Rheology and Curability Characterization of Photosensitive Slurries for 3D Printing of Si3N4 Ceramics

 ,
,
Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussion
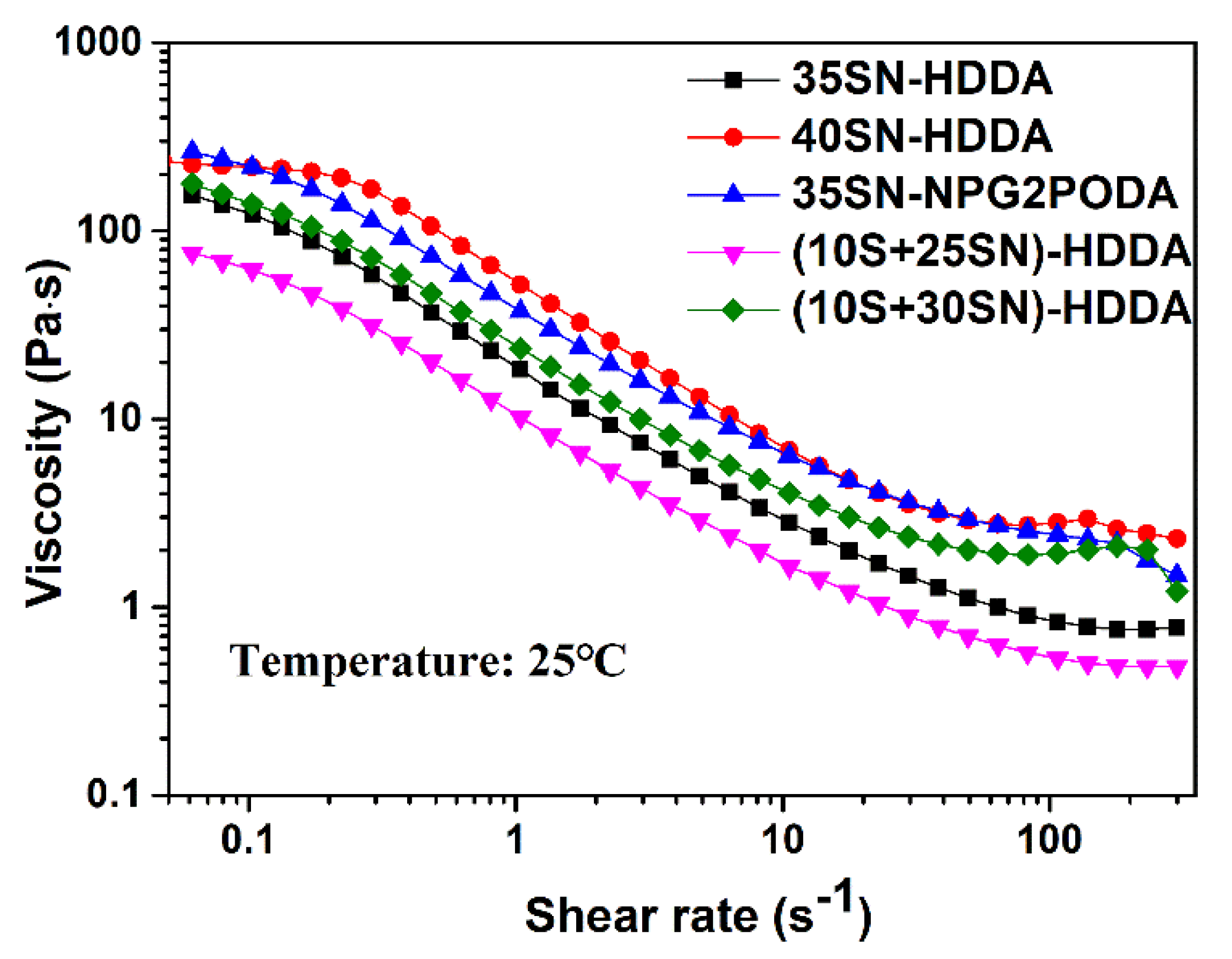
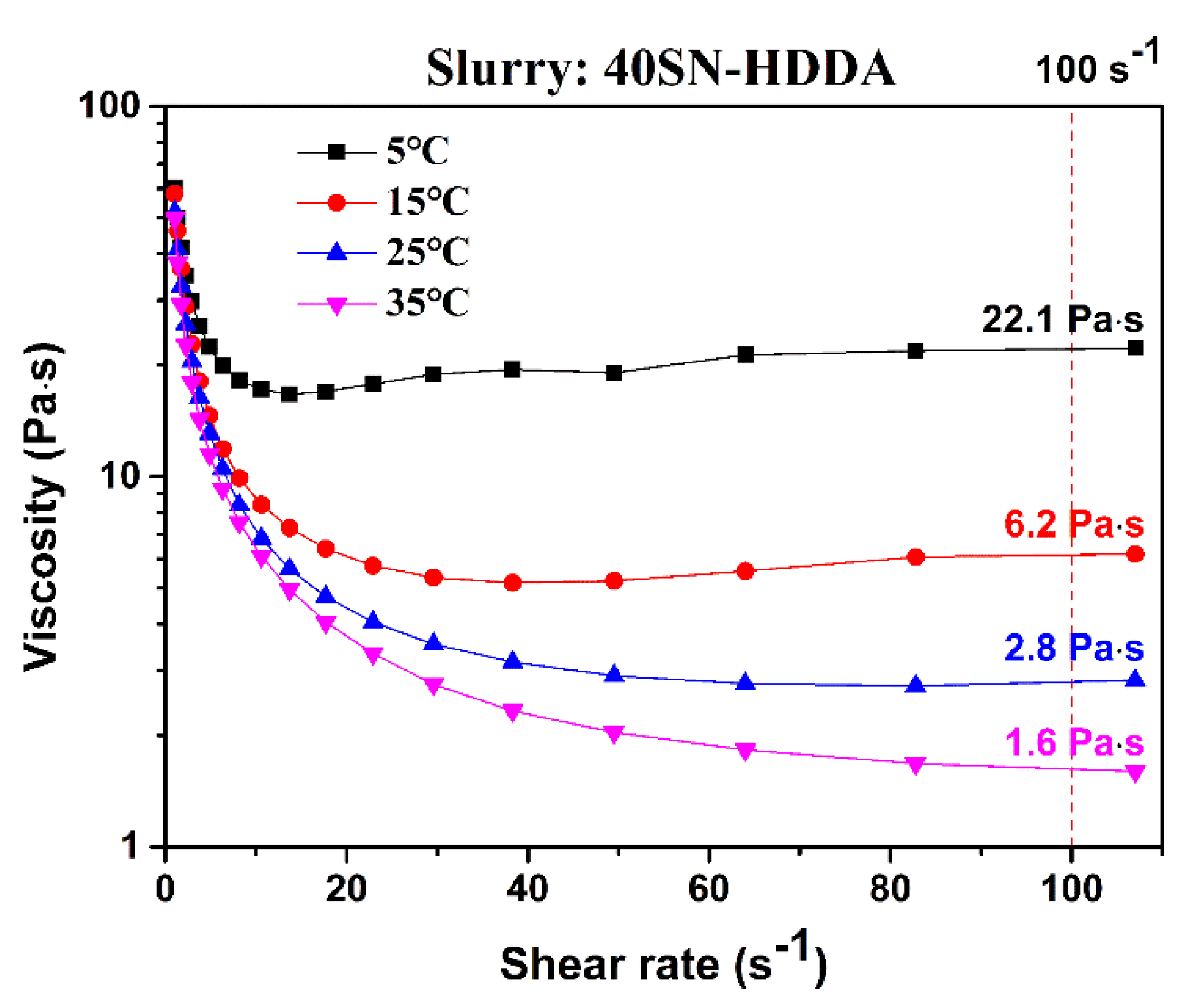
3.1. Rheological Characterization
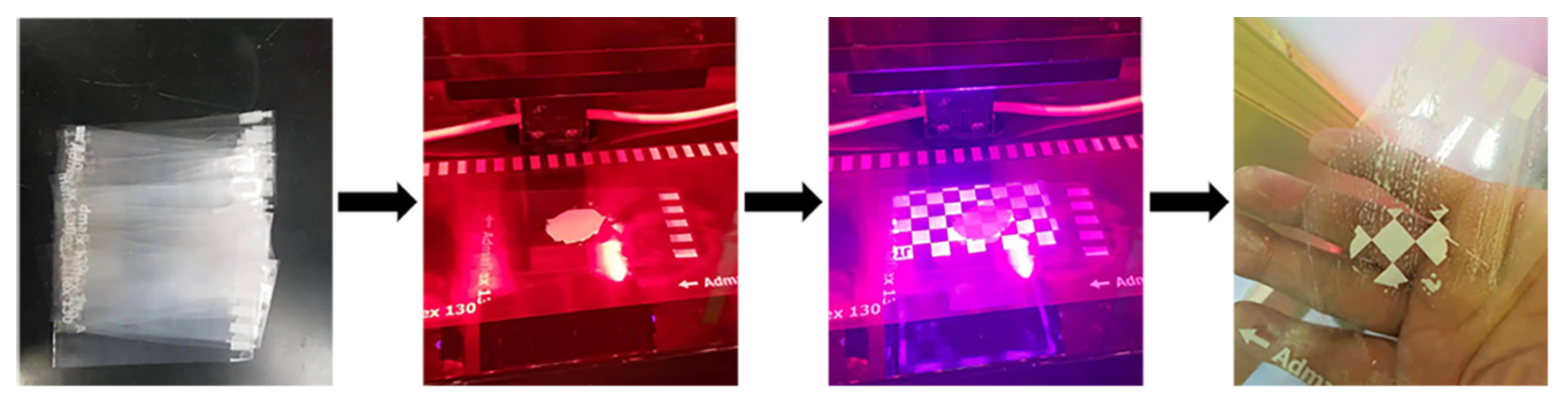
3.2. Curing Ability Characterization
4. Conclusions
- (1)
- The presence of filler can significantly change the rheological behavior of pure monomers from Newtonian fluid to shear-thinning characteristic. Choosing the monomer with low molecular weight and taking the particle grading into consideration can obtain lower slurry viscosity.
- (2)
- The viscosity of Si3N4 photocurable slurries were greatly affected by ambient temperature. With the temperature increased, the viscosity decreased obviously. Therefore, in this work the temperature was set as 25 °C which we think was suitable for machine handling.
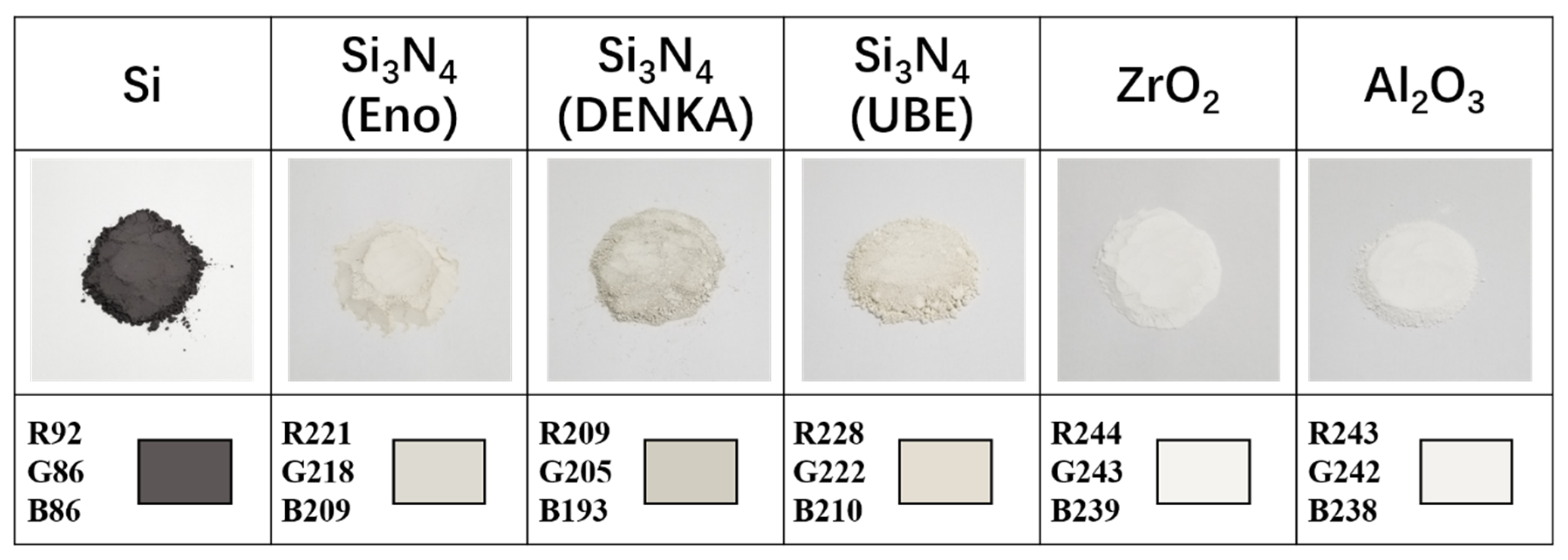
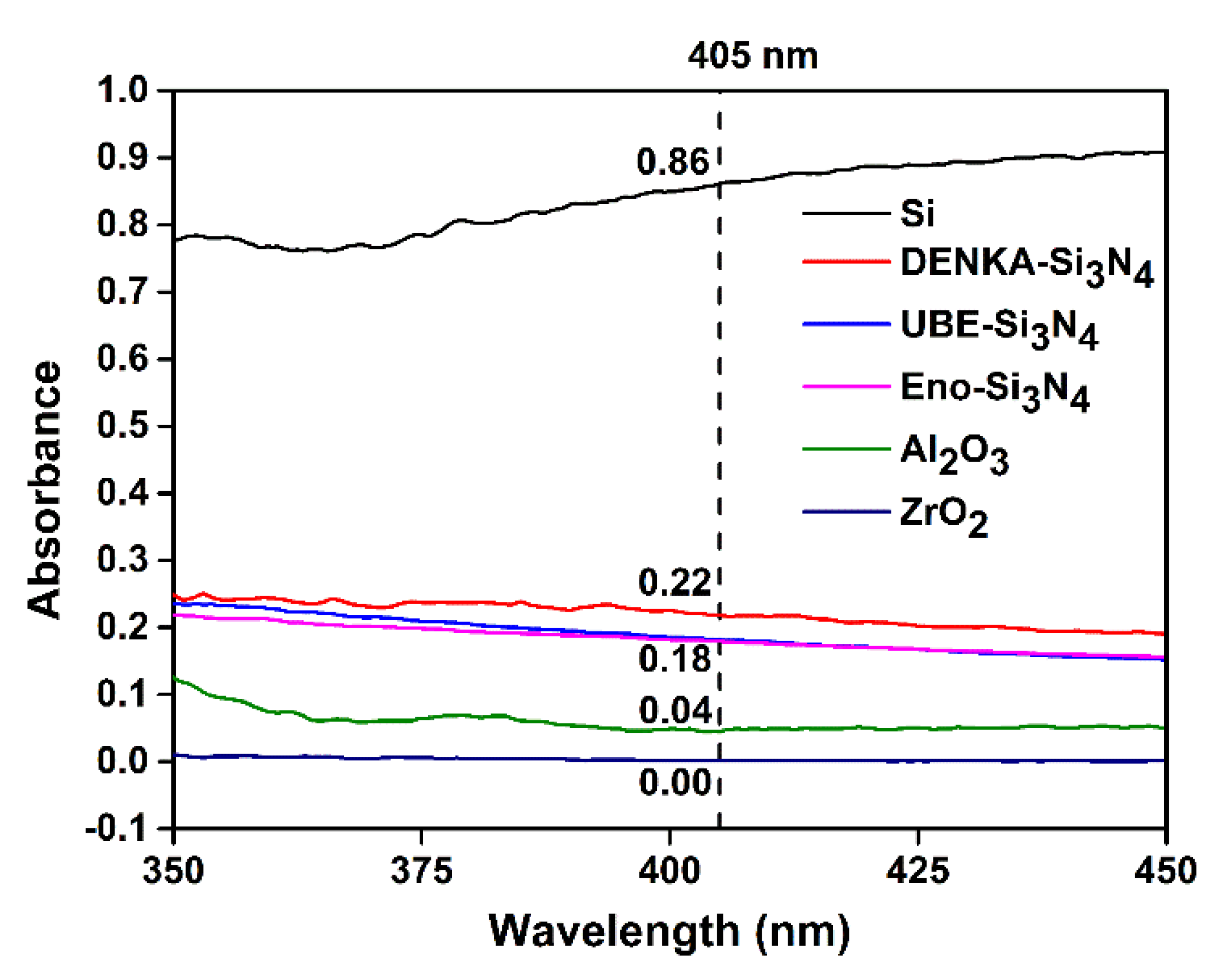
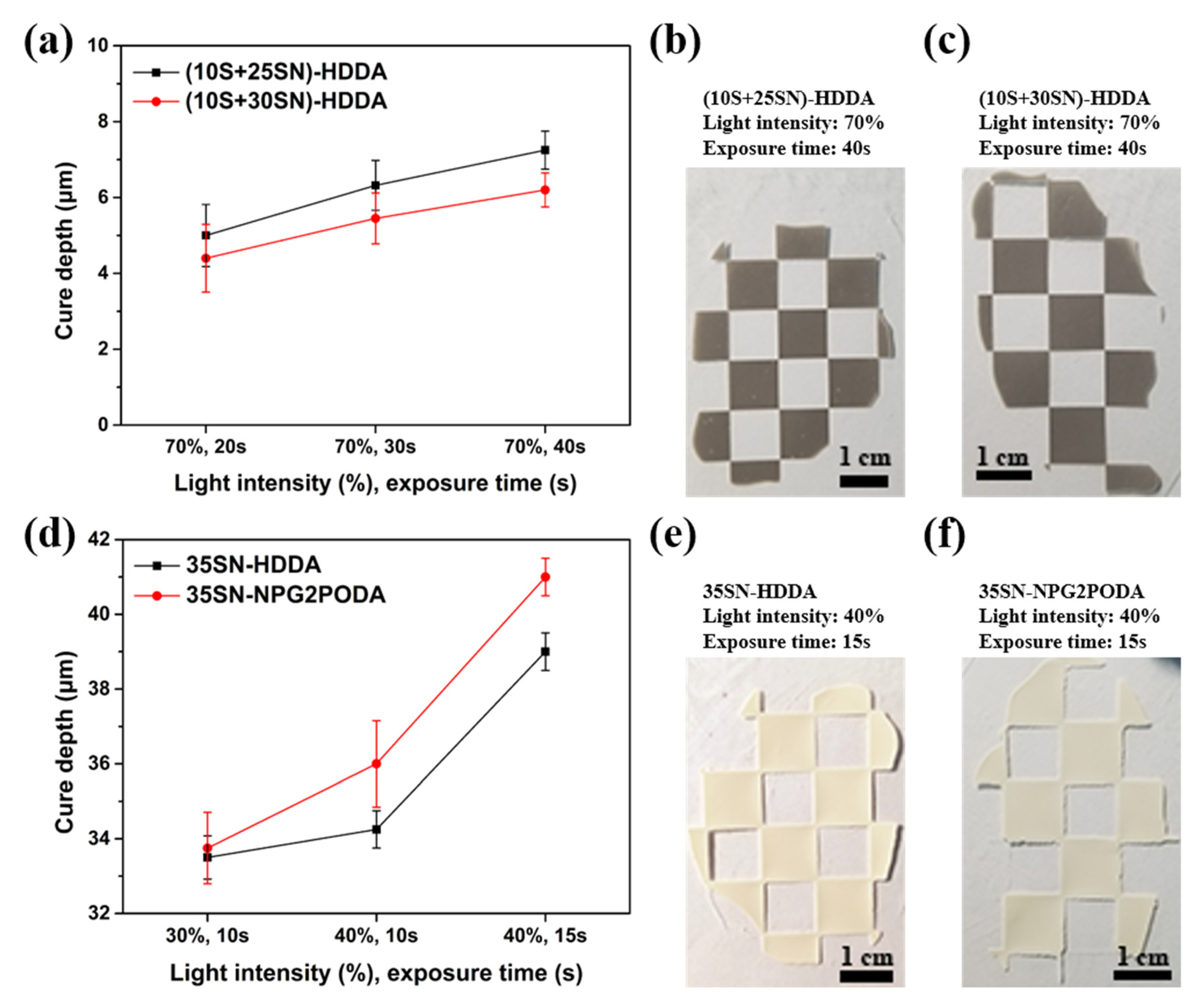
- (3)
- The Si3N4 slurry had lower curing ability when compared with oxide ceramic slurries. Because, besides the large refractive index of Si3N4, it was measured that the absorbance of Si3N4 powder also should not be ignored. According to the derivative equation from Beer-Lambert law, the cure depth is proportional to particle size. The coarse silicon powder with a particle size of 5 μm was introduced to try improving curing ability but failed. It is because that silicon powder has a much higher absorbance. Using NPG2PODA as crosslinking agent can obtain a higher cure depth than that of using HDDA at the same condition. This appearing as the probable cause of the higher molecular weight which NPG2PODA possesses.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Riley, F.L. Silicon Nitride and Related Materials. J. Am. Ceram. Soc. 2004, 83, 245–265. [Google Scholar] [CrossRef]
- Zhu, X.; Sakka, Y. Textured silicon nitride: Processing and anisotropic properties. Sci. Technol. Adv. Mater. 2008, 9, 33001. [Google Scholar] [CrossRef] [PubMed]
- Tajima, Y. Development of High Performance Silicon Nitride Ceramics and their Applications. MRS Proc. 1992, 287, 189. [Google Scholar] [CrossRef]
- Zhou, Y.; Hyuga, H.; Kusano, D.; Yoshizawa, Y.-I.; Ohji, T.; Hirao, K. Development of high-thermal-conductivity silicon nitride ceramics. J. Asian Ceram. Soc. 2015, 3, 221–229. [Google Scholar] [CrossRef]
- Yokota, H.; Ibukiyama, M. Effect of the addition of β-Si3N4 nuclei on the thermal conductivity of β-Si3N4 ceramics. J. Eur. Ceram. Soc. 2003, 23, 1183–1191. [Google Scholar] [CrossRef]
- Hampshire, S.; Pomeroy, M.J. Grain boundary glasses in silicon nitride: A review of chemistry, properties and crystallisation. J. Eur. Ceram. Soc. 2012, 32, 1925–1932. [Google Scholar] [CrossRef]
- Chen, Z.; Li, Z.; Li, J.; Liu, C.; Lao, C.; Fu, Y.; Liu, C.; Li, Y.; Wang, P.; He, Y.; et al. 3D printing of ceramics: A review. J. Eur. Ceram. Soc. 2019, 39, 661–687. [Google Scholar] [CrossRef]
- Halloran, J.W. Ceramic Stereolithography: Additive Manufacturing for Ceramics by Photopolymerization. Annu. Rev. Mater. Res. 2016, 46, 19–40. [Google Scholar] [CrossRef]
- Schmidt, J.; Colombo, P. Digital light processing of ceramic components from polysiloxanes. J. Eur. Ceram. Soc. 2018, 38, 57–66. [Google Scholar] [CrossRef]
- Wu, H.; Cheng, Y.; Liu, W.; He, R.; Zhou, M.; Wu, S.; Song, X.; Chen, Y. Effect of the particle size and the debinding process on the density of alumina ceramics fabricated by 3D printing based on stereolithography. Ceram. Int. 2016, 42, 17290–17294. [Google Scholar] [CrossRef]
- Li, W.; Liu, W.; Qi, F.; Chen, Y.; Xing, Z. Determination of micro-mechanical properties of additive manufactured alumina ceramics by nanoindentation and scratching. Ceram. Int. 2019, 45, 10612–10618. [Google Scholar] [CrossRef]
- Schwentenwein, M.; Homa, J. Additive Manufacturing of Dense Alumina Ceramics. Int. J. Appl. Ceram. Technol. 2014, 12, 1–7. [Google Scholar] [CrossRef]
- Zhang, K.; Xie, C.; Wang, G.; He, R.; Ding, G.; Wang, M.; Dai, D.; Fang, D. High solid loading, low viscosity photosensitive Al2O3 slurry for stereolithography based additive manufacturing. Ceram. Int. 2019, 45, 203–208. [Google Scholar] [CrossRef]
- Wu, X.; Lian, Q.; Li, D.; He, X.; Liu, X.; Meng, J.; Jin, Z. Effects of soft-start exposure on the curing characteristics and flexural strength in ceramic projection stereolithography process. J. Eur. Ceram. Soc. 2019, 39, 3788–3796. [Google Scholar] [CrossRef]
- Xu, X.; Zhou, S.; Wu, J.; Zhang, Q.; Zhang, Y.; Zhu, G. Preparation of highly dispersive solid microspherical α-Al2O3 powder with a hydrophobic surface for stereolithography-based 3D printing technology. Ceram. Int. 2020, 46, 1895–1906. [Google Scholar] [CrossRef]
- Li, X.; Zhong, H.; Zhang, J.; Duan, Y.; Li, J.; Jiang, D. Fabrication of zirconia all-ceramic crown via DLP-based stereolithography. Int. J. Appl. Ceram. Technol. 2019, 17, 844–853. [Google Scholar] [CrossRef]
- Fu, X.; Zou, B.; Xing, H.; Li, L.; Li, Y.; Wang, X. Effect of printing strategies on forming accuracy and mechanical properties of ZrO2 parts fabricated by SLA technology. Ceram. Int. 2019, 45, 17630–17637. [Google Scholar] [CrossRef]
- He, R.; Liu, W.; Wu, Z.; An, D.; Huang, M.; Wu, H.; Jiang, Q.; Ji, X.; Wu, S.; Xie, Z. Fabrication of complex-shaped zirconia ceramic parts via a DLP-stereolithography-based 3D printing method. Ceram. Int. 2018, 44, 3412–3416. [Google Scholar] [CrossRef]
- Li, X.; Zhong, H.; Zhang, J.; Duan, Y.; Bai, H.; Li, J.; Jiang, D. Dispersion and properties of zirconia suspensions for stereolithography. Int. J. Appl. Ceram. Technol. 2019, 17, 239–247. [Google Scholar] [CrossRef]
- Sun, J.; Binner, J.; Bai, J. Effect of surface treatment on the dispersion of nano zirconia particles in non-aqueous suspensions for stereolithography. J. Eur. Ceram. Soc. 2019, 39, 1660–1667. [Google Scholar] [CrossRef]
- Wu, H.; Liu, W.; He, R.; Wu, Z.; Jiang, Q.; Song, X.; Chen, Y.; Cheng, L.; Wu, S. Fabrication of dense zirconia-toughened alumina ceramics through a stereolithography-based additive manufacturing. Ceram. Int. 2017, 43, 968–972. [Google Scholar] [CrossRef]
- Liu, X.; Zou, B.; Xing, H.; Huang, C. The preparation of ZrO2-Al2O3 composite ceramic by SLA-3D printing and sintering processing. Ceram. Int. 2020, 46, 937–944. [Google Scholar] [CrossRef]
- Xing, H.; Zou, B.; Liu, X.; Wang, X.; Chen, Q.; Fu, X.; Li, Y. Effect of particle size distribution on the preparation of ZTA ceramic paste applying for stereolithography 3D printing. Powder Technol. 2020, 359, 314–322. [Google Scholar] [CrossRef]
- Wang, Y.; Wang, Z.; Liu, S.; Qu, Z.; Han, Z.; Liu, F.; Li, L. Additive manufacturing of silica ceramics from aqueous acrylamide based suspension. Ceram. Int. 2019, 45, 21328–21332. [Google Scholar] [CrossRef]
- Chartier, T.; Badev, A.; Abouliatim, Y.; Lebaudy, P.; Lecamp, L. Stereolithography process: Influence of the rheology of silica suspensions and of the medium on polymerization kinetics–Cured depth and width. J. Eur. Ceram. Soc. 2012, 32, 1625–1634. [Google Scholar] [CrossRef]
- Bae, C.-J.; Kim, D.; Halloran, J.W. Mechanical and kinetic studies on the refractory fused silica of integrally cored ceramic mold fabricated by additive manufacturing. J. Eur. Ceram. Soc. 2018, 39, 618–623. [Google Scholar] [CrossRef]
- Lasgorceix, M.; Champion, E.; Chartier, T. Shaping by microstereolithography and sintering of macro–micro-porous silicon substituted hydroxyapatite. J. Eur. Ceram. Soc. 2016, 36, 1091–1101. [Google Scholar] [CrossRef]
- Wang, Z.; Huang, C.; Wang, J.; Zou, B. Development of a novel aqueous hydroxyapatite suspension for stereolithography applied to bone tissue engineering. Ceram. Int. 2019, 45, 3902–3909. [Google Scholar] [CrossRef]
- Pfaffinger, M.; Hartmann, M.; Schwentenwein, M.; Stampfl, J. Stabilization of tricalcium phosphate slurries against sedimentation for stereolithographic additive manufacturing and influence on the final mechanical properties. Int. J. Appl. Ceram. Technol. 2017, 14, 499–506. [Google Scholar] [CrossRef]
- Chen, Z.; Liu, C.; Li, J.; Zhu, J.; Liu, Y.; Lao, C.; Feng, J.; Jiang, M.; Liu, C.; Wang, P.; et al. Mechanical properties and microstructures of 3D printed bulk cordierite parts. Ceram. Int. 2019, 45, 19257–19267. [Google Scholar] [CrossRef]
- Griffith, M.L.; Halloran, J.W. Freeform Fabrication of Ceramics via Stereolithography. J. Am. Ceram. Soc. 2005, 79, 2601–2608. [Google Scholar] [CrossRef]
- Griffith, M.L.; Halloran, J.W. Scattering of ultraviolet radiation in turbid suspensions. J. Appl. Phys. 1997, 81, 2538–2546. [Google Scholar] [CrossRef]
- He, R.; Ding, G.; Zhang, K.; Li, Y.; Fang, D. Fabrication of SiC ceramic architectures using stereolithography combined with precursor infiltration and pyrolysis. Ceram. Int. 2019, 45, 14006–14014. [Google Scholar] [CrossRef]
- Ding, G.; He, R.; Zhang, K.; Xie, C.; Wang, M.; Yang, Y.; Fang, D. Stereolithography-based additive manufacturing of gray-colored SiC ceramic green body. J. Am. Ceram. Soc. 2019, 102, 7198–7209. [Google Scholar] [CrossRef]
- Huang, R.-J.; Jiang, Q.-G.; Wu, H.-D.; Li, Y.-H.; Liu, W.-Y.; Lu, X.-X.; Wu, S. Fabrication of complex shaped ceramic parts with surface-oxidized Si3N4 powder via digital light processing based stereolithography method. Ceram. Int. 2019, 45, 5158–5162. [Google Scholar] [CrossRef]
- Liu, Y.; Zhan, L.; He, Y.; Zhang, J.; Hu, J.; Cheng, L.; Wu, Q.; Liu, S. Stereolithographical fabrication of dense Si3N4 ceramics by slurry optimization and pressure sintering. Ceram. Int. 2020, 46, 2063–2071. [Google Scholar] [CrossRef]
- Wang, M.; Xie, C.; He, R.; Ding, G.; Zhang, K.; Wang, G.; Fang, D. Polymer-derived silicon nitride ceramics by digital light processing based additive manufacturing. J. Am. Ceram. Soc. 2019, 102, 5117–5126. [Google Scholar] [CrossRef]
- Krstic, Z.; Krstic, V.D. Silicon nitride: The engineering material of the future. J. Mater. Sci. 2011, 47, 535–552. [Google Scholar] [CrossRef]
- Yang, J.-F.; Ohji, T.; Niihara, K. Influence of Yttria-Alumina Content on Sintering Behavior and Microstructure of Silicon Nitride Ceramics. J. Am. Ceram. Soc. 2004, 83, 2094–2096. [Google Scholar] [CrossRef]
- Hinczewski, C.; Corbel, S.; Chartier, T. Ceramic suspensions suitable for stereolithography. J. Eur. Ceram. Soc. 1998, 18, 583–590. [Google Scholar] [CrossRef]
- Greenwood, R.; Luckham, P.F.; Gregory, T. Minimising the viscosity of concentrated dispersions by using bimodal particle size distributions. Colloids Surf. A Physicochem. Eng. Asp. 1998, 144, 139–147. [Google Scholar] [CrossRef]
- Bae, C.-J.; Halloran, J.W. Concentrated suspension-based additive manufacturing–viscosity, packing density, and segregation. J. Eur. Ceram. Soc. 2019, 39, 4299–4306. [Google Scholar] [CrossRef]
- Altun, A.A.; Prochaska, T.; Konegger, T.; Schwentenwein, M. Dense, Strong, and Precise Silicon Nitride-Based Ceramic Parts by Lithography-Based Ceramic Manufacturing. Appl. Sci. 2020, 10, 996. [Google Scholar] [CrossRef]
- Yanhui, L.; Yong, C.; Minglang, W.; Lian, L.; Haidong, W.; Fupo, H.; Wu, S. The cure performance of modified ZrO2 coated by paraffin via projection based stereolithography. Ceram. Int. 2019, 45, 4084–4088. [Google Scholar] [CrossRef]
- Song, X.; Chen, Y.; Lee, T.-W.; Wu, S.; Cheng, L. Ceramic fabrication using Mask-Image-Projection-based Stereolithography integrated with tape-casting. J. Manuf. Process. 2015, 20, 456–464. [Google Scholar] [CrossRef]
- Sun, C.; Zhang, X. The influences of the material properties on ceramic micro-stereolithography. Sens. Actuators A Phys. 2002, 101, 364–370. [Google Scholar] [CrossRef]
- An, D.; Li, H.; Xie, Z.; Zhu, T.; Luo, X.; Shen, Z.; Ma, J. Additive manufacturing and characterization of complex Al2O3 parts based on a novel stereolithography method. Int. J. Appl. Ceram. Technol. 2017, 14, 836–844. [Google Scholar] [CrossRef]
- Lee, S.-H.; Cho, C.-R.; Park, Y.-J.; Ko, J.-W.; Kim, H.-D.; Lin, H.-T.; Becher, P. Densification of Reaction Bonded Silicon Nitride with the Addition of Fine Si Powder—Effects on the Sinterability and Mechanical Properties. J. Korean Ceram. Soc. 2013, 50, 218–225. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | State | Usage | Description | Supplier |
|---|---|---|---|---|
| Si3N4 powder | Solid | Filler | D50 = 0.5 μm, gray color | Qinhuangdao Eno Material Co., Ltd. |
| Si3N4 powder | Solid | Filler | D50 = 0.55 μm, gray color | Denka Co., Ltd. |
| Si3N4 powder | Solid | Filler | D50 = 0.65 μm, gray color | Ube Industries Co., Ltd. |
| Si powder | Solid | Filler | D50 = 5 μm, black color | Xuzhou Lingyun Silicon Industry Co., Ltd. |
| Y2O3 powder | Solid | Sintering additive | D50= 0.5 μm, white color | Shanghai yuekai metal material Co., Ltd. |
| Al2O3 powder | Solid | Sintering additive | D50 = 0.4 μm, white color | Alteo |
| ZrO2 powder | Solid | Filler | D50 = 0.6 μm, white color | Tosoh Corp. |
| HDDA | Liquid | Binder | Di-functional acrylate, Mw~226 g/mol, viscosity is 5~10 mPa·s | DSM |
| NPG2PODA | Liquid | Binder | Di-functional acrylate, Mw~328 g/mol, viscosity is 10~20 mPa·s | DSM |
| PEG-400 | Liquid | Diluent | Polyethylene glycol | Aladdin |
| TPO-L | Liquid | Photoinitiator | ethyl(2,4,6-trimethylbenzoyl)-phenyl phosphinate | IGM |
| BYK-103 | Liquid | Dispersant | solution of a copolymer with filler affinic groups | BYK Chemie GmbH |
| Designation | Composition |
|---|---|
| 35SN-HDDA | 35vol.%Si3N4 + Y2O3 + Al2O3 + HDDA |
| 40SN-HDDA | 40vol.%Si3N4 + Y2O3 + Al2O3 + HDDA |
| 35SN-NPG2PODA | 35vol.%Si3N4 + Y2O3 + Al2O3 + NPG2PODA |
| (10S + 25SN)-HDDA | 10vol.%Si + 25vol.%Si3N4 + Y2O3 + Al2O3 + HDDA |
| (10S + 30SN)-HDDA | 10vol.%Si + 30vol.%Si3N4 + Y2O3 + Al2O3 + HDDA |
| Powder | Refractive Index | Solid Loading/vol.% | Light Intensity/% | Exposure Time/s | Cure Depth/μm |
|---|---|---|---|---|---|
| Al2O3 | 1.77 | 42 | 10 | 1.5 | 121 ± 4 |
| ZrO2 | 2.20 | 42 | 10 | 1.5 | 58 ± 2 |
| Si3N4 (Eno) | 2.10 | 42 | 80 | 10 | 38 ± 1 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, X.; Zhang, J.; Duan, Y.; Liu, N.; Jiang, J.; Ma, R.; Xi, H.; Li, X. Rheology and Curability Characterization of Photosensitive Slurries for 3D Printing of Si3N4 Ceramics. Appl. Sci. 2020, 10, 6438. https://doi.org/10.3390/app10186438
Li X, Zhang J, Duan Y, Liu N, Jiang J, Ma R, Xi H, Li X. Rheology and Curability Characterization of Photosensitive Slurries for 3D Printing of Si3N4 Ceramics. Applied Sciences. 2020; 10(18):6438. https://doi.org/10.3390/app10186438
Chicago/Turabian StyleLi, Xingbang, Jingxian Zhang, Yusen Duan, Ning Liu, Jinhua Jiang, Ruixin Ma, Hongan Xi, and Xiaoguang Li. 2020. "Rheology and Curability Characterization of Photosensitive Slurries for 3D Printing of Si3N4 Ceramics" Applied Sciences 10, no. 18: 6438. https://doi.org/10.3390/app10186438
APA StyleLi, X., Zhang, J., Duan, Y., Liu, N., Jiang, J., Ma, R., Xi, H., & Li, X. (2020). Rheology and Curability Characterization of Photosensitive Slurries for 3D Printing of Si3N4 Ceramics. Applied Sciences, 10(18), 6438. https://doi.org/10.3390/app10186438