_Su.png)
Investigating Reinforcement Shadow Visibility on Formed Concrete Surfaces Using Visual Inspection and Colour Variation Analysis

 ,
,  and
and 
Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. The Properties of Fresh Concrete
3.2. The Impact of Concrete Cover Thickness on the RS Effect
3.3. The Impact of Reinforcing Mesh Vibration Using an Internal Poker Vibrator on the RS Effect
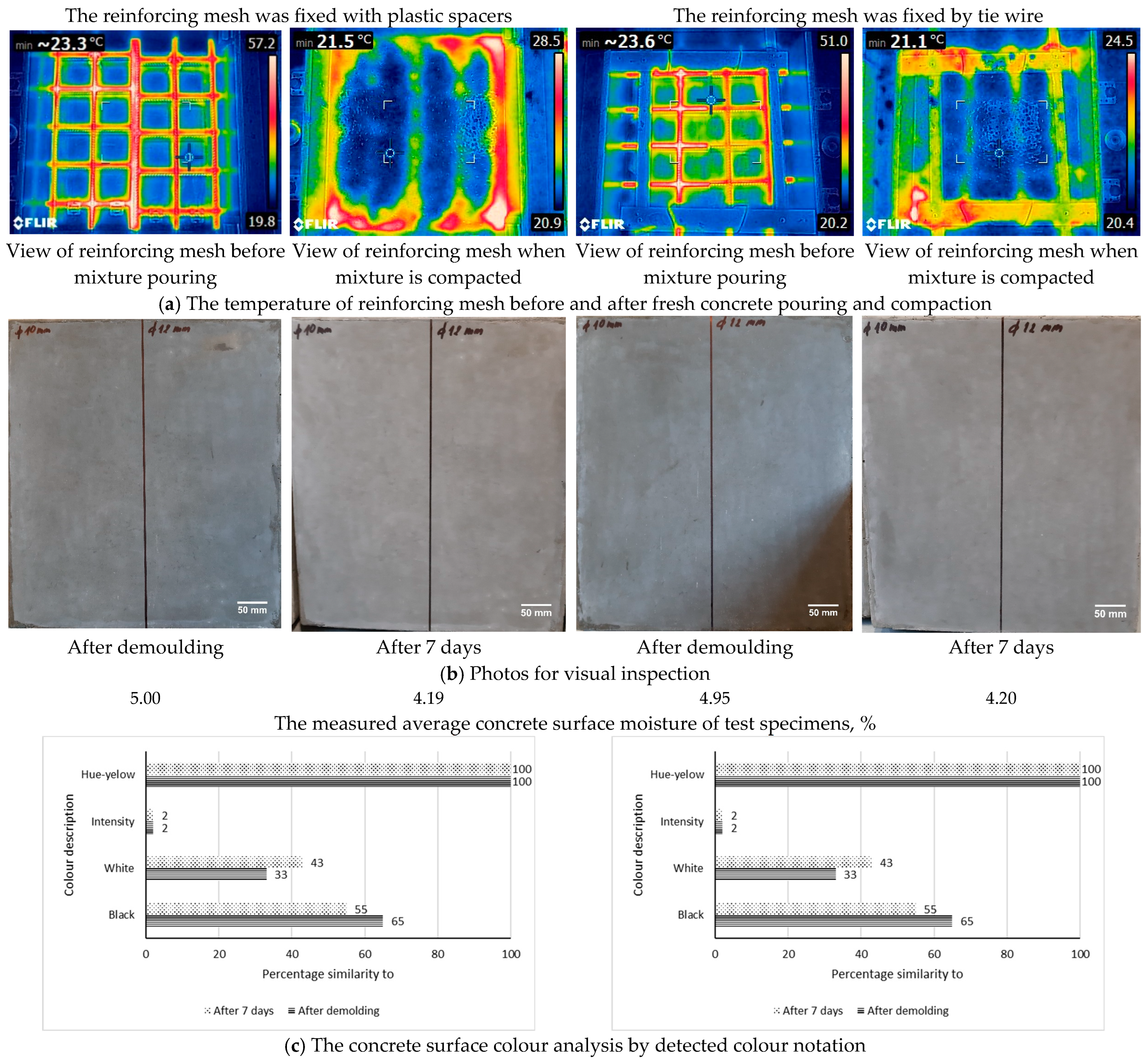
3.4. The Impact of Heated Reinforcing Mesh on the RS Effect
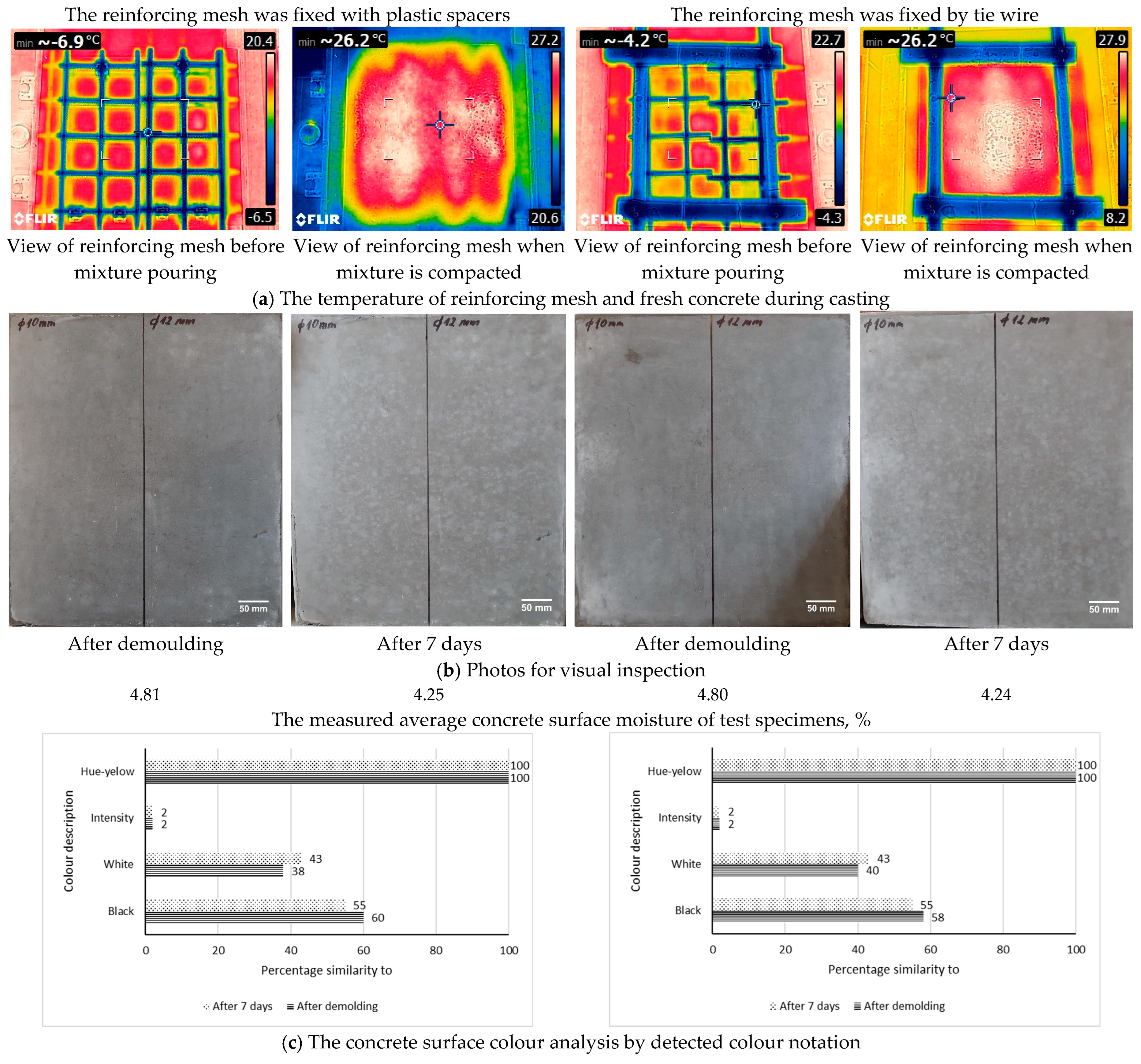
3.5. The Impact of Chilled Reinforcing Mesh and Heated Fresh Concrete on the RS Effect
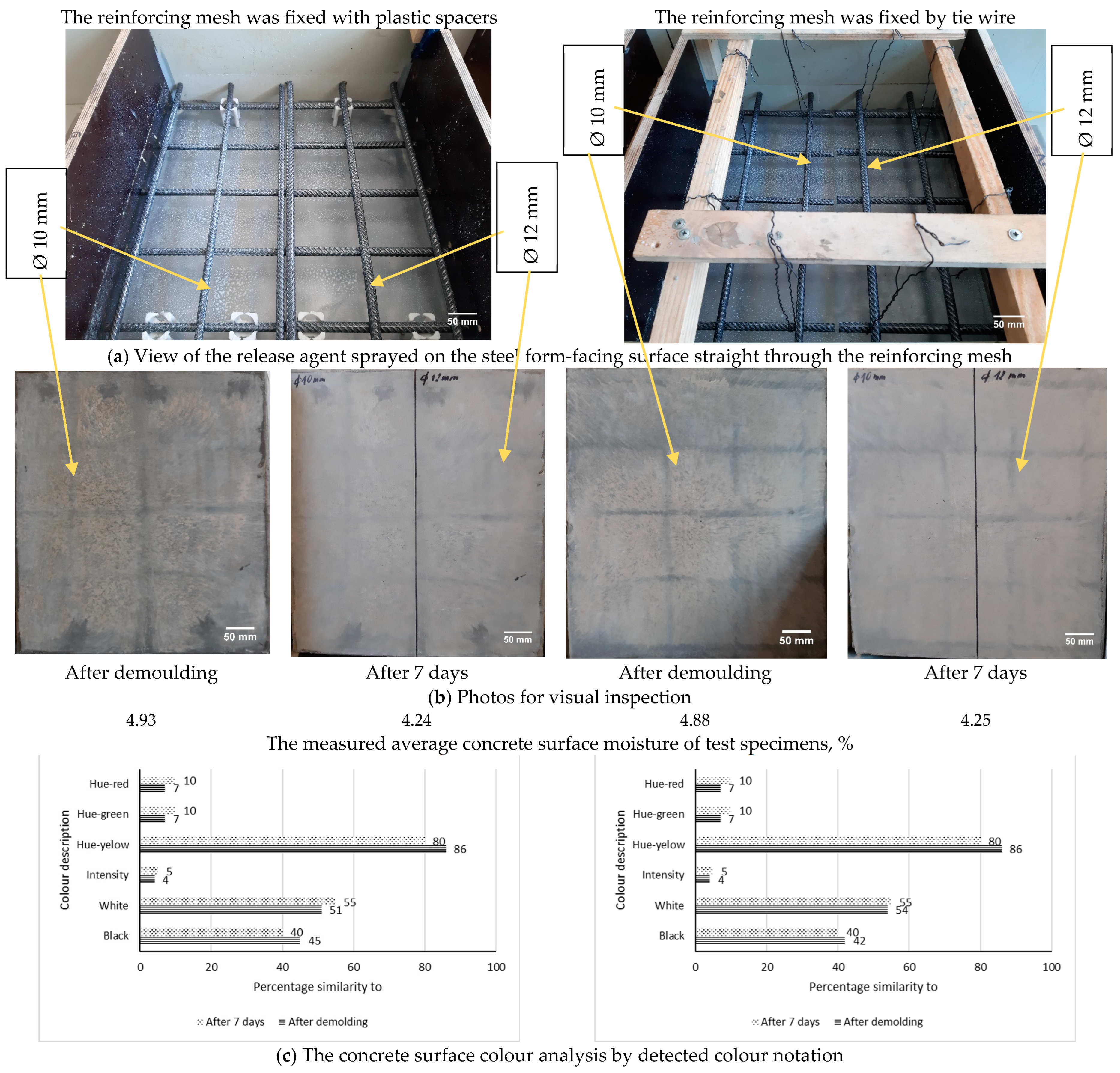
3.6. The Impact of the Release Agent Sprayed on the Steel Form-Facing Surface Straight Through the Reinforcing Mesh on the RS Effect
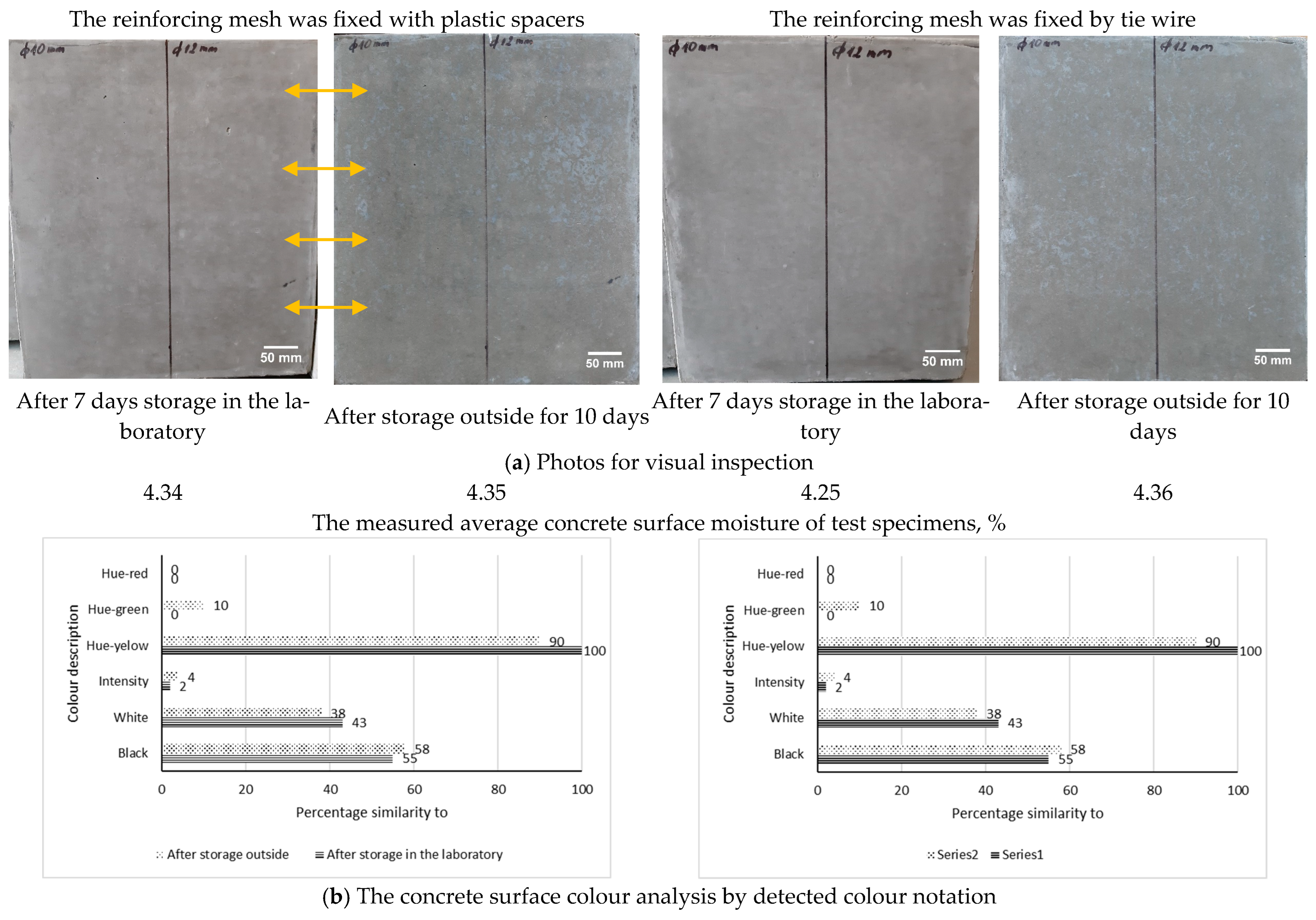
3.7. The Impact of Concrete Surface Discolouration Affected by Weather Conditions on the RS Visibility
4. Conclusions
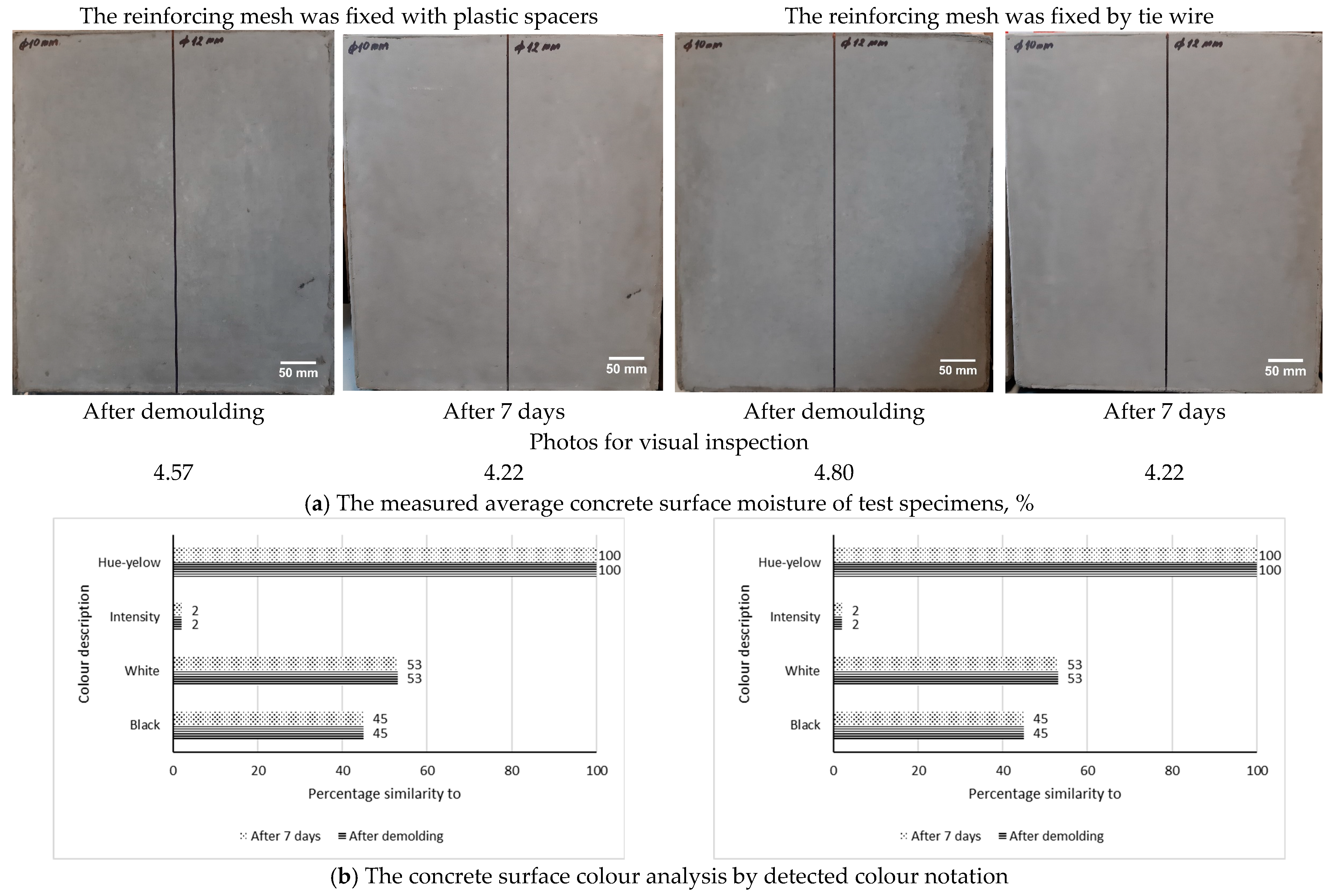
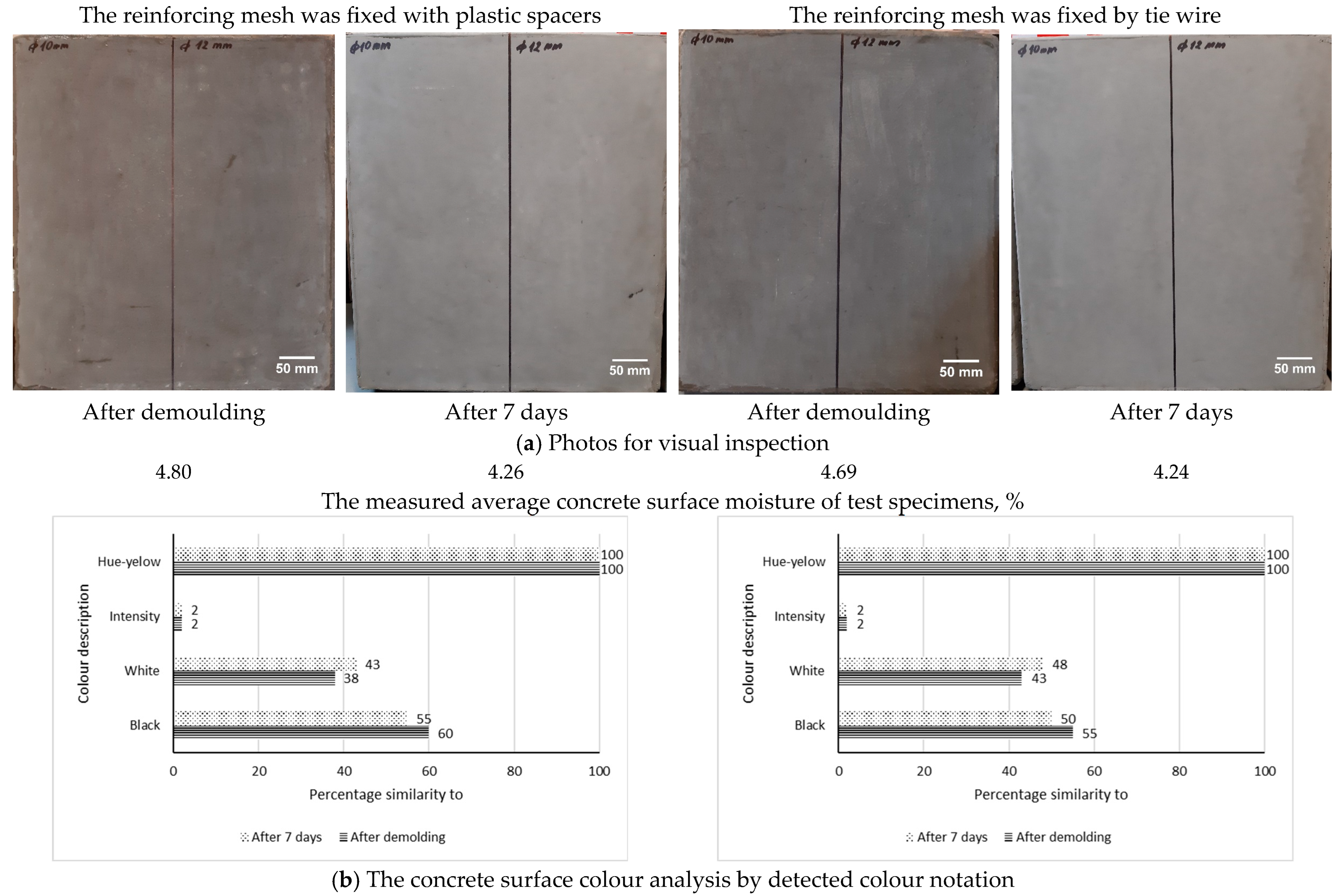
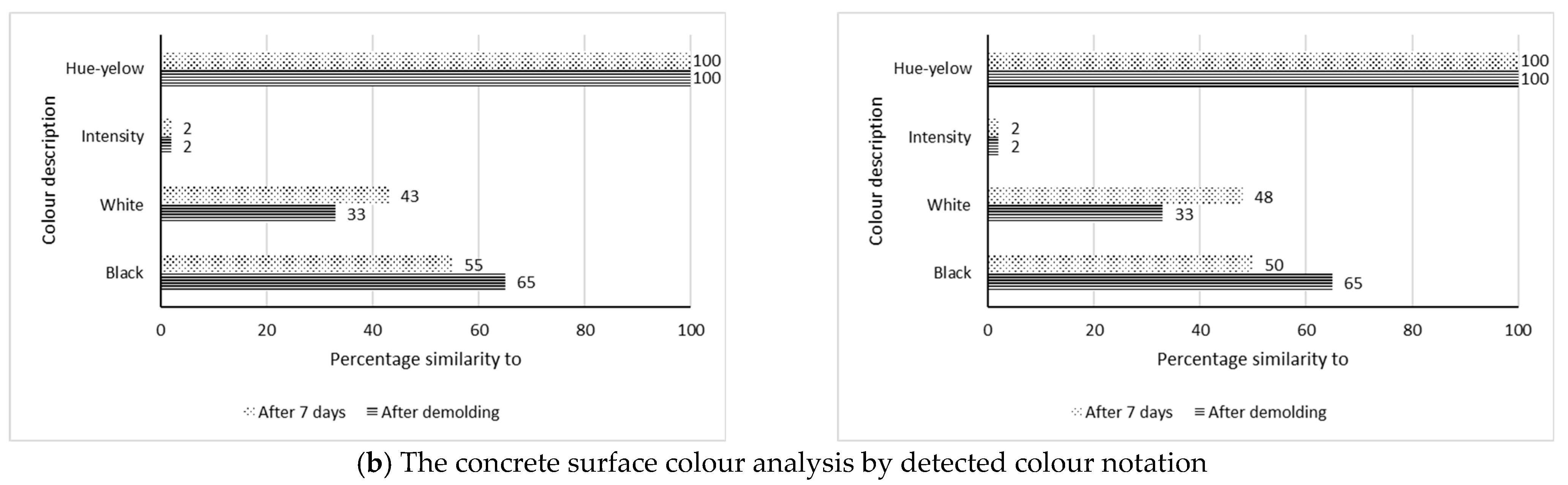
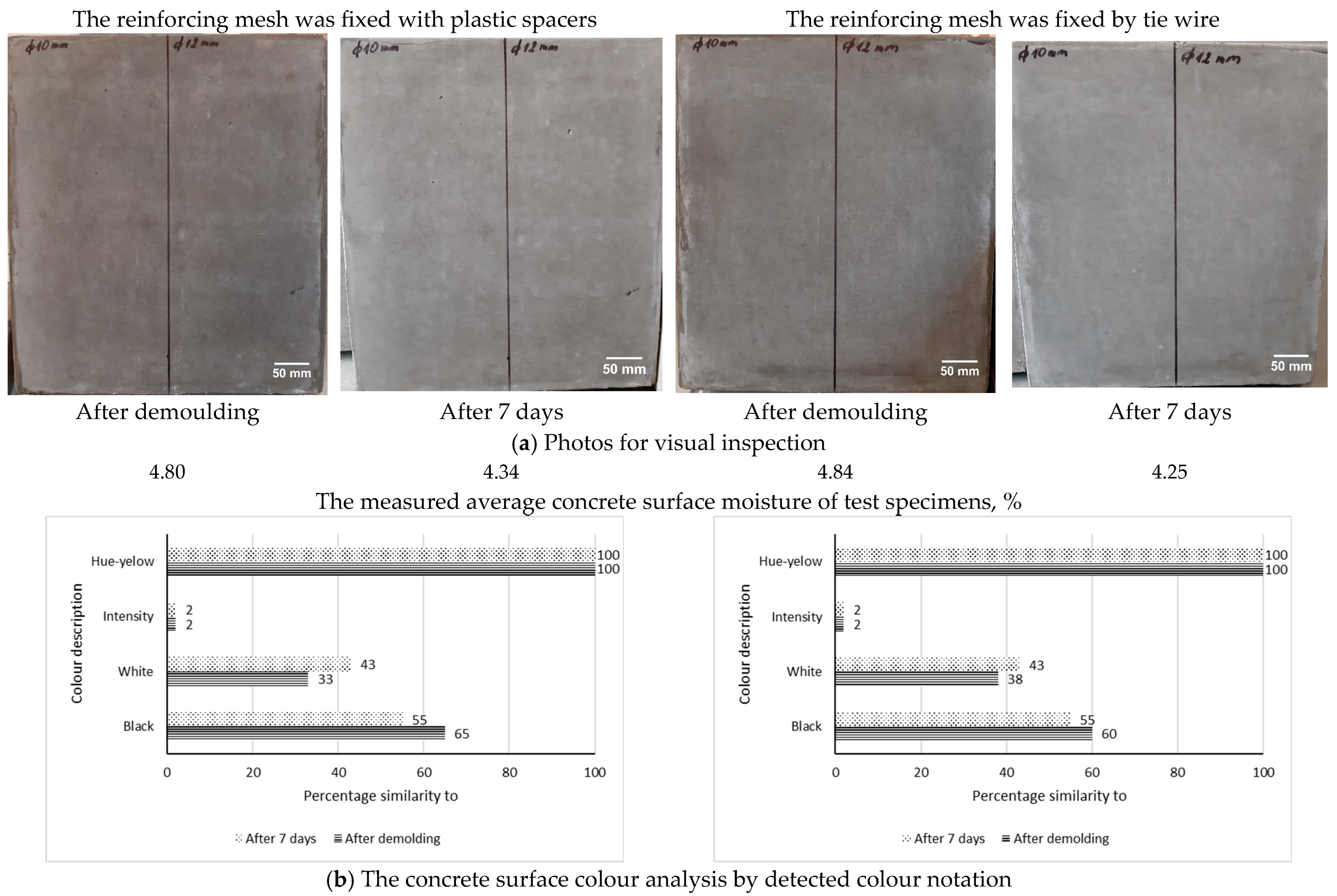
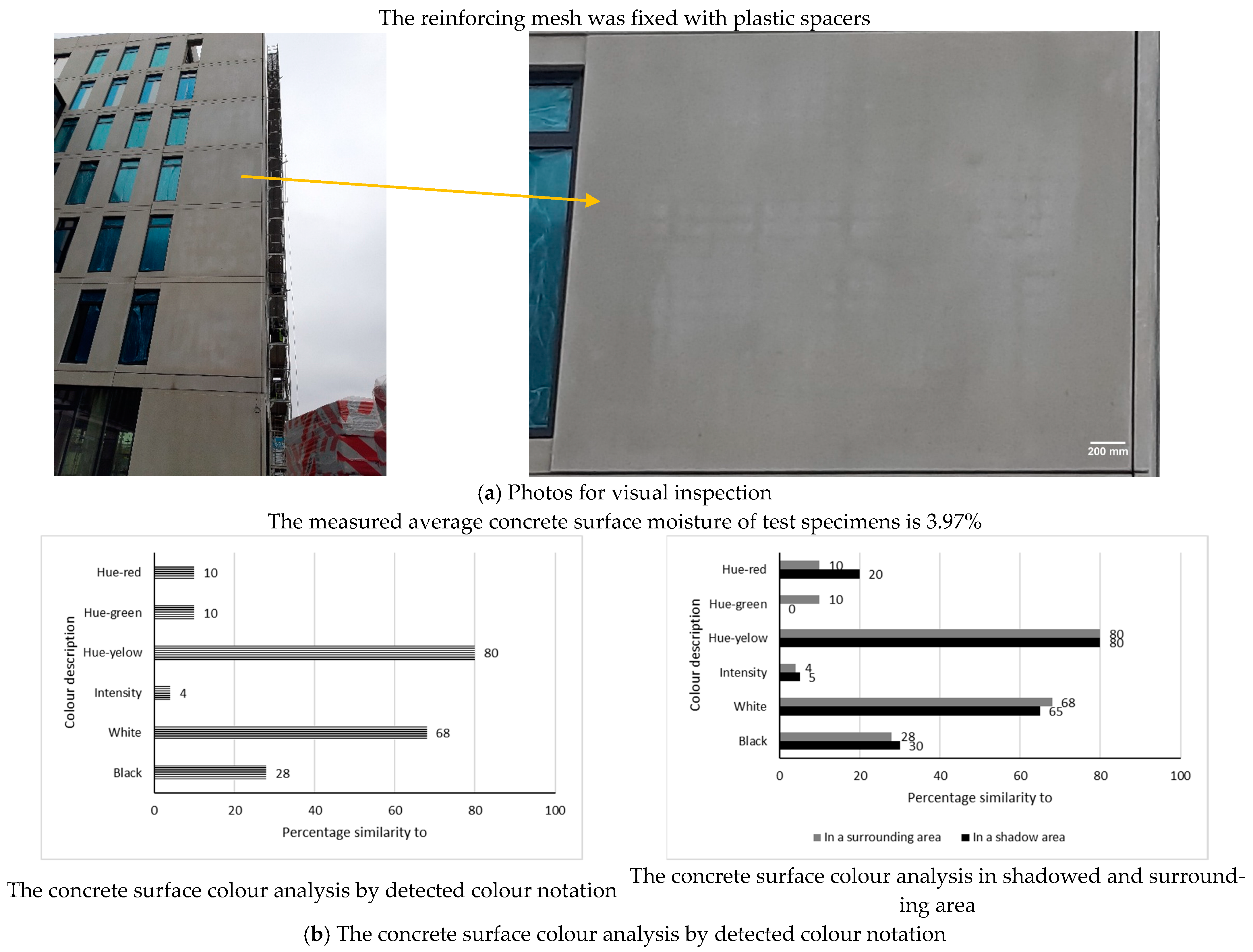
- The cement skin colour formed at the interface zone of fresh concrete made using Portland slag cement and steel form-facing material applied by a water-soluble release agent can be described as an inherent grey colour with a yellow hue. After seven days of storage under laboratory conditions, this colour exhibits 55–45% similarity to black, 43–37% to white, an intensity of 2%, and 100% of the yellow hue. Colour analysis used the Natural Colour System for precise colour definition.
- It was noticed that the percentage similarity to the black colour decreased slightly, and the percentage similarity to the white colour increased somewhat when the reinforcing mesh in the mould was fixed with tie wire rather than plastic spacers. This should be considered because different methods of fixing the reinforcing mesh in the mould during the production of concrete elements can affect the colour discolouration on the latter’s surface.
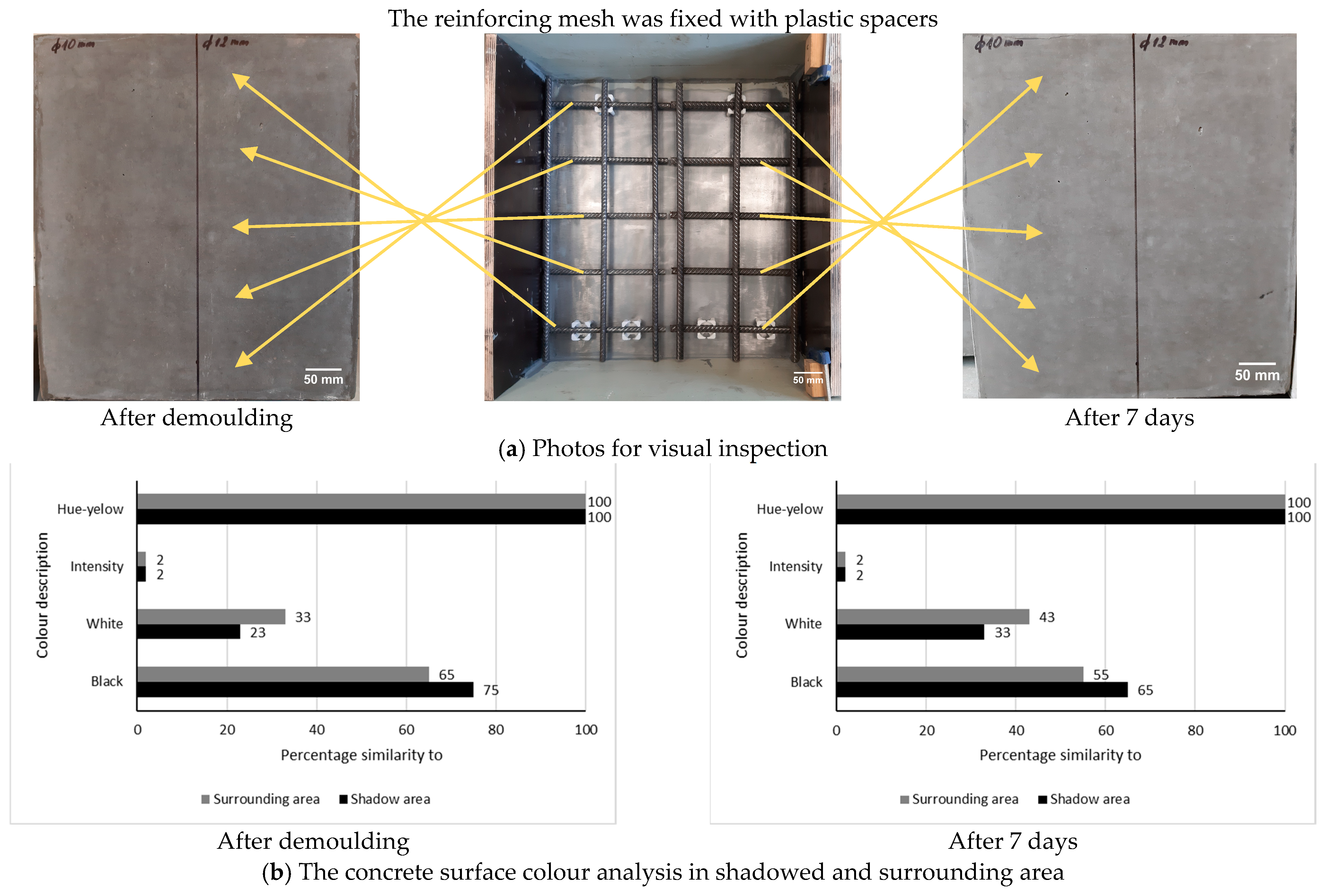
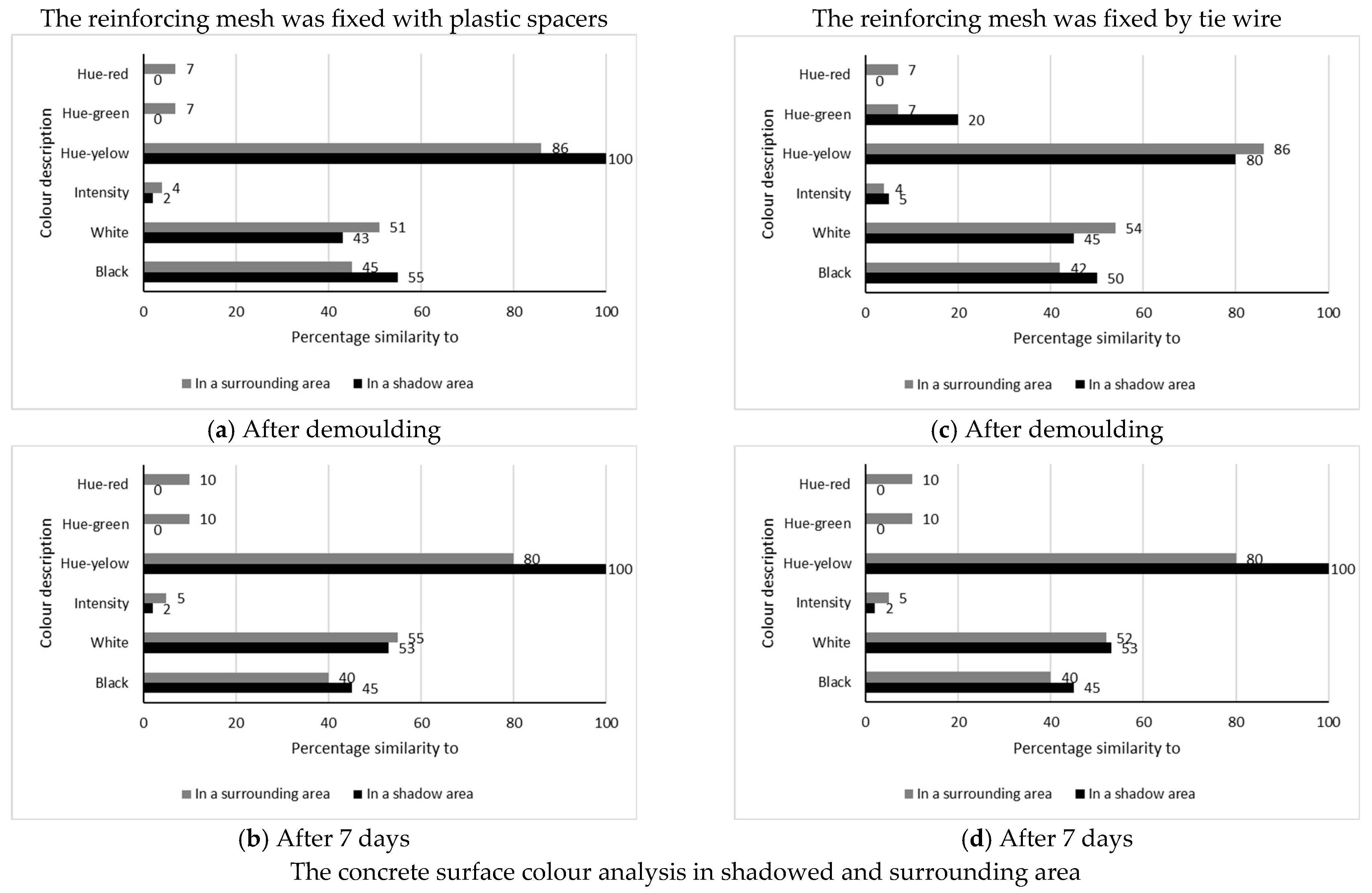
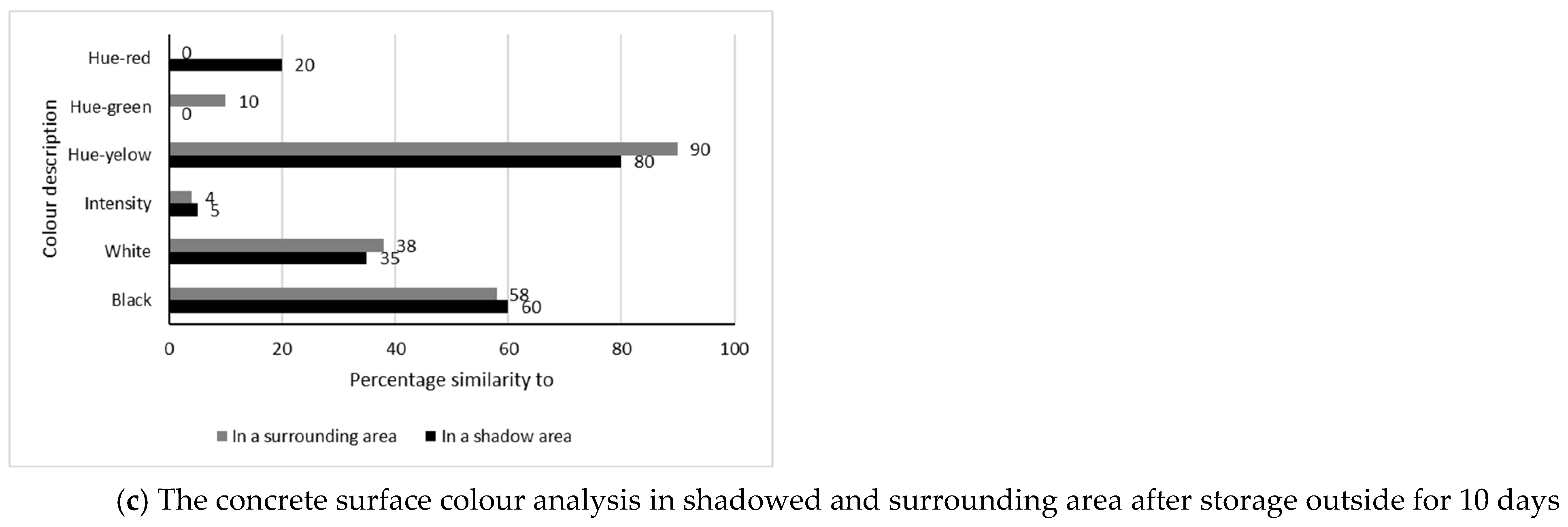
- Reinforcement shadows, which are typically characterised by darker lines, can be defined by the percentage of black colour present in the shadowed area compared to the percentage of black colour in the surrounding area. This percentage can be quickly assessed on a factory scale using digital colour readers that provide timely information. If there is a difference of 10% in the black colour between the shadowed and surrounding areas that are not visible to the naked eye, a digital colour reader can still detect it. The quality of exposed concrete surfaces should be assessed at an agreed-upon time and after the agreed-upon curing time.
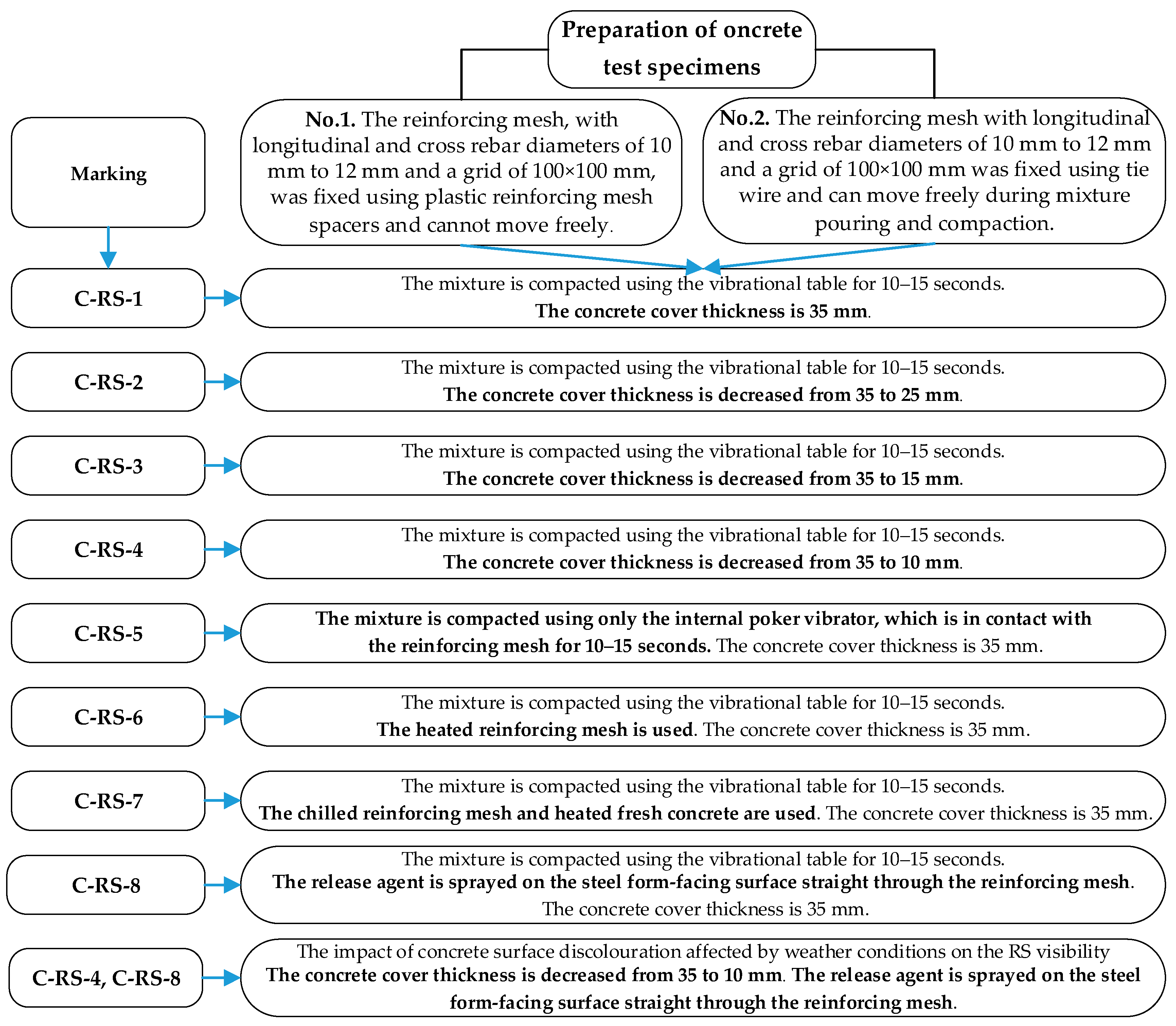
- When the thickness of the concrete cover was reduced from 35 mm to 10 mm, the exposed surface revealed faint shadows of the reinforcement, appearing as horizontal dark lines. The reinforcing mesh was secured with plastic spacers to prevent movement during the fresh mixture’s pouring and compaction. In contrast, no reinforcement shadows were observed when the mesh was secured with tie wire, allowing it to move during the concrete pouring and compaction. According to the authors’ [17] findings, a gap of less than 10 mm between the reinforcing bars and the steel form-facing plate, along with the sieving effect of the fresh concrete, can retard the cement paste hydration process. Around the steel rebars, the ferrite phases of the cement (iron compounds) could not hydrate properly, resulting in unhydrated ferrite phases that contributed to the dark colour of the unhydrated cement.
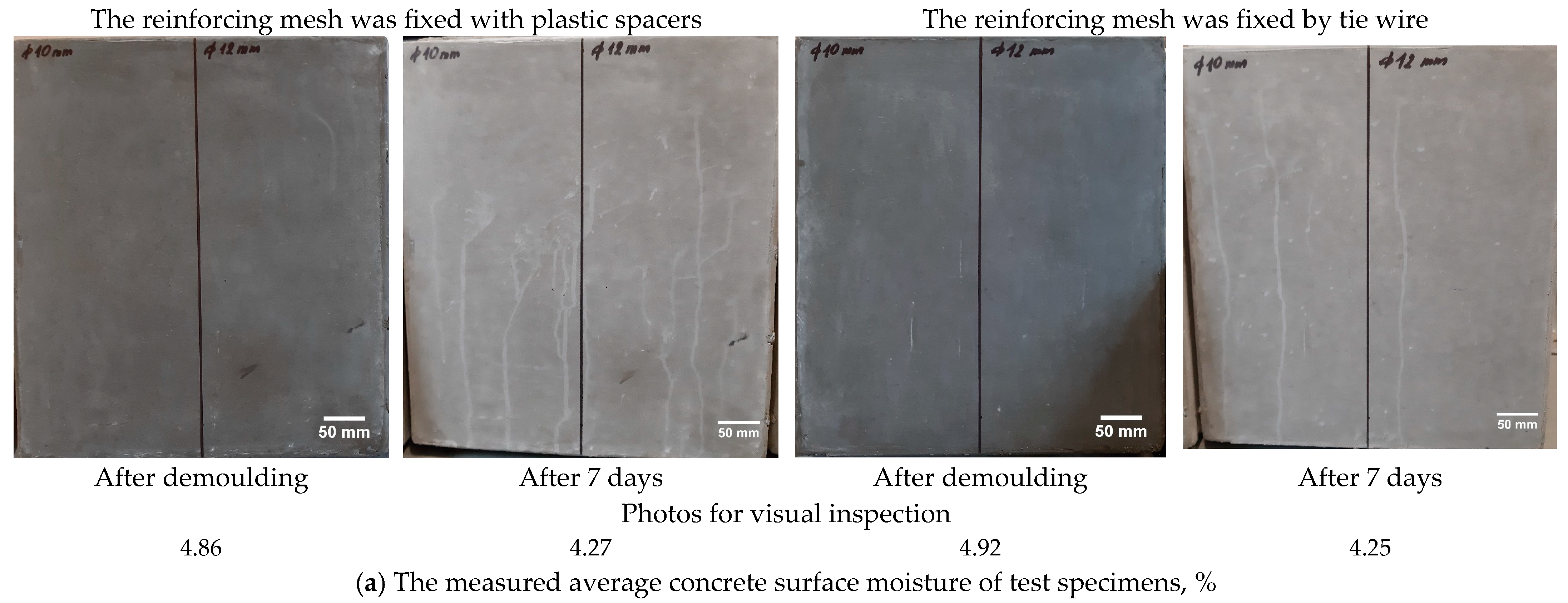
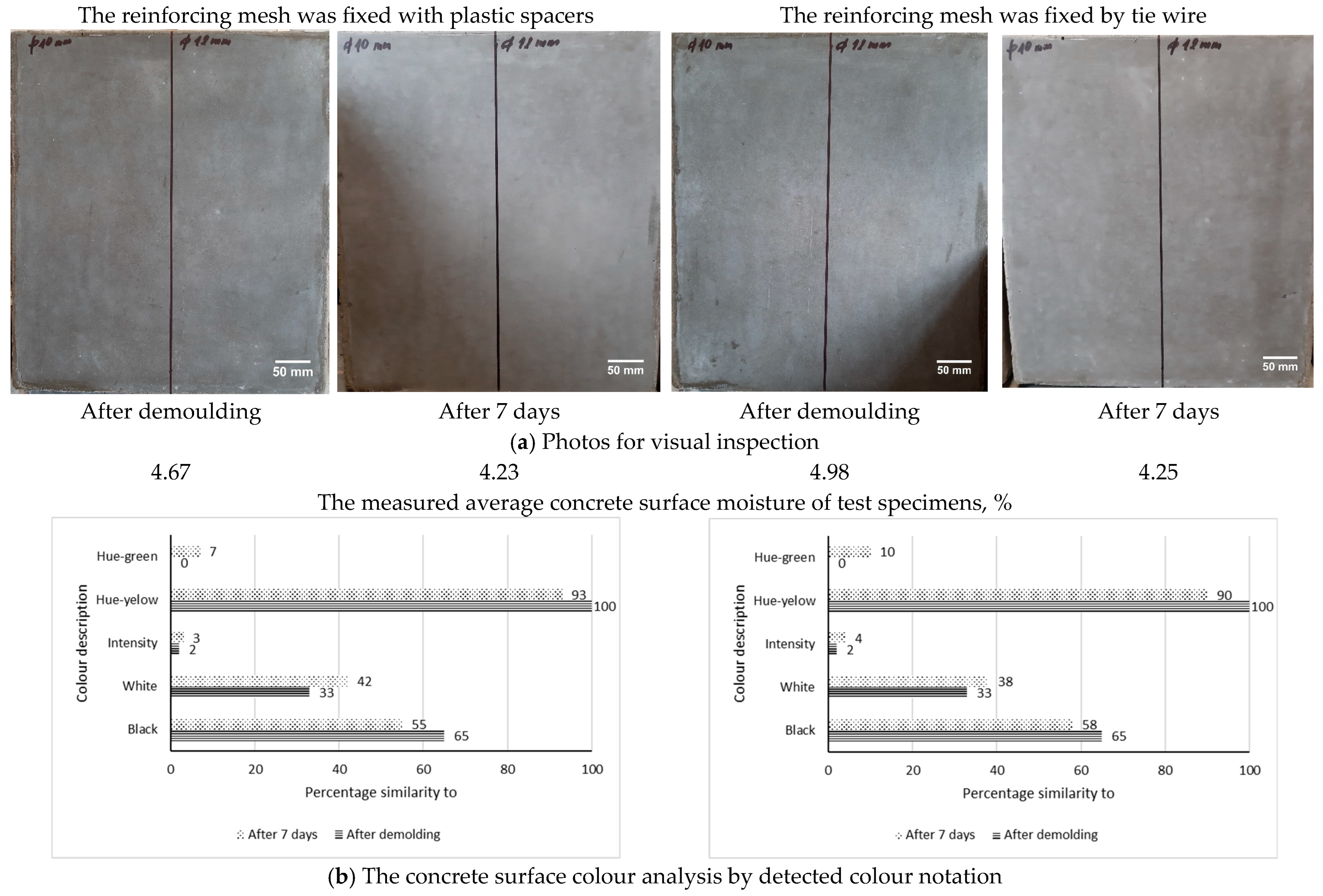
- The release agent sprayed on the steel form-facing surface straight through the reinforcing mesh creates a shadow effect of the reinforcement on the exposed concrete surface. The presence or absence of release agents on formwork-facing material affects its wettability and impacts the curing of cement paste, resulting in colour variations of the exposed concrete surface. The absence of a release agent under steel rebars decreases the wettability at the interface between the formwork and fresh concrete, resulting in dark lines during the curing process. In contrast, the presence of the release agent increases the wettability at the interface between the formwork and concrete, resulting in a lighter colour surrounding area.
- After storage outside at a daytime temperature of 7.7 °C and relative humidity of approximately 87%, the grey colour of exposed concrete surfaces became more intense in the shadowed and surrounding areas. The concrete surface moisture increased after storage outdoors compared to storage in laboratory conditions due to hardened cement paste capillary absorption. According to the authors’ [51] findings, increased moisture content in hardened cement paste increases the greyscale intensity based on a black to white gradient.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Reinforcement Shadow. Available online: https://www.concrete.org.uk/fingertips-nuggets.asp?cmd=display&id=1022 (accessed on 22 September 2022).
- How to Avoid Ghostly Mistakes in Your Concrete Countertops. Available online: https://concretecountertopinstitute.com/free-training/how-to-avoid-ghostly-mistakes-in-your-concrete-countertops/?srsltid=AfmBOoofmAGtip5IKwMUXWUypMjeBCgL5pi1csbv0llTQ_5VikOiW1C2 (accessed on 22 September 2022).
- Rebar Near Surface Causes Marks in Slab. Available online: https://www.concreteconstruction.net/how-to/rebar-near-surface-causes-marks-in-slab_o (accessed on 22 September 2022).
- Leitfaden für Sichtbeton. Tipps aus der Praxis für Planung und Herstellung. Available online: https://www.holcim.de/sites/germany/files/documents/hol_leitfaden_sichtbeton-fertigteilwerk_03_web.pdf (accessed on 22 September 2022).
- Best Practice for Architectural Concrete. Available online: https://www.peri.com/en/architects/download-form-best-practice-for-architectural-concrete.pdf (accessed on 22 September 2022).
- Don’t Let Ghosting Haunt Your Concrete Work. Available online: https://www.concretedecor.net/departments/concrete-coatings/dont-let-ghosting-haunt-your-work/ (accessed on 23 September 2022).
- Guide to Off-Form Concrete Finishes. Available online: https://www.ccaa.com.au/CCAA/CCAA/Docs/Technical/Guides/Guide_to_Off-Form_Concrete_Finishes.aspx (accessed on 23 September 2022).
- Formwork and Finishes for Cast in Situ Concrete. Available online: https://www.concretecentre.com/TCC/media/TCCMediaLibrary/Presentations/Formwork-and-finishes-final.pdf (accessed on 23 September 2022).
- Strehlein, D.; Schießl, P. Dark Discoloration of Fair-face Concrete Surfaces—Transport and Crystallization in Hardening Concrete. J. Adv. Concr. Technol. 2008, 6, 409–418. [Google Scholar]
- Architectural Precast Concrete Finishes Guide. Available online: https://www.archprecast.org/assets/GuidesSpecs/Color%20and%20Finish%20Guide.pdf (accessed on 23 September 2022).
- What Is Concrete Ghosting? Available online: https://www.vertexconcrete.com/blogs/news/what-is-concrete-ghosting?srsltid=AfmBOor3SajtyigrSLT6etCgEaUzS87BfV0g5WaOcqJ3EHpwnMUOCvPZ (accessed on 23 September 2022).
- Coloring of Fair-Faced Concrete—Influence of Raw Materials, Concrete Technology and Compaction. Available online: https://www.bft-international.com/en/artikel/coloring-of-fair-faced-concrete-influence-of-raw-materials-concrete-technology-and-compaction-3961642.html (accessed on 14 March 2025).
- Taylor, H.F. Cement Chemistry; Thomas Telford Ltd.: London, UK, 1997. [Google Scholar]
- Püttbach, E. Pigments for the colouring of concrete. Betonw. Fert. 1987, 53, 1–9. [Google Scholar]
- Zhang, K.; Wang, C.; Huang, X. Insight into discrepancies in hydration reactivity of ferrite phase in Portland cement clinker and synthetics. Constr. Build. Mater. 2024, 412, 134674. [Google Scholar]
- Lamb Woods, A.; Lee, J.-Y.; Struble, L.J. Effect of Material Parameters on Color of Cementitious Pastes. J. ASTM Int. 2007, 4, JAI100783. [Google Scholar]
- Greening, N.R.; Landgren, R. Surface discoloration of concrete flatwork. In Research Department Bulletin 203; Portland Cement Association Research and Development Laboratories: Washington, DC, USA, 1966; pp. 34–50. Available online: https://www.somero.cn/wp-content/uploads/2017/11/surface-discoloration-of-concrete-flatwork.compressed.pdf (accessed on 14 March 2025).
- Specifying Sustainable Concrete. Available online: https://www.concretecentre.com/Resources/Publications/Specifying-Sustainable-Concrete.aspx (accessed on 27 February 2025).
- Huang, H.; Long, R.; Tong, S.H.; Cao, Y.Z.; Yuan, L.L.; Zhou, H. Cement pastes in tertiary colours: A digital approach for colouration of cement-based materials. Constr. Build. Mater. 2023, 382, 1313. [Google Scholar]
- Noor, A.I.; Mokhtar, M.H.; Rafiqul, Z.k.; Pramod, K.M. Understanding Color Models: A Review. ARPN J. Sci. Technol. 2012, 2, 265–275. [Google Scholar]
- Pusheng, L.; Shengyue, W. Color and reflective properties of magnesium phosphate cement grouting material for cooling pavement. Sol. Energy Mater. Sol. Cells 2024, 275, 113008. [Google Scholar]
- Lopez, A.; Pittori, A.; Di Sarli, A.R. Architectural self-compacting concretes and their color stability for 10 years. Constr. Build. Mater. 2024, 451, 138650. [Google Scholar]
- Guru, P.R.V.; Tadepalli, T.; Pancharathi, R.K. Surface imaging based non-destructive assessment of concrete deterioration using hue-saturation-intensity colour space. Measurement 2022, 197, 111311. [Google Scholar]
- Tolerances on Blemishes of Concrete; CIB Report No. 24; CIB (International Council for Building Documentation) Working Commission W29 “Concrete Surface Finishings”; CIB: Geneva, Switzerland, 1966; Available online: https://www.irbnet.de/daten/iconda/06059000983.pdf (accessed on 23 September 2022).
- Guide to Formed Concrete Surfaces; ACI 347.3R-13; ACI (American Concrete Institute) Committee 347; ACI: Farmington Hills, MI, USA, 2014.
- CEN/TR 15739:2008; Precast Concrete Products—Concrete Finishes—Identification. CEN (European Committee for Standardization): Brussels, Belgium, 2008.
- ΓOCT 13015-2012; Concrete and Reinforced Concrete Products for Construction. General Technical Requirements. Rules for Acceptance, Marking, Transportation and Storage. ICS (Interstate Council for Standardization, Metrology and Certification): Moscow, Russia, 2012. (In Russian)
- LST 2015:2020; Precast Concrete Products—Surface Appearance Characteristics and the Methods for Inspecting. LSB (Lithuanian Standards Board) Technical Committee 19 Concrete and Precast Concrete: Vilnius, Lithuanian, 2020. (In Lithuania)
- ÖNORM B 2211; Exposed Concrete Austria. AACCT (Austrian Association for Concrete and Construction Technology): Vienna, Austria, 2011. (In Germany)
- ACI 201.1R-08; Guide for Conducting a Visual Inspection of Concrete in Service. ACI (American Concrete Institute) Committee: Farmington Hills, MI, USA, 2008.
- ACI 309.2R-98; Identification and Control of Visible Effects of Consolidation on Formed Concrete Surfaces. ACI (American Concrete Institute) Committee: Farmington Hills, MI, USA, 1998.
- EN 197-1:2011; Cement—Part 1: Composition, Specifications and Conformity Criteria for Common Cements. CEN (European Committee for Standardization): Brussels, Belgium, 2011.
- EN 12620:2003+A1:2008; Aggregates for Concrete. CEN (European Committee for Standardization): Brussels, Belgium, 2008.
- EN 206:2013+A2:2021; Concrete—Specification, Performance, Production and Conformity. CEN (European Committee for Standardization): Brussels, Belgium, 2021.
- EN 12350-1:2019; Testing Fresh Concrete—Part 1: Sampling and Common Apparatus. CEN (European Committee for Standardization): Brussels, Belgium, 2019.
- EN 12350-8:2019; Testing Fresh Concrete—Part 8: Self-Compacting Concrete—Slump-Flow Test. CEN (European Committee for Standardization): Brussels, Belgium, 2019.
- EN 12350-6:2019; Testing Fresh Concrete—Part 6: Density. CEN (European Committee for Standardization): Brussels, Belgium, 2019.
- EN 12350-7:2019; Testing Fresh Concrete—Part 7: Air Content—Pressure Methods. CEN (European Committee for Standardization): Brussels, Belgium, 2019.
- NCS DIGITAL ATLAS 1950. Available online: https://issuu.com/carlosmancera1/docs/carta_ncs_atlas_als_pdf (accessed on 26 September 2024).
- Dapper, S.T.H.; Bersch, J.D.; Masuero, A.B. Impact of Formwork Materials on Concrete Surface Quality. Buildings 2024, 14, 3450. [Google Scholar] [CrossRef]
- Marinho, M.B.; Glasser, F.P. Polymorphism and phase changes in the ferrite phase of cements induced by titanium substitution. Cem. Concr. Res. 1984, 14, 349–359. [Google Scholar] [CrossRef]
- Özbay, E.; Erdemir, M.; Durmuş, H.İ. Utilization and efficiency of ground granulated blast furnace slag on concrete properties–a review. Constr. Build. Mater. 2016, 105, 423–434. [Google Scholar] [CrossRef]
- Castellano, C.; Bonavetti, V.; Donza, H.; Irassar, E. The effect of w/b and temperature on the hydration and strength of blastfurnace slag cements. Constr. Build. Mater. 2016, 111, 679–688. [Google Scholar] [CrossRef]
- Escalante-Garcia, J.I.; Sharp, J.H. Effect of temperature on the hydration of the main clinker phases in Portland cements: Part I, neat cements. Cem. Concr. Res. 1998, 28, 1245–1257. [Google Scholar] [CrossRef]
- Ushikubo, F.Y.; Cunha, R.L. Stability mechanisms of liquid water-in-oil emulsions. Food Hydrocoll. 2014, 3, 145–153. [Google Scholar] [CrossRef]
- Libessart, L.; Djelal, C.; De Caro, P.; Laiymani, I. Comparative study of the tribological behaviour of emulsions and demoulding oils at the concrete/formwork interface. Constr. Build. Mater. 2020, 239, 117826. [Google Scholar] [CrossRef]
- Czarnecki, S.; Sadowski, Ł. Morphological properties of the cement skin: Understanding the effect of contact with formwork. Case Stud. Constr. Mater. 2022, 16, e01007. [Google Scholar] [CrossRef]
- Djelal, C.; De Caro, P.; Libessart, L.; Dubois, I.; Pébère, N. Comprehension of demoulding mechanisms at the formwork/oil/concrete interface. Mater. Struct. 2008, 41, 571–581. [Google Scholar] [CrossRef]
- Zheng, J.J.; Li, C.Q.; Jones, M.R. Aggregate distribution in concrete with wall effect. Mag. Concr. Res. 2015, 55, 257–265. [Google Scholar] [CrossRef]
- Jiang, Q.; Yu, C.; Zhou, M. Effect of typical formworks and release agents on aesthetical surface quality of concrete. Mag. Concr. Res. 2023, 75, 1285–1296. [Google Scholar] [CrossRef]
- Vigor, J.E.; Prentice, D.P.; Xiao, X.; Bernal, S.A.; Provis, J.L. The pore structure and water absorption in Portland/slag blended hardened cement paste determined by synchrotron X-ray microtomography and neutron radiography. RSC Adv. 2024, 14, 4389–4405. [Google Scholar] [PubMed]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ref. | Reason for RS Occurrence | Findings and Recommendations | Research Methods |
|---|---|---|---|
| [1,2] | When the reinforcing mesh is inserted into fresh concrete after filling the moulds. | This action creates a pumping effect directly beneath the reinforcing bar and disturbs and modifies the cement paste. Any changes in the composition of the cement paste influence its curing process, which impacts the final product’s visual characteristics. Changes in the concrete matrix are most often caused by aggregate segregation, changes in the water–cement (W/C) ratio, and other changes in the cement paste. | Not specified. |
| [2] | When the reinforcing mesh is located too close to the visible surface. | It is argued that if the reinforcing mesh is located too close to the visible surface, it cannot cause the RS effect because it does not affect cement paste changes. | Not specified. |
| [3] | When the reinforcing rebar is positioned too near the surface. | Yet there is also an alternative opinion that when the reinforcing rebar is positioned too near the surface, and the newly poured concrete is not adequately vibrated, the concrete fails to integrate fully over the reinforcing bars, which results in a concrete colour discolouration or a visible line on the concrete surface. | Not specified. |
| [1,2] | When the reinforcing mesh is suspended in the moulds, and fresh concrete is poured through it. | If the reinforcing mesh sieves the fresh concrete stream without remixing below, the aggregate is pushed aside and segregated while the cement paste flows separately. This changes the cement paste/mortar matrix directly beneath the reinforcing bar, which cures slightly differently [1,2]. To reduce shadowing effects, it is crucial to ensure proper rebar alignment and carefully consider the concrete cover thickness and maximum size of coarse aggregate. | Not specified. |
| [1,2,4,5] | When the reinforcing mesh is already buried in the freshly poured mixture and moved or vibrated by an internal vibrator. | If the reinforcing mesh is already buried in the freshly poured mixture and moved or vibrated, this movement leads to localised segregation of the mix. The internal vibrator must not contact the reinforcing mesh or formwork during mixture compaction. Avoid the prolonged contact of the internal vibrator with the reinforcement. Avoid intensive vibration of the mixture. | Visual inspection of RS. |
| [5] | Increased calcium deposition on the concrete surface resulting in a darker appearance. | After removing the formwork, it can be seen that the lower half of the wall is darker than the upper half. Below, increased calcium deposition on the concrete surface results in a thicker joint and, thus, a darker appearance. | Not specified. |
| [4] | A temperature difference between the reinforcing mesh and the fresh concrete. | A temperature difference between the reinforcing mesh and the fresh concrete of more than 12 °C at a cold ambient temperature of around 5 °C can also trigger this effect. However, this depends on the thickness of the concrete cover. | Visual inspection of RS. |
| [2,5] | When the plywood sheet/panel joint is not sealed. | Marks on the surface resembling RS can also be attributed to leaking moulds. Differences under the curing conditions cause discolouration. | Not specified. Visual inspection of dark lines. |
| [2,6] | An overabundance of form-release agents. | Marks on the surface resembling RS can also be attributed to an overabundance of form-release agents that have collected or formed puddles in the mould and items placed on the concrete surface during the curing process. During the curing process, a differential in moisture under the items left compared to exposed concrete causes these marks. | Not specified. Visual inspection of marks. |
| [2] | Various techniques that prevent water evaporating from concrete. | Various techniques that prevent water from evaporating from concrete in certain regions, while leaving other areas exposed and able to dry, will result in uneven curing, leading to colour variation. The concrete region that remains moist for a longer time will cure more thoroughly, leading to a more vibrant colour in those areas. | Not specified. |
| [1,7,8] | Insufficient rigidity in moulds or formwork may affect concrete discolouration. | Insufficient rigidity in moulds or formwork can result in various imperfections, including colour variation or a mottled appearance. These defects may occur due to mould flexing and shifting during concrete pouring and consolidation. Form lining material steel can create dark mottling, especially if the concrete is over-compacted. | Not specified. |
| [9] | Variations in production and storage conditions (relative humidity (RH) and daily temperature) may affect concrete discolouration, strengthening the impression of RS. | Authors [9] revealed that low temperatures and high relative humidities (e.g., 2 °C and 95% RH) are the reason for the increased occurrence of mottled dark discolouration in winter. High temperatures and low relative humidity (e.g., 20 °C and 85% RH) favour producing uniform, non-discoloured fairface concrete surfaces in summer. It was concluded that the darkening of the exposed concrete surface is attributed to calcium hydroxide accumulating in the pores near the surface. In hot weather, concrete can cure too quickly, causing it to become lighter in colour, while in cold weather, the concrete may not cure properly, causing it to become darker in colour. If the air is very dry, the water in the concrete can evaporate too quickly, causing it to become lighter in colour. On the other hand, if the air is too humid, the concrete may not dry properly, causing it to become darker in colour. Additionally, if the concrete is exposed to sunlight for an extended period, it can cause the surface to become discoloured or develop a mottled appearance. | Optical microscopy, scanning electron microscopy (SEM), and energy-dispersive X-ray analysis (EDX). |
| [10] | Production variations can create surface irregularities and influence the concrete’s colour. | Factors such as slump, mixing duration, and weather conditions can potentially create surface irregularities and influence the concrete’s colour. The cement itself may exhibit colour inconsistencies. Even when using grey cement on smooth surfaces, some degree of colour variation is to be expected. | Not specified. |
| [11] | A phenomenon caused by variations in material thickness. | This issue can lead to an uneven appearance, where certain surface areas may seem lighter or darker than others. Employing high-quality materials and appropriate mixing methods can help avoid variations in the material’s thickness, which might result in ghosting effects. To ensure consistency, the mixture should be correctly proportioned and thoroughly mixed. | Not specified. |
| [12] | The vibration intensity (amplitude, frequency, timing). | The authors indicate that dark discolouration depends on the vibration intensity (amplitude, frequency, timing), the formwork’s stiffness, and the concrete’s setting behaviour in multi-layered structural elements. | Not specified. |
| [13,14,15] | The content of iron oxide and manganese oxide. | The clinker’s main constituents are alite, belite, aluminate, and ferrite. The ferrite phase is known as C4AF and is conventionally ascribed a subdued hydration reactivity within the Portland cement clinker system. The content of iron oxide and manganese oxide influences the inherent grey colour of hardened Portland cement paste. Concrete’s grey colour varies from darker to lighter shades and occasionally presents a yellow tint. | Visual inspection and assessment of colour variation are based on the grayscale. |
| [16] | The water–cement ratio, mineral admixtures, and hydration age | Cement powder colour had the most significant effect on cement paste colour. Additional factors that substantially impacted paste colour included the ratio of water to cement, the presence of mineral additives, and the duration of hydration for young pastes (under 14 days). In contrast, chemical additives and air entrainment had a minimal effect on the paste’s colour. | Colorimetry, L*a*b* colour space values. |
| [17,18] | Cement’s origin, the water–cement ratio, and the extent and rate of hydration of the ferrite phase in cement. | Different types of cement, such as ground granulated blast-furnace slag, powdered limestone, fly ash, and others, may differ in colour when using cement replacements. More replacement leads to more significant colour change. A low water–cement ratio paste is always darker than a high water–cement ratio paste made with the same Portland cement. Construction practices show that producing localised areas of variable water–cement ratio within a concrete slab potentially causes discolouration. Unhydrated ferrite phases (iron compounds) in cement are blackish-brown and are primarily responsible for the dark colour of unhydrated cement. Hydration lightens their colour; fully hydrated ferrites, when prepared as slurries of the pure phases, range in colour from white to dark red-brown. Thus, the lightening of the ferrite phase during hydration is the major cause of cements and concretes becoming lighter in hue as they hydrate. | Visual inspection, colorimetry. |
| [19,20,21,22,23] | Evaluation method for colour | Colour models are systems for measuring colours that humans can perceive. They combine different values into a set of primary colours. The paste’s colour is evaluated using the L*a*b* colour space, which officially refers to the CIELAB colour space. Three values in three dimensions are used: L* for perceptual lightness and a* and b* for the four unique colours of human vision—red, green, blue, and yellow. | CIELAB colour space, HIS colour space |
| Ref. | Technical Document/Standard | Description of RS or Colour Variation | Inspection Method |
|---|---|---|---|
| [24] | Technical document CIB Report No. 24 (1966) | Does not provide any information regarding RS. | Not specified on RS. Assessment of colour variation is based on the grayscale, which is based on seven reference cards. |
| [25] | Technical document ACI 347.3R-13 (2014) | Does not provide any information regarding RS. There are distinguished classes CU1, CU2, and CU3. It is reported that light and dark colour variations are acceptable for UC1, gradual light and dark discolouration is acceptable for CU2, and discolouration caused by concrete source material of different types and origins, different types or treatments of facing materials, or inconsistent treatment of concrete surfaces is unacceptable for CU2. | Not specified on RS. The inspection method of colour variation is based on visual assessment. The main evaluation method is the overall impression viewed from an appropriate viewing distance. |
| [26] | Standard CEN/TR 15739:2008 | It does not provide any information regarding RS. Differences in colour are reported in the same section of the works. | Not specified on RS. The inspection method of colour variation is based on a reference to a colour chart identifying the main colour of the reference sample (CIB scale). |
| [27] | Standard ΓOCT 13015-2012 | Does not provide any information regarding RS. Unacceptable oil and rust stains are on the precast concrete elements’ visible surfaces, which may affect colour variation. | The inspection method of colour variation is based on visual assessment. It does not provide information on how to measure different colours. |
| [28] | Standard LST 2015:2020 | It defines surface appearance characteristics and the methods for inspecting precast concrete products and provides information about the RS. It is reported that changes in the concrete matrix can cause reinforcement shadows on the product’s surface, which manifest in the appearance of lighter and darker tones. | RSs are attributed to formed concrete surface characteristics that cannot be measured. The inspection method is based on visual assessment. |
| [29] | Technical document ÖNORM B 2211 (2011) | The shading effect of reinforcement is attributed to colour consistency. There are distinguished classes, F1 and F2, where linear discolourations (reinforcement shadows) are not permitted. It is reported that surface discolouration can be caused by rust or by cement, concrete additives, aggregates of different origins, delivery by different concrete suppliers, improper pre-treatment of the formwork, and improper concrete curing. | The inspection method of colour variation is based on visual assessment. It does not provide information on how to measure different colours. |
| [30] | Technical document ACI 201.1R-08 (2008) | The discolouration is understandable as a deviation from the expected or desired colour. | Not specified on RS. The inspection method of colour variation is based on visual assessment. It does not provide information on how to measure different colours. |
| [31] | Technical document ACI 309.2R-98 (1998) | It states that changes in surface colouration become noticeable within several hours of formwork removal. In addition, calcium chloride can cause darker colours that depend on the properties of fresh concrete. Vibrators inserted too close to the form can cause colour variation by marring the form surface, and external vibration used haphazardly may also cause colour variation. | Not specified on RS. The inspection method of colour variation is based on visual assessment. It does not provide information on how to measure different colours. |
| Specific surface area (Blaine method), m2/kg | 397 |
| Particle density, kg/m3 | 3045 |
| Dry bulk density, kg/m3 | 1210 |
| Residue on a standard 90 µm sieve, % | 0.5 |
| Water demand for standard consistency (Vicat method), % | 27.5 |
| Soundness (expansion), mm | 1.0 |
| Initial setting time, min | 125 |
| Final setting time, min | 165 |
| Compressive strength after 2 days/after 28 days, MPa | 24.8/56.6 |
| Loss on ignition, % | - |
| Insoluble materials, % | - |
| SO3, % | 2.46 |
| Cl−, % | 0.016 |
| Alkalis, calculated by Na2O equivalent, % | 0.80 |
| Portland Slag Cement, kg | Water, kg | Sand of 0/4 Fraction, kg | Crushed Granite | Ground Limestone, kg | Plasticising Admixture, kg | W/C | ||
|---|---|---|---|---|---|---|---|---|
| 2/8 Fraction, kg | 5/11 Fraction, kg | 11/16 Fraction, kg | ||||||
| 330 | 142 | 827 | 302 | 267 | 413 | 120 | 5.4 | 0.43 |
| Marking | Temperature, °C | Slump Flow, mm | Density, kg/m3 | Air Content, % | Ambient Temperature, °C | Ambient Relative Humidity, % |
|---|---|---|---|---|---|---|
| C-RS-1 | 23.0 | 620 | 2480 | 2.6 | 22.1 | 24.6 |
| C-RS-2 | 23.6 | 660 | 2490 | 1.8 | 21.9 | 32.4 |
| C-RS-3 | 21.9 | 630 | 2500 | 1.6 | 20.8 | 34.5 |
| C-RS-4 | 22.4 | 620 | 2510 | 1.8 | 21.8 | 44.7 |
| C-RS-5 | 21.8 | 630 | 2500 | 1.7 | 20.0 | 34.0 |
| C-RS-6 | 21.6 | 640 | 2500 | 1.8 | 21.6 | 47.0 |
| C-RS-7 | 31.4 | 640 | 2490 | 1.6 | 22.6 | 35.9 |
| C-RS-8 | 22.3 | 630 | 2480 | 2.1 | 21.6 | 35.0 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Šliogeris, I.; Rekus, D.; Juočiūnas, S.; Borg, R.P.; Daukšys, M. Investigating Reinforcement Shadow Visibility on Formed Concrete Surfaces Using Visual Inspection and Colour Variation Analysis. Buildings 2025, 15, 1140. https://doi.org/10.3390/buildings15071140
Šliogeris I, Rekus D, Juočiūnas S, Borg RP, Daukšys M. Investigating Reinforcement Shadow Visibility on Formed Concrete Surfaces Using Visual Inspection and Colour Variation Analysis. Buildings. 2025; 15(7):1140. https://doi.org/10.3390/buildings15071140
Chicago/Turabian StyleŠliogeris, Ignas, Donatas Rekus, Svajūnas Juočiūnas, Ruben Paul Borg, and Mindaugas Daukšys. 2025. "Investigating Reinforcement Shadow Visibility on Formed Concrete Surfaces Using Visual Inspection and Colour Variation Analysis" Buildings 15, no. 7: 1140. https://doi.org/10.3390/buildings15071140
APA StyleŠliogeris, I., Rekus, D., Juočiūnas, S., Borg, R. P., & Daukšys, M. (2025). Investigating Reinforcement Shadow Visibility on Formed Concrete Surfaces Using Visual Inspection and Colour Variation Analysis. Buildings, 15(7), 1140. https://doi.org/10.3390/buildings15071140