3.1. Experimental Study to the Heating and Forming Behavior by Using the Hot Air Staking Process
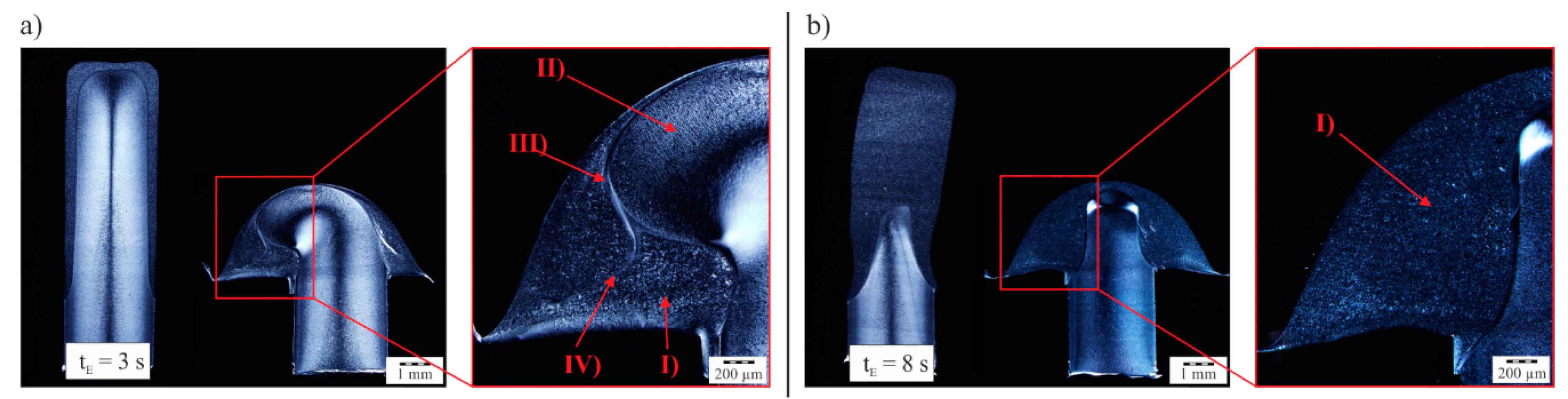
Figure 3 shows the time-dependent melt formation during heating for a heating time t
E between 0 s and 8 s. The melt formation starts at the outside and continues towards the middle of the rivet pin. One advantage of PP as a material is that the plasticized and recrystallized areas are very well recognizable by the deviating materials structure in comparison to the structure after injection molding. While at short heating times a non-plasticized area remains in the middle of the rivet pin, an almost complete melting of the protruding rivet pin can be observed from a heating time t
E of 8 s. As shown in
Figure 4, the increase of the generated melt layer as a function of the heating time shows an almost linear or slightly progressive course, which indicates an even energy input during hot air heating.
However, based on the microscopic analyses in
Figure 3, a higher thickness of the melt layer could be detected on the upper side of the rivet pin than on its outside. The reason for this effect is assumed to be the area-dependent flow behavior of the hot air, the associated specific heat transfers into the material, and the heat accumulation during gas dissipation, which forms on the forming tool located in the hot air pipe. The systematic consideration of these effects is a current concern in the present project.
The experimental investigations pointed out that the minimal heating time t
E depends primarily on the air temperature T
A and the air flow rate Q
A [
10]. Simultaneously, there is a significant dependence on the selected joining force F
J. In this context,
Figure 5 shows the comparison of the melt formation as well as the formed joint for two significant different heating times t
E. A heating time t
E of 3 s present a clearly deviant melt volume in comparison to the volume of the protruding rivet pin (see
Figure 5a). Nevertheless, a complete forming of the rivet pin is still possible. However, a high percentage of cold forming must take place during the forming process. At the end, the joint shows four different main structural zones in the rivet head. On the one hand, there are areas (I) made of plasticized, formed, and subsequently recrystallized material, which are mainly located in the side areas of the rivet head. On the other hand, areas (II) could be detected which still have their material structure, induced by the injection molding process, and were thus subject to predominantly cold forming. Consequently, it is expected that these areas will have an increased stress state. The areas (II) extend into the lateral areas of the rivet head and lead to a structurally uneven formation of the joint. Nevertheless, no open connection or defect could be detected during the hot air staking process. Between the areas (I) and (II) there are areas (III) with increased shear stress during forming. The melt shears are generated at the structural border of the solid material during forming because of the materials flow. Finally, area (IV) shows an undefinable weld line in the rivet head. The cause of the weld line cannot be finally clarified on the basis of the experimental data. Therefore, the evolution of the individual zones during the process is subsequently analyzed with the aid of numerical process simulation.
In contrast to a short heating time,
Figure 5b shows the melt formation and the joint for a heating time t
E of 8 s. Due to the longer heating time, the melt layer is clearly thicker. Consequently, the forming of the rivet pin leads to a predominantly uniform material structure in the rivet head. Especially in the connection area of the rivet head and the rivet pin, entirely plasticized and subsequently recrystallized material could be detected. Furthermore, the materials structure is quite homogeneous and the dominance of the shear zone between melted and solid material areas is much less significant. In comparison to the heating time t
E of 3 s, there is no detectable weld line in the rivet head.
3.2. Numerical Analysis of the Heating Behavior in Comparison to the Experimental Data for Hot Air Staking
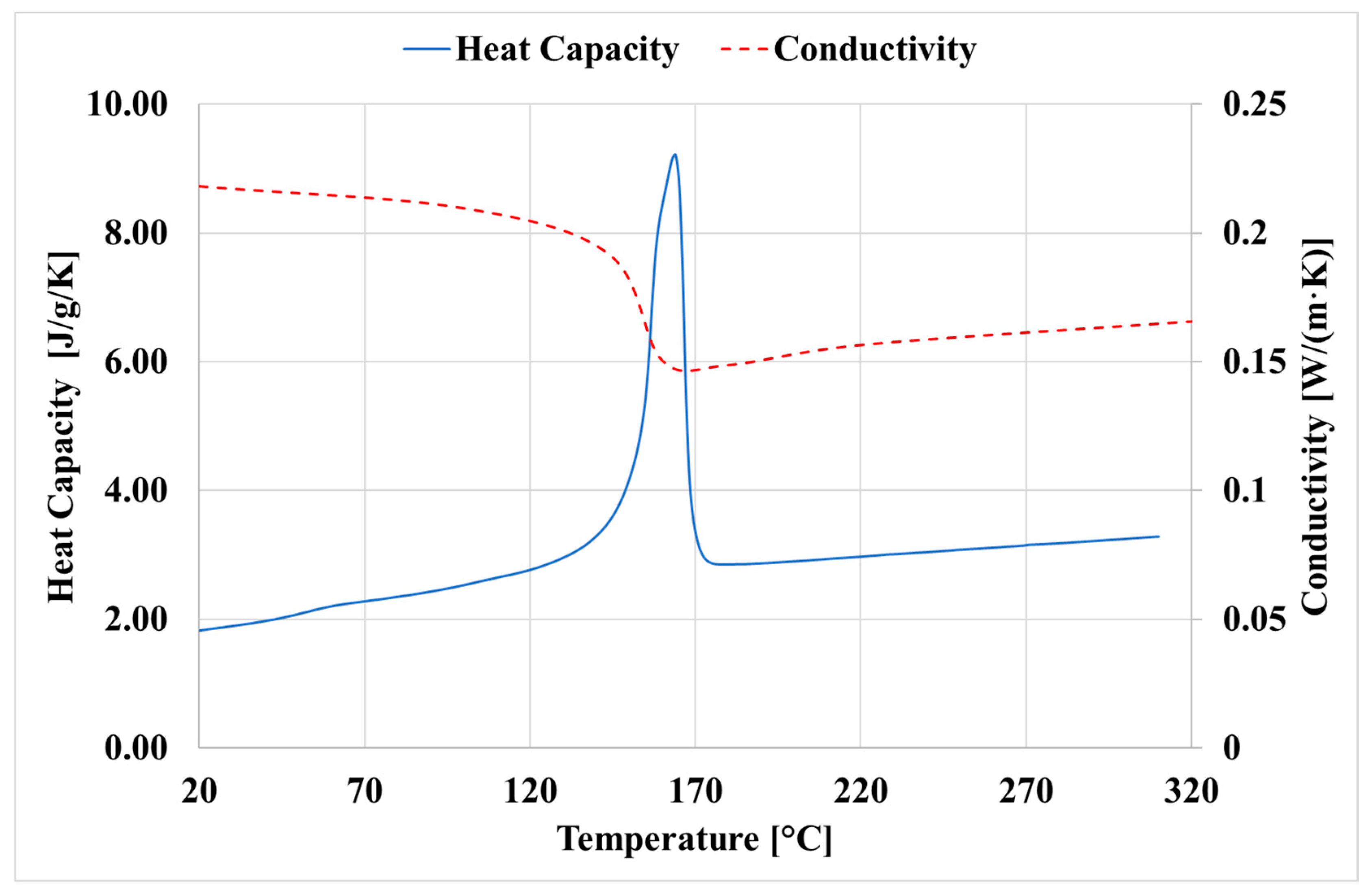
In a first step, the heating process was simulated with the software simufact.forming by a 2D-rotationally symmetric thermomechanical process simulation. In order to calculate the temperature distribution within the workpiece, the Fourier heat conduction equation was used to calculate the heat conduction processes in the workpiece. The necessary thermophysical parameters heat capacity and heat conduction were determined experimentally as a function of temperature and implemented in the simulation system in tabular form.
Figure 6 shows the heat capacity and thermal conductivity as a function of temperature.
The heating of the rivet pin by the hot air is achieved by a heat transfer at the contact surfaces. In the simulation, a heat transfer coefficient must be defined for this purpose, with which the heating behavior can be realistically represented. The heat transfer coefficient was determined iteratively by comparing the heating behavior on the basis of the thin sections.
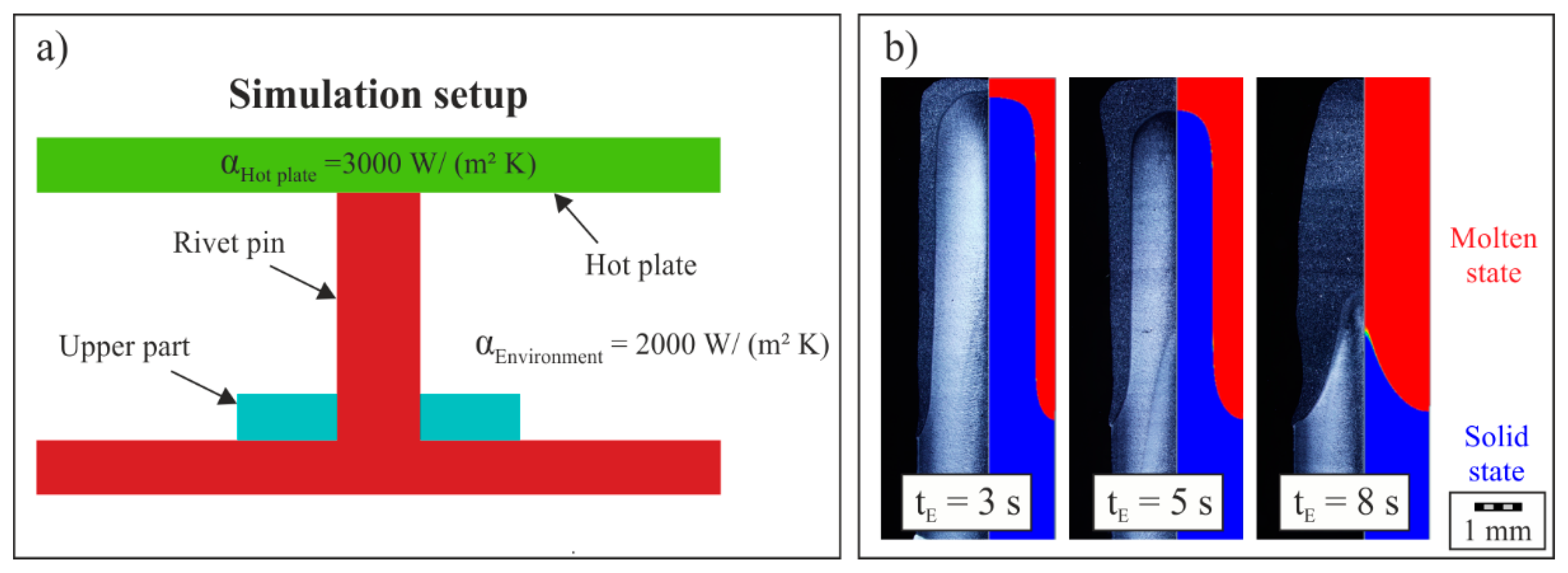
Regarding the heat flow of the hot streaming air, the heat transfer coefficient to the environment was set to 2000 W/(m² K). Thus the component heats up homogeneously from the outside to the inside. On the basis of the thin sections (cf.
Figure 3, however, it could be shown that the heating is stronger in the area of the front surface. The reason for this is assumed to be the accumulation of hot air under the forming punch. In order to be able to take this into account numerically, a heating plate was inserted into the model, which simulated the heating caused by the hot air at rest under the punch.
Figure 7a shows the simulation setup and
Figure 7b a comparison between experiment and simulation. It can be seen that the numerical assumptions made allow the melt formation (red areas) to be simulated realistically in terms of quality and quantity. The calculated temperature distribution is the initial condition at the beginning of the riveting process.
3.3. Numerical Analysis of the Forming Behavior in Comparison to the Experimental Data for Hot Air Riveting
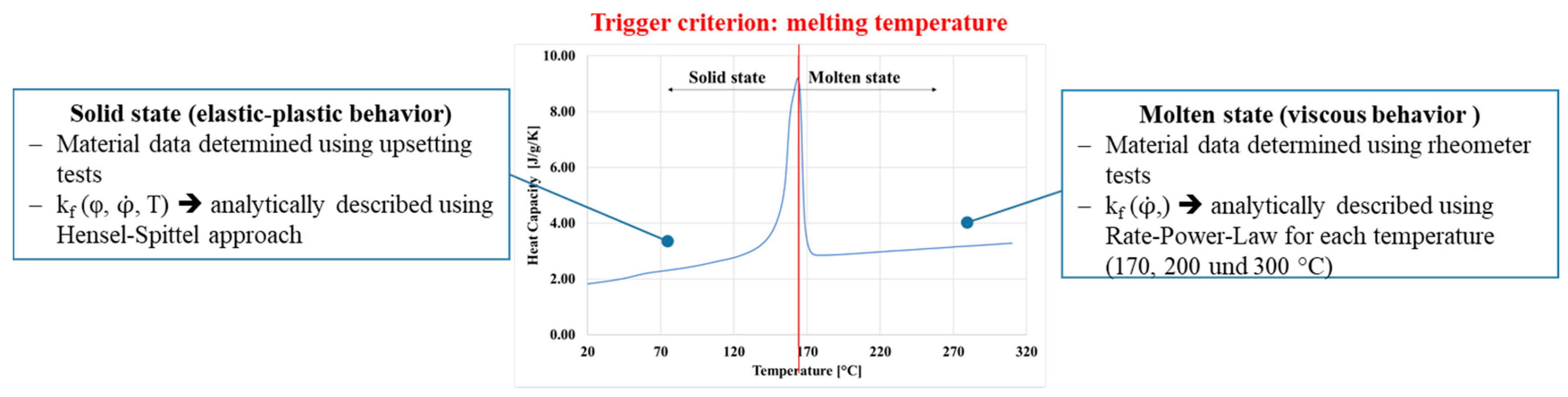
The numerical simulation of hot air riveting is very challenging because the plastic material is present in the workpiece in both the solid aggregate state and the molten state. In order to be able to reproduce this numerically, a subroutine was developed with which a distinction can be made between the viscous and elastic-plastic material behavior. The element temperature serves as trigger criterion. If this is above the temperature of the melting temperature range of the plastic, the viscous temperature-dependent material behavior is assigned to the corresponding element. Otherwise the elastic-plastic material behavior is used. The conceptual approach of the subroutine for case distinction and material assignment is shown in
Figure 8.
In order to describe the material behavior for the elastic-plastic state, the yield stress is described according to the Hensel–Spittel approach see Equation (1).
Using this phenomenological approach, the yield stress is described as a function of the plastic strain, the strain rate, and the forming temperature. The flow curves were determined by cylinder upsetting test and on the basis of these the parameters of the Hensel–Spittel approach could be determined.
Figure 9 shows the calculated yield stress
kf according to Equation (1) as a function of the plastic strain and the temperature at a strain rate of 0.1 s
−1 and the determined parameters. A detailed description of how to carry out the cylinder upsetting tests and determine the flow curves is given in [
11].
Furthermore, the flow behavior of the molten plastic must be described within the process simulation for the Lagrange approach. In this paper this is done with the so called Ostwald–de Waele power law model in the form
(with shear stress
and shear rate
). In this form, however, the equation cannot be used with the subroutine because, similar to the solid state, the yield stress has to be defined as a function of the plastic strain or strain rate. By applying the shape change energy hypothesis or the comparative forming rate according to von Mises Equation (2) can be reformulated according to [
6]:
By means of rheometer experiments, the complex viscosity
as a function of shear rate
can be determined experimentally for different temperatures. The forming speed can be calculated directly from the shear rate
according to Equation (4):
From the mathematical relationships shown, the yield stress for each temperature can now be approximated according to Equation (5):
This equation is defined within the FE-tool simufact.forming, and by applying the method of least squares, the coefficients
C1 and
C2 for Equation (5) can be determined for each test temperature from Equation (3). In [
12] the approach for determining the coefficients is explained.
Table 1 shows the determined coefficients for the corresponding testing temperature.
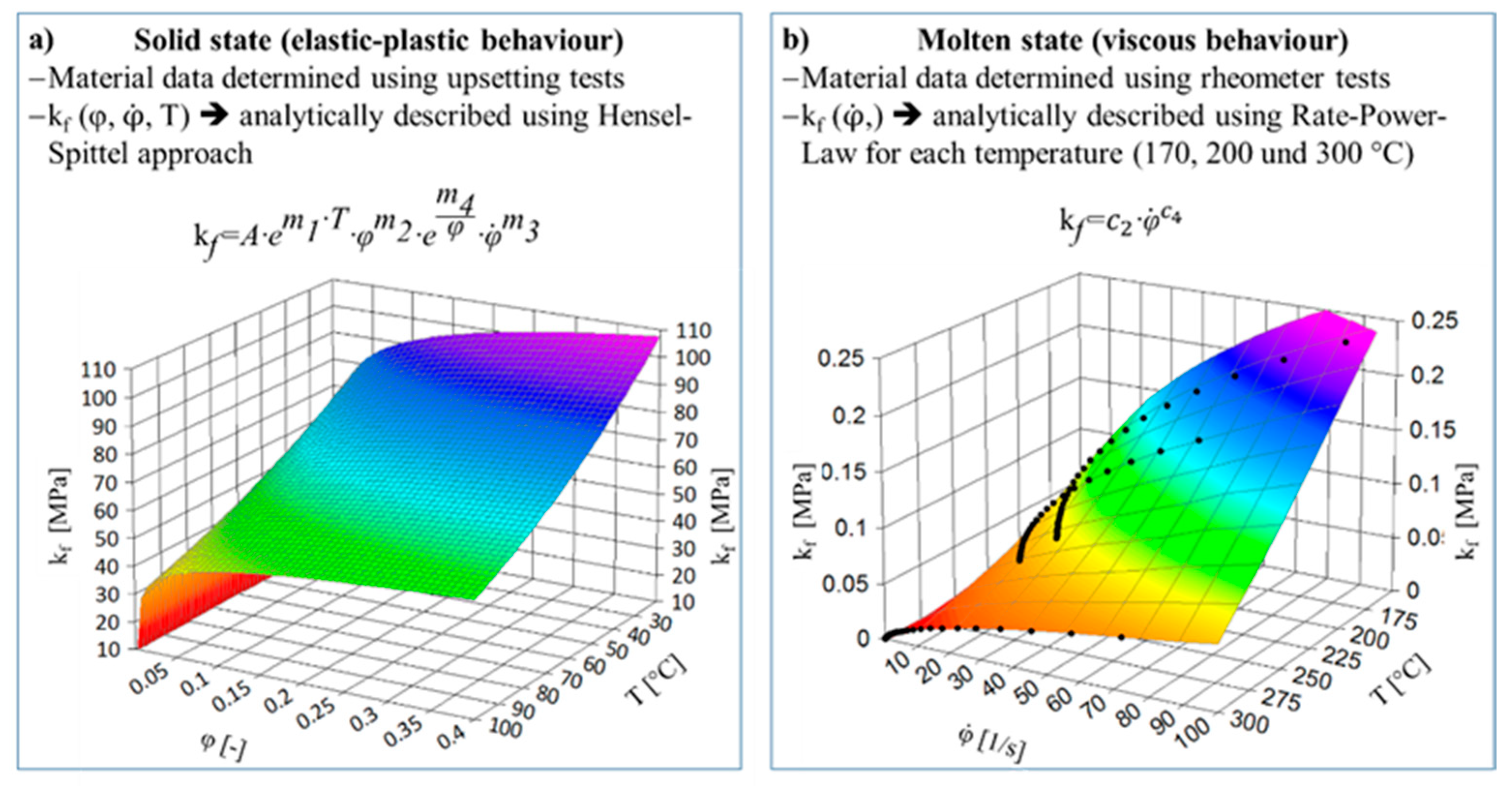
Figure 10 summarizes the experiments for material data determination, the analytical approaches used, and the resulting yield stresses for both solid (a) and the molten state (b). The suitability of material characterization by means of cylindrical upsetting tests for plastics in the solid state for compressive stresses was demonstrated in [
11]. Furthermore, the numerical simulation and verification of the behavior of molten adhesive by means of a rate-power-law model was carried out in [
12]. The approaches used in this thesis are therefore suitable.
The necessary thermal material parameters for thermal capacity and the temperature-dependent thermal conductivity shown in
Figure 6 were also implemented.
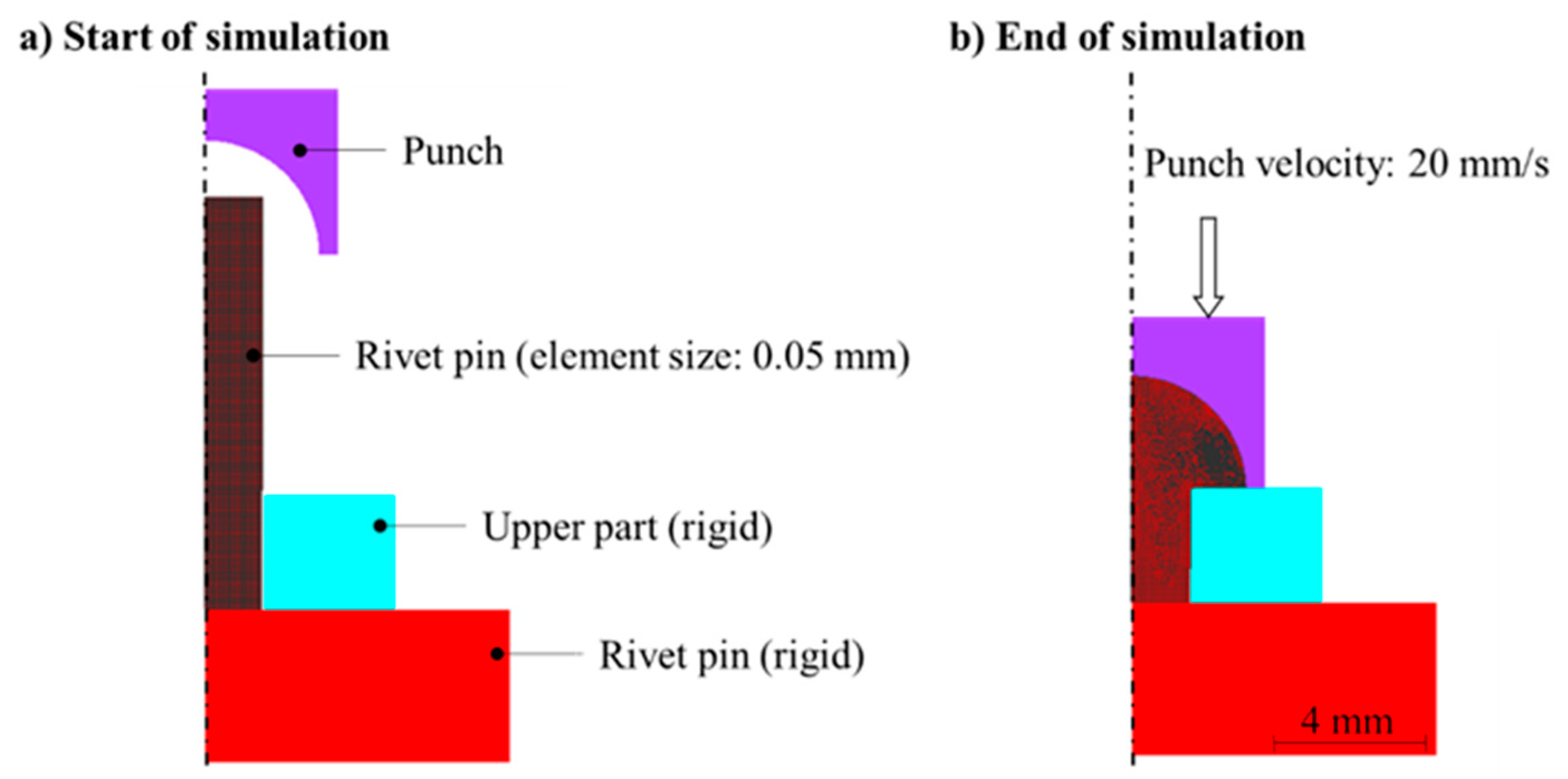
The process simulation was carried out with a 2D rotationally symmetrical model using the real tool geometry. The punch speed was assumed to be constant (v
Punch = 21.25 mm/s) and was determined experimentally by measuring the process duration. To be able to reproduce the material flow as realistically as possible, the rivet pin was meshed very finely with an element edge length of 0.05 mm (quad elements). Furthermore, the combined friction model with µ = 0.1 and m = 0.5 was used to calculate the friction shear stress. A detailed description of the combined friction model is given in [
12].
Figure 11 shows the basic simulation setup at the beginning (a) and at the end of the process (b).
With the help of the numerical process simulation of hot air staking, the influence of the heating time on the forming behavior and the resulting materials structure was analyzed.
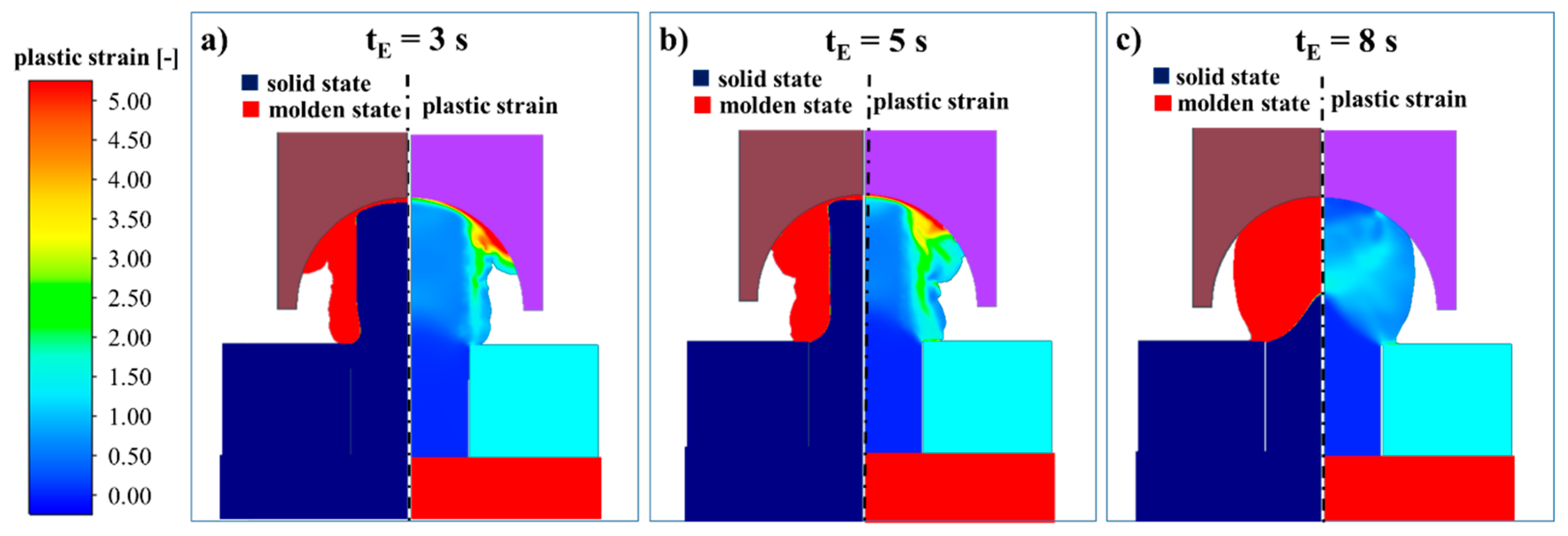
Figure 12 shows the material distribution at 80% of the joining path for the heating times t
E of 3 s, 5 s, and 8 s. The left section of the picture shows which area of the plastic is in molten or solid state and the right section shows the resulting distribution of the plastic strain. With a heating time of 3 s, the rivet pin to be formed is only partially in the molten state. As a result of the forming process, the molten area is primarily formed, as this area has a significantly lower strength. For this reason, the rivet pin is not formed homogeneously as shown in
Figure 12a. The distribution of the plastic strain is also strongly inhomogeneous at a heating time of 3 s. The largest forming takes place in the molten area of the plastic, due to the significantly lower strength. With an increase in the heating time, the molten plastic fraction increases and the strength gradient is reduced, so that with a heating time of 8 s an almost homogeneous forming of the rivet pin takes place.
Figure 12c shows that the rivet pin bulges out homogeneously and a homogeneous distribution of plastic strain continues to occur. Nevertheless, a complete cavity filling is achieved at every heating temperature. In the following, an analysis is done to determine how the quality of the rivet pin may be affected.
The contact is analyzed within the numerical simulation to evaluate the formed rivet head quality. If the material contacts itself as a result of the forming process, an emerging weld line is formed. In the worst case, the material contacts itself at too low temperatures and pressures, so that no welding takes place and therefore no material bond prevails in the areas.
Figure 13 shows in detail the material flow at a heating time of 3 s as a function of the punch stroke. It can be seen that the self-contact occurs for the first time already at a punch stroke of 3.95 mm. The zone or length of the emerging weld line increases steadily until the end of the process.
The analysis of the self-contact areas at the end of the process shows that the orientation/direction of the emerging weld lines as well as the length changes with increasing heating time t
E (
Figure 14). From a heating time of 8 s, the rivet head is formed in such a way that no self-contact occurs and thus no emerging weld lines are caused.
Figure 10 also shows that the quantitative numerical prediction of the occurrence of emerging weld lines is realistic, as the comparison with thin sections shown.
It can be noted that optimum rivet head forming is achieved with a minimum heating time of 8 s. If the heating time is reduced, the fraction of molten plastic at the time of forming is too low and emerging weld lines are formed as a result of self-contact. This is shown in the same way by experiment and simulation. However, the mechanisms of emerging weld line formation could only be understood holistically with the help of numerical process simulation.








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}