
Investigation of Welding-Induced Residual Stresses in a Herringbone Column Using the Blind Hole Technique: An Experimental and Numerical Study

Abstract
1. Introduction
2. The Blind Hole Method for Measuring Residual Stress
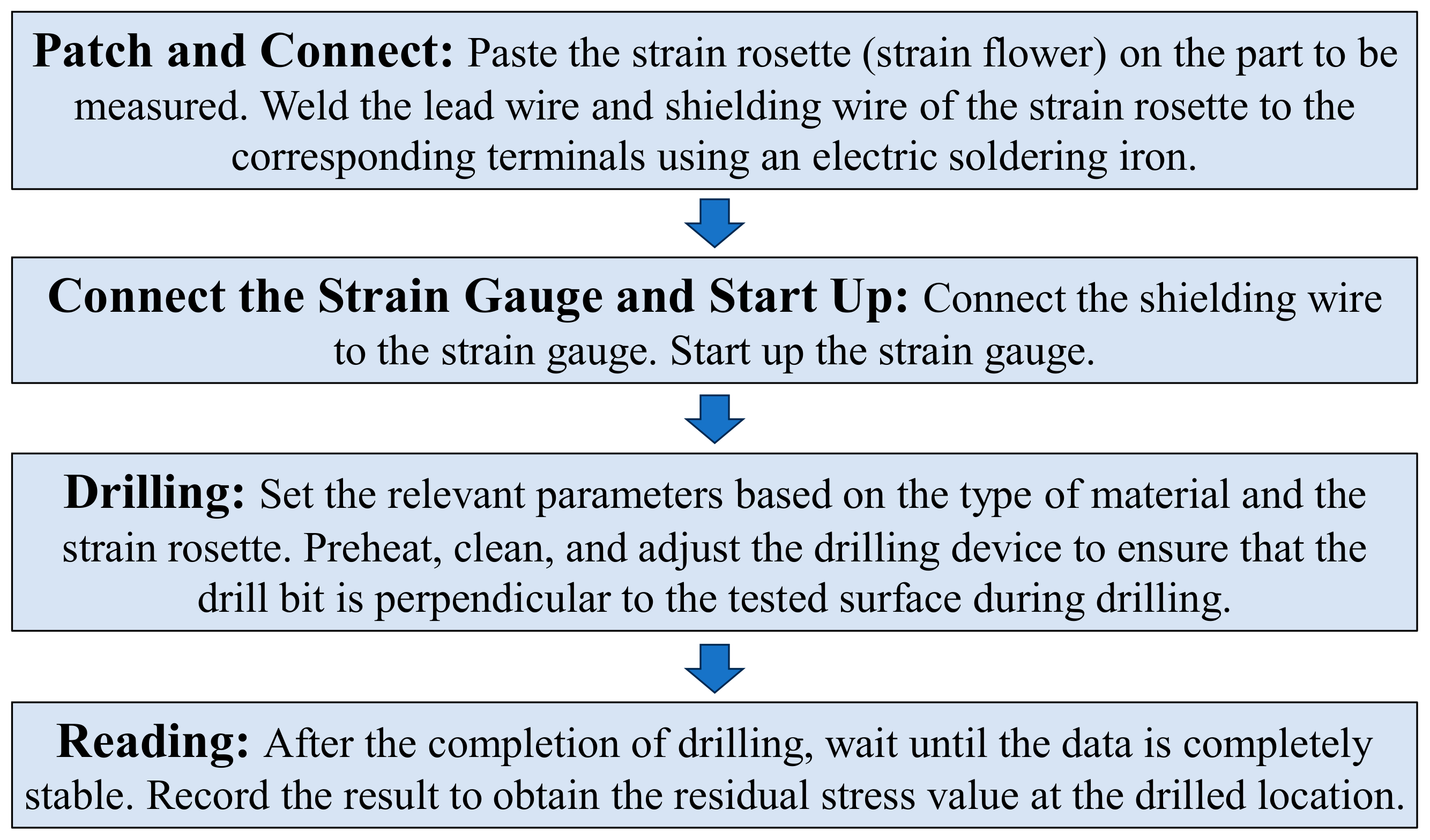
2.1. Basic Principle
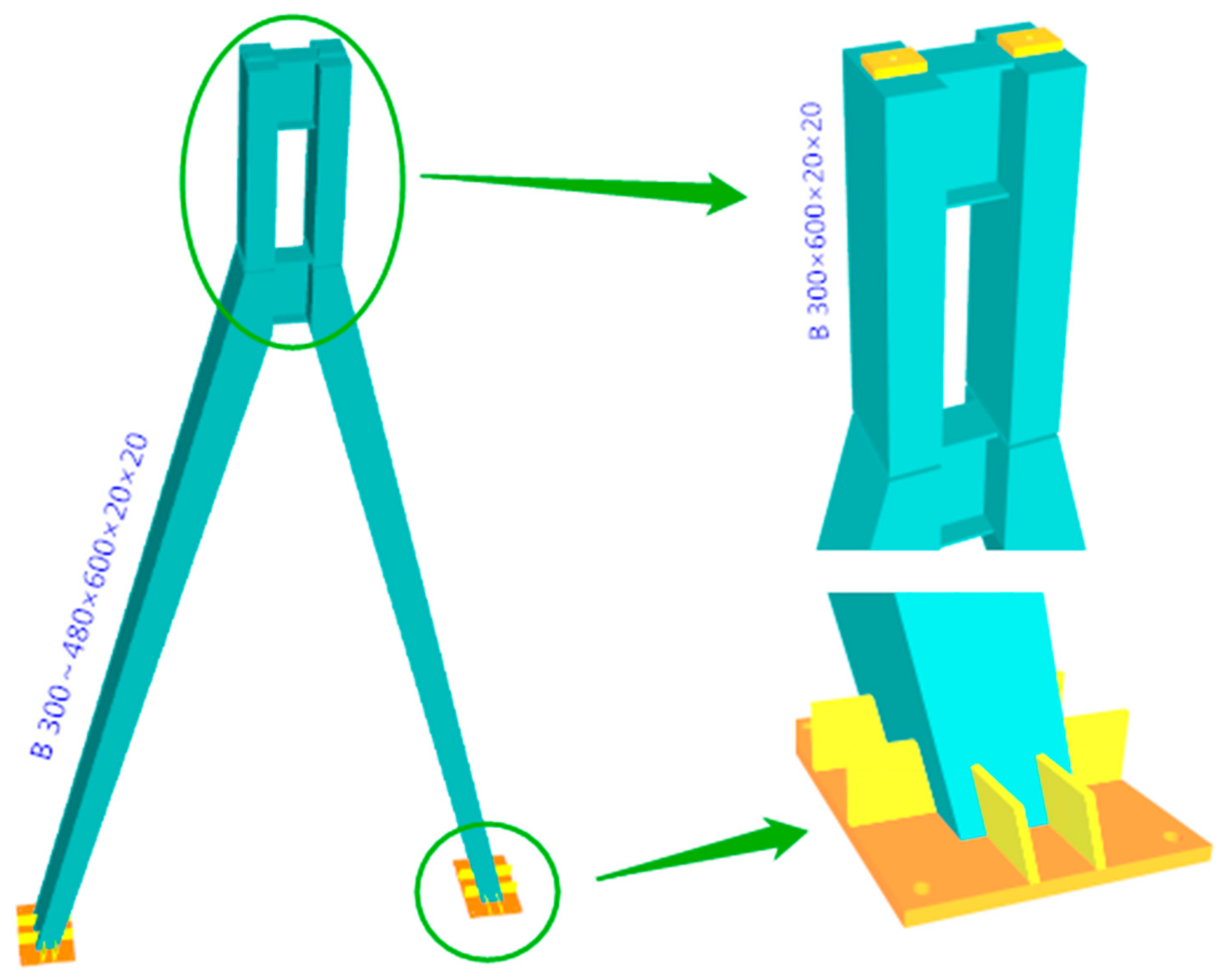
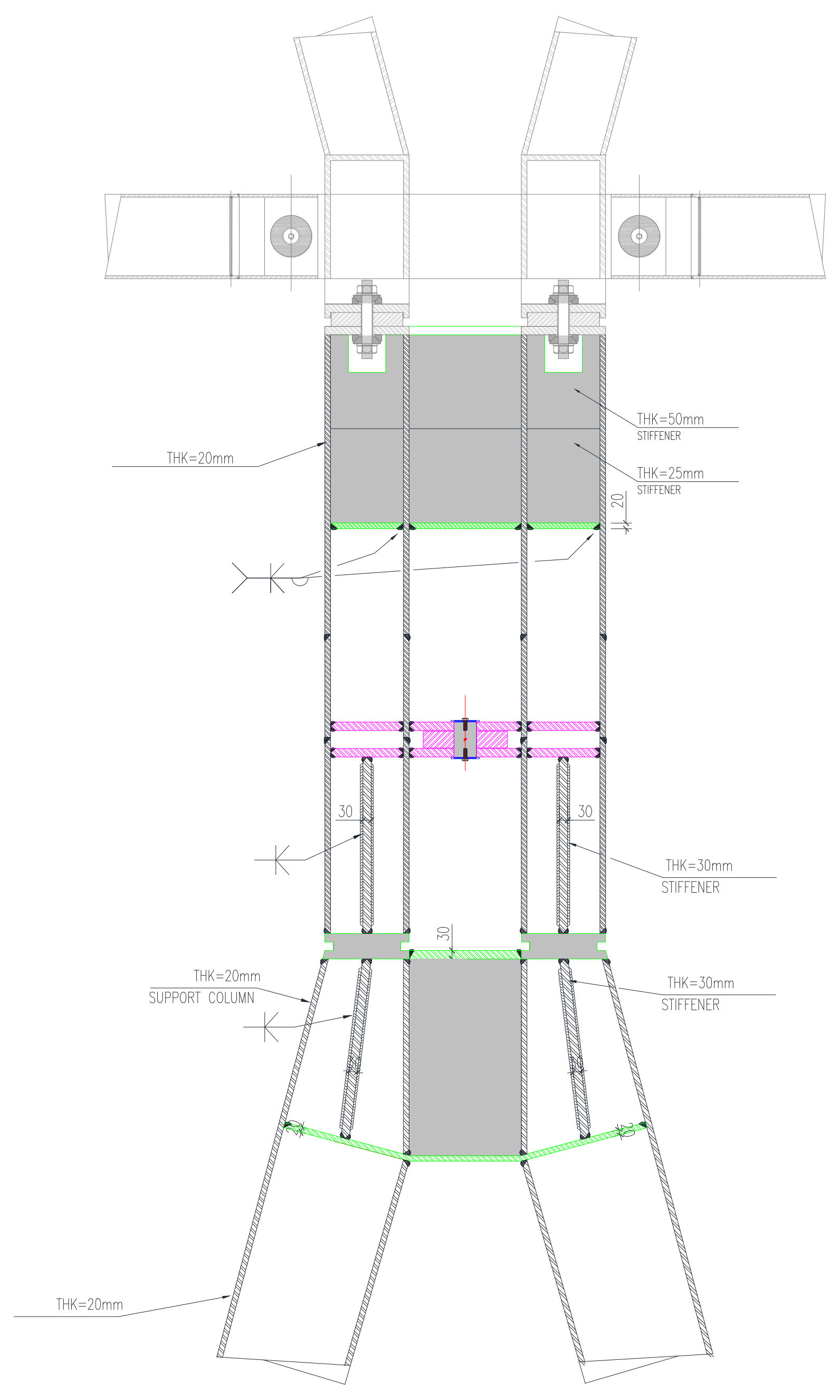
2.2. Project Overview and Welding Procedure
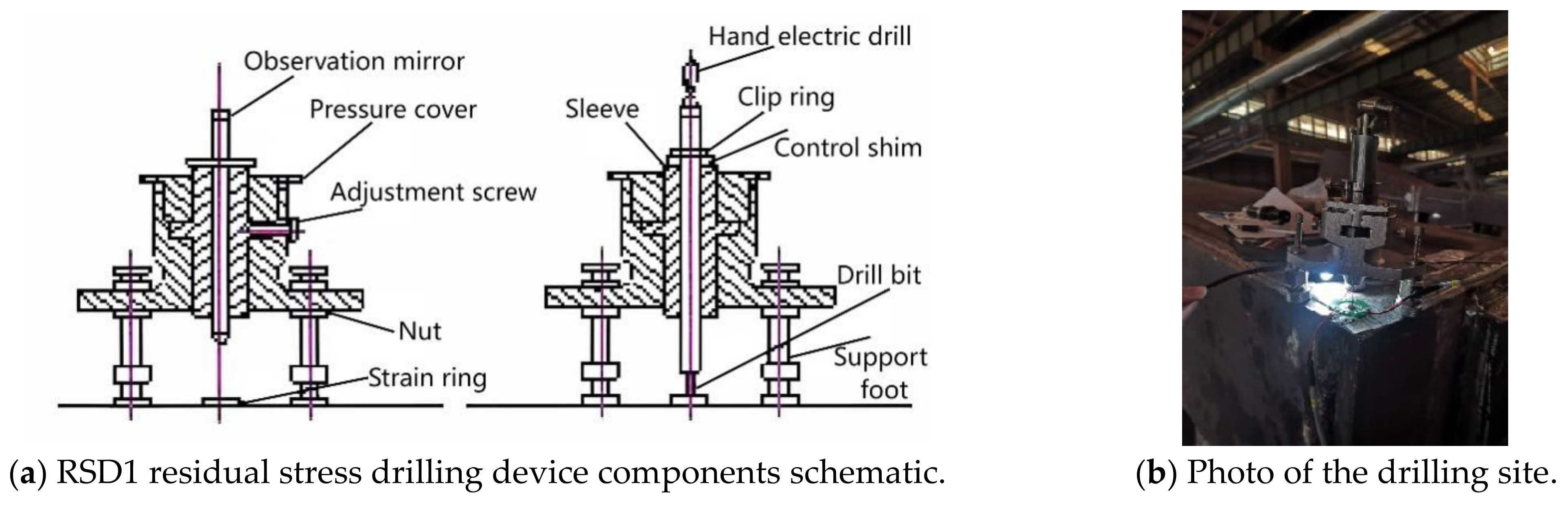
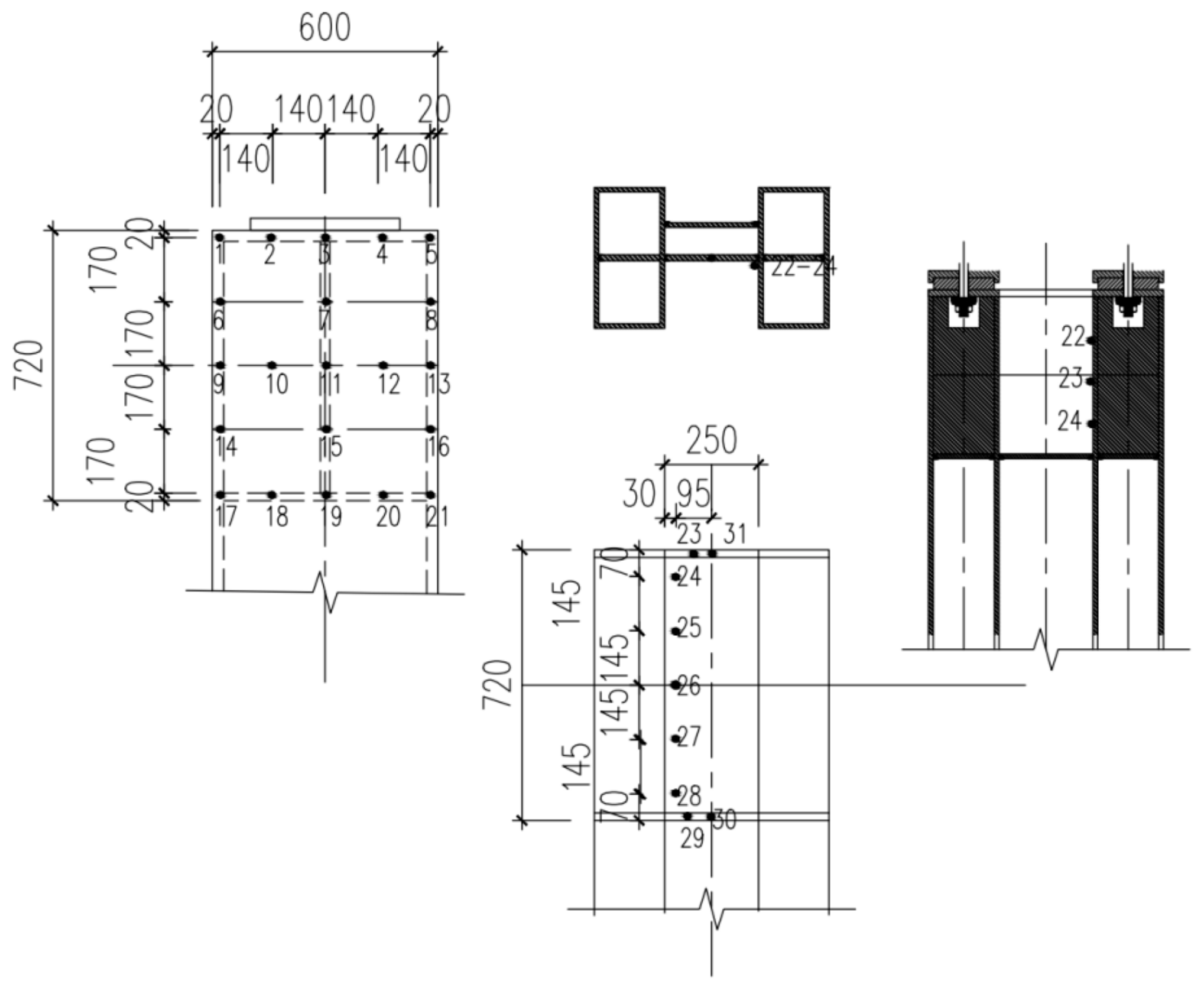
2.3. Experimental Instruments and Measurement Point Layout
3. Residual Stress Detection
3.1. Stress Detection of the Right Column Leg
3.2. Intermediate Joint Stress Detection
4. Finite Element Modeling
4.1. The Creation of the Finite Element Model
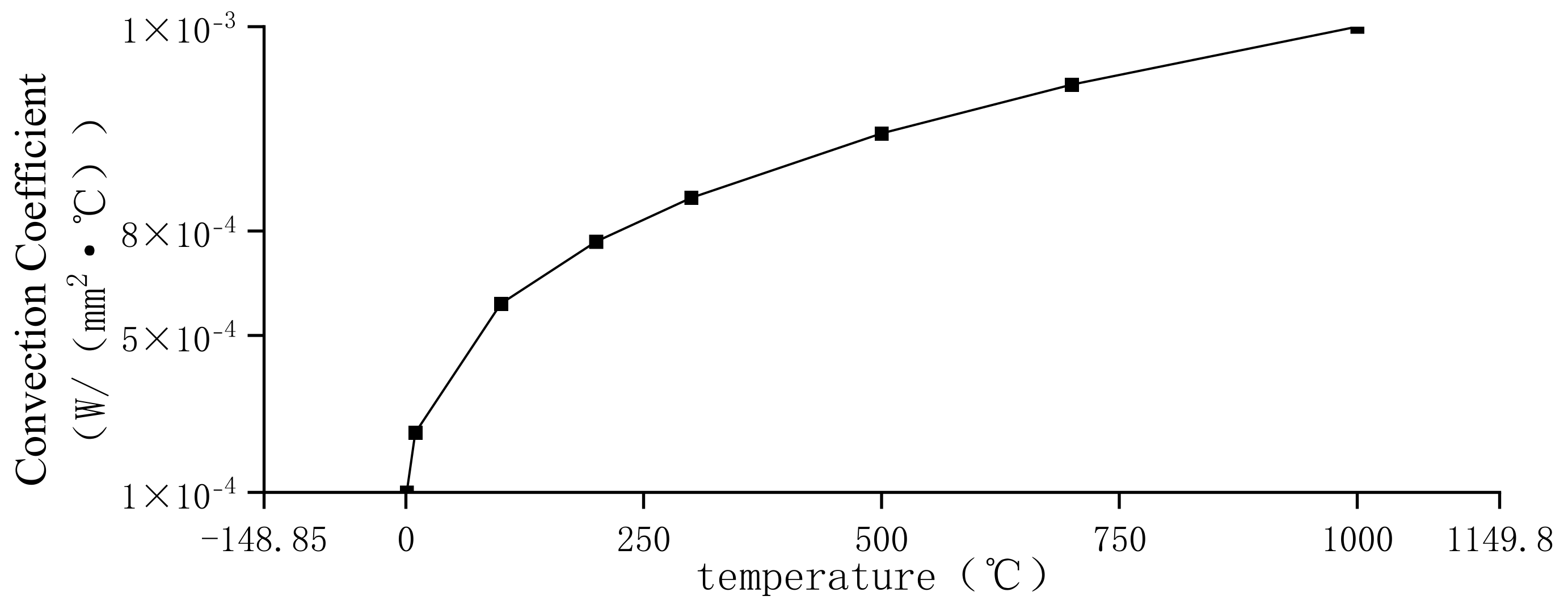
4.1.1. Material Property Definition and Modeling
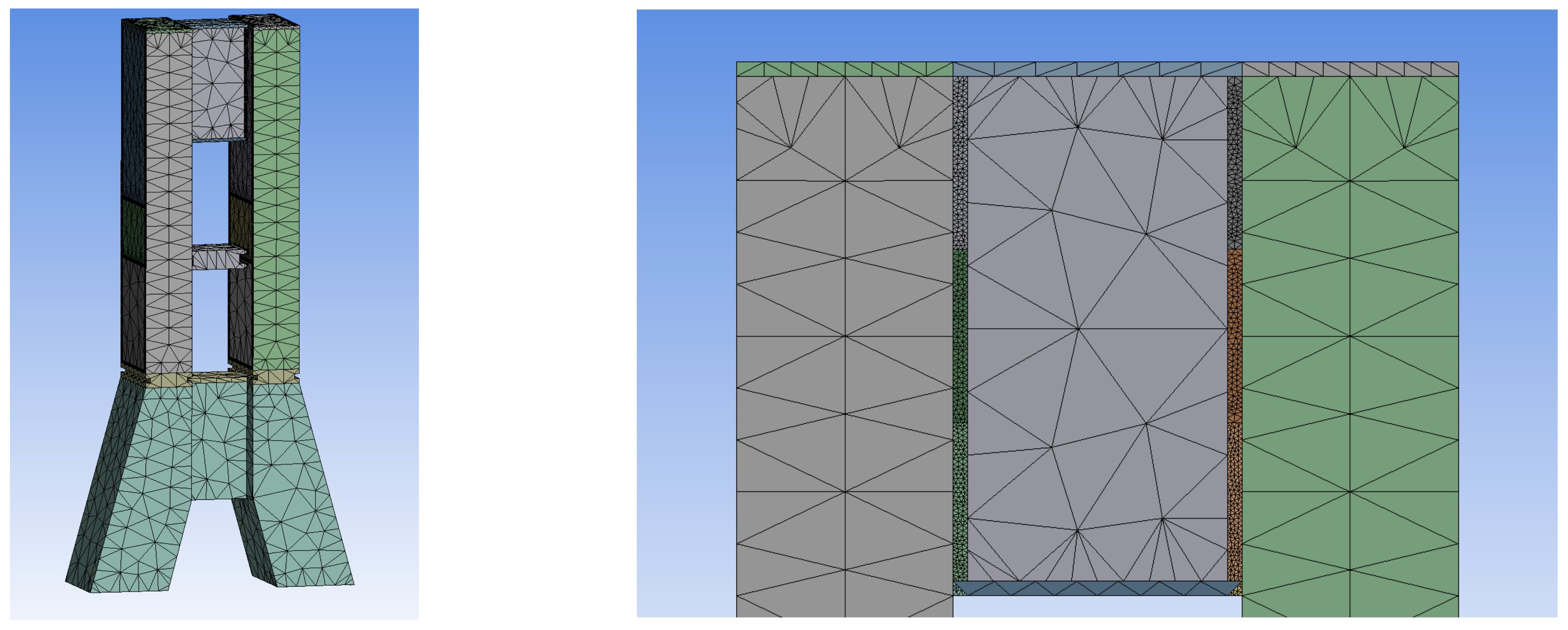
4.1.2. Element Division
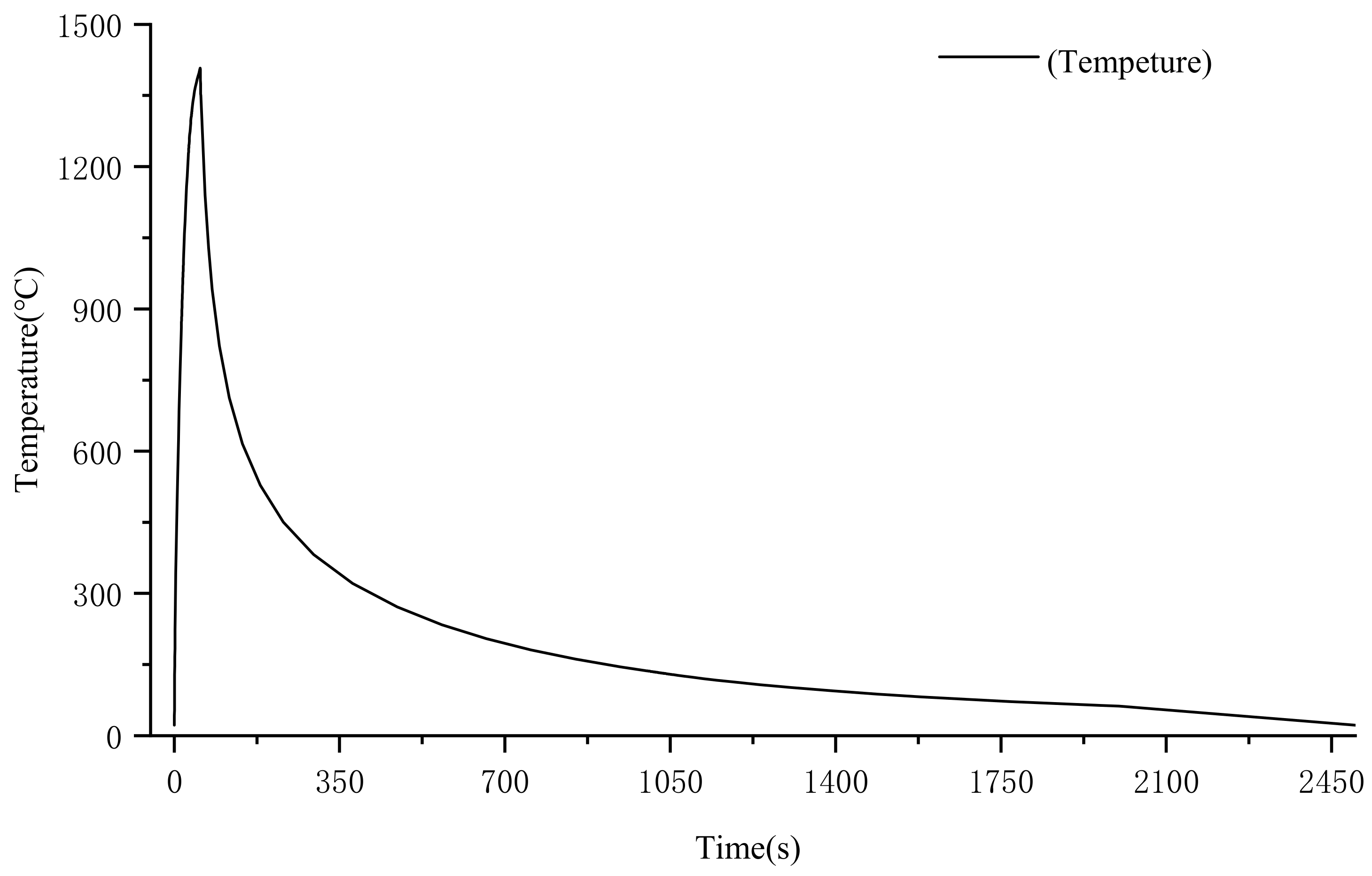
4.2. Loading and Solving of Loads
4.3. Model Reduction Calculation
5. Comparison and Analysis of the Test Results
5.1. Residual Stress Comparison at Right Column Leg
5.2. Comparison of Residual Stress at the Middle Joint
5.3. Construction Result
6. Conclusions
- (1)
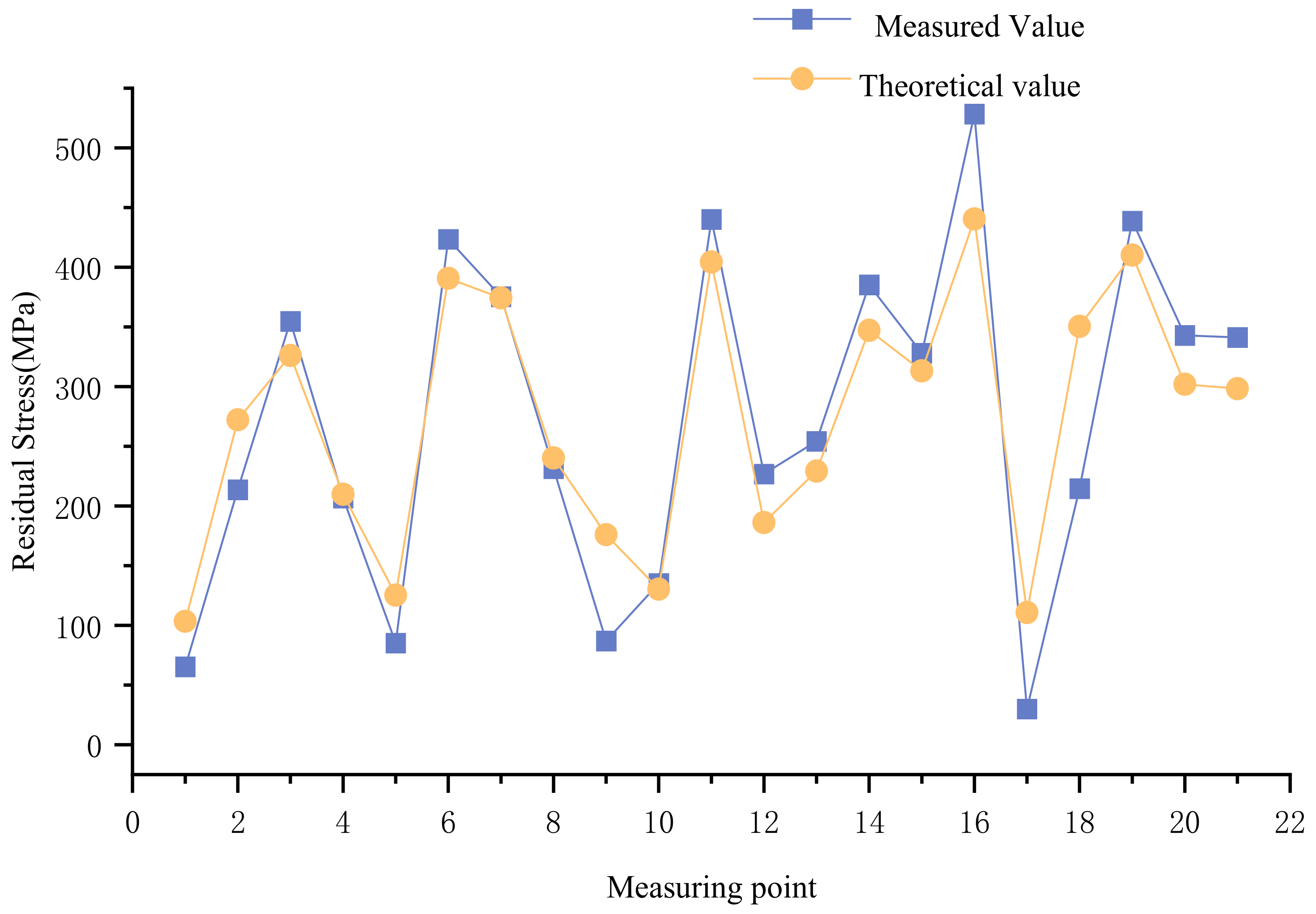
- Through comparative analysis of the monitoring values and the theoretical values at the key positions of the herringbone column, the variation trend of the residual stress values at all the measuring points is consistent, and the measured values are close to the theoretical values, with a minimum relative error of 0.26%. This proves that the residual stress of the herringbone column is within the safe construction range and ensures safe construction.
- (2)
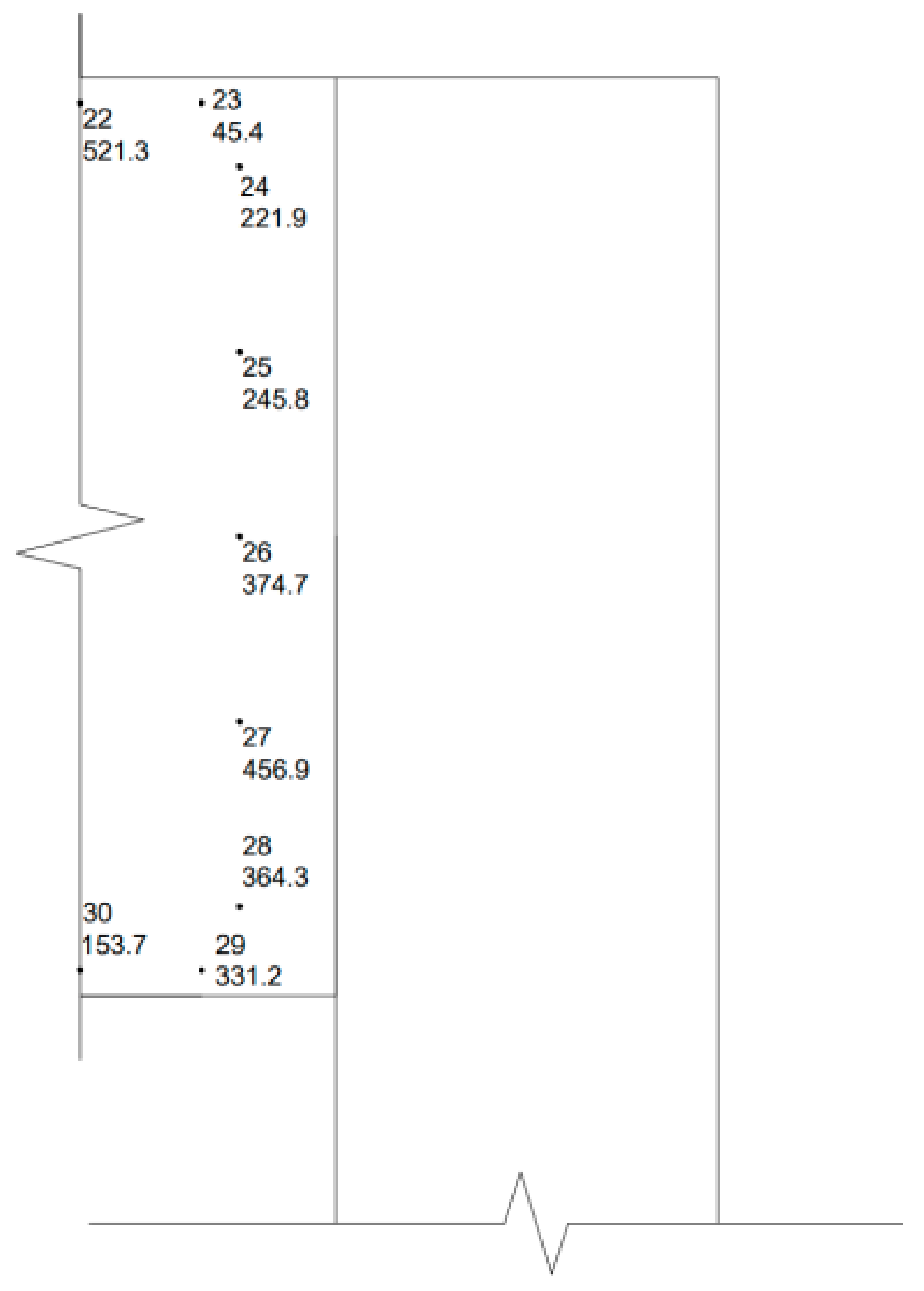
- The experimental results and numerical simulation show that the residual stress is mainly concentrated near the weld, and its magnitude is mainly affected by the constraint degree and temperature field of the surrounding components, but the distribution along the central axis is not completely symmetrical.
- (3)
- In the numerical simulation method, the weld seam is assumed to be uniformly heated, whereas in the actual measurement, the welding sequence involves first welding a connection point in the center, followed by welding the connection points on both sides, and finally welding from the center to both ends. It can be observed that the residual stress at the center of the weld is higher in the measured values compared to the simulated values, which may be due to the construction sequence.
- (4)
- The central point of the top of the herringbone column is the intersection point of the herringbone column and the upper truss, which bears more complex upper loads and is also the largest point of the residual stress of the whole column, so it is more dangerous. This location should be monitored to ensure the safety and quality of construction.
- (5)
- Considering that construction took place in winter, the room temperature is low, and the temperature at the weld drops faster. At the same time, during manual welding, it is difficult to maintain absolute uniform speed, resulting in the actual residual stress being slightly higher than the ideal state of numerical simulation, but it is still within the safe range.
- (6)
- Some measurement points (such as points 17 and 23) showed a deviation of more than 50%, which may be due to operational errors. It is also possible that the measurement procedure was not properly set up or that repeated tests were not conducted to eliminate errors. In the future, different testing methods will be used to further detect and analyze the residual stresses in the welds of the lattice columns.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Wang, W.X.; Wang, D.P.; Qi, F.J. Welded Structures; Chemical Industry Press: Beijing, China, 2012. [Google Scholar]
- Wang, J.H.; Lu, H. Some Discussions on Principle of Causing and Relieving Welding Residual Stress, 3rd ed.; Hanjie Xuebao: Harbin, China, 2002; pp. 75–79+1. (In Chinese) [Google Scholar]
- Fang, H.Y. Theory of Welded Structures; China Machine Press: Beijing, China, 2008. [Google Scholar]
- Yan, R.; Ji, H.; Wang, S. Influence of Welding Residual Stress on Axial-Mechanical Properties of Hollow Spherical Joints. SSRN 2024. [Google Scholar] [CrossRef]
- Yang, L.; Chuai, R.; Cai, G. Ultrasonic Non-Destructive Testing and Evaluation of Stainless-Steel Resistance Spot Welding Based on Spiral C-Scan Technique. Sensors 2024, 24, 4771. [Google Scholar] [CrossRef] [PubMed]
- Liu, Z.; Wasil, R.; Shen, Y. Magneto Acoustic Emission Technique: A Review of Methodology, Applications, and Future Prospects in Non-destructive Testing. NDT E Int. 2024, 103171. [Google Scholar] [CrossRef]
- Mishra, P.; Rani, A.; Sekhar, R. Comparative Analysis of Infrared Thermographic Techniques for Non-destructive Testing and Evaluation of Materials. In Conference and Exhibition on Non Destructive Evaluation; Springer Nature: Singapore, 2021. [Google Scholar]
- Mathiszik, C.; Koal, J.; Zschetzsche, J. Non-destructive characterization of resistance projection welded joints by ultrasonic and passive magnetic flux density testing. Weld. World 2024, 68, 2671–2682. [Google Scholar] [CrossRef]
- Wei, H.; Lina, L. Application of non-destructive testing technology in construction steel structure industry. J. Physics Conf. Ser. 2021, 2011, 012039. [Google Scholar] [CrossRef]
- Ammar, M.M.A.; Shirinzadeh, B.; Elgamal, H.; Nasr, M.N.A. On the role of damage evolution in finite element modeling of the cutting process and sensing residual stresses. Sensors 2022, 22, 8547. [Google Scholar] [CrossRef]
- Wang, J.; Xu, A.; Di, J.; Qin, F.; Men, P. Experimental and Numerical Study of Membrane Residual Stress in Q690 High-Strength Steel Welded Box Section Compressed Member. Materials 2024, 17, 2296. [Google Scholar] [CrossRef]
- Li, Y.; Xue, J.; Qi, L.; Wang, X.; Yuan, Z.; Xue, G. Residual stress model of welded steel L-shaped and T-shaped sections. J. Constr. Steel Res. 2024, 218, 108724. [Google Scholar] [CrossRef]
- Yang, B.; Nie, S.D.; Kang, S.B.; Xiong, G.; Hu, Y.; Bai, J.; Zhang, W.F.; Dai, G.X. Residual stress measurement on welded Q345GJ steel H-sections by sectioning method and method improvement. Adv. Steel Constr. 2017, 13, 78–95. [Google Scholar]
- Gu, Y.; Chen, J.; Gu, S. Eliminating eccentricity error in measuring residual stresses via hole-drilling method using strain gauge rosette with five measuring grids: For thin plates using through-holes. J. Strain Anal. Eng. Des. 2024, 59, 475–490. [Google Scholar] [CrossRef]
- Zhang, W.; Wu, Z.; Chen, J. Experimental research on surface residual stress of high strength welded circular steel tube based on hole-drilling strain-gage method. J. Build. Struct. 2022, 43, 332. [Google Scholar]
- Halabuk, D.; Návrat, T. Determination of residual stresses in cylindrical components by the hole-drilling method. Exp. Mech. 2022, 62, 87–99. [Google Scholar] [CrossRef]
- Olson, M.D.; DeWald, A.T.; Watanabe, B.T. Near Edge Residual Stress Measurement Using Incremental Hole Drilling. Exp. Mech. 2024, 64, 501–517. [Google Scholar] [CrossRef]
- Li, C.; Ji, B.; Yao, Y. Stress biaxiality-based residual stress assessment in welded T-joints using the blind-hole method. J. Constr. Steel Res. 2024, 216, 108610. [Google Scholar] [CrossRef]
- Peng, Y.; Zhao, J.; Chen, L. Residual stress measurement combining blind-hole drilling and digital image correlation approach. J. Constr. Steel Res. 2021, 176, 106346. [Google Scholar] [CrossRef]
- Vasylevskyi, K.; Tsukrov, I.; Drach, B. Identification of process-induced residual stresses in 3D woven carbon/epoxy composites by combination of FEA and blind hole drilling. Compos. Part A Appl. Sci. Manuf. 2020, 130, 105734. [Google Scholar] [CrossRef]
- Beghini, M.; Bertini, L.; Santus, C. A procedure for evaluating high residual stresses using the blind hole drilling method, including the effect of plasticity. J. Strain Anal. Eng. Des. 2010, 45, 301–318. [Google Scholar] [CrossRef]
- Zuo, S.; Wang, D.; Du, B. Plasticity Effects in the Hole-drilling Residual Stress Measurements in Welded Structure. J. Mech. Eng. 2022, 58, 206–214. (In Chinese) [Google Scholar]
- Blödorn, R.; Viotti, M.R.; Schroeter, R.B. Analysis of blind-holes applied in the hole-drilling method for residual stress measurements. Exp. Mech. 2015, 55, 1745–1756. [Google Scholar] [CrossRef]
- Pei, J.; Wang, S.; Qin, S. Using Iterative Correction to Improve the Accuracy of the Blind-Hole Welding Residual Stress Test. Sensors 2024, 24, 6243. [Google Scholar] [CrossRef]
- Blödorn, R.; Bonomo, L.A.; Viotti, M.R. Calibration coefficients determination through FEM simulations for the hole-drilling method considering the real hole geometry. Exp. Tech. 2017, 41, 37–44. [Google Scholar] [CrossRef]
- Cai, Z.P. Study on Numerical Simulation of Welding Distortions in Huge Fabrications and Its Application. Ph.D. Thesis, Tsinghua University, Beijing, China, 2001. [Google Scholar]
- Feng, R.; Liu, D.; Zhang, C. Effect of Solid-State Phase Transformation and Transverse Restraint on Residual Stress Distribution in Laser–Arc Hybrid Welding Joint of Q345 Steel. Materials 2024, 17, 2632. [Google Scholar] [CrossRef]
- Horváth, A.; Kollár, D. Dimensional Analysis and Validity of Uniaxial Residual Stress Distribution for Welded Box Sections. J. Manuf. Mater. Process. 2024, 9, 5. [Google Scholar] [CrossRef]
- Yan, Z.; Ju, J. Numerical Study on Welding Residual Stress and Microstructure in Gas Metal Arc Welding Square Tube–Plate Y-Shaped Joints. Buildings 2024, 14, 3686. [Google Scholar] [CrossRef]
- Han, D.; Tao, Z.; Abdul Ghafar, W.; Hasan, M.M.; Xiao, W.; Wang, T.; Zhou, K.; Dai, H. Experimental Study on the Seismic Performance of L-Shaped CFST Columns in Different Combinations. Buildings 2023, 13, 2320. [Google Scholar] [CrossRef]
- Abdul Ghafar, W.; Tao, Z.; Tao, Y.; He, Y.; Wu, L.; Zhang, Z. Experimental and numerical study of an innovative infill web-strips steel plate shear wall with rigid beam-to-column connections. Buildings 2022, 12, 1560. [Google Scholar] [CrossRef]
- Tao, Z.; Hasan, M.M.; Han, D.; Qin, Q.; Abdul Ghafar, W. Study of the Axial Compressive Behaviour of Cross-Shaped CFST and ST Columns with Inner Changes. Buildings 2023, 13, 423. [Google Scholar] [CrossRef]
- GB50661-2011; Code for Welding of Steel Structures. Ministry of Housing and Urban-Rural Development of the People’s Republic of China, General Administration of Quality Supervision, Inspection and Quarantine of the People’s Republic of China: Beijing, China, 2011.
- Huang, Z.; Li, J.; Wang, L. Welding residual stress analysis of the X80 pipeline: Simulation and validation. Mech. Sci. 2024, 15, 305–314. [Google Scholar] [CrossRef]
- Zheng, X.; Li, D.; Liao, W. Residual Stress and Fatigue Strength Analysis of Stiffener Welds of Steel-Plate Composite Girder Bridge Considering Welding Sequence. Buildings 2024, 14, 1801. [Google Scholar] [CrossRef]
- GB/T 20801.2-2020; Code for Pressure Piping—Industrial Pipelines—Part 2: Materials. Standardization Administration of China (SAC): Beijing, China, 2020.
- GB 985-88; Basic Forms and Dimensions of Welded Joint Grooves for Oxyacetylene Welding, Manual Arc Welding, and Gas Shielded Welding. Standardization Administration of China (SAC): Beijing, China, 1988.









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Station Number | 0° Stress (MPa) | 45° Stress (MPa) | 90° Stress (MPa) | Maximum Principal Stress (MPa) | Minimum Principal Stress (MPa) | Equivalent Residual Stress (MPa) |
|---|---|---|---|---|---|---|
| 1 | 23.3 | 45.2 | −2.8 | 47.6 | −27.1 | 65.4 |
| 2 | 199.1 | 55.5 | 41.4 | 222.2 | 18.2 | 213.7 |
| 3 | 333 | 104.5 | −18.6 | 340.8 | −26.3 | 354.6 |
| 4 | 44.9 | −103.8 | −166.6 | 53.2 | −175 | 206.8 |
| 5 | −69.3 | −81.7 | −25.2 | −6.4 | −88.2 | 85.2 |
| 6 | 370.5 | 246.3 | −48.3 | 387.2 | −64.9 | 423.4 |
| 7 | 345.5 | 166.4 | −51.3 | 346.4 | −52.2 | 375.3 |
| 8 | −217.4 | −94.9 | −126.6 | −82.5 | −261.4 | 231.4 |
| 9 | 98.8 | 73.1 | 60.7 | 99.9 | 59.6 | 87 |
| 10 | −29.9 | 66 | 109.8 | 114.5 | −34.6 | 135.1 |
| 11 | 114.1 | 413 | 342.9 | 445.6 | 11.4 | 440.1 |
| 12 | −19.3 | −62.2 | 113.8 | 175.3 | −80.8 | 226.8 |
| 13 | −103.2 | −146.8 | −277.9 | −92.9 | −288.2 | 254.2 |
| 14 | 439 | 309.2 | 159.8 | 439.4 | 159.5 | 385.3 |
| 15 | 256.4 | 143.6 | 262.4 | 375.3 | 143.6 | 328 |
| 16 | 486.2 | 214.5 | −75.8 | 486.3 | −76 | 528.4 |
| 17 | −2.6 | 9 | 28 | 28.4 | −3 | 30 |
| 18 | 177 | 130.4 | −27.1 | 191.1 | −41.2 | 214.6 |
| 19 | 389.2 | 352 | 42.5 | 436.3 | −4.7 | 438.7 |
| 20 | −224.7 | 1 | −98.9 | 12.8 | −336.3 | 342.9 |
| 21 | 234.3 | 120.9 | −130 | 246.9 | −142.5 | 341.2 |
| Station Number | 0° Stress (MPa) | 45° Stress (MPa) | 90° Stress (MPa) | Maximum Principal Stress (MPa) | Minimum Principal Stress (MPa) | Equivalent Residual Stress (MPa) |
|---|---|---|---|---|---|---|
| 22 | −93.2 | 97.1 | −256 | 109 | −458.2 | 521.3 |
| 23 | 1.5 | −15.9 | 16 | 34.5 | −17 | 45.4 |
| 24 | 146.1 | 173.8 | 250.4 | 255.9 | 140.6 | 221.9 |
| 25 | 260.5 | 241.9 | 112.6 | 278.9 | 94.2 | 245.8 |
| 26 | 357.3 | 263.7 | 15.3 | 374 | −1.4 | 374.7 |
| 27 | 441.3 | 160.6 | 160.6 | 499.4 | 102.5 | 456.9 |
| 28 | 283.7 | 321.6 | 62.7 | 358.2 | −11.9 | 364.3 |
| 29 | 252.9 | 8.3 | −84 | 269.3 | −100.4 | 331.2 |
| 30 | −48 | −31.3 | −131.7 | −17.8 | −161.9 | 153.7 |
| 22 | −93.2 | 97.1 | −256 | 109 | −458.2 | 521.3 |
| 23 | 1.5 | −15.9 | 16 | 34.5 | −17 | 45.4 |
| 24 | 146.1 | 173.8 | 250.4 | 255.9 | 140.6 | 221.9 |
| 25 | 260.5 | 241.9 | 112.6 | 278.9 | 94.2 | 245.8 |
| 26 | 357.3 | 263.7 | 15.3 | 374 | −1.4 | 374.7 |
| 27 | 441.3 | 160.6 | 160.6 | 499.4 | 102.5 | 456.9 |
| 28 | 283.7 | 321.6 | 62.7 | 358.2 | −11.9 | 364.3 |
| 29 | 252.9 | 8.3 | −84 | 269.3 | −100.4 | 331.2 |
| 30 | −48 | −31.3 | −131.7 | −17.8 | −161.9 | 153.7 |
| Materials | C | Si | Mn | P | S | Cr | Ni | Cu |
|---|---|---|---|---|---|---|---|---|
| Q355B | 0.24 | 0.55 | 1.6 | 0.035 | 0.035 | 0.3 | 0.3 | 0.4 |
| E5015 | 0.15 | 0.9 | 1.6 | 0.035 | 0.035 | 0.2 | 0.3 | 0.3 |
| Temperature (°C) | 20 | 50 | 100 | 200 | 300 | 400 | 500 | 600 | 800 | 1000 | 1300 |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Coefficient of thermal expansion (106/°C) | 11.5 | 11.8 | 12.1 | 12.7 | 13.3 | 13.8 | 14.4 | 14.8 | 15.4 | 15.4 | 15.4 |
| Isotropic thermal conductivity (W/(m °C)) | 56 | 53 | 49 | 45 | 41 | 37 | 37 | 37 | 37 | 37 | 37 |
| Density(g/cm3) | 7.85 | 7.84 | 7.82 | 7.79 | 7.76 | 7.73 | 7.70 | 7.67 | 7.64 | 7.58 | 7.49 |
| Specific heat capacity (J/(g·K)) | 0.46 | 0.47 | 0.48 | 0.49 | 0.49 | 0.49 | 0.50 | 0.50 | 0.50 | 0.50 | 0.50 |
| Young’s modulus (MPa) | 210,000 | 208,000 | 205,000 | 202,000 | 198,000 | 194,000 | 190,000 | 185,000 | 180,000 | 100,000 | 70,000 |
| Yield strength (MPa) | 355 | 340 | 320 | 300 | 280 | 260 | 240 | 220 | 200 | 150 | 80 |
| Poisson’s ratio (-) | 0.3 | 0.3 | 0.3 | 0.3 | 0.3 | 0.3 | 0.3 | 0.3 | 0.3 | 0.3 | 0.3 |
| Electric Current | Voltage | Welding Rate | Heat Input |
|---|---|---|---|
| I (A) | U (V) | V (mm/min) | Q (J/mm) |
| 220~320 | 29~34 | 350~450 | <1500 |
| Measuring point | 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| Measured value (MPa) | 65.4 | 213.7 | 354.6 | 206.8 | 85.2 | 423.4 | 375.3 |
| Theoretical value (MPa) | 103.43 | 272.21 | 326.06 | 209.81 | 125.39 | 390.7 | 374.32 |
| Measuring point | 8 | 9 | 10 | 11 | 12 | 13 | 14 |
| Measured value (MPa) | 231.4 | 87 | 135.1 | 440.1 | 226.8 | 254.2 | 385.3 |
| Theoretical value (MPa) | 240.24 | 175.98 | 130.34 | 404.4 | 186.09 | 229.24 | 347.14 |
| Measuring point | 15 | 16 | 17 | 18 | 19 | 20 | 21 |
| Measured value (MPa) | 328 | 528.4 | 30 | 214.6 | 438.7 | 342.9 | 341.2 |
| Theoretical value (MPa) | 313.17 | 440.43 | 110.76 | 350.54 | 410.26 | 301.94 | 298.3 |
| Measuring Point | 22 | 23 | 24 | 25 | 26 | 27 | 28 | 29 | 30 |
|---|---|---|---|---|---|---|---|---|---|
| Measured value (MPa) | 521.3 | 45.4 | 221.9 | 245.8 | 374.7 | 456.9 | 364.3 | 331.2 | 153.7 |
| Theoretical value (MPa) | 457.39 | 123.58 | 212.9 | 223.15 | 303.94 | 423.44 | 300.54 | 222.46 | 175.95 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ren, J.; Yue, Y.; Zhang, X.; Yang, Z.; Liu, Z.; Dong, Y.; Ma, J.; Liu, C.; Ma, J. Investigation of Welding-Induced Residual Stresses in a Herringbone Column Using the Blind Hole Technique: An Experimental and Numerical Study. Buildings 2025, 15, 398. https://doi.org/10.3390/buildings15030398
Ren J, Yue Y, Zhang X, Yang Z, Liu Z, Dong Y, Ma J, Liu C, Ma J. Investigation of Welding-Induced Residual Stresses in a Herringbone Column Using the Blind Hole Technique: An Experimental and Numerical Study. Buildings. 2025; 15(3):398. https://doi.org/10.3390/buildings15030398
Chicago/Turabian StyleRen, Jianbo, Yanchao Yue, Xiangwei Zhang, Zheng Yang, Zhihang Liu, Yuanyuan Dong, Jihao Ma, Chenlu Liu, and Jianjun Ma. 2025. "Investigation of Welding-Induced Residual Stresses in a Herringbone Column Using the Blind Hole Technique: An Experimental and Numerical Study" Buildings 15, no. 3: 398. https://doi.org/10.3390/buildings15030398
APA StyleRen, J., Yue, Y., Zhang, X., Yang, Z., Liu, Z., Dong, Y., Ma, J., Liu, C., & Ma, J. (2025). Investigation of Welding-Induced Residual Stresses in a Herringbone Column Using the Blind Hole Technique: An Experimental and Numerical Study. Buildings, 15(3), 398. https://doi.org/10.3390/buildings15030398