Improving a Manufacturing Process Using the 8Ds Method. A Case Study in a Manufacturing Company

 ,
,  ,
,  and
and 
Abstract
Featured Application
Abstract
1. Introduction
Research Problem
2. Literature Review
- The company receives customer complaints.
- Safety or regulatory issues have been discovered.
- Internal rejects, waste, scrap, underperformance, or test failures occur at abnormal levels.
- Warranty concerns indicate greater-than-expected failure rates.
- It can be time consuming and difficult to develop.
- Employees that are involved in its implementation should receive appropriate training about it.
- Constant communication among the participants and the application of a continuous improvement program are required.
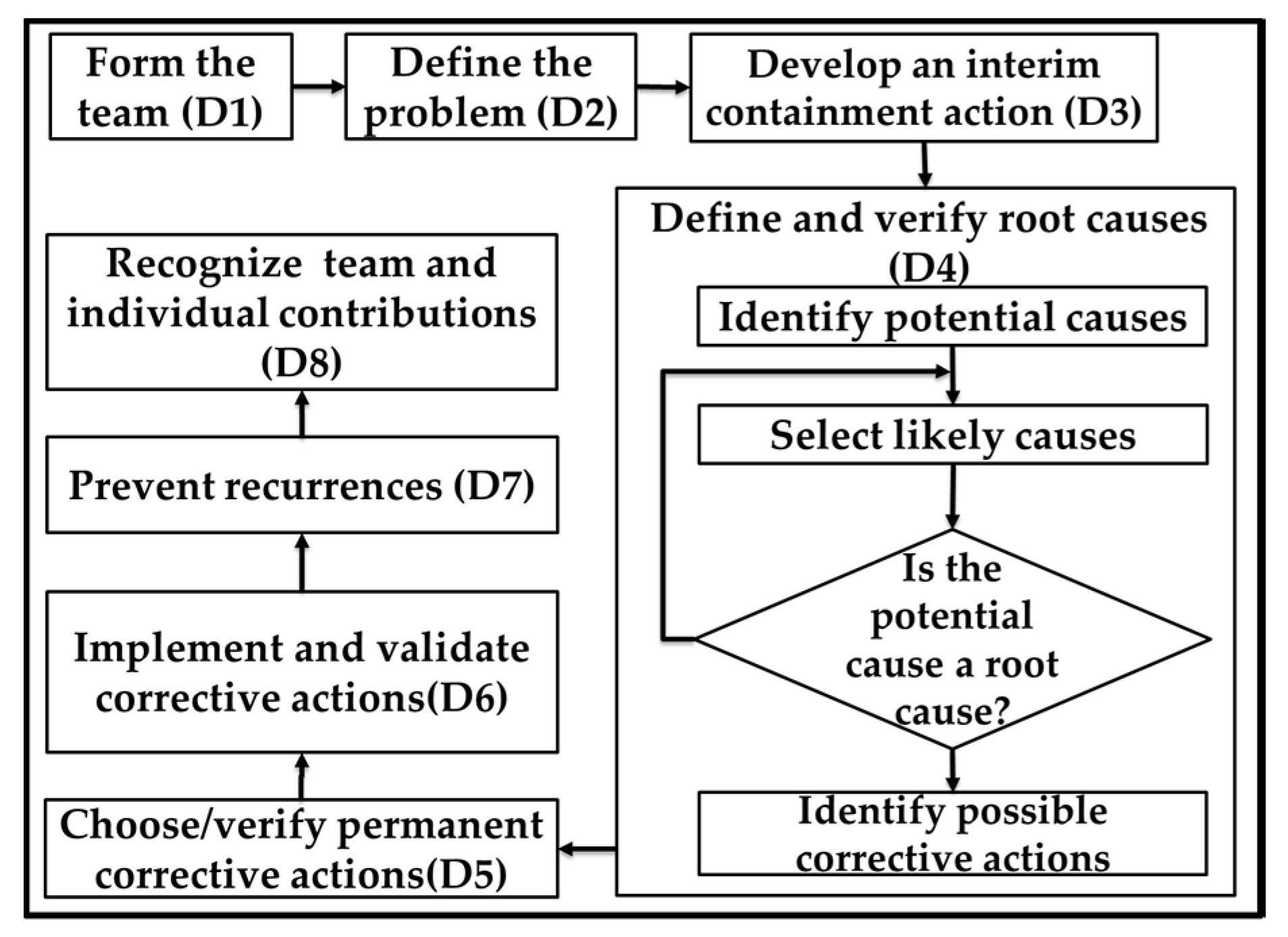
3. Materials and Methods
3.1. Develop a Teamwork (D1)
- Use a symptoms checklist to ask the correct questions.
- Identify the need for an emergency response action (ERA), which protects customers from further exposure to undesired symptoms.
3.2. Describe the Problem (D2)
3.3. Develop an Interim Containment Action (D3)
3.4. Define and Verify Root Causes (D4)
3.5. Develop Permanent Corrective Actions (D5)
3.6. Implement and Validate Corrective Actions (D6)
3.7. Prevent Recurrences (D7)
3.8. Recognize and Congratulate Teamwork as Well as Individual Contributions (D8)
3.9. Supplementary Tools in 8D Method
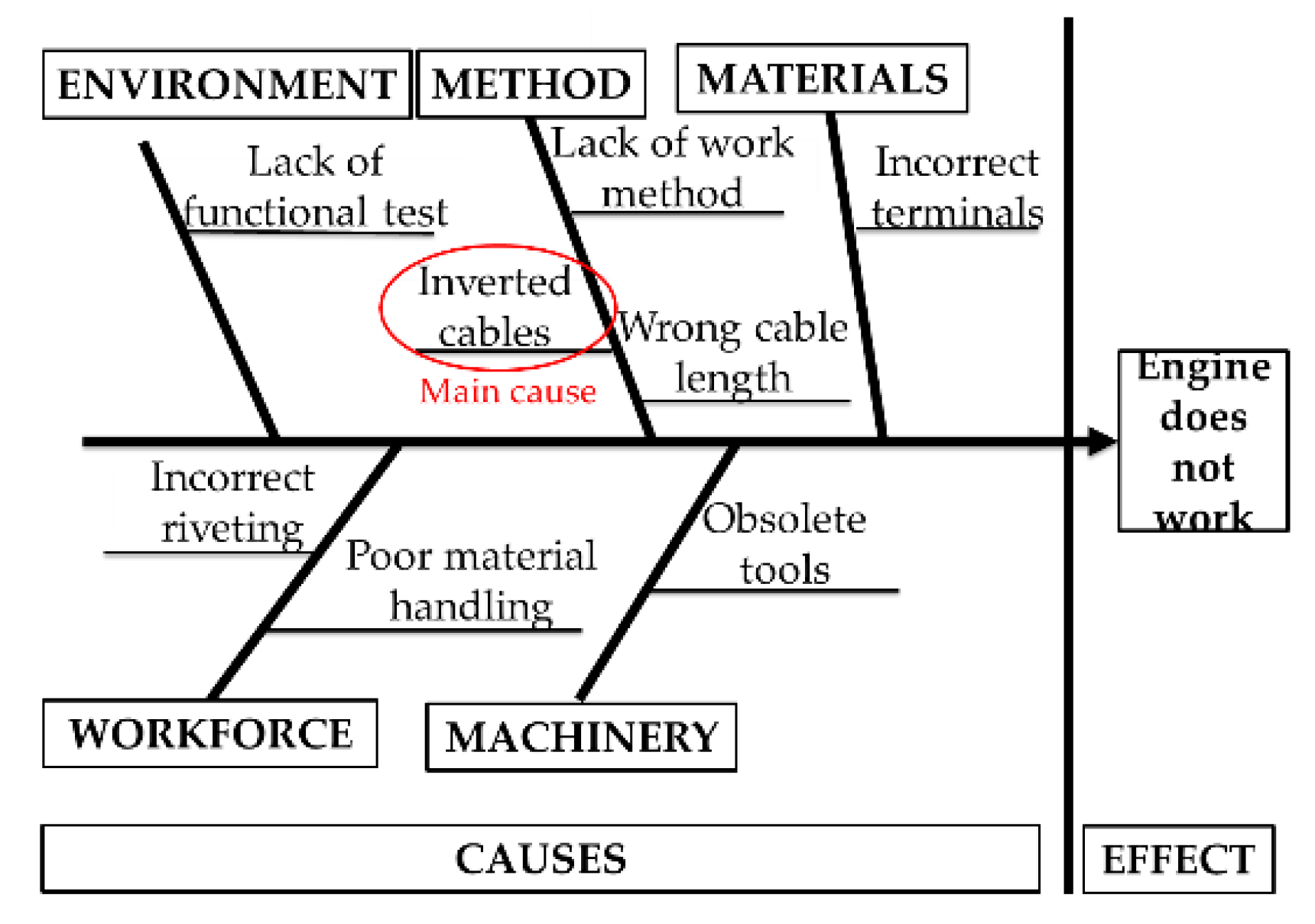
3.9.1. Ishikawa Diagram
- Classifies all causes that are related to a problem.
- Shortens a relatively large problem.
- Encourages the participation of all the teamwork members in the analysis and creation of project management dynamics.
- Increases the role of teamwork in the problem-solving process.
- Identifies the areas that require more in-depth research when some information is missing.
- Provides elements to develop an adequate solution to a problem.
- Offers a concise view of cause-and-effect relationships.
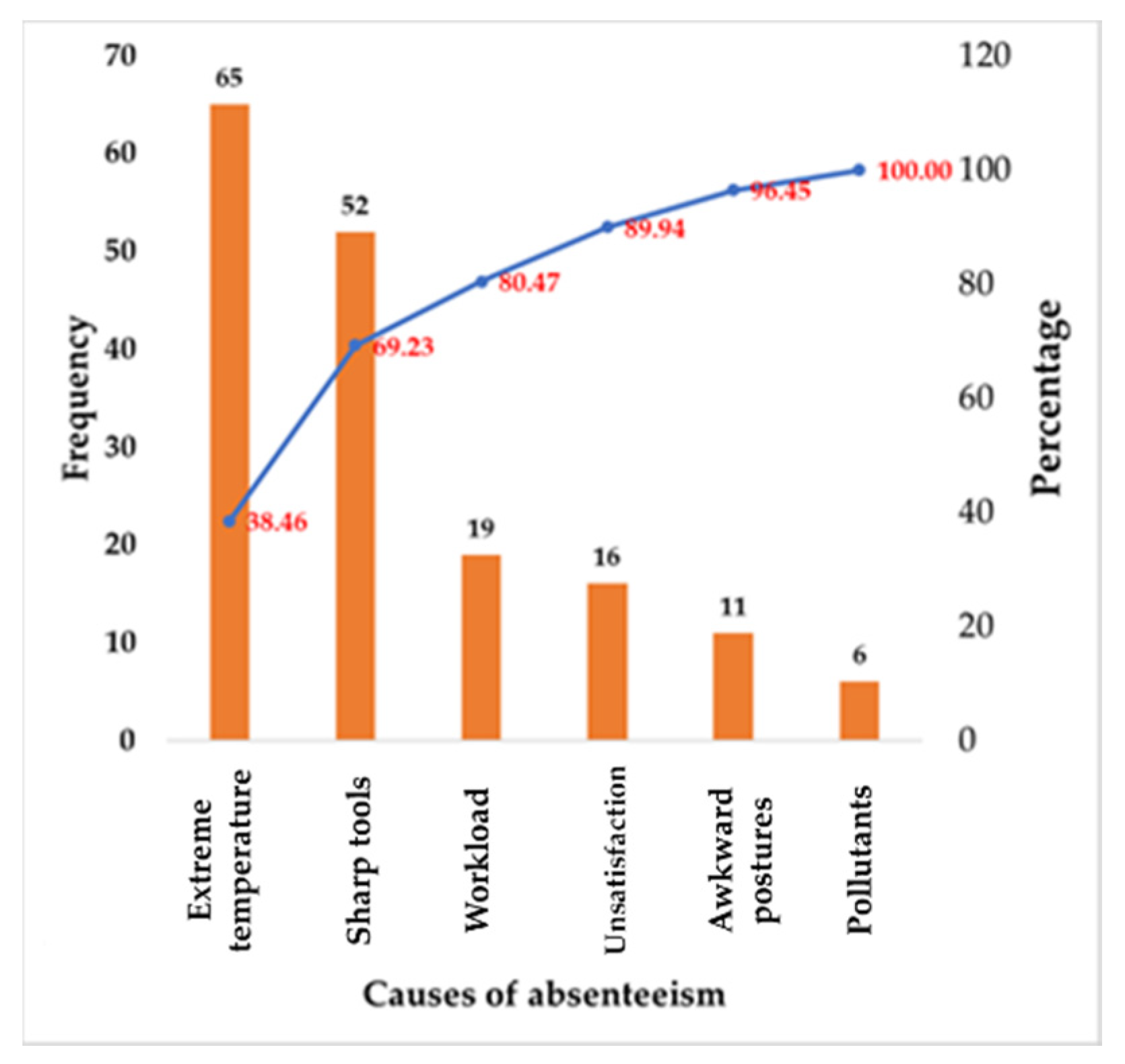
3.9.2. Pareto Chart
4. Results
4.1. Develop the Teamwork (D1)
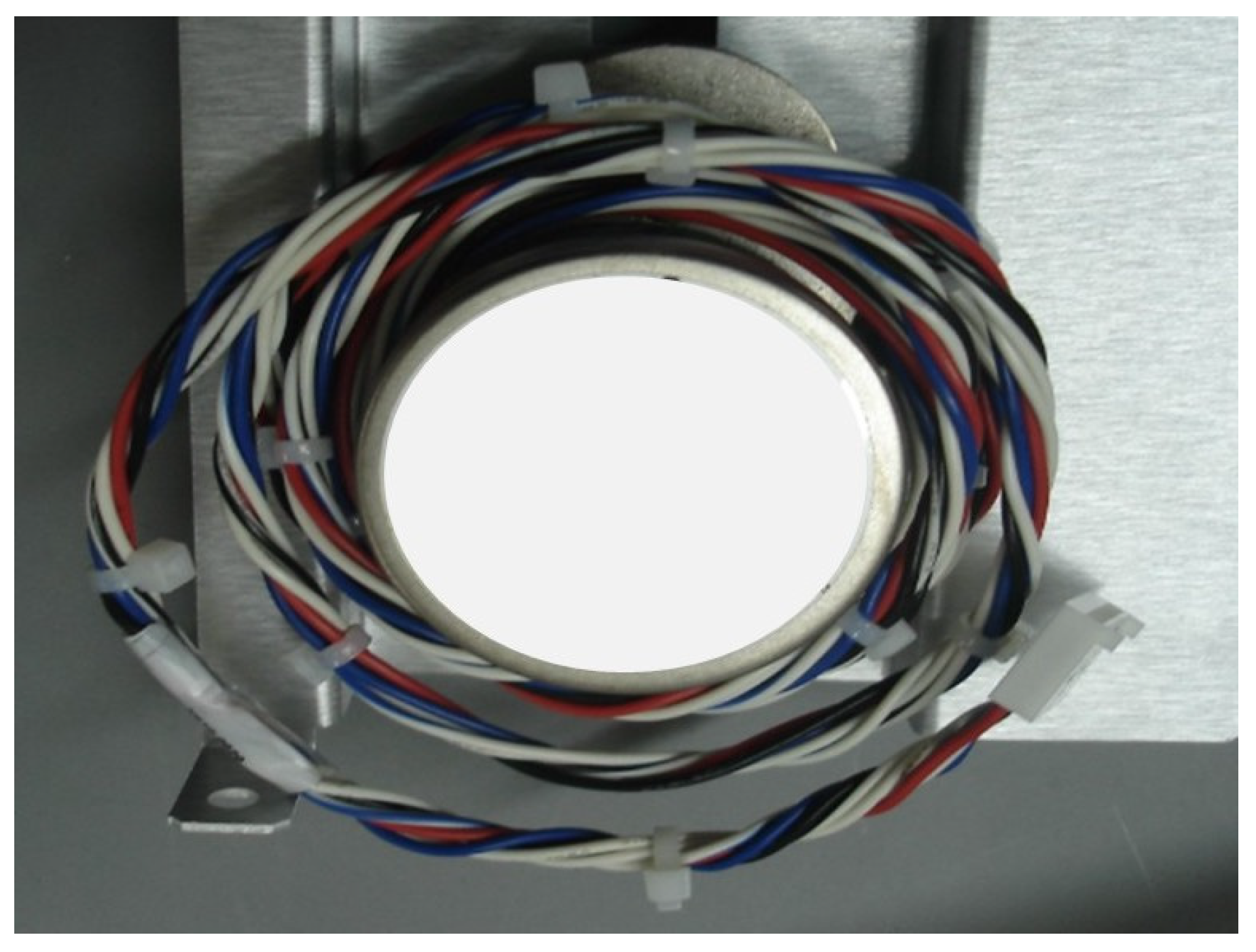
4.2. Describe the Problem (D2)
4.3. Develop an Interim Containment Action (D3)
4.4. Determine and Verify Root Causes (D4)
4.5. Develop Permanent Corrective Actions (D5)
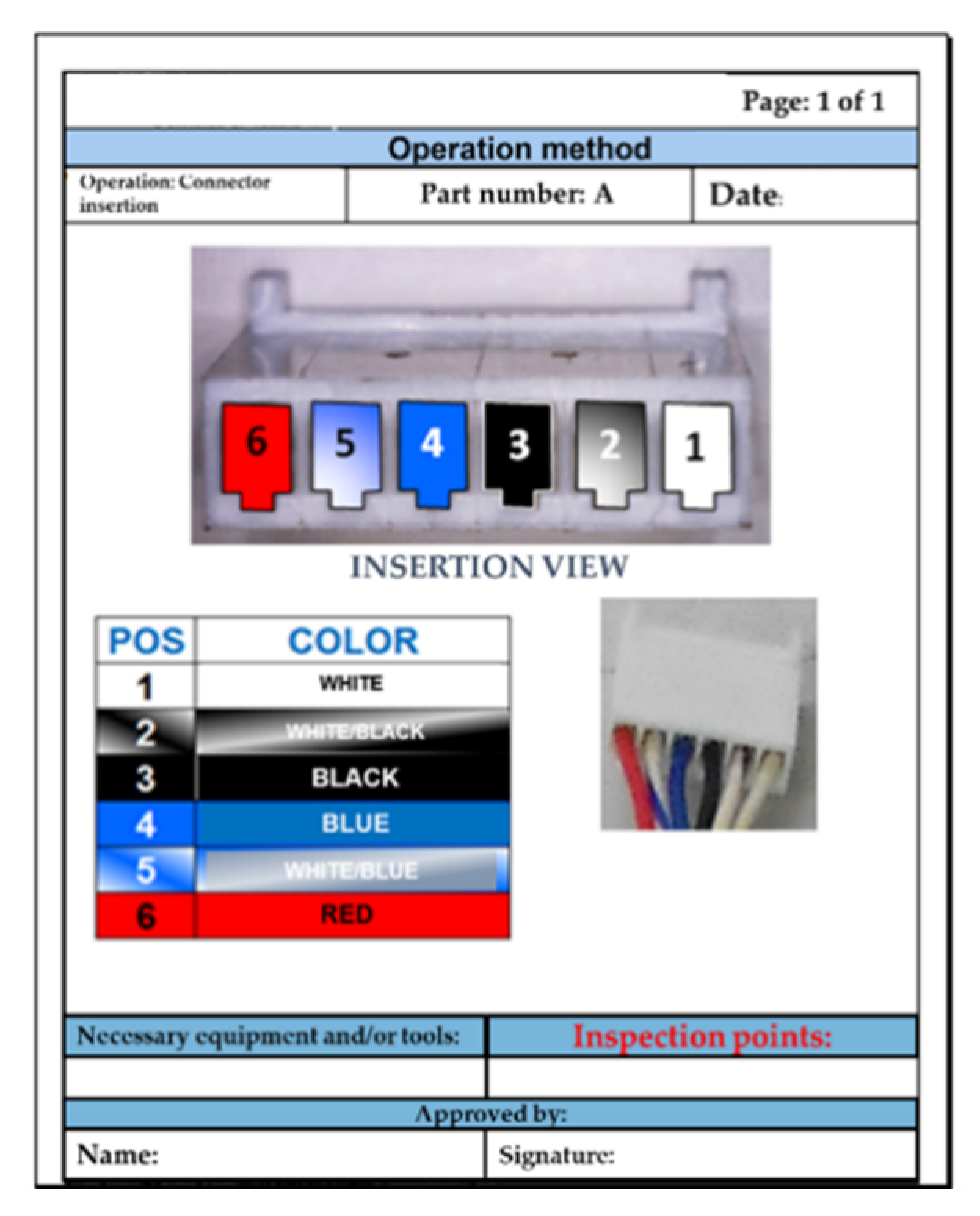
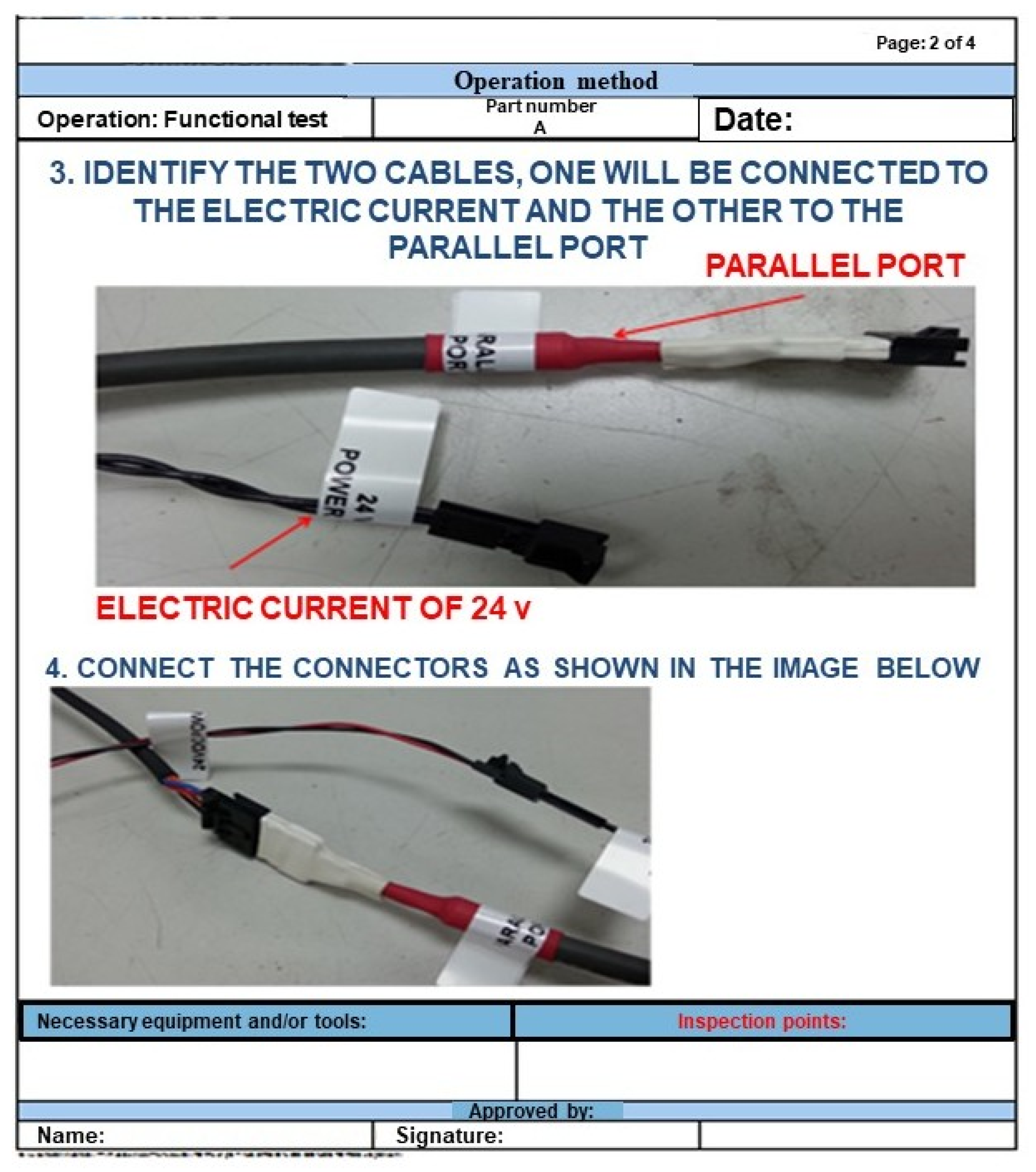
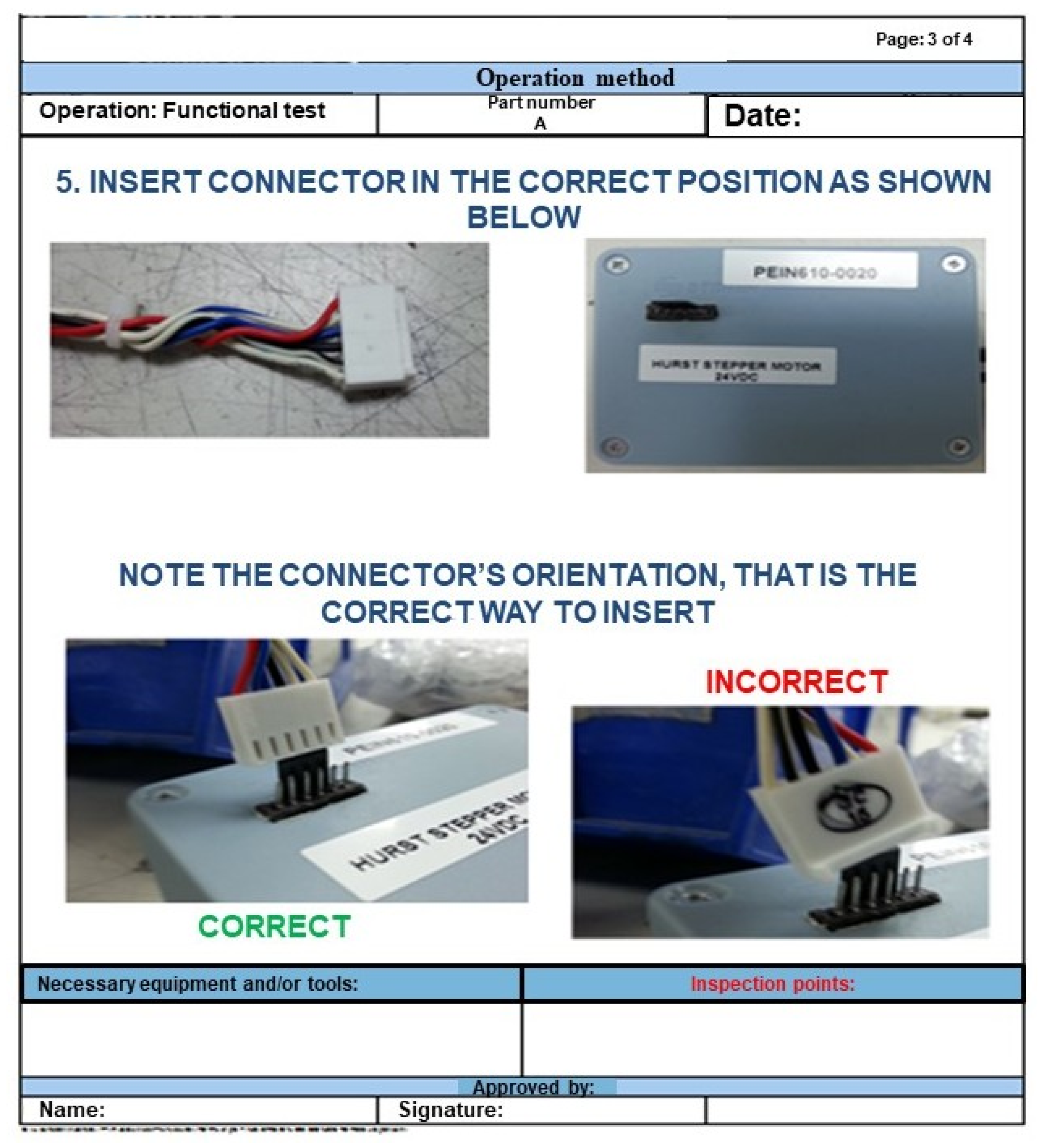
- Connector insertion method: This action was implemented because inverted cables were the root cause of the problem.
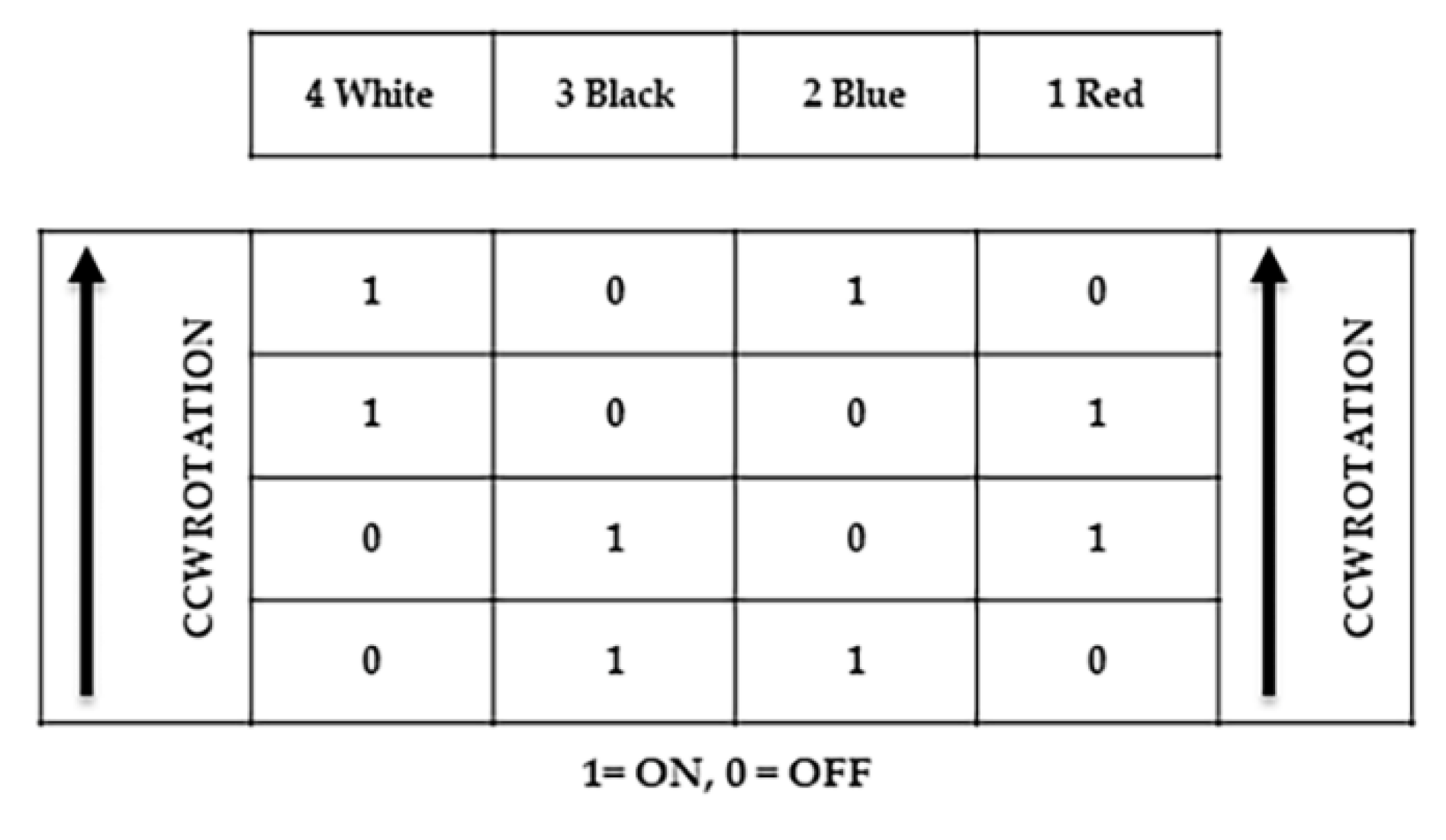
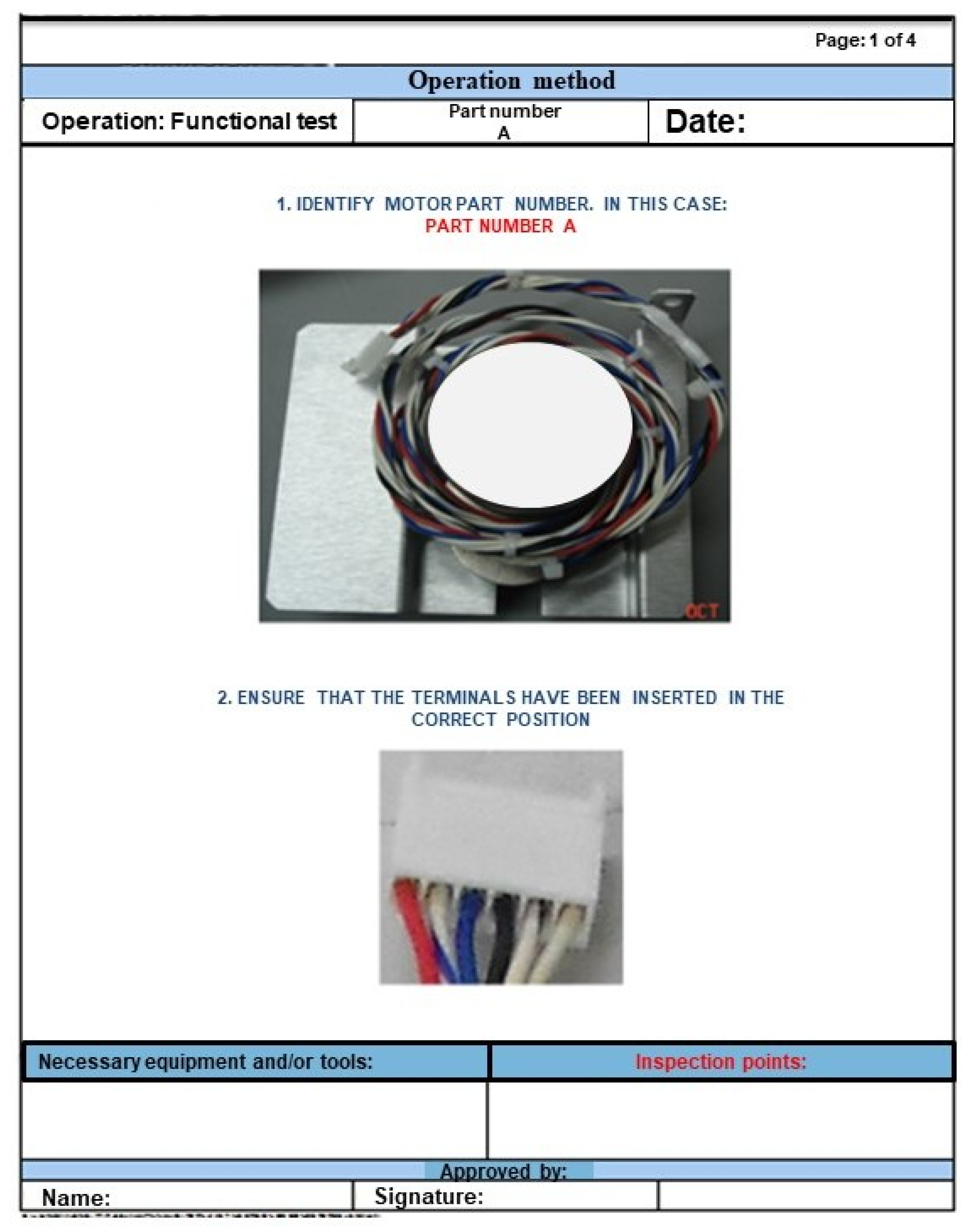
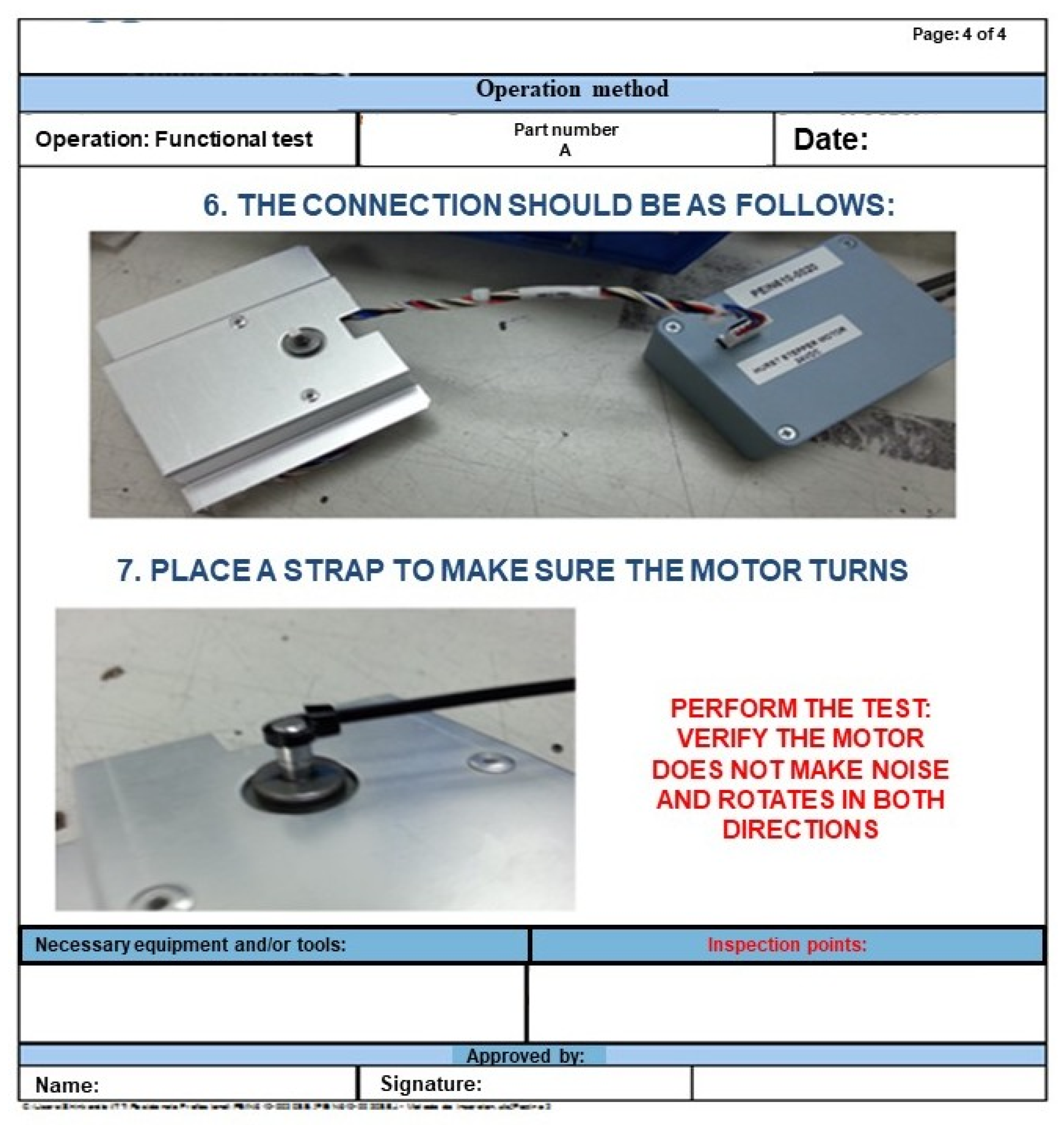
- Functional test: This action was implemented, since the lack of a functional test was one of the reasons why the assemblies had inverted cables. Functional tests can help solve the problems of noisy motors and dysfunctional motors.
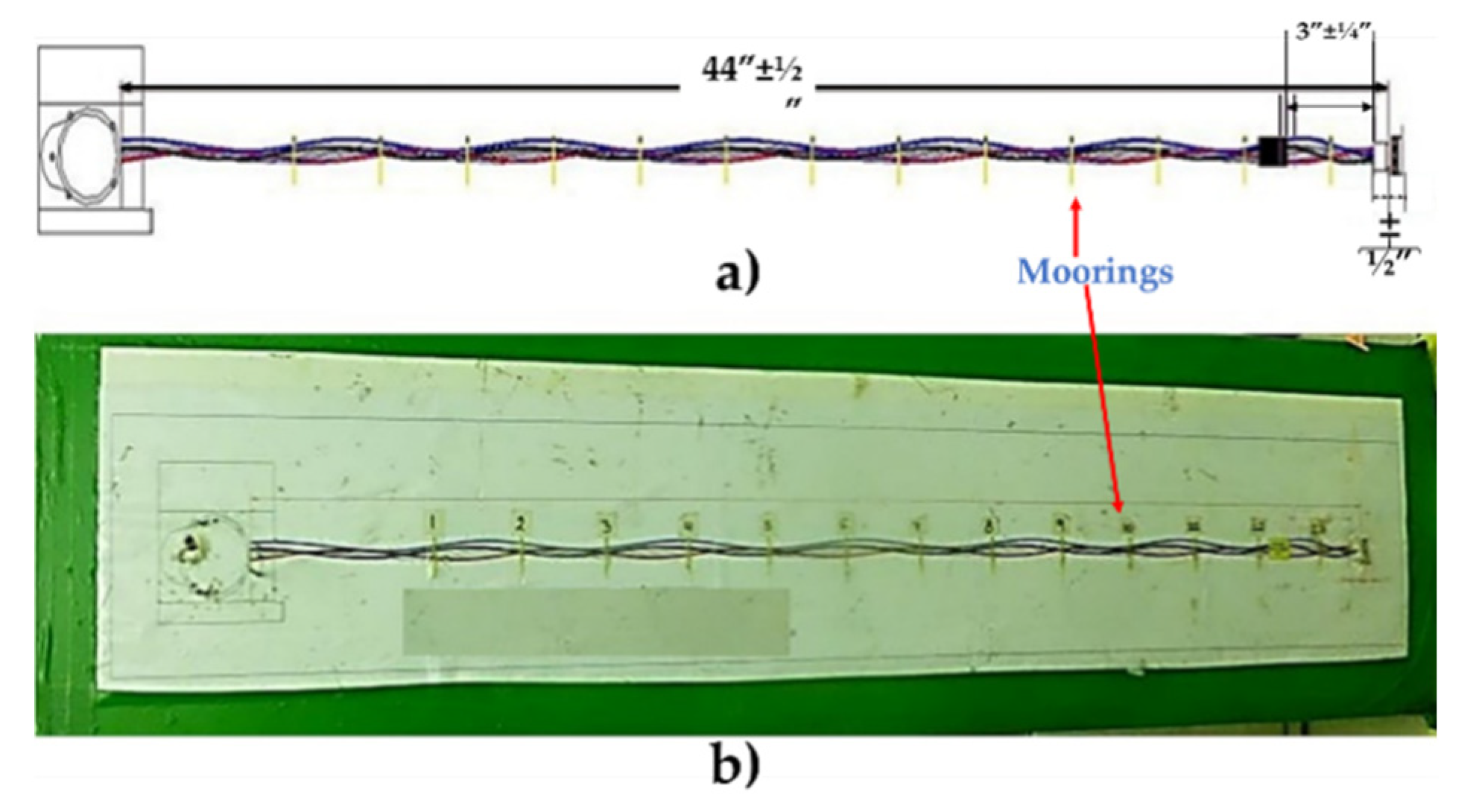
- Template: This action was demanded by customers, because the template guarantees that the assembly component features match the customer specifications.
4.6. Implement and Validate Corrective Actions (D6)
4.7. Prevent Recurrences (D7)
4.8. Recognize Teamwork and Individual Contributions (D8)
5. Conclusions and Industrial Implications
- Implement the 8Ds method to solve problems with other part numbers, and/or in other areas (purchase or sales, for instance).
- Always consider each employee’s opinion, since it will make their work motivating.
- Engage customers’ opinions and ideas to improve both the production processes and their satisfaction.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Appendix A. Code for the Program on Visual Basic
Appendix B




References
- Razali, N.M.; Rahman, M.N.A. Value Stream Mapping—A Tool to Detect and Reduce Waste for a Lean Manufacturing System. In Proceedings of the 4th International Manufacturing Engineering Conference and the 5th Asia Pacific Conference on Manufacturing Systems; Osman-Zahid, M., Abd.-Aziz, R., Yusoff, A., Mat-Yahya, N., Abdul-Aziz, F., Yazid-Abu, M., Eds.; Springer: Singapore, 2020; pp. 266–271. ISBN 978-981-15-0949-0. [Google Scholar]
- Botti, L.; Mora, C.; Regattieri, A. Integrating ergonomics and lean manufacturing principles in a hybrid assembly line. Comput. Ind. Eng. 2017, 111, 481–491. [Google Scholar] [CrossRef]
- Walder, J.; Karlin, J.; Kerk, C. Integrated lean thinking & ergonomics: Utilizing material handling assist device solutions for a productive workplace. In MHIA White Paper: Material Handling Industry of America; South Datota School of Mines: Charlote, NC, USA, 2007; pp. 1–18. [Google Scholar]
- El-Namrouty, K.A.; Abushaaban, M.S. Seven wastes elimination targeted by lean manufacturing case study “gaza strip manufacturing firms”. Int. J. Econ. Financ. Manag. Sci. 2013, 1, 68–80. [Google Scholar] [CrossRef]
- Jadhav, P.K.; Nagare, M.R.; Konda, S. Implementing Lean Manufacturing Principle In Fabrication Process- A Case Study. Int. Res. J. Eng. Technol. 2018, 5, 1843–1847. [Google Scholar]
- Guiras, Z.; Turki, S.; Rezg, N.; Dolgui, A. Optimization of Two-Level Disassembly/Remanufacturing/Assembly System with an Integrated Maintenance Strategy. Appl. Sci. 2018, 8, 666. [Google Scholar] [CrossRef]
- Zhou, X.-Y.; Gosling, P.D. Influence of stochastic variations in manufacturing defects on the mechanical performance of textile composites. Compos. Struct. 2018, 194, 226–239. [Google Scholar] [CrossRef]
- Buixansky, B.; Fleck, N.A. Compressive failure of fibre Composites. J. Mech. Phys. Solids 1993, 41, 183–211. [Google Scholar]
- Pinho, S.T.; Iannucci, L.; Robinson, P. Physically-based failure models and criteria for laminated fibre-reinforced composites with emphasis on fibre kinking: Part I: Development. Compos. Part A Appl. Sci. Manuf. 2006, 37, 63–73. [Google Scholar] [CrossRef]
- Gommer, F.; Endruweit, A.; Long, A.C. Quantification of micro-scale variability in fibre bundles. Compos. Part A Appl. Sci. Manuf. 2016, 87, 131–137. [Google Scholar] [CrossRef]
- Sreedharan, R.; Rajasekar, S.; Kannan, S.S.; Arunprasad, P.; Trehan, R. Defect reduction in an electrical parts manufacturer: A case study. TQM J. 2018, 30, 650–678. [Google Scholar] [CrossRef]
- González-Reséndiz, J.; Arredondo-Soto, K.C.; Realyvásquez-Vargas, A.; Híjar-Rivera, H.; Carrillo-Gutiérrez, T.; González-Reséndiz, J.; Arredondo-Soto, K.C.; Realyvásquez-Vargas, A.; Híjar-Rivera, H.; Carrillo-Gutiérrez, T. Integrating Simulation-Based Optimization for Lean Logistics: A Case Study. Appl. Sci. 2018, 8, 2448. [Google Scholar] [CrossRef]
- Pérez-Domínguez, L.; Luviano-Cruz, D.; Valles-Rosales, D.; Hernández Hernández, J.; Rodríguez Borbón, M. Hesitant Fuzzy Linguistic Term and TOPSIS to Assess Lean Performance. Appl. Sci. 2019, 9, 873. [Google Scholar] [CrossRef]
- Wang, C.-H. Incorporating customer satisfaction into the decision-making process of product configuration: A fuzzy Kano perspective. Int. J. Prod. Res. 2013, 51, 6651–6662. [Google Scholar] [CrossRef]
- Abolhassani, A.; Harner, J.; Jaridi, M.; Gopalakrishnan, B. Productivity enhancement strategies in North American automotive industry. Int. J. Prod. Res. 2018, 56, 1–18. [Google Scholar] [CrossRef]
- Saeidi, S.P.; Sofian, S.; Saeidi, P.; Saeidi, S.P.; Saaeidi, S.A. How does corporate social responsibility contribute to firm financial performance? The mediating role of competitive advantage, reputation, and customer satisfaction. J. Bus. Res. 2015, 68, 341–350. [Google Scholar] [CrossRef]
- Galbreath, J. Twenty-first century management rules: The management of relationships as intangible assets. Manag. Decis. 2002, 40, 116–126. [Google Scholar] [CrossRef]
- Liu, A.X.; Liu, Y.; Luo, T. What Drives a Firm’s Choice of Product Recall Remedy? The Impact of Remedy Cost, Product Hazard, and the CEO. J. Mark. 2016, 80, 79–95. [Google Scholar] [CrossRef]
- Wang, C.-N.; Chiu, P.-C.; Cheng, I.-F.; Huang, Y.-F. Contamination Improvement of Touch Panel and Color Filter Production Processes of Lean Six Sigma. Appl. Sci. 2019, 9, 1893. [Google Scholar] [CrossRef]
- Bunce, M.M.; Wang, L.; Bidanda, B. Leveraging Six Sigma with industrial engineering tools in crateless retort production. Int. J. Prod. Res. 2008, 46, 6701–6719. [Google Scholar] [CrossRef]
- Dudin, M.N.; Frolova, E.E.; Gryzunova, N.V.; Borisovna, E.S. The Deming Cycle (PDCA) Concept as an Efficient Tool for Continuous Quality Improvement in the Agribusiness. Asian Soc. Sci. 2015, 11, 239–246. [Google Scholar] [CrossRef]
- Realyvásquez-Vargas, A.; Arredondo-Soto, K.C.; Carrillo-Gutiérrez, T.; Ravelo, G. Applying the Plan-Do-Check-Act (PDCA) Cycle to Reduce the Defects in the Manufacturing Industry. A Case Study. Appl. Sci. 2018, 8, 2181. [Google Scholar] [CrossRef]
- Cheng, H.-R.; Chen, B.-W. A case study in solving customer complaints based on the 8Ds method and Kano model. J. Chin. Inst. Ind. Eng. 2010, 27, 339–350. [Google Scholar]
- Kumar, S.; Adaveesh, B. Application of 8D Methodology for the Root Cause Analysis and Reduction of Valve Spring Rejection in a Valve Spring Manufacturing Company: A Case Study. Indian J. Sci. Technol. 2017, 10, 1–11. [Google Scholar] [CrossRef]
- Mitreva, E.; Taskov, N.; Gjorshevski, H. Methodology for design and implementation of the TQM (Total Quality Management) system in automotive industry companies in Macedonia. In Proceedings of the Regionalna Naucno Strucna Konferencija—ERAZ 2015—Odrzivi Ekonomski Razvoj-Savremeni i Multidisciplinarni Pristup, Belgrade, Serbia, 9–11 June 2015; pp. 1–9. [Google Scholar]
- Titu, M.A. Management of customers’ complaints within SC COMPA SA Sibiu. Case study for a topical complaint. J. Electr. Eng. Electron. Control Comput. Sci. 2016, 2, 1–4. [Google Scholar]
- Instituto Nacional de Estadística Geografía e Informática (INEGI) INEGI. Monthly Survey of Manufacturing (Emim). Available online: http://www.inegi.org.mx/sistemas/bie/default.aspx?idserPadre=10400100 (accessed on 18 March 2020). (In Spanish).
- Easton, G. Critical realism in case study research. Ind. Mark. Manag. 2010, 39, 118–128. [Google Scholar] [CrossRef]
- Tsang, E.W.K. Case studies and generalization in information systems research: A critical realist perspective. J. Strateg. Inf. Syst. 2014, 23, 174–186. [Google Scholar] [CrossRef]
- Easton, G. One Case Study is Enough; The Department of Marketing: Lancaster, TX, USA, 2010. [Google Scholar]
- Acero, R.; Torralba, M.; Pérez-Moya, R.; Pozo, J.A. Value Stream Analysis in Military Logistics: The Improvement in Order Processing Procedure. Appl. Sci. 2020, 10, 106. [Google Scholar] [CrossRef]
- Pérez-Pucheta, C.E.; Olivares-Benitez, E.; Minor-Popocatl, H.; Pacheco-García, P.F.; Pérez-Pucheta, M.F. Implementation of Lean Manufacturing to Reduce the Delivery Time of a Replacement Part to Dealers: A Case Study. Appl. Sci. 2019, 9, 3932. [Google Scholar] [CrossRef]
- Realyvásquez-Vargas, A.; Flor-Moltalvo, F.J.; Blanco-Fernández, J.; Sandoval-Quintanilla, J.D.; Jiménez-Macías, E.; García-Alcaraz, J.L. Implementation of Production Process Standardization—A Case Study of a Publishing Company from the SMEs Sector. Processes 2019, 7, 646. [Google Scholar] [CrossRef]
- Saad, N.M.; Al-Ashaab, A.; Shehab, E.; Maksimovic, M. A3 Thinking Approach to Support Problem Solving in Lean Product and Process Development. In Concurrent Engineering Approaches for Sustainable Product Development in a Multi-Disciplinary Environment; Stjepandić, J., Rock, G., Bil, C., Eds.; Springer: London, UK, 2013; pp. 871–882. ISBN 978-1-4471-4425-0. [Google Scholar]
- Joshuva, N.; Pinto, T. Study and Analysis of Process Capability of 4000 Ton Mechanical Press Using 8D Method. In Proceedings of the National Conference on Advances in Mechanical Engineering Science, Hangzhou, China, 9–10 April 2016; pp. 104–108. [Google Scholar]
- Chelsom, J.V.; Payne, A.C.; Reavill, L.R.P. Management for Engineers, Scientists, and Technologists, 2nd ed.; John Wiley & Sons: Hoboken, NJ, USA, 2005; ISBN 0470021268. [Google Scholar]
- Vargas, D.L. Resolução de problemas utilizando a metodologia 8D: Estudo de caso de uma indústria do setor sucroalcooleiro. In Proceedings of the Simpósio de Engenharia de Produção de Sergipe Anais do IX SIMPROD, São Cristóvão, Brazil, 28 Novembre–1 December 2017; pp. 464–477. [Google Scholar]
- Quality-One Eight Disciplines of Problem Solving. Available online: https://quality-one.com/8d/ (accessed on 12 October 2018).
- Bremmer, J. Update and Upgrade the Current Quality Assurance in the Global Supply Chain of a Heavy Truck Manufacturing Company: Managing Product Quality in the North Bound Flow (NBF) at Scania Production Zwolle. Master’s Thesis, University of Twente, Snschede, The Netherlands, 2015. [Google Scholar]
- Pacheco-Pacheco, V.H. Implementación de un Modelo de Mejora para Optimizar el Tiempo de Entrega de los Productos “Alto De Basta” y “Alto De Camisa” en el Proceso Confección, Arreglo y Modificación, mediante la Aplicación de las 8 Disciplinas. In Caso: Symp—Sastrería; Universidad Católica del Ecuador: Quito, Ecuador, 2018. [Google Scholar]
- Zasadzień, M. Six Sigma methodology as a road to intelligent maintenance. Prod. Eng. Arch. 2017, 15, 45–48. [Google Scholar] [CrossRef]
- Kumar, S.; Singh, D. Implementing 8D Model of Problem Solving in Employee Turnover: A Study of Selected Hotels in Delhi and Rajasthan. J. Kashmir Tour. Cater. Technol. 2015, 2, 1–10. [Google Scholar]
- Zasadzień, M. Wykorzystanie metody 8D do doskonalenia procesu remontowego wagonów kolejowych. Syst. Wspomagania w Inżynierii Prod. 2016, z2, 392–399. [Google Scholar]
- Mitreva, E.; Zdrvkovska, L.; Taskov, N.; Metodijeski, D.; Gjorshevski, H. Quality management and practises in automotive parts production. In Proceedings of the XXIV International Scientific-Technical Conference on Transport, Road-Building, Agricultural, Hoisting & Hauling and Military Technics and Technologies, Sofia, Bulgaria, 29 June–2 July 2016; pp. 4–7. [Google Scholar]
- Zhou, F.; Wang, X.; Mpshe, T.; Zhang, Y.; Yang, Y. Quality Improvement Procedure (QIP) based on 8D and Six Sigma Pilot Programs in Automotive Industry. Adv. Econ. Bus. Manag. Res. 2016, 16, 275–281. [Google Scholar]
- Nicolae, V.; Ionescu, L.M.; Belu, N.; Elena Știrbu, L. Improvement of the 8D Analysis Through a System Based on the “Internet of Things” Concept Applied in Automotive Industry. In CONAT 2016 International Congress of Automotive and Transport Engineering; Chiru, A., Ispas, N., Eds.; Springer International Publishing: Berlin/Heidelberg, Germany, 2017; pp. 635–642. [Google Scholar]
- Roque, R.; Berenice, E. Reengineering Process in the Manufacture of Dental Units Applying the Eight Discipline Methodology. Bachelor’s Thesis, Universidad Tecnológica de Perú, Lima, Peru, 2017. (In Spanish). [Google Scholar]
- Škůrková, K.L. Implementation of a System Quality Tool to Reduce tThe Costs of Scrap Loss in Industrial Enterprise. Zesz. Nauk. Qual. Prod. Improv. 2017, 1, 93–111. [Google Scholar] [CrossRef]
- Wichawong, P.; Chongstitvatana, P. Knowledge management system for failure analysis in hard disk using case-based reasoning. In Proceedings of the 2017 18th IEEE/ACIS International Conference on Software Engineering, Artificial Intelligence, Networking and Parallel/Distributed Computing (SNPD), Kanazawa, Japan, 26–28 June 2017; pp. 1–6. [Google Scholar]
- Chlpeková, A.; Večeřa, P.; Šurinová, Y. Enhancing the Effectiveness of Problem-Solving Processes through Employee Motivation and Involvement. Int. J. Eng. Bus. Manag. 2014, 6, 1–9. [Google Scholar] [CrossRef]
- Slayter, E.; Higgins, L.M. Hands-On Learning: A Problem-Based Approach to Teaching Microsoft Excel. Coll. Teach. 2018, 66, 31–33. [Google Scholar] [CrossRef]
- Hamad, M.M. AutoCAD 2019: Beginning and Intermediate; Stylus Publishing: Dulles, VA, USA, 2019; ISBN 9781683922599. [Google Scholar]
- Garcés, K.; Casallas, R.; Álvarez, C.; Sandoval, E.; Salamanca, A.; Viera, F.; Melo, F.; Soto, J.M. White-box modernization of legacy applications: The oracle forms case study. Comput. Stand. Interfaces 2018, 57, 110–122. [Google Scholar] [CrossRef]
- Xu, Q.; Jiao, R.J.; Yang, X.; Helander, M.; Khalid, H.M.; Opperud, A. An analytical Kano model for customer need analysis. Des. Stud. 2009, 30, 87–110. [Google Scholar] [CrossRef]
- Meng, Q.; Zhou, N.; Tian, J.; Chen, Y.; Zhou, F. Analysis of Logistics Service Attributes Based on Quantitative Kano Model: A Case Study of Express Delivering Industries in China. J. Serv. Sci. Manag. 2011, 4, 42–51. [Google Scholar] [CrossRef]
- Matzler, K.; Hinterhuber, H.H. How to make product development projects more successful by integrating Kano’s model of customer satisfaction into quality function deployment. Technovation 1998, 18, 25–38. [Google Scholar] [CrossRef]
- He, L.; Song, W.; Wu, Z.; Xu, Z.; Zheng, M.; Ming, X. Quantification and integration of an improved Kano model into QFD based on multi-population adaptive genetic algorithm. Comput. Ind. Eng. 2017, 114, 183–194. [Google Scholar] [CrossRef]
- Patel, S. The Global Quality Management System. Improvement through Systems Thinking; Productivity Press: New York, NY, USA, 2016; ISBN 978-1-4987-3980-1. [Google Scholar]
- Barsalou, M.A. Root Cause Analysis, A Step-By-Step Guide to Using the Right Tool at the Right Time; CRC Press: Boca Raton, FL, USA, 2014; ISBN 9781482258790. [Google Scholar]
- Barsalou, M.A. In the Loop. Use 8D reports to track the status of custmer complaints. Qual. Prog. 2016, 49, 80. [Google Scholar]
- Parker, F. Strategy + Teamwork = Great Products. Management Techniques for Manufacturing Companies, 1st ed.; CRC Press: Boca Raton, FL, USA, 2015; ISBN 978-1-4822-6011-3. [Google Scholar]
- Camarillo, A.; Ríos, J.; Althoff, K.-D. Knowledge-based multi-agent system for manufacturing problem solving process in production plants. J. Manuf. Syst. 2018, 47, 115–127. [Google Scholar] [CrossRef]
- Lira, L.H.; Hirai, F.E.; Oliveira, M.; Portellinha, W.; Nakano, E.M. Use of the Ishikawa diagram in a case-control analysis to assess the causes of a diffuse lamellar keratitis outbreak. Arq. Bras. Oftalmol. 2017, 80, 281–284. [Google Scholar] [CrossRef] [PubMed]
- Silva, A.S.; Medeiros, C.F.; Vieira, R.K. Cleaner Production and PDCA cycle: Practical application for reducing the Cans Loss Index in a beverage company. J. Clean. Prod. 2017, 150, 324–338. [Google Scholar] [CrossRef]
- Da Fonseca, C.M.; Leite, J.C.; De Oliveira Freitas, C.A.; Da Silva Vieira, A.; Fujiyama, R.T. Proposal for improvement the welding process of the micro-USB connector on the mother board on tablets. J. Eng. Technol. Ind. Appl. 2016, 02, 39–47. [Google Scholar] [CrossRef]
- de Saeger, A.; Feys, B. The Ishikawa Diagram for Risk Management: Anticipate and Solve Problems Within your Business; Plurilingua Publishing: Brussels, Belgium, 2015; ISBN 9782806268426. [Google Scholar]
- Joiner Associates, I. Pareto Charts: Plain & Simple; Reynard, S., Ed.; Oriel Incorporated: Madison, WI, USA, 1995; ISBN 9781884731044. [Google Scholar]
- Beheshti, M.H.; Hajizadeh, R.; Dehghan, S.F.; Aghababaei, R.; Jafari, S.M.; Koohpaei, A. Investigation of the Accidents Recorded at an Emergency Management Center Using the Pareto Chart: A Cross-Sectional Study in Gonabad, Iran, During 2014–2016. Health Emergencies Disasters 2018, 3, 143–150. [Google Scholar] [CrossRef]
- Webber, L.; Wallace, M. Quality Control for Dummies; John Wiley & Sons: Hoboken, NJ, USA, 2011; ISBN 9781118051030. [Google Scholar]
- Dan, M.C.; Filip, A.M. Sorin Popescu mistakes in the application of 8d methodology and their impact on customer satisfaction in the automotive industry. In Proceedings of the 2016 International Conference on Production Research—Africa, Europe and the Middle East 4th International Conference on Quality and Innovation in Engineering and Management, Cluj-Napoca, Romania, 25–30 July 2016; pp. 298–303. [Google Scholar]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Author | Implementation of 8Ds | Results |
|---|---|---|
| Mitreva et al. [25] | The study applies the 8Ds method to solve the problem of a LED diode that does not perform its function in the circuit board. | Employees’ responsibility was improved towards carrying out business processes. Fewer operational defects were shown. Software packages efficiency increase in the application of statistical methods and techniques. Employees’ participation increased. Employees’ commitment towards quality improvement. Full managerial commitment. Ability to solve problems at all levels increased. Slightly, but significant improvements in the production processes and products. Business processes were optimized. Low organizational job levels were incorporated to the decision-making process. |
| Bremmer [39] | The research analyzes the Scania’s global supply chain and determines how the corporation can guarantee the quality of products by applying 8Ds and other methodologies. | The current production process at Scania is working, but it is requiring some improvements, especially due to the expected growth of the North Bound Flow (NBF). |
| Kumar and Singh [42] | The study explores the hospitality industry of Delhi and Rajasthan, in India. Specifically, the research addresses the issue of employee turnover in the housekeeping department by identifying both causes and solutions with the help of an 8Ds model for problem solving. | In the hospitality industry, the 8Ds method can be positively adopted to solve problems, especially in terms of employee turnover in the housekeeping department. |
| Zasadzień [43] | The research seeks to solve problems that are identified in the process of railway carriage renovation by implementing the 8Ds method. | The 8Ds method enabled to identify causes of problems in the railway repair process, as well as allowed the author to develop improvement actions, which considerably streamlined the analyzed process. |
| Mitreva et al. [44] | This work analyzes the quality assurance system of an automotive company to determine its efficiency. Specifically, the authors studied the company’s business process management strategies (identification, documentation, and control), as well as verified whether the system’s efficiency documentation had been properly developed or not. | The quality and a better productivity at the lowest costs in operation were defined. |
| Titu [26] | This study relies on the 8Ds method to solve the complaint about a defective part. The study takes place in SC COMPA S.A., a company based in Sibiu, Romania. | 60 days after corrective actions were implemented, there were no other pieces identified with this type of defect. Thus, the customer decided to withdraw complaints. |
| Fuli et al. [45] | The research develops a quality improvement procedure for automotive companies based on quality management practices. The 8Ds method and the Six Sigma pilot programs were implemented. | The results indicated that the proposed procedure is effective among the studied in Chinese and South African automotive industries. |
| Nicolae et al. [46] | This work proposes a solution to decrease the response time for the 8Ds method by: (a) warning workstations and warehouses about the appearance of a customer complaint, as well as (b) using a software program for the computerized management of some documents that are needed for the 8Ds analysis. | There are some of the main results: a decreased in the communication time between the quality teamwork and the staff in the manufacturing process, since when a customer complaint is received, it is solved. A faster process of collecting information on manufacturing processes during the 8Ds analysis. A better quality of information that can lead to the resolution of non-compliance was obtained. Less 8Ds analysis time, especially in the first phase of the method. A brand-new customer interface that informs customers about the problem-solving steps that are being taken. The platform is more consistent with the common guidelines for reporting 8Ds analyses. |
| Kumar and Adaveesh [24] | The six-month study was conducted in a spring and stamping company. The research found a high rejection rate (i.e., 17.07%) of valve springs due to defects. Thus, the 8Ds method was implemented to reduce the rate in 4.91%. | The product rejection rate decreased significantly in 6 months: from 17.07%, in January 2014, to 4.91%, in July 2014. |
| Roque and Berenice [47] | This work relies on the 8Ds method to design and implement new processes for manufacturing dental units with current technology for a company named Briggith. The goal was to ensure the company’s subsistence in the current market. | The standardization of raw materials and variables that intervene in the process was possible. Design of new, lighter, and modern structures. Design of an overall electronic control method for the variables identified in the production process. Compliance with quality standards established in the project. |
| Škůrková [48] | The research focuses on reducing scrap costs in an industrial company. The author implemented a series of methodologies, including the 8Ds method. | Causes of scrap costs were identified, and corrective actions were taken to reduce such costs. |
| Wichawong and Chongstitvatana [49] | The research introduces a knowledge management system for failure analysis of hard disks that applies a case-based reasoning. The 8Ds method was implemented for problem solving to design a document template. | The document template was successfully designed. The system reported a high customer satisfaction rate, as well as searching effectiveness was acceptable. In summary, the system was successful. |
| Vargas [37] | This work implements the 8Ds method to solve the problem of sudden stoppages in a continuous vacuum batch cooker that is used in a Brazilian sugar and alcohol company. | An effective method combined with quality tools for detecting and solving the problem and eliminating its recurrence was implemented. The application of the 8Ds method increased the company’s performance, as well as and contributed to the continuous improvement of its production process. However, the method could also be applied in other type of processes to increase the company’s competitiveness in terms of quality and safety. |
| Zasadzień [41] | The study implements a quality engineering method to improve the company’s maintenance processes in a Silesian production plant. Specifically, the research implements the 8Ds method to reduce machine downtimes caused by bottlenecks. | Machine downtimes caused by bottlenecks were significantly reduced. |
| Pachecho-Pacheco [40] | The research seeks to optimize delivery times of alteration clothing (Alto de basta and Alto de camisa) products in a tailor shop by implementing the 8Ds method. | Production times decreased by 2.46%, for Alto de basta products (i.e., from 13.30 min to 12.98 min), and by 21.16% for Alto de camisa products (i.e., from 8.49 min to 6.69 min). In both products, delivery delay times decreased by 33.33%: from 3 days to 2 days. |
| I Don’t Like It | I Can Live with It | I Am Neutral | It Must Be This Way | I Like It Very Much | ||
|---|---|---|---|---|---|---|
| Product or service attribute | Without the attribute | 1 | 0.5 | 0 | −0.25 | −0.5 |
| With the attribute | −0.5 | −0.25 | 0 | 0.5 | 1 |
| The 8Ds Methodology | PDCA Cycle | Teamwork Member |
|---|---|---|
| Develop the teamwork (D1) | Plan | Maintenance engineer |
| Describe the problem (D2) | ||
| Develop an interim containment action (D3) | Do | |
| Define and verify root causes (D4) | Production line manager | |
| Develop permanent corrective actions (D5) | Intern engineer | |
| Implement and validate corrective actions (D6): | Check | Quality inspector 1 |
| Prevent recurrences (D7): | Act | Quality inspector 2 |
| Recognize and congratulate the teamwork as well as individual contributions (D8): | All involved employees |
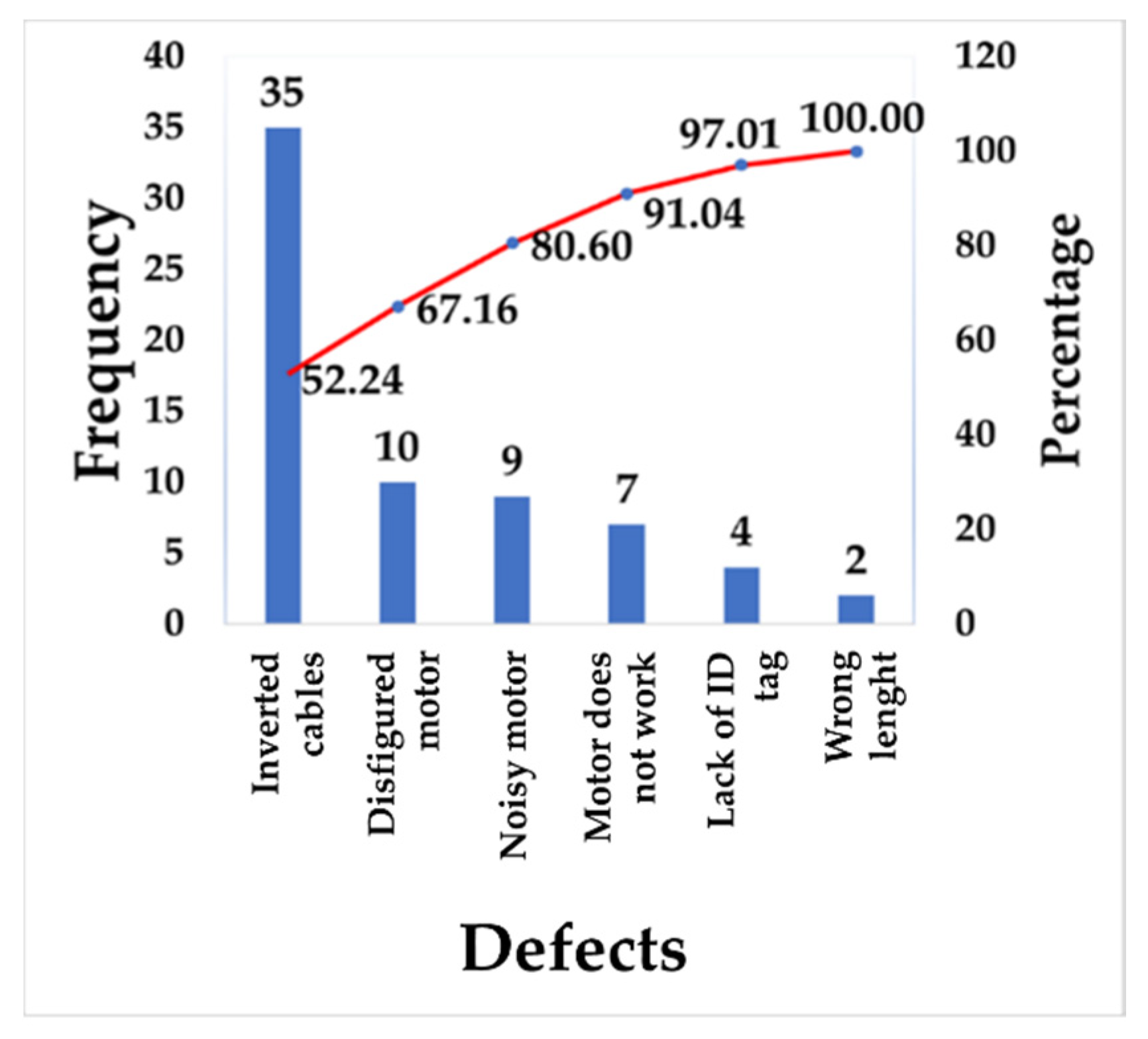
| Defect | Frequency | Percentage | Cumulative Percentage |
|---|---|---|---|
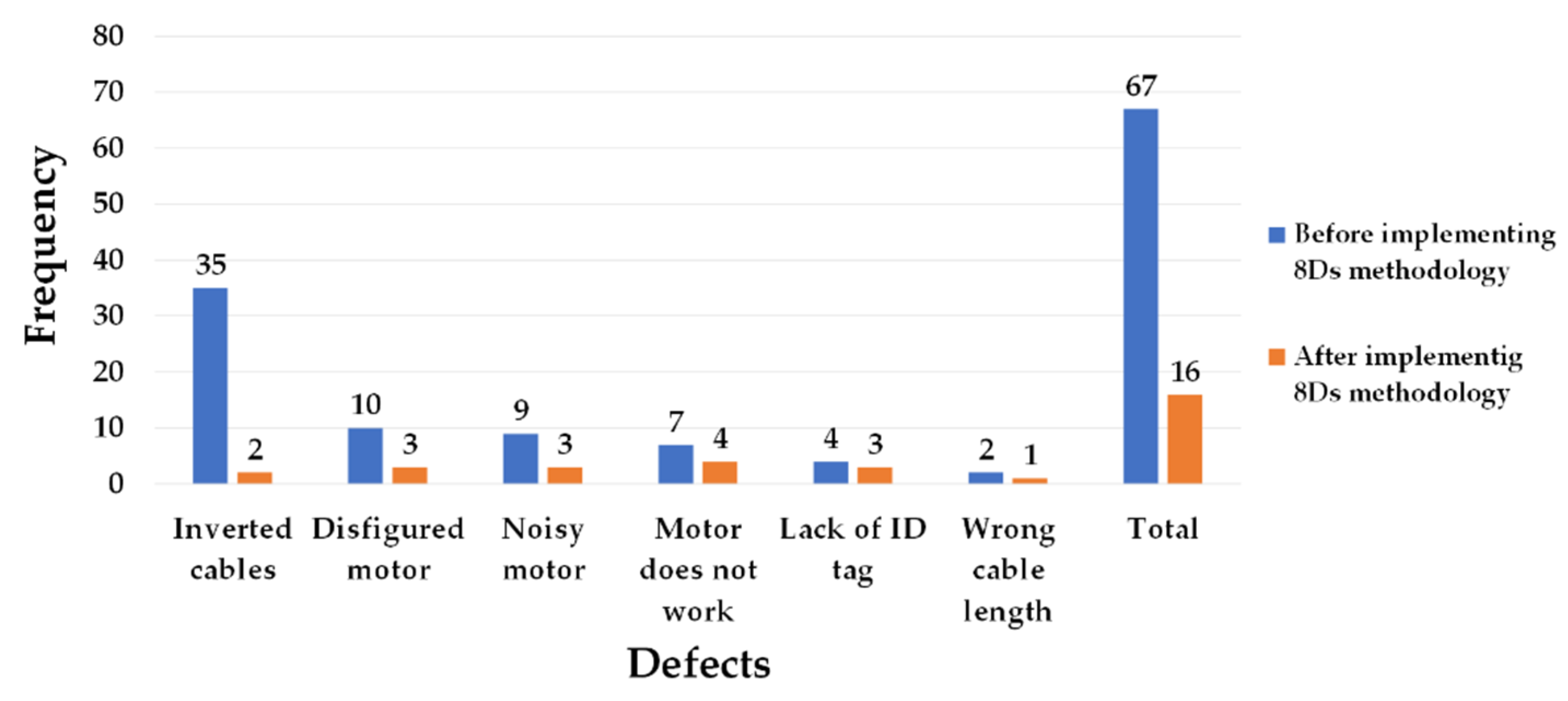
| Inverted cables | 35 | 52% | 52% |
| Disfigured motor | 10 | 15% | 67% |
| Noisy motor | 9 | 13% | 81% |
| Motor does not work | 7 | 10% | 91% |
| Lack of ID tag | 4 | 6% | 97% |
| Wrong cable length | 2 | 3% | 100% |
| Total | 67 | 100% |
| Indicator | Before Implementing the 8Ds Methodology | After Implementing the 8Ds Methodology | Difference |
|---|---|---|---|
| Total defects | 67 | 16 | −76.12% |
| Time for the production process of part number A | 7.28 min | 4.61 min | −36.68% |
| Time for the inspection and packing of part number A | 6.5 min | 4.28 min | −34.22% |
| Customer complaints | 67 | 0 | −100% |
| Machines stoppages | 155 min/day | 35 min/day | −77.42% |
| Production | 850 products/day | 1141 product/day | +34.22% |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Realyvásquez-Vargas, A.; Arredondo-Soto, K.C.; García-Alcaraz, J.L.; Macías, E.J. Improving a Manufacturing Process Using the 8Ds Method. A Case Study in a Manufacturing Company. Appl. Sci. 2020, 10, 2433. https://doi.org/10.3390/app10072433
Realyvásquez-Vargas A, Arredondo-Soto KC, García-Alcaraz JL, Macías EJ. Improving a Manufacturing Process Using the 8Ds Method. A Case Study in a Manufacturing Company. Applied Sciences. 2020; 10(7):2433. https://doi.org/10.3390/app10072433
Chicago/Turabian StyleRealyvásquez-Vargas, Arturo, Karina Cecilia Arredondo-Soto, Jorge Luis García-Alcaraz, and Emilio Jiménez Macías. 2020. "Improving a Manufacturing Process Using the 8Ds Method. A Case Study in a Manufacturing Company" Applied Sciences 10, no. 7: 2433. https://doi.org/10.3390/app10072433
APA StyleRealyvásquez-Vargas, A., Arredondo-Soto, K. C., García-Alcaraz, J. L., & Macías, E. J. (2020). Improving a Manufacturing Process Using the 8Ds Method. A Case Study in a Manufacturing Company. Applied Sciences, 10(7), 2433. https://doi.org/10.3390/app10072433