Segmented Timber Shells for Circular Construction: Relocation, Structural Assessment, and Robotic Fabrication of a Modular, Lightweight Timber Structure

 , , ,
, , ,  , and
, and
Abstract
1. Introduction
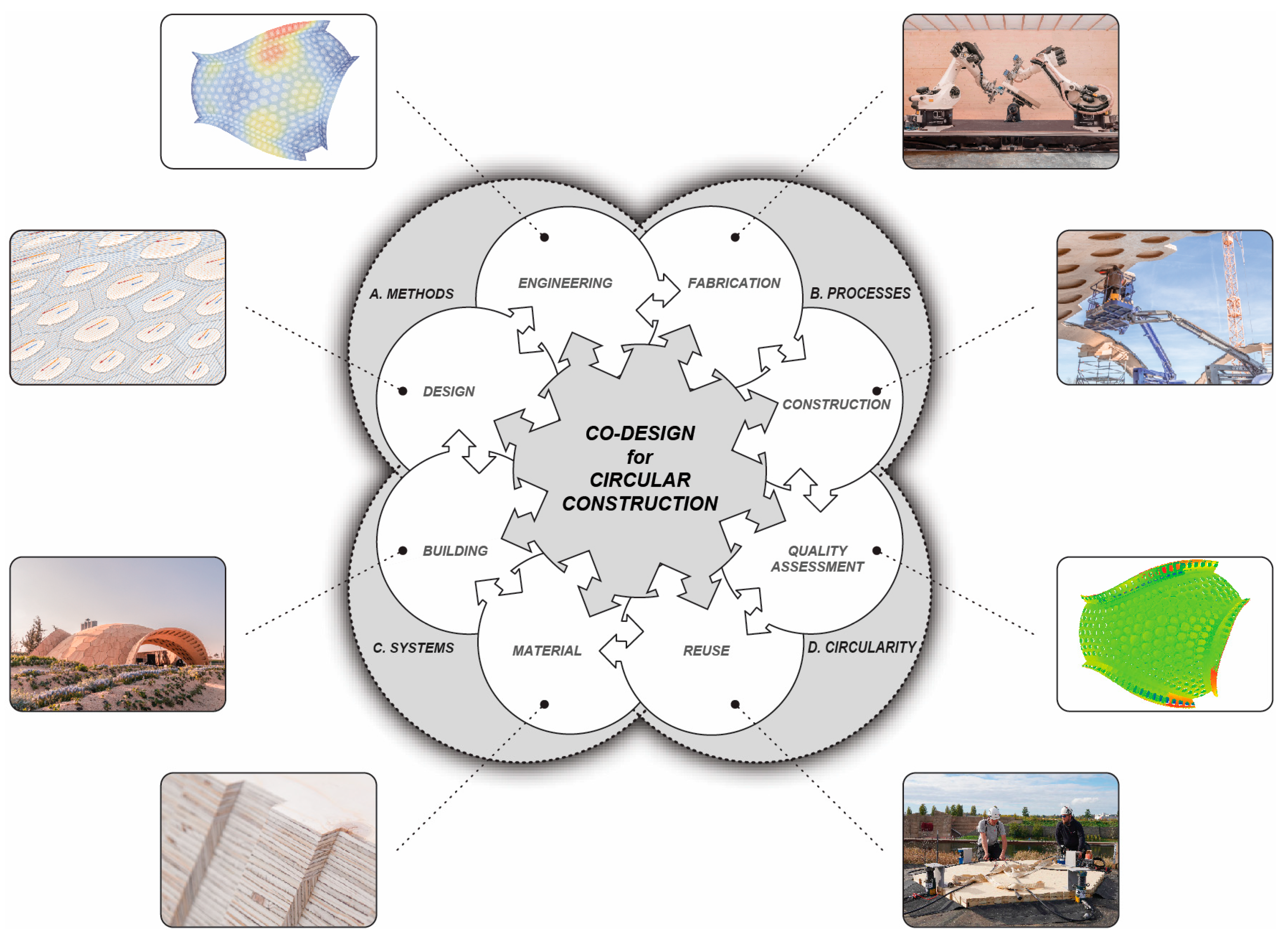
1.1. Co-Design for Circular Construction
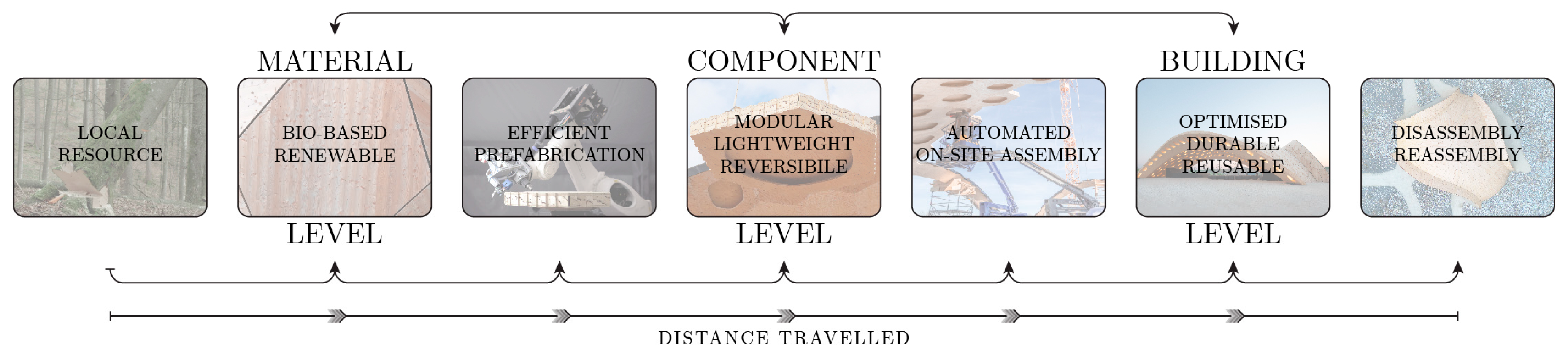
1.2. Segmented Timber Shells
1.3. Advanced Quality Assessment Models
1.4. Research Development
2. BUGA Wood Pavilion 2023
2.1. Design for Reuse
2.2. Relocation of the Shell Structure
2.2.1. Non-Destructive Dismantling
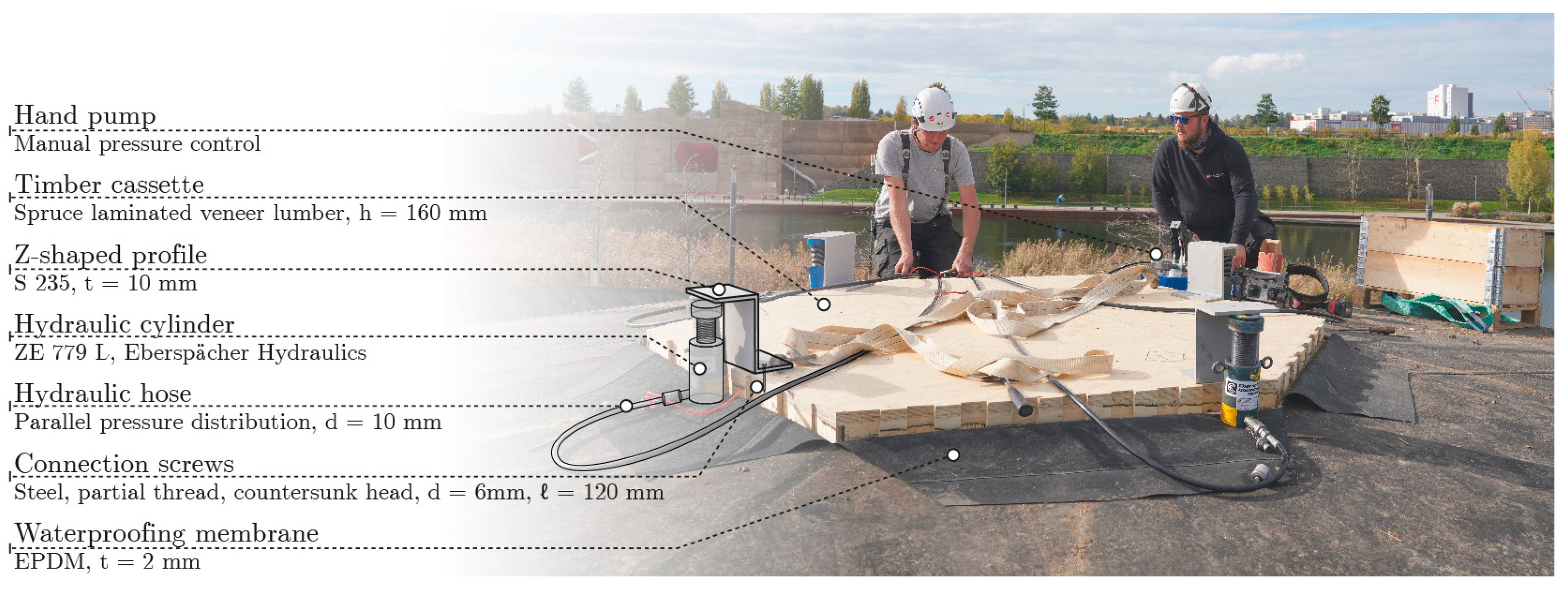
2.2.2. Reconstruction
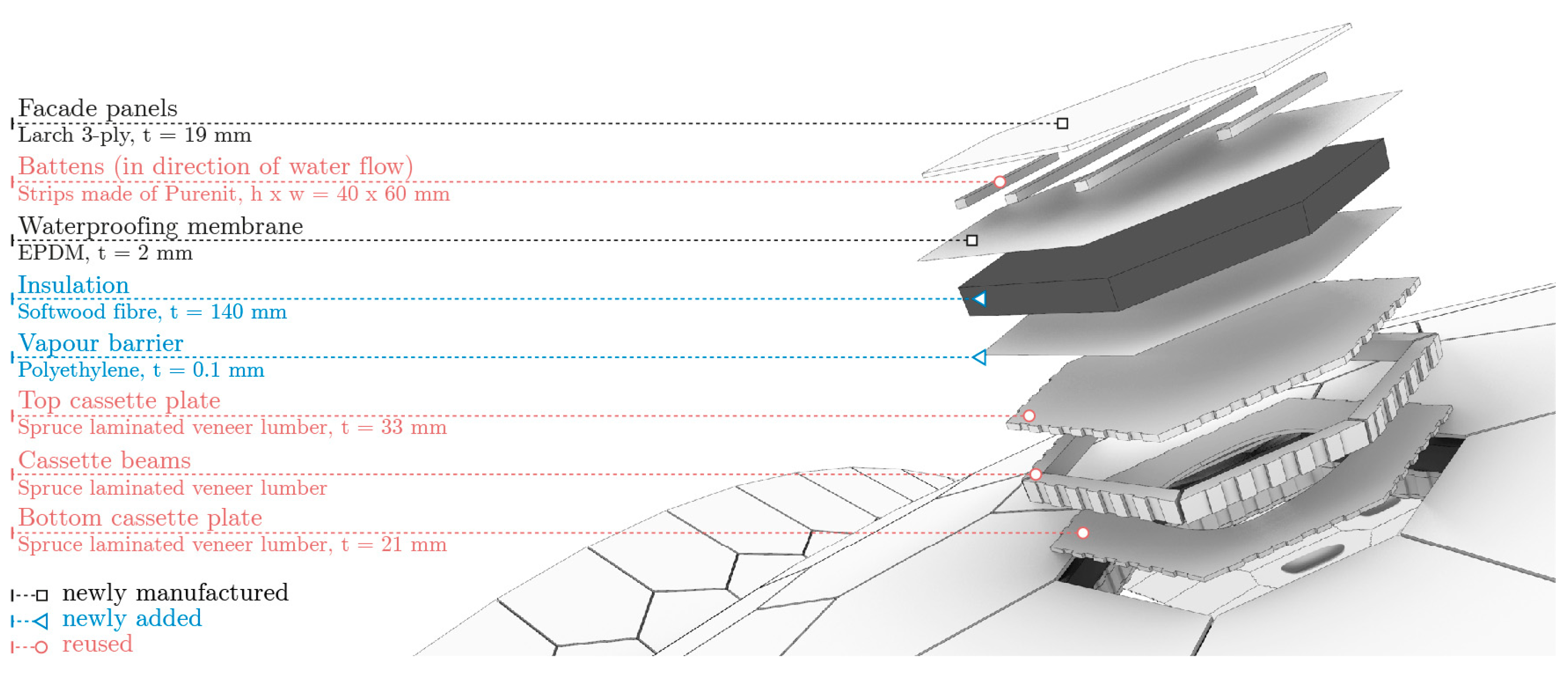
2.2.3. Design for Permanent Extension
3. Methods and Results of the Advanced Quality Assessment
3.1. Visual Inspection
3.2. Geodetic Assessment
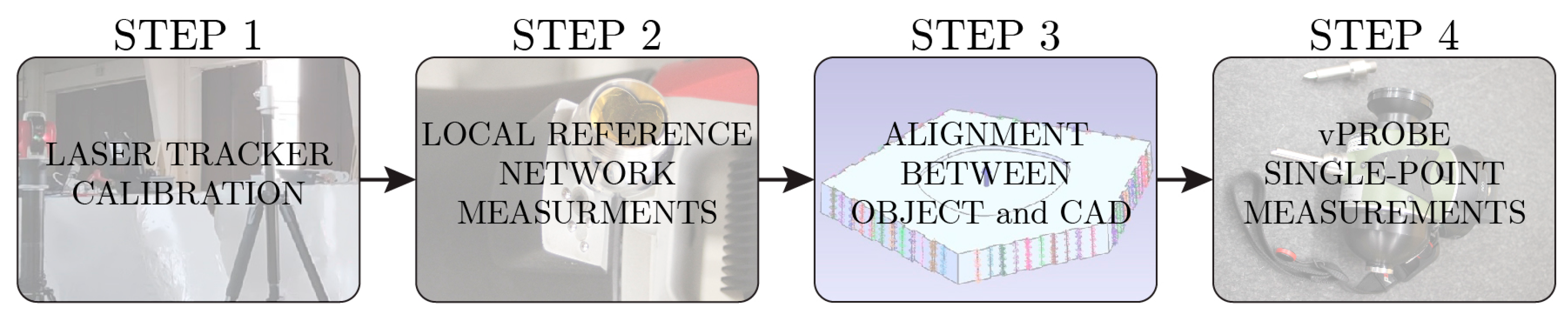
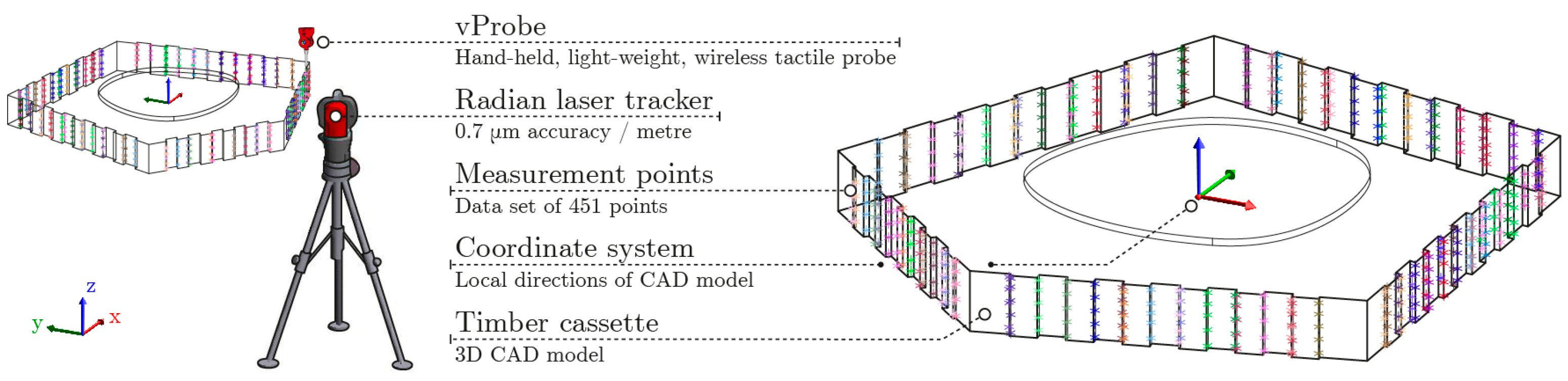
3.2.1. Laser Tracking of Shell Components
Methods
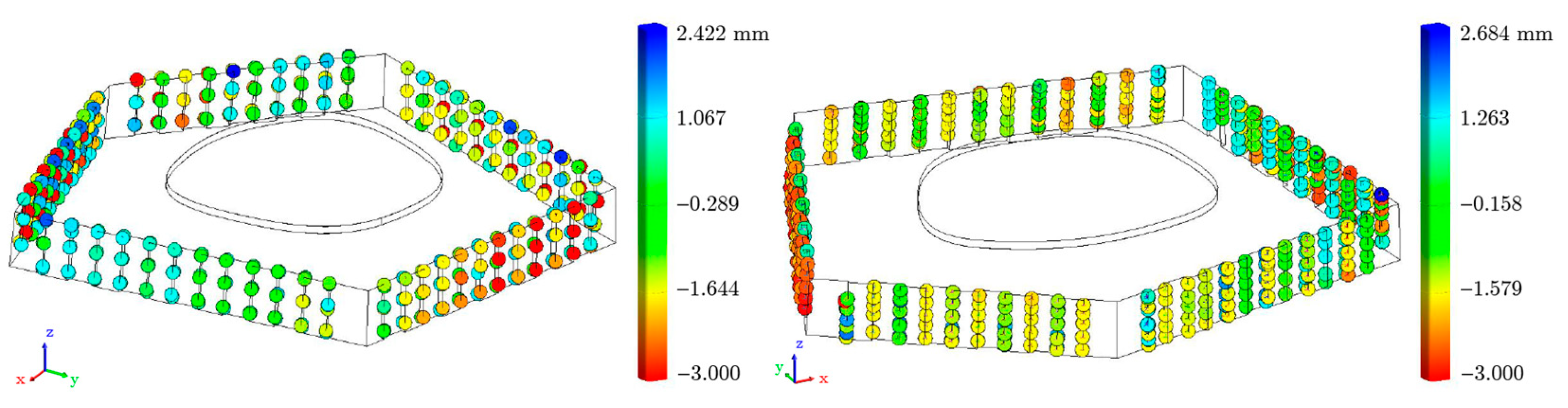
Results
3.2.2. Laser Scanning of the Shell Structure
Methods
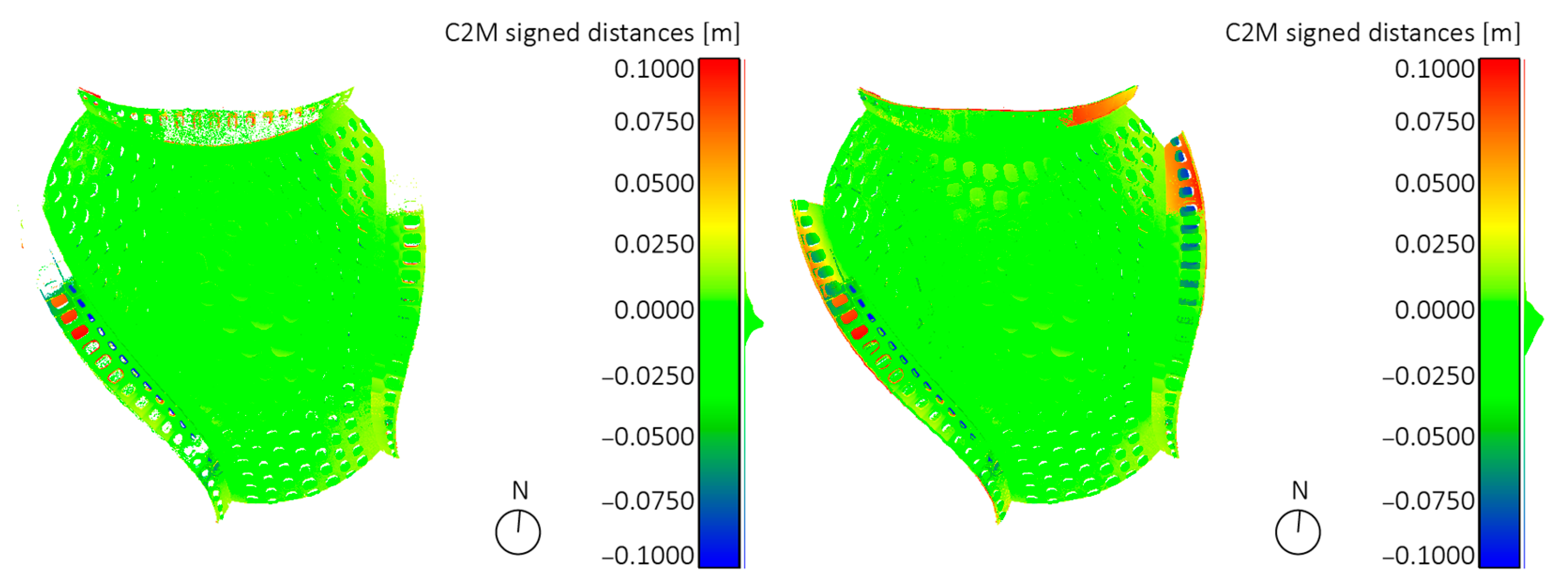
Results
3.3. Structural Assessment
3.3.1. Deviations from Normative Regulations
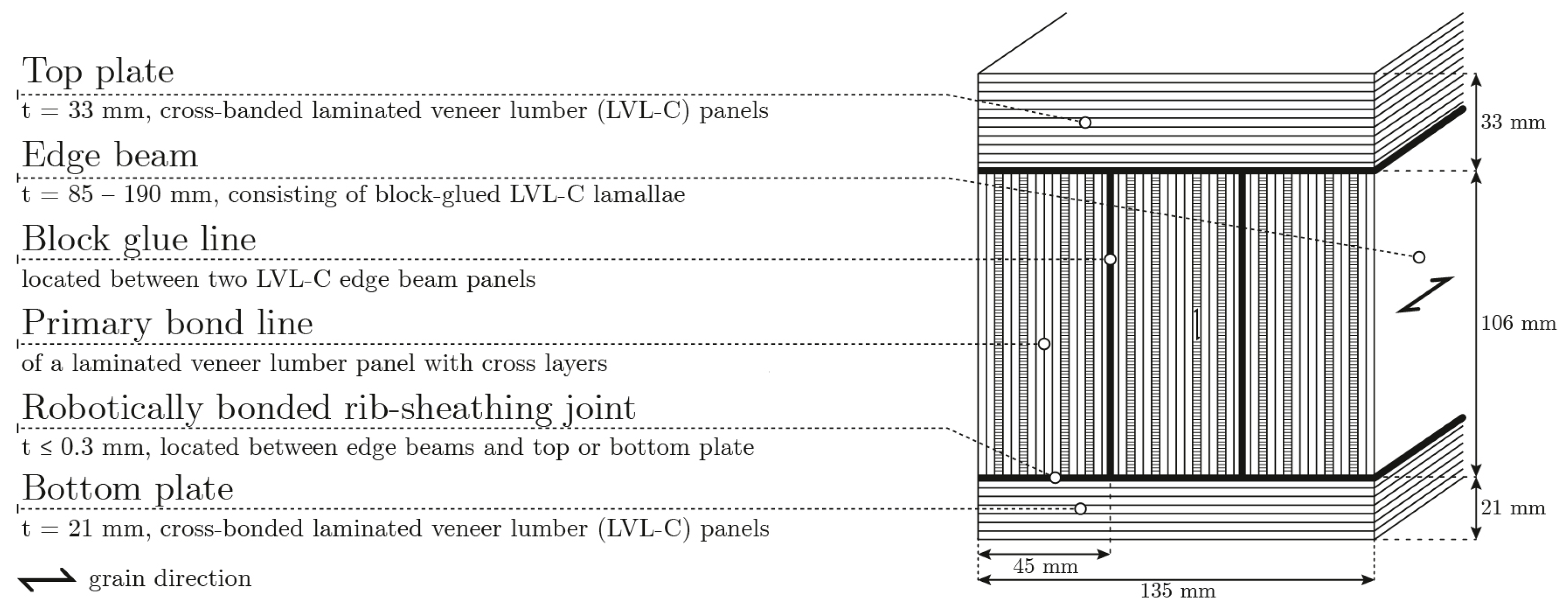
3.3.2. Timber Cassette Components
Methods
Results
3.3.3. Adhesive
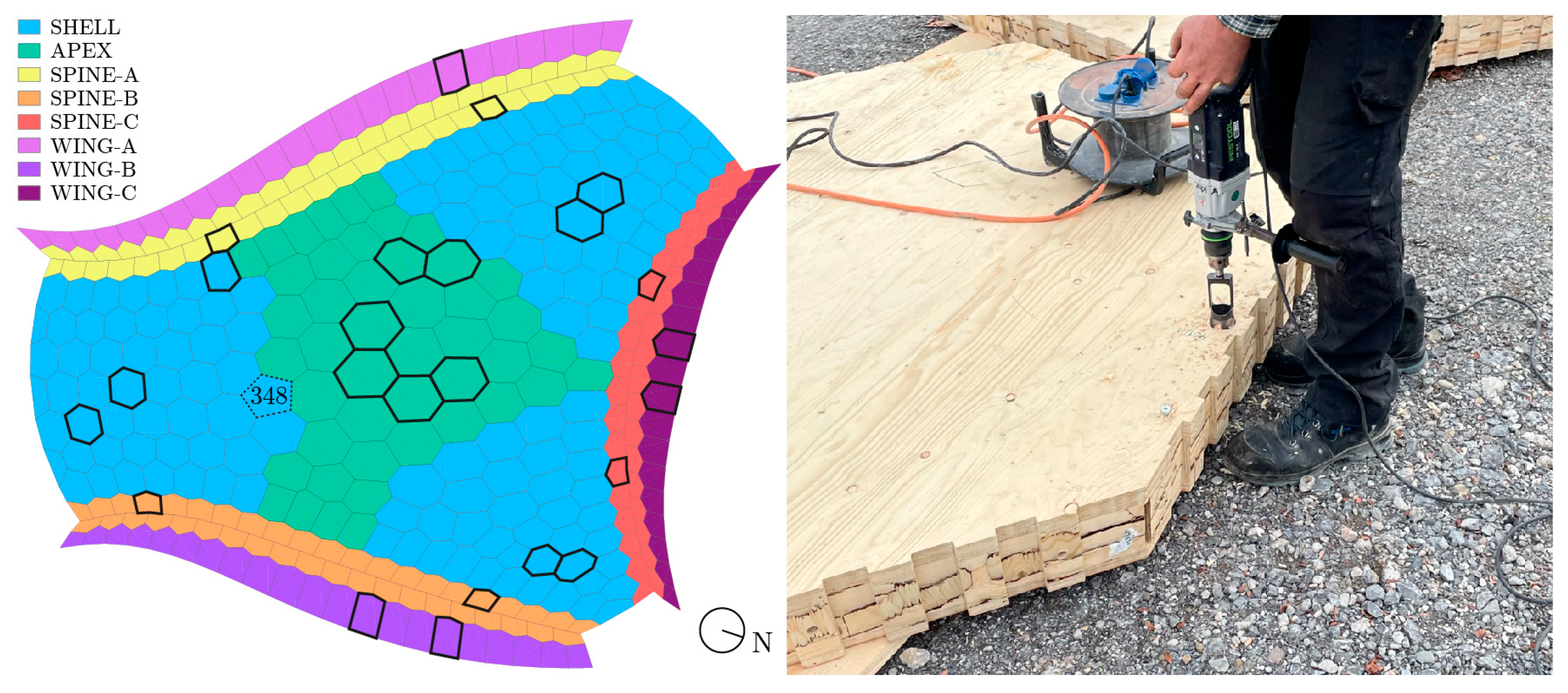
3.3.4. Robotic Fabrication and Workshop Implementation
Methods
Results
3.3.5. Robotically Bonded Joints
Methods
BUGA Wood Pavilion 2019
BUGA Wood Pavilion 2023
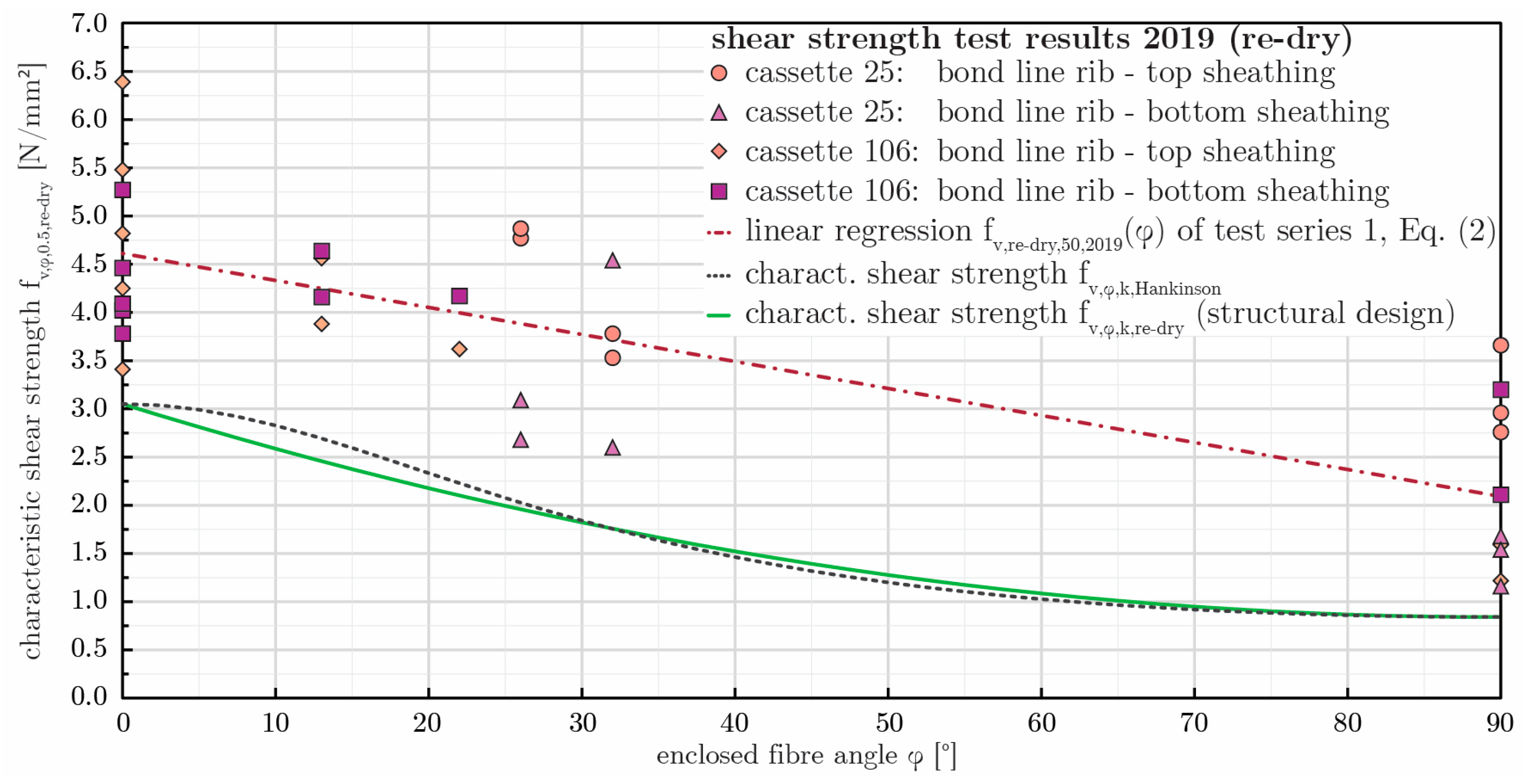
Results for BUGA Wood Pavilion 2019
- First test series
- Second and third test series and the expert report
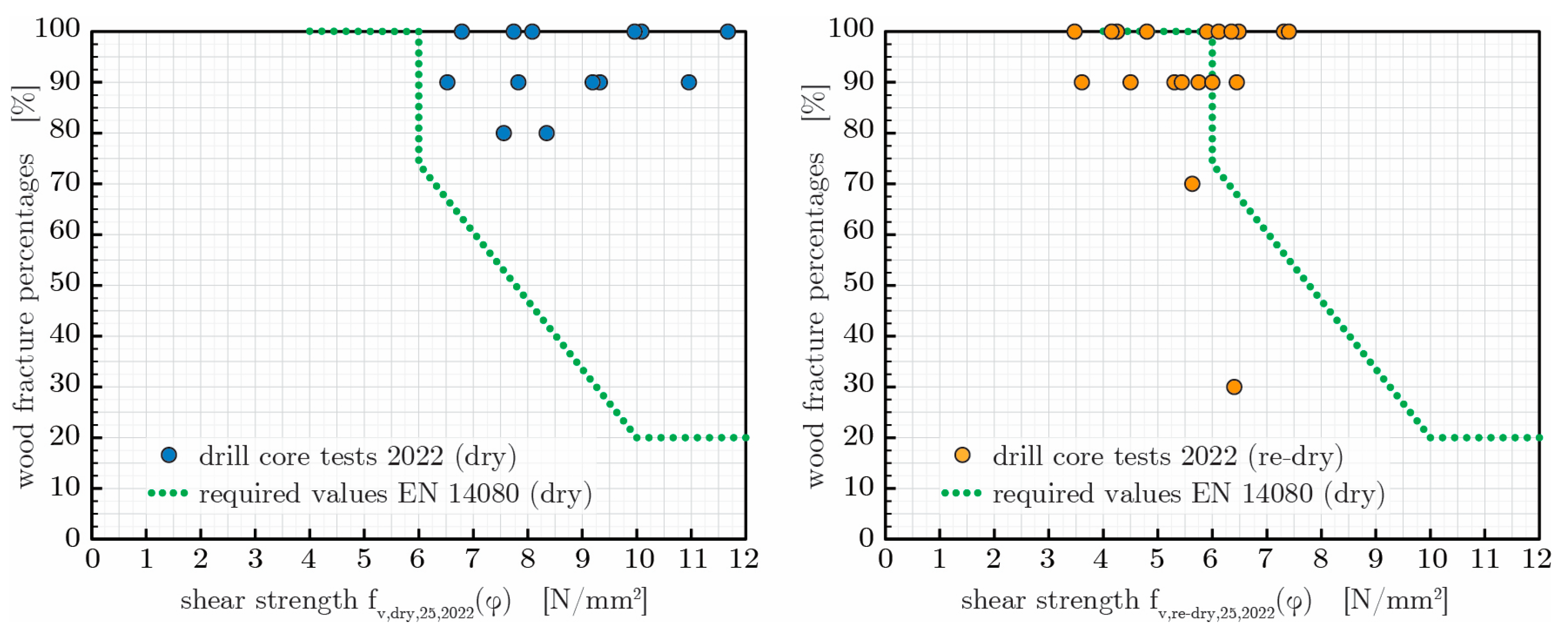
Results for BUGA Wood Pavilion 2023
Comparison of Initial (2019) and Residual (2022) Bond Line Tests
Derivation of Characteristic Bond Line Shear Strengths for Structural Design
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| ITKE | Institute of Building Structures and Structural Design, University of Stuttgart |
| MPA | Materials Testing Institute, University of Stuttgart |
| ICD | Institute for Computational Design and Construction, University of Stuttgart |
| IIGS | Institute of Engineering Geodesy, University of Stuttgart, Germany |
| IntCDC | Integrative Computational Design and Construction for Architecture |
| STS | Segmented timber shell |
| BUGA | Federal Horticultural Show (in German: Bundesgartenschau) |
| LVL | Laminated veneer lumber |
| API | Automated Precision Incorporated |
| CAD | Computer-aided Design |
| SMR | Spherically Mounted Retroreflector |
| P2P | Point-to-point |
| P2S | Point-to-surface |
| RMS | Root Mean Square |
| std | Standard deviation |
| TLS | Terrestrial laser scanning |
| C2M | Cloud-to-mesh |
| MPA | Materials Testing Institute |
| LVL-C | Laminated veneer lamellae with cross layers |
| WFP | Wood fracture percentage |
| 1C-PUR | Fiber-reinforced, one-component polyurethane |
| TBA | Technical Building Approval |
| CLT | Cross-laminated timber |
| TDS | Technical data sheet |
| MC | Moisture content |
| COV | Coefficient of variation |
| DoP | Declaration of Performance |
| R2 | Coefficient of determination |
| fv | Shear strength |
| φ | Angle between fiber directions |
| ksize | Weibull size effect exponent |
| A | Shearing area |
| Aref | Reference shearing area |
| GLT | Glued laminated timber |
| kmod | Modification factor for duration of load and moisture content |
| γM | Partial factor for material properties |
References
- Shashi; Centobelli, P.; Cerchione, R.; Ertz, M.; Oropallo, E. What we learn is what we earn from sustainable and circular construction. J. Clean. Prod. 2023, 382, 135183. [Google Scholar] [CrossRef]
- World Resources Institute. Accelerating Building Efficiency: Eight Actions for Urban Leaders. 2016. Available online: https://www.wri.org/publication/accelerating-building-efficiency-actions-city-leaders (accessed on 25 May 2024).
- Huovila, P.; Koskela, L. Contribution of the Principles of Lean Construction to Meet the Challenges of Sustainable Development. In Proceedings of the 6th Annual Conference of the International Group for Lean Construction, Guarujá, Brazil, 13–15 August 1998. [Google Scholar]
- United Nations, Department of Economic and Social Affairs, Population Division. World Urbanization Prospects: The 2018 Revision. 2018. Available online: https://population.un.org/wup/assets/WUP2018-Report.pdf (accessed on 25 May 2024).
- United Nations Environment Programme. 2021 Global Status Report for Buildings and Construction: Towards a Zero-Emission, Efficient and Resilient Buildings and Construction Sector; United Nations Environment Programme: Nairobi, Kenya, 2021. [Google Scholar]
- IEA. Net Zero by 2050; IEA: Paris, France, 2021; Available online: https://www.iea.org/reports/net-zero-by-2050 (accessed on 25 May 2024).
- Murtagh, N.; Scott, L.; Fan, J. Sustainable and resilient construction: Current status and future challenges. J. Clean. Prod. 2020, 268, 122264. [Google Scholar] [CrossRef]
- Huang, L.; Krigsvoll, G.; Johansen, F.; Liu, Y.; Zhang, X. Carbon emission of global construction sector. Renew. Sustain. Energy Rev. 2018, 81 Pt 2, 1906–1916. [Google Scholar] [CrossRef]
- UN Environment Programme. Buildings and Climate Change: Summary for Decision-Makers; United Nations Environment Programme: Nairobi, Kenya, 2009. [Google Scholar]
- Kropp, C.; Aicher, S. Building the future: Toward a sustainable material transition in architecture and construction, Die Zukunft bauen: Auf dem Weg zu einer nachhaltigen Materialwende in Architektur und Bauwesen. TATuP Z. Für Tech. Theor. Und Prax. 2024, 33, 3. [Google Scholar] [CrossRef]
- Goel, A.; Ganesh, L.S.; Kaur, A. Sustainability integration in the management of construction projects: A morphological analysis of over two decades’ research literature. J. Clean. Prod. 2019, 236, 117676. [Google Scholar] [CrossRef]
- Huemann, M.; Silvius, G.A.J. Projects to create the future: Managing projects meets sustainable development. Int. J. Proj. Manag. 2017, 35, 1066–1070. [Google Scholar] [CrossRef]
- Borrello, M.; Pascucci, S.; Cembalo, L. Three Propositions to Unify Circular Economy Research: A Review. Sustainability 2020, 12, 4069. [Google Scholar] [CrossRef]
- European Commission. Directorate-General for Communication, Circular Economy Action Plan—For a Cleaner and More Competitive Europe; Publications Office of the European Union: Luxembourg, 2020; Available online: https://data.europa.eu/doi/10.2779/05068 (accessed on 25 May 2024).
- Ellen MacArthur Foundation. Towards the Circular Economy—Economic and Business Rationale for an Accelerated Transition; EMF: Isle of Wight, UK, 2012. [Google Scholar]
- Minunno, R.; O’Grady, T.; Morrison, G.M.; Gruner, R.L.; Colling, M. Strategies for Applying the Circular Economy to Prefabricated Buildings. Buildings 2018, 8, 125. [Google Scholar] [CrossRef]
- Ghisellini, P.; Cialani, C.; Ulgiati, S. A review on circular economy: The expected transition to a balanced interplay of environmental and economic systems. J. Clean. Prod. 2016, 114, 11–32. [Google Scholar] [CrossRef]
- Eberhardt, L.C.M.; Birkved, M.; Birgisdottir, H. Building design and construction strategies for a circular economy. Archit. Eng. Des. Manag. 2022, 18, 93–113. [Google Scholar] [CrossRef]
- Alcorn, A. Embodied Energy Coefficients of Building Materials; Centre for Building Performance Research: Wellington, New Zealand, 1996. [Google Scholar]
- World Economic Forum. Shaping the Future of Construction. A Breakthrough in Mindset and Technology; Prepared in Collaboration with the Boston Consulting Group. 2016. Available online: http://www3.weforum.org/docs/WEF_Shaping_the_Future_of_Construction_full_report__.pdf (accessed on 25 May 2024).
- Barbosa, F.; Woetzel, J.; Mischke, J.; Ribeirinho, M.J.; Sridhar, M.; Parsons, M.; Bertram, N.; Brown, S. Reinventing Construction: A Route to Higher Productivity. McKinsey & Company. 2017. Available online: https://www.mckinsey.com/capabilities/operations/our-insights/reinventing-construction-through-a-productivity-revolution#/ (accessed on 25 May 2024).
- Braungart, M.; McDonough, W. Cradle to Cradle—Remaking the Way We Make Things; North Point Press: New York, NY, USA, 2002. [Google Scholar]
- Lyle, J.T. Regenerative Design for Sustainable Development; John Wiley & Sons: Hoboken, NJ, USA, 1994. [Google Scholar]
- Heisel, F.; Hebel, D. Building Better—Less—Different: Circular Construction and Circular Economy: Fundamentals, Case Studies, Strategies; Birkhäuser: Berlin, Germany; Boston, MA, USA, 2022. [Google Scholar] [CrossRef]
- ISO 20887 2020; Sustainability in Buildings and Civil Engineering Works—Design for Disassembly and Adaptability—Principles, Requirements and Guidance. ISO: Geneva, Switzerland, 2020. Available online: https://www.iso.org/standard/69370.html (accessed on 25 May 2024).
- Rios, F.C.; Chong, W.K.; Grau, D. Design for Disassembly and Deconstruction—Challenges and Opportunities. Procedia Eng. 2015, 118, 1296–1304. [Google Scholar] [CrossRef]
- Dams, B.; Maskell, D.; Shea, A.; Allen, S.; Driesser, M.; Kretschmann, T.; Walker, P.; Emmitt, S. A circular construction evaluation framework to promote designing for disassembly and adaptability. J. Clean. Prod. 2021, 316, 128122. [Google Scholar] [CrossRef]
- Kręt-Grześkowiak, A.; Baborska-Narożny, M. Guidelines for disassembly and adaptation in architectural design compared to circular economy goals—A literature review. Sustain. Prod. Consum. 2023, 39, 1–12. [Google Scholar] [CrossRef]
- Bertin, I.; Saadé, M.; Le Roy, R.; Jaeger, J.-M.; Feraille, A. Environmental impacts of Design for Reuse practices in the building sector. J. Clean. Prod. 2022, 349, 131228. [Google Scholar] [CrossRef]
- Heisel, F.; Hebel, D.E.; Sobek, W. Resource-respectful construction—The case of the Urban Mining and Recycling unit (UMAR). IOP Conf. Ser. Earth Environ. Sci. 2019, 225, 012049. [Google Scholar] [CrossRef]
- Bilal, M.; Khan, K.I.A.; Thaheem, M.J.; Nasir, A.R. Current state and barriers to the circular economy in the building sector: Towards a mitigation framework. J. Clean. Prod. 2020, 276, 123250. [Google Scholar] [CrossRef]
- Ahn, N.; Dodoo, A.; Riggio, M.; Muszynski, L.; Schimleck, L.; Puettmann, M. Circular economy in mass timber construction: State-of-the-art, gaps and pressing research needs. J. Build. Eng. 2022, 53, 104562. [Google Scholar] [CrossRef]
- Hart, J.; Adams, K.; Giesekam, J.; Tingley, D.D.; Pomponi, F. Barriers and drivers in a circular economy: The case of the built environment. Procedia CIRP 2019, 80, 619–624. [Google Scholar] [CrossRef]
- Munaro, M.R.; Tavares, S.F. A review on barriers, drivers, and stakeholders towards the circular economy: The construction sector perspective. Cleaner and Responsible Consumption 2023, 8, 100107. [Google Scholar] [CrossRef]
- Bechert, S.; Aldinger, L.; Wood, D.; Knippers, J.; Menges, A. Integrative structural design of a lightweight structure made of self-shaped curved cross-laminated timber. Structures 2021, 33, 3667–3681. [Google Scholar] [CrossRef]
- Wagner, H.-J.; Alvarez, M.; Groenewolt, A.; Menges, A. Towards digital automation flexibility in large-scale timber construction: Integrative robotic prefabrication and co-design of the BUGA Wood Pavilion. Constr. Robot. 2020, 4, 187–204. [Google Scholar] [CrossRef]
- Menges, A.; Kannenberg, F.; Zechmeister, C. Computational co-design of fibrous architecture. Archit. Intell. 2022, 1, 6. [Google Scholar] [CrossRef]
- Bechert, S.; Sonntag, D.; Aldinger, L.; Knippers, J. Integrative structural design and engineering methods for segmented timber shells—BUGA Wood Pavilion. Structures 2021, 34, 4814–4833. [Google Scholar] [CrossRef]
- Alvarez, M.; Wagner, H.J.; Groenewolt, A.; Krieg, O.D. The Buga Wood Pavilion—Integrative Interdisciplinary Advancements of Digital Timber Architecture. In Proceedings of the Conference: Ubiquity and Autonomy—39th ACADIA Conference 2019, Austin, TX, USA, 24–26 October 2019. [Google Scholar]
- Bletzinger, K.-U. Section 12.2: Form finding and morphogenesis. In Fifty Years of Progress for Shell and Spatial Structures, Multi-Science; Munga, I., Abel, J.F., Eds.; Multi Science Publishing Co., Ltd.: London, UK, 2011; pp. 459–482. [Google Scholar]
- Adriaenssens, S.; Block, P.; Veenendaal, D.; Williams, C. (Eds.) Shell Structures for Architecture: Form Finding and Optimization, 1st ed.; Routledge: London, UK, 2014. [Google Scholar] [CrossRef]
- Zhang, L.; Balangé, L.; Braun, K.; Di Bari, R.; Horn, R.; Hos, D.; Kropp, C.; Leistner, P.; Schwieger, V. Quality as Driver for Sustainable Construction—Holistic Quality Model and Assessment. Sustainability 2020, 12, 7847. [Google Scholar] [CrossRef]
- Schweitzer, J.; Schwieger, V. Modeling of quality for engineering geodesy processes in civil engineering. J. Appl. Geod. 2011, 5, 13–22. [Google Scholar] [CrossRef]
- Love, P.E.D.; Matthews, J.; Porter, S.R.; Carey, B.; Fang, W. Quality II: A new paradigm for construction. Dev. Built Environ. 2023, 16, 100261. [Google Scholar] [CrossRef]
- Luo, H.; Lin, L.; Chen, K.; Fordjour Antwi-Afari, M.; Chen, L. Digital technology for quality management in construction: A review and future research directions. Dev. Built Environ. 2022, 12, 100087. [Google Scholar] [CrossRef]
- Balangé, L.; Zhang, L.; Schwieger, V. First Step Towards the Technical Quality Concept for Integrative Computational Design and Construction. In Contributions to International Conferences on Engineering Surveying; Springer Proceedings in Earth and Environmental Sciences; Kopáčik, A., Kyrinovič, P., Erdélyi, J., Paar, R., Marendić, A., Eds.; Springer: Cham, Switzerland, 2021. [Google Scholar] [CrossRef]
- DIN EN ISO 9000:2015-11; Quality Management Systems—Fundamentals and Vocabulary (ISO 9000:2015). German and English version EN ISO 9000:2015. ISO: Geneva, Switzerland, 2015. [CrossRef]
- Bechert, S.; Groenewolt, A.; Krieg, O.D.; Menges, A.; Knippers, J. Structural Performance of Construction Systems for Segmented Timber Shell Structures. In Creativity in Structural Design: Proceedings of the IASS Symposium 2018, Boston, MA, USA, 16–20 July 2018; International Association for Shell and Spatial Structures (IASS): Boston, MA, USA, 2018; Volume 9, pp. 1–9. [Google Scholar]
- Krieg, O.D.; Bechert, S.; Groenewolt, A.; Horn, R.; Knippers, J.; Menges, A. Affordances of Complexity: Evaluation of a Robotic Production Process for Segmented Timber Shell Structures. In WCTE—Proceedings of the 2018 World Conference on Timber Engineering, Seoul, Republic of Korea, 20–23 August 2018; Institute for Computational Design and Construction, Universität Stuttgart: Stuttgart, Germany, 2018; Volume 8, pp. 1–8. [Google Scholar]
- Sonntag, D.; Aldinger, L.; Bechert, S.; Alvarez, M.; Groenewolt, A.; Krieg, O.D.; Wagner, H.J.; Knippers, J.; Menges, A. Lightweight segmented timber shell for the Bundesgartenschau 2019 in Heilbronn. In Proceedings of the IASS Annual Symposium 2019—Structural Membranes 2019, International Centre for Numerical Methods in Engineering (CIMNE), Barcelona, Spain, 7–10 October 2019. [Google Scholar]
- Wagner, H.J.; Aicher, S.; Balangé, L.; Basalla, U.; Schwieger, V.; Menges, A. Qualities of the Unique: Accuracy and Process-Control Management in Project-based Robotic Timber Construction. In Proceedings of the World Conference on Timber Engineering 2020, Siantago, Chile, 11–14 January 2020. [Google Scholar]
- Wagner, H.-J.; Alvarez, M.; Kyjanek, O.; Bhiri, Z.; Buck, M.; Menges, A. Flexible and transportable robotic timber construction platform—TIM. Autom. Constr. 2020, 120, 103400. [Google Scholar] [CrossRef]
- Schwinn, T.; Sonntag, D.; Grun, T.B.; Nebelsick, J.H.; Knippers, J.; Menges, A. Potential applications of segmented shells in architecture. In Biomimetics for Architecture—Learning from Nature; Birkhäuser: Basel, Switzerland, 2019; pp. 116–125. [Google Scholar]
- Grun, T.B.; Dehkordi, L.K.F.; Schwinn, T.; Sonntag, D.; von Scheven, M.; Bischoff, M.; Knippers, J.; Menges, A.; Nebelsick, J.H. The Skeleton of the Sand Dollar as a Biological Role Model for Segmented Shells in Building Construction: A Research Review. In Biomimetic Research for Architecture and Building Construction. Biologically-Inspired Systems; Knippers, J., Nickel, K., Speck, T., Eds.; Springer: Cham, Switzerland, 2016; Volume 8, pp. 217–242. [Google Scholar] [CrossRef]
- Horn, R.; Groenewolt, A.; Krieg, O.D.; Gantner, J. Ökobilanzierung von Lebensende-Optionen—Szenarien im bauphysikalischen Kontext am Beispiel segmentierter Holzschalenkonstruktionen. Bauphysik 2018, 40, 298–306. [Google Scholar] [CrossRef]
- Ramage, M.H.; Burridge, H.; Busse-Wicher, M.; Fereday, G.; Reynolds, T.; Shah, D.U.; Wu, G.; Yu, L.; Fleming, P.; Densley-Tingley, D.; et al. The wood from the trees: The use of timber in construction. Reneweable Sustain. Energy Rev. 2017, 68, 333–359. [Google Scholar] [CrossRef]
- Staib, G.; Dörrhofer, A.; Rosenthal, M. Components and Systems—Modular Construction: Design, Structure, New Technologies; Birkhauser Verlag AG: Basel, Switzerland, 2008. [Google Scholar]
- Krieg, O.D.; Schwinn, T.; Menges, A.; Li, J.-M.; Knippers, J.; Schmitt, A.; Schwieger, V. Biomimetic Lightweight Timber Plate Shells: Computational Integration of Robotic Fabrication, Architectural Geometry and Structural Design. In Advances in Architectural Geometry 2014; Block, P., Knippers, J., Mitra, N., Wang, W., Eds.; Springer: Cham, Switzerland, 2015. [Google Scholar] [CrossRef]
- DIN Deutsches Institut für Normung e.V. DIN 18203-3: Tolerances in Building Construction—Part 3: Prefabricated Components; Beuth Verlag: Berlin, Germany, 2008. [Google Scholar]
- Kuhlmann, H.; Holst, C. Flächenhafte Abtastung mit Laserscanning. In Ingenieurgeodäsie; Schwarz, W., Ed.; Springer Reference Naturwissenschaften; Springer: Berlin/Heidelberg, Germany, 2017; pp. 167–212. [Google Scholar]
- Leica HDS7000 Laser Scanner. Available online: https://downloads.leica-geosystems.com/files/archived-files/HDS7000_DAT_en.pdf (accessed on 25 May 2024).
- Arun, S.; Huang, T.S.; Blostein, S.D. Least-square fitting of two 3-D point sets. IEEE Pattern Anal. Mach. Intell. 1987, 9, 698–700. [Google Scholar] [CrossRef] [PubMed]
- Aicher, S. Test Report No. 903 6301 000/1: Laminated Veneer Lumber Beams from Kerto-Q Lamellae—Investigations on Bond Line Quality of Primary and Secondary Bond Lines; Materials Testing Institute (MPA) University of Stuttgart: Stuttgart, Germany, 2019. (In German) [Google Scholar]
- Aicher, S. Test Report No. 903 6301 000/2: Build-Up and Manufacture of Casettes Made of LVL Ribs and Sheathings for the Wood Pavilion of BUGA 2019; Materials Testing Institute (MPA) University of Stuttgart: Stuttgart, Germany, 2019. (In German) [Google Scholar]
- Aicher, S. Test Report No. 903 6301 000/3: Bond Line Quality of Cassettes Made of LVL Ribs and Sheathings for the Wood Pavilion of BUGA 2019; Materials Testing Institute (MPA) University of Stuttgart: Stuttgart, Germany, 2019. (In German) [Google Scholar]
- Aicher, S. Test Report No. 903 6301 000/4: Complementary Investigations on Bond Line Quality of Cassettes Made of LVL Ribs and Sheathings for the Wood Pavilion of BUGA 2019; Materials Testing Institute (MPA) University of Stuttgart: Stuttgart, Germany, 2019. (In German) [Google Scholar]
- Aicher, S. Test Report No. 903 6301 000/5: Tests on Drill Cores Regarding Bond Line Quality of Cassettes Made of LVL Ribs and Sheathings for the Wood Pavilion of BUGA 2019; Materials Testing Institute (MPA) University of Stuttgart: Stuttgart, Germany, 2019. (In German) [Google Scholar]
- Aicher, S. Expert Report: Nonregulated Robotically Bonded Timber Compound Elements Made of LVL Ribs and Sheathings for the Wood Pavilion of BUGA 2019, Heilbronn, with Regard to an Approval in the Individual Case by BW-SO-BT; Materials Testing Institute (MPA) University of Stuttgart: Stuttgart, Germany, 2019. [Google Scholar]
- Regierungspräsidium Tübingen. Approval in Individual Case: Construction of the Wood Pavilion of BUGA 2019, Heilbronn, site of the BUGA Heilbronn, Parcel no. 1/53; Regierungspräsidium Tübingen Landesstelle für Bautechnik (BW-SO-BT): Tübingen, Germany, 2019; Reference no. 27-19/2613.4-418.4. [Google Scholar]
- Test Report No. 904 1970 000/1, Subject: Tests on Drill Cores Regarding Bond Line Quality of Cassettes Made of LVL Ribs and Sheathings for the Wood Pavilion of BUGA 2023; Materials Testing Institute (MPA) University of Stuttgart Materials Testing Institute (MPA) University of Stuttgart: Stuttgart, Germany, 2023. (In German)
- Aicher, S. Expert Report: Assessment of Deconstructed, Nonregulated Robotically Bonded Timber Compound Elements Made of LVL Ribs and Sheathings for the Wood Pavilion of BUGA 2023, Mannheim, as the Basis for an Approval in the Individual Case by BW-SO-BT; Materials Testing Institute (MPA) University of Stuttgart: Stuttgart, Germany, 2023. [Google Scholar]
- Regierungspräsidium Tübingen. Approval in Individual Case: Wood Pavilion of BUGA 2023, Mannheim, Völklinger Street, Parcel no. 21386, 876/3, 68309 Mannheim; Regierungspräsidium Tübingen Landesstelle für Bautechnik (BW-SO-BT): Tübingen, Germany, 2023; Reference no. RPT0270-2613-4/8449. [Google Scholar]
- DIN EN 1995-1-1:2010-12. Eurocode 5: Design of Timber Structures—Part 1-1: General—Common Rules and Rules for Buildings; German version EN 1995-1-1:2004 + AC:2006 + A1:2008. Berlin: Beuth Verlag GmbH, 2010. Available online: https://www.dinmedia.de/de/norm/din-en-1995-1-1/134637145 (accessed on 25 May 2024).
- DIN 1052-10:2012-05; Design of Timber Structures—Part 10: Additional Provisions. DIN Deutsches Institut für Normung e.V.: Berlin, Germany, 2012. [CrossRef]
- DIN 1052-10:2022-10; Draft. Timber Structures—Design of Timber Structures—Part 10: Additional Provisions for Fasteners and Non-European Regulated Bonded Products and Types of Construction. DIN Deutsches Institut für Normung e.V.: Berlin, Germany, 2022. [CrossRef]
- EN 14374:2005-02; Timber Structures—Structural Laminated Veneer Lumber—Requirements. DIN Deutsches Institut für Normung e.V.: Berlin, Germany, 2005. [CrossRef]
- VTT Expert Services. European Technical Approval ETA-13/0504: Metsä Wood Kerto Glued Components: Metsäliitto Cooperative; Metsä Wood, Building Products, Metsä: Helsinki, Finland, 2018. [Google Scholar]
- DIN EN 14080:2013-09; Timber Structures—Glued Laminated Timber and Glued Solid Timber—Requirements. DIN Deutsches Institut für Normung e.V.: Berlin, Germany, 2013. [CrossRef]
- DIN EN 14358:2016-11; Timber Structures—Calculation and Verification of Characteristic Values. DIN Deutsches Institut für Normung e.V.: Berlin, Germany, 2016. [CrossRef]
- Declaration of Performance No. MW/GC/356-001/CPR/DOP, Product-Type: Composite Beams with Rectangular Cross Section Press Glued of Either Kerto-S or Kerto-Q Lamellas for Edgewise and Flatwise Use; Manufacturer: Metsä Wood: Lohja, Finland.
- Z-9.1-800 (2017) 1K-PUR-Klebstoff Jowapur 686.70 für die Verklebung Tragender Holzbauteile. Geltungsdauer: 23.03.2017 bis 23.03.2022., Antragsteller: Jowat SE, Detmold. Available online: https://www.dibt.de/de/service/zulassungsdownload/detail/z-91-800 (accessed on 25 May 2024).
- DIN EN 1995-1-1/NA:2013-08; National Annex—Nationally Determined Parameters—Eurocode 5: Design of Timber Structures—Part 1-1: General—Common Rules and Rules for Buildings. European Committee for Standardization (CEN): Brussels, Belgium, 2004. [CrossRef]
- EN 301:2018-01; Adhesives, Phenolic and Aminoplastic, for Load-Bearing Timber Structures—Classification and Performance Requirements. DIN Deutsches Institut für Normung e.V.: Berlin, Germany, 2018. [CrossRef]
- EN 15425:2023-05; Adhesives—One Component Polyurethane (PUR) for Load-Bearing Timber Structures—Classification and Performance Requirements. DIN Deutsches Institut für Normung e.V.: Berlin, Germany, 2023. [CrossRef]
- DIN EN 13183-1:2002-07; Moisture Content of a Piece of Sawn Timber—Part 1: Determination by Oven dry Method. German Version EN 13183-1:2002; Beuth Verlag GmbH: Berlin, Germany, 2002. [CrossRef]
- Declaration of Performance DOP No. MW/LVL/312-001/CPR/DOP, Kerto LVL Q-panel—Structural Laminated Veneer Lumber, EN 14374:2004, Eurofins Expert Services Oy, Notified Product Certification body No. 0809, Certificate of Constancy of Performance: 0809–CPR–1002, 2019. Available online: https://www.metsagroup.com/globalassets/metsa-wood/dop-documents/dop_kerto_lvl_q_2019_12_19_en.pdf (accessed on 25 May 2024).
- Hankinson, R.L. Investigation of crushing strength of spruce at varying angles of grain. In Air Service In-form Circular III, No. 259; US Air Service: Washington, DC, USA, 1921. [Google Scholar]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Shear Strength | fv,0,dry | fv,90,dry | fv,0,re-dry | fv,90,re-dry |
|---|---|---|---|---|
| mean value [N/mm2] | 5.18 | 3.04 | 4.60 | 2.19 |
| standard deviation [N/mm2] | 0.69 | 0.97 | 0.90 | 0.90 |
| coefficient of variation (COV) [%] | 13.3 | 31.8 | 19.5 | 41.1 |
| minimum value [N/mm2] | 4.23 | 1.92 | 3.41 | 1.16 |
| 5% quantile (EN 14358) [N/mm2] | 3.91 | 1.57 | 3.05 | 0.84 |
| Shear Strength | fv,0–15,dry | fv,16–90,dry | fv,0–15,re-dry | fv,16–90,re-dry |
|---|---|---|---|---|
| mean value [N/mm2] | 8.70 | 6.12 | 5.44 | 4.89 |
| standard deviation [N/mm2] | 1.51 | 1.68 | 1.16 | 1.17 |
| coefficient of variation (COV) [%] | 17.4 | 27.4 | 21.4 | 23.9 |
| minimum value [N/mm2] | 6.51 | 2.33 | 3.42 | 2.59 |
| 5% quantile (EN 14358) [N/mm2] | 6.1 | 2.78 | 3.45 | 2.85 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bechert, S.; Aicher, S.; Gorokhova, L.; Balangé, L.; Göbel, M.; Schwieger, V.; Menges, A.; Knippers, J. Segmented Timber Shells for Circular Construction: Relocation, Structural Assessment, and Robotic Fabrication of a Modular, Lightweight Timber Structure. Buildings 2025, 15, 1857. https://doi.org/10.3390/buildings15111857
Bechert S, Aicher S, Gorokhova L, Balangé L, Göbel M, Schwieger V, Menges A, Knippers J. Segmented Timber Shells for Circular Construction: Relocation, Structural Assessment, and Robotic Fabrication of a Modular, Lightweight Timber Structure. Buildings. 2025; 15(11):1857. https://doi.org/10.3390/buildings15111857
Chicago/Turabian StyleBechert, Simon, Simon Aicher, Lyudmila Gorokhova, Laura Balangé, Monika Göbel, Volker Schwieger, Achim Menges, and Jan Knippers. 2025. "Segmented Timber Shells for Circular Construction: Relocation, Structural Assessment, and Robotic Fabrication of a Modular, Lightweight Timber Structure" Buildings 15, no. 11: 1857. https://doi.org/10.3390/buildings15111857
APA StyleBechert, S., Aicher, S., Gorokhova, L., Balangé, L., Göbel, M., Schwieger, V., Menges, A., & Knippers, J. (2025). Segmented Timber Shells for Circular Construction: Relocation, Structural Assessment, and Robotic Fabrication of a Modular, Lightweight Timber Structure. Buildings, 15(11), 1857. https://doi.org/10.3390/buildings15111857