1. Introduction
Three-dimensional printing technology for cementitious materials consists of creating 3D objects by depositing cementitious materials layer upon layer [
1,
2,
3]. It can be considered a promising method that has the potential to revolutionize the conventional building and construction sector due to the numerous benefits that provides, such as the increase in geometric freedom and flexibility and the reduction in the number of labor workers, construction risks, waste, costs, and time [
4,
5,
6,
7,
8]. Thanks to the advancement of technologies and large-scale 3D printers such as fixed robotic arms [
6], gantry [
9], cable robots [
10], mobile robot systems [
11], cranes [
12], and mobile truck printers [
10,
13], various 3D printed construction projects have been created worldwide [
14,
15], including houses, cabins, offices, bridges, huge structures, and more, as seen in
Figure 1.
To be able to build such structures, an optimum mix design has to be chosen to have good performance in fresh and hardened states.
In its fresh state, the mix should be flowable, extrudable, buildable, and have an acceptable open time. Flowability refers to the ability of the mortar to flow in the pumping system without any blockage [
22]. Extrudability is the ability of the mix to be extruded continuously through the nozzle [
23]. Buildability refers to the ability of the material to maintain its shape and the upper layers without any deformation [
24,
25]. Open time is the time when the material still maintains good printability by being flowable in the pumping system and extrudable via the nozzle [
26,
27].
In its hardened state, the material should exhibit high compressive strength to support loads effectively and possess high durability to ensure long-term performance.
These properties can be improved by adjusting the mix design by choosing suitable constituents and proportions of binders, aggregates, and admixtures, or by optimizing the printing parameters to reach the target performance of printed material.
Aiming to serve as a reference for future 3D concrete printing research to create optimized concrete mixes with good performance at the fresh and hardened states, this paper presents a review of the methodologies conducted to obtain an optimum 3D printable mortar. First, the mix design approaches were presented to examine the principles and methodologies followed by the researchers. The constituents used in 3D printing were specified, their characteristics were identified, and their effects on the properties of printed material at fresh and hardened states were evaluated. Then, the tests used to determine the properties of printed material at fresh and hardened states were presented while emphasizing the printing parameters that should be considered to reach the target properties. Finally, the challenges encountered during or post printing were detailed with a presentation of the possible solutions.
Major academic databases, including Scopus, ScienceDirect, and Google Scholar, were utilized for this review. The research strategy was based on predefined keywords presented previously and are related to our objective and the scope of the study. Particular attention was given in this review to ensure the inclusion of peer-reviewed journal articles and high-quality conference papers from reputable publishers, without restrictions on publication year or location, thereby considering both older and more recent studies.
2. Mix Formulation Approaches and Methodology
Mix proportions of concrete in 3D printing differ from those of conventional concrete [
28,
29,
30]. In most studies, fine aggregates, natural or crushed sand, are used as the only aggregates in the 3D printing mix to accommodate the small diameter of pump conduits, hose, and the nozzle printing head. As for the cement content, compared to the conventional mixes, 3D printing mixes present higher amounts with a relatively lower water-to-cement ratio to improve consistency and strength. Supplementary cementitious materials (SCMs) and admixtures are used as well to replace cement partially and to control workability through printability and buildability.
Regarding the approaches used to design these mixes to obtain the optimum one, few of them presented the approaches adopted to reach an optimal mix design, and the majority relied on empirical methods to determine the quantities of 3D printing mix constituents. Trial mixes were conducted by fixing parameters and modifying others, such as modifying the sand-to-binder (s/b) ratio, water-to-binder (w/b) ratio, the admixture content, and the percentage of SCMs replacing the cement to have a printable material. Cement content was included in higher amounts between 500 and 600 kg/m
3 [
25,
31]. To reduce CO
2 emissions, supplementary cementitious materials (SCMs) were added between 10 and 30% to replace cement partially, and admixture content was added up to 5% by cement mass to control workability through flowability and buildability [
25,
31,
32,
33,
34]. The frequently reported w/b ratio was reported between 0.25 and 0.45, and the frequently reported s/b ratio was in the range of 1.2–2.5 [
13,
25,
31,
33,
35,
36,
37,
38,
39,
40].
Other than modifying the proportions, Weng et al. [
41] investigated in their study the effect of the particle size distribution of fine aggregate. They studied six mixes with the same mix proportions; however, the gradation of the sand was varied in order to identify the optimum gradation.
In mix A, as seen in
Figure 2, Fuller gradation methods represented by a continuous gradation were used, resulting in a highly densified system with particles interacting at many points of contact. The other mixtures used two uniform gradation systems with varying particle sizes, two gap-graded mixtures, and a mixture with river sand. The results showed that the concrete containing sand with a gradation that complies with Fuller–Thompson theory presented better buildability with 40 printed layers than about 30 layers for the other mix designs. It also had low plastic viscosity and high yield stress, which can be advantageous for the fresh state properties required for 3D printing, pumpability, extrudability, and buildability.
These ingredients and proportions are adjusted in order to have a printable material that must achieve the target goal of the fresh state properties [
4,
31,
38,
41]. As seen in
Figure 3, Rehman and Kim [
4] followed an iterative technique to reach the optimal design mix for 3D printing that consists of starting with a random mix and evaluating its performance at the fresh state in terms of one specific property at a time, such as pumpability. If the target value for the first property is reached, the second step consists of continuing by evaluating the other properties in the same manner, such as extrudability, shape retention, open time, and buildability. Nevertheless, if one of these properties is not achieved, the mix will be readjusted, and the same procedure will be repeated with the new mix until all the target properties have been achieved.
The fresh state properties are characterized by using experimental tests. Researchers have recommended obtaining approximately the same values resulting from these tests that will simplify the trial and error mixes and facilitate the process of obtaining the optimum mix. For example, Ma and Wang [
42] concluded by using the slump flow test that the diameter must be in the range of 174 and 210 mm to have a good printability. Rahul et al. [
23] found by using the rheometer test that mixes with the yield stress in the range of 1.5–2.5 kPa could meet the requirement of extrudability and buildability.
Mechanical and durability tests should also be performed because the target is not limited to creating a printable object, but it consists also of building a durable structure that can resist mechanical load, thermal transformations, and external and environmental conditions.
The following sections present the different types of materials used in formulating 3D printing mixes in previous studies, in addition to their characteristics and proportions to yield a 3D printing mix with the desirable properties at fresh and hardened states.
3. Mix Constituents and Proportions
The components of the printable concrete mix are cement, supplementary cementitious materials, water, aggregates, and admixture.
3.1. Cement
Cement plays a crucial function as the basic building material. It is the most common material used in construction, from the simple construction of homes, offices, and highways to the more complicated buildings needed for nuclear power plants or seismic applications [
30].
In 3D printing, most research has focused on printing inks based on ordinary Portland cement. Özalp and Yilmaz [
43] studied the difference between CEM I 42.5 R gray cement and CEM I 52.5 R white cement, and they concluded that the concrete with a 52.5 strength class, which has a higher fineness and strength class, improved higher mechanical strength properties and durability more than concrete made with 42.5 strength class. CEM I 52.5 R was also used in several studies in order to develop high early strengths [
38,
39,
44,
45]. Kruger et al. and Papachristoforou et al. [
25,
33] used CEM II 52.5N and demonstrated that substituting 30% of cement with SCMs containing combined fly ash and silica fume reduces the compressive strength by 30% and the flexural strength by 32%.
A few studies have explored the use of cement types different than ordinary Portland cement type I in 3D printing. In their mix, Chen et al. [
46] used Calcium Sulphoaluminate cement (CSA; grade 42.5 with a maximum particle size of 100 μm). They reported that the mixture containing CSA showed a high early strength and fast hardening, positively affecting the build-up of 3D structures. Shakor et al. [
47,
48] used Calcium aluminate cement (CAC) and demonstrated that the use of CAC could reduce initial flowability and accelerate early strength, leading to a high thixotropic build-up.
3.2. Supplementary Cementitious Materials or Additives
Due to its significant CO
2 emissions, cement production is primarily responsible for the environmental effects of the concrete sector. Worldwide cement production accounts for up to 7% of all carbon dioxide emissions each year. Thus, the most effective strategy to lower CO
2 emissions is to partially replace cement by supplementary cementitious materials or fully replace it with alkali-activated materials such as those based on geopolymer [
49,
50,
51,
52,
53].
Since this research focuses on mortar mixes, we will present only the SCMs that researchers have included in the mortar mixes to partially replace the cement.
In most 3D printing studies, silica fume, fly ash, and ground granulated blast furnace slag are the most common materials used in the 3D printing mortar mixes. Some researchers have used these materials in combination [
25,
33,
35] and others used each material alone [
31,
34,
40] by replacing cement of 10–30% in the binder mass. However, due to the declining production and availability for long-term applications of these materials [
54,
55,
56], limestone and calcined clay stand out as attractive raw material choices that are widely available compared to the typical SCMs [
57]. Also, researchers have looked into using alternative and waste-derived materials, such as rice husk ash and ground glass powder [
58,
59].
The effects of each constituent on fresh and hardened properties are presented in the
Table 1 below.
3.3. Water
Water is added to concrete to initiate the chemical reaction known as the hydration reaction and to make the concrete workable. However, excess water affects the concrete strength and increases the possibility of bleeding and drying shrinkage [
65].
Generally, the 3D printing mixes should have less water and a lower water-to-binder ratio w/b than the conventional concrete due to the required properties of the 3D printed concrete, such as minimal slump, quick setting, and high strength [
66]. In most 3D printing studies, the frequently reported water–binder ratio lies within the range of 0.25–0.45 [
39].
According to Le et al. [
35], a w/b of 0.26 results in high performance of 3D printable concrete, which produces a compressive strength of 110 MPa at 28 days. Malaeb et al. [
36] experimented with various w/b amounts and demonstrated that the strength increases when w/b decreases. Papachristoforou et al. [
67] demonstrate that a maximum strength of 70 MPa can be attained with a w/b of 0.4.
3.4. Admixtures
Admixtures can have a significant influence on the workability of the printed concrete. They are used to enhance one or more characteristics of concrete. During mixing, they are usually added in quantities up to 5% of the cement mass. There are various admixtures used in 3D printing mixes, such as superplasticizers, retarders, accelerators, and viscosity-modifying admixtures. Each of these admixtures has its own effects on the mortar mix.
Superplasticizers are admixtures that can be mainly classified into four types: lignosulfonic acid, polycarboxylic acid, melamine formaldehyde sulfonic acid, and naphthalene formaldehyde sulfonic acid. Polycarboxylate-based superplasticizer is the most commonly used one. It is composed of three parts, including a backbone of polyethylene, chains of polyoxyethylene, and carboxylic groups [
68]. They improve the flowability and reduce the water content of concrete by 15% and can significantly reduce the yield stress and viscosity of cement-based materials [
66,
69]. Malaeb et al. [
36] demonstrate in their study that using a superplasticizer in 3D printing increases the strength while preserving the desired flowability. However, once the superplasticizer content reaches a particular level of 2.5% of water weight, the mixture will no longer be sufficiently buildable. In other words, the mixture will become excessively fluid and lose its ability to hold together. Thus, it is crucial to find the ideal combination between flowability and buildability. Lediga and Kruger [
70] added a superplasticizer with a 1% dosage of binder weight and demonstrated that adding SP increased the workability. Shoueb [
71] found that mixes with a SP content of 0.8% of the binder content achieved the highest compressive and flexural strengths when compared to other SP dosages, while mixes with a 1.2% SP content showed no gain in strength.
Retarders are admixtures employed to delay the setting period of the concrete, which is required to ensure that the concrete does not set during transportation and before pouring [
72,
73]. Thus, the retarder benefits the pumping and printing processes. On the other hand, using retarding admixtures reduce the initial strengths and the rate of hardening [
74]. In 3D printing, Lediga and Kruger [
70] added a retarder with 0.5% binder weight and demonstrated that adding a retarder enhances the workability. Chen et al. [
75] used tartaric acid as a retarder with a dosage up to 0.25% and demonstrated that the retarder increased the setting time and printing open time, reducing the yield stress and plastic viscosity by 16% and 2.5%, respectively. To maintain a sufficient open time and to encourage continuous printing, a retarder made of amino-tris, citric acid, and formaldehyde is utilized with 0.2% of mass content in the study of Le et al. [
35]. Bentz et al. [
76] added 0.2% retarder and demonstrated that the paste rheology is highly stable for the first 3 h and then the yield stress and plastic viscosity increase.
Accelerators are used to increase the pace of early strength development, shorten the time needed for proper curing and protection, and accelerate the start of finishing activities [
74,
77]. The usage of accelerators in 3D printing depends on the print path length and environmental conditions. An accelerator made of sulfate, aluminum salt, and diethanolamine was added to the study by Le et al. [
35] to regulate the setting of concrete. Bentz et al. [
76] demonstrated that adding 0.133% of the accelerator increases the plastic viscosity and yield stress. Malaeb et al. [
36] added an accelerator with 0.4% of cement content right before extrusion and demonstrated that the accelerator works in the short term to guarantee that the concrete will set properly when it is poured.
Viscosity-modifying admixtures (VMAs) are used to lessen the risk of heterogeneous concrete separation and produce a stable concrete [
57]. They can absorb water and raise the viscosity of solid solutions [
78]. In 3D printing, Rahul and Santhanam [
79] used hydroxypropyl methylcellulose as a viscosity-modifying agent with 0.08% of the total binder content. Chen et al. [
78] used Hydroxy Propyl Methyl Cellulose (HPMC) VMA with 0.35, 0.6, and 1.2% of cement content and evaluated its effects on the extrudability of cementitious materials. They found that the mixture with higher VMA content increases flow consistency, shear yield stress, and elongational yield stress. Li et al. [
32] stated that VMA content must be in the range of (0–1.5%) to meet the requirement for printing. However, greater VMA addition is not required for the fresh mixtures to achieve adequate printability because mortar with poor flowability can block the material transition system, and it will affect the printing process.
3.5. Aggregates
Aggregates, such as sand, gravel, or crushed stone, are used in concrete [
65,
80]. In most applications, the aggregates used in 3DPC are fine aggregates. Due to nozzle size restrictions and the requirement for concrete to easily flow through the printer’s nozzles, the majority of the studies used fine aggregate with a particle size limit of 2 mm [
81,
82]. Technically, the 3D printable mixes should be called printable mortar since they do not contain coarse aggregate. However, the majority of the studies continue to refer to this type of mortar as concrete [
66]. Zhang et al. [
83] used river sand and demonstrated that when the sand–binder ratio increased from 0.6 to 1.2, the plastic viscosity and yield stress increased by 16.4% and 129.8%, while it reduced the thixotropy by 18%.
In the majority of printable mixtures [
13,
25,
31,
36,
37,
38], the aggregate-to-binder mass ratio lies within the range of 1.2–2.0, because 3D printing cementitious materials may require significantly more ordinary Portland cement (OPC) to produce material with high strength [
56]. Regarding the type of natural sand used in most studies, Ding et al. [
26] replaced natural sand in printable concrete with recycled sand and demonstrated that using recycled sand did not affect the mechanical properties in the first 90 min from mixing, while they enhanced compressive strength and modulus of elasticity after 90 min. Also, Xiao et al. [
84] replaced 25% of natural sand with recycled sand and observed that adding recycled sand increased the yield stress from 1.89 to 1.94 kPa. Ma et al. [
85] replaced a certain amount of natural sand with fine mine tailings composed of silica, calcium, alumina, and iron oxide, and free of hazardous industrial waste elements, with a specific surface area of 0.141 m
2/g and a particle size distribution ranging between 1 and 1000 μm. They found that the flowability increased and the buildability decreased with the ratio of copper tailings due to their finer particles. Ting et al. [
86] tested the replacement of river sand with equally graded recycled glass and demonstrated that the addition of recycled glass increased the spread of concrete, reduced the static yield stress, and negatively affected the buildability of concrete. El Cheikh et al. [
87] used glass beads as an aggregate in their mixes with a particle size of 4 mm and investigated their impact on printhead blockage with various nozzle diameters (9, 13, and 17 mm). They concluded that two key elements determine printing nozzle blockage: paste content and the ratio of nozzle opening diameter to aggregate diameter. To prevent clogging, the authors claim that the nozzle diameter must be at least four times greater than the maximum particle size.
Coarse aggregates were also used in some 3D printing studies. By adding coarse aggregates to the same volume of concrete, the binder content is reduced, which is the main factor influencing energy use and CO
2 emissions during the manufacturing of concrete [
13]. One of the difficulties encountered while using coarse aggregate is the need for a nozzle with a wider cross-section, leading to an increase in the rate of concrete deposition [
88]. Mechtcherine et al. [
38] printed 10 layers of concrete, containing lightweight coarse aggregates of up to 8 mm in size, with a height of 500 mm, and found it difficult to reach the required rheological properties of concrete. Ji et al. [
89] used coarse aggregates with a particle size of 5–15 mm in their 3D printed full-scale building and chose a maximum diameter that was dependent upon the printer nozzle that can only print materials up to 15 mm in size. Rahul and Santhanam [
79] printed mixtures with lightweight expanded clay aggregates (LECAs) of up to 10 mm in size and concluded that a significant loss in workability occurs during the extrusion process, primarily as a result of the dewatering that takes place during the extrusion process due to the pressure used during the extrusion that may cause the liquid phase of the concrete to separate from the matrix, leaving a dewatered and less workable mass behind, and found that the compressive strength and elastic modulus were 45–60% and 25–50%, respectively, higher compared to the control mix.
3.6. Summary
The optimum 3D printable concrete mixes used in previous studies were covered in
Figure 4 showing the statistical ingredients content by mass percentage.
It can be observed that in the mixture of 3DPC, the mass proportion of aggregate is generally in the range of 45–60% in most studies, which is actually at a very low level as compared to conventional concrete, which typically comprises more than 75% of the aggregate. Binder is in the range of 20–35%, and water is 10%.
These parameters can be used as a guide for choosing pertinent parameters when formulating a printed concrete mixture. Also, these parameters are adjusted depending on the properties of the printed material, which will be discussed in the following sections.
4. Rheology of Printable Materials
Since rheology plays a crucial role in 3D printing, most of the research studies assessed the rheological performance, especially the static yield stress, to optimize their mix. Several studies recommended obtaining a yield stress within defined ranges; otherwise, the mix will not be printable [
23,
35]. Others used rheological models to quantify the mix design with the appropriate static yield [
90], which might be used as suggestions for creating printable concrete. This section covers the physical rheological properties, the geometry requirements that most of these properties need to be within, and the experimental tests used to obtain these properties.
4.1. Physical Rheological Properties
The physical rheological properties of concrete are plastic viscosity, yield stress, and thixotropy. Plastic viscosity is defined as the resistance to flow [
91]. Yield stress is divided to static yield stress, which is the peak shear stress required to initiate the flow and dynamic yield stress, which is the shear stress required to maintain the flow once the concrete begins to flow from rest [
92,
93]. The material yield stress and viscosity should be as low as feasible for optimal fluidity. After extrusion, high yield stress is required to allow the bottom filament to support the ones on the top. On the other hand, the thixotropy or structuration rate “
Athix” corresponds to the increase in static yield stress with time after the layer’s deposition. Two prime models were presented by Roussel [
93] and Perrot et al. [
94] to describe the static yield stress evolution with time ‘‘
t”:
Roussel [
93] explains that during the first hour, the yield stress increases linearly with time, and the following formula presents the relation:
where
Athix is the structuration rate,
τ0,0 is the initial yield stress, and
τ0(
t) is the yield stress after deposition in time
t.
Perrot et al. [
94] offered an exponential model that implements a critical characteristic time
tc corresponding to the adjusted time needed to obtain the best exponential fit curve:
4.2. Geometry Requirements While Printing
After deposition, a balance is needed between the gravity stresses and the material yield stress. The layer will not be deformed after deposition if the yield stress of the material is larger than the stress caused by gravity [
95]. However, if the gravitational force at the layer bottom exceeds the material yield stress, the material will deform until an equilibrium between yield stress and gravity stresses is attained [
96].
As seen in the graph below
Figure 5 showing the evolution of yield stress with time, first, the yield stress after deposition must exceed the gravity stresses [
92]:
where
ρ is the density,
h0 is the layer height of the first layer, and
g is the gravity.
Then, by successively depositing layers, the yield stress shall increase in order to prevent the collapse of the printed element [
92]:
where
H is the height of the printed element.
4.3. Experimental Tests
The intrinsic rheological parameters are provided by the rheometer test in (
Figure 6a), which is used to evaluate material flow behavior quantitatively [
97]. On the other hand, when rheometers are unavailable for precisely measuring and studying the rheology of cement-based materials, other tests can be used to study and correlate the rheological properties.
Rahul et al., Demont et al., and Jayathilakage et al. [
23,
98,
99] used a shear vane test (
Figure 6b) to measure the yield stress that was performed via the stress growth experiment applying a constant strain rate, obtaining the maximum torque value that was captured and converted to a yield stress using the Dzuy and Boger [
100] equation:
where
H and
D are the height and diameter of the vane,
τy is the yield stress, and
T is the maximum torque value.
Roussel and Coussot and Roussel et al. [
95,
101] have demonstrated that the slump flow diameter measurement obtained from the slump test (
Figure 6c) can be linked to the yield stress
τ0 of a mix by:
where
ρ and
g are the density and acceleration due to gravity,
V is the sample volume, and
R is the measured spread flow.
Roussel and Coussot [
97] have demonstrated also that when the stress variations in the radial direction are negligible in comparison to the vertical direction, the following equation can be used:
This equation links the slump test to the yield stress, where H is the height of the sample, zc is the critical height when the flow stops, ρ is the density of the mix, g is the gravitational constant, and τc is the yield stress.
Rehman et al. and Ducoulombier et al. [
102,
103] used a novel technique called the slug test to determine the concrete yield stress (
Figure 6d). This experiment consists of pumping the concrete to the end of the hose that is held vertically at a specific height above the ground. Then, the extruded concrete stretched until its weight overcame the cohesive forces, at which point the concrete dropped in the form of discrete slug masses. The yield stress is expressed as
where
S is the section of the nozzle,
τc is the yield stress, and
ms is the average of a slug mass collected from this test (collecting around 30 slugs), then calculating the mass of the material by using m
t as the total collected mass and
n as the number of slugs, the slug mass is estimated by
ms =
mt/
n.
Ducoulombier et al. [
102] demonstrated that there is a good correlation between the yield stress obtained from the slugs test and that obtained from the slump test measurements.
Figure 6.
Tests to evaluate the rheological parameters: (
a) rheometer test [
51]; (
b) shear vane test [
99]; (
c) mini cone slump flow test [
101]; (
d) slug test [
102].
Figure 6.
Tests to evaluate the rheological parameters: (
a) rheometer test [
51]; (
b) shear vane test [
99]; (
c) mini cone slump flow test [
101]; (
d) slug test [
102].
5. General Fresh State Properties
The main engineering properties of fresh concrete presented in the majority of research are flowability, extrudability, buildability, and open time. Researchers have formulated their mixes according to these general fresh state properties in order to have a printable material by using direct and indirect measurements, as seen in
Figure 7.
5.1. Flowability
Flowability or pumpability determines how fresh materials flow in a pumping system. The materials are transported smoothly from the mixer to the printing nozzle with adequate flowability. Printable concrete must have the highest consistency possible while still being able to be pumped [
35,
47,
96].
Flowability can be evaluated by several tests, such as slump test [
85], slump flow or flow table (
Figure 7a) [
104]. Knowing that some 3D printing mixes have high viscosities, the typical slump test leads to no-slump results; thus, the flow table test or slump flow test may be better. V-funnel test or marsh cone test can also be used to determine the mixture flowability [
85,
105]. Rheometer tests are used in most of the studies to quantify the material flow behavior and provide its intrinsic rheological parameters: viscosity and yield stress [
24,
51].
Table 2 presents the recommended result values for each of these tests in order to have the highest printability with optimum mixtures.
5.2. Extrudability
Extrudability represents the distance over which the paste can be extruded without blocking, segregating, or bleeding. The printed paste should be clear of cracks and separations [
39,
63].
Direct measurements (
Figure 7b) have been used by printing continuous filaments without any destructors in the studies of Ma et al., Le et al., and Vargas et al. [
35,
85,
113]. Indirect measurements have also been taken to assess the extrudability by using a manual printing device gun [
114,
115]. Panda and Tan [
51] and Rahul et al. [
23] characterized the extrudability by measuring the rheological properties since extrusion is related to the flow behavior, and determined that a higher static yield stress results in blockage of the nozzle and inappropriate extrudability.
5.3. Buildability
Buildability is the resistance of the printed material to deformation under load [
116]. Without formwork, fresh materials must have sufficient buildability to withstand their own weight, the weight of the top layers, and the extrusion pressure. If the material has a low buildability, the individual layers may deform during printing, causing the structure to collapse [
24,
25,
86].
To measure the buildability, tests have been conducted by direct or indirect measurements. Direct measurements (
Figure 7c) consist of observing the layers that could be printed and were conducted in several research [
24,
35,
114]. Indirect measurements can be conducted by means of a rheometer test to determine the evolution of static yield stress, which is referred to as structural build-up or thixotropy, after the deposition of a layer, to see if the extruded material is buildable. However, due to the costly and extremely sensitive devices of rheometers, other tests are used as described in the previous sections to obtain these parameters. Mechanical fresh state properties have also been assessed in several studies to determine the internal strengthening rate at an early age using penetration tests such as the cone penetrometer used by Baz et al. [
34] and Lafhaj et al. [
117], or penetration test via the Vicat apparatus to measure the initial and final setting time, where in 3D printing it was preferred to have a shorten initial setting time resulting in a rapid increasing in the concrete strength as seen by Khalil et al. [
114] and Szostak and Golewski [
61]. The vertical deformation under load has also been measured by a plate stacking test in previous works [
51,
118] that are used to simulate the incremental load on the lower levels and observe the deformation behavior of the layers without the requirement to print. The green strength was also measured by a uniaxial compression test in some studies [
37,
38,
119,
120,
121] in order to determine the structuration rate in terms of strength and stiffness (
Figure 7d). The ultrasonic pulse velocity test was also assessed in recent years [
64,
103] to test the fresh mechanical properties using non-destructive methods, examining the formation of the solid phases in the microstructure of the cementitious materials.
5.4. Open Time
The open time is identified as the time interval during which the fresh concrete maintains good printability, flowability, and extrudability in the printing nozzle [
26,
56,
122,
123].
Many tests have been conducted as direct or indirect measurements. Reference [
85] determined the open time indirectly by extruding filaments continuously without any interruption (
Figure 7e). Jo et al. [
112] and Panda and Tan [
51] determined the open time indirectly by measuring the slump flow spread with time or by using the rheometer test to measure the evolution of yield stress with time, respectively (
Figure 7f).
6. Hardened State Properties
It is not only important to have a printable material. It is also essential to formulate a mix that can produce a concrete element with optimal hardened properties to be able to use it in real construction. Therefore, a variety of tests, including mechanical durability properties, should be conducted to check the performance of the mix in its hardened state [
116].
In the majority of studies, samples have been extracted or cut from the printed components, as seen in
Figure 8 before the testing day [
13,
83,
124,
125,
126,
127,
128], or when the materials were still in their fresh state [
129]. It should be noted that any interference during the cutting process could impact the test’s accuracy, regardless of whether the element is in its fresh or hardened state.
Prisms, cubes, and cylinders of various sizes were cut to test the hardened state properties in various directions and/or compared printed samples to cast samples. Due to the layer-by-layer extrusion technique employed in 3D printing, the printed elements in hardened state have an anisotropic mechanical behavior, where the performance of the element depends on the direction of the load application in relation to the printing direction [
125,
130,
131,
132]. Small linear voids can also occur between filaments due to the effects of several parameters that lead to a decrease in the durability and the mechanical performance [
133].
Nerella et al. [
13] found that the mechanical strength in parallel and perpendicular directions was found to be similar for mixes having a compressive strength reaching 80 MPa and flexure strength reaching 5.9 MPa. On the other hand, Feng et al. [
134] showed greater compressive strength when testing parallel to the layer depositions. Mechtcherine et al. [
29] found that the compressive strengths of the cast and printed specimens were almost the same when evaluated in the parallel direction (57.5 MPa); however, the printed specimens show roughly 20% lower strength values than the cast samples in the perpendicular direction. The flexural strengths of printed specimens showed approximately the same results as the cast specimens in all directions (7 MPa). Le et al. [
35] discovered that specimens taken from the 3DPC specimens had lower compressive strengths than those of the cast specimens.
In previous studies [
48,
88,
126], durability property tests were conducted on printed material to see the quality of the print and the capacity to withstand chemical attack, porosity, aggressive ion penetration, freezing and thawing, and other service life conditions without losing their performance. The formation of microcracks at the layer due to shrinkage may allow water and chloride entry. Meanwhile, the freeze–thaw cycle may leave interlayer joints at risk and decrease the bond strength.
The bond between the layers has a significant impact on mechanical strength and durability, whereas a weak interlayer bond lowers these properties [
69,
88,
135]. The bond strength is highly affected by the printing parameters speed, nozzle height, and interval time as the bond becomes weaker with longer intervals [
32,
136]. Roussel and Cussigh [
137] determine that the thixotropic property and yield stress that are influenced by the proportions of the mix and the constituents used affect the bond strength, whereas higher thixotropic property and yield stress reduce the bond strength.
7. Printing Parameters That Could Affect the Properties at Fresh and Hardened States
In addition to the types of materials used in 3DCP mix and their proportions in the mix, many other parameters can affect the properties of the printed element at fresh and hardened states such as the printing time gap between two layers, the printing nozzle height, shape, and geometry, the printing speed and flow rate, and the printing mix temperature.
7.1. Printing Time Gap
If the cycle time between the printing of two layers is too long, cold joints will develop, weaken the inter-layer adhesion, and cause the final printed structures to behave with lower mechanical properties and durability [
30]. However, a very short time will produce printed layers with a lower yield stress, which will prevent withstanding additional layers and cause failure and collapse [
20]. Roussel and Cussigh [
137] determine the maximum production gap time of a layer. When the time exceeds this critical resting time
Th,
max, cold joints will form between layers.
where
h is the layer height and
p is the plastic viscosity.
Junior et al. [
138] studied the influence of time gaps on buildability property and demonstrated that employing an accelerator in the mix can reduce the time gap required for good buildability. They also demonstrated that a slump flow value exceeding 180 mm was not buildable with a time gap of 25 min. However, the buildability property was improved for a time gap below this value.
7.2. Printing Nozzle Height, Shape, and Geometry
The dimensions and geometry of the printing nozzle should be considered when printing. Increasing the distance between the nozzle and the working surface may cause a change in the filament shape [
139]. This change increases and becomes more critical by depositing more layers, resulting in buckling of the structure and subsequently collapsing [
30]. According to a study by Marchon et al. [
140], nozzles with rectangular holes seem to be ideal for creating simple structures like straight walls featuring flat surfaces. However, a mobile extruder is needed to print curved walls. Thus, nozzles with circular holes enable the printing of more complex shapes, particularly at corners, without using a mobile extruder [
140]. Regarding the nozzle size, Paul et al. [
141] demonstrated that the compressive strength reduces whenever the nozzle size reduces and vice versa, due to the smaller contact areas between layers with a smaller nozzle size. Nguyen-Van et al. [
142] reported that buildability could be more effectively achieved by printing walls with larger extrusion widths.
7.3. Printing Nozzle Speed and Flow Rate
By speeding up the printing nozzle and the material flow, the structure can be printed in a shorter time. However, the yield stress will be smaller, affecting the ability to sustain additional layers, resulting in a lower buildability [
133]. Using the following equation, Tay et al. [
143] describe how the material flow rate and nozzle travel speed would affect the solidity ratio (SR), which is the predicted filament size:
where
AP is the nozzle’s cross-sectional area,
v is the nozzle’s travel speed, and
Q is the material flow rate.
They presented the effect of the travel speed and flow rate on the filament, as shown in
Figure 9, and demonstrated that having a filament with fewer discontinuities, fewer voids, and higher strength is achieved when the printing speed is decreased and the flow rate is increased, having in this case an SR greater than one.
Fasihi and Libre [
144] investigated the influence of printing speed and rheological property on extrudability and found that the dynamic yield stress had a greater effect on the filaments continuity, uniformity, and conformance than plastic viscosity. The filament consistency decreased at both extremely low and very high extrusion speeds, while remaining almost consistent in the middle. Nguyen-Van et al. [
142] reported that lower printing speeds result in greater buildability, but on the other hand, higher printing speeds result in lower buildability since the printing material does not have enough time to develop its early green yielding strength, causing the bottom layers to fail.
Zhang et al. and Panda et al. [
145,
146] also demonstrated that the printing speed affects the layer width, where a speed of 110 mm/s gives a layer width of 15 mm; however, for a lower printing speed of 70 mm/s, the layer width increased to 20 mm. The bond strength between layers is also reduced by around 12% for a speed of 110 mm/s when compared to a speed of 70 mm/s.
7.4. Printing Mix Temperature
The ambient environmental factors, initial printing temperature, setting reaction, and friction in the printing system (section dimension, pump pressure, hose length, curves, and angle) affect the temperature of the mix, which in turn affects the properties of the printed element at fresh and hardened states [
147,
148].
Salet et al. [
149] demonstrated that exceeding the open time of the concrete, the materials in the hose and pump parts begin to harden leading to an increase in mix temperature and pump pressure, which will affect the quality of the printed filaments and, in severe situations, lead to pump failure.
8. Problems That Could Be Generated During or After Printing and Suggested Solutions
This section presents examples of problems that might arise during or after 3D printing, as seen in
Figure 10, and the suggested solutions and strategies. These problems include nozzle blockage or discontinuous layers, deformation after deposition, cracking due to excessive shrinkage, and weak interlocking filaments and voids.
8.1. Nozzle Blockage or Discontinuous Layers
Nozzle blockage or discontinuity in filament could be generated due to the mix composition, such as the inadequate particle size or high content of aggregate, which could be inconvenient for the nozzle opening, as seen in
Figure 10a. The continuity of the printed structure can also be due to a lack of synchronization between the printing flow rate and the printing nozzle speed [
143,
151], as seen in previous sections.
Therefore, to avoid this problem, a superplasticizer or retarder can be used, in addition to optimizing the particle size and proportion of aggregates, and synchronization between the printing nozzle speed and flow rate.
8.2. Deformation After Deposition
Deformation after deposition can be generated due to two general failures. First, plastic collapse or material failure (
Figure 10b), which is related to a strength-related process in which the bottom layer could not sustain its own weight, the weight of the higher layers, and the printer’s extrusion pressure. Second, elastic buckling or stability-related mechanism (
Figure 10c) can occur due to successive lateral deformations or loss of forces and moments balance, resulting in uncontrolled deformations and failure [
96,
150].
Numerous criteria have been proposed to predict material failure and stability. However, establishing the best relevant criteria remains difficult because these materials transition from a non-Newtonian fluid to a solid state during manufacture. They can be predicted through tests like rheometers to investigate the yield stress [
94,
152] and unconfined compression test [
26].
These failures can be fixed by optimizing the dosage of admixtures using viscosity-modifying admixtures or accelerators to elevate the yield stress so the material can handle higher layers. For more stability, the printing parameters must be optimized by modifying the printing flow rate and nozzle speed and adjusting the height between the nozzle and the printing bed.
8.3. Cracking Due to Excessive Shrinkage
In 3D printing, most of the mixes evaluated in previous studies contained a high amount of cement. Therefore, the risk of shrinkage increases, as seen in
Figure 10d. Also, inadequate environmental conditions like low humidity and high temperature will lead to excessive shrinkage and consequently cracking [
33,
42,
112].
These cracks can be reduced by using a lower water-to-cement ratio, using admixtures that control workability and shrinkage, and partially replacing cement by SCM.
8.4. Weak Interlocking Filaments and Voids
Voids or air spaces could be created between the layers, as seen in
Figure 10e, due to the absence of a vibrator for further densification after printing [
124]. In addition, the weak bond between layers can result from the high time gap or the fast hydration of the mix [
130,
153,
154].
These problems could be resolved by optimizing the mix design by reducing the accelerator content and optimizing printing procedures by reducing the printing time between two layers.
9. Discussion
The road to obtaining the optimum mixture encounters many obstacles and problems related to improperly chosen ingredients or proportions, and inadequate printing parameters, as seen in the previous sections.
Unlike previous studies that focus on only a few aspects of 3D printed concrete, such as structural performance, material composition, or printing parameters, this study takes a more comprehensive and practical approach. It covers the entire process and methodology to obtain the optimum mixture, from mix design approaches, material and proportions selected, fresh state properties assessment by direct or indirect measurements, and mechanical performance testing.
Therefore,
Figure 11 illustrates the methodology that leads to obtaining an optimum mixture, where it is essential to adjust the ingredients and proportions, adjust the printing parameters, and resolve the problems to have a printable material that satisfies all the fresh state properties and gives good performance at the hardened state.
This research is a valuable resource for both researchers and practitioners, where designers who want to create printable mixes can rely on the thorough technique offered. At the same time, those faced with particular challenges in the field may profit from the practical solutions carried out throughout the study.
10. Conclusions and Perspectives
Three-dimensional printing technology in construction will fix numerous problems of traditional construction methods, all while opening new doors for developing new trends, allowing for more economical, eco-friendly, sustainable, and faster construction methods. Consequently, the objective of this study is to help researchers understand the methodologies to formulate an optimum 3D printed mortar mix with good performance at fresh and hardened states.
The process begins by formulating a mix design and paying attention to the locally available raw materials so that the cost of the mix makes economic sense. Then, the successful production of the optimum mix design depends on controlling the fresh state properties of concrete flowability, extrudability, buildability, and open time. If any of these properties are not satisfied, trial mixes are conducted by adjusting the material constituents and proportions or printing parameters to obtain a printable mix. Rheological models, on the other hand, provide a quantitative relationship between yield stress and concrete components, facilitating the mix design process. Conventional tests were used to characterize these properties, and researchers have recommended obtaining approximately the same values resulting from these tests, which will simplify the trial-and-error mixes and facilitate the road to obtaining the optimum mix. The process continues by evaluating the hardened state properties, which should also be taken into account because the goal is not limited to just creating a printable object but also constructing a long-lasting structure that can withstand mechanical load.
In large-scale construction, obtaining the optimum mix still faces several challenges. Many criteria can affect the optimum mix obtained, which will need to be adjusted because of environmental conditions, especially temperature and humidity, which can affect the fresh state properties and the performance of the mix in the hardened state. The use of different types of printers can also affect these properties.
Furthermore, there should be a balance between performance and cost, where having a high-performance mix may be very expensive, making it impractical to use unless different strategies are developed. The restriction on aggregate size results in formulating relatively uneconomical and non-environmentally friendly mixes due to the high cement content. Additionally, the high cement content can lead to high shrinkage cracks and thus lower durability. As a result, it is critical to research 3DPC formulations with lower binder content while incorporating coarse aggregates to attain a sustainable construction.
Regarding the testing methods for 3DCP elements, the literature lacks accurate testing methods that could objectively judge the concrete extrudability and printing quality. The development of standardized testing protocols is essential for having consistency across several projects and ensuring that mixes meet quality and safety. In 3D printing mix design, the focus of most researchers primarily centers on printability or fresh state properties that should be fulfilled to have a printable mix design. However, it is crucial to establish mix design concepts that take compressive strength, durability, and environmental resistance into account for larger applications in engineering and construction.
Covering the aforementioned aspects will lead to the development of international testing standards, design codes, and application guidelines for 3D printing with cementitious materials, which increases the potential of adopting innovation in the construction sector while maintaining quality, safety, and cost-effectiveness.
Author Contributions
Conceptualization, I.G., F.A.F., N.Y., E.A. and F.H.C.; methodology, F.A.F. and N.Y.; software, I.G., F.A.F., N.Y., E.A. and F.H.C.; validation, F.A.F., N.Y., E.A. and F.H.C.; formal analysis, F.A.F., N.Y., E.A. and F.H.C.; investigation, I.G., F.A.F., N.Y., E.A. and F.H.C.; resources, F.A.F. and N.Y.; data curation, I.G., F.A.F., N.Y., E.A. and F.H.C.; writing—original draft preparation, I.G., F.A.F. and N.Y.; writing—review and editing, F.A.F., N.Y., E.A. and F.H.C.; visualization, F.A.F., N.Y., E.A. and F.H.C.; supervision, F.A.F., N.Y., E.A. and F.H.C.; project administration, N.Y., E.A. and F.H.C. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by Advanced Construction Technology Services (ACTS) in Lebanon, and Junia in France.
Data Availability Statement
Not applicable.
Acknowledgments
The authors show their gratitude to all ACTS and Junia staff for the financial and technical support provided.
Conflicts of Interest
Author Faten Abi Farraj is employed by the Advanced Construction Technology Services (ACTS). The remaining authors declare that the research was conducted in the absence of any commercial or financial relationships that could be construed as a potential conflict of interest.
References
- Pessoa, S.; Guimarães, A.S. The 3D printing challenge in buildings. E3S Web Conf. 2020, 172, 19005. [Google Scholar] [CrossRef]
- Raval, A.D.; Patel, C.G. Development Challenges Future Outlook of 3DConcrete Printing Technology. Int. J. Emerg. Technol. 2020, 5, 892–896. [Google Scholar]
- Elfatah, A.S.A. 3D Printing in Architecture, Engineering and Construction (Concrete 3D printing). Eng. Res. J. 2019, 162, 119–137. [Google Scholar] [CrossRef]
- Rehman, A.U.; Kim, J.-H. 3D Concrete Printing: A Systematic Review of Rheology, Mix Designs, Mechanical, Microstructural, and Durability Characteristics. Materials 2021, 14, 3800. [Google Scholar] [CrossRef] [PubMed]
- Hager, I.; Golonka, A.; Putanowicz, R. 3D Printing of Buildings and Building Components as the Future of Sustainable Construction? Procedia Eng. 2016, 151, 292–299. [Google Scholar] [CrossRef]
- Valente, M.; Sibai, A.; Sambucci, M. Extrusion-Based Additive Manufacturing of Concrete Products: Revolutionizing and Remodeling the Construction Industry. J. Compos. Sci. 2019, 3, 88. [Google Scholar] [CrossRef]
- Hossain, A.; Zhumabekova, A.; Paul, S.C.; Kim, J.R. A Review of 3D Printing in Construction and its Impact on the Labor Market. Sustainability 2020, 12, 8492. [Google Scholar] [CrossRef]
- Guamán-Rivera, R.; Martínez-Rocamora, A.; García-Alvarado, R.; Muñoz-Sanguinetti, C.; González-Böhme, L.F.; Auat-Cheein, F. Recent Developments and Challenges of 3D-Printed Construction: A Review of Research Fronts. Buildings 2022, 12, 229. [Google Scholar] [CrossRef]
- Chen, C.; Wang, X.; Wang, Y.; Yang, D.; Yao, F.; Zhang, W.; Wang, B.; Sewvandi, G.A.; Yang, D. Hu Additive Manufacturing of Piezoelectric Materials. Adv. Funct. Mater. 2020, 30, 2005141. [Google Scholar] [CrossRef]
- Izard, J.-B.; Dubor, A.; Hervé, P.-E.; Cabay, E.; Culla, D.; Rodriguez, M. Barrado Large-scale 3D printing with cable-driven parallel robots. Constr. Robot. 2017, 1, 69–76. [Google Scholar] [CrossRef]
- Tiryaki, M.E.; Zhang, X.; Pham, Q.-C. Pham Printing-while-moving: A new paradigm for large-scale robotic 3D Printing. In Proceedings of the 2019 IEEE/RSJ International Conference on Intelligent Robots and Systems (IROS), Macau, China, 3–8 November 2019; pp. 2286–2291. [Google Scholar] [CrossRef]
- WASP. 3D Printers for Sale Online|WASP, 3D Print. WASP, Italy, 2018. Available online: https://www.3dwasp.com/en/ (accessed on 4 July 2024).
- Nerella, V.N.; Krause, M.; Näther, M.; Mechtcherine, V. Studying printability of fresh concrete for formwork free Concrete on-site 3D Printing technology (CONPrint3D). In Proceedings of the 11th International Symposium on Fiber Reinforced Concrete (BEFIB 2016), Guimarães, Portugal, 19–21 September 2016; pp. 1–10. [Google Scholar]
- Ahmed, G.H.; Askandar, N.H.; Jumaa, G.B. A review of largescale 3DCP: Material characteristics, mix design, printing process, and reinforcement strategies. Structures 2022, 43, 508–532. [Google Scholar] [CrossRef]
- Youssef, N.; Rabenantoandro, A.Z.; Lafhaj, Z.; Dakhli, Z.; Chehade, F.H.; Ducoulombier, L. A novel approach of geopolymer formulation based on clay for additive manufacturing. Constr. Robot. 2021, 5, 175–190. [Google Scholar] [CrossRef]
- Lim, S.; Buswell, R.; Le, T.; Austin, S.; Gibb, A.; Thorpe, T. Developments in construction-scale additive manufacturing processes. Autom. Constr. 2012, 21, 262–268. [Google Scholar] [CrossRef]
- Gosselin, C.; Duballet, R.; Roux, P.; Gaudillière, N.; Dirrenberger, J.; Morel, P. Large-scale 3D printing of ultra-high performance concrete—a new processing route for architects and builders. Mater. Des. 2016, 100, 102–109. [Google Scholar] [CrossRef]
- Asprone, D.; Auricchio, F.; Menna, C.; Mercuri, V. 3D printing of reinforced concrete elements: Technology and design approach. Constr. Build. Mater. 2018, 165, 218–231. [Google Scholar] [CrossRef]
- Furet, B.; Poullain, P.; Garnier, S. 3D printing for construction based on a complex wall of polymer-foam and concrete. Addit. Manuf. 2019, 28, 58–64. [Google Scholar] [CrossRef]
- Pons-Valladares, O.; Casanovas-Rubio, M.d.M.; Armengou, J.; de la Fuente, A. Approach for sustainability assessment for footbridge construction technologies: Application to the first world D-shape 3D-Printed fiber-reinforced mortar footbridge in Madrid. J. Clean. Prod. 2023, 394, 136369. [Google Scholar] [CrossRef]
- Lacava, H.; Cherrington, N.; Corrado, A.; Bigdellou, S.; Chen, Q. A Preliminary Study of 3D Printing Home Designs for Improving Efficiency and Sustainability of Indigenous Housing in Canada. Sustainability 2024, 16, 5781. [Google Scholar] [CrossRef]
- Joon, H.; Hass, L.; Peetrimägi, L. Influence of limestone filler on technological parameters of mixtures for 3D concrete printing. J. Phys. Conf. Ser. 2023, 2423, 012035. [Google Scholar] [CrossRef]
- Rahul, A.V.; Santhanam, M.; Meena, H.; Ghani, Z. 3D printable concrete: Mixture design and test methods. Cem. Concr. Compos. 2019, 97, 13–23. [Google Scholar] [CrossRef]
- Zhang, Y.; Zhang, Y.; Liu, G.; Yang, Y.; Wu, M.; Pang, B. Fresh properties of a novel 3D printing concrete ink. Constr. Build. Mater. 2018, 174, 263–271. [Google Scholar] [CrossRef]
- Kruger, J.; Zeranka, S.; van Zijl, G. 3D concrete printing: A lower bound analytical model for buildability performance quantification. Autom. Constr. 2019, 106, 102904. [Google Scholar] [CrossRef]
- Ding, T.; Xiao, J.; Qin, F.; Duan, Z. Mechanical behavior of 3D printed mortar with recycled sand at early ages. Constr. Build. Mater. 2020, 248, 118654. [Google Scholar] [CrossRef]
- Senthilnathan, S.; Raphael, B. Using Computer Vision for Monitoring the Quality of 3D-Printed Concrete Structures. Sustainability 2022, 14, 15682. [Google Scholar] [CrossRef]
- Cesaretti, G.; Dini, E.; De Kestelier, X.; Colla, V.; Pambaguian, L. Building components for an outpost on the Lunar soil by means of a novel 3D printing technology. Acta Astronaut. 2014, 93, 430–450. [Google Scholar] [CrossRef]
- Khoshnevis, B. Automated construction by contour crafting—Related robotics and information technologies. Autom. Constr. 2004, 13, 5–19. [Google Scholar] [CrossRef]
- Hamidi, F.; Aslani, F. Additive manufacturing of cementitious composites: Materials, methods, potentials, and challenges. Constr. Build. Mater. 2019, 218, 582–609. [Google Scholar] [CrossRef]
- Kazemian, A.; Yuan, X.; Cochran, E.; Khoshnevis, B. Cementitious materials for construction-scale 3D printing: Laboratory testing of fresh printing mixture. Constr. Build. Mater. 2017, 145, 639–647. [Google Scholar] [CrossRef]
- Li, Z.; Wang, L.; Ma, G. Method for the Enhancement of Buildability and Bending Resistance of 3D Printable Tailing Mortar. Int. J. Concr. Struct. Mater. 2018, 12, 37. [Google Scholar] [CrossRef]
- Papachristoforou, M.; Mitsopoulos, V.; Stefanidou, M. Use of by-products for partial replacement of 3D printed concrete constituents; rheology, strength and shrinkage performance. Frat. Integrità Strutt. 2019, 13, 526–536. [Google Scholar] [CrossRef]
- Baz, B.; Aouad, G.; Remond, S. Effect of the printing method and mortar’s workability on pull-out strength of 3D printed elements. Constr. Build. Mater. 2020, 230, 117002. [Google Scholar] [CrossRef]
- Le, T.T.; Austin, S.A.; Lim, S.; Buswell, R.A.; Gibb, A.G.F.; Thorpe, T. Mix design and fresh properties for high-performance printing concrete. Mater. Struct. 2012, 45, 1221–1232. [Google Scholar] [CrossRef]
- Malaeb, Z.; AlSakka, F.; Hamzeh, F. 3D concrete printing: Machine design, mix proportioning, and mix comparison between different machine setups. In 3D Concrete Printing Technology; Butterworth-Heinemann: Oxford, UK, 2015. [Google Scholar] [CrossRef]
- Tay, Y.W.D.; Panda, B.; Paul, S.C.; Tan, M.J.; Qian, S.Z.; Leong, K.F.; Chua, C.K. Processing and Properties of Construction Materials for 3D Printing. Mater. Sci. Forum 2016, 861, 177–181. [Google Scholar] [CrossRef]
- Mechtcherine, V.; Nerella, V.N.; Will, F.; Näther, M.; Otto, J.; Krause, M. Large-scale digital concrete construction—CONPrint3D concept for on-site, monolithic 3D-printing. Autom. Constr. 2019, 107, 102933. [Google Scholar] [CrossRef]
- Chen, Y.; Veer, F.; Copuroglu, O.; Schlangen, E. Feasibility of Using Low CO2 Concrete Alternatives in Extrusion-Based 3D Concrete Printing. In First RILEM International Conference on Concrete and Digital Fabrication—Digital Concrete 2018; Wangler, T., Flatt, R.J., Eds.; Springer International Publishing: Cham, Switzerland, 2019; pp. 269–276. [Google Scholar] [CrossRef]
- Chajec, A.; Chowaniec, A.; Królicka, A.; Sadowski, Ł.; Żak, A.; Piechowka-Mielnik, M.; Šavija, B. Engineering of green cementitious composites modified with siliceous fly ash: Understanding the importance of curing conditions. Constr. Build. Mater. 2021, 313, 125209. [Google Scholar] [CrossRef]
- Weng, Y.; Li, M.; Tan, M.J.; Qian, S. Design 3D Printing Cementitious Materials Via Fuller Thompson Theory and Marson-Percy Model. In 3D Concrete Printing Technology; Elsevier: Amsterdam, The Netherlands, 2019; pp. 281–306. [Google Scholar] [CrossRef]
- Ma, G.; Wang, L. A critical review of preparation design and workability measurement of concrete material for largescale 3D printing. Front. Struct. Civ. Eng. 2018, 12, 382–400. [Google Scholar] [CrossRef]
- Özalp, F.; Yilmaz, H.D. Fresh and Hardened Properties of 3D High-Strength Printing Concrete and Its Recent Applications. Iran. J. Sci. Technol. Trans. Civ. Eng. 2020, 44, 319–330. [Google Scholar] [CrossRef]
- Skibicki, S.; Kaszyńska, M.; Techman, M.; Urbańska-Galewska, E. Maturity testing of 3D printing concrete with inert microfiller. MATEC Web Conf. 2018, 219, 03008. [Google Scholar] [CrossRef]
- Nerella, V.N. Development and Characterisation of Cement-Based Materials for Extrusion-Based 3D-Printing [Entwicklung Und Charakterisierung Von Zementgebundenen Baustoffen Für Den Extrusion-Based 3D-Printing]; Institut für Baustoffe, Fakultät Bauingenieurwesen, Technische Universität Dresden: Dresden, Germany, 2019. [Google Scholar]
- Chen, M.; Li, L.; Zheng, Y.; Zhao, P.; Lu, L.; Cheng, X. Rheological and mechanical properties of admixtures modified 3D printing sulphoaluminate cementitious materials. Constr. Build. Mater. 2018, 189, 601–611. [Google Scholar] [CrossRef]
- Shakor, P.; Renneberg, J.; Nejadi, S.; Paul, G. Optimisation of Different Concrete Mix Designs for 3D Printing by Utilising 6DOF Industrial Robot. In Proceedings of the 34th International Symposium on Automation and Robotics in Construction (ISARC 2017), Taipei, Taiwan, 28 June–1 July 2017; Trans Tech Publications Ltd.: Zurich, Switzerland, 2017; pp. 268–275. [Google Scholar] [CrossRef]
- Shakor, P.; Sanjayan, J.; Nazari, A.; Nejadi, S. Modified 3D printed powder to cement-based material and mechanical properties of cement scaffold used in 3D printing. Constr. Build. Mater. 2017, 138, 398–409. [Google Scholar] [CrossRef]
- Snellings, R. Assessing, Understanding and Unlocking Supplementary Cementitious Materials. RILEM Tech. Lett. 2016, 1, 50–55. [Google Scholar] [CrossRef]
- Peng, Y.; Unluer, C. Development of alternative cementitious binders for 3D printing applications: A critical review of progress, advantages and challenges. Compos. Part B Eng. 2023, 252, 110492. [Google Scholar] [CrossRef]
- Panda, B.; Tan, M.J. Experimental study on mix proportion and fresh properties of fly ash based geopolymer for 3D concrete printing. Ceram. Int. 2018, 44, 10258–10265. [Google Scholar] [CrossRef]
- Nematollahi, B.; Vijay, P.; Sanjayan, J.; Nazari, A.; Xia, M.; Nerella, V.N.; Mechtcherine, V. Effect of Polypropylene Fibre Addition on Properties of Geopolymers Made by 3D Printing for Digital Construction. Materials 2018, 11, 2352. [Google Scholar] [CrossRef] [PubMed]
- Nodehi, M.; Ozbakkaloglu, T.; Gholampour, A. Effect of supplementary cementitious materials on properties of 3D printed conventional and alkali-activated concrete: A review. Autom. Constr. 2022, 138, 104215. [Google Scholar] [CrossRef]
- Scrivener, K.; Martirena, F.; Bishnoi, S.; Maity, S. Calcined clay limestone cements (LC3). Cem. Concr. Res. 2018, 114, 49–56. [Google Scholar] [CrossRef]
- Juenger, M.C.G.; Snellings, R.; Bernal, S.A. Supplementary cementitious materials: New sources, characterization, and performance insights. Cem. Concr. Res. 2019, 122, 257–273. [Google Scholar] [CrossRef]
- Chen, Y.; He, S.; Gan, Y.; Çopuroğlu, O.; Veer, F.; Schlangen, E. A review of printing strategies sustainable cementitious materials characterization methods in the context of extrusion-based 3Dconcrete printing. J. Build. Eng. 2022, 45, 103599. [Google Scholar] [CrossRef]
- Jiao, D.; Shi, C.; Yuan, Q.; An, X.; Liu, Y.; Li, H. Effect of constituents on rheological properties of fresh concrete-A review. Cem. Concr. Compos. 2017, 83, 146–159. [Google Scholar] [CrossRef]
- Tinoco, M.P.; Gouvêa, L.; Martins, K.D.C.M.; Filho, R.D.T.; Reales, O.A.M. The use of rice husk particles to adjust the rheological properties of 3D printable cementitious composites through water sorption. Constr. Build. Mater. 2023, 365, 130046. [Google Scholar] [CrossRef]
- Samrani, P.; Cao, Y.; Fimbres-Weihs, G.; Sanjaya, E.; Abbas, A. Effect of fly ash and ground waste glass as cement replacement in concrete 3D-Printing for sustainable construction. Front. Built Environ. 2024, 10, 1430174. [Google Scholar] [CrossRef]
- Panda, B.; Lim, J.H.; Mohamed, N.A.N.; Paul, S.C.; Tay, Y.W.D.; Tan, M.J. Automation of Robotic Concrete Printing Using Feedback Control System. In Proceedings of the 34rd ISARC, Taipei, Taiwan, 28 June–1 July 2017. [Google Scholar] [CrossRef]
- Szostak, B.; Golewski, G.L. Modification of early strength parameters of concrete by the addition of fly ash and admixture of nano C-S-H for application in 3D printing. MATEC Web Conf. 2020, 323, 01016. [Google Scholar] [CrossRef]
- Alghamdi, H.; Nair, S.A.O.; Neithalath, N. Insights into material design, extrusion rheology, and properties of 3D-printable alkali-activated fly ash-based binders. Mater. Des. 2019, 167, 107634. [Google Scholar] [CrossRef]
- Teixeira, J.; Schaefer, C.O.; Maia, L.; Rangel, B.; Neto, R.; Alves, J.L. Influence of Supplementary Cementitious Materials on Fresh Properties of 3D Printable Materials. Sustainability 2022, 14, 3970. [Google Scholar] [CrossRef]
- Chen, Y.; Li, Z.; Figueiredo, S.C.; Çopuroğlu, O.; Veer, F.; Schlangen, E. Limestone and Calcined Clay-Based Sustainable Cementitious Materials for 3D Concrete Printing: A Fundamental Study of Extrudability and Early-Age Strength Development. Appl. Sci. 2019, 9, 1809. [Google Scholar] [CrossRef]
- Kosmatka, S.H.; Kerkhoff, B.; Panarese, W.C. Design and Control of Concrete Mixtures, 14th ed.; Portland Cement Association: Skokie, IL, USA, 2008. [Google Scholar]
- Chen, Y.; Veer, F.; Çopuro, O. A critical review of 3D concrete printing as a low CO2 concrete approach. HERON 2017, 62, 29. [Google Scholar]
- Papachristoforou, M.; Mitsopoulos, V.; Stefanidou, M. Evaluation of workability parameters in 3D printing concrete. Procedia Struct. Integr. 2018, 10, 155–162. [Google Scholar] [CrossRef]
- Chandra, S.; Björnström, J. Influence of cement superplasticizers type dosage on the fluidity of cement mortars—Part, I. Cem. Concr. Res. 2002, 32, 1605–1611. [Google Scholar] [CrossRef]
- Krishnaraja, A.R.; Guru, K.V. 3D Printing Concrete: A Review. IOP Conf. Ser. Mater. Sci. Eng. 2021, 1055, 012033. [Google Scholar] [CrossRef]
- Lediga, R.; Kruger, D. Optimizing Concrete Mix Design for Application in 3D Printing Technology for the Construction Industry. Solid State Phenom. 2017, 263, 24–29. [Google Scholar] [CrossRef]
- Shoueb, M.B. Characterization of Fresh and Hardened Properties of 3D Printable Cementitious Materials Produced with Ground-Granulated Blast-Furnace Slag. Master’s Thesis, University of Waterloo, Waterloo, ON, Canada, 2017. [Google Scholar]
- Collepardi, M.M. Water Reducers/Retarders. In Concrete Admixtures Handbook; Elsevier: Amsterdam, The Netherlands, 1996; pp. 286–409. [Google Scholar] [CrossRef]
- Ramachandran, V.S.; Lowery, M.S.; Wise, T.; Polomark, G.M. The role of phosphonates in the hydration of Portland cement. Mater. Struct. 1993, 26, 425–432. [Google Scholar] [CrossRef]
- FHWA. TechBrief: Chemical Admixtures for Concrete Paving Mixtures; Federal Highway Administration: Washington, DC, USA, 2019; p. 11.
- Chen, M.; Guo, X.; Zheng, Y.; Li, L.; Yan, Z.; Zhao, P.; Lu, L.; Cheng, X. Effect of Tartaric Acid on the Printable, Rheological and Mechanical Properties of 3D Printing Sulphoaluminate Cement Paste. Materials 2018, 11, 2417. [Google Scholar] [CrossRef] [PubMed]
- Bentz, D.P.; Jones, S.Z.; Bentz, I.R.; Peltz, M.A. Towards the formulation of robust and sustainable cementitious binders for 3-D additive construction by extrusion. Constr. Build. Mater. 2018, 175, 215–224. [Google Scholar] [CrossRef]
- Prudhcio, L.R. Accelerating Admixtures for Shotcrete. Cem. Concr. Compos. 1998, 20, 213–219. [Google Scholar] [CrossRef]
- Chen, Y.; Figueiredo, S.C.; Yalçinkaya, Ç.; Çopuroğlu, O.; Veer, F.; Schlangen, E. The Effect of Viscosity-Modifying Admixture on the Extrudability of Limestone and Calcined Clay-Based Cementitious Material for Extrusion-Based 3D Concrete Printing. Materials 2019, 12, 1374. [Google Scholar] [CrossRef] [PubMed]
- Rahul, A.V.; Santhanam, M. Evaluating the printability of concretes containing lightweight coarse aggregates. Cem. Concr. Compos. 2020, 109, 103570. [Google Scholar] [CrossRef]
- Singh, N.; Colangelo, F.; Farina, I. Sustainable Non-Conventional Concrete 3D Printing—A Review. Sustainability 2023, 15, 10121. [Google Scholar] [CrossRef]
- Bhattacherjee, S.; Basavaraj, A.S.; Rahul, A.V.; Santhanam, M.; Gettu, R.; Panda, B.; Schlangen, E.; Chen, Y.; Copuroglu, O.; Ma, G.; et al. Mechtcherine, Sustainable materials for 3D concrete printing. Cem. Concr. Compos. 2021, 122, 104156. [Google Scholar] [CrossRef]
- Bhattacherjee, S.; Rahul, A.V.; Santhanam, M. Concrete 3D printing—Progress worldwide and in India. Indian Concr. J. 2020, 94, 8–25. [Google Scholar]
- Zhang, Y.; Zhang, Y.; She, W.; Yang, L.; Liu, G.; Yang, Y. Rheological and harden properties of the high-thixotropy 3D printing concrete. Constr. Build. Mater. 2019, 201, 278–285. [Google Scholar] [CrossRef]
- Xiao, J.; Zou, S.; Yu, Y.; Wang, Y.; Ding, T.; Zhu, Y.; Yu, J.; Li, S.; Duan, Z.; Wu, Y.; et al. 3D recycled mortar printing: System development process design material properties on-site printing. J. Build. Eng. 2020, 32, 101779. [Google Scholar] [CrossRef]
- Ma, G.; Li, Z.; Wang, L. Printable properties of cementitious material containing copper tailings for extrusion based 3D printing. Constr. Build. Mater. 2018, 162, 613–627. [Google Scholar] [CrossRef]
- Ting, G.H.A.; Tay, Y.W.D.; Qian, Y.; Tan, M.J. Utilization of recycled glass for 3Dconcrete printing: Rheological mechanical properties. J. Mater. Cycles Waste Manag. 2019, 21, 994–1003. [Google Scholar] [CrossRef]
- El Cheikh, K.; Rémond, S.; Khalil, N.; Aouad, G. Numerical and experimental studies of aggregate blocking in mortar extrusion. Constr. Build. Mater. 2017, 145, 452–463. [Google Scholar] [CrossRef]
- Nabil, A.; Balázs, G.L. 3D concrete printing: Variety of aggregates, admixtures and supplementary materials. Concr. Struct. 2022, 23, 54–59. [Google Scholar] [CrossRef]
- Ji, G.; Ding, T.; Xiao, J.; Du, S.; Li, J.; Duan, Z. A 3D Printed Ready-Mixed Concrete Power Distribution Substation: Materials and Construction Technology. Materials 2019, 12, 1540. [Google Scholar] [CrossRef] [PubMed]
- Ivanova, I.; Mechtcherine, V. Effects of Volume Fraction and Surface Area of Aggregates on the Static Yield Stress and Structural Build-Up of Fresh Concrete. Materials 2020, 13, 1551. [Google Scholar] [CrossRef] [PubMed]
- Souza, M.T.; Ferreira, I.M.; de Moraes, E.G.; Senff, L.; de Oliveira, A.P.N. 3D printed concrete for large-scale buildings: An overview of rheology printing parameters chemical admixtures reinforcements economic environmental prospects. J. Build. Eng. 2020, 32, 101833. [Google Scholar] [CrossRef]
- Roussel, N. Rheological requirements for printable concretes. Cem. Concr. Res. 2018, 112, 76–85. [Google Scholar] [CrossRef]
- Roussel, N. A thixotropy model for fresh fluid concretes: Theory, validation and applications. Cem. Concr. Res. 2006, 36, 1797–1806. [Google Scholar] [CrossRef]
- Perrot, A.; Rangeard, D.; Pierre, A. Structural built-up of cement-based materials used for 3D-printing extrusion techniques. Mater. Struct. 2016, 49, 1213–1220. [Google Scholar] [CrossRef]
- Roussel, N.; Coussot, P. “Fifty-cent rheometer” for yield stress measurements: From slump to spreading flow. J. Rheol. 2005, 49, 705–718. [Google Scholar] [CrossRef]
- Mechtcherine, V.; Bos, F.P.; Perrot, A.; da Silva, W.R.L.; Nerella, V.N.; Fataei, S.; Wolfs, R.J.M.; Sonebi, M.; Roussel, N. Extrusion-based additive manufacturing with cement-based materials—Production steps, processes, and their underlying physics: A review. Cem. Concr. Res. 2020, 132, 106037. [Google Scholar] [CrossRef]
- Kemp, M. Visualizations: The Nature Book of Art and Science; Oxford University Press: Oxford, UK, 2000. [Google Scholar]
- Demont, L.; Mesnil, R.; Ducoulombier, N.; Caron, J.-F. Affordable inline structuration measurements of printable mortar with a pocket shear vane. Constr. Build. Mater. 2023, 408, 133602. [Google Scholar] [CrossRef]
- Jayathilakage, R.; Rajeev, P.; Sanjayan, J. Rheometry for Concrete 3D Printing: A Review and an Experimental Comparison. Buildings 2022, 12, 1190. [Google Scholar] [CrossRef]
- Dzuy, N.Q.; Boger, D.V. Yield Stress Measurement for Concentrated Suspensions. J. Rheol. 1983, 27, 321–349. [Google Scholar] [CrossRef]
- Roussel, N.; Stefani, C.; Leroy, R. From mini-cone test to Abrams cone test: Measurement of cement-based materials yield stress using slump tests. Cem. Concr. Res. 2005, 35, 817–822. [Google Scholar] [CrossRef]
- Ducoulombier, N.; Mesnil, R.; Carneau, P.; Demont, L.; Bessaies-Bey, H.; Caron, J.-F.; Roussel, N. The “Slugs-test” for extrusion-based additive manufacturing: Protocol, analysis and practical limits. Cem. Concr. Compos. 2021, 121, 104074. [Google Scholar] [CrossRef]
- Rehman, A.U.; Perrot, A.; Birru, B.M.; Kim, J.-H. Recommendations for quality control in industrial 3D concrete printing construction with mono-component concrete: A critical evaluation of ten test methods and the introduction of the performance index. Dev. Built Environ. 2023, 16, 100232. [Google Scholar] [CrossRef]
- Tay, Y.W.D.; Qian, Y.; Tan, M.J. Printability region for 3D concrete printing using slump and slump flow test. Compos. Part B Eng. 2019, 174, 106968. [Google Scholar] [CrossRef]
- Hynek, E. Formualtion de mortiers imprimables à faible impact carbone incorporant des additions minérales. Doctoral Thesis, École nationale supérieure Mines-Télécom Lille Douai, IMT Nord Europe, Lille, France, 2023. [Google Scholar]
- GB/T 14902-2012; Specification for Design of Concrete Structures. Standards Press of China: Beijing, China, 2012.
- GB/T 2419-2005; Test Method for Fluidity of Cement Mortar. Standardization Administration of China: Beijing, China, 2005.
- EN 1015-3:1999; Methods of Test for Mortar for Masonry—Part 3: Determination of Consistence of Fresh Mortar (by Flow Table). European Committee for Standardization (CEN): Brussels, Belgium, 1999.
- ASTM C230/C230M-14; Standard Specification for Flow Table for Use in Tests of Hydraulic Cement. ASTM International: West Conshohocken, PA, USA, 2014.
- ASTM C1437-15; Standard Test Method for Flow of Hydraulic Cement Mortar. ASTM International: West Conshohocken, PA, USA, 2015.
- Zhang, C.; Hou, Z.; Chen, C.; Zhang, Y.; Mechtcherine, V.; Sun, Z. Design of 3D printable concrete based on the relationship between flowability of cement paste and optimum aggregate content. Cem. Concr. Compos. 2019, 104, 103406. [Google Scholar] [CrossRef]
- Jo, J.H.; Jo, B.W.; Cho, W.; Kim, J.-H. Development of a 3DPrinter for Concrete Structures: Laboratory Testing of Cementitious Materials. Int. J. Concr. Struct. Mater. 2020, 14, 13. [Google Scholar] [CrossRef]
- Vargas, A.; Robayo-Salazar, R.; De Gutiérrez, R.M. Effects of Incorporating Fine Aggregates and Polypropylene Microfibres on the Cracking Control of 3D Printed Cementitious Mixtures. Buildings 2024, 15, 55. [Google Scholar] [CrossRef]
- Khalil, N.; Aouad, G.; El Cheikh, K.; Rémond, S. Use of calcium sulfoaluminate cements for setting control of 3D-printing mortars. Constr. Build. Mater. 2017, 157, 382–391. [Google Scholar] [CrossRef]
- Daher, J.; Kleib, J.; Benzerzour, M.; Abriak, N.-E.; Aouad, G. The Development of Soil-Based 3D-Printable Mixtures: A Mix-Design Methodology and a Case Study. Buildings 2023, 13, 1618. [Google Scholar] [CrossRef]
- Sedghi, R.; Zafar, M.S.; Hojati, M. Exploring Fresh and Hardened Properties of Sustainable 3D-Printed Lightweight Cementitious Mixtures. Sustainability 2023, 15, 14425. [Google Scholar] [CrossRef]
- Lafhaj, Z.; Rabenantoandro, A.Z.; el Moussaoui, S.; Dakhli, Z.; Youssef, N. Experimental Approach for Printability Assessment: Toward a Practical Decision-Making Framework of Printability for Cementitious Materials. Buildings 2019, 9, 245. [Google Scholar] [CrossRef]
- Kazemian, A.; Yuan, X.; Meier, R.; Cochran, E.; Khoshnevis, B. Construction-Scale 3D Printing: Shape Stability of Fresh Printing Concrete. In Proceedings of the ASME 2017 12th International Manufacturing Science and Engineering, Los Angeles, CA, USA, 4–8 June 2017; American Society of Mechanical Engineers: Los Angeles, CA, USA, 2017; p. V002T01A011. [Google Scholar] [CrossRef]
- Ivanova, I.; Ivaniuk, E.; Bisetti, S.; Nerella, V.N.; Mechtcherine, V. Comparison between methods for indirect assessment of buildability in fresh 3D printed mortar and concrete. Cem. Concr. Res. 2022, 156, 106764. [Google Scholar] [CrossRef]
- van Overmeir, A.L.; Figueiredo, S.C.; Šavija, B.; Bos, F.P.; Schlangen, E. Design and analyses of printable strain hardening cementitious composites with optimized particle size distribution. Constr. Build. Mater. 2022, 324, 126411. [Google Scholar] [CrossRef]
- van Overmeir, A.L.; Šavija, B.; Bos, F.P.; Schlangen, E. 3D printable strain hardening cementitious composites (3DP-SHCC), tailoring fresh and hardened state properties. Constr. Build. Mater. 2023, 403, 132924. [Google Scholar] [CrossRef]
- Teixeira, J.; Schaefer, C.; Rangel, B.; Alves, J.L.; Maia, L.; Nunes, S.; Neto, R.; Lopes, M. Development of 3Dprinting sustainable mortars based on a bibliometric analysis. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2021, 235, 1419–1429. [Google Scholar] [CrossRef]
- Rashad, A.M. A brief review on blast-furnace slag and copper slag as fine aggregate in mortar and concrete based on portland cement. Rev. Adv. Mater. Sci. 2016, 44, 221–237. [Google Scholar]
- Le, T.T.; Austin, S.A.; Lim, S.; Buswell, R.A.; Law, R.; Gibb, A.G.F.; Thorpe, T. Hardened properties of high-performance printing concrete. Cem. Concr. Res. 2012, 42, 558–566. [Google Scholar] [CrossRef]
- Panda, B.; Paul, S.C.; Tan, M.J. Anisotropic mechanical performance of 3D printed fiber reinforced sustainable construction material. Mater. Lett. 2017, 209, 146–149. [Google Scholar] [CrossRef]
- Hambach, M.; Volkmer, D. Properties of 3D-printed fiber-reinforced Portland cement paste. Cem. Concr. Compos. 2017, 79, 62–70. [Google Scholar] [CrossRef]
- Paul, S.C.; van Rooyen, A.S.; van Zijl, G.P.A.G.; Petrik, L.F. Properties of cement-based composites using nanoparticles: A comprehensive review. Constr. Build. Mater. 2018, 189, 1019–1034. [Google Scholar] [CrossRef]
- Zhu, B.; Pan, J.; Nematollahi, B.; Zhou, Z.; Zhang, Y.; Sanjayan, J. Development of 3D printable engineered cementitious composites with ultra-high tensile ductility for digital construction. Mater. Des. 2019, 181, 108088. [Google Scholar] [CrossRef]
- Baz, B.; Aouad, G.; Leblond, P.; Al-Mansouri, O.; D’hondt, M.; Remond, S. Mechanical assessment of concrete—Steel bonding in 3D printed elements. Constr. Build. Mater. 2020, 256, 119457. [Google Scholar] [CrossRef]
- Pham, L.; Lu, G.; Tran, P. Influences of Printing Pattern on Mechanical Performance of Three-Dimensional-Printed Fiber-Reinforced Concrete. 3D Print. Addit. Manuf. 2022, 9, 46–63. [Google Scholar] [CrossRef]
- Sun, B.; Li, P.; Wang, D.; Ye, J.; Liu, G.; Zhao, W. Evaluation of mechanical properties and anisotropy of 3D printed concrete at different temperatures. Structures 2023, 51, 391–401. [Google Scholar] [CrossRef]
- Wang, B.; Yang, M.; Liu, S.; Liu, X.; Zhao, H.; Wang, X.; Liang, Y.; Yao, X. Research on Mechanical Properties of a 3D Concrete Printing Component-Optimized Path by Multimodal Analysis. Sustainability 2024, 16, 9388. [Google Scholar] [CrossRef]
- Li, Z.; Hojati, M.; Wu, Z.; Piasente, J.; Ashrafi, N.; Duarte, J.P.; Nazarian, S.; Bilén, S.G.; Memari, A.M.; Radlińska, A. Fresh and Hardened Properties of Extrusion-Based 3D-Printed Cementitious Materials: A Review. Sustainability 2020, 12, 5628. [Google Scholar] [CrossRef]
- Feng, P.; Meng, X.; Chen, J.-F.; Ye, L. Mechanical properties of structures 3D printed with cementitious powders. Constr. Build. Mater. 2015, 93, 486–497. [Google Scholar] [CrossRef]
- Figueiredo, S.C.; Rodríguez, C.R.; Ahmed, Z.Y.; Bos, D.H.; Xu, Y.; Salet, T.M.; Çopuroğlu, O.; Schlangen, E.; Bos, F.P. An approach to develop printable strain hardening cementitious composites. Mater. Des. 2019, 169, 107651. [Google Scholar] [CrossRef]
- Babafemi, A.J.; Kolawole, J.T.; Miah, M.J.; Paul, S.C.; Panda, B. A Concise Review on Interlayer Bond Strength in 3D Concrete Printing. Sustainability 2021, 13, 7137. [Google Scholar] [CrossRef]
- Roussel, N.; Cussigh, F. Distinct-layer casting of SCC: The mechanical consequences of thixotropy. Cem. Concr. Res. 2008, 38, 624–632. [Google Scholar] [CrossRef]
- Da Silveira Júnior, J.G.; De Moura Cerqueira, K.; De Araújo Moura, R.C.; De Matos, P.R.; Rodriguez, E.D.; De Castro Pessôa, J.R.; Souza, M.T. Influence of Time Gap on the Buildability of Cement Mixtures Designed for 3D Printing. Buildings 2024, 14, 1070. [Google Scholar] [CrossRef]
- Ahmed, H.; Giwa, I.; Game, D.; Arce, G.; Noorvand, H.; Hassan, M.; Kazemian, A. Automated Reinforcement during Large-Scale Additive Manufacturing: Structural Assessment of a Dual Approach. Buildings 2024, 14, 1167. [Google Scholar] [CrossRef]
- Marchon, D.; Kawashima, S.; Bessaies-Bey, H.; Mantellato, S.; Ng, S. Hydration and rheology control of concrete for digital fabrication: Potential admixtures and cement chemistry. Cem. Concr. Res. 2018, 112, 96–110. [Google Scholar] [CrossRef]
- Paul, S.C.; Basit, M.A.; Hasan, N.M.S.; Dey, D.; Panda, B. 3D printing of geopolymer mortar: Overview of the effect of mix design and printing parameters on the strength. Mater. Today Proc. 2023, S2214785323021946. [Google Scholar] [CrossRef]
- Nguyen-Van, V.; Nguyen-Xuan, H.; Panda, B.; Tran, P. 3D concrete printing modelling of thin-walled structures. Structures 2022, 39, 496–511. [Google Scholar] [CrossRef]
- Tay, Y.W.D.; Li, M.Y.; Tan, M.J. Effect of printing parameters in 3Dconcrete printing: Printing region support structures. J. Mater. Process. Technol. 2019, 271, 261–270. [Google Scholar] [CrossRef]
- Fasihi, A.; Libre, N.A. Interaction between material and process parameters during 3D concrete extrusion process. Structures 2024, 70, 107678. [Google Scholar] [CrossRef]
- Zhang, H.; Wang, J.; Liu, Y.; Zhang, X.; Zhao, Z. Effect of processing parameters on the printing quality of 3D printed composite cement-based materials. Mater. Lett. 2022, 308, 131271. [Google Scholar] [CrossRef]
- Panda, B.; Paul, S.C.; Mohamed, N.A.N.; Tay, Y.W.D.; Tan, M.J. Measurement of tensile bond strength of 3D printed geopolymer mortar. Measurement 2018, 113, 108–116. [Google Scholar] [CrossRef]
- Ghaffar, S.H.; Corker, J.; Fan, M. Additive manufacturing technology and its implementation in construction as an eco-innovative solution. Autom. Constr. 2018, 93, 1–11. [Google Scholar] [CrossRef]
- Salet, T.A.M.; Ahmed, Z.Y.; Bos, F.P.; Laagland, H.L.M. Design of a 3D printed concrete bridge by testing. Virtual Phys. Prototyp. 2018, 13, 222–236. [Google Scholar] [CrossRef]
- Nerella, V.N.; Näther, M.; Iqbal, A.; Butler, M.; Mechtcherine, V. Inline quantification of extrudability of cementitious materials for digital construction. Cem. Concr. Compos. 2019, 95, 260–270. [Google Scholar] [CrossRef]
- Suiker, A.S.J.; Wolfs, R.J.M.; Lucas, S.M.; Salet, T.A.M. Elastic buckling and plastic collapse during 3D concrete printing. Cem. Concr. Res. 2020, 135, 106016. [Google Scholar] [CrossRef]
- Bos, F.; Wolfs, R.; Ahmed, Z.; Salet, T. Additive manufacturing of concrete in construction: Potentials and challenges of 3D concrete printing. Virtual Phys. Prototyp. 2016, 11, 209–225. [Google Scholar] [CrossRef]
- Wangler, T.; Lloret, E.; Reiter, L.; Hack, N.; Gramazio, F.; Kohler, M.; Bernhard, M.; Dillenburger, B.; Buchli, J.; Roussel, N.; et al. Digital Concrete: Opportunities and Challenges. RILEM Tech. Lett. 2016, 1, 67–75. [Google Scholar] [CrossRef]
- Bos, F.; Ahmed, Z.; Jutinov, E.; Salet, T. Experimental Exploration of Metal Cable as Reinforcement in 3D Printed Concrete. Materials 2017, 10, 1314. [Google Scholar] [CrossRef] [PubMed]
- Cao, X.; Yu, S.; Cui, H. Experimental Investigation on Inner- and Inter-Strip Reinforcements for 3D Printed Concrete via Automatic Staple Inserting Technique. Appl. Sci. 2022, 12, 2099. [Google Scholar] [CrossRef]
| Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).


 ,
, 



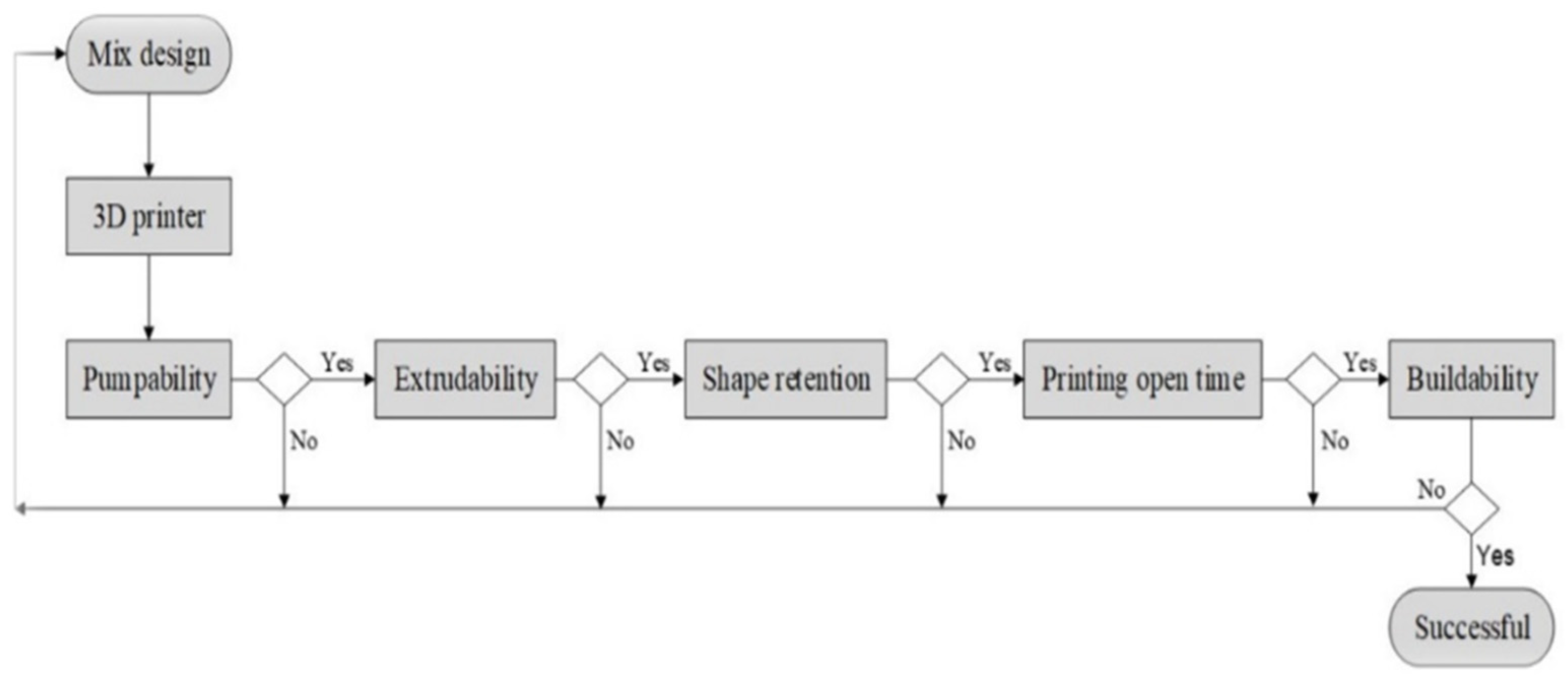
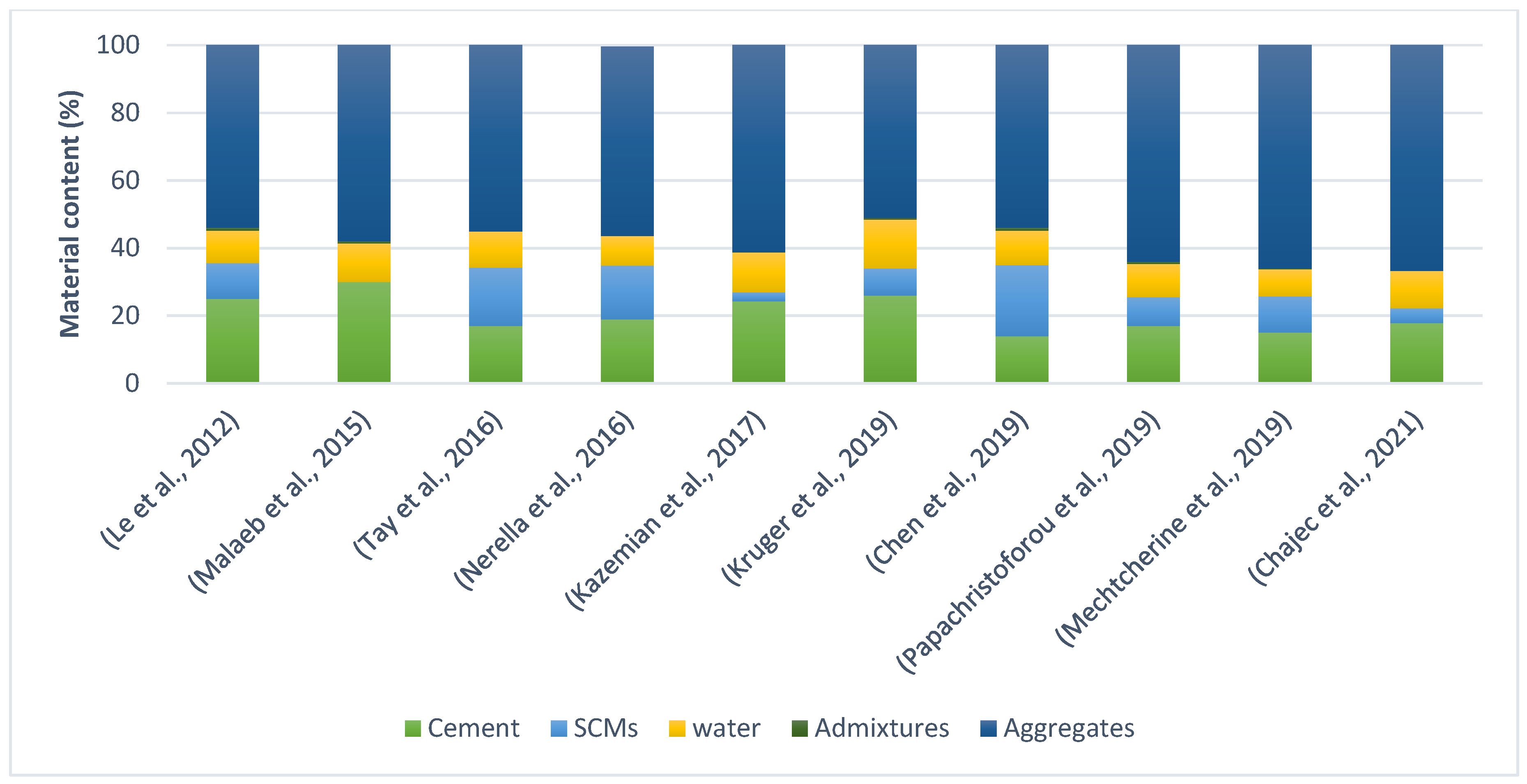

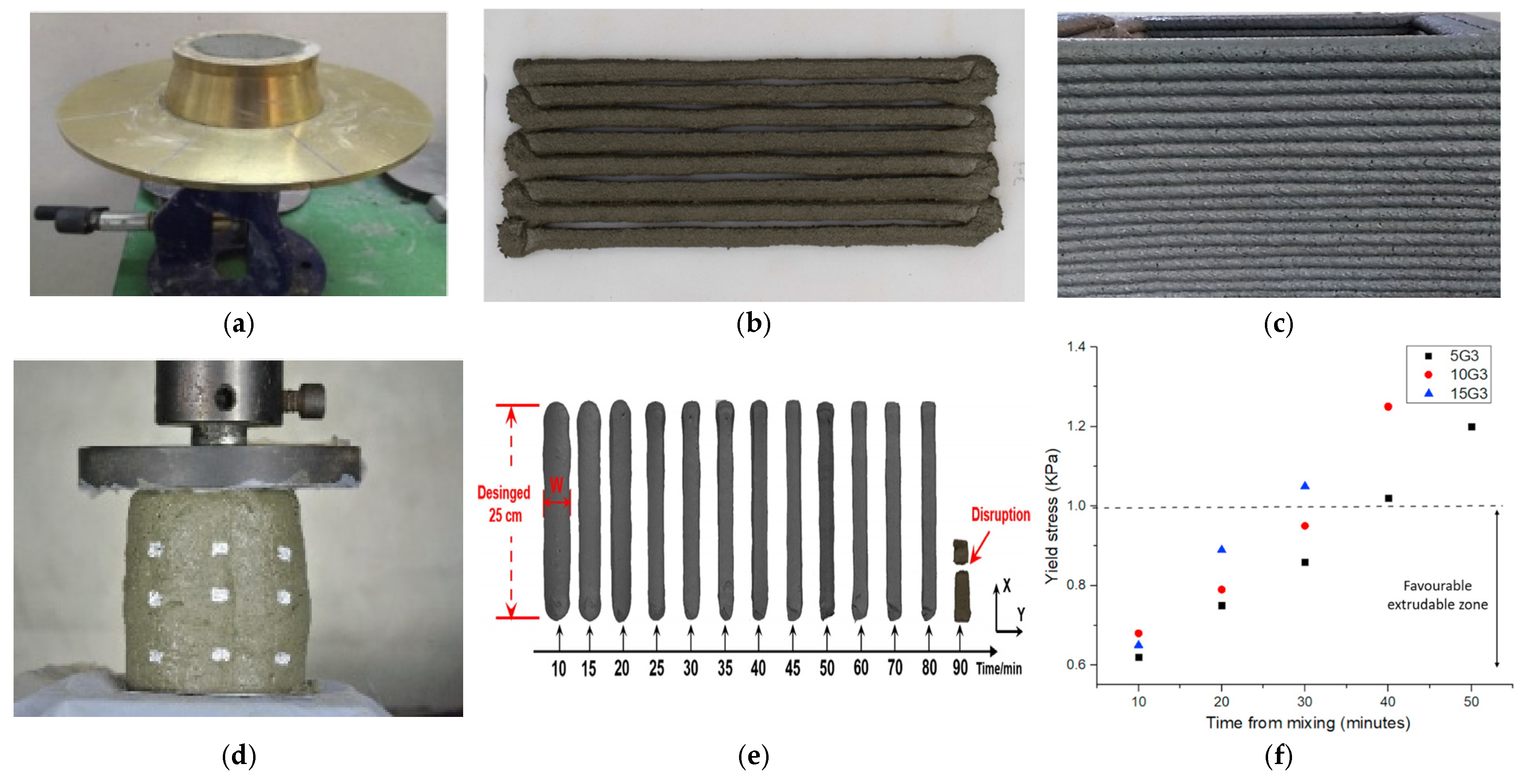

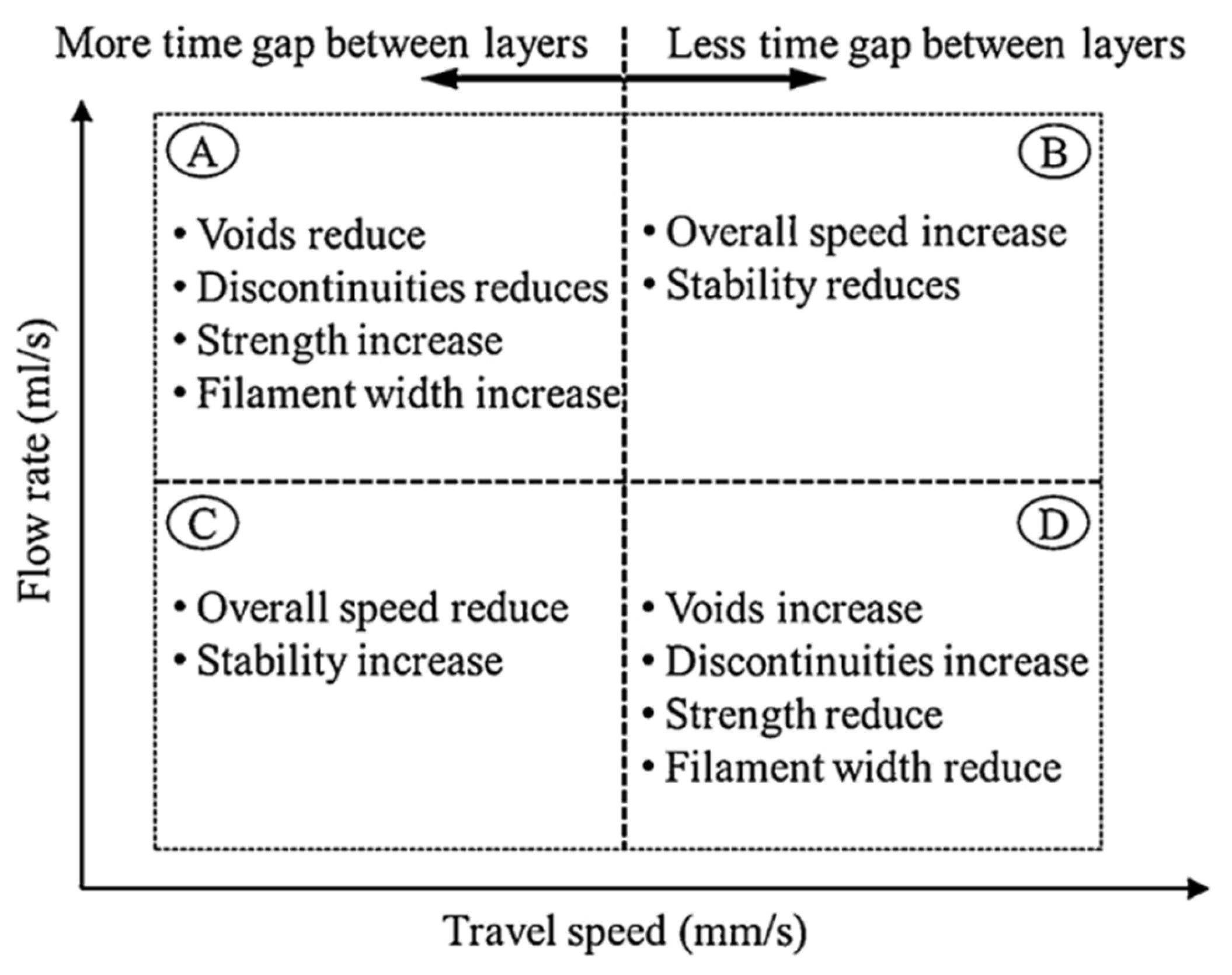
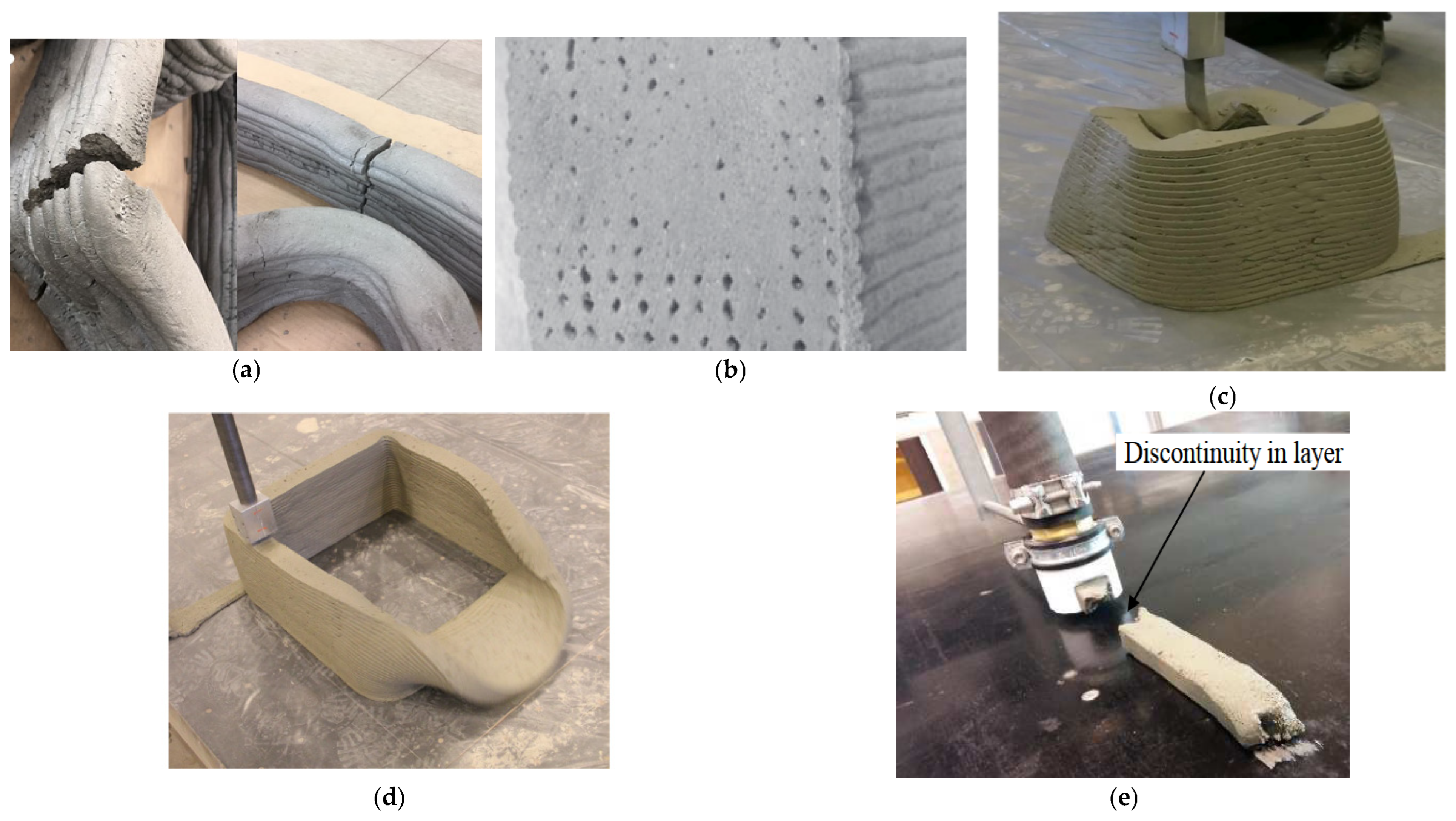
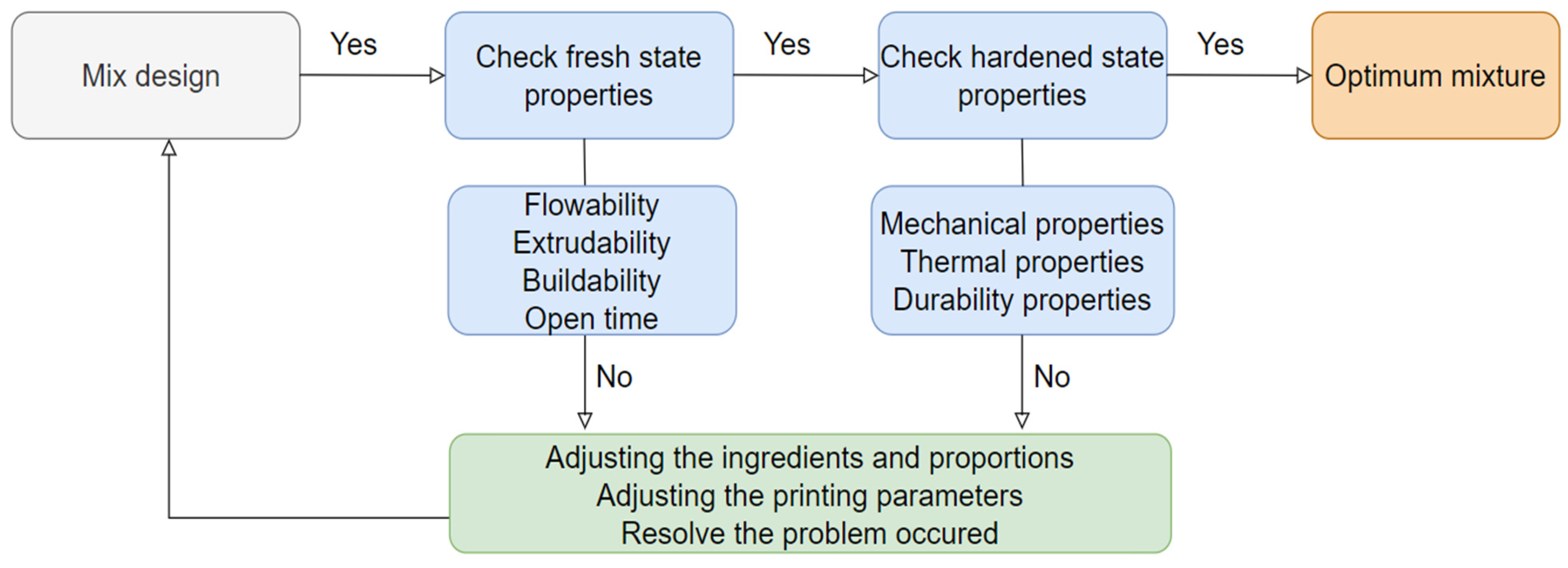

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}