Ultrasonic-Microwave and Infrared Assisted Convective Drying of Carrot: Drying Kinetic, Quality and Energy Consumption




Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Drying Treatments
2.2.1. Hot Air Dryer (HD)
2.2.2. Microwave Dryer (MWD)
2.2.3. Infrared Dryer (INFD)
2.2.4. Microwave-Hot Air Dryer (MW–HD)
2.2.5. Infrared–Hot Air Dryer (INF–HD)
2.2.6. Ultrasonic Pretreatment (US)
2.3. Moisture Ratio, Drying Rate and Mathematical Model
2.4. Effective Moisture Diffusivity (Deff)
2.5. Specific Energy Consumption (SEC)
2.6. Color
2.7. Shrinkage
2.8. Rehydration Ratio (RR)
3. Results
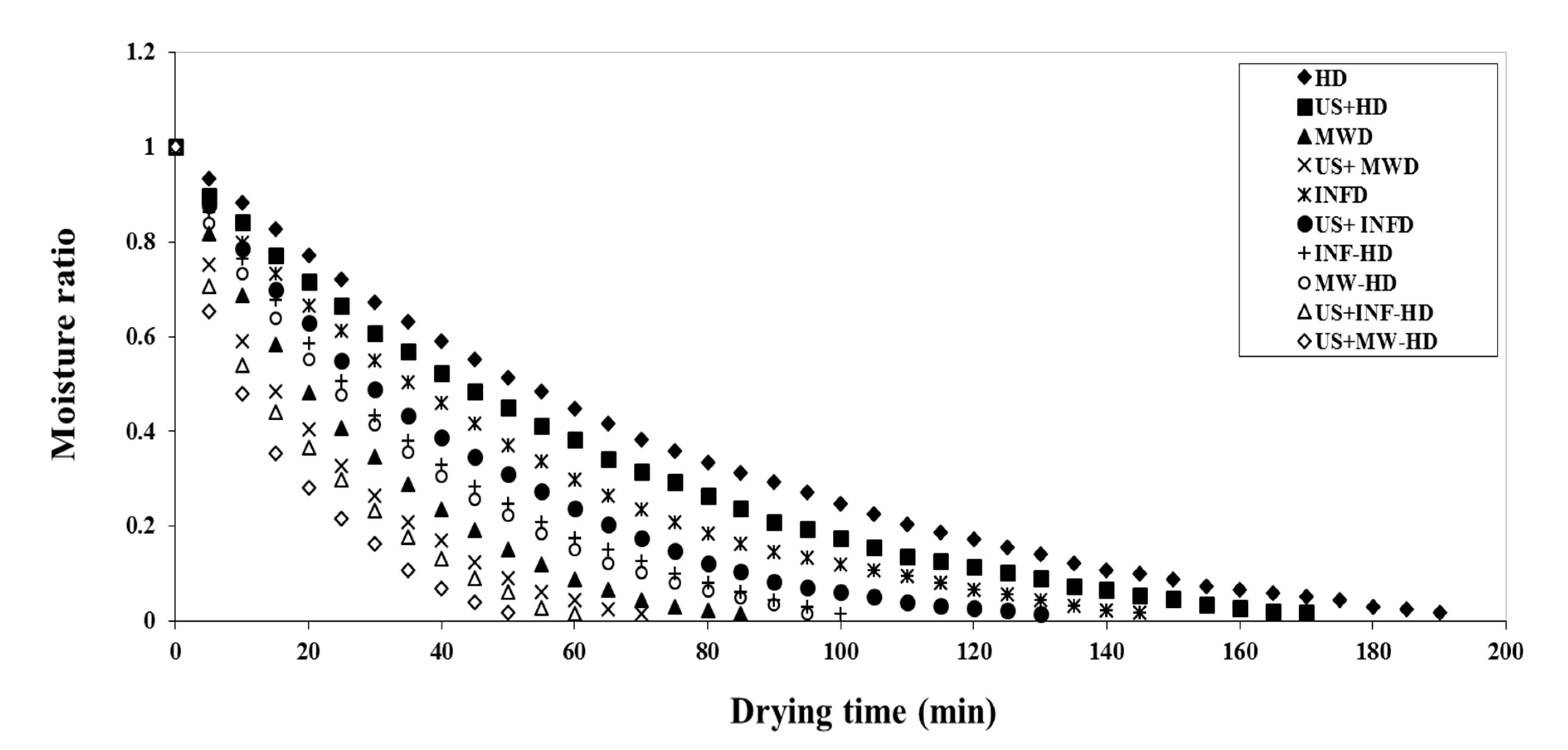
3.1. Kinetic and Drying Time
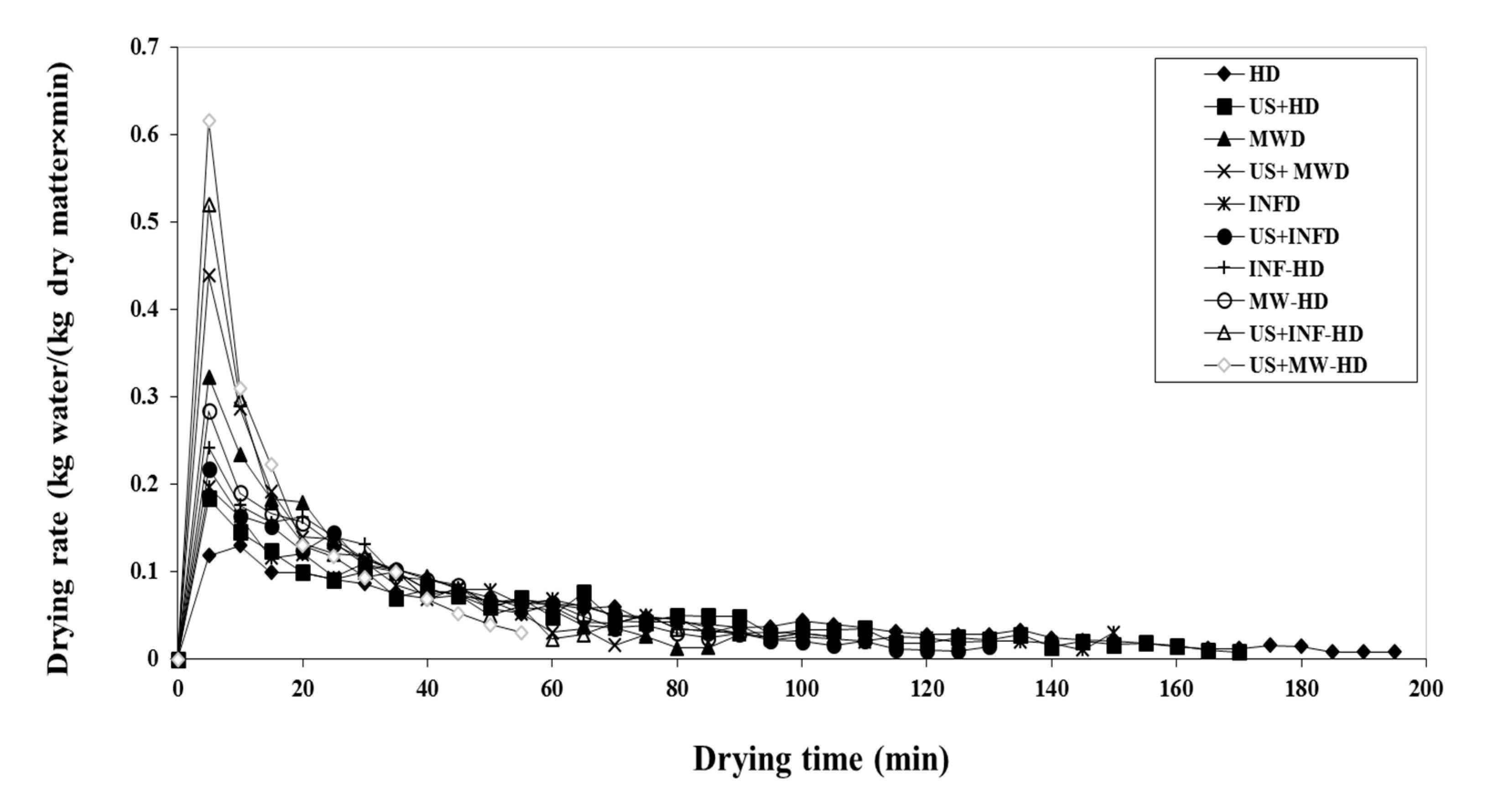
3.2. Drying Rate
3.3. Modeling
3.4. Deff
3.5. SEC
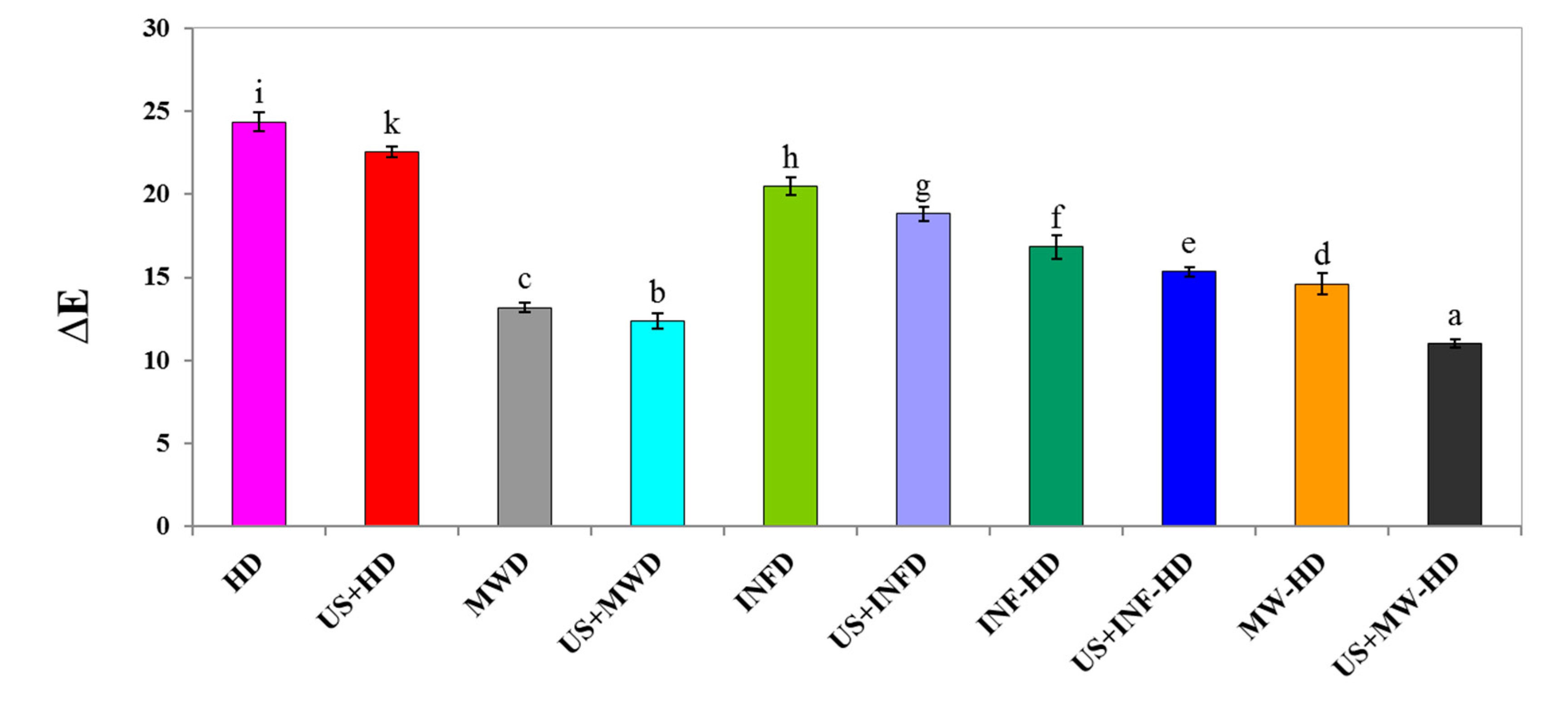
3.6. Color
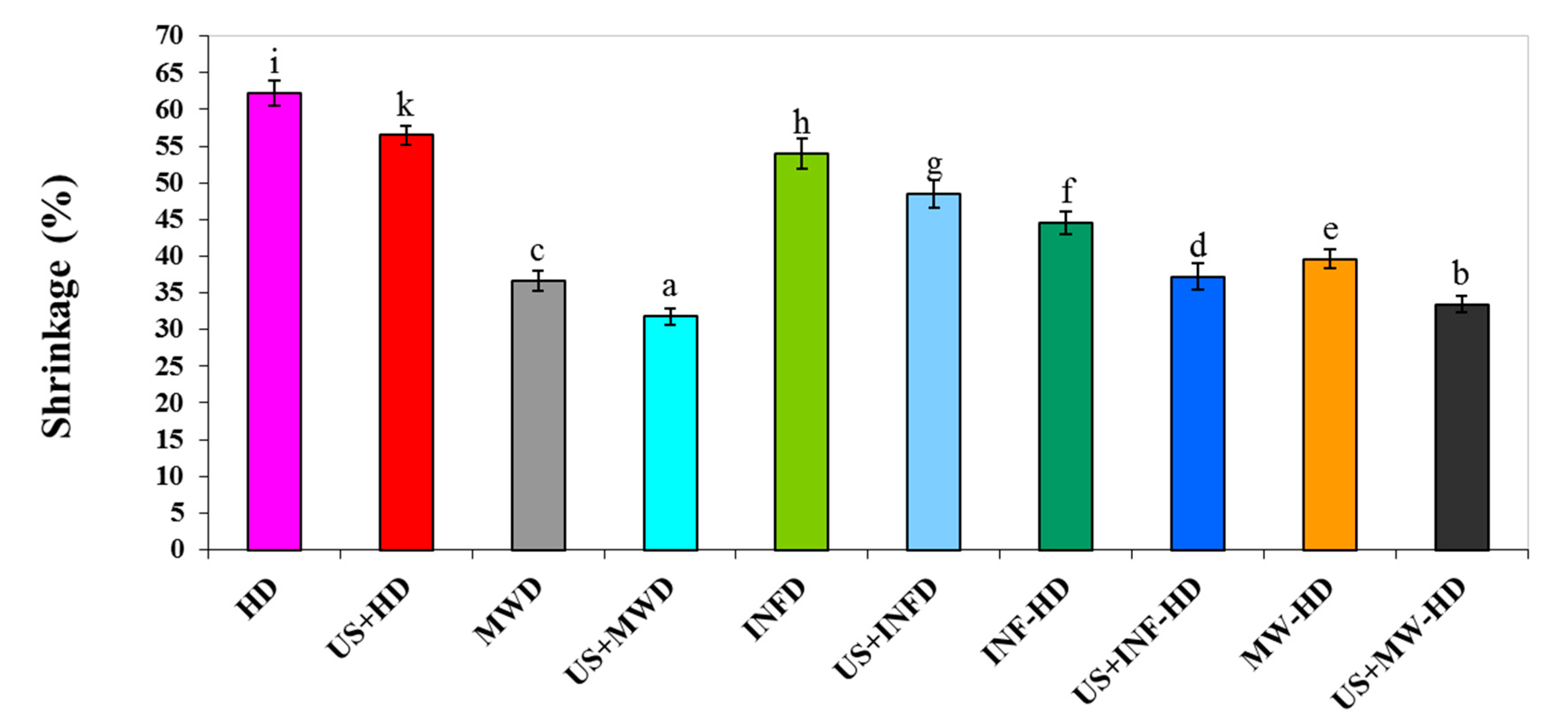
3.7. Shrinkage
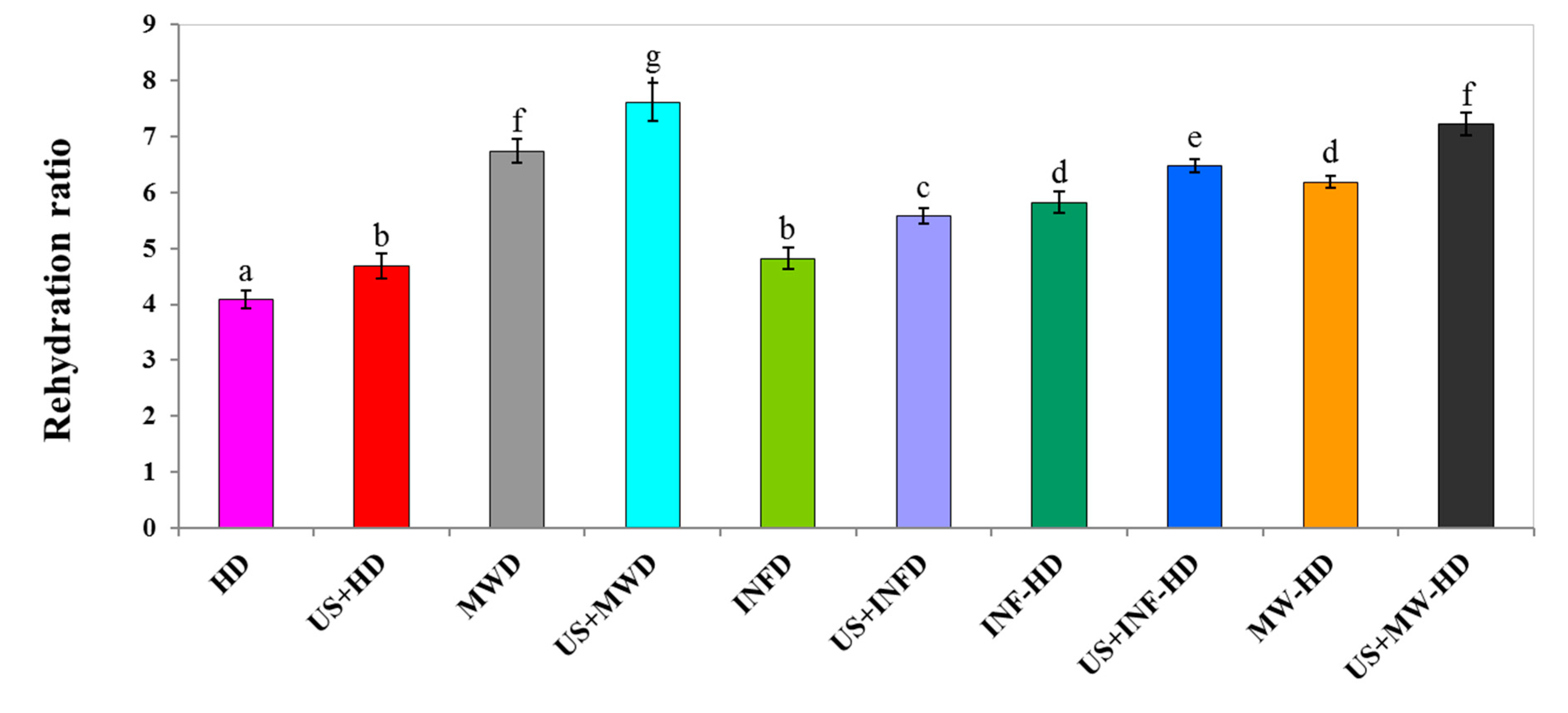
3.8. Rehydration Ratio
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Kaveh, M.; Chayjan, R.A.; Taghinezhad, E.; Abbaspour-Gilandeh, Y.; Younesi, A.; Sharabiani, V.R. Modeling of thermodynamic properties of carrot product using ALO, GWO, and WOA algorithms under multi-stage semi-industrial continuous belt dryer. Eng. Comput. 2019, 35, 1045–1058. [Google Scholar] [CrossRef]
- Doymaz, I. Drying kinetics, rehydration and colour characteristics of convective hot-air drying of carrot slices. Heat Mass Transfer 2017, 53, 25–35. [Google Scholar] [CrossRef]
- Xu, B.; Wang, L.; Wei, B.; Zeng, R. Low frequency ultrasound pretreatment of carrot slices: Effect on the moisture migration and quality attributes by intermediate-wave infrared radiation drying. Ultrason. Sonochem. 2018, 40, 619–628. [Google Scholar]
- Chen, Q.; Bi, J.; Chen, R.; Liu, X.; Wu, X.; Zhou, M. Comparative study on drying characteristic, moisture diffusivity, and some physical and nutritional attributes of blanched carrot slices. J. Food Process. Preserv. 2017, 41, e13201. [Google Scholar] [CrossRef]
- Djebli, A.; Hanini, S.; Badaoui, O.; Haddad, B.; Benhamou, A. Modeling and comparative analysis of solar drying behavior of potatoes. Renew. Energy 2020, 145, 1494–1506. [Google Scholar] [CrossRef]
- Ghanbarian, D.; Torki-Harchegani, M.; Sadeghi, M.; Pirbalouti, A.G. Ultrasonically improved convective drying of peppermint leaves: Influence on the process time and energetic indices. Renew. Energy 2020, 153, 67–73. [Google Scholar] [CrossRef]
- Torki-Harchegani, M.; Ghanbarian, D.; Pirbalouti, A.G.; Sadeghi, M. Dehydration behaviour, mathematical modelling, energy efficiency and essential oil yield of peppermint leaves undergoing microwave and hot air treatments. Renew. Sustain. Energy Rev. 2016, 58, 407–418. [Google Scholar] [CrossRef]
- Kowalski, S.J.; Pawłowski, A.; Szadzińska, J.; Łechtańska, J.; Stasiak, M. High power airborne ultrasound assist in combined drying of raspberries. Innov. Food Sci. Emerg. Technol. 2016, 34, 225–233. [Google Scholar] [CrossRef]
- Siucińska, K.; Konopacka, D. Application of ultrasound to modify and improve dried fruit and vegetable tissue—A review. Dry. Technol. 2014, 32, 1360–1368. [Google Scholar] [CrossRef]
- Rojas, M.L.; Silveira, I.; Augusto, P.E.D. Ultrasound and ethanol pre-treatments to improve convective drying: Drying, rehydration and carotenoid content of pumpkin. Food Bioprod. Process. 2020, 119, 20–30. [Google Scholar] [CrossRef]
- Szadzinska, J.; Kowalski, S.J.; Stasiak, M. Microwave and ultrasound enhancement of convective drying of strawberries: Experimental and modeling efficiency. Int. J. Heat Mass Transfer 2016, 103, 1065–1074. [Google Scholar] [CrossRef]
- Abbaspour-Gilandeh, Y.; Kaveh, M.; Jahanbakhshi, A. The effect of microwave and convective dryer with ultrasound pre-treatment on drying and quality properties of walnut kernel. J. Food Process. Preserv. 2019, 43, e14178. [Google Scholar] [CrossRef]
- Junqueira, J.R.J.; Correa, J.L.G.; Ernesto, D.B. Microwave, convective, and intermittent microwave–convective drying of pulsed vacuum osmodehydrated pumpkin slices. J. Food Process. Preserv. 2017, 41, e13250. [Google Scholar] [CrossRef]
- Xu, Y.; Xiao, Y.; Lagnika, C.; Song, J.; Li, D.; Liu, C.; Jiang, N.; Zhang, M.; Duan, X. A comparative study of drying methods on physical characteristics, nutritional properties and antioxidant capacity of broccoli. Dry. Technol. 2019, in press. [Google Scholar] [CrossRef]
- Das, M.; Akpinar, E.K. Investigation of pear drying performance by different methods and regression of convective heat transfer coefficient with support vector machine. Appl. Sci. 2018, 8, 215. [Google Scholar] [CrossRef]
- Ozgen, F.; Celik, N. Evaluation of design parameters on drying of kiwi fruit. Appl. Sci. 2019, 9, 10. [Google Scholar] [CrossRef]
- Motevali, A.; Minaei, S.; Khoshtaghaza, M.H.; Kazemi, M.; Nikbakht, A.M. Drying of pomegranate arils: Comparison of predictions from mathematical models and neural networks. Int. J. Food Eng. 2010, 6, 1–19. [Google Scholar] [CrossRef]
- Kipcak, A.S.; Doymaz, I. Mathematical modeling and drying characteristics investigation of black mulberry dried by microwave method. Int. J. Fruit Sci. 2020, in press. [Google Scholar] [CrossRef]
- Wang, Y.; Li, X.; Chen, X.; Li, B.; Mao, X.; Miao, J.; Zhao, C.; Huang, L.; Gao, W. Effects of hot air and microwave-assisted drying on drying kinetics, physicochemical properties, and energy consumption of chrysanthemum. Chem. Eng. Process. 2018, 129, 84–94. [Google Scholar] [CrossRef]
- Kaveh, M.; Abbaspour-Gilandeh, Y. Impacts of hybrid (convective-infrared-rotary drum) drying on the quality attributes of green pea. J. Food Process Eng. 2020, 43, e13424. [Google Scholar] [CrossRef]
- Deepika, S.; Sutar, P.P. Combining osmotic–steam blanching with infrared–microwave–hot air drying: Production of dried lemon (Citrus limon L.) slices and enzyme inactivation. Dry. Technol. 2018, 36, 1719–1737. [Google Scholar] [CrossRef]
- Kaveh, M.; Amiri Chayjan, R.; Taghinezhad, E.; Rasooli Sharabiani, V.; Motevali, A. Evaluation of specific energy consumption and GHG emissions for different drying methods (case study: Pistacia atlantica). J. Clean. Prod. 2020, 259, 120963. [Google Scholar] [CrossRef]
- Motevali, A.; Minaei, S.; Banakar, A.; Ghobadian, B.; Khoshtaghaza, M.H. Comparison of energy parameters in various dryers. Energy Convers. Manag. 2014, 87, 711–725. [Google Scholar] [CrossRef]
- Adabi, M.E.; Motevali, A.; Nikbakht, A.M.; Khoshtaghaza, M.H. Investigation of some pretreatments on energy and specific energy consumption drying of black mulberry. Chem. Ind. Chem. Eng. Q. 2013, 19, 89–105. [Google Scholar] [CrossRef]
- Motevali, A.; Tabatabaei, S.R.T. A comparison between pollutants and greenhouse gas emissions from operation of different dryers based on energy consumption of power plants. J. Clean. Prod. 2017, 154, 445–461. [Google Scholar] [CrossRef]
- Onwude, D.I.; Hashim, N.; Abdan, K.; Janius, R.; Chen, G. The effectiveness of combined infrared and hot-air drying strategies for sweet potato. J. Food Eng. 2019, 241, 75–87. [Google Scholar] [CrossRef]
- Kaveh, M.; Taghinezhad, E.; Aziz, M. Effects of physical and chemical pretreatments on drying and quality properties of blackberry (Rubus spp.) in hot air dryer. Food Sci. Nutr. 2020, 8, 3843–3856. [Google Scholar] [CrossRef]
- Szadzinska, J.; Łechtańska, J.; Pashminehazar, R.; Kharaghani, A.; Tsotsas, E. Microwave- and ultrasound-assisted convective drying of raspberries: Drying kinetics and microstructural changes. Dry. Technol. 2019, 37, 1–12. [Google Scholar] [CrossRef]
- Szadzinska, J.; Łechtanska, J.; Kowalski, S.J.; Stasiak, M. The effect of high power airborne ultrasound and microwaves on convective drying effectiveness and quality of green pepper. Ultrason. Sonochem. 2017, 34, 531–539. [Google Scholar] [CrossRef]
- Dehghannya, J.; Kadkhodaei, S.; Heshmatia, M.K.; Ghanbarzadeh, B. Ultrasound-assisted intensification of a hybrid intermittent microwave—Hot air drying process of potato: Quality aspects and energy consumption. Ultrasonic 2019, 96, 104–122. [Google Scholar] [CrossRef]
- Horuz, E.; Bozkurt, H.; Karatas, H.; Maskan, M. Effects of hybrid (microwave-convectional) and convectional drying on drying kinetics, total phenolics, antioxidant capacity, vitamin C, color and rehydration capacity of sour cherries. Food Chem. 2017, 230, 295–305. [Google Scholar] [CrossRef] [PubMed]
- Schössler, K.; Jäger, H.; Knorr, D. Effect of continuous and intermittent ultrasound on drying time and effective diffusivity during convective drying of apple and red bell pepper. J. Food Eng. 2012, 108, 103–110. [Google Scholar] [CrossRef]
- Da Silva, E.S.; Brandão, S.C.R.; Da Silva, A.L.; Da Silva, J.H.F.; Coêlho, A.C.D.; Azoubel, P.M. Ultrasound-assisted vacuum drying of nectarine. J. Food Eng. 2019, 246, 119–124. [Google Scholar] [CrossRef]
- Kroehnke, J.; Szadzińska, J.; Stasiak, M.; Radziejewska-Kubzdela, E.; Biegańska-Marecik, R.; Musielak, G. Ultrasound- and microwave-assisted convective drying of carrots—Process kinetics and product’s quality analysis. Ultrason. Sonochem. 2018, 48, 249–258. [Google Scholar] [CrossRef]
- Cao, Y.; Tao, Y.; Zhu, X.; Han, Y.; Li, D.; Liu, C.; Liao, X.; Show, P.L. Effect of microwave and air-borne ultrasoundassisted air drying on drying kinetics and phytochemical properties of broccoli floret. Dry. Technol. 2019, in press. [Google Scholar] [CrossRef]
- Szadzinska, J.; Mierzwa, D.; Pawłowski, A.; Musielak, G.; Pashminehazar, R.; Kharaghani, A. Ultrasound- and microwave-assisted intermittent drying of red beetroot. Dry. Technol. 2020, 38, 93–107. [Google Scholar] [CrossRef]
- Samani, B.H.; Gudarzi, H.; Rostami, S.; Lorigooini, Z.; Esmaeili, Z.; Jamshidi-kia, F. Development and optimization of the new ultrasonic-infrared-vacuum dryer in drying Kelussia odoratissima and its comparison with conventional methods. Ind. Crop Prod. 2018, 123, 46–54. [Google Scholar] [CrossRef]
- Mierzwa, D.; Szadzińska, J.; Pawłowski, A.; Pashminehazar, R.; Kharaghani, A. Nonstationary convective drying of raspberries, assisted by microwaves and ultrasound. Dry. Technol. 2019, 37, 988–1001. [Google Scholar] [CrossRef]
- Jambrak, A.R.; Mason, T.J.; Paniwnyk, L.; Lelas, V. Accelerated drying of button mushrooms, Brussels sprouts and cauliflower by applying power ultrasound and its rehydration properties. J. Food. Eng. 2007, 81, 88–97. [Google Scholar] [CrossRef]
- Rashid, M.T.; Ma, H.; Jatoi, M.A.; El-Mesery, H.S.; Wali, A.; Ali, Z.; Sarpong, F. Effect of infrared drying with multifrequency ultrasound pretreatments on the stability of phytochemical properties, antioxidant potential, and textural quality of dried sweet potatoes. J. Food Biochem. 2019, 43, e12809. [Google Scholar] [CrossRef]
- Motevali, A.; Zabihnia, F. Effect of the different pre-treatments thermal, pulse, chemical and mechanical on the external mass transfer coefficient changes, moisture diffusion coefficient and activation energy. J. Res. Innov. Food Sci. Technol. 2017, 6, 221–320. (In Farsi) [Google Scholar]
- Faruq, A.A.; Zhang, M.; Fan, D. Modeling the dehydration and analysis of dielectric properties of ultrasound and microwave combined vacuum frying apple slices. Dry. Technol. 2019, 37, 409–423. [Google Scholar] [CrossRef]
- Behera, G.; Sutar, P.P. Effect of convective, infrared and microwave heating on drying rates, mass transfer characteristics, milling quality and microstructure of steam gelatinized Paddy. J. Food Process. Eng. 2018, 41, e12900. [Google Scholar] [CrossRef]
- Łechtanska, J.M.; Szadzinska, J.; Kowalski, S.J. Microwave- and infrared-assisted convective drying of green pepper: Quality and energy considerations. Chem. Eng. Process. 2015, 98, 155–164. [Google Scholar] [CrossRef]
- Wang, Q.; Li, S.; Han, X.; Ni, Y.; Zhao, D.; Hao, J. Quality evaluation and drying kinetics of shitake mushrooms dried by hot air, infrared and intermittent microwave–assisted drying methods. LWT 2019, 107, 236–242. [Google Scholar] [CrossRef]
- Zielinska, M.; Zielinska, D.; Markowski, M. The effect of microwave-vacuum pretreatment on the drying kinetics, color and the content of bioactive compounds in osmo-microwave-vacuum dried cranberries (Vaccinium macrocarpon). Food Bioprocess Technol. 2018, 11, 585–602. [Google Scholar] [CrossRef]
- Jiang, N.; Zhang, Z.; Li, D.; Liu, C.; Zhang, M.; Liu, C.; Wang, D.; Niu, L. Evaluation of freeze drying combined with microwave vacuum drying for functional okra snacks: Antioxidant properties, sensory quality, and energy consumption. LWT 2017, 82, 216–226. [Google Scholar] [CrossRef]
- Aydogdu, A.; Sumnu, G.; Sahin, S. Effects of microwave-infrared combination drying on quality of eggplants. Food Bioprocess Technol. 2015, 8, 1198–1210. [Google Scholar] [CrossRef]
- Ashtiani, S.H.M.; Sturm, B.; Nasirahmadi, A. Effects of hot-air and hybrid hot air-microwave drying on drying kinetics and textural quality of nectarine slices. Heat Mass Transfer 2018, 54, 915–927. [Google Scholar] [CrossRef]
- Ricce, C.; Rojas, M.L.; Miano, A.C.; Siche, R.; Augusto, P.E.D. Ultrasound pre-treatment enhances the carrot drying and rehydration. Food Res. Int. 2016, 89, 701–708. [Google Scholar] [CrossRef]
- Doymaz, I. Air-drying characteristics of tomatoes. J. Food Eng. 2008, 78, 1291–1297. [Google Scholar] [CrossRef]
- Wiktor, A.; Witrowa-Rajchert, D. Drying kinetics and quality of carrots subjected to microwave-assisted drying preceded by combined pulsed electric field and ultrasound treatment. Dry. Technol. 2020, 38, 176–188. [Google Scholar] [CrossRef]
- Liu, Y.; Zeng, Y.; Wang, Q.; Sun, C.; Xi, H. Drying characteristics, microstructure, glass transition temperature, and quality of ultrasound-strengthened hot air drying on pear slices. J. Food Process. Preserv. 2019, 43, e13899. [Google Scholar] [CrossRef]
- Wang, J.; Xiao, H.-W.; Ye, J.-H.; Wang, J.; Raghavan, V. Ultrasound pretreatment to enhance drying kinetics of kiwifruit (Actinidia deliciosa) slices: Pros and Cons. Food Bioprocess Technol. 2019, 12, 865–876. [Google Scholar] [CrossRef]
- Jia, Y.; Khalifa, I.; Hu, L.; Zhu, W.; Li, J.; Li, K.; Li, C. Influence of three different drying techniques on persimmon chips’ characteristics: A comparison study among hot-air, combined hot-air-microwave, and vacuum-freeze drying techniques. Food Bioprod. Process. 2019, 118, 67–76. [Google Scholar] [CrossRef]
- Roknul, A.S.M.; Zhang, M.; Mujumdar, A.S.; Wang, Y. A comparative study of four drying methods on drying time and quality characteristics of stem lettuce slices (Lactuca sativa L.). Dry. Technol. 2014, 32, 657–666. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No | Acronym | Description | Air | Power (W) | |||
|---|---|---|---|---|---|---|---|
| T (°C) | V (m/s) | MW | INF | US | |||
| 1 | HD | Hot air dryer | 65 | 1 | 0 | 0 | 0 |
| 2 | INFD | Infrared dryer | 0 | 0 | 0 | 500 | 0 |
| 3 | MWD | Microwave dryer | 0 | 0 | 450 | 0 | 0 |
| 4 | INF–HD | Infrared-assisted hot air dryer | 65 | 1 | 0 | 500 | 0 |
| 5 | MW–HD | Microwave-assisted hot air dryer | 65 | 1 | 450 | 0 | 0 |
| 6 | US+HD | Ultrasound-assisted hot air dryer | 65 | 1 | 0 | 0 | 70 |
| 7 | US+INFD | Ultrasound-assisted infrared dryer | 0 | 0 | 0 | 500 | 70 |
| 8 | US+MWD | Ultrasound-assisted microwave dryer | 0 | 0 | 450 | 0 | 70 |
| 9 | US+INF–HD | Ultrasound-assisted infrared-hot air dryer | 65 | 1 | 450 | 0 | 70 |
| 10 | US+MW–HD | Ultrasound-assisted microwave-hot air dryer | 65 | 1 | 0 | 500 | 70 |
| Models | Equations | References |
|---|---|---|
| Page | [18] | |
| Logarithmic | [5] | |
| Two-term | [4] | |
| Midilli et al. | [19] | |
| Logistic | [20] |
| Energy Consumption at Dryer | Reference |
|---|---|
| Et(HD) = Equations (9) + (10) | [10] |
| Et(MW) = Equation (12) | [23] |
| Et(MW–HD) = Equations (9) + (10) + (12) | [19] |
| Et(US+INF) = Equations (11) + (14) | [24] |
| Et(US+INF–HD) = Equations (10) + (11) + (14) | |
| Et(INF) = Equation (11) | [25] |
| Et(INF–HD) = Equations (10) + (11) | [26] |
| Et(US+HD) = Equations (9) + (10) + (14) | [27] |
| Et(US+MW) = Equations (12) + (14) | [28] |
| Et(US+MW–HD) = Equations (9) + (10) + (12) + (14) | [12] |
| No | Drying Method | Drying Time (min) | Reduced Drying Time (%) | Deff (m2/s) | SEC (MJ/kg) |
|---|---|---|---|---|---|
| 1 | HD | 190 ± 10g | - | 7.12 × 10−9 | 297.29 ± 11.21i |
| 2 | INFD | 145 ± 7e | 23 | 9.50 × 10−9 | 120.83 ± 9.22f |
| 3 | MWD | 85 ± 5c | 55 | 1.79 × 10−8 | 42.5 ± 3.22b |
| 4 | INF–HD | 135 ± 10d | 28 | 1.39 × 10−8 | 186.49 ± 10.99h |
| 5 | MW–HD | 95 ± 6c | 50 | 1.43 × 10−8 | 164.47 ± 8.24g |
| 6 | US+HD | 170 ± 9f | 10 | 8.28 × 10−9 | 265.99 ± 4.44k |
| 7 | US+INFD | 130 ± 6d | 31 | 1.16 × 10−8 | 54.58 ± 3.75c |
| 8 | US+MWD | 70 ± 3b | 63 | 2.09 × 10−8 | 23.75 ± 2.22a |
| 9 | US+INF–HD | 60 ± 4b | 68 | 2.37 × 10−8 | 111.9 ± 6.31e |
| 10 | US+MW–HD | 50 ± 2a | 73 | 2.78 × 10−8 | 103.23 ± 4.89d |
| Process | Page | Logarithmic | Two-Term | Midilli et al. | Logistic | |||||
|---|---|---|---|---|---|---|---|---|---|---|
| R2 | RMSE | R2 | RMSE | R2 | RMSE | R2 | RMSE | R2 | RMSE | |
| HD | 0.9975 | 0.0284 | 0.9969 | 0.0339 | 0.9958 | 0.0452 | 0.9997 | 0.0105 | 0.9988 | 0.0175 |
| INFD | 0.9964 | 0.0396 | 0.9972 | 0.0305 | 0.9949 | 0.0537 | 0.9995 | 0.0116 | 0.9992 | 0.0145 |
| MWD | 0.9949 | 0.054 | 0.9962 | 0.0415 | 0.9955 | 0.0477 | 0.9989 | 0.0164 | 0.9979 | 0.0251 |
| INF–HD | 0.9967 | 0.0361 | 0.9975 | 0.0279 | 0.9968 | 0.0355 | 0.9992 | 0.0144 | 0.9985 | 0.0203 |
| MW–HD | 0.9977 | 0.0266 | 0.9982 | 0.0228 | 0.9978 | 0.0259 | 0.9995 | 0.0111 | 0.9986 | 0.0192 |
| US+HD | 0.9937 | 0.0612 | 0.9955 | 0.0482 | 0.9945 | 0.0569 | 0.9991 | 0.0155 | 0.9977 | 0.0268 |
| US+INFD | 0.9969 | 0.0344 | 0.998 | 0.0237 | 0.997 | 0.0321 | 0.9997 | 0.0101 | 0.9991 | 0.0151 |
| US+MWD | 0.9952 | 0.0503 | 0.9964 | 0.0392 | 0.9958 | 0.0449 | 0.9993 | 0.0132 | 0.9986 | 0.0194 |
| US+INF–HD | 0.9969 | 0.0347 | 0.9982 | 0.0226 | 0.998 | 0.024 | 0.9995 | 0.0118 | 0.9992 | 0.0139 |
| US+MW–HD | 0.9981 | 0.0234 | 0.9988 | 0.0172 | 0.9982 | 0.0223 | 0.9997 | 0.0099 | 0.9994 | 0.0124 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Abbaspour-Gilandeh, Y.; Kaveh, M.; Aziz, M. Ultrasonic-Microwave and Infrared Assisted Convective Drying of Carrot: Drying Kinetic, Quality and Energy Consumption. Appl. Sci. 2020, 10, 6309. https://doi.org/10.3390/app10186309
Abbaspour-Gilandeh Y, Kaveh M, Aziz M. Ultrasonic-Microwave and Infrared Assisted Convective Drying of Carrot: Drying Kinetic, Quality and Energy Consumption. Applied Sciences. 2020; 10(18):6309. https://doi.org/10.3390/app10186309
Chicago/Turabian StyleAbbaspour-Gilandeh, Yousef, Mohammad Kaveh, and Muhammad Aziz. 2020. "Ultrasonic-Microwave and Infrared Assisted Convective Drying of Carrot: Drying Kinetic, Quality and Energy Consumption" Applied Sciences 10, no. 18: 6309. https://doi.org/10.3390/app10186309
APA StyleAbbaspour-Gilandeh, Y., Kaveh, M., & Aziz, M. (2020). Ultrasonic-Microwave and Infrared Assisted Convective Drying of Carrot: Drying Kinetic, Quality and Energy Consumption. Applied Sciences, 10(18), 6309. https://doi.org/10.3390/app10186309