1. Introduction
The production of crude steel in Europe in the year 2017 was 168.3 Mt, almost 4% higher than in 2016, while the production by electric arc furnaces stands at 40.3% of total production (67.8 Mt) [
1]. This steel production determines the amount of electric arc furnace slag (EAFS) generated during the fusion processes of scrap, totalling 18 Mt for the year 2016 according to the Euroslag. In Europe, 12 Mt of cast iron was generated in 2017. These values of production reveal the volume of slag resulting from the steel and cast iron industries that ends in landfills.
Several authors have incorporated different types of industrial waste as SCM’s to concrete to modify its properties [
2,
3,
4]. The pozzolanic properties of the slag generated in steel processes depend on the cooling process. With rapid cooling (as is the case of cupola slag) using water, the vitrification of the slag occurs, leaving the silica in an amorphous form and, therefore, susceptible to reaction. On the contrary, slow cooling (case of EAFS) promotes the complete crystallization of the phases and the inertization of the final product, thus not compromising its dimensional stability. The pozzolanicity of EAFS has been studied, but its reactivity has been reported to be rather weak [
5] although it can be improved by remelting treatments [
6]. The content of periclase (MgO) in the slag causes a risk of potential expansion because the process of transformation into brucite [Mg(OH)
2] by hydration is slow or even delayed, putting the dimensional stability at risk. Given the possible expansive reactions, it is important to verify the efficiency of the stabilization treatments [
5]. Another problem present in these aggregates is the significant deficit of particle sizes that pass through the smaller sieves in the sands. Therefore, the manufacture of mortars and concretes with EAFS sand entails mixing by combining them, either with natural sand or with inert filler [
7,
8].
Another interesting practice in recovery/recycling strategies (in addition to incorporating EAFS aggregates) is to incorporate recycled aggregates from Construction and Demolition Wastes (C&DW) to self-compacting concrete [
2,
9,
10]. It has been demonstrated that their mechanical properties and durability [
2,
11,
12,
13] are suitable for structural concrete and they can be recycled several times [
14].
SCMs are important for the self-compacting concrete (SCC), since they reduce the intergranular interaction [
14], increase the cohesion and the flowability of the mixture, improve the hydration of the paste [
15,
16], and strengthen the resistance to segregation. In hardened concrete, SCMs typically reduce capillarity and permeability but also mechanical properties can be reduced [
14,
17]. The cements most used for the manufacture of high strength SCC are Portland type I, however, blends containing one or more SCMs [
18] and 350 kg/m
3 of CEM can be used readily [
19]. It is recommended not to exceed 500 kg/m
3 (to avoid shrinkage problems) and to use SCMs to improve the workability of the fresh concrete. Several authors [
20,
21] have established that drying shrinkage increases with drying speed and is proportional to the volume of cement paste, while the opposite occurs by increasing the lime filler content.
The use of cupola slag as a concrete SCM is not a common application despite of its sustainable benefits. Nevertheless, the use of granulated cupola furnace slag (GCFS) as fine and coarse aggregate (0–16 mm) in concrete does not seem a viable option [
22]. However, some authors have demonstrated by the manufacture of mortars with various replacements [
23] that is suitable to be used as SCM with the right activation process. Nevertheless, great reactivity has been reported when acting as substitution of ordinary Portland cement (OPC), showing 30% compressive strength gains for 15% replacements at 28 days [
22].
The use of SCMs increases the concrete strength, and in greater proportion, by using SCMs with pozzolanic properties. According to Domone [
23], the type and proportion of SCM has greater influence on the compressive strength than the water/filler ratio (cement + SCMs). Rozière et al. [
20], reported the rise in compressive strength by increasing the limestone filler content, keeping the effective water/cement ratio and the amount of cement.
The use of SCC brings with it a series of advantages with respect to the conventional one such as better adhesion between the paste and the aggregates or the uniform distribution of the stresses during load applications [
19], even having the same w/c ratio [
24,
25]. Some studies claim that indirect tensile strength is higher in SCC [
25] due to its packed structure, other studies argue that there are no differences because this property does not depend on the paste content [
23,
24] and other studies argue that this greater paste content affects negatively [
20]. Tensile splitting strength of SCC and conventional concrete with the same amount of cement and water/cement ratio is directly influenced by the type of aggregate used [
19] and elastic modulus in SCC is lower because it has a lower proportion of coarse aggregate [
21], and for the same compressive strength the SCC presents a bigger strain [
19]. The stiffness of SCC can be 40% lower but in high strength concrete (the concrete considered in this study) the difference is reduced to 5%.
The mechanical properties of concretes with EAFS are superior to those obtained with conventional aggregate concretes [
26,
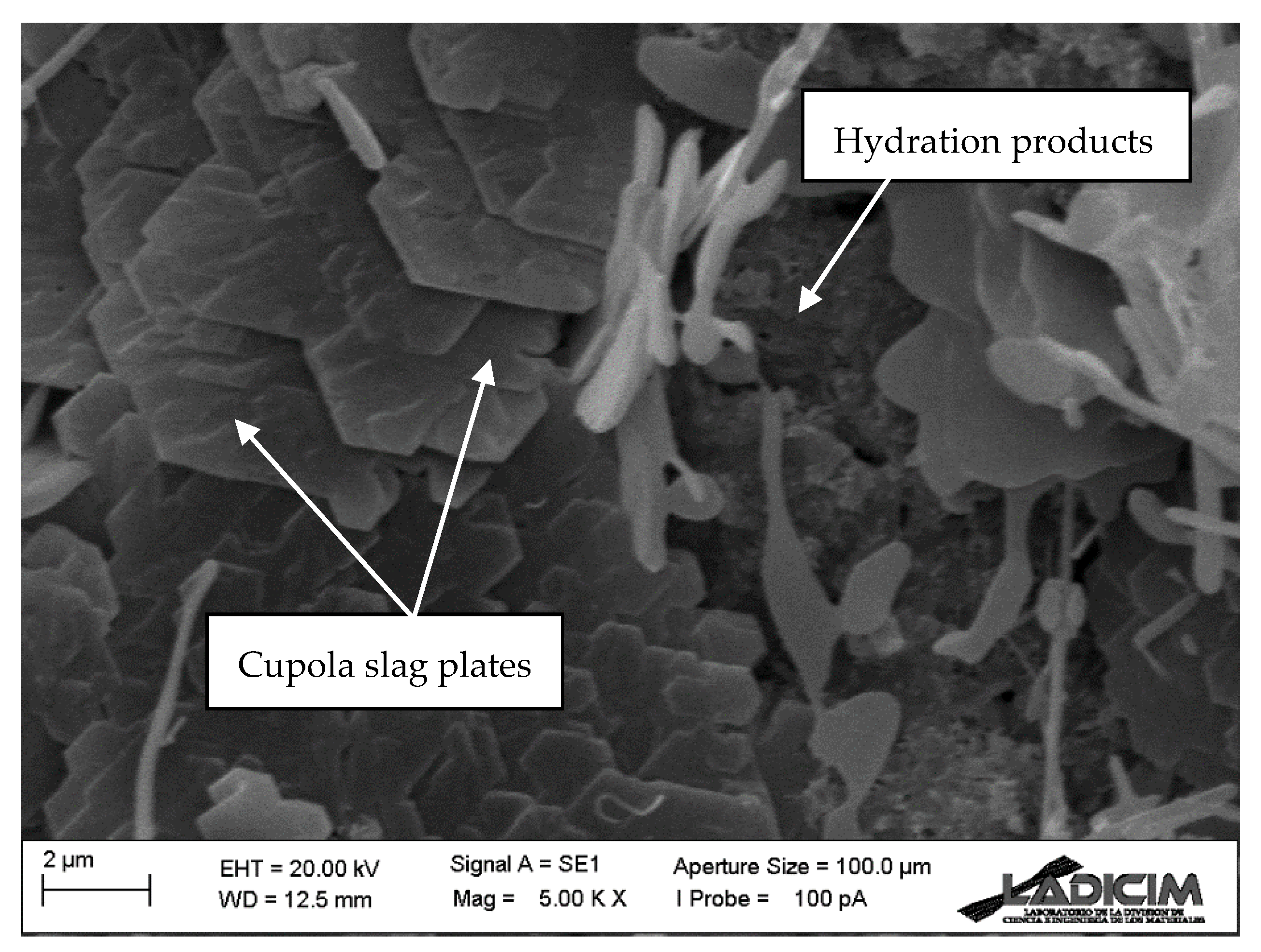
27], mainly due to an improvement in the bond with the cement paste owing to the quality of the paste-aggregate interfacial transition zone (ITZ), which can be observed by means of a scanning microscope [
23,
28]. Experimentally, it has been found that the coarse fraction of EAFS contributes to the increase in compressive strength, tensile splitting strength, and elastic modulus. Similarly, the total substitution of fine aggregate leads to a reduction in compressive strength [
29]. In terms of durability, concrete with EAFS is more vulnerable to frost and freeze–thaw cycles [
30].
The use of EAFS in SCC is a challenge and very few studies have been done to date, mainly due to a decrease in flowability, also due to intergranular friction and a slight increase in density, although it has been possible to obtain stronger concretes than conventional ones [
31], always using a significant amount of superplasticizer additive. Recently, Santamaría et al. [
32,
33] have demonstrated the feasibility of manufacturing SCC using EAFS as both coarse and fine, obtaining consistency classes of S4 and SF2 and reasonably good mechanical properties. Likewise, Qasrawi [
34] advises not to use replacements greater than 50% of EAFS so as not to negatively affect the properties in the fresh state, mainly density, air content, and stability. With regard to these studies and broadly speaking, in this paper new concrete mixes are developed through the use of two different wastes, to obtain high-performance concrete. Analyzing in detail the specific differences with the works found in the literature, this paper presents these main novelties:
The EAFS aggregate has not been separated by screening operations for mixing (only 2 fraction ranges have been used: 0/6 and 6/12).
Two wastes from two different industrial processes are used in this research, both of the oxidation or reduction stages.
The developed concrete mixes seek to obtain very high strength concrete without damaging the properties in the fresh state.
A total replacement of the natural coarse and a partial replacement of the natural fines have been made.
A comparison with a control concrete with high quality aggregates (diabase) has been made.
It has been possible to value a new waste that would otherwise end up in landfills (cupola slag).
The aim of this study is to demonstrate that it is possible to obtain a high-performance concrete (HPC), considering this to have a strength between 70 and 150 MPa, which is self-compacting and also uses steel slag aggregate in all fractions (coarse, fine, and SCMs), obtaining a concrete with countless potential applications. For this purpose, the work consisted of two phases; in the first, mortar mixes were produced with different cement replacements for cupola slag, thus demonstrating the pozzolanicity of this material. In the second phase, self-compacting concretes have been compared with different types of coarse, fine, and locally available SCMs, demonstrating the improvement of mechanical performance with the use of EAFS aggregates and cupola slag (as SCM) with respect to conventional materials such as diabase (high quality aggregate) or siliceous sand.
2. Materials and Methods
2.1. Materials
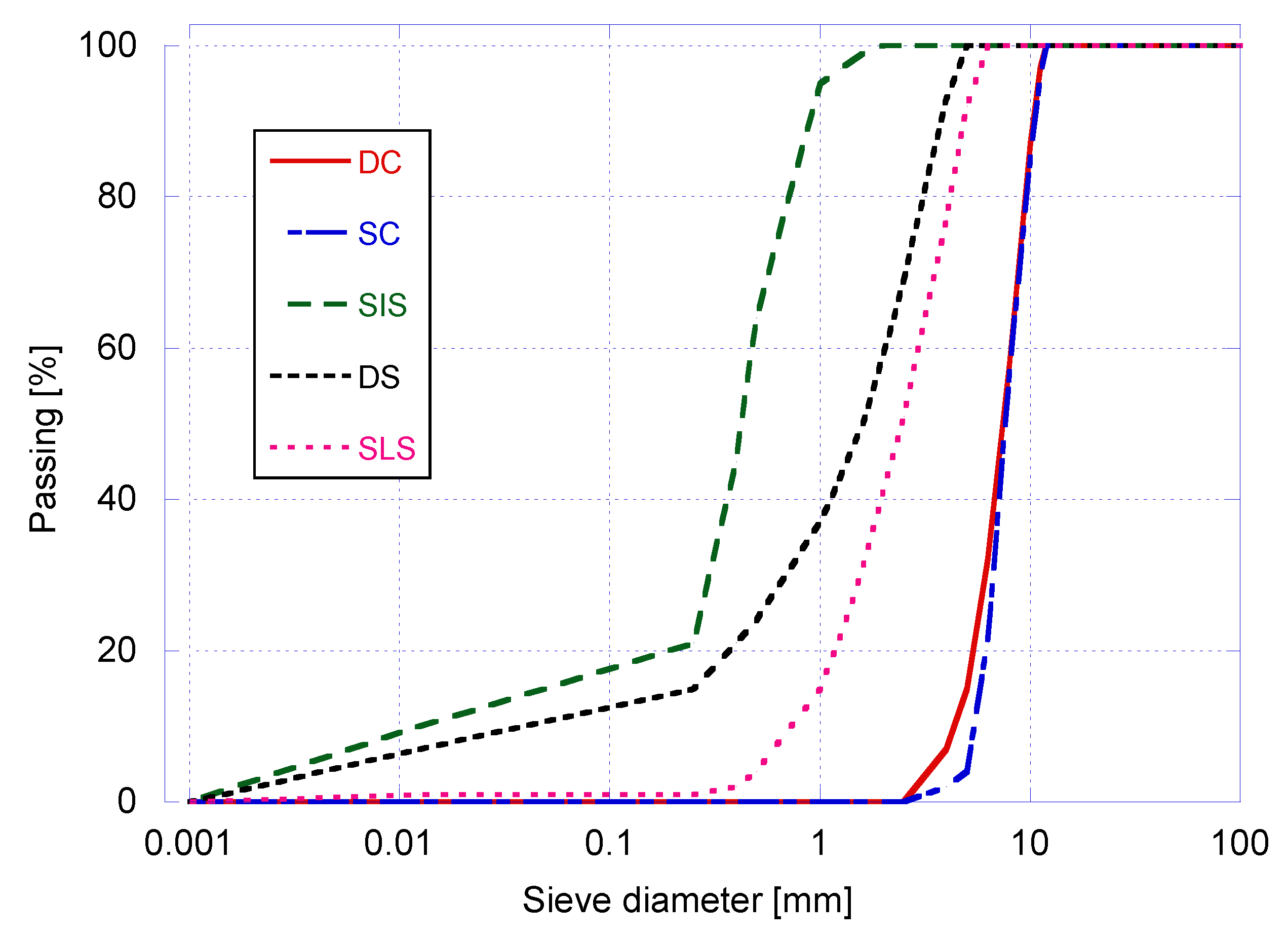
Standardized siliceous sand, CEM I 52.5 R and cupola slag have been used for the manufacture of conventional mortars. For the manufacture of the different concrete proportions, coarse 6/12 (DC) diabase and coarse 6/12 (SC) slag have been used, limiting their quantities to avoid problems of blockage and segregation. Diabase sand 0/6 (DS), electric arc furnace slag 0/6 (SLS), and silica sand 0/2 (SIS) have been used as fine aggregates. The SCM used include limestone filler (LF), fly ash (FA), and cupola slag filler (CS). The granulometric distribution of the aggregates used (coarse and fine) according to EN 933-1 is shown in
Figure 1.
The physical-mechanical properties of the aggregates have been determined by characterizing the bulk specific gravity and porosity according to EN 1097-3, the apparent specific gravity and water absorption according to EN 1097-6, the resistance to fragmentation determining Los Angeles coefficient according to EN 1097-2 and the aggregates crushing value according to UNE 83112. The fine aggregates (cement and SCM) have been characterized by determining the actual density according to UNE 80103 and by the specific Blaine surface according to EN 196-6. The results obtained are shown in
Table 1 and
Table 2. Both types of aggregates have excellent mechanical properties and a 35% higher density in the case of EAFS.
The chemical characterization of the slags used was carried out by means of X-ray fluorescence (XRF), in order to determine the semi-quantitative concentration of compounds in oxides represented by percentages (
Table 3). For this characterization an ARL-ADVANT-XP Thermo-spectrometer was used. It was observed that the main components of slags were iron, calcium, and silicon oxides, although there were traces of chromium and titanium oxides, probably generated during the injection of oxygen. On the other hand, the cupola slag shows high concentrations of silicon, calcium, and aluminum oxides, the first being an indicator of the possible reactivity of the material, since it is in an amorphous state. The compositions of the rest of the materials were obtained by Energy-dispersive X-ray spectroscopy (EDX) using a Zeiss EVO MA15 scanning electron microscope (SEM) equipped with an Oxford Instruments X-ray detector, selecting different representative areas of particles chosen randomly.
The expansiveness of the EAFS is one of its main problems, and can cause cracking of concrete in the medium/long term. To avoid this phenomenon, EAFS aggregates have been submerged in pools for 24 h and have remained wet in storage stacks for 3 months, in order to hydrate free lime and magnesia. The expansiveness of the aggregates was determined according to EN 1744-1, obtaining values of 0.16 vol.% at 24 h and 0.17% vol. at 168 h, the first value being those required when the MgO content is less than 5%.
The mortar proportions (
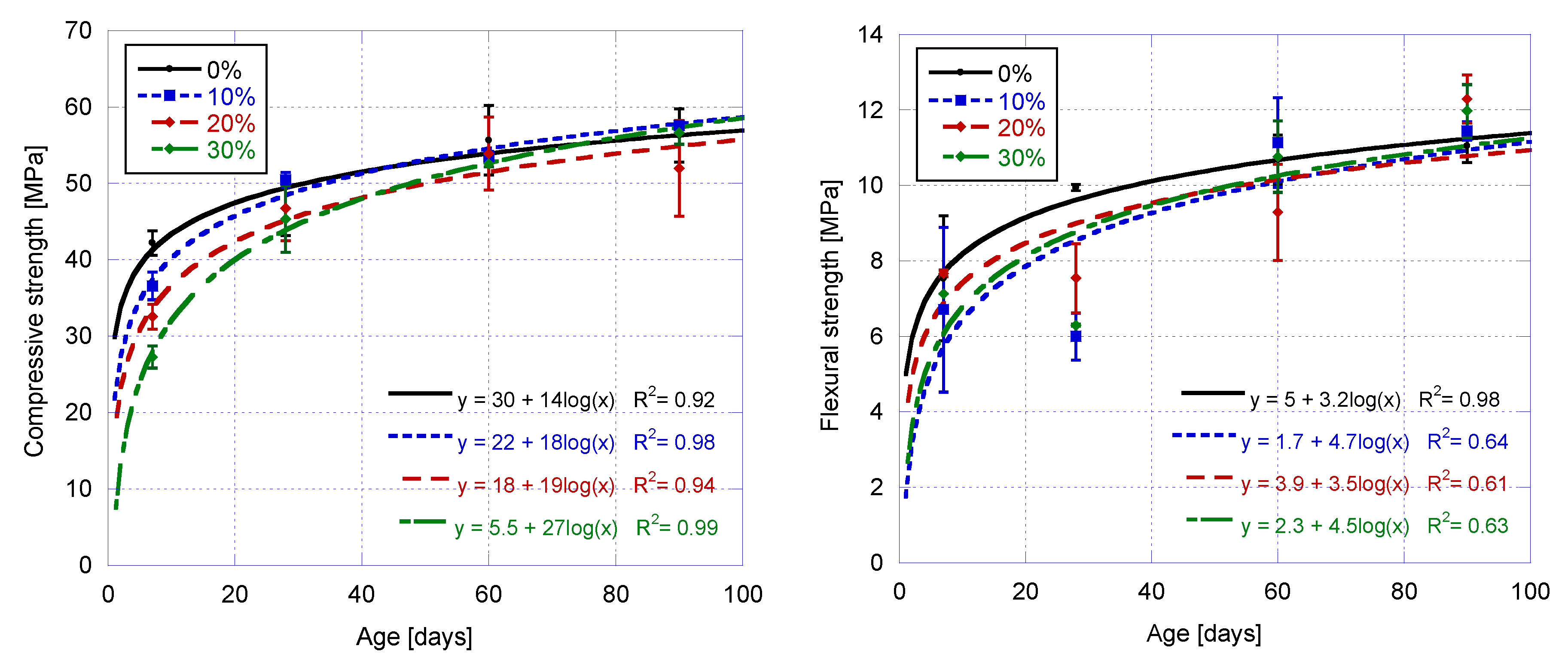
Table 4) were carried out with CEM I 52.5 R, CEN standardized sand and in accordance with the amounts proposed by EN 196-1 (except the amount of sand, slightly higher). The mortars were cured submerged in water at a temperature of 20 ± 1 °C. The manufacture of these mortars (M) was carried out using replacements of 0, 10, 20, 30 vol.% of cement by cupola slag filler, in order to establish the pozzolanity of the cupola slag compared to cement.
For the mix proportions of the self-compacting control concrete, the methodology proposed by Dinakar et al. [
35] was used, based on compressive strength. The design goal was to obtain a high-performance concrete with 100 MPa strength at 90 days, for which an amount of cement of 450 kg/m
3, and the use of 2% (of the cement weight) of a superplasticizer additive (enabling a more viscous paste to be obtained) was selected. A limestone filler quantity of 100 kg/m
3 was used, thus using a total amount of cement, SCMs, and filler of 550 kg/m
3, less than the maximum 600 kg/m
3 recommended by EHE-08 [
36] and EFNARC [
37]. An attempt was made to maximize the coarse content (50 vol.%) to obtain greater use of the by-product without affecting segregation or blocking. Likewise, the amount of water used was optimized so as not to adversely affect the strength without affecting the flowability or segregation.
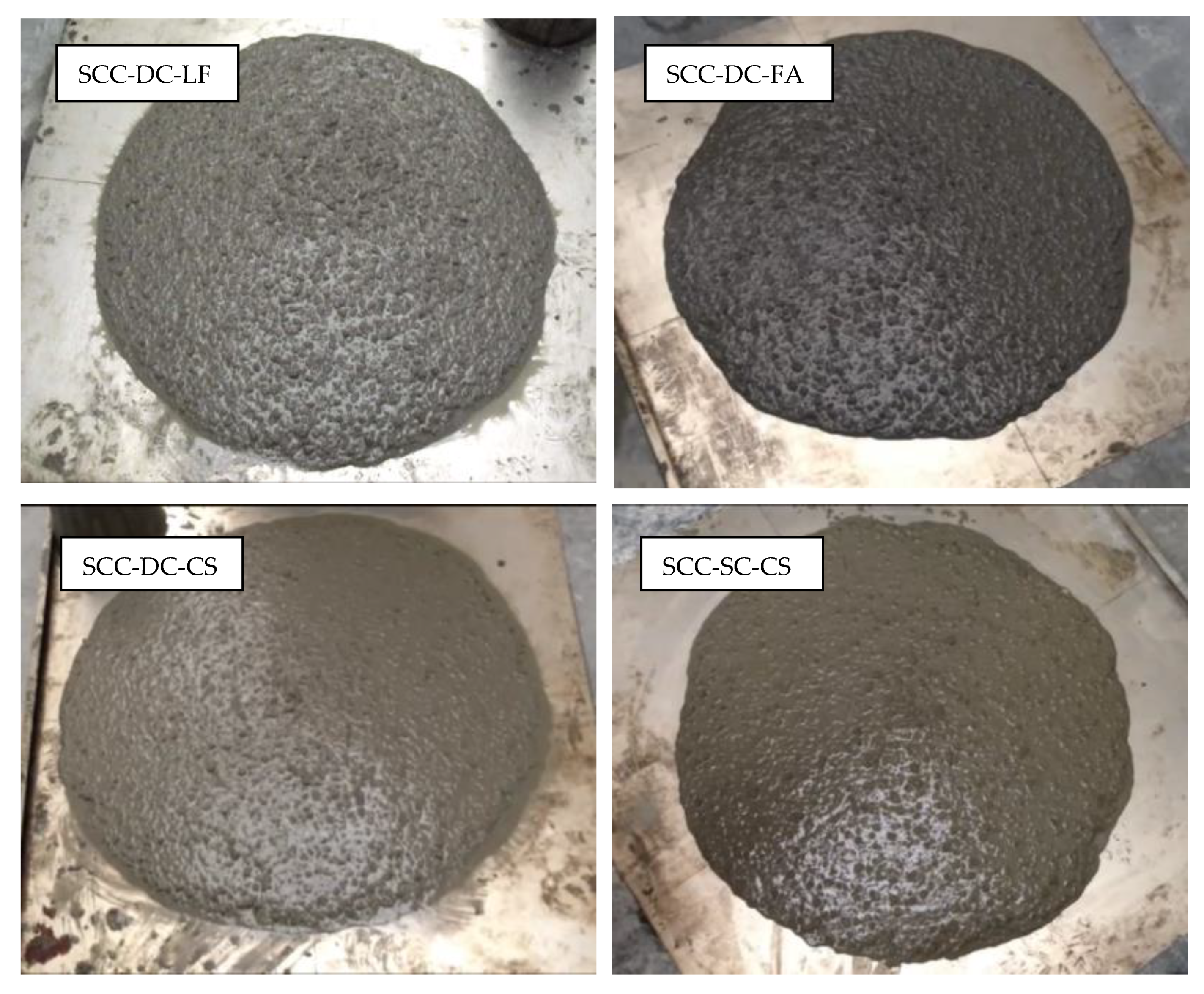
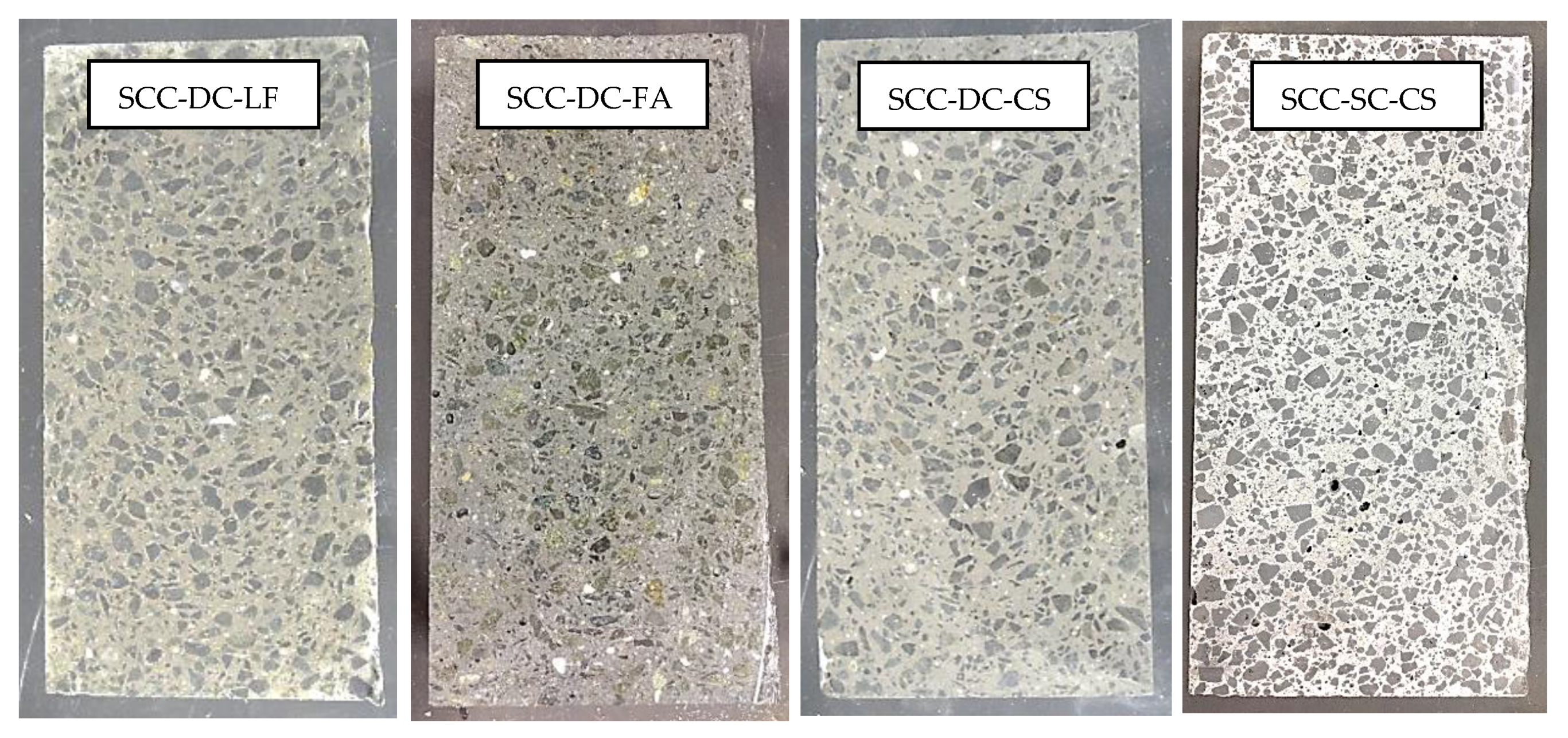
Four concrete mixes were made: three control mixes that use diabase coarse with three different filler materials (limestone, fly ash and cupola slag) and a fourth that uses EAFS coarse with cupola slag filler. The first three dosages enable the comparison of the SCM used, while the fourth enables the comparison of high strength natural aggregates with siderurgical aggregates. The three control dosages are analogous, while the fourth had to be modified because it presented notable deficiencies in the fresh state. The sand content was increased because SLS has less fine aggregates than DS and the latter has a much more cavernous and angular geometry. In addition, the reduction of SC enabled slump to be improved and prevented concrete blockage. A slightly lower w/c ratio was used in this case due to the limitation due to the segregation of the EAFS aggregate.
The preparation of these self-compacting concretes was similar to that of conventional concretes, with the exception of kneading time (12 min), considerably increased to ensure the complete distribution of the superplasticizer additive. The mixtures were made in a 120 L rotating drum mixer, with 30 L batches. The samples were been demolded at 24 h and were cured in a moisture chamber, at a constant temperature of 20 ± 2 °C and constant humidity of 95 ± 5%. The final proportions, in kg/m
3, of the mixtures appear in
Table 5.
2.2. Properties of Fresh Concrete
The self-compactability of a concrete depends essentially on its filling ability, its passing ability, and its static and dynamic stability or segregation resistance. The characterization of the properties in the fresh state of self-compacting concrete is different from conventional concretes, using in this study the slump flow, the L-box and the V-funnel tests. The slump flow test has been carried out according to EN 12350-8, to obtain the flow capacity of the concrete, as well as its stability. To carry out this test, the Abrams cone (EN 12350-2) and a 900 × 900 mm metal steel plate have been used, on which three concentric circles are marked, measuring the conjugated diameters of the drained concrete and determining the average diameter (SF). This test also determines the time it takes for the concrete to cover the 500 mm circle (t500), which allows the relative viscosity of the concrete to be evaluated, as well as the flow rate. According to EN 206-9 the permissible range for this test is between 550 and 850 mm for the SF and the t500 must be less than or equal to 8 s.
The L-box test was carried out according to EN 12350-10 using 3 bars. It measures the ability to pass through the reinforcements, as well as stability. The concrete was poured through the upper opening, measuring the height of the concrete in the vertical section (H1) as well as the height at the end of the horizontal section (H2). The “passing ability” of concrete for the PL test is defined as the H2/H1 ratio. According to EN 206-9, there are two kinds of passing capacity delimited by a PL of 0.8. The V-funnel test has been carried out according to EN 12350-9 to assess the viscosity, the capacity to pass through confined spaces and the mold filling capacity. The test measures the time it takes for the concrete to flow through the V-mold, from the opening of the lower gate until the mold is emptied. According to EN 206-9, the permissible tv range is 0–25 s, with 9 s being the limit between the two existing categories.
2.3. Physical Properties of the Concrete Mixes
The apparent, bulk and saturated-surface-dry (SSD) specific gravities were determined following EN 12390-7 and, additionally, both accessible porosity (vol.%) and water absorption (wt.% ) were obtained according to UNE 83980 applying air vacuum. The physical properties were determined on nine thirds of standard cylindrical specimens of 150 × 300 mm at 28 days per mix (a total of 36 specimens), specimens in which the upper and lower ends were cut in order to avoid edge effects.
2.4. Mechanical Properties of the Mortars
The mortars underwent the mechanical tests proposed by and according to EN 196-1. These tests consisted first of all in the determination of flexural strength and then in the determination of compressive strength on each of the halves obtained in the first test. Three specimens were manufactured per age and per mix (64 specimens in total), with tests being performed at 7, 28, 60, and 90 days. The tests were carried out on a servohydraulic machine with a capacity of 250 kN at rates of 0.05 mm/s for flexural tests and 0.1 mm/s for compression tests.
2.5. Mechanical Properties of the Concrete
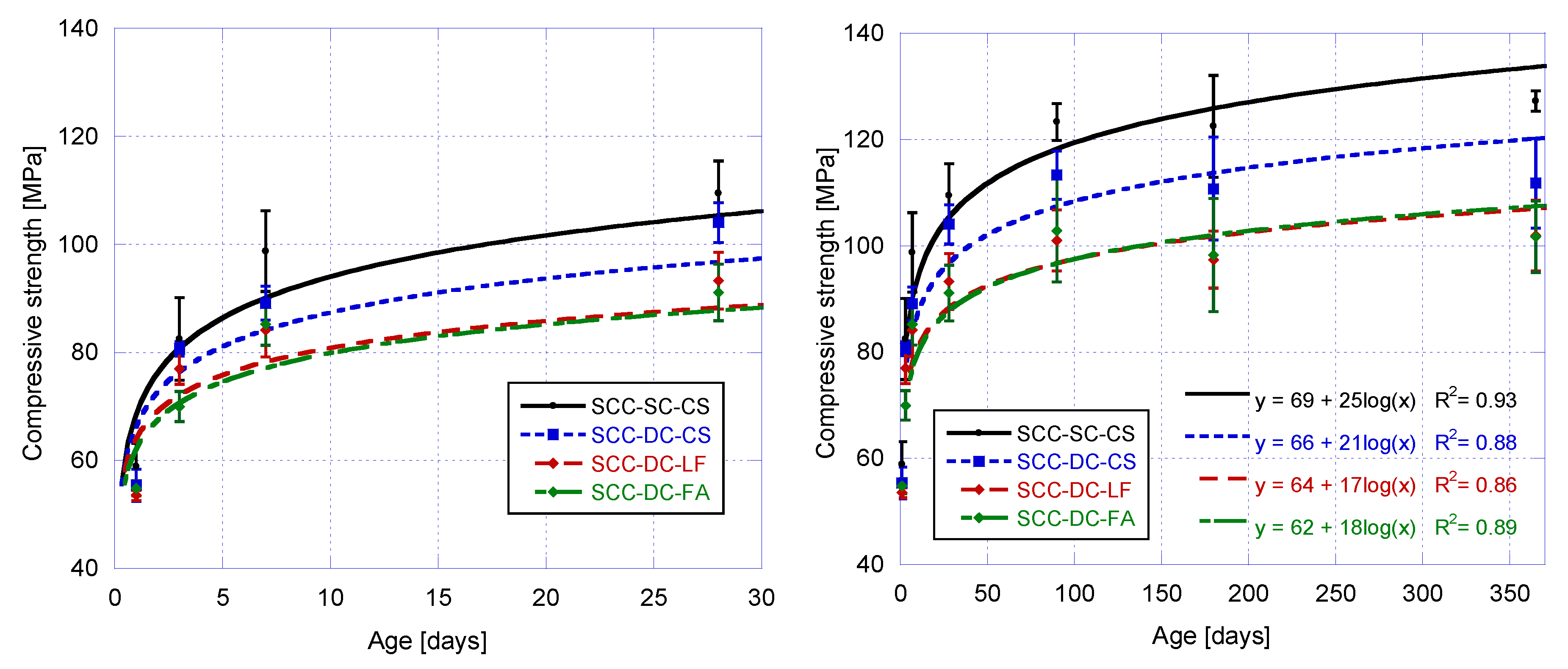
The uniaxial compressive strength was determined according to EN 12390-3 on four cubic specimens of 100 mm at 7, 28, 90, 180 and 365 days per mix (a total of 80 specimens). The use of these specimens is compatible with the maximum aggregate size and correction coefficients were applied if necessary. This test was carried out on a servohydraulic machine with a capacity of 1500 kN at a rate of 0.5 MPa/s, after removing the specimens from the moisture chamber and waiting for their surface drying.
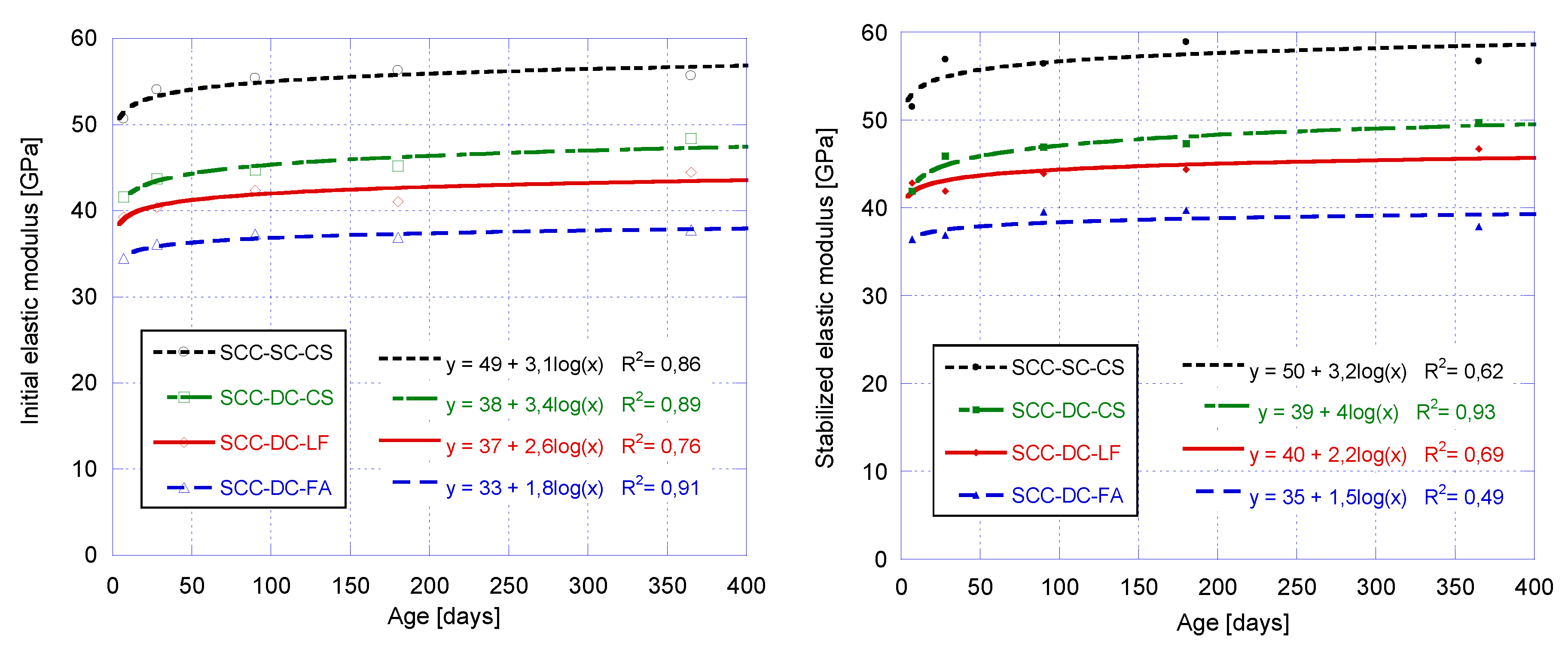
The compressive elastic modulus was determined following EN 12390-13 on 1 standardized cylindrical specimen at 7, 28, 90, 180, and 365 days of age per mix (a total of 20 specimens). Method A was applied, which includes 3 preload cycles to check the correct positioning of the specimens and subsequently 3 loading/unloading cycles were applied. The initial and final stress and strain values enable the initial elastic modulus (first cycle) and the stabilized elastic modulus (third cycle) to be obtained. The specimens were capped with sulfur on their upper face and fitted with strain gauges 120 mm in length. The test was carried out on a servohydraulic machine with a capacity of 2000 kN at a load/unload rate of 0.7 MPa/s.
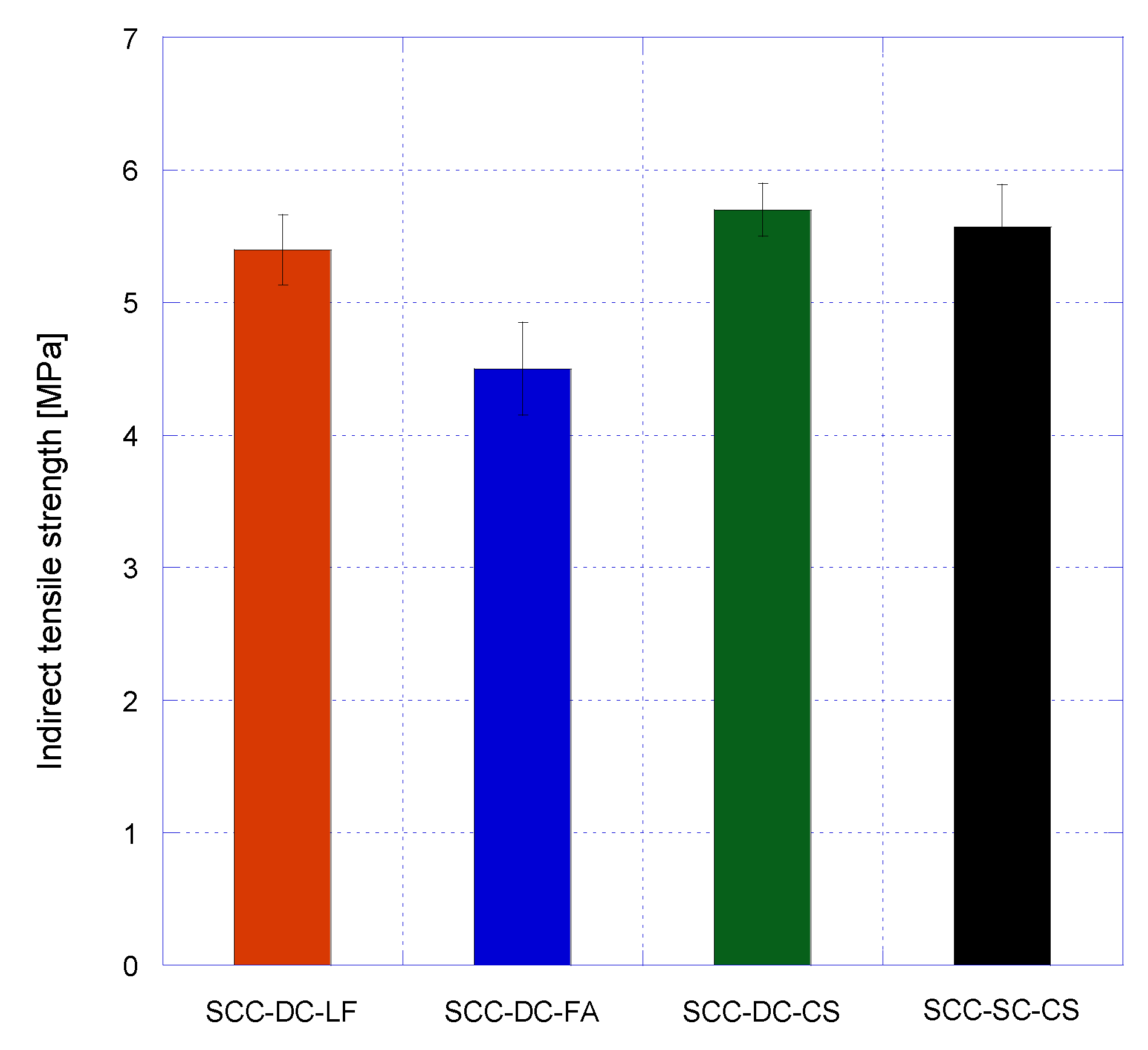
The splitting tensile strength test was carried out according to EN 12390-6, on 9 thirds of standard cylindrical specimens of 150 × 300 mm at 90 days per mix (a total of 36 specimens). A servohydraulic testing machine of 1500 kN capacity and a load rate of 0.05 MPa/s was used for this purpose.














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}