1. Introduction
Cement concrete, as one of the important construction materials, plays an important role in the development of major infrastructure projects [
1,
2,
3,
4]. With the emergence of ultra-high-rise buildings and large-span bridges, the nature of cement concrete requirements continue to improve, promoting the development of concrete in the direction of high strength and high durability [
5,
6,
7,
8].
Reactive powder concrete (RPC) is an ultra-high strength toughened concrete produced with raw materials such as cement, mineral admixtures, other reactive powder materials, fine aggregates, admixtures, high-strength steel fibers or synthetic fibers, and water [
9,
10,
11,
12,
13,
14]. RPC was firstly developed successfully in France in 1993, and has been rapidly developed and popularized for use [
15]. Because of its good mechanical properties and durability, RPC has a broad application prospect in civil engineering, petroleum, nuclear power, municipal, marine and other projects and military facilities, which is one of the important research area of concrete [
16,
17,
18,
19,
20,
21]. Heidari et al. [
22] investigated the effect of the sand–cement ratio, partial replacement of calcium carbonate by silica sand, and addition of glass fibers on the performance of RPC. The results showed that replacing 40%~50% of silica sand with calcium carbonate can improve the microstructure of RPC. Adding glass fibers into RPC can enhance the mechanical performance and durability of RPC. Yazıcı et al. [
23] studied the compressive strength, flexural strength, and toughness of RPC containing fly ash and slag powder under different curing conditions. The results indicated that both steam curing and autoclaving led to a significant enhancement in the compressive strength of RPC. Xie et al. [
24] used uniaxial compression tests on RPC and the acoustic emission characteristics were investigated during the damage process. The results showed that basalt fibers can increase the compressive strength, acoustic emission energy strength, and density of RPC. In addition, basalt fiber can change the damage mode of RPC from tensile damage to tensile shear damage.
However, a large amount of quartz sand is used as fine aggregate in RPC, which greatly increases the project cost, and also leads to high heat of hydration and high shrinkage of concrete due to the high dosage of cementitious materials in RPC [
25,
26]. In order to reduce the cost and meet the requirements of large-scale construction and improve the performance of RPC, adding coarse aggregate to RPC has attracted the attention and research [
27,
28]. Reactive powder concrete with coarse aggregate (CA-RPC) is an advanced form of RPC in which small-size coarse aggregate are incorporated. Yang et al. [
29] added the coarse aggregates into ultra-high performance concrete (UHPC) and studied the performance of the UHPC. The results showed that mineral admixtures and the flowability of fresh concrete showed an clearly influence on the compressive strength of UHPC. UHPC exhibited excellent impermeable durability but considerable shrinkage. Feng et al. [
30] studied the flexural behavior of CA-UHPC (ultra-high performance concrete with coarse aggregate) slabs. The test results showed that CA-UHPC slabs exhibited excellent load resistance and outstanding post-cracking deformation. Liu et al. [
31] presented an application of CA-RPC and a comprehensive experimental study of the flexural properties of as-sized precast panels was carried out. The test results indicated the sustained performance of RPC with coarse aggregate incorporation. The addition of coarse aggregates enhanced the structural capacity of RPC, which made it applicable for use in large-scale infrastructure, high-rise buildings, and heavy-load bearing structures, while still maintaining exceptional compressive strength, tensile strength, and durability.
In addition, yellow sand, a naturally abundant fine aggregate in many regions, is increasingly considered as an alternative to conventional quartz sand in concrete production. Compared to quartz sand, yellow sand is typically more cost-effective and locally available, which makes it attractive for large-scale construction projects where material cost and supply logistics are critical factors. However, yellow sand generally exhibits different physical and chemical properties, such as particle size distribution, mineral composition, and surface texture, which may influence the workability, mechanical strength, and durability of concrete. Previous studies have reported that with proper mix design adjustments, yellow sand can partially or fully replace quartz sand without significantly compromising concrete performance [
32,
33,
34,
35]. Its utilization can also reduce the environmental impact associated with quarrying and transportation of conventional aggregates.
Although the RPC exhibits excellent mechanical properties and durability, its widespread application is hindered by the high cost of raw materials, particularly the extensive use of quartz sand and cementitious materials, which also contribute to increased heat of hydration and shrinkage. To address these issues, researchers have explored the incorporation of coarse aggregates into RPC, resulting in a new form known as CA-RPC. Previous studies have investigated the structural behavior of CA-RPC and CA-UHPC, demonstrating improved flexural performance and load resistance. However, there remains a lack of comprehensive understanding regarding how different material components (such as fine aggregates, coarse aggregates, mineral admixtures, and steel fibers) collectively influence the mechanical properties and microstructure of CA-RPC. In particular, limited attention has been given to optimizing material composition for both performance and cost-effectiveness in CA-RPC formulations. To fill this gap, the present study systematically investigates the effects of replacing quartz sand with yellow sand, using different types of coarse aggregates (basalt and limestone), and incorporating mineral admixtures (fly ash and silica fume) and steel fibers. The main objectives are: (1) to evaluate the impact of material composition on the compressive and flexural properties of CA-RPC; (2) to assess the corresponding microstructural changes using SEM and pore structure analysis; and (3) to provide a theoretical basis for the practical application of CA-RPC in bridge deck pavement and tunnels.
3. Test Methods
3.1. Flexural Strength and Compressive Strength
For the mortar tests, prismatic specimens with dimensions of 40 mm × 40 mm × 160 mm were prepared according to the Chinese standard GB/T 17671-2021. Two sets of specimens were cast, with each set consisting of three prisms. The mortar was poured into molds in two layers and compacted using a vibrating table to eliminate entrapped air. After 24 h, the specimens were demolded and cured in a standard curing room at a temperature of 20 ± 1 °C and a relative humidity greater than 90% until testing. Flexural strength was determined using the center-point loading method at a loading rate of 50 N/s. The compressive strength was measured on the broken halves of the same prisms at a loading rate of 2.4 kN/s.
For the concrete tests, cubic specimens with dimensions of 100 mm × 100 mm × 100 mm were prepared in accordance with GB/T 50081-2019. Two sets of specimens were cast, with each set comprising three cubes. The concrete mixture was placed in two layers with a 10-s interval between layers. After 24 h, the specimens were demolded and cured under the same standard conditions until testing at 7 and 28 days. The compressive strength tests were conducted using a universal testing machine at a loading rate of 0.8–1.0 MPa/s.
3.2. Scanning Electron Microscopy (SEM)
The fracture surfaces of specimens cured for 7 days were observed using scanning electron microscopy (SEM). Prior to imaging, the samples were dried in an oven at 50 °C for 24 h to remove free water, and then sputter-coated with a thin layer of gold to enhance conductivity. The SEM observations were performed using a Hitachi SU3500 scanning electron microscope with an accelerating voltage of 15 kV.
3.3. Pore Analysis
The pore structure was analyzed using a Rapid Air 457 automatic air-void analyzer. Thin concrete slices (approximately 100 mm × 100 mm × 25 mm) were cut from the specimens and polished to achieve a smooth surface. The surface was stained with black ink to enhance contrast between the paste and the air voids. The analyzer scanned the surface and measured air content, spacing factor, and average chord length of air voids, thereby evaluating the internal pore system of the CA-RPC.
4. Results and Discussion
4.1. Effect of Fine Aggregates on Strength of Concrete
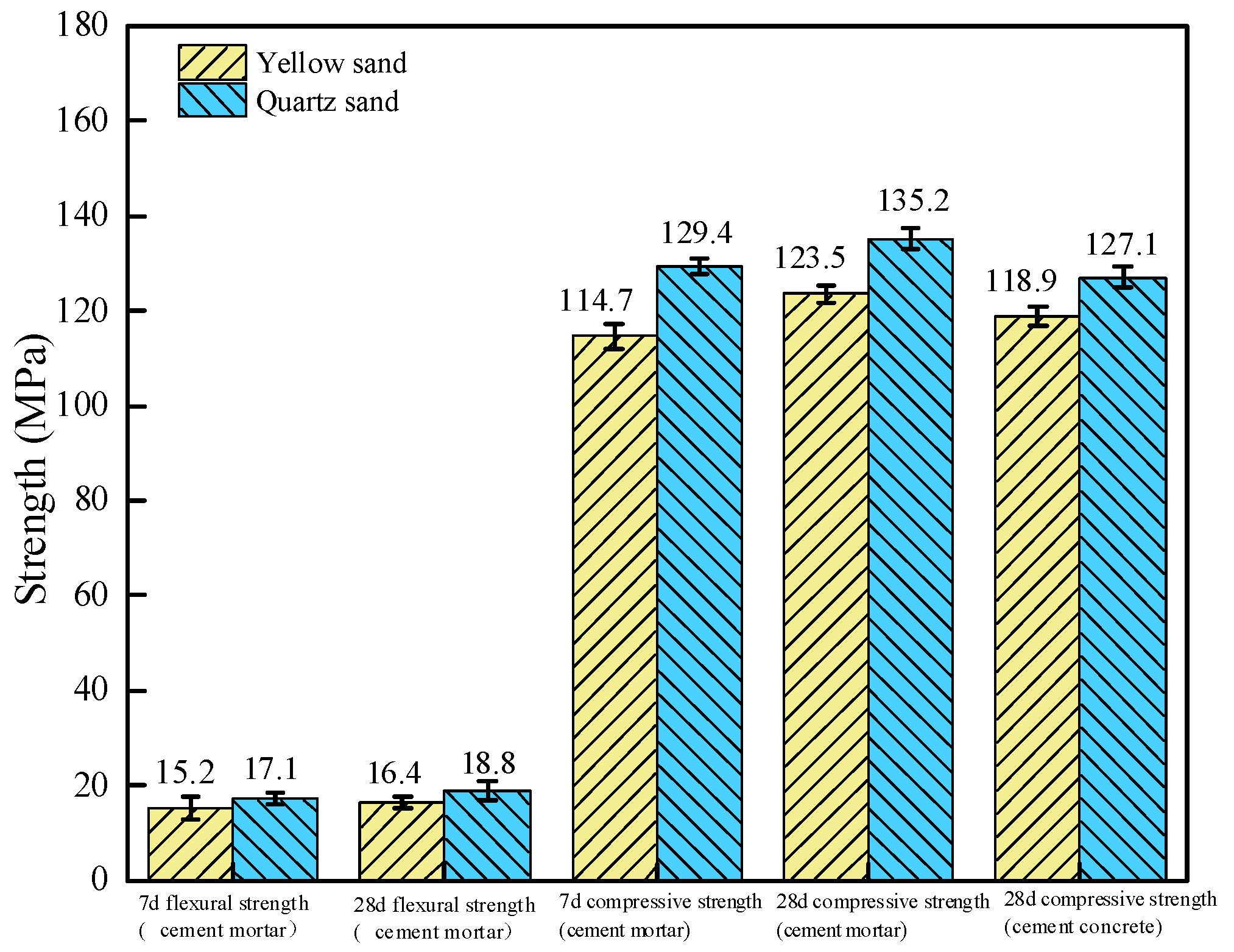
To investigate the influence of fine aggregates on the strength of CA-RPC, two types of sand (yellow sand and quartz sand) were used. Accordingly, two mix groups, designated as Group A and Group B, were prepared, with the dosage of the water-reducing agent adjusted to meet workability requirements. Prismatic mortar specimens were cast for flexural strength testing, and cubic specimens were prepared for compressive strength testing. After standard curing for 7 and 28 days, the mechanical properties of the specimens were evaluated. The results are presented in
Figure 5.
As shown in
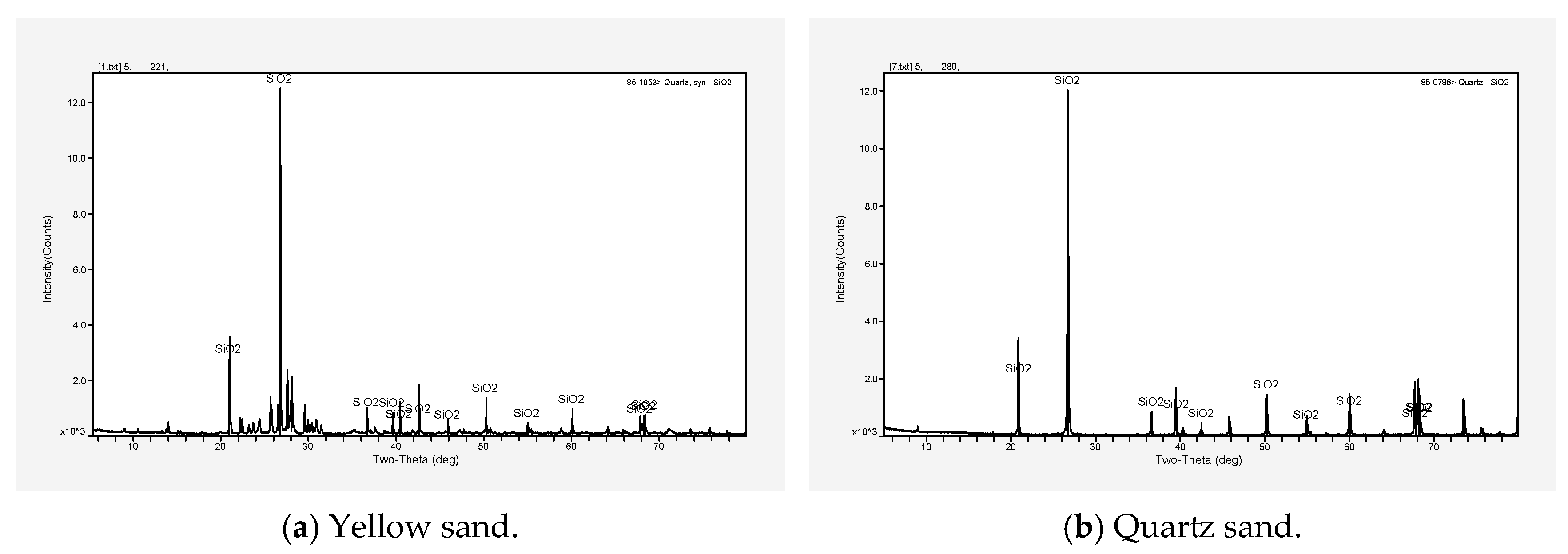
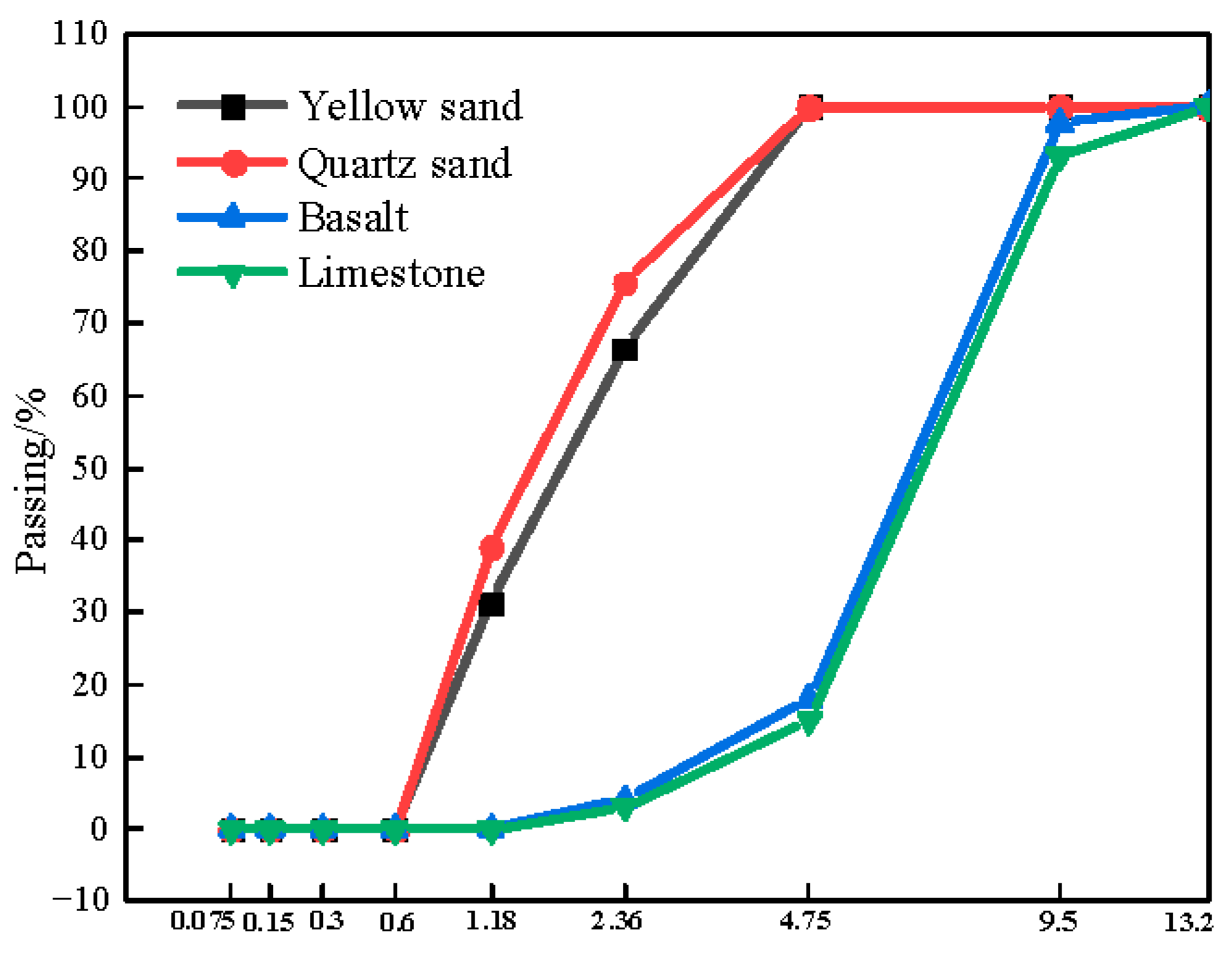
Figure 5, compared to the CA-RPC specimens containing yellow sand, those with quartz sand exhibited increases in flexural strength of 12.5% and 14.6% at 7 and 28 days, respectively. Similarly, the compressive strength of quartz sand specimens increased by 12.8% and 9.5% at 7 and 28 days, respectively. Additionally, the 28-day compressive strength of the cubic specimens increased by 6.9%. Since the particle size distributions of the two fine aggregates were consistent in this study, the influence of gradation on strength was considered negligible. Moreover, as indicated in
Figure 2, the mineral compositions of the aggregates were similar, suggesting minimal impact of mineralogical differences on strength. However, differences in the origin and internal microstructure of the two fine aggregates resulted in the observed variations in mechanical performance.
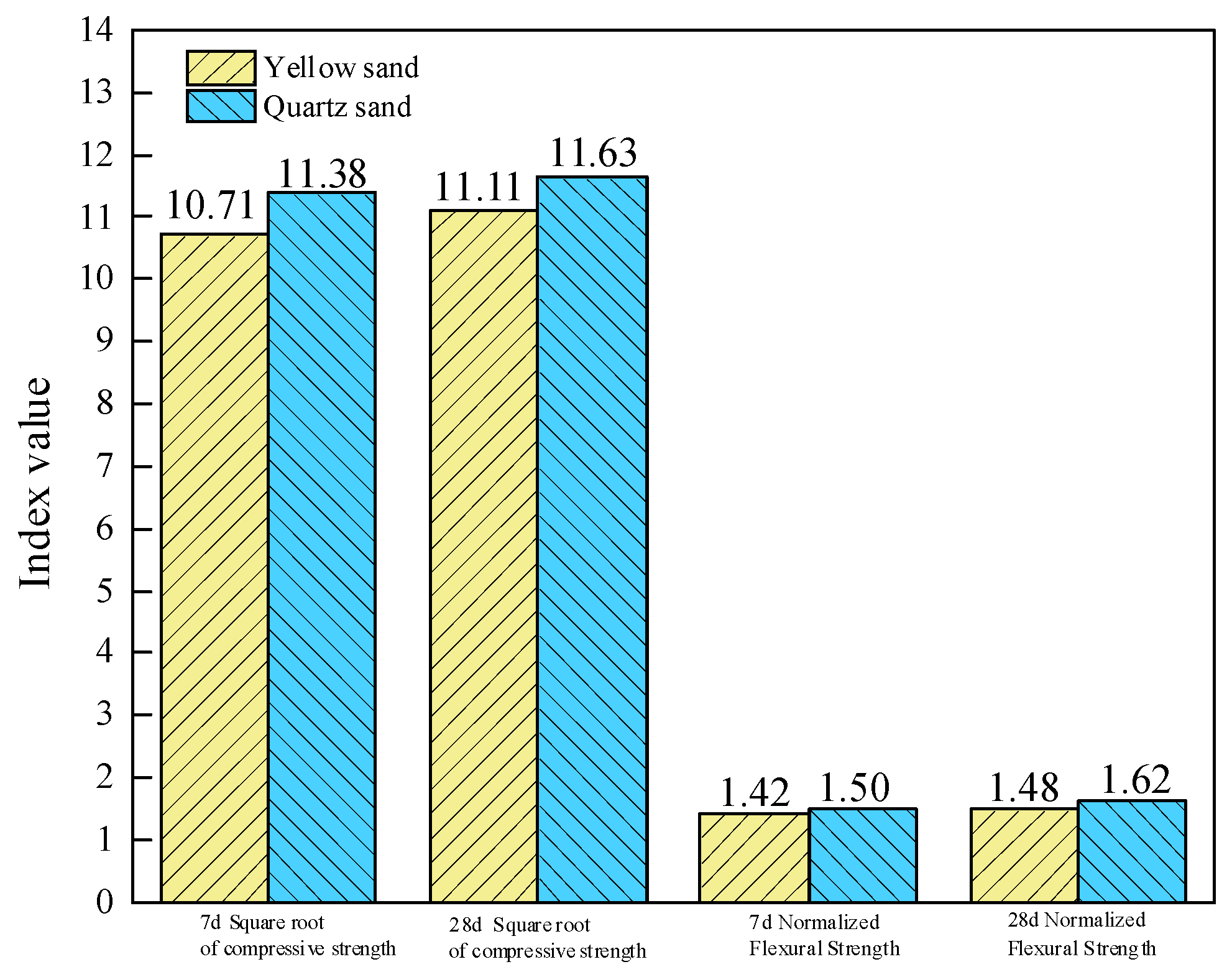
To further evaluate the flexural behavior relative to compressive capacity, the normalized flexural strength was calculated as the ratio of flexural strength to the square root of compressive strength, as shown in
Figure 6. At 7 days, the normalized flexural strength values for the yellow sand and quartz sand specimens were 1.42 and 1.50, respectively, while at 28 days, the values increased to 1.48 and 1.62. These results indicated that quartz sand not only improved absolute flexural and compressive strengths, but also enhanced the flexural-to-compressive strength ratio, suggesting better toughness and cracking resistance. However, the normalized values for yellow sand also remained at a relatively high level, further supporting its viability as a cost-effective alternative to quartz sand in CA-RPC mixtures, particularly for applications with moderate strength requirements.
Yellow sand is naturally formed by the repeated impact and friction of flowing water on rocks over a long period. It contains a small number of pores, resulting in a relatively loose internal structure and consequently lower concrete strength when used as fine aggregate. In contrast, quartz sand is produced by crushing and processing quartz rock, exhibiting a dense structure that contributes to higher concrete strength. Despite the superior strength of concrete incorporating quartz sand as fine aggregate, the uneven distribution of quartz sand resources and the high production costs increase the overall expense of CA-RPC. Based on the comparison of compressive and flexural strengths, the concrete with quartz sand showed only about a 10% strength advantage over concrete with yellow sand on average. Therefore, for design strengths below 110 MPa, high-quality natural yellow sand can effectively replace quartz sand, reducing project costs and promoting the wider application of CA-RPC. Although yellow sand demonstrated only a slight reduction in strength compared to quartz sand, its long-term durability in concrete remains a concern that requires further investigation. Due to its naturally formed, porous structure, yellow sand may potentially lead to higher water absorption and weaker interfacial bonding with the cement paste, which could affect durability aspects such as permeability, freeze–thaw resistance, and chloride ion penetration. While this study focused on the mechanical performance, future work should include durability tests to comprehensively evaluate the suitability of yellow sand in long-term infrastructure applications. Understanding its influence on microcrack development and resistance to environmental degradation will be critical for establishing its feasibility in high-performance concrete systems.
4.2. Effect of Coarse Aggregate on Strength of Concrete
To investigate the influence of coarse aggregate on the strength of CA-RPC, limestone and basalt crushed stones were employed as coarse aggregates, while natural yellow sand was used as the fine aggregate. Prismatic specimens for flexural strength and cubic specimens for compressive strength were prepared using Mix Groups A and C as listed in
Table 2. The specimens were then cured for 7 and 28 days under standard conditions, and the corresponding test results are presented in
Figure 7.
As shown in
Figure 7, the flexural strength of CA-RPC using basalt as the coarse aggregate increased by 2.0% and 5.1% at 7 and 28 days, respectively, compared to that using limestone. The compressive strength increased by 14.6% and 2.4% at 7 and 28 days, respectively. In addition, the 28-day compressive strength of the cubic specimens increased by 6.2%. To further assess the balance between flexural and compressive behavior, the normalized flexural strength was calculated, as shown in
Figure 8. At 7 days, both limestone and basalt specimens exhibited the same normalized flexural strength value of 1.42, indicating comparable flexural efficiency relative to compressive capacity at early age. However, by 28 days, the basalt specimen reached a higher normalized value of 1.48 compared to 1.42 for limestone, suggesting that basalt aggregate slightly improved the toughness and crack resistance of CA-RPC at later ages. This implies that while the absolute strength gains from basalt are moderate, the structural efficiency under flexural loads may be enhanced over time.
Limestone, a sedimentary rock, primarily consists of calcite, with minor amounts of dolomite and clay minerals. In contrast, basalt is an extrusive igneous rock composed mainly of plagioclase feldspar and pyroxene. The two aggregates differ in origin, mineral composition, and internal structure. Under a 200 KN load in the crushing value test, the crushing values of limestone and basalt aggregates were 5.7% and 3.1%, respectively, indicating that basalt has superior mechanical properties. Therefore, basalt aggregate is recommended as the preferred coarse aggregate to ensure the mechanical performance of CA-RPC.
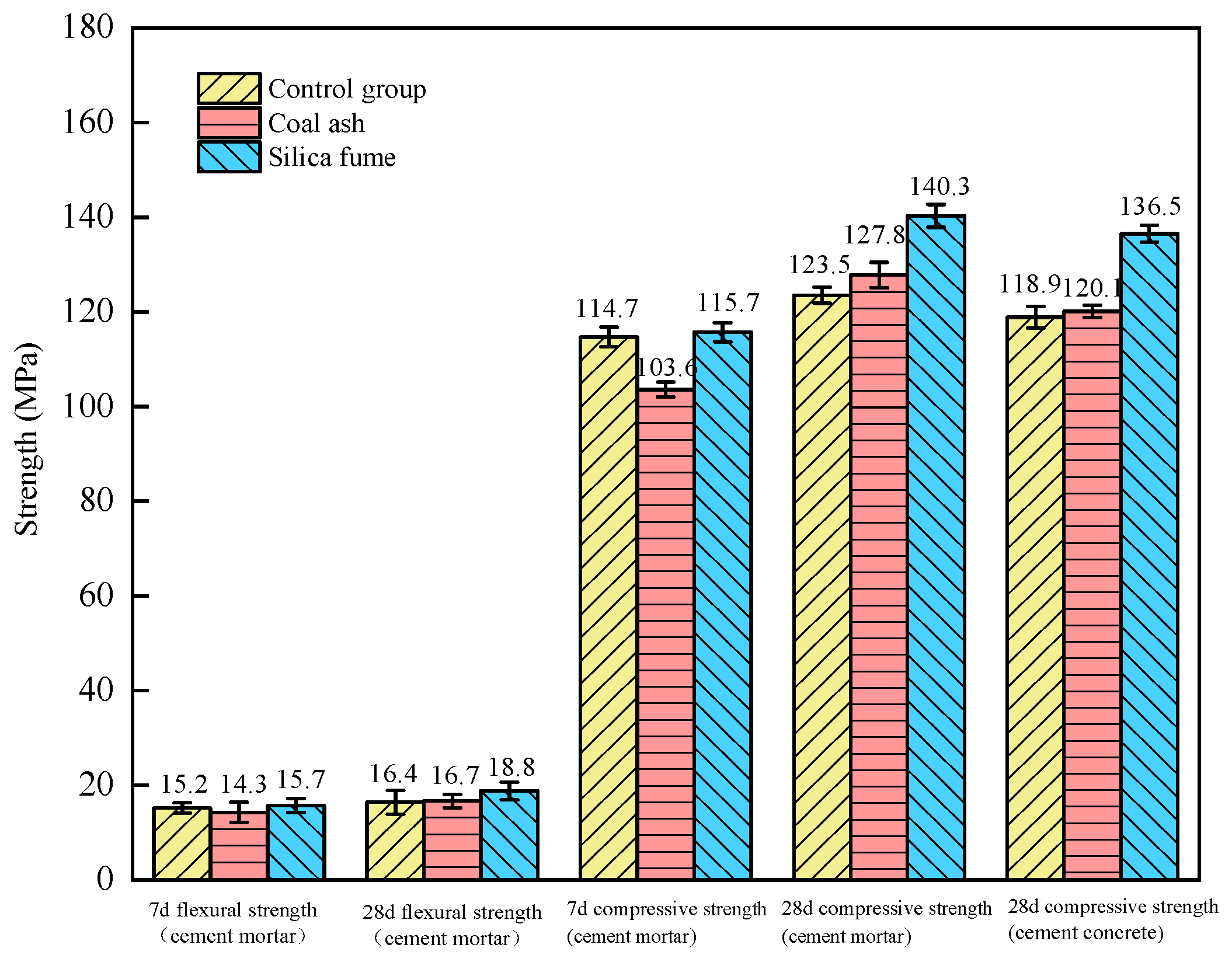
4.3. Effect of Admixtures on Strength of Concrete
Fly ash and silica fume were employed as mineral admixtures to partially replace cement in this study, with replacement levels of 20% and 10% of the total cementitious materials, respectively. Due to significant differences in the specific surface areas of fly ash, silica fume, and cement, the water demand to achieve comparable workability also varies. Therefore, the dosage of the water-reducing agent was adjusted accordingly to ensure the fresh concrete met the desired workability requirements. Mixture groups A, D, and E from
Table 2 were used in this phase of the study. The specimens were subjected to standard curing for 7 and 28 days, and the corresponding test results are presented in
Figure 9.
As shown in
Figure 9, when 20% of the cement was replaced by an equal mass of fly ash, the 7-day flexural and compressive strengths of CA-RPC decreased by 5.9% and 9.7%, respectively. In contrast, the 28-day flexural and compressive strengths increased slightly by 1.8% and 3.5%, respectively. However, the 28-day compressive strength of the cubic specimens showed a slight reduction of 3.2%. This behavior is primarily attributed to the physical and chemical properties of fly ash, which is a byproduct of coal combustion. Its main chemical constituents include SiO
2, Al
2O
3, Fe
2O
3, along with smaller amounts of CaO and MgO. During cement hydration, calcium hydroxide is produced as a reaction product. In an alkaline environment, the reactive SiO
2 and Al
2O
3 in the fly ash gradually react with Ca(OH)
2 to form secondary hydration products such as calcium silicate hydrate (C-S-H) and calcium aluminate hydrate (C-A-H). However, these pozzolanic reactions proceed slowly at ambient temperature, leading to lower early-age strength (7 days). Over time, as the secondary hydration continues, the mechanical properties improve, resulting in comparable 28-day strength. In addition, the incorporation of 20% fly ash was found to improve the fluidity of the CA-RPC. This can be attributed to the presence of spherical glassy particles in the fly ash, which act as lubricants within the cement matrix, reducing internal friction and, consequently, lowering the viscosity of the mix [
12]. This effect enhances workability, making fly ash a suitable admixture for mass concrete applications where reduced heat of hydration and improved flowability are desired.
The 7-day and 28-day flexural strengths of CA-RPC with 10% of the cement replaced by an equal mass of silica fume increased by 3.3% and 14.6%, respectively, compared to the control group. Similarly, the 7-day and 28-day compressive strengths increased by 0.9% and 13.6%, respectively. The 28-day compressive strength of cubic specimens exhibited an increase of 14.8%. Silica fume consists primarily of amorphous SiO
2 and exhibits high pozzolanic activity. In the alkaline environment generated by cement hydration, the SiO
2 in silica fume rapidly reacts with calcium hydroxide to form additional calcium silicate hydrate gel. This reaction not only enhances the microstructural density of the concrete, but also significantly improves its later-age strength and durability [
13]. Moreover, the inclusion of silica fume improves the workability of CA-RPC, reduces segregation, and minimizes bleeding. Owing to its extremely fine particle size and large specific surface area (approximately 100 times that of ordinary Portland cement) silica fume contributes to a denser particle packing and increased cohesion in the mix, thereby enhancing both the mechanical properties and long-term performance of the concrete.
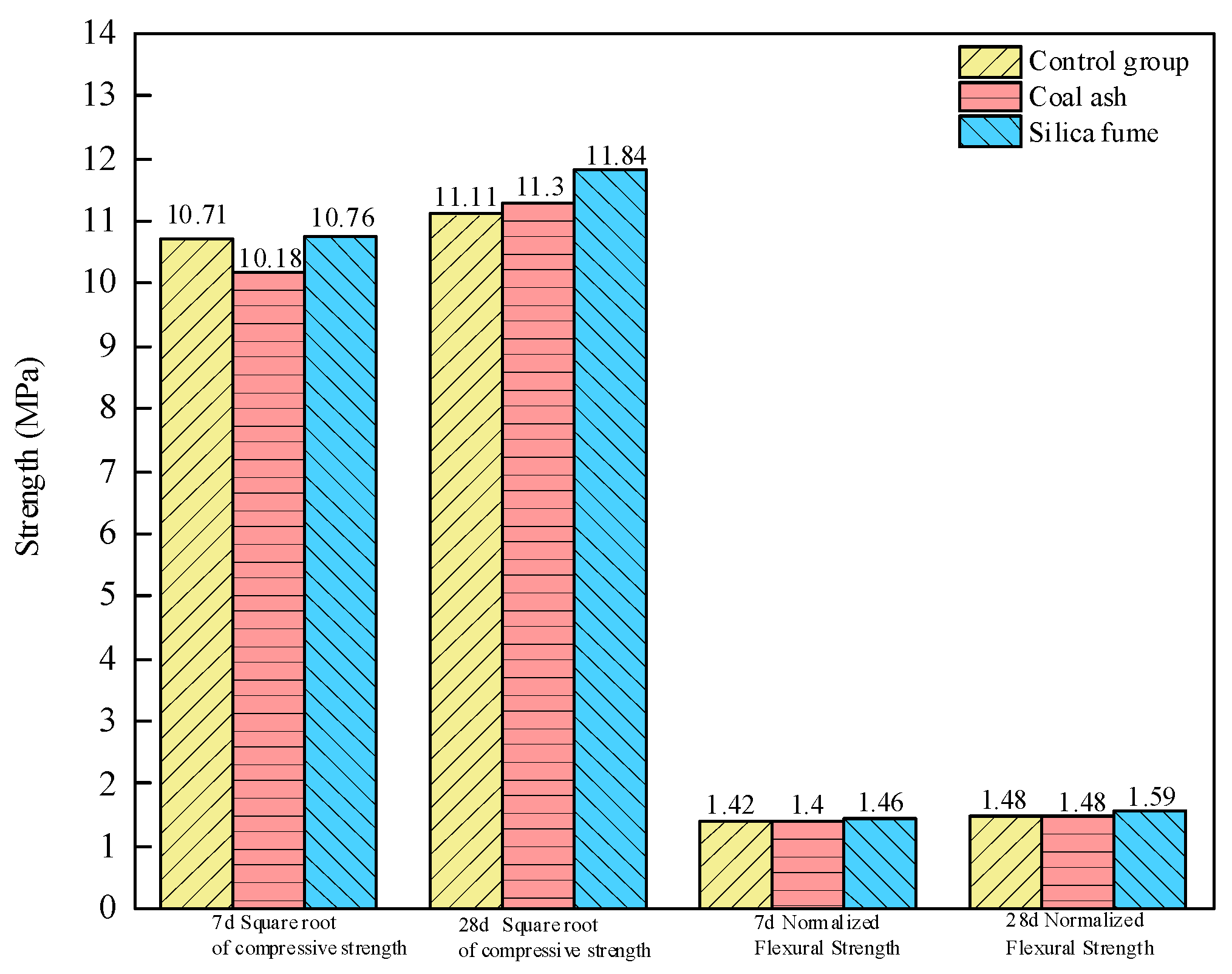
To further evaluate the balance between flexural and compressive performance, normalized flexural strength values were calculated, as shown in
Figure 10. At 7 days, the normalized value for the control group was 1.42, compared to 1.40 for the fly ash group and 1.46 for the silica fume group. At 28 days, the control and fly ash groups both had a normalized value of 1.48, while the silica fume group reached 1.59. These results indicated that although fly ash may slightly reduce early strength, it maintained flexural-to-compressive performance at later stages. In contrast, silica fume not only enhanced both flexural and compressive strengths but also significantly improved flexural efficiency relative to compressive strength, indicating better toughness and crack resistance of the concrete.
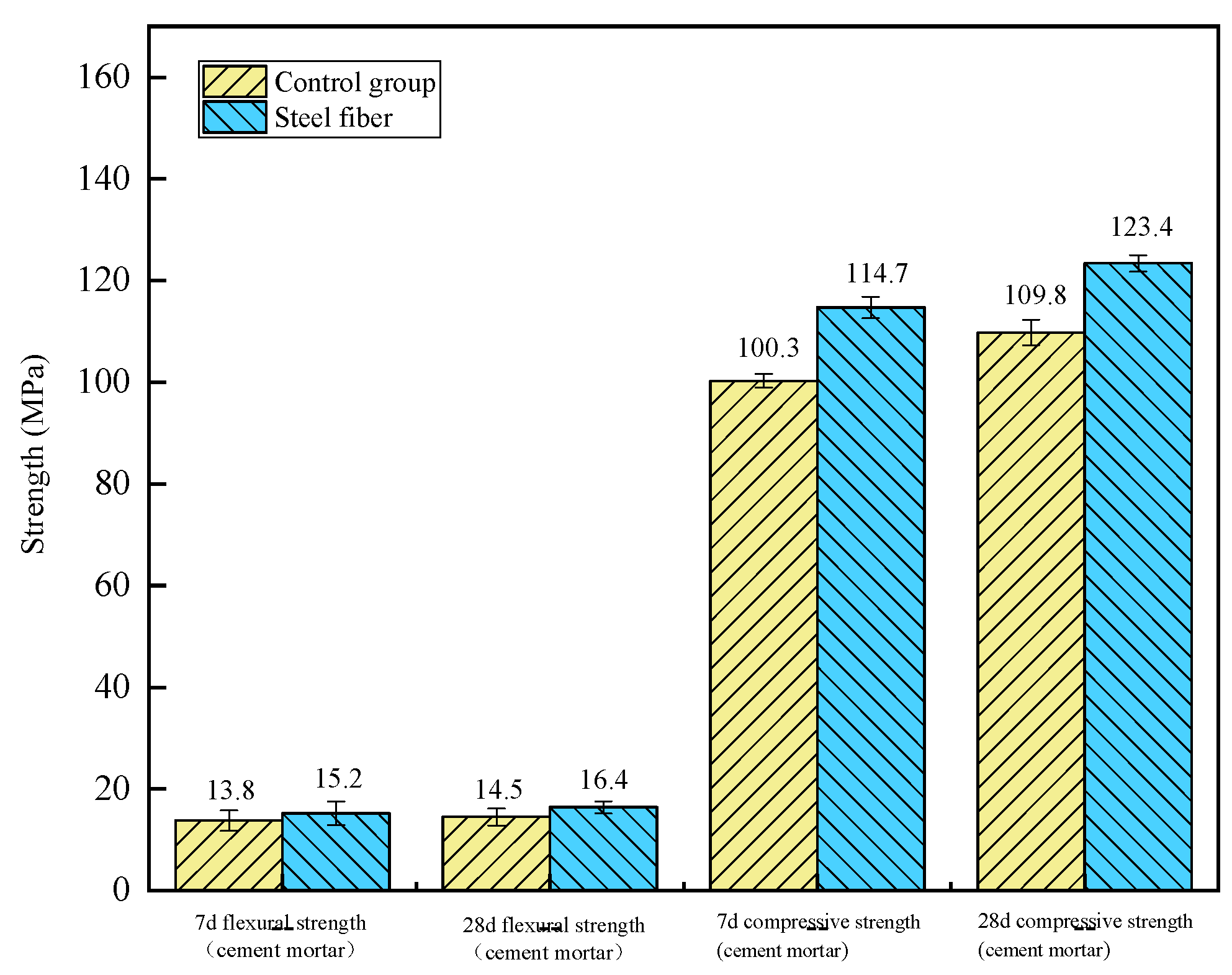
4.4. Effect of Steel Fibers on Strength of Concrete
Steel fibers were incorporated into the CA-RPC at a dosage of 1.0%. The mix designs corresponding to Groups A and F in
Table 2 were utilized for the comparison. The results indicated that the inclusion of steel fibers reduced the fluidity of the CA-RPC; therefore, the dosage of the water-reducing agent needed to be adjusted to ensure adequate workability. The comparative results of the 7-day and 28-day flexural and compressive strengths between the fiber-reinforced CA-RPC and the control group are presented in
Figure 11.
As shown in
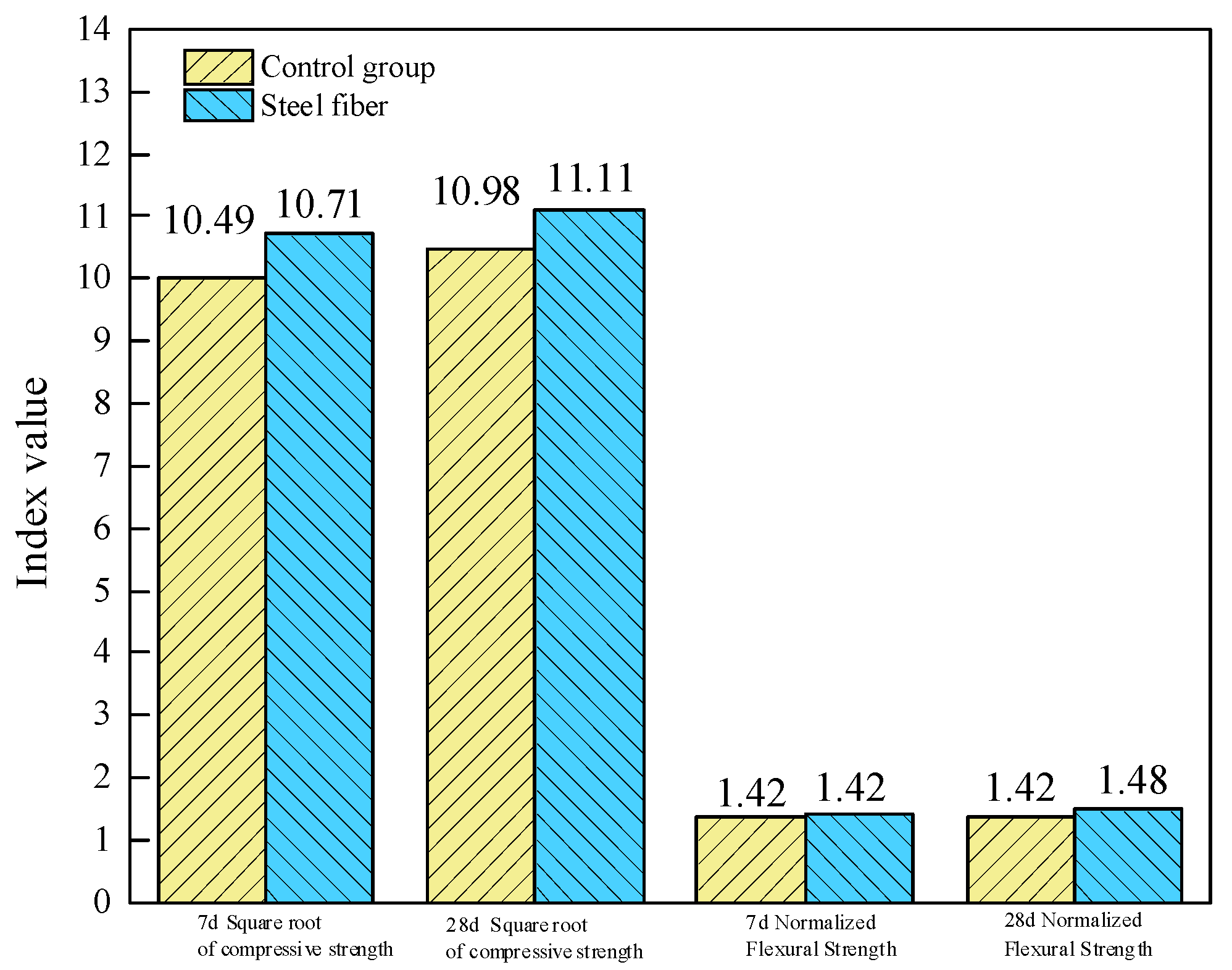
Figure 11, the incorporation of steel fibers led to increases of 10.1% and 13.1% in the 7-day and 28-day flexural strength of CA-RPC, respectively, compared to the control group. Similarly, the 7-day and 28-day compressive strengths increased by 14.4% and 3.0%, respectively. To further investigate the flexural performance relative to compressive capacity, the normalized flexural strength was calculated, as shown in
Figure 12. At 7 days, the normalized value increased from 1.38 for the control group to 1.42 for the steel fiber group. At 28 days, the values rose from 1.38 to 1.48, respectively. This improvement indicated that the addition of steel fibers not only enhanced the absolute strength of CA-RPC, but also improved its flexural efficiency and post-cracking toughness. The higher normalized flexural strength reflects the fibers’ ability to bridge microcracks, delay crack propagation, and enhance ductility, which is particularly beneficial for structural applications requiring high toughness and crack resistance.
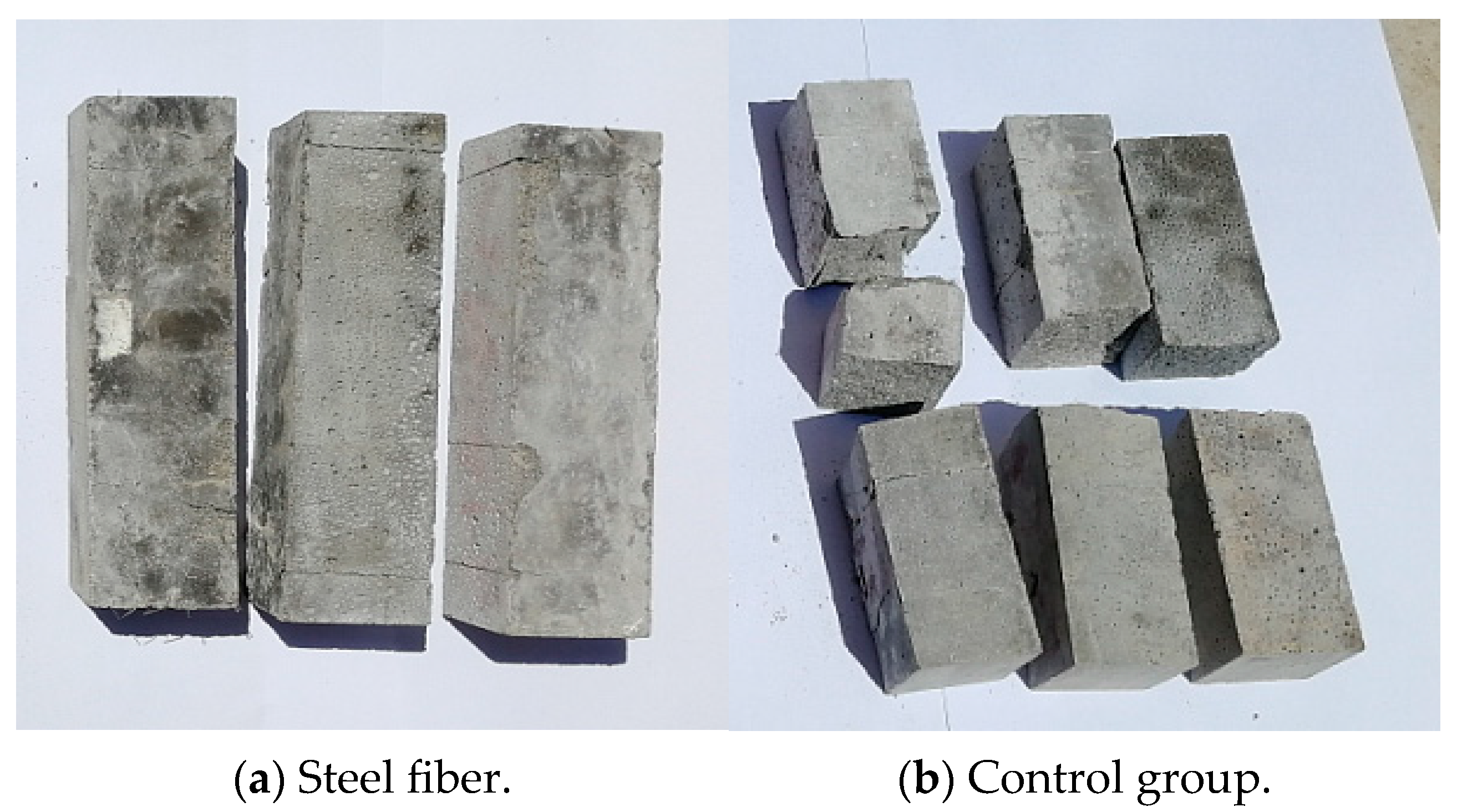
During the mechanical strength tests, a noticeable difference in failure modes was observed. The specimens without steel fibers failed by splitting at the mid-span, while those with steel fibers exhibited only surface cracking without complete fracture, indicating improved structural integrity. The post-test appearances of the specimens are shown in
Figure 13. The test results demonstrated that the incorporation of steel fibers enhanced both the compressive and flexural strength of CA-RPC, modified its failure mode, and improved its explosion resistance. Under external loading, crack propagation was effectively impeded by steel fibers, and the formation of internal microcracks and external macrocracks was reduced, thereby enhancing the overall mechanical performance and structural integrity of CA-RPC. While the shift in failure mode is indicative of improved ductility due to fiber incorporation, further research is required to quantitatively evaluate toughness and post-cracking energy absorption through load-deflection testing and the use of toughness indices.
4.5. SEM Analysis
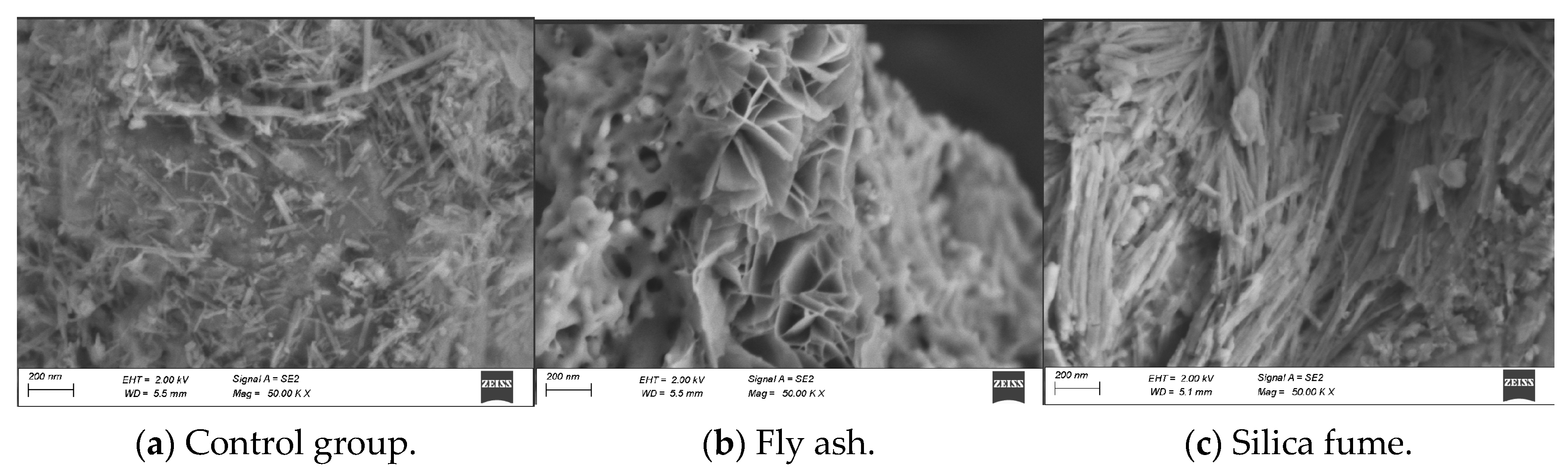
The strength of cement concrete after hardening is primarily generated through the hydration and hardening processes of cement, by which a binding function is provided. The main hydration products are identified as calcium hydroxide, calcium silicate hydrate, and ettringite. SEM observation was conducted on CA-RPC samples (Groups A, D, and E) at 7 days of curing. The SEM images of the control group, CA-RPC containing 20% fly ash, and CA-RPC containing 10% silica fume are presented in
Figure 14.
As shown in
Figure 14a, rod-like and needle-like crystals of calomelite were observed. Calcite, one of the hydration products of cement, is typically characterized by a crystal structure with predominant growth along the c-axis, resulting in the formation of needle-shaped or rod-shaped morphologies. These structures are considered to contribute to the skeletal framework of the hardened cement matrix.
As shown in
Figure 14b, hydrated calcium silicate and hexagonal plate-like calcium hydroxide crystals were observed, with some regions exhibiting a loose and porous microstructure. The strength and durability of cementitious composites were critically influenced by the morphology of calcium hydroxide crystals and the microstructural characteristics of the particles. It is evident that early-age strength is reduced by the incorporation of fly ash into the binder system. This can be attributed to the fact that a portion of the fly ash had not yet been fully reacted with the calcium hydroxide generated during cement hydration, resulting in insufficient formation of secondary hydration products and a less compact microstructure. Moreover, the presence of plate-like CH crystals, which are prone to interfacial weakness and layered cleavage, also contributed to the reduced mechanical properties of the concrete at early stages.
Figure 14c showed the formation of rod-like or needle-like calcium silicate hydrate and possibly calcium sulfoaluminate crystals. This phenomenon was attributed to the high pozzolanic activity of silica fume, which readily reacted with calcium hydroxide, a byproduct of cement hydration, to produce additional dense C-S-H gel and calcium sulfoaluminate phases. These hydration produced effectively fill the pores and microcracks in both the interfacial transition zone and the cement matrix, thereby enhancing the overall compactness of the concrete. As a result, the interfacial bonding strength was significantly improved, leading to increased mechanical strength. Furthermore, enhanced resistance to frost heave and mitigation of microcrack initiation and propagation were contributed by the denser microstructure, thereby improving the durability of the concrete.
4.6. Pore Structure Analysis
Cement concrete is a multiphase composite material composed of solid phases and entrained air bubbles generated during the mixing process or by the addition of admixtures. After hardening, these air bubbles become an integral part of the concrete’s microstructure. The size and distribution of the pore structure are closely related to the mechanical strength of the material. Therefore, analyzing the air content and pore characteristics of hardened concrete is essential to understanding the relationship between its microstructure and mechanical properties.
In this study, the linear traverse method was employed to analyze the pore structure of hardened cement concrete. This method involves the selection of a straight line within a representative cross-section of the concrete. The volume content of a specific component is determined by calculating the ratio of the total lengths of the line segments intercepted by that component to the total length of the straight line. Based on this principle, the air content, spacing factor, and mean chord length of air voids in the hardened concrete were obtained by statistically measuring the number and size distribution of air bubbles along multiple linear traverses.
The 28-day CA-RPC specimens (Group A, D, and E in
Table 2) with different admixtures were cut and polished for analysis. The polished surfaces were characterized by smoothness and flatness, with clearly defined pore edges, and were free of surface irregularities and saw marks. The prepared specimens were rinsed under running water, and any cement paste clogging the pores was gently removed using a soft brush. Following cleaning, the specimens were thoroughly dried. Then, the surface of the specimens was coated with black oil-based marker ink and allowed to dry. Zinc paste (a mixture of zinc oxide and petroleum jelly) was preheated to 80 °C to ensure adequate fluidity. The heated zinc paste was then evenly applied to the blackened surface of each specimen. Once cooled to room temperature, a scraper was used to remove the excess zinc paste, leaving the pores clearly highlighted for subsequent analysis. The prepared samples are shown in
Figure 15.
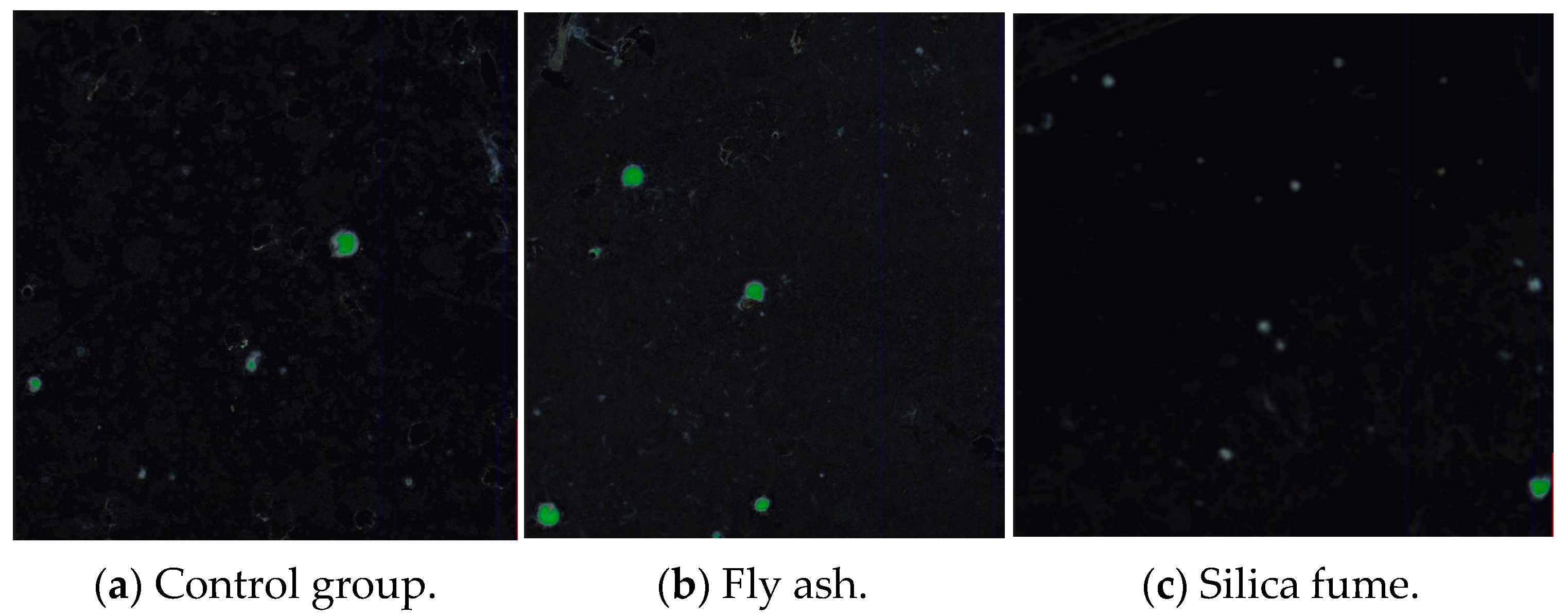
The pore structure of the CA-RPC was analyzed using a Rapid Air 457 analyzer. The parameters measured included the air content, bubble spacing coefficient, and average bubble chord length. The pore structure image is presented in
Figure 16, and the detailed test results are summarized in
Table 3.
Frost resistance of cement concrete can be improved by the presence of numerous fine and uniformly distributed air bubbles. However, when the air content exceeds 5%, a decrease in frost resistance is generally caused by the deterioration of the overall strength and compactness of the concrete. The size and distribution of air bubbles can be characterized by the bubble spacing coefficient and the average chord length. The bubble spacing coefficient is defined as the average distance from any point within the concrete to the nearest air bubble. This parameter is closely related to the salt and frost resistance of concrete and is generally required to be less than 300 μm. Resistance to freeze–thaw cycles and salt intrusion is enhanced by a lower bubble spacing coefficient, making it a key indicator of durability under cold conditions.
As shown in
Table 3, the smallest bubble spacing coefficient was exhibited by the CA-RPC containing silica fume, falling well below the 300 μm threshold. In contrast, a spacing coefficient nearly twice as large was observed in the CA-RPC with fly ash, indicating a less favorable bubble distribution. The average chord length of air bubbles is also considered to play a critical role in the mechanical and frost-resistant properties of concrete. Larger bubble chord lengths are associated with reductions in strength and increased susceptibility to frost damage. Upon water absorption, these larger voids are more likely to undergo freezing and expansion, leading to the induction of internal microcracks and ultimately resulting in structural deterioration. From
Table 3, it is evident that the smallest average chord length was observed in the concrete incorporating silica fume, whereas the largest was recorded in the concrete containing fly ash. This is attributed to the high pozzolanic activity and fine particle size of silica fume, which allow it to actively participate in hydration reactions and fill micro voids within the matrix. The pore structure was refined, and the air content was reduced by the addition of silica fume, resulting in smaller and more uniformly distributed bubbles. Consequently, the microstructure of CA-RPC was densified, leading to improvements in both mechanical strength and frost resistance.






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}