Industrial Low-Clinker Precast Elements Using Recycled Aggregates

 ,
, 
 ,
,  and
and
Abstract
1. Introduction
2. Materials and Methodology
2.1. Physical and Mechanical Properties
2.2. Durability
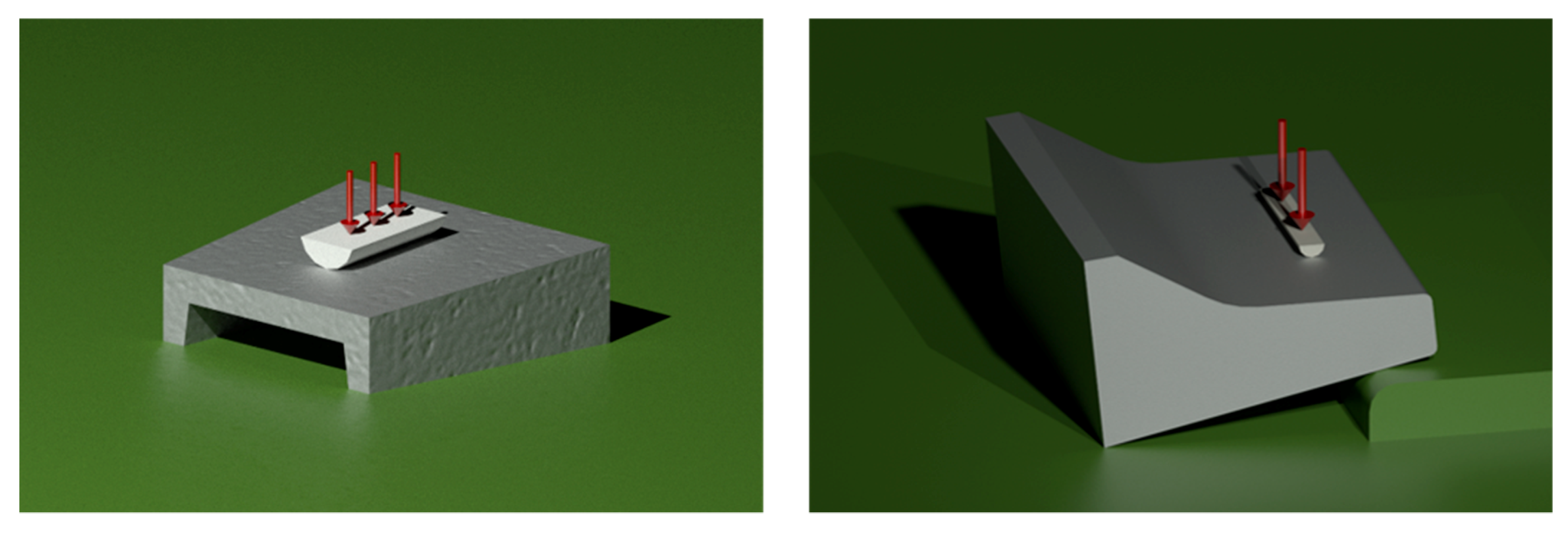
2.3. Precast Element Preparation
2.4. Precast Element Mechanical Characterization
3. Results and Discussion
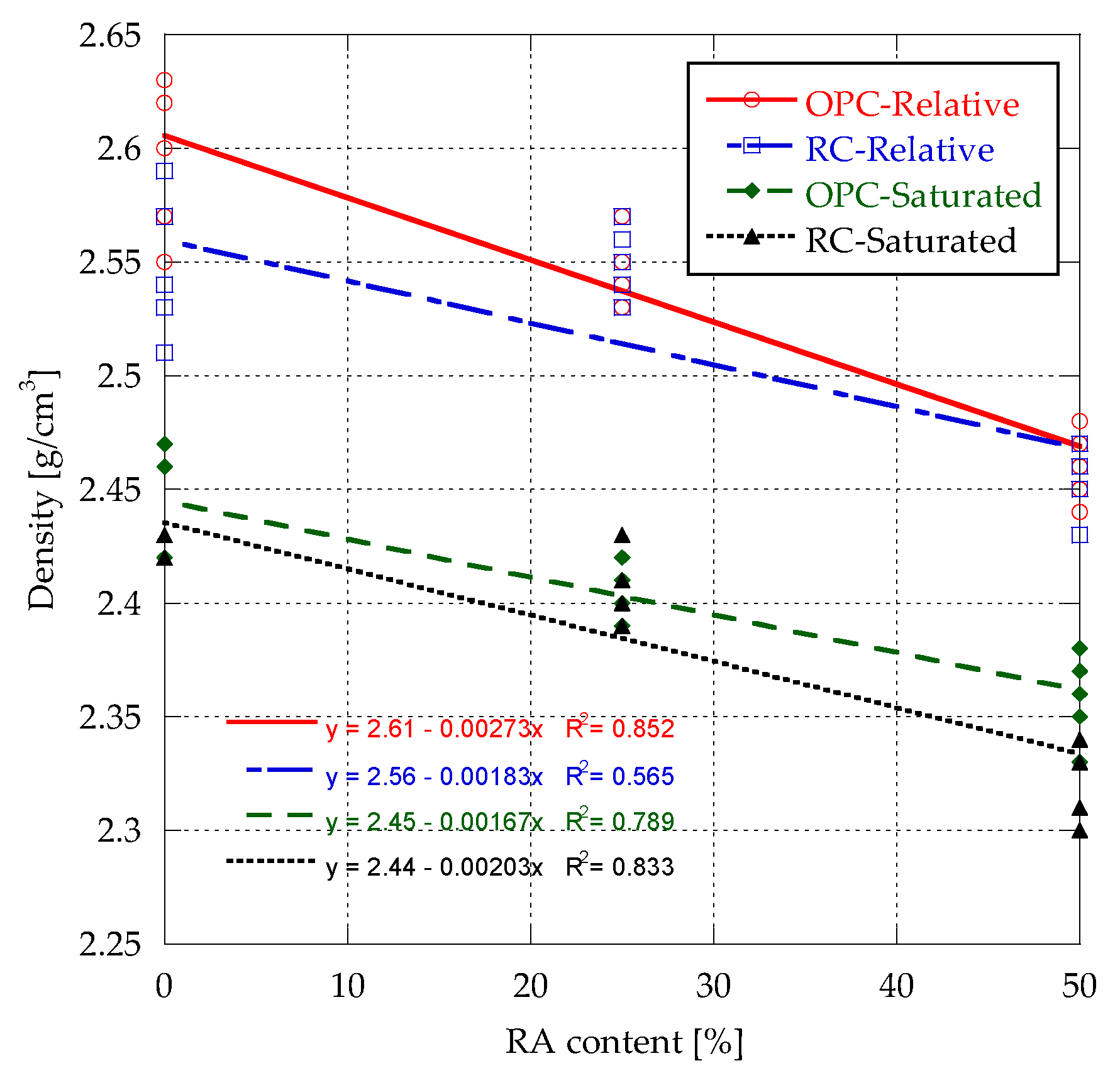
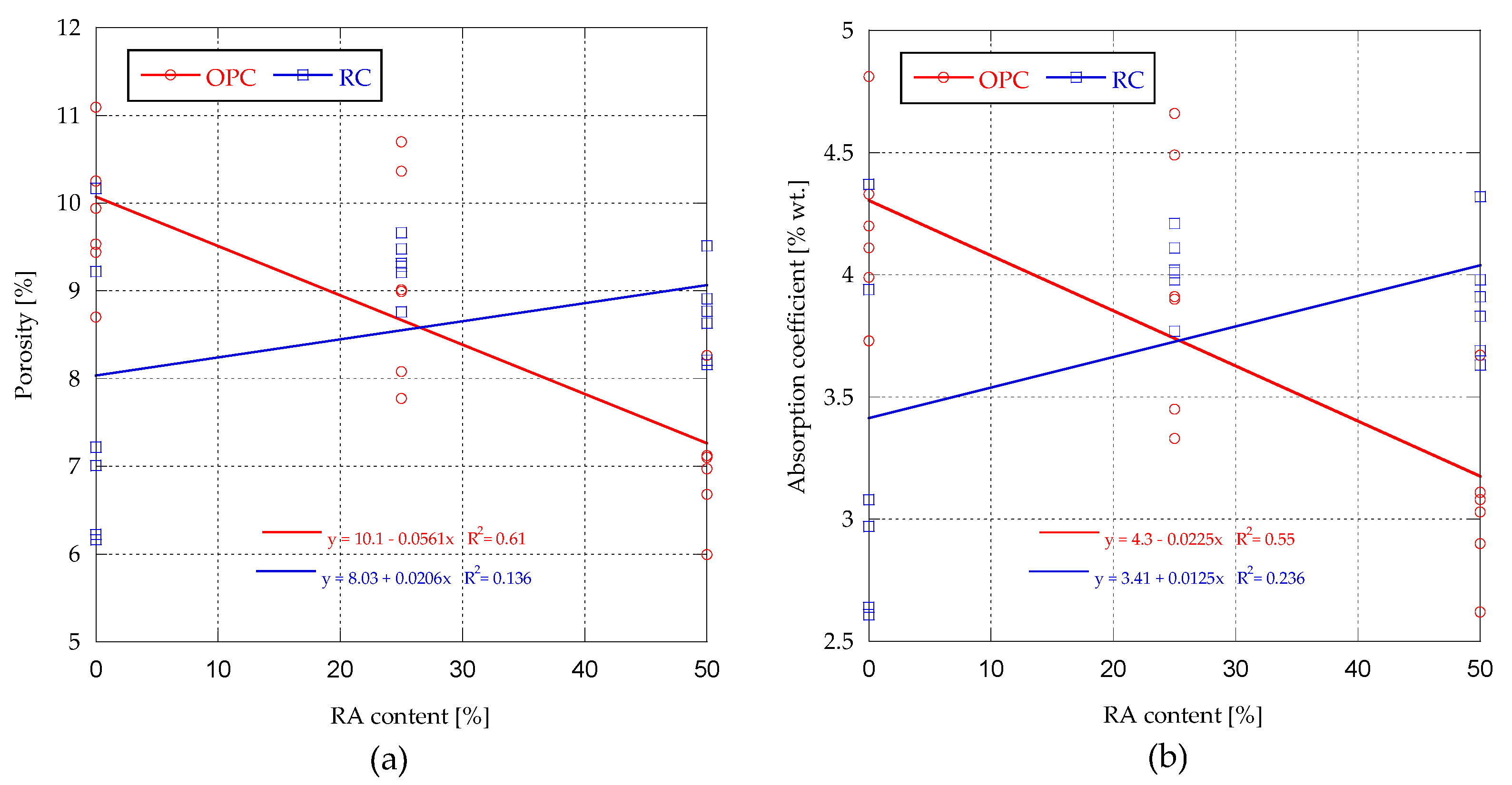
3.1. Physical Properties
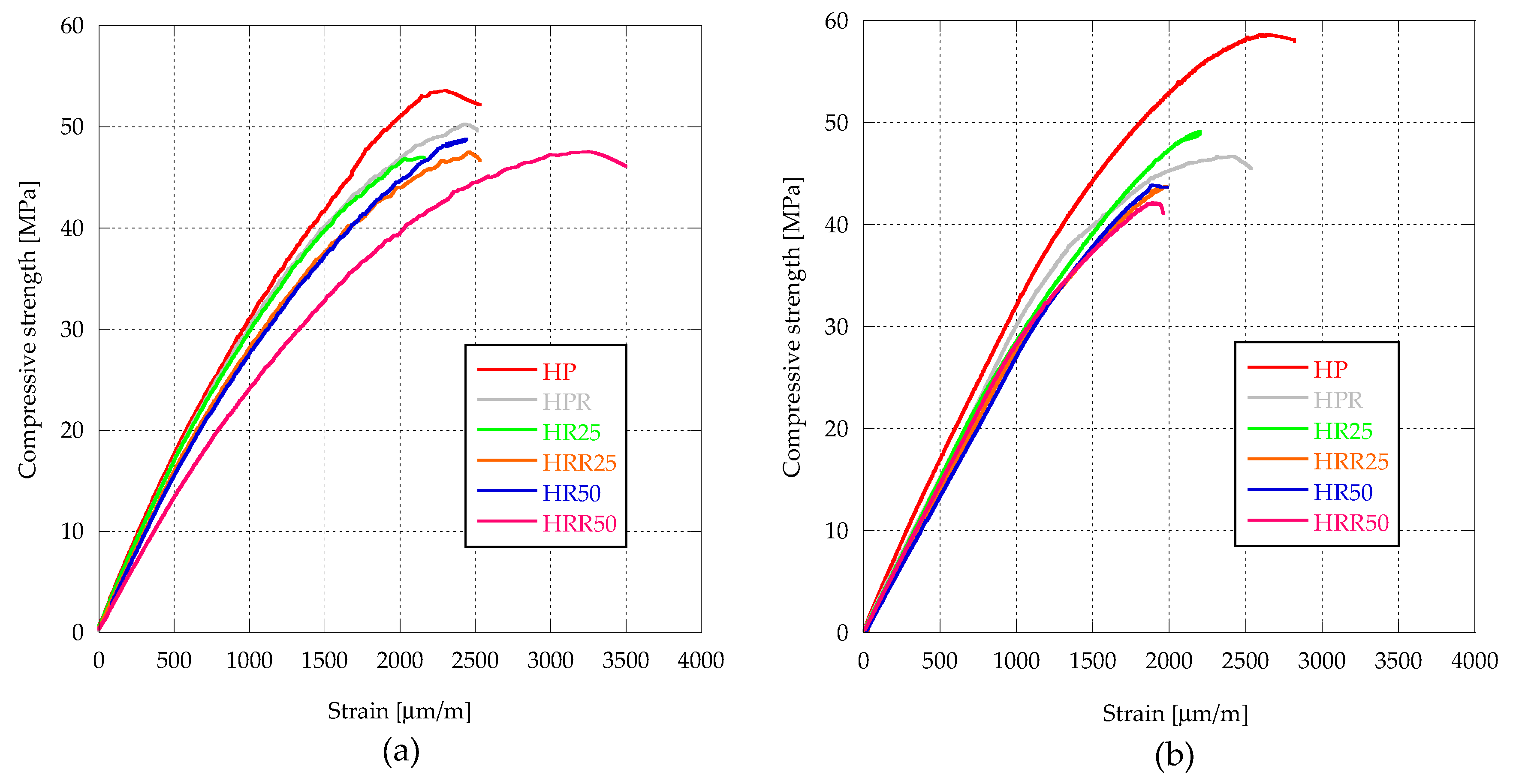
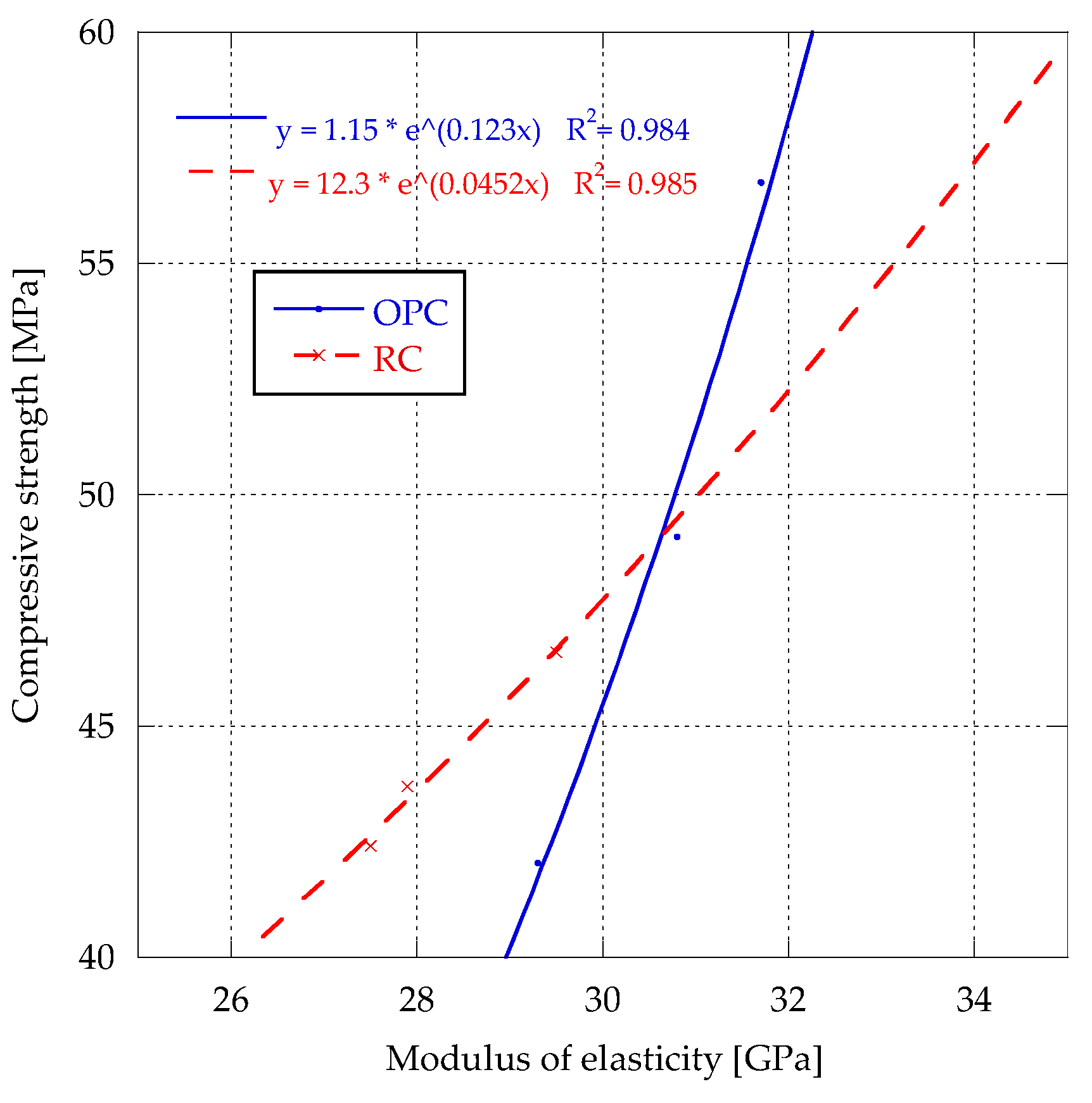
3.2. Compressive Strength and Modulus of Elasticity
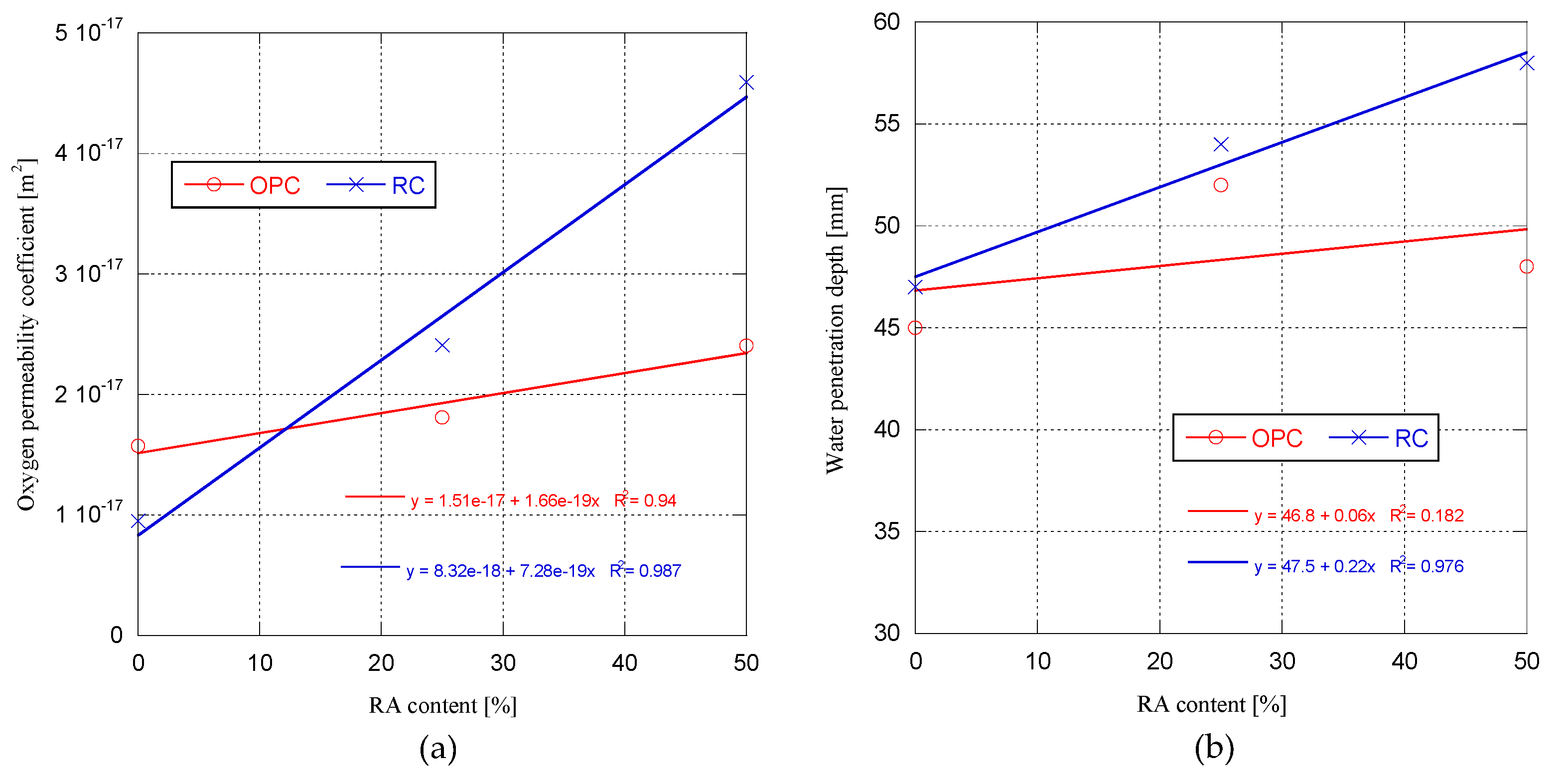
3.3. Oxygen and Water Permeability
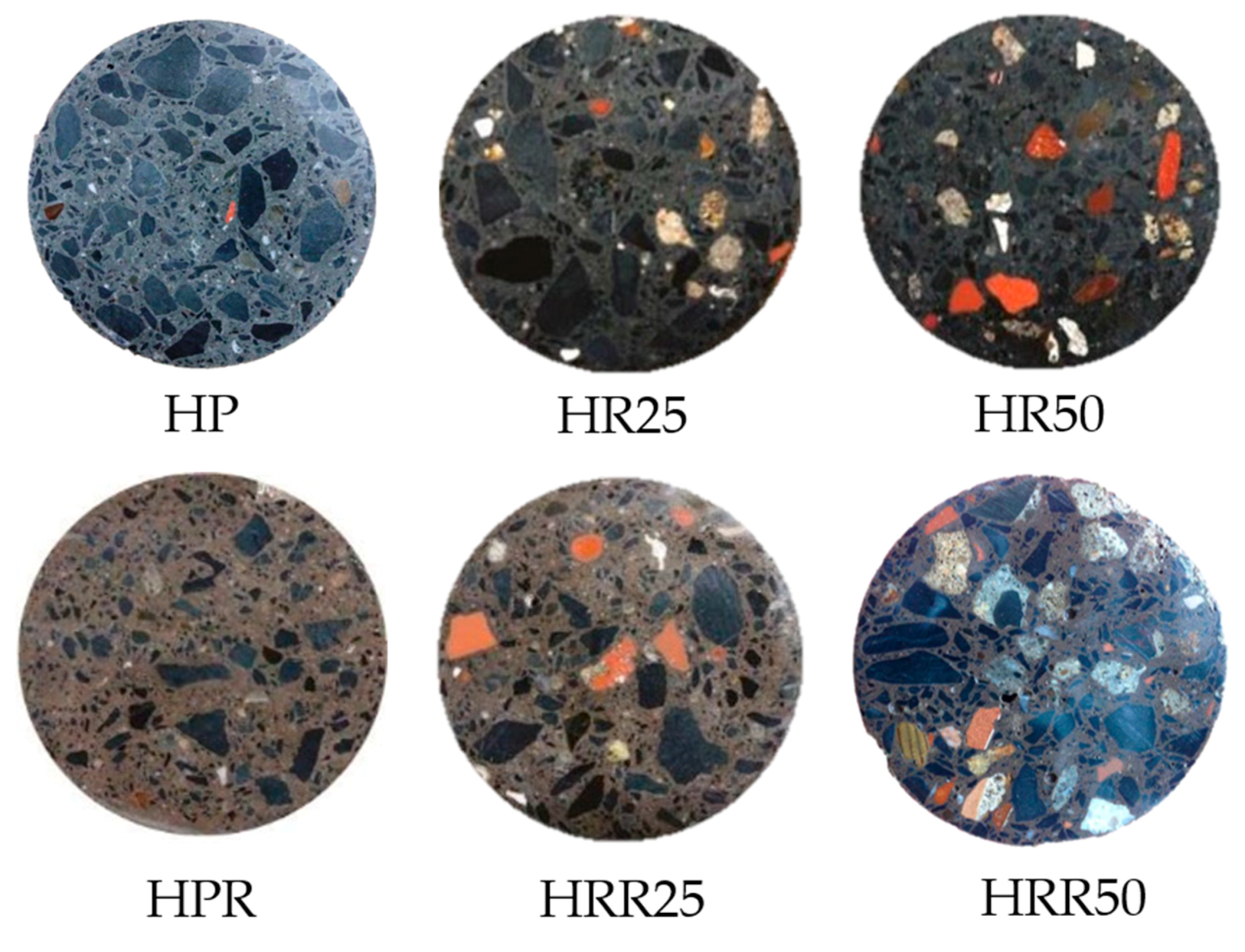
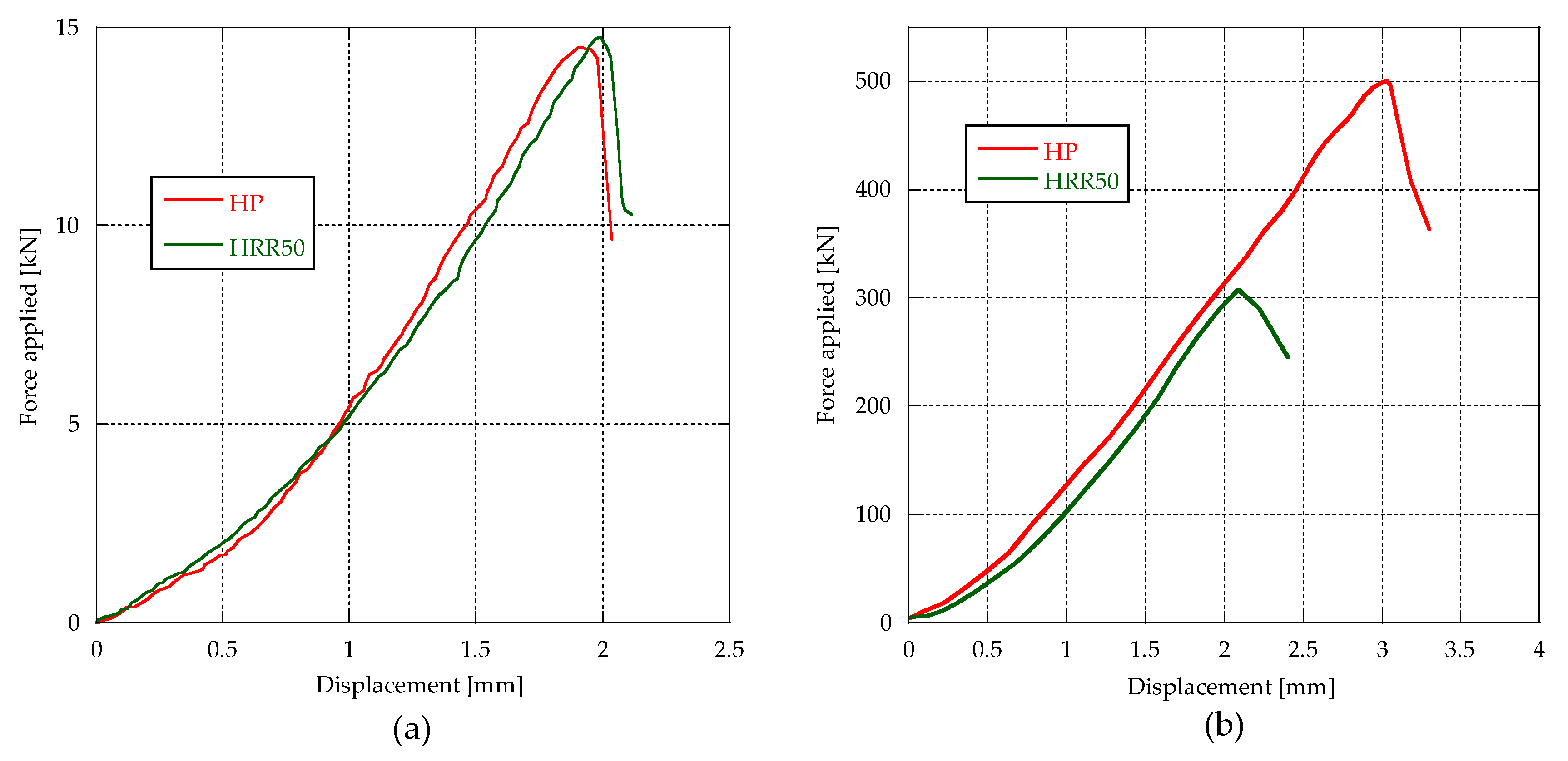
3.4. Testing Precast Elements
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Instituto Nacional de Estadística (INE). Estadísticas Sobre Generación de Residuos. Available online: https://www.ine.es (accessed on 23 September 2020).
- UE Comisión Europea. Protocolo de Gestión de Residuos de Construcción y Demolición en la UE. Available online: https://europa.eu (accessed on 23 September 2020).
- ANEFA. Available online: http://www.aridos.org (accessed on 23 September 2020).
- Directiva 2008/98/CE Sobre los Residuos. Available online: https://eur-lex.europa.eu/eli/dir/2008/98/oj (accessed on 23 September 2020).
- Deutsches Institut für Normung. DIN 4226-100 Aggregates for Concrete and Mortar—Part 100: Recycled Aggregates; German Institute for Standardisation: Berlin, Germany, 2002. [Google Scholar]
- Guobiao Standards. GB/T 25176-2010 Recycled Fine Aggregate from Concrete and Mortar. 2010. Available online: https://www.gbstandards.org (accessed on 23 September 2020).
- Guobiao Standards. GB/T 25177-2010 Recycled Coarse Aggregate for Concrete. 2010. Available online: https://www.gbstandards.org. (accessed on 23 September 2020).
- JIS. JIS A 5021, Recycled Aggregate for Concrete; Japanese Standards Association: Tokyo, Japan, 2005. [Google Scholar]
- Dimitriou, G.; Savva, P.; Petrou, M.F. Enhancing mechanical and durability properties of recycled aggregate concrete. Constr. Build. Mater. 2018, 158, 228–235. [Google Scholar] [CrossRef]
- Salesa, Á.; Pérez-Benedicto, J.A.; Colorado-Aranguren, D.; López-Julián, P.L.; Esteban, L.M.; Sanz-Baldúz, L.J.; Sáez-Hostaled, J.L.; Ramis, J.; Olivares, D. Physico-Mechanical properties of multi-Recycled concrete from precast concrete industry. J. Clean. Prod. 2017, 141, 248–255. [Google Scholar] [CrossRef]
- Silva, R.V.; de Brito, J.; Dhir, R.K. Fresh-state performance of recycled aggregate concrete: A review. Constr. Build. Mater. 2018, 178, 19–31. [Google Scholar] [CrossRef]
- Centro de Estudios y Experimentación de Obras Públicas (CEDEX). Ministerio de Fomento—Árido Reciclado Cerámico o Mixto. Available online: http://www.cedex.es/ (accessed on 23 September 2020).
- Akhtar, A.; Sarmah, A.K. Construction and demolition waste generation and properties of recycled aggregate concrete: A global perspective. J. Clean. Prod. 2018, 186, 262–281. [Google Scholar] [CrossRef]
- Thomas, C.; Setién, J.; Polanco, J.A.; Alaejos, P.; Sánchez De Juan, M. Durability of recycled aggregate concrete. Constr. Build. Mater. 2013, 40, 1054–1065. [Google Scholar] [CrossRef]
- Etxeberria, M.; Vázquez, E.; Marí, A.; Barra, M. Influence of amount of recycled coarse aggregates and production process on properties of recycled aggregate concrete. Cem. Concr. Res. 2007, 37, 735–742. [Google Scholar] [CrossRef]
- Cachim, P.B. Mechanical properties of brick aggregate concrete. Constr. Build. Mater. 2009, 23, 1292–1297. [Google Scholar] [CrossRef]
- Guo, H.; Shi, C.; Guan, X.; Zhu, J.; Ding, Y.; Ling, T.-C.; Zhang, H.; Wang, Y. Durability of recycled aggregate concrete—A review. Cem. Concr. Compos. 2018, 89, 251–259. [Google Scholar] [CrossRef]
- Gómez-Soberón, J.M.V. Porosity of recycled concrete with substitution of recycled concrete aggregate: An experimental study. Cem. Concr. Res. 2002, 32, 1301–1311. [Google Scholar] [CrossRef]
- Ministerio de Fomento. Gobierno de España EHE-08 ANEJO 15 Recomendaciones para la Utilización de Hormigones Reciclados. Available online: https://www.mitma.gob.es/organos-colegiados/mas-organos-colegiados/comision-permanente-del-hormigon/cph/instrucciones/ehe-08-version-en-castellano (accessed on 23 September 2020).
- Rahal, K. Mechanical properties of concrete with recycled coarse aggregate. Build. Environ. 2007, 42, 407–415. [Google Scholar] [CrossRef]
- Katz, A. Properties of concrete made with recycled aggregate from partially hydrated old concrete. Cem. Concr. Res. 2003, 33, 703–711. [Google Scholar] [CrossRef]
- Andreu, G.; Miren, E. Experimental analysis of properties of high performance recycled aggregate concrete. Constr. Build. Mater. 2014, 52, 227–235. [Google Scholar] [CrossRef]
- Silva, R.V.; de Brito, J.; Dhir, R.K. Properties and composition of recycled aggregates from construction and demolition waste suitable for concrete production. Constr. Build. Mater. 2014, 65, 201–217. [Google Scholar] [CrossRef]
- Hormigón reciclado. Comisión 2 Grupo de Trabajo 2/5—Utilización de árido Reciclado para la Fabricación de Hormigón Estructural; ACHE: Madrid, Spain, 2006; ISBN 84-89670-55-2. [Google Scholar]
- Xiao, J.; Li, J.; Zhang, C. Mechanical properties of recycled aggregate concrete under uniaxial loading. Cem. Concr. Res. 2005, 35, 1187–1194. [Google Scholar] [CrossRef]
- Poon, C.S.; Shui, Z.H.; Lam, L. Effect of microstructure of ITZ on compressive strength of concrete prepared with recycled aggregates. Constr. Build. Mater. 2004, 18, 461–468. [Google Scholar] [CrossRef]
- Sosa, I.; Thomas, C.; Polanco, J.A.; Setién, J.; Tamayo, P. High performance self-compacting concrete with electric arc furnace slag aggregate and cupola slag powder. Appl. Sci. 2020, 10, 773. [Google Scholar] [CrossRef]
- Sainz-Aja, J.; Carrascal, I.; Polanco, J.A.; Thomas, C. Fatigue failure micromechanisms in recycled aggregate mortar by μCT analysis. J. Build. Eng. 2020, 28. [Google Scholar] [CrossRef]
- Sainz-Aja, J.; Thomas, C.; Carrascal, I.; Polanco, J.A.; de Brito, J. Fast fatigue method for self-compacting recycled aggregate concrete characterization. J. Clean. Prod. 2020, 277, 123263. [Google Scholar] [CrossRef]
- Thomas, C.; Sosa, I.; Setién, J.; Polanco, J.; Cimentada, A.I. Evaluation of the fatigue behavior of recycled aggregate concrete. J. Clean. Prod. 2014, 65, 397–405. [Google Scholar] [CrossRef]
- Thomas, C.; Setién, J.; Polanco, J.A.; Lombillo, I.; Cimentada, A. Fatigue limit of recycled aggregate concrete. Constr. Build. Mater. 2014, 52, 146–154. [Google Scholar] [CrossRef]
- Sainz-Aja, J.; Thomas, C.; Polanco, J.A.; Carrascal, I. High-Frequency Fatigue Testing of Recycled Aggregate Concrete. Appl. Sci. 2019, 10, 10. [Google Scholar] [CrossRef]
- Thomas, C.; de Brito, J.; Cimentada, A.I.A.I.; Sainz-Aja, J.A.J. Macro- and micro- properties of multi-recycled aggregate concrete. J. Clean. Prod. 2019. [Google Scholar] [CrossRef]
- Tamayo, P.; Pacheco, J.; Thomas, C.; de Brito, J.; Rico, J. Mechanical and Durability Properties of Concrete with Coarse Recycled Aggregate Produced with Electric Arc Furnace Slag Concrete. Appl. Sci. 2019, 10, 216. [Google Scholar] [CrossRef]
- ANDECE. Asociación Nacional de la Industria del Prefabricado de Hormigón. Available online: https://www.andece.org (accessed on 1 September 2020).
- López-Mesa, B.; Pitarch, Á.; Tomás, A.; Gallego, T. Comparison of environmental impacts of building structures with in situ cast floors and with precast concrete floors. Build. Environ. 2009, 44, 699–712. [Google Scholar] [CrossRef]
- Poon, C.S.; Lam, C.S. The effect of aggregate-to-cement ratio and types of aggregates on the properties of pre-cast concrete blocks. Cem. Concr. Compos. 2008, 30, 283–289. [Google Scholar] [CrossRef]
- European norm, EN 1097-6—Tests for Mechanical and Physical Properties of Aggregates. Part 6: Determination of Particle Density and Water Absorption. Available online: https://shop.bsigroup.com/ProductDetail?pid=000000000030218643 (accessed on 1 September 2020).
- European norm, EN 1097-2—Tests for Mechanical and Physical Properties of Aggregates. Part 2: Methods for the Determination of Resistance to Fragmentation. Available online: https://shop.bsigroup.com/ProductDetail?pid=000000000030368676 (accessed on 1 September 2020).
- European norm, EN 933-3—Tests for Geometrical Properties of Aggregates. Part 3: Determination of Particle Shape. Flakiness Index. Available online: https://shop.bsigroup.com/ProductDetail/?pid=000000000030241876 (accessed on 1 September 2020).
- European norm, EN 12390-7:2009—Testing Hardened Concrete Part 7: Density of Hardened Concrete. Available online: https://shop.bsigroup.com/ProductDetail/?pid=000000000030164912 (accessed on 1 September 2020).
- European norm, EN 12390-3—Testing Hardened Concrete—Part 3: Compressive Strength of Test Specimens. Available online: https://shop.bsigroup.com/ProductDetail?pid=000000000030360097 (accessed on 1 September 2020).
- European norm, EN 12390-13:2013—Testing Hardened Concrete—Part 13: Determination of Secant Modulus of Elasticity in Compression. Available online: https://shop.bsigroup.com/ProductDetail/?pid=000000000030398745 (accessed on 1 September 2020).
- European norm, EN 12390-8:2009/1M:2011—Testing Hardened Concrete—Part 8: Depth of Penetration of Water under Pressure. Available online: https://www.beuth.de/en/standard/une-en-12390-8/123990156 (accessed on 1 September 2020).
- Spanish norm, UNE 83981—Concrete Durability. Test Methods. Determination to Gas Permeability of Hardened Concrete. Available online: https://standards.globalspec.com/std/1445618/une-83981 (accessed on 1 September 2020).
- McGinnis, M.J.; Davis, M.; de la Rosa, A.; Weldon, B.D.; Kurama, Y.C. Strength and stiffness of concrete with recycled concrete aggregates. Constr. Build. Mater. 2017, 154, 258–269. [Google Scholar] [CrossRef]
- López Gayarre, F.; Suárez González, J.; Blanco Viñuela, R.; López-Colina Pérez, C.; Serrano López, M.A. Use of recycled mixed aggregates in floor blocks manufacturing. J. Clean. Prod. 2017, 167, 713–722. [Google Scholar] [CrossRef]
- Ministerio de Fomento—Gobierno de España. EHE-08: Code on Structural Concrete. 2008. Available online: http://www.fomento.gob.es/MFOM/LANG_CASTELLANO/ORGANOS_COLEGIADOS/CPH/instrucciones/EHE08INGLES/ (accessed on 23 September 2020).
- ACI. The American Concrete Institute. Available online: https://www.concrete.org (accessed on 23 September 2020).
- Eurocode 2: Design of concrete structures EN1992-1-1 1992. Available online: https://eurocodes.jrc.ec.europa.eu/doc/WS2008/EN1992_1_Walraven.pdf (accessed on 23 September 2020).
- Ismail, S.; Kwan, W.H.; Ramli, M. Mechanical strength and durability properties of concrete containing treated recycled concrete aggregates under different curing conditions. Constr. Build. Mater. 2017, 155, 296–306. [Google Scholar] [CrossRef]
- Medina, C.; Sánchez De Rojas, M.I.; Thomas, C.; Polanco, J.A.; Frías, M. Durability of recycled concrete made with recycled ceramic sanitary ware aggregate. Inter-indicator relationships. Constr. Build. Mater. 2016, 105, 480–486. [Google Scholar] [CrossRef]
- García, A.; Cabreiro, J.P. Utilización de modelos dinámicos en la investigación de accidentes viales. In Proceedings of the Congreso Iberoamericano De Accidentología Vial, Avellaneda, Argentina, 9–11 October 2003. [Google Scholar]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | Aggregates | ||||
|---|---|---|---|---|---|
| NS | NG-M | NG-C | MRA-M | MRA-C | |
| SSS [g/cm3] | 2.76 | 2.74 | 2.74 | 2.42 | 2.45 |
| A [%] | 1.18 | 0.88 | 0.78 | 6.28 | 5.27 |
| LA [%] | - | 16 | 18 | 32 | 36 |
| FI [%] | - | 21 | 25 | 10 | 10 |
| Concrete: | HP | HPR | HR25 | HR50 | HRR25 | HRR50 |
|---|---|---|---|---|---|---|
| NS (6/0 mm) [kg]: | 732 | 732 | 719 | 705 | 719 | 705 |
| NG-M (12/6 mm) [kg]: | 382 | 382 | 284 | 184 | 284 | 184 |
| NG-C (22/12 mm) [kg]: | 766 | 766 | 568 | 369 | 568 | 369 |
| MRA-M (12/6 mm) [kg]: | - | - | 89 | 178 | 89 | 178 |
| MRA-C (22/12 mm) [kg]: | - | - | 178 | 356 | 178 | 356 |
| Cement [kg]: | 400 | - | 400 | 400 | - | - |
| Low clinker content cement [kg]: | - | 400 | - | - | 400 | 400 |
| Water [kg]: | 193 | 193 | 202 | 211 | 202 | 211 |
| Superplasticizer [kg]: | 6.2 | 6.2 | 6.2 | 6.2 | 6.2 | 6.2 |
| Water/cement ratio | 0.48 | 0.48 | 0.50 | 0.53 | 0.50 | 0.53 |
| Concrete: | Compressive Strength [MPa] | |||
|---|---|---|---|---|
| 28 days | 160 days | 365 days | ∆36−28 [%] | |
| HP | 51.2 | 53.5 | 56.8 | +10.9 |
| HPR | 46.1 | 50.2 | 46.6 | +1.1 |
| HR25 | 51.7 | 47.0 | 45.1 | −12.8 |
| HR50 | 51.2 | 48.8 | 42.1 | −17.7 |
| HRR25 | 45.0 | 47.5 | 43.7 | −2.9 |
| HRR50 | 41.2 | 47.5 | 42.4 | +2.9 |
| Concrete: | Substitution [%] | Modulus of Elasticity [GPa] | Modulus of Elasticity at 365 days [GPa] | % of the Initial Elastic Modulus |
|---|---|---|---|---|
| HP | 0 | 35.5 | 31.7 | 89.3 |
| HPR | 0 | 34.1 | 29.5 | 86.5 |
| HR25 | 25 | 33.9 | 30.8 | 90.8 |
| HR50 | 50 | 31.9 | 29.3 | 91.8 |
| HRR25 | 25 | 34.2 | 27.9 | 81.6 |
| HRR50 | 50 | 27.8 | 27.4 | 98.6 |
| Concrete: | Elastic Modulus [GPa] | ||||
|---|---|---|---|---|---|
| Experimental | EHE-08 | ACI | Eurocode 2 | ∆experimental−EHE-08 [%] | |
| HP | 35.5 | 31.6 | 33.6 | 35.9 | 12.5 |
| HPR | 34.1 | 30.5 | 31.9 | 34.8 | 11.9 |
| HR25 | 33.9 | 31.7 | 33.8 | 36.0 | 7.1 |
| HR50 | 31.9 | 31.6 | 33.6 | 35.9 | 1.1 |
| HRR25 | 34.2 | 30.2 | 31.5 | 34.5 | 13.1 |
| HRR50 | 27.8 | 29.4 | 30.2 | 33.6 | -5.3 |
| Splitting Tensile Strength [MPa] | |||||
|---|---|---|---|---|---|
| HP | HPR | HR25 | HR50 | HRR25 | HRR50 |
| 3.36 | 3.51 | 3.48 | - | 3.30 | 3.58 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Thomas, C.; Cimentada, A.I.; Cantero, B.; Sáez del Bosque, I.F.; Polanco, J.A. Industrial Low-Clinker Precast Elements Using Recycled Aggregates. Appl. Sci. 2020, 10, 6655. https://doi.org/10.3390/app10196655
Thomas C, Cimentada AI, Cantero B, Sáez del Bosque IF, Polanco JA. Industrial Low-Clinker Precast Elements Using Recycled Aggregates. Applied Sciences. 2020; 10(19):6655. https://doi.org/10.3390/app10196655
Chicago/Turabian StyleThomas, Carlos, Ana I. Cimentada, Blas Cantero, Isabel F. Sáez del Bosque, and Juan A. Polanco. 2020. "Industrial Low-Clinker Precast Elements Using Recycled Aggregates" Applied Sciences 10, no. 19: 6655. https://doi.org/10.3390/app10196655
APA StyleThomas, C., Cimentada, A. I., Cantero, B., Sáez del Bosque, I. F., & Polanco, J. A. (2020). Industrial Low-Clinker Precast Elements Using Recycled Aggregates. Applied Sciences, 10(19), 6655. https://doi.org/10.3390/app10196655