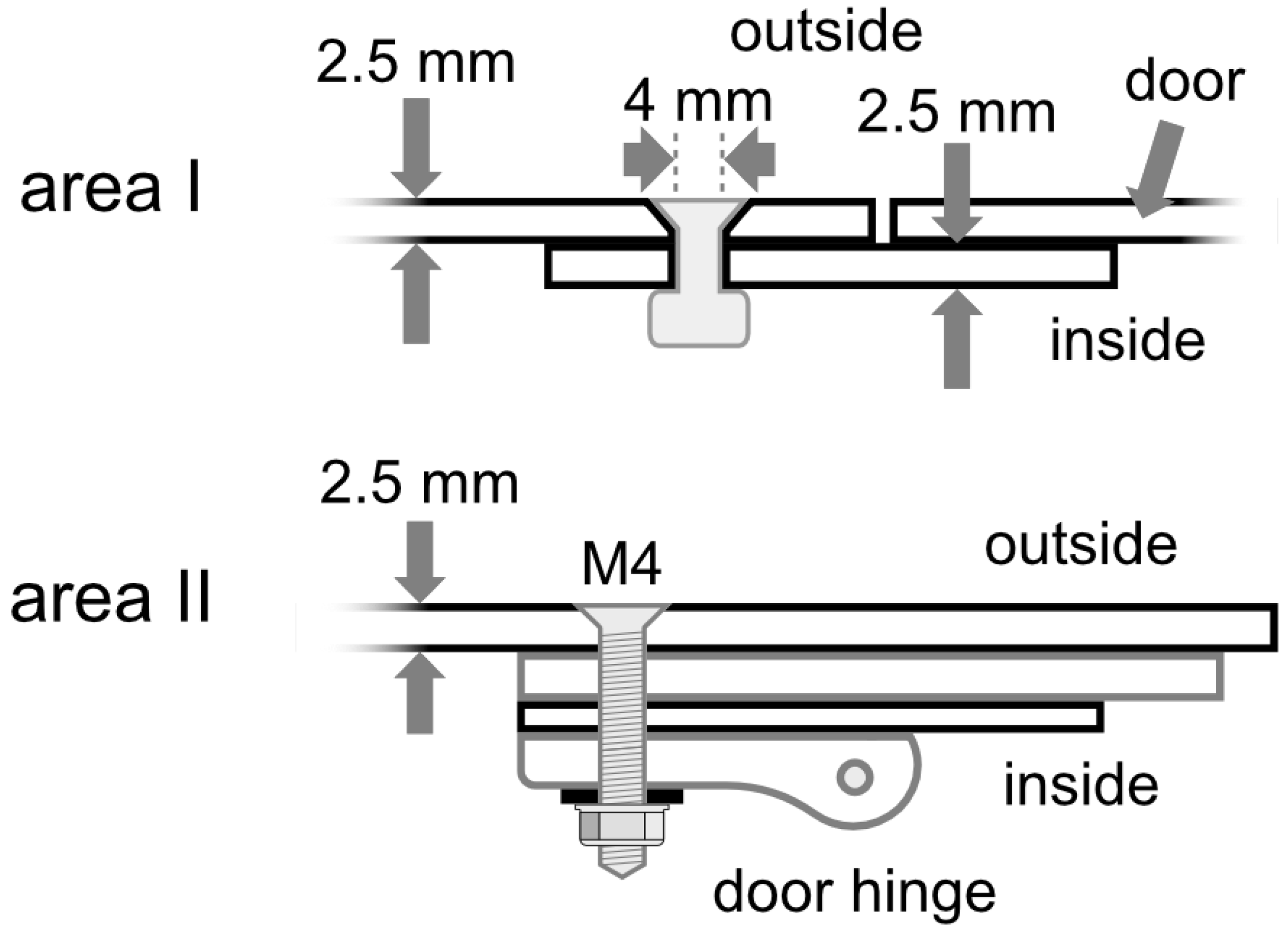
4.1. Riveted Plate
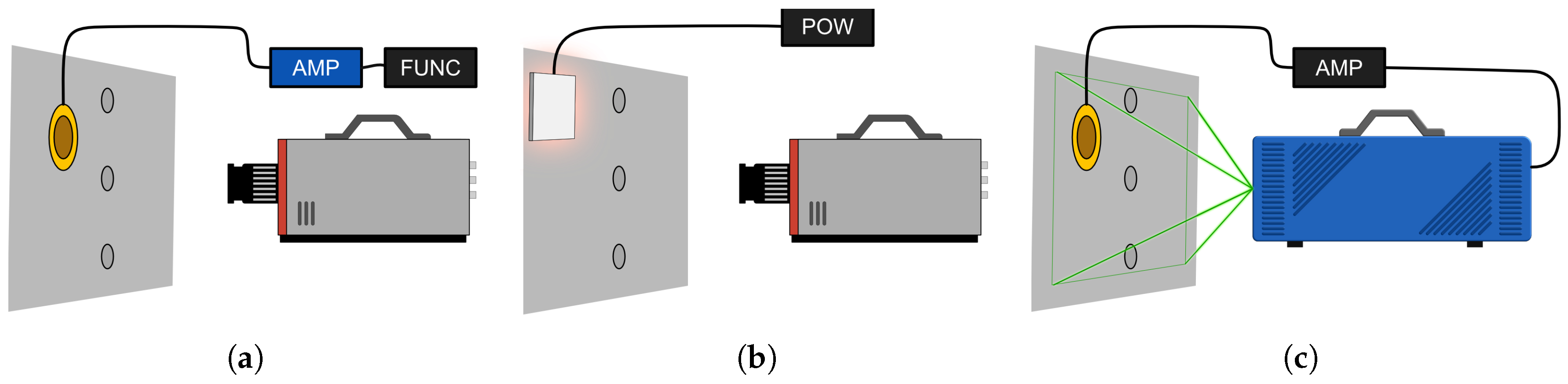
4.2. In-Plane Heatwave Thermography
4.3. SLDV Setup
4.4. Ultrasound Lock-in Thermography
5. Results
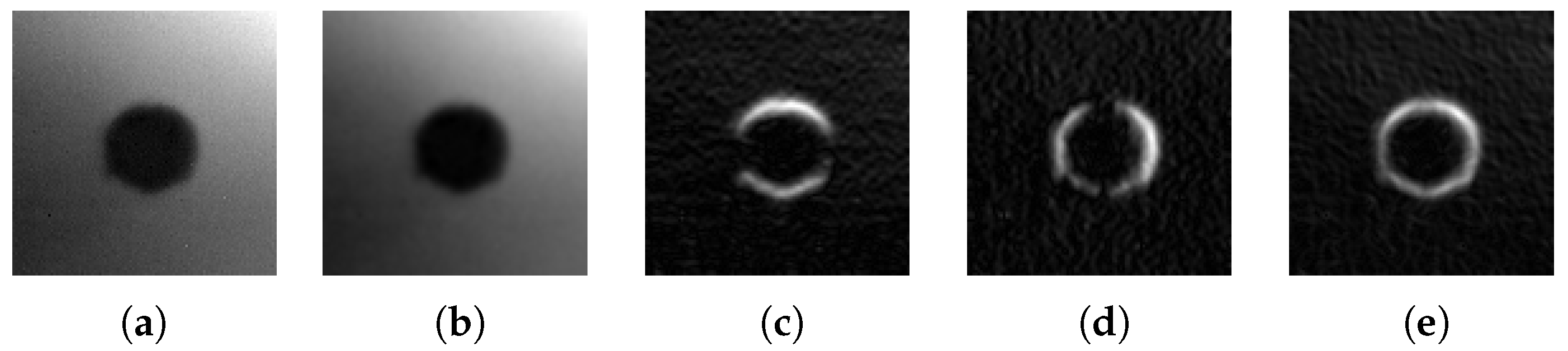
5.1. In-Plane Heatwave Thermography
5.2. SLDV
5.3. ULT
6. Discussion
7. Conclusions
Author Contributions
Funding
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| NDT | Non-Destructive Testing |
| AMM | Aircraft Maintenance Manual |
| SLDV | Scanning Laser Doppler Vibrometry |
| ULT | Ultrasound Lock-in Thermography |
| FC | Flight Cycle |
| CFRP | Carbon Fibre Reinforced Plastic |
| IPHWT | In-plane Heatwave Thermography |
| RMS | Root Mean Square |
| SWIR | Short-Wave Infrared Range |
| FFT | Fast Fourier Transform |
| NEDT | Noise Equivalent Temperature Difference |
| LDR | Local Defect Resonance |
| SNR | Signal-to-noise ratio |
References
- Skorupa, M. Riveted Lap Joints in Aircraft Fuselage: Design, Analysis and Properties, 1st ed.; Solid Mechanics and Its Applications, 189; Springer Netherlands Imprint: Dordrecht, The Netherlands, 2012. [Google Scholar] [CrossRef]
- Mínguez, J.M.; Vogwell, J. Effect of torque tightening on the fatigue strength of bolted joints. Eng. Fail. Anal. 2006, 13, 1410–1421. [Google Scholar] [CrossRef]
- Rans, C.; Straznicky, P.V.; Alderliesten, R. Riveting process induced residual stresses around solid rivets in mechanical joints. J. Aircr. 2007, 44, 323–329. [Google Scholar] [CrossRef]
- Zhang, K.; Cheng, H.; Yuan, L. Riveting process modeling and simulating for deformation analysis of aircraft’s thin-walled sheet-metal parts. Chin. J. Aeronaut. 2011, 24, 369–377. [Google Scholar] [CrossRef]
- Aman, F.; Cheraghi, S.H.; Krishnan, K.K.; Lankarani, H. Study of the impact of riveting sequence, rivet pitch, and gap between sheets on the quality of riveted lap joints using finite element method. Int. J. Adv. Manuf. Technol. 2013, 67, 545–562. [Google Scholar] [CrossRef]
- Müller, R.P.G. An experimental and analytical investigation on the fatigue behaviour of fuselage riveted lap joints: The significance of the rivet squeeze force, and a comparison of 2024-T3 and Glare 3. Ph.D. Thesis, Delft University of Technology, Delft, The Netherlands, 1997. [Google Scholar]
- Silva, L.F.M.; Gonçalves, J.P.M.; Oliveira, F.M.F.; De Castro, P.M.S.T. Multiple-site damage in riveted lap-joints: Experimental simulation and finite element prediction. Int. J. Fatigue 2000, 22, 319–338. [Google Scholar] [CrossRef]
- Li, G.; Shi, G.; Bellinger, N.C. Studies of residual stress in single-row countersunk riveted lap joints. J. Aircr. 2006, 43, 592–599. [Google Scholar] [CrossRef]
- Riegert, G.; Pfleiderer, K.; Gerhard, H.; Solodov, I.; Busse, G. Modern Methods of NDT for Inspection of Aerospace Structures; ECNDT: Berlin, Germany, 2006. [Google Scholar]
- Schnars, U.; Henrich, R. Applications of NDT methods on composite structures in aerospace industry. In Proceedings of the Conference on Damage in Composite Materials, Stuttgart, Germany, 18–19 September 2006; pp. 1–8. [Google Scholar]
- Montalvao, D.; Maia, N.M.M.; Ribeiro, A.M.R. A review of vibration-based structural health monitoring with special emphasis on composite materials. Shock Vib. Dig. 2006, 38, 295–324. [Google Scholar] [CrossRef]
- Staszewski, W.J.; Mahzan, S.; Traynor, R. Health monitoring of aerospace composite structures—Active and passive approach. Compos. Sci. Technol. 2009, 69, 1678–1685. [Google Scholar] [CrossRef]
- Katnam, K.B.; Da Silva, L.F.M.; Young, T.M. Bonded repair of composite aircraft structures: A review of scientific challenges and opportunities. Prog. Aerosp. Sci. 2013, 61, 26–42. [Google Scholar] [CrossRef]
- Gholizadeh, S. A review of non-destructive testing methods of composite materials. Procedia Struct. Integr. 2016, 1, 50–57. [Google Scholar] [CrossRef]
- Riegert, G.; Zweschper, T.; Dillenz, A.; Busse, G. Inspection of rivets and cracks in metal using thermography methods. Quant. Infrared Thermogr. 2002, 6, 293–298. [Google Scholar] [CrossRef]
- Zweschper, T.; Wu, D.; Busse, G. Detection of loose rivets in aeroplane components using lockin thermography. In Proceedings of the QIRT, Lodz, Poland, 7–10 September 1998; Volume 98, pp. 161–166. [Google Scholar] [CrossRef]
- Zweschper, T.; Dillenz, A.; Busse, G. Ultrasound Lockin Thermography–a NDT Method for the Inspection of Aerospace Structures. In Proceedings of the Quantitative Infrared Thermography (QIRT), Champagne-Ardenne, France, 18–21 July 2000. [Google Scholar] [CrossRef]
- Vavilov, V. Thermal NDT: Historical milestones, state-of-the-art and trends. Quant. Infrared Thermogr. J. 2014, 11, 66–83. [Google Scholar] [CrossRef]
- Maldague, X.; Galmiche, F.; Ziadi, A. Advances in pulsed phase thermography. Infrared Phys. Technol. 2002, 43, 175–181. [Google Scholar] [CrossRef]
- Ghoni, R.; Dollah, M.; Sulaiman, A.; Ibrahim, F.M. Defect characterization based on eddy current technique: Technical review. Adv. Mech. Eng. 2014, 6, 182496. [Google Scholar] [CrossRef]
- Smith, R.A.; Edgar, D.; Skramstad, J.A. Advances in transient Eddy-current imaging for aerospace applications. In Proceedings of the WCNDT Conference, Montreal, QC, Canada, 30 August–3 September 2004. [Google Scholar]
- Underhill, P.R.; Krause, T.W. Eddy current analysis of mid-bore and corner cracks in bolt holes. NDT E Int. 2011, 44, 513–518. [Google Scholar] [CrossRef]
- Joubert, P.Y.; Vourc’H, E.; Thomas, V. Experimental validation of an eddy current probe dedicated to the multi-frequency imaging of bore holes. Sens. Actuators A Phys. 2012, 185, 132–138. [Google Scholar] [CrossRef]
- Babbar, V.K.; Underhill, P.R.; Stott, C.; Krause, T.W. Finite element modeling of second layer crack detection in aircraft bolt holes with ferrous fasteners present. NDT E Int. 2014, 65, 64–71. [Google Scholar] [CrossRef]
- Le Diraison, Y.; Joubert, P.Y.; Placko, D. Characterization of subsurface defects in aeronautical riveted lap-joints using multi-frequency eddy current imaging. NDT E Int. 2009, 42, 133–140. [Google Scholar] [CrossRef]
- Lingvall, F.; Stepinski, T. Automatic detecting and classifying defects during eddy current inspection of riveted lap-joints. NDT E Int. 2000, 33, 47–55. [Google Scholar] [CrossRef]
- Deng, Y.; Liu, X.; Fan, Y.; Zeng, Z.; Udpa, L.; Shih, W. Characterization of magneto-optic imaging data for aircraft inspection. IEEE Trans. Magn. 2006, 42, 3228–3230. [Google Scholar] [CrossRef]
- Fan, Y.; Deng, Y.; Zeng, Z.; Udpa, L.; Shih, W.; Fitzpatrick, G. Aging aircraft rivet site inspection using magneto–optic imaging: Automation and real-time image processing. In Proceedings of the 9th Joint FAA/DoD/NASA Aging Aircraft Conference, Atalanta, GA, USA, 6–9 March 2006. [Google Scholar]
- Deng, Y.; Zeng, Z.; Tamburrino, A.; Udpa, L.; Shih, W. Automatic classification of magneto-optic image data for aircraft rivet inspection. Int. J. Appl. Electromagn. Mech. 2007, 25, 375–382. [Google Scholar] [CrossRef]
- Rothberg, S.J.; Allen, M.S.; Castellini, P.; Di Maio, D.; Dirckx, J.J.J.; Ewins, D.J.; Halkon, B.J.; Muyshondt, P.; Paone, N.; Ryan, T.; et al. An international review of laser Doppler vibrometry: Making light work of vibration measurement. Opt. Lasers Eng. 2017, 99, 11–22. [Google Scholar] [CrossRef]
- Solodov, I.; Rahammer, M.; Derusova, D.; Busse, G. Highly-efficient and noncontact vibro-thermography via local defect resonance. Quant. Infrared Thermogr. J. 2015, 12, 98–111. [Google Scholar] [CrossRef]
- Rembe, C.; Dräbenstedt, A. Laser-scanning confocal vibrometer microscope: Theory and experiments. Rev. Sci. Instrum. 2006, 77, 083702. [Google Scholar] [CrossRef]
- Mendioroz, A.; Celorrio, R.; Salazar, A. Ultrasound excited thermography: An efficient tool for the characterization of vertical cracks. Meas. Sci. Technol. 2017, 28, 112001. [Google Scholar] [CrossRef]
- Gleiter, A.; Riegert, G.; Zweschper, T.; Busse, G. Ultrasound lock-in thermography for advanced depth resolved defect selective imaging. Insight Non Test. Cond. Monit. 2007, 49, 272. [Google Scholar] [CrossRef]
- Pech-May, N.W.; Oleaga, A.; Mendioroz, A.; Omella, A.J.; Celorrio, R.; Salazar, A. Vertical cracks characterization using lock–in thermography: I infinite cracks. Meas. Sci. Technol. 2014, 25, 115601. [Google Scholar] [CrossRef]
- Celorrio, R.; Omella, A.J.; Pech-May, N.W.; Oleaga, A.; Mendioroz, A.; Salazar, A. Vertical cracks characterization using lock–in thermography: II finite cracks. Meas. Sci. Technol. 2014, 25, 115602. [Google Scholar] [CrossRef]
- Busse, G. Nondestructive evaluation of polymer materials. NDT E Int. 1994, 27, 253–262. [Google Scholar] [CrossRef]
- Mabrouki, F.; Thomas, M.; Genest, M.; Fahr, A. Frictional heating model for efficient use of vibrothermography. NDT E Int. 2009, 42, 345–352. [Google Scholar] [CrossRef]
- IRCameras. IRC906STS Datasheet; IRCameras, LLC: Santa Barbara, CA, USA, 2020. [Google Scholar]
- Stamm, M.; Schlemme-Weber, S.; Appl, S.; Köser, J.; Pfeiffer, H. Fast loose rivet detection by using scanning laser doppler vibrometry. In Proceedings of the ISMA2020 and USD2020 —29th International Conference on Noise and Vibration Engineering, Leuven, Belgium, 7–9 September 2020; pp. 2843–2854. [Google Scholar]
- Solodov, I.; Bai, J.; Bekgulyan, S.; Busse, G. A local defect resonance to enhance acoustic wave-defect interaction in ultrasonic nondestructive evaluation. Appl. Phys. Lett. 2011, 99, 211911. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Detect Fasteners | Detection | Costs | ||||
|---|---|---|---|---|---|---|
| Method | Intact | Damaged | Loose | Clarity | Time | Money |
| SLDV | yes | yes | yes | good | slow | high |
| ULT | no | yes | no | poor | medium | medium |
| IPHWT | yes | yes | yes | medium | fast | medium |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Stamm, M.; Krüger, P.; Pfeiffer, H.; Köhler, B.; Reynaert, J.; Wevers, M. In-Plane Heatwave Thermography as Digital Inspection Technique for Fasteners in Aircraft Fuselage Panels. Appl. Sci. 2021, 11, 132. https://doi.org/10.3390/app11010132
Stamm M, Krüger P, Pfeiffer H, Köhler B, Reynaert J, Wevers M. In-Plane Heatwave Thermography as Digital Inspection Technique for Fasteners in Aircraft Fuselage Panels. Applied Sciences. 2021; 11(1):132. https://doi.org/10.3390/app11010132
Chicago/Turabian StyleStamm, Michael, Peter Krüger, Helge Pfeiffer, Bernd Köhler, Johan Reynaert, and Martine Wevers. 2021. "In-Plane Heatwave Thermography as Digital Inspection Technique for Fasteners in Aircraft Fuselage Panels" Applied Sciences 11, no. 1: 132. https://doi.org/10.3390/app11010132
APA StyleStamm, M., Krüger, P., Pfeiffer, H., Köhler, B., Reynaert, J., & Wevers, M. (2021). In-Plane Heatwave Thermography as Digital Inspection Technique for Fasteners in Aircraft Fuselage Panels. Applied Sciences, 11(1), 132. https://doi.org/10.3390/app11010132