
Application of Sustainable Wood-Plastic Composites in Energy-Efficient Construction


Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
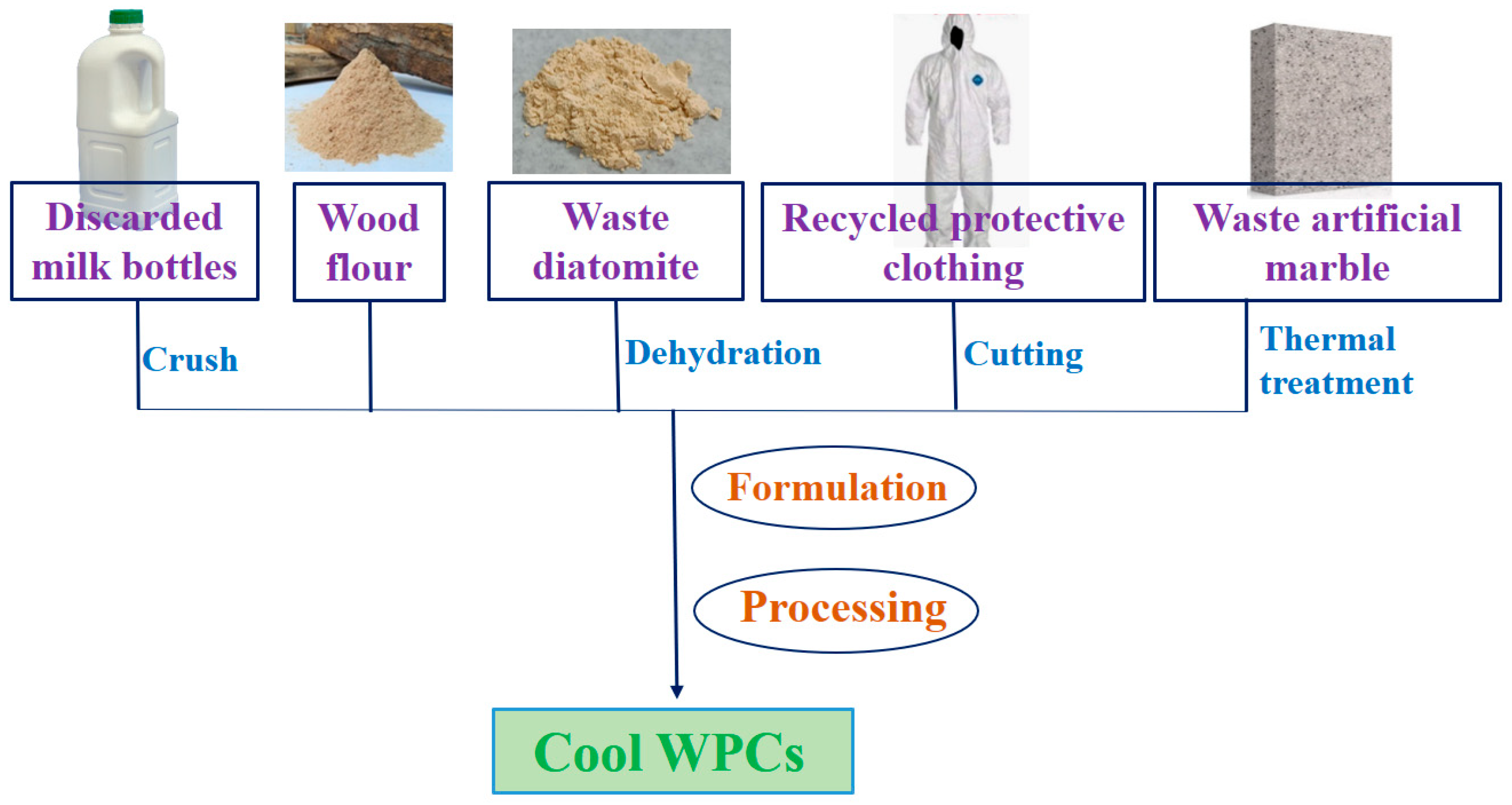
2.2. Pre-Treatment of the Materials
2.3. Preparation of WPCs
2.4. Characterizations
3. Result and Discussion
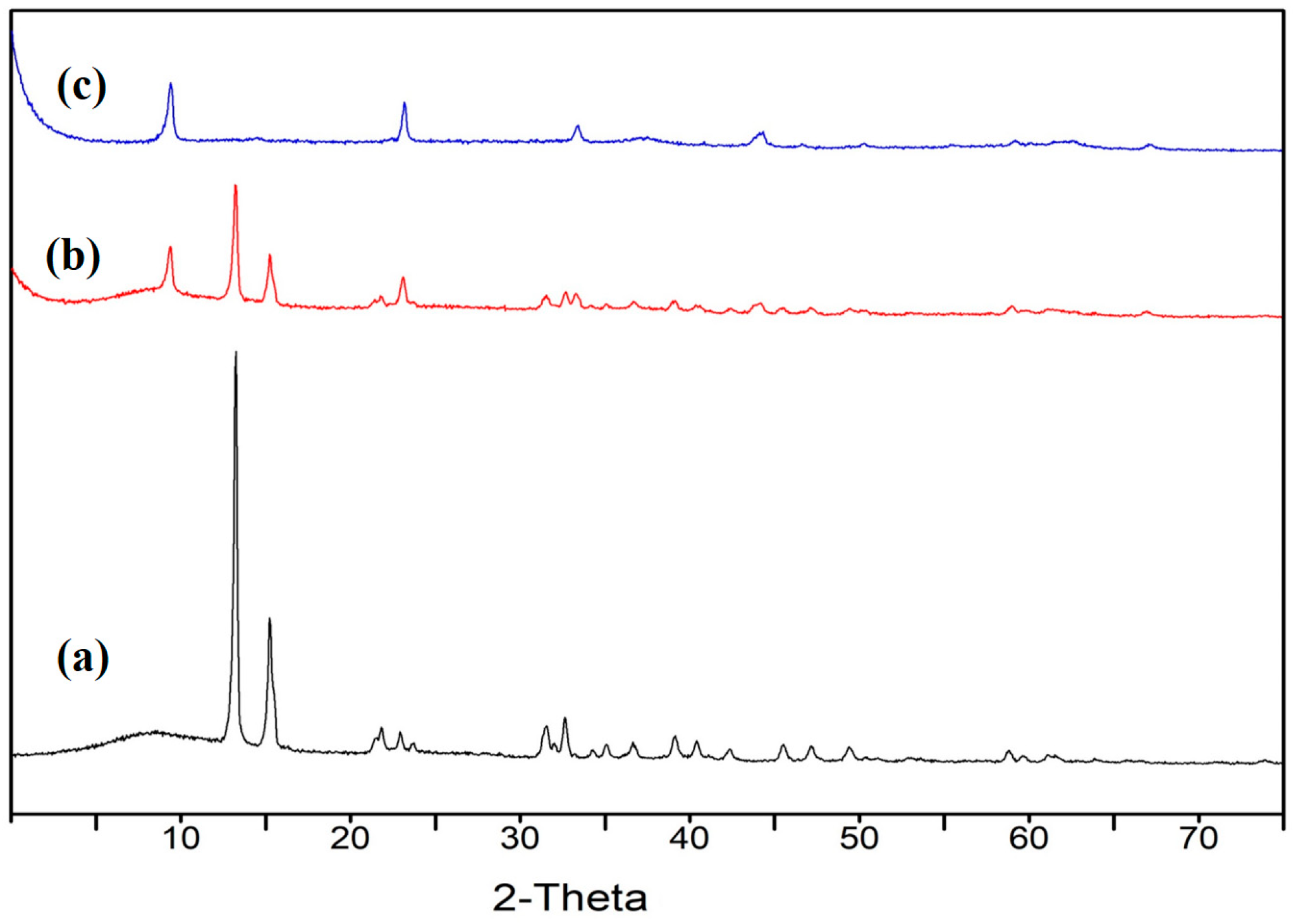
3.1. Analysis of Pre-Treated Waste Artificial Marble Powder
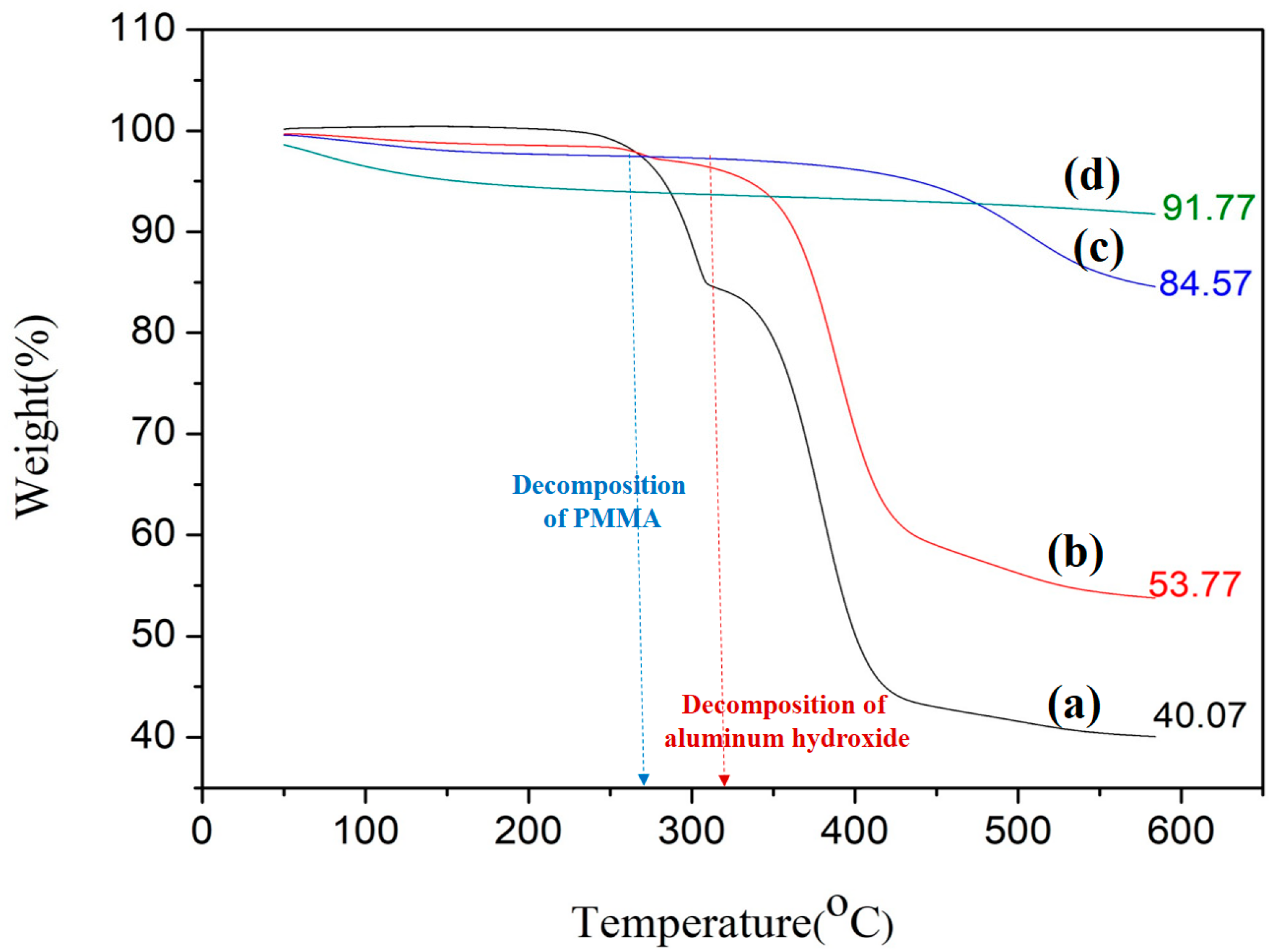
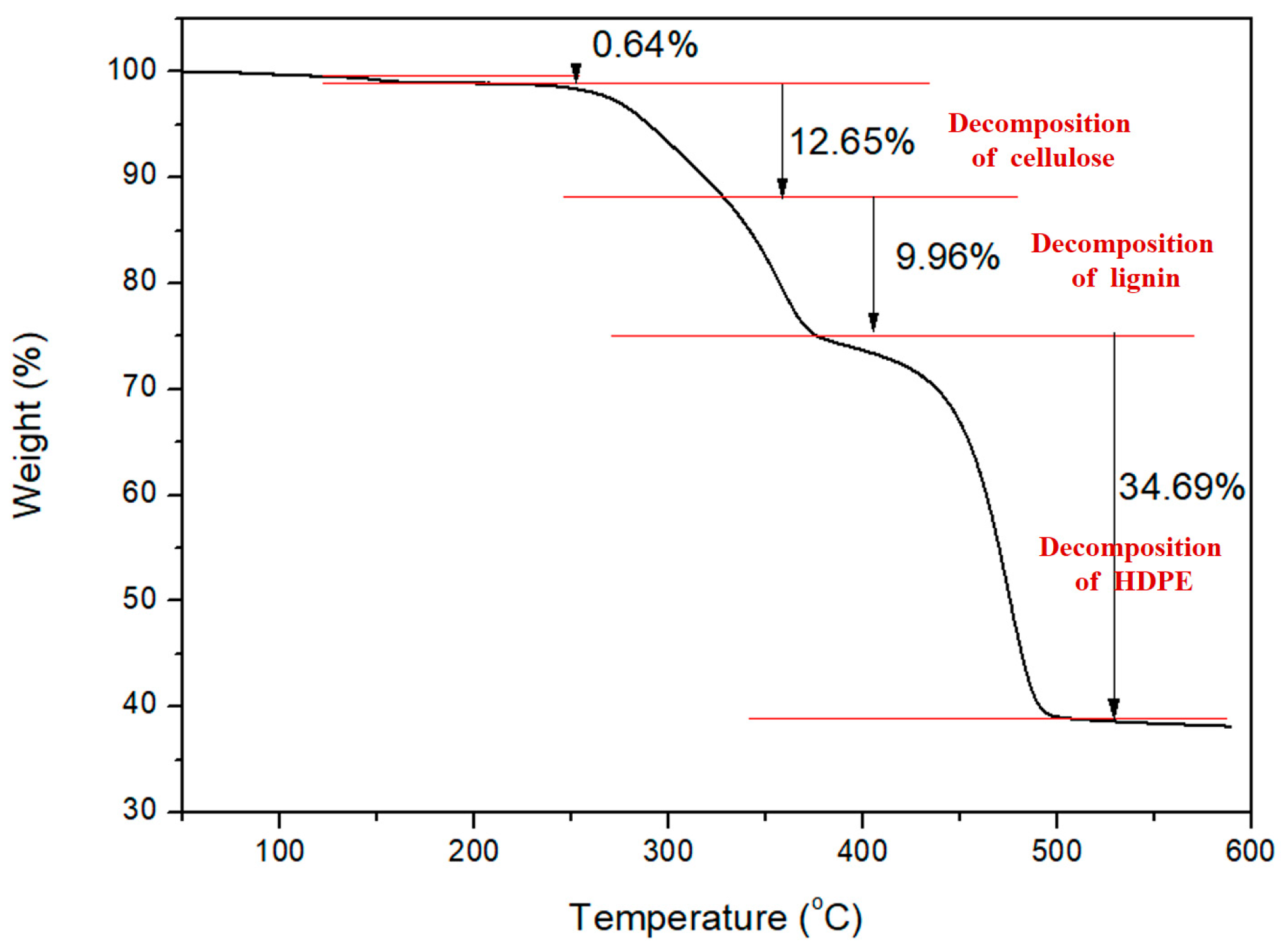
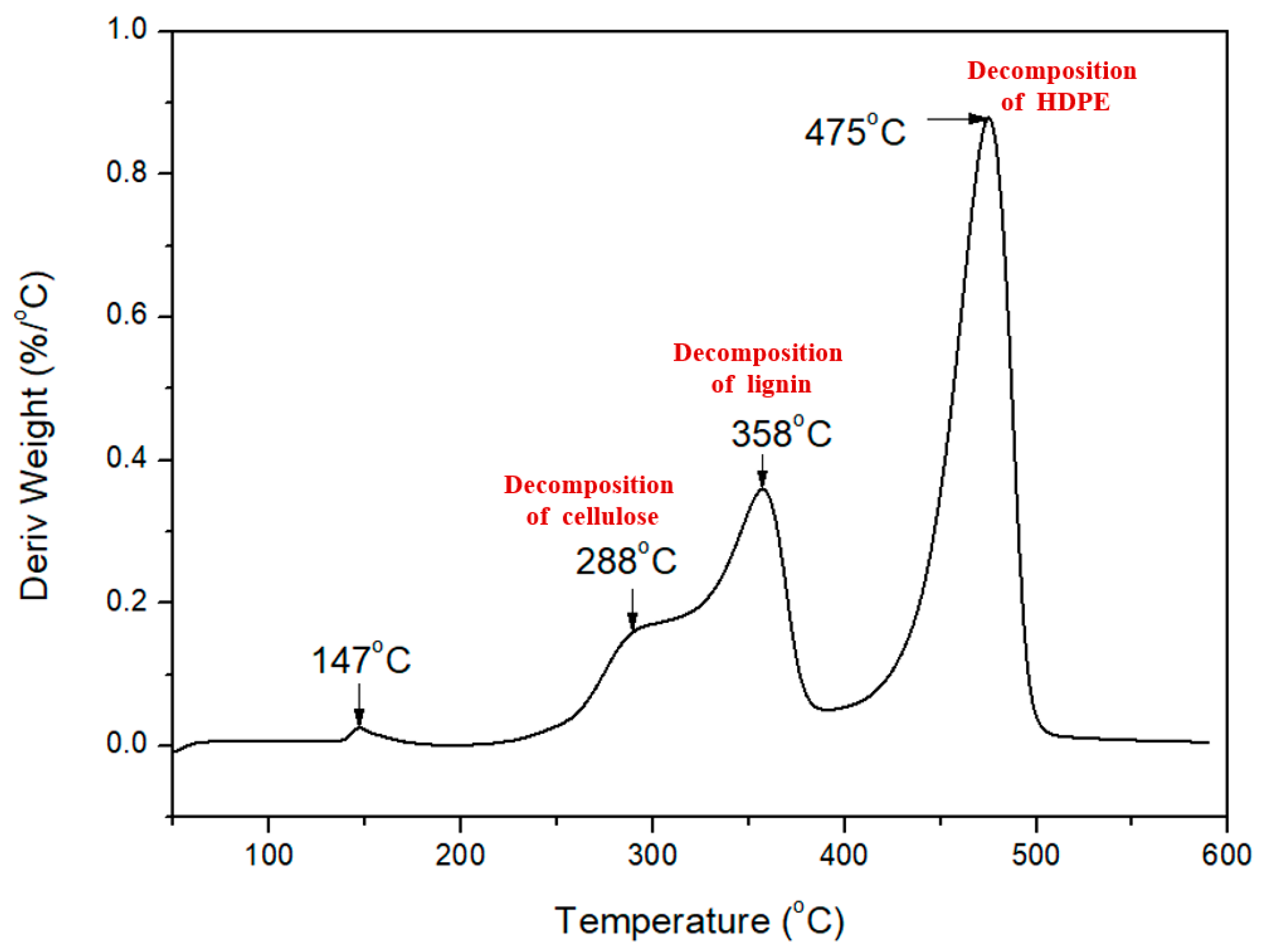
3.2. TGA Analysis of the Composite
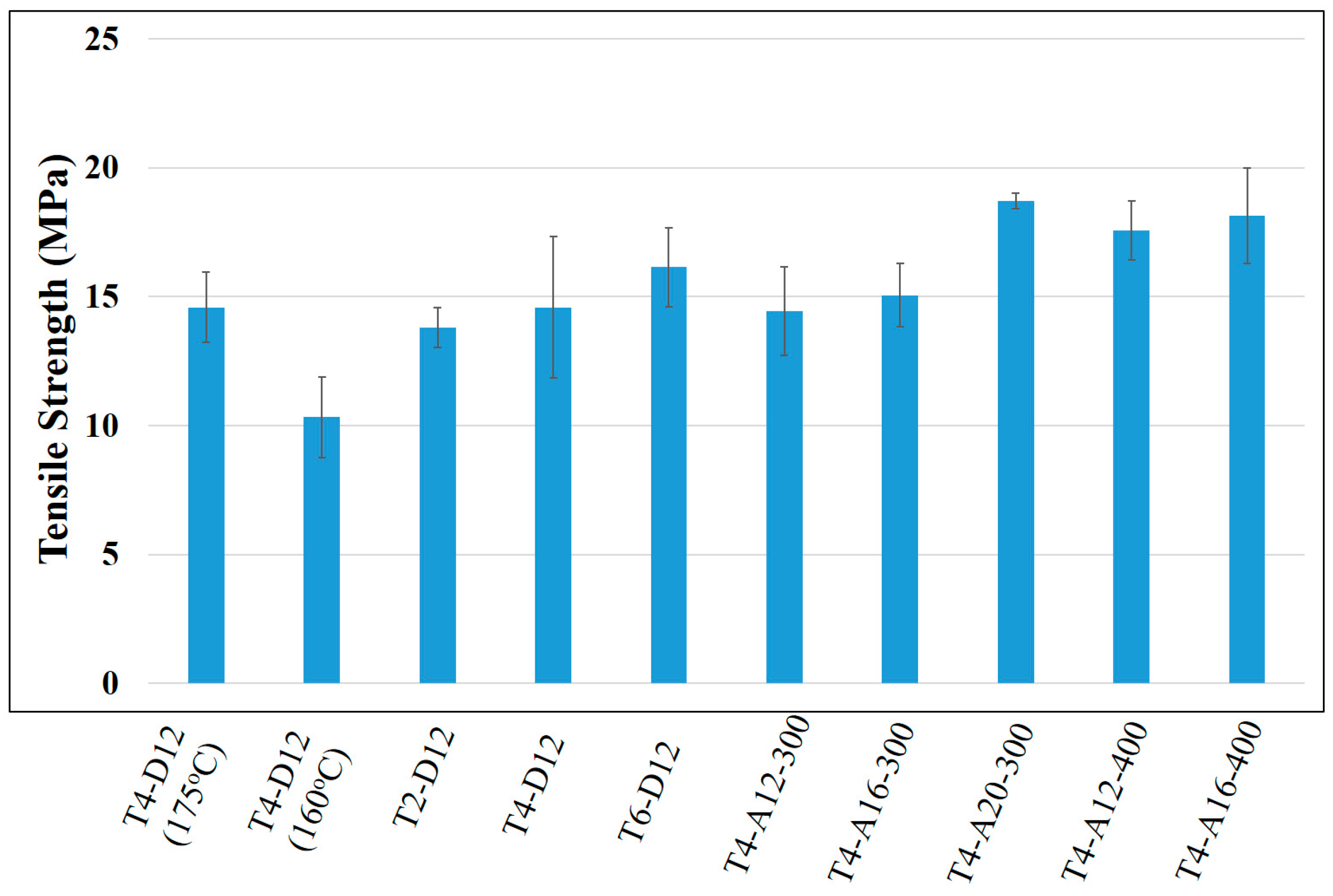
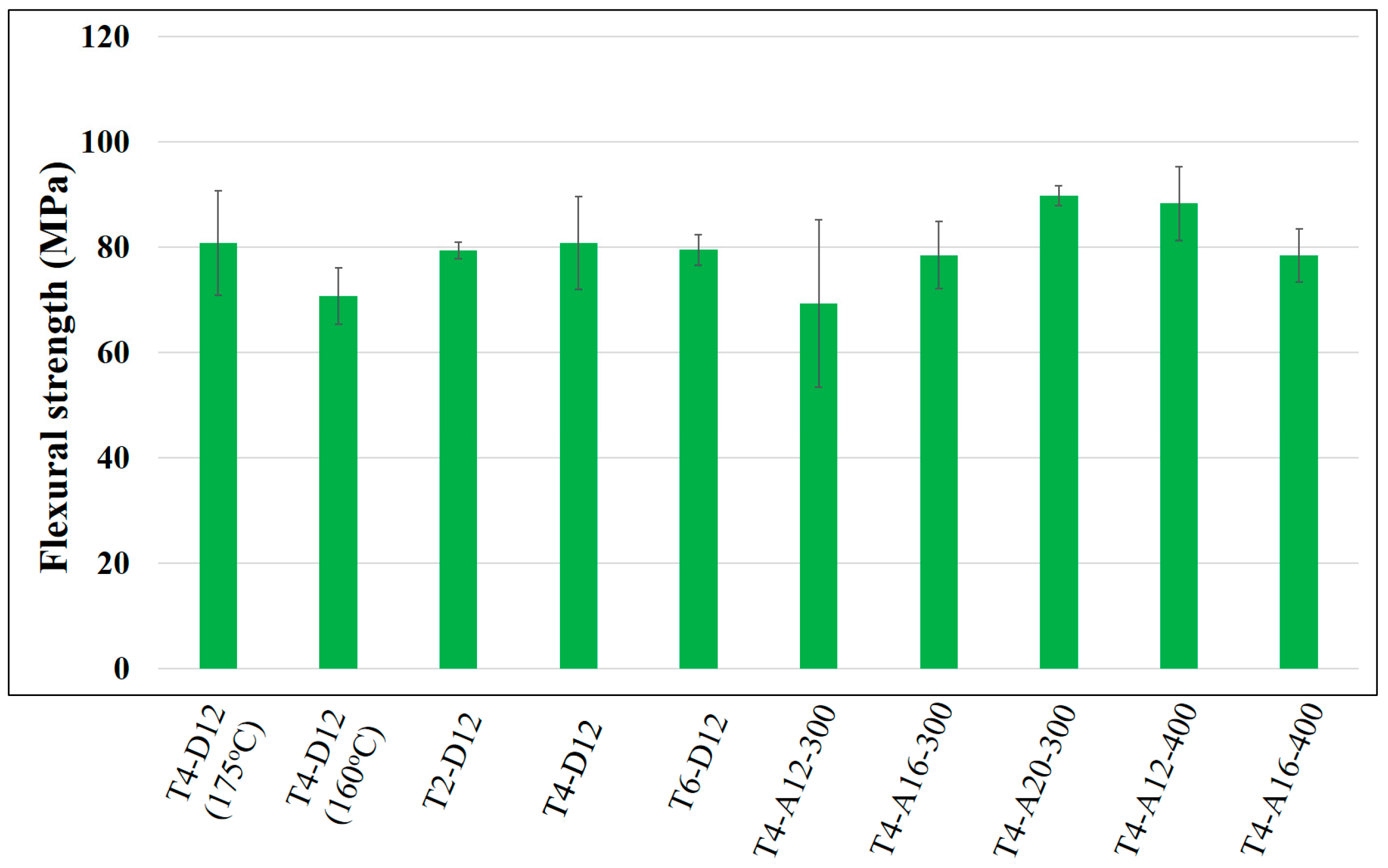
3.3. Mechanical Property Analysis
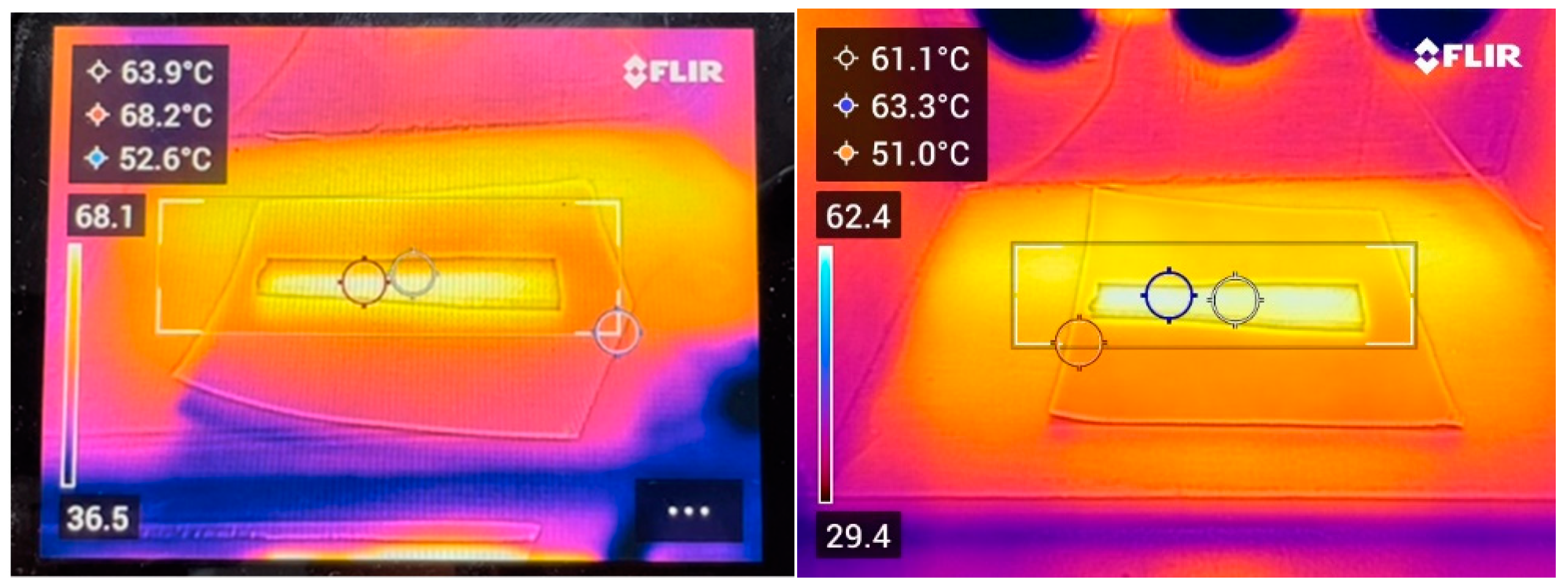
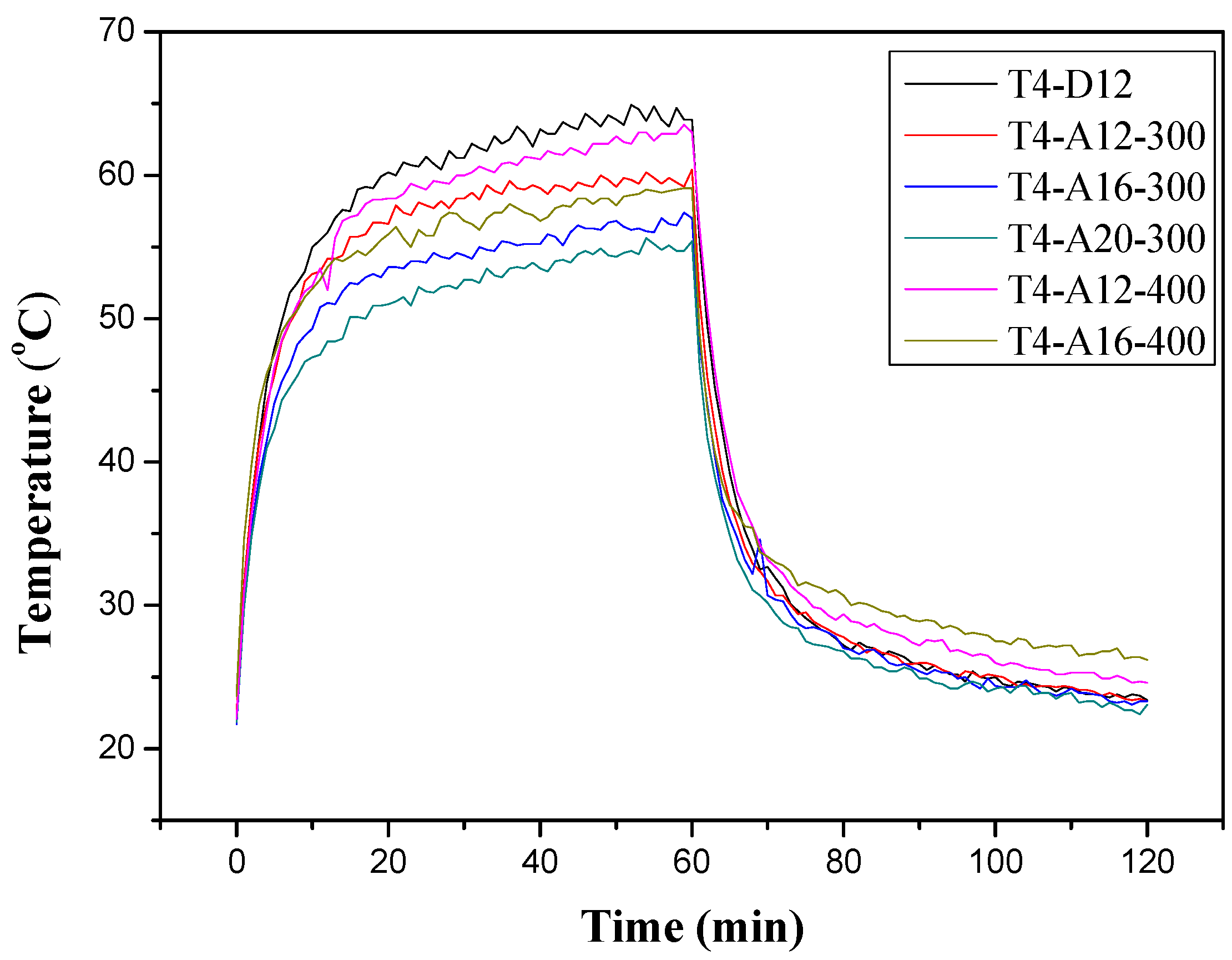
3.4. Simulated Sunlight Exposure Analysis
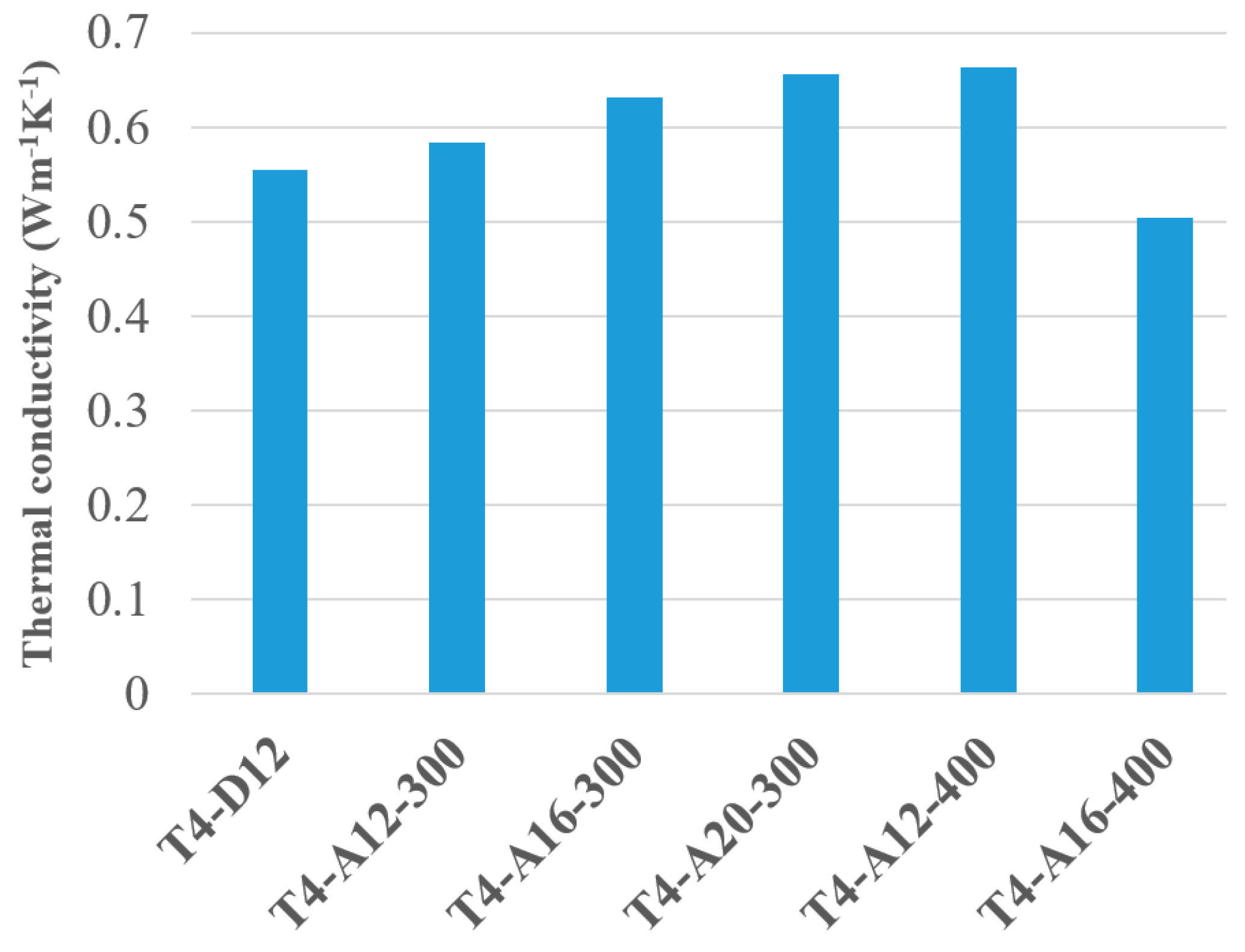
3.5. Thermal Conductivity Analysis
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Deka, B.K.; Maji, T.K. Study on the properties of nanocomposite based on high density polyethylene, polypropylene, polyvinyl chloride and wood. Compos. Part A Appl. Sci. Manuf. 2011, 42, 686–693. [Google Scholar] [CrossRef]
- Väisänen, T.; Das, O.; Tomppo, L. A review on new bio-based constituents for natural fiber-polymer composites. J. Clean. Prod. 2017, 149, 582–596. [Google Scholar] [CrossRef]
- Koivuranta, E.; Hietala, M.; Ämmälä, A.; Oksman, K.; Illikainen, M. Improved durability of lignocellulose-polypropylene composites manufactured using twin-screw extrusion. Compos. Part A Appl. Sci. Manuf. 2017, 101, 265–272. [Google Scholar] [CrossRef]
- Zhang, Q.; Khan, M.U.; Lin, X.; Cai, H.; Lei, H. Temperature varied biochar as a reinforcing filler for high-density polyethylene composites. Compos. Part B Eng. 2019, 175, 107151. [Google Scholar] [CrossRef]
- Pickering, K.L.; Efendy, M.G.A.; Le, T.M. A review of recent developments in natural fibre composites and their mechanical performance. Compos. Part A Appl. Sci. Manuf. 2016, 83, 98–112. [Google Scholar] [CrossRef]
- Xu, B.-R.; Deng, C.; Li, Y.-M.; Lu, P.; Zhao, P.-P.; Wang, Y.-Z. Novel amino glycerin decorated ammonium polyphosphate for the highly-efficient intumescent flame retardance of wood flour/polypropylene composite via simultaneous interfacial and bulk charring. Compos. Part B Eng. 2019, 172, 636–648. [Google Scholar] [CrossRef]
- Arribasplata-Seguin, A.; Quispe-Dominguez, R.; Tupia-Anticona, W.; Acosta-Sullcahuamán, J. Rotational molding parameters of wood-plastic composite materials made of recycled high density polyethylene and wood particles. Compos. Part B Eng. 2021, 217, 108876. [Google Scholar] [CrossRef]
- Ashori, A. Wood-plastic composites as promising green-composites for automotive industries! Bioresour. Technol. 2008, 99, 4661–4667. [Google Scholar] [CrossRef]
- Ou, R.; Zhao, H.; Sui, S.; Song, Y.; Wang, Q. Reinforcing effects of Kevlar fiber on the mechanical properties of wood-flour/high-density-polyethylene composites. Compos. Part A Appl. Sci. Manuf. 2010, 41, 1272–1278. [Google Scholar] [CrossRef]
- Zong, G.; Hao, X.; Hao, J.; Tang, W.; Fang, Y.; Ou, R.; Wang, Q. High-strength, lightweight, co-extruded wood flour-polyvinyl chloride/lumber composites: Effects of wood content in shell layer on mechanical properties, creep resistance, and dimensional stability. J. Clean. Prod. 2020, 244, 118860. [Google Scholar] [CrossRef]
- Taheri, H.; Hietala, M.; Suopajärvi, T.; Liimatainen, H.; Oksman, K. One-Step Twin-Screw Extrusion Process to Fibrillate Deep Eutectic Solvent-Treated Wood to Be Used in Wood Fiber-Polypropylene Composites. ACS Sustain. Chem. Eng. 2021, 9, 883–893. [Google Scholar] [CrossRef]
- Teuber, L.; Osburg, V.-S.; Toporowski, W.; Militz, H.; Krause, A. Wood polymer composites and their contribution to cascading utilisation. J. Clean. Prod. 2016, 110, 9–15. [Google Scholar] [CrossRef]
- Oldcastle APG Co. CoolDeck® Technology. Available online: https://www.moistureshield.com/why-moistureshield/cooldeck-technology/ (accessed on 15 January 2024).
- Guo, X.; Zhang, L.; Cao, J.; Peng, Y. Paraffin/wood flour/high-density polyethylene composites for thermal energy storage material in buildings: A morphology, thermal performance, and mechanical property study. Polym. Compos. 2018, 39, E1643–E1652. [Google Scholar] [CrossRef]
- Xu, J.; Sun, J.; Zhao, J.; Zhang, W.; Zhou, J.; Xu, L.; Guo, H.; Liu, Y.; Zhang, D. Eco-friendly wood plastic composites with biomass-activated carbon-based form-stable phase change material for building energy conversion. Ind. Crops Prod. 2023, 197, 116573. [Google Scholar] [CrossRef]
- Chen, H.; Xuan, J.; Deng, Q.; Gao, Y. WOOD/PCM composite with enhanced energy storage density and anisotropic thermal conductivity. Prog. Nat. Sci. Mater. Int. 2022, 32, 190–195. [Google Scholar] [CrossRef]
- Yang, Y.K.; Kang, I.S.; Chung, M.H.; Kim, S.; Park, J.C. Effect of PCM cool roof system on the reduction in urban heat island phenomenon. Build. Environ. 2017, 122, 411–421. [Google Scholar] [CrossRef]
- Shih, Y.-F.; Chen, P.T.; Lauz, E.M.; Hsu, L.R. Thermally conductive microcapsule/high-density polyethylene composite for energy saving and storage. Mod. Phys. Lett. B 2021, 35, 2150429. [Google Scholar] [CrossRef]
- Savini, G.; Oréfice, R.L. Comparative study of HDPE composites reinforced with microtalc and nanotalcs: High performance filler for improving ductility at low concentration levels. J. Mater. Res. Technol. 2020, 9, 16387–16398. [Google Scholar] [CrossRef]
- Shih, Y.F.; Tsai, W.L. An Environmentally Friendly Recycled-Polyethylene Composite Reinforced by Diatomaceous Earth and Wood Fiber. Key Eng. Mater. 2021, 889, 15–20. [Google Scholar] [CrossRef]
- DUPONT. Tyvek® Forward Together™. Available online: https://www.dupont.com/brands/tyvek.html/ (accessed on 10 January 2024).
- Wang, M. The Role of Aluminum Hydroxide in Artificial Marble. Available online: https://www.linkedin.com/pulse/role-aluminum-hydroxide-artificial-marble-mia-wang (accessed on 17 March 2023).
- Kelleci, O.; Aydemir, D.; Altuntas, E.; Oztel, A.; Kurt, R.; Yorur, H.; Istek, A. Thermoplastic composites of polypropylene/biopolymer blends and wood flour: Parameter optimization with fuzzy-grey relational analysis. Polym. Polym. Compos. 2022, 30, 09673911221100968. [Google Scholar] [CrossRef]
- Hao, X.; Zhou, H.; Xie, Y.; Mu, H.; Wang, Q. Sandwich-structured wood flour/HDPE composite panels: Reinforcement using a linear low-density polyethylene core layer. Constr. Build. Mater. 2018, 164, 489–496. [Google Scholar] [CrossRef]
- Koker, H.S.; Yavuz Ersan, H.; Aytac, A. Effects of PE-g-MA on tensile, thermal, surface, barrier properties, and morphology of plasticized LDPE/chitosan films. Iran. Polym. J. 2023, 32, 263–273. [Google Scholar] [CrossRef]
- Mazzanti, V.; Mollica, F. Bending Properties of Wood Flour Filled Polyethylene in Wet Environment. Procedia Eng. 2017, 200, 68–72. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | rHDPE (%) | Tyvek® (%) | DE (%) | WF (%) | Al (%) | MAPE (%) |
|---|---|---|---|---|---|---|
| T2-D12 | 34 | 2 | 12 | 48 | 0 | 4 |
| T4-D12 | 32 | 4 | 12 | 48 | 0 | 4 |
| T6-D12 | 30 | 6 | 12 | 48 | 0 | 4 |
| T4-A12-300 | 32 | 4 | 0 | 48 | 12 * | 4 |
| T4-A16-300 | 32 | 4 | 0 | 44 | 16 * | 4 |
| T4-A20-300 | 32 | 4 | 0 | 40 | 20 * | 4 |
| T4-A12-400 | 32 | 4 | 0 | 48 | 12 ** | 4 |
| T4-A16-400 | 32 | 4 | 0 | 44 | 16 ** | 4 |
| Sample | Tensile Strength (MPa) |
|---|---|
| T4-D12 (175 °C) | 14.59 ± 1.36 |
| T4-D12 (160 °C) | 11.11 ± 0.77 |
| T2-D12 | 13.81 ± 1.53 |
| T4-D12 | 14.59 ± 1.36 |
| T6-D12 | 16.14 ± 1.71 |
| T4-A12-300 | 14.45 ± 0.31 |
| T4-A16-300 | 15.06 ± 1.14 |
| T4-A20-300 | 18.71 ± 1.84 |
| T4-A12-400 | 17.56 ± 0.84 |
| T4-A16-400 | 18.14 ± 1.23 |
| Sample | Flexural Strength (MPa) |
|---|---|
| T4-D12 (175 °C) | 80.80 ± 5.34 |
| T4-D12 (160 °C) | 70.75 ± 8.85 |
| T2-D12 | 79.40 ± 2.93 |
| T4-D12 | 80.80 ± 5.34 |
| T6-D12 | 79.49 ± 15.88 |
| T4-A12-300 | 69.33 ± 1.85 |
| T4-A16-300 | 78.51 ± 6.99 |
| T4-A20-300 | 89.76 ± 5.05 |
| T4-A12-400 | 88.34 ± 8.05 |
| T4-A16-400 | 78.48 ± 5.26 |
| Sample | Temperatures (°C) |
|---|---|
| T4-D12 | 63.9 |
| T4-A12-300 | 60.4 |
| T4-A16-300 | 57.0 |
| T4-A20-300 | 55.4 |
| T4-A12-400 | 63.0 |
| T4-A16-400 | 59.1 |
| Sample | Thermal Conductivity (Wm−1K−1) |
|---|---|
| T4-D12 | 0.5543 |
| T4-A12-300 | 0.5837 |
| T4-A16-300 | 0.6314 |
| T4-A20-300 | 0.6561 |
| T4-A12-400 | 0.6634 |
| T4-A16-400 | 0.5047 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shih, Y.-F.; Chang, C.-W.; Hsu, T.-H.; Dai, W.-Y. Application of Sustainable Wood-Plastic Composites in Energy-Efficient Construction. Buildings 2024, 14, 958. https://doi.org/10.3390/buildings14040958
Shih Y-F, Chang C-W, Hsu T-H, Dai W-Y. Application of Sustainable Wood-Plastic Composites in Energy-Efficient Construction. Buildings. 2024; 14(4):958. https://doi.org/10.3390/buildings14040958
Chicago/Turabian StyleShih, Yeng-Fong, Chun-Wei Chang, Teng-Hsiang Hsu, and Wei-Yi Dai. 2024. "Application of Sustainable Wood-Plastic Composites in Energy-Efficient Construction" Buildings 14, no. 4: 958. https://doi.org/10.3390/buildings14040958
APA StyleShih, Y.-F., Chang, C.-W., Hsu, T.-H., & Dai, W.-Y. (2024). Application of Sustainable Wood-Plastic Composites in Energy-Efficient Construction. Buildings, 14(4), 958. https://doi.org/10.3390/buildings14040958