1. Introduction
With the increasingly severe air pollution and haze situation, open coal storage yards at power plants, ports, coal mines, metallurgy, and coking industries will generate dust when exposed to strong winds, causing significant material losses and polluting the surrounding environment [
1]. Temporary and permanent open coal storage yards in the traditional industrial production field are all required to be fully enclosed, so a large number of large-span enclosed engineering projects have been built in recent years [
2,
3,
4,
5,
6]. However, most of the current enclosed engineering structures are too simple, with the net shell structure and cable-stayed structure accounting for more than 90%. For temporary and permanent coal storage yard engineering structures with spans exceeding 300 m, the net shell structure is no longer suitable, and the economic feasibility of the cable-stayed structure system also becomes increasingly poor as the span increases. Furthermore, the effective utilization rate of the storage space within the yard will drop below 60%. Therefore, it is urgently needed to study a suitable large-span temporary and permanent enclosed coal storage yard engineering structure system with good safety, low cost, short construction period, and strong regional adaptability to meet the high-quality development requirements of environmental protection and low-carbon development.
The pre-stressed steel structure technology has been developed for over half a century and has now entered the stage of extensive application [
7]. On the one hand, the number and scale of engineering applications are increasing day by day, and on the other hand, new structural types and new technologies are emerging continuously. The early pre-stressed steel structure technology only introduced pre-stress by adding cables, etc., on the traditional steel structure system to improve the peak internal forces of members or increase the stiffness of the structure, while the later developed whole-span tensioning structure, cable-stayed structure, tensioned cable-membrane structure, and glass curtain wall structure, etc., greatly enriched the architectural forms and reduced the structure weight in large-span structures [
8]. Pre-stress technology not only changed the internal force distribution in traditional steel structures but also changed the composition system of traditional structures, thus appearing in a large number of completely different architectural forms, internal force analysis methods, manufacturing processes, and construction technologies [
9,
10]. Traditional buildings usually use membrane structures, but membrane structures have many unavoidable disadvantages in practical applications, such as low tensile strength and easy damage of the membrane material [
11], easy wrinkling, and serious environmental problems [
12]. Metal sheet materials have much higher tensile strength and stiffness than membrane material and are more suitable as load-bearing members [
12,
13]. Under the premise of meeting the basic requirements of comfort and functionality, breaking through the traditional structural system design concept of separating the enclosure structure and load-bearing structure and selecting metal thin sheets with much higher tensile strength and stiffness than the membrane material as the enclosure material is a research trend.
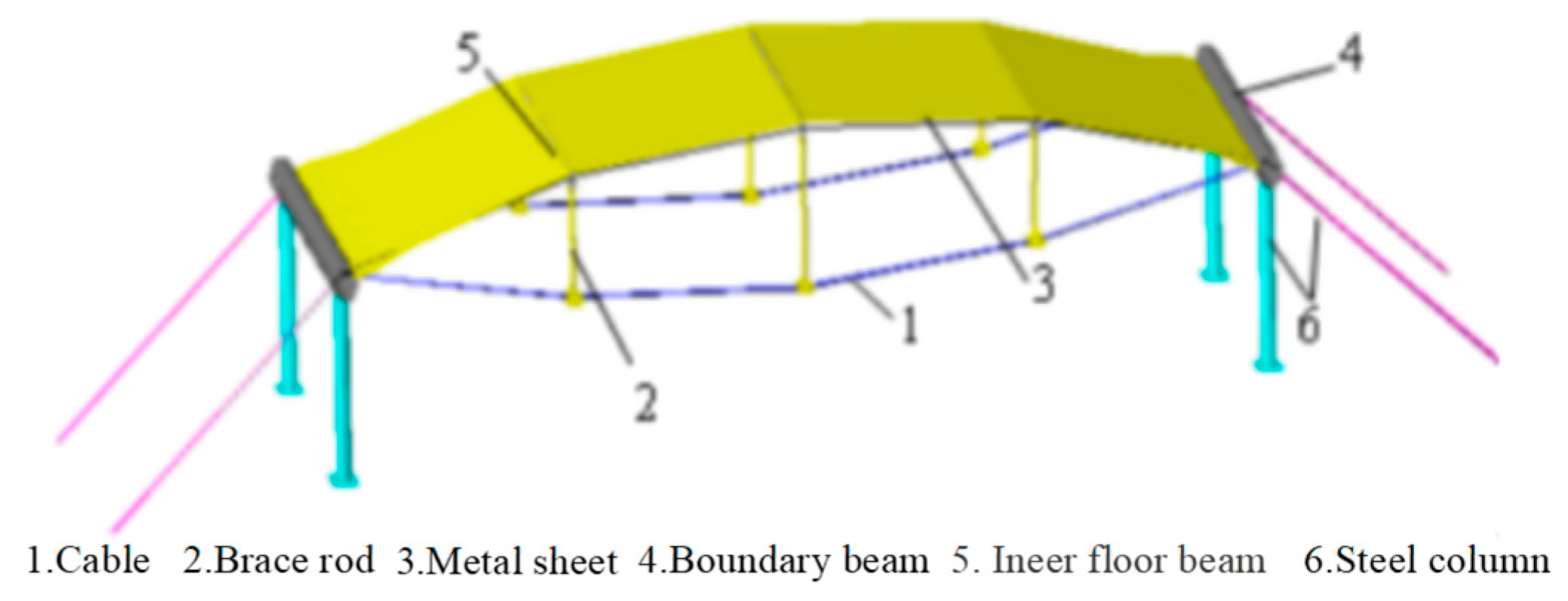
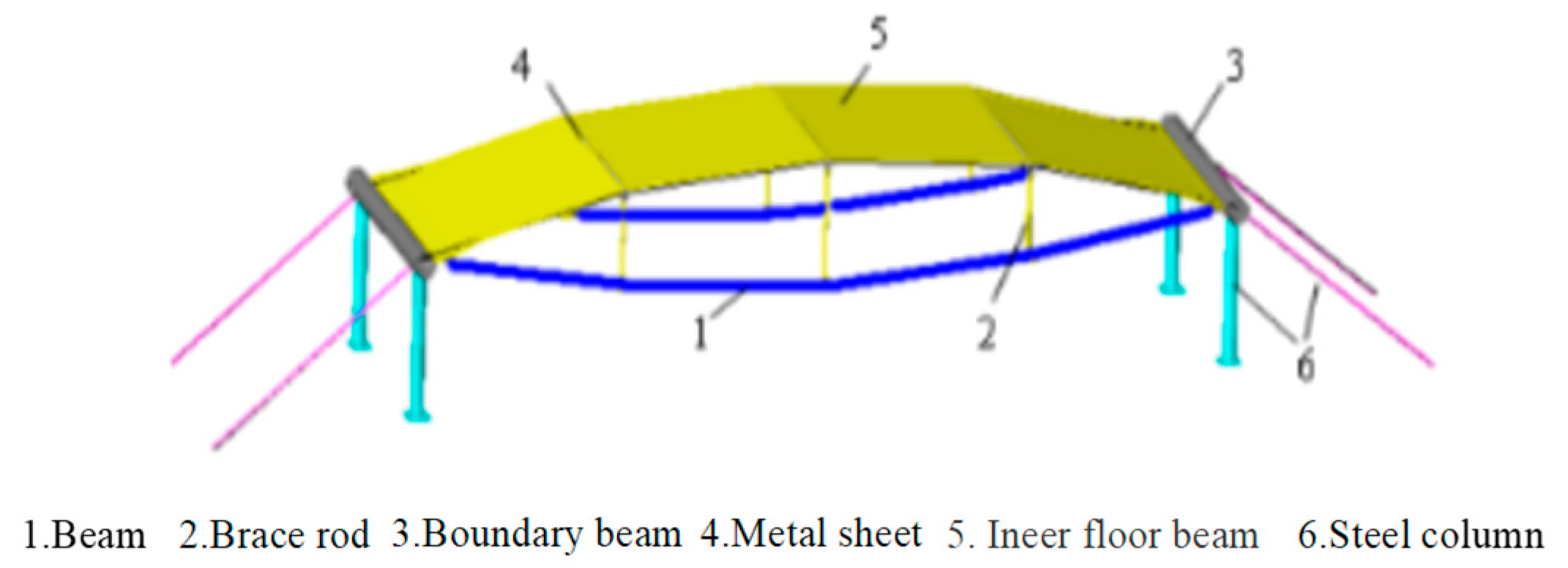
Currently, some research has been conducted on metal roof panel structures; some scholars studied the structural type, joint design, and construction forming methods of the structure system, concluding the following: The structure system was divided into cable-sheet structures (
Figure 1) and beam-sheet structures (
Figure 2), but such structures are prone to folding. Later, scholars conducted numerical studies on the construction process of cable-sheet structure systems using methods such as tensioned oblique cables, alternating tensioning of longitudinal and oblique cables, direct tensioning of thin sheets, and lifting jacking rods. The above scholars, through their research, have provided assistance for the proposal of the inclined cable-tensioned metal thin sheet structure system, while the three structure systems they proposed share a common core idea: In the structure, both the membrane and the metal thin sheet are tensioned, making them both load-bearing and enclosing members [
14].
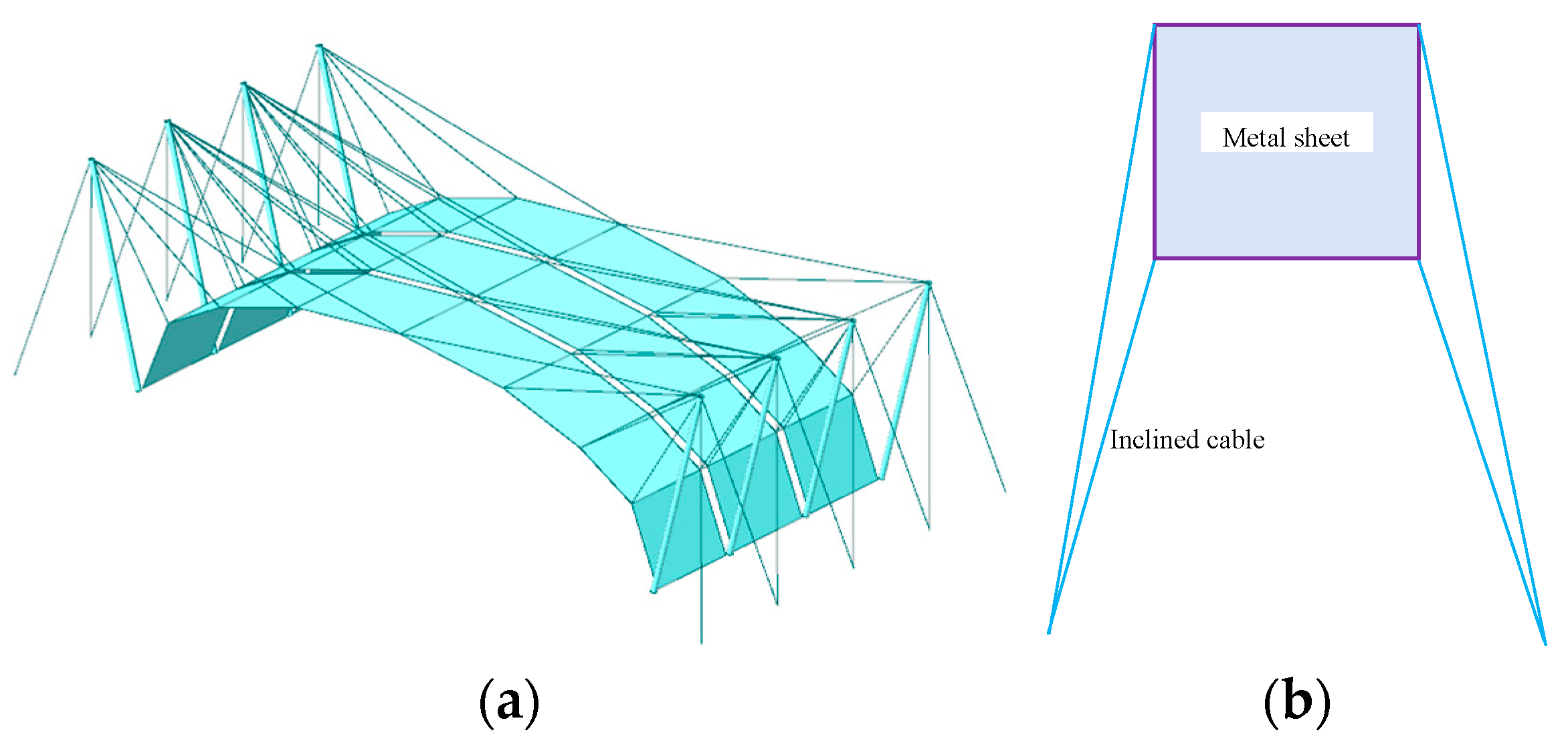
The inclined cable-stayed tensioned metal sheet structure consists of a steel structural component (steel column), a prestressed cable (inclined cable and back cable), and a metal sheet. The entire structure’s load-bearing system is composed of these three parts, as shown in
Figure 3. Among them, the steel structural component mainly serves as a bending and compressive component; the prestressed cable and metal sheet serve as tensile members. Applying prestress to the metal sheet is the key to this structure. Only by applying prestress to the sheet can it have certain stiffness and resistance to external loads, allowing it to span large spans in the roof system, making the inclined cable-stayed metal sheet structure system have better economic performance. There are two ways to apply prestress to the metal sheet: one is to tension the prestress cable, which applies prestress to the metal sheet at the spacing between the sheets; the other is to apply prestress to the metal sheet by adjusting the internal force screws around the sheet. The former is the main means of establishing a large prestress in the sheet, and the latter is an auxiliary means of adjusting the internal stress distribution of the sheet to make it uniform. The impact of the first method on the overall structure is as follows: The prestress applied by tightening the cables effectively distributes external loads through the tensile forces in the cables. With their high tensile strength, the cables primarily bear tensile forces and efficiently transfer the applied loads to the inclined cable support points of the metal sheet. This ensures simultaneous uplift, reducing localized deformation and mitigating stress concentration. For inclined structures, the cables ensure resistance to gravitational and other external loads, maintaining the structure’s stability against tilting and deformation. However, this method imposes strict requirements on the distribution and positioning of the inclined cables on the metal sheet. If the distribution is unreasonable or the forces are excessively high, the supporting joints and connection areas may experience excessive tension, potentially leading to localized instability.
The impact of the second method on structural performance is as follows: This method offers superior local adjustment capabilities. Bolts primarily function by altering the fastening force at connection points to adjust the localized forces within the structure. By modifying the tightening force of the bolts, the load distribution at specific joints can be finely tuned, giving this method an advantage in precisely adjusting stiffness and force distribution. It is particularly suitable for designs requiring fine-tuned mechanical performance optimization. However, the adjustment levels are limited during each iteration, often requiring multi-stage adjustments. Furthermore, its performance is closely related to the distribution and number of inclined cables, which must be carefully designed to ensure structural efficiency.
Given that the structural concept is already well-defined, the selection of materials for each component is critically important. In the field of material mechanical performance research, several studies have explored the properties of different materials. Duan et al. [
15] investigated the connection methods between aluminum alloys and high-strength steel, employing a stepped clamping method (SC) to join HC340LA/AA5052-H32. Their study examined the effect of varying forming forces on joint performance, revealing that SC effectively enhances joint strength. The higher the forming force, the more pronounced the advantages of the stepped clamping connection, resulting in improved connection strength. Cheng et al. [
16] focused on the laser spiral dissimilar welding of 6082 high-strength aluminum alloy and DP980 high-strength dual-phase steel, analyzing the relationships among weld quality, influencing factors, microstructure, and mechanical properties. Their research emphasized the fatigue performance and fracture mechanism of 6082-DP980 dissimilar metal-welded joints. Ritapure et al. [
17] reviewed and experimentally studied the mechanical and tribological properties of zinc-aluminum (ZA) and aluminum-zinc alloys. They found that the Al-25Zn alloy exhibited the highest hardness, tensile strength, and wear resistance while also achieving the lowest coefficient of friction (COF). Additionally, other scholars have analyzed the mechanical performance of various materials in grid-shell structures [
18,
19], identifying the differences between aluminum alloys and traditional steel structures. Their findings suggest that aluminum alloys, with their lightweight and high-strength properties, have the potential to replace traditional steel in construction, maximizing their advantages in architectural applications.
For metal thin sheet structures, there has been extensive research on the performance of thin sheets and their connections. In the field of metal thin sheet research, Zhang et al. [
20] conducted uniaxial tensile tests on copper thin sheets at low temperatures. The test results showed that the higher the temperature, the lower the strength and ductility of the specimen. Wang et al. [
21] conducted bulging tests on metal thin sheets with different ellipticities. The test results showed that the principal stress ratio at the apex of the circular bulging test was always 1, while the principal stress ratio at the apex of the elliptical bulging test was always greater than 1, and in an unstable state; the greater the ellipticity, the more obvious the fluctuation in the principal stress ratio. Zhu et al. [
22] conducted three-point bending tests on aluminum alloy sheets at different aging times. The test results showed that as the aging time increased, the material’s strength, neutral axis deflection angle, and rebound angle increased, while the circular bending radius and bending thickness decreased. Li et al. [
23] conducted mechanical tests on aluminum alloy thin sheets of different solidification temperatures. The test results showed that as the solidification temperature increased, the yield strength and tensile strength of the thin sheet showed a trend of first increasing and then decreasing. Du et al. [
24] conducted research on the 7075 aluminum alloy plate, analyzed its mechanical properties, and compared its mechanical properties with those of traditional metal plates. Li et al. [
25] studied the compressive buckling behavior of aluminum alloy plates of different sizes and obtained nonlinear buckling loads with different initial geometric defects. Zhang et al. [
26] conducted tensile tests on a 5083 aluminum alloy plate at different temperatures to qualitatively analyze the fracture forms and basic laws of fracture. Han et al. [
27] used arc additive manufacturing technology to manufacture 2319 aluminum alloy parts. Through electrochemical tests and local corrosion tests, the corrosion performance of additively manufactured 2319 aluminum alloy and 2219 aluminum alloy thin plates was systematically studied. From the current research and engineering practice, the material for metal thin sheet structures has gradually shifted to aluminum alloy. Aluminum alloy, with its excellent strength, lightweight, and corrosion resistance, has become the main choice for metal thin plate structures. In the existing research, various experimental results have further confirmed the superiority of aluminum alloy thin plates in practical applications.
In metal sheet connection, Wahyudianto et al. [
28] found that it is difficult to obtain the best results by traditional welding methods when welding aluminum alloy. The stirring friction welding process can effectively solve this problem, but the drill speed must be controlled. When the speed is changed from 900 rpm to 2280 rpm, the material quality distribution becomes more uniform, and the joint hardness and tensile strength are improved. Song et al. [
29] found that after stirring friction butt welding a 6 mm thick TC17 titanium alloy sheet, the fine-grained beta phase does not precipitate secondary meta-stable organization, and a softer welding zone is formed, which is beneficial to the ductility of the welded parts. Chaudhari et al. [
30] found that as the welding speed decreased, the average grain size of the two phases increased with the decrease in the lateral speed, leading to an increase in plastic deformation. Additionally, some scholars have conducted research on the mechanical properties of large-span cable net structures and proposed that cables can have better load-bearing capacity and can be used in large-span structures [
31,
32,
33].
Based on the above research, cable-stayed tensioned metal thin sheet structures combine the advantages of high strength, lightweight properties, high rigidity, and minimal deformation. By introducing prestress, the out-of-plane stiffness of the metal sheets is significantly enhanced, enabling effective resistance to wind and snow loads. At the same time, these structures integrate both enclosure and load-bearing functions, improving material utilization and economic efficiency. Their ease of construction and durability result in reduced maintenance requirements. Compared to inflated membrane structures, inclined cable-tensioned metal sheet structures offer greater stiffness, superior durability, and better stability as they do not rely on continuous air supply. Compared to cable-net structures, they provide more uniform force distribution, avoiding issues of local stress concentration. Compared to tensegrity structures, they feature lower construction complexity while fulfilling both load-bearing and enclosure requirements. Finally, compared to grid-shell structures, they are lighter in weight and involve lower construction costs while maintaining comparable load-bearing capacity and stability. Overall, inclined cable-tensioned metal sheet structures excel in stability, economic efficiency, and multi-functionality, making them an ideal choice for large-span buildings, particularly for both temporary and permanent applications. In terms of material selection for the metal sheets, aluminum alloy demonstrates significant advantages over traditional steel. First, aluminum alloy has a density of only about one-third that of steel, which substantially reduces the self-weight of the structure while meeting strength requirements, making it particularly suitable for large-span buildings and engineering applications requiring lightweight materials. Second, aluminum alloy offers excellent corrosion resistance, as its naturally forming oxide layer effectively protects against atmospheric and chemical corrosion, thereby lowering maintenance costs over the long term. Additionally, aluminum alloy has superior ductility and process ability, allowing it to be easily fabricated into complex shapes through extrusion, casting, and welding, meeting diverse engineering design needs. Furthermore, aluminum alloy provides high-quality surface finishes, enabling advanced aesthetic treatments that enhance the appearance and durability of the structure.
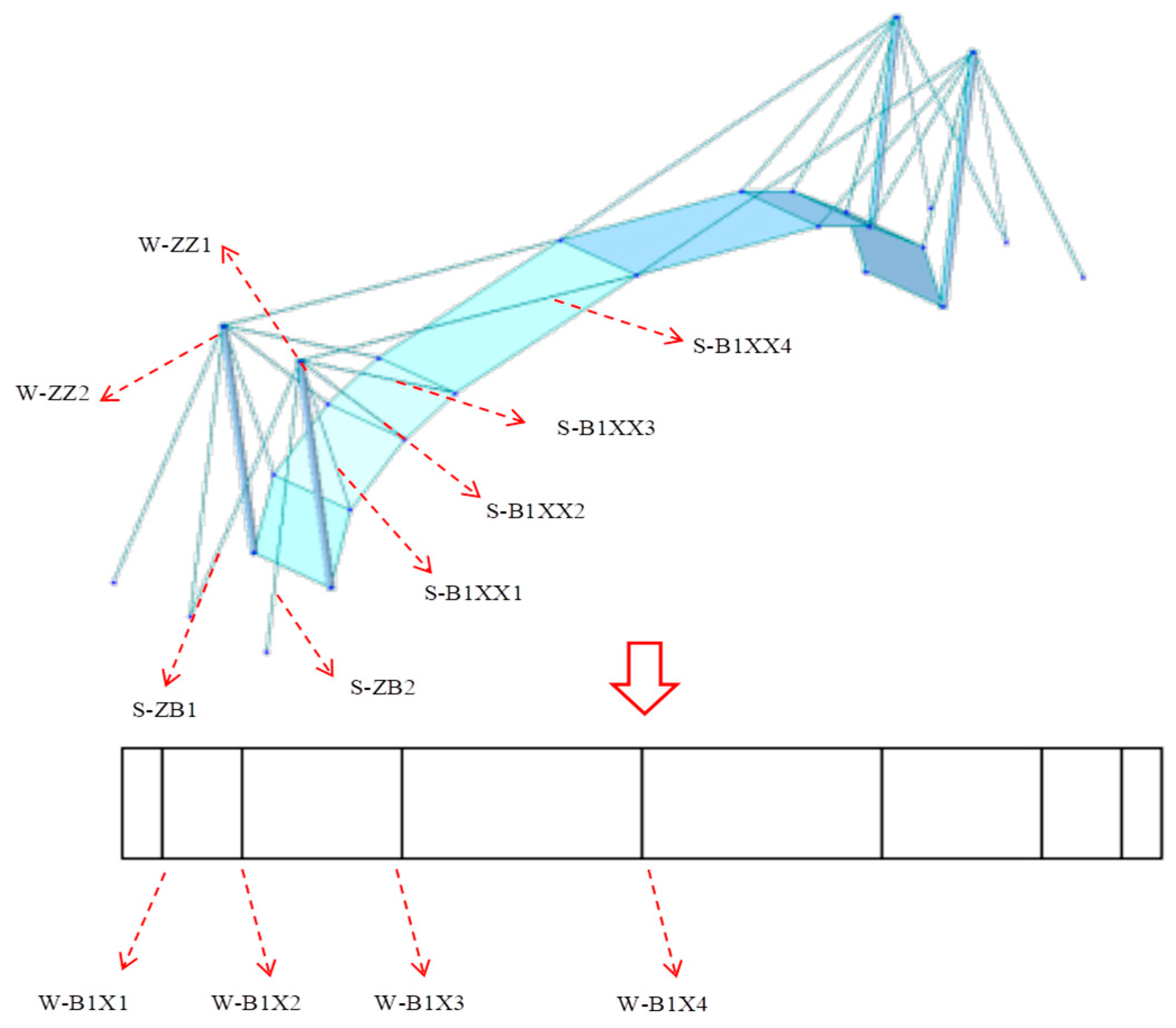
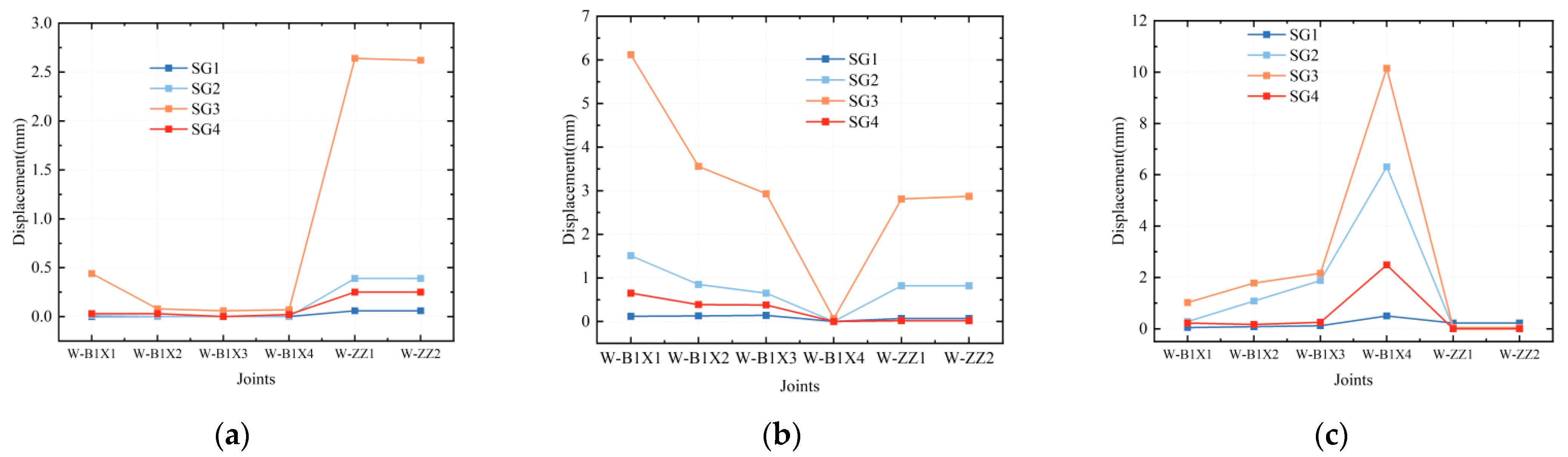
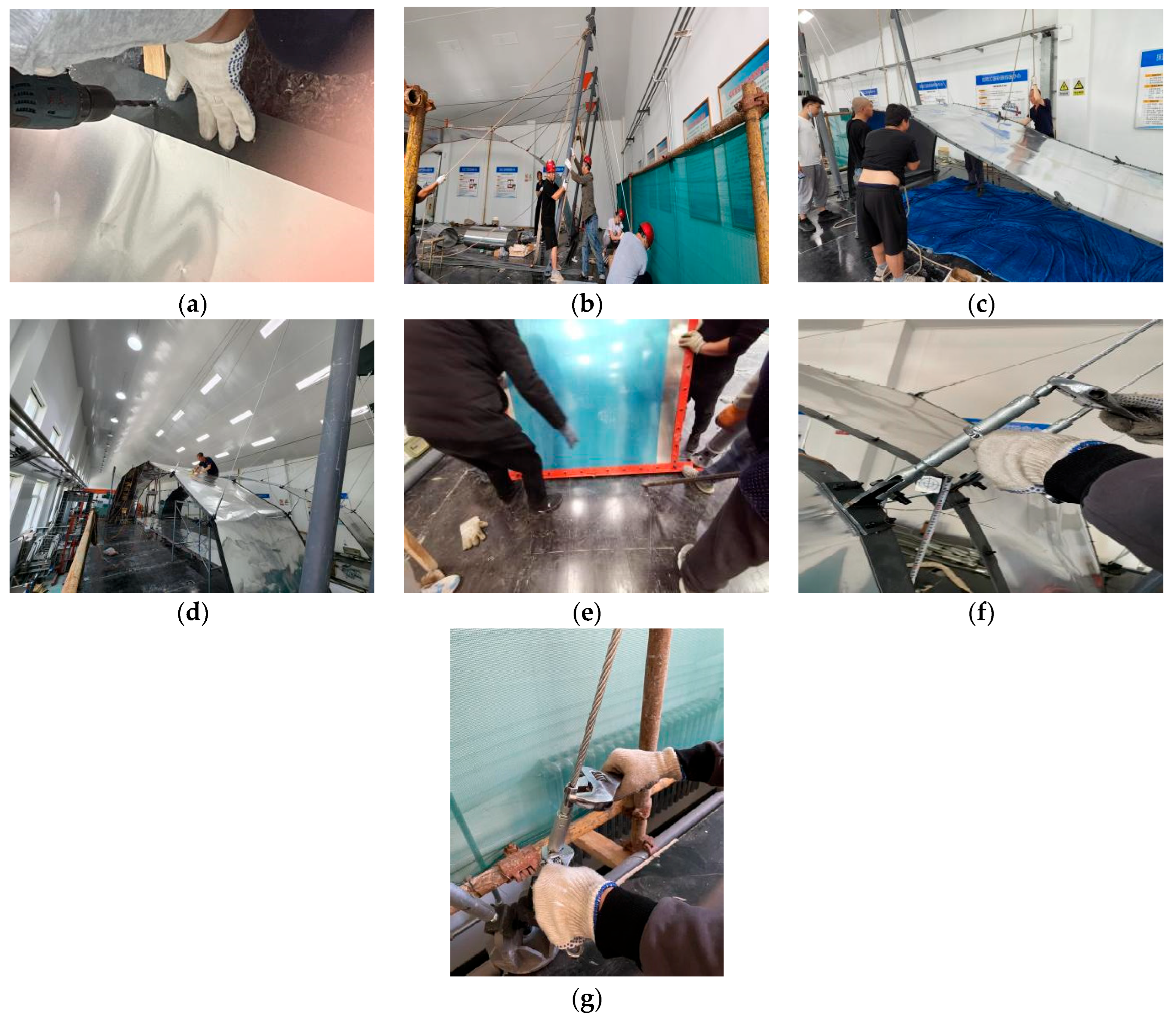
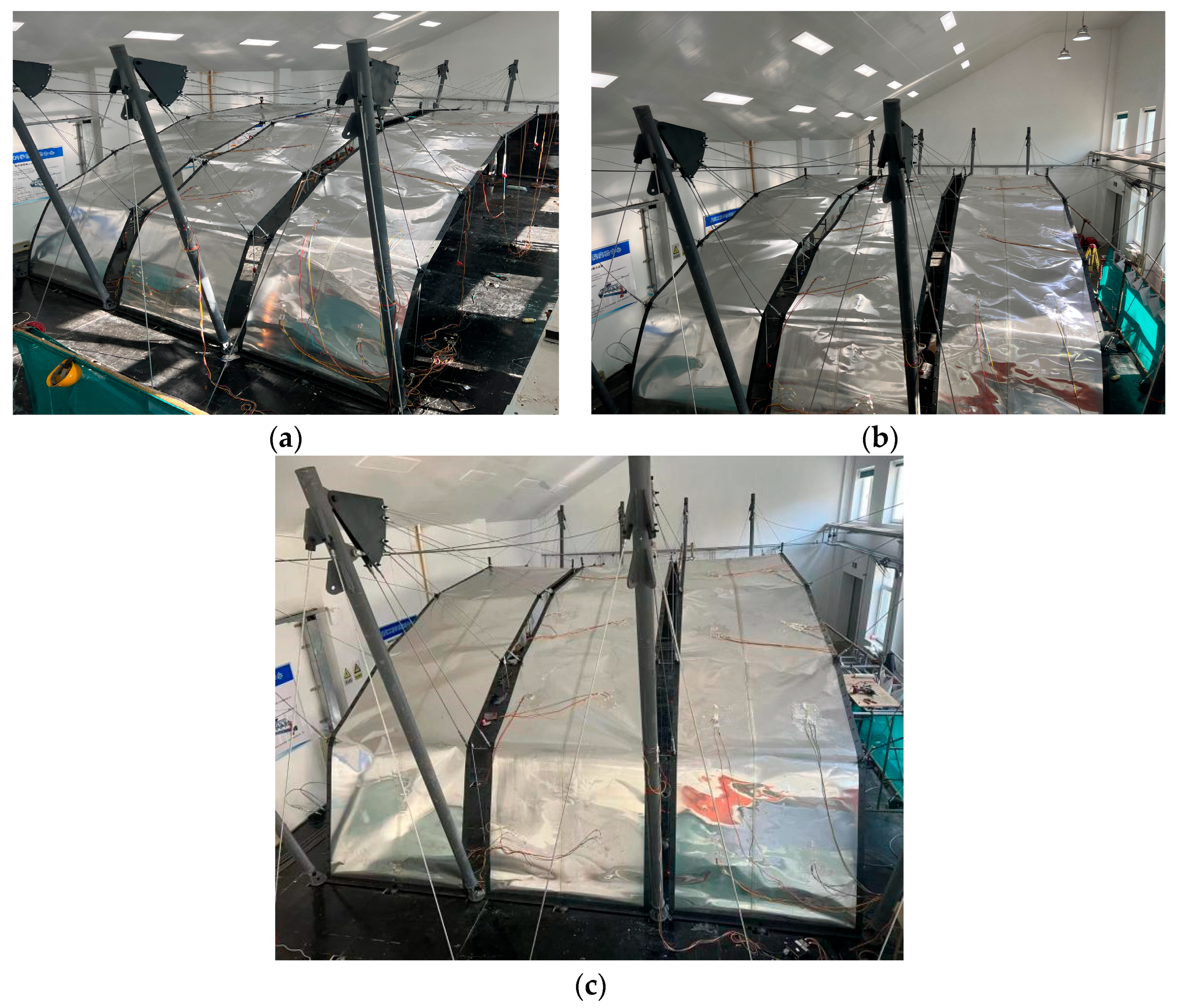
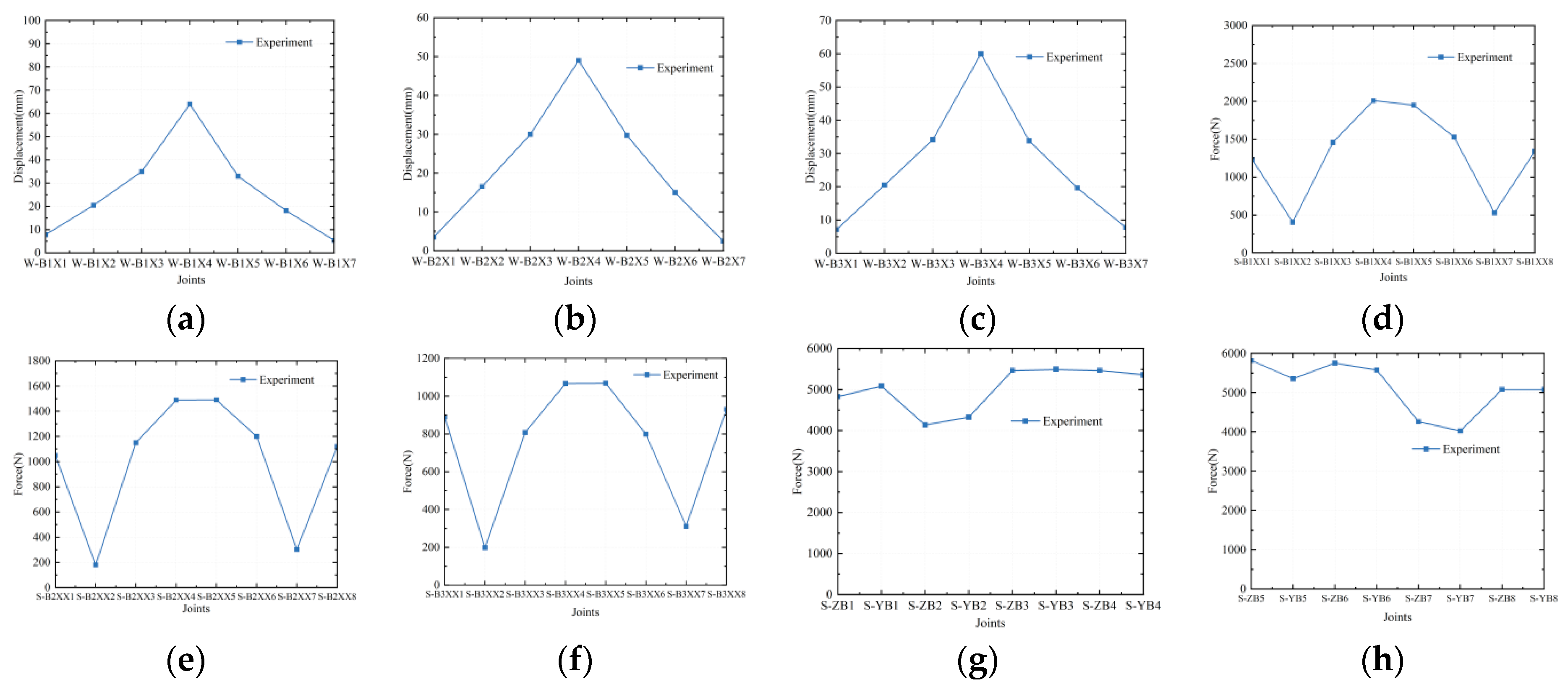
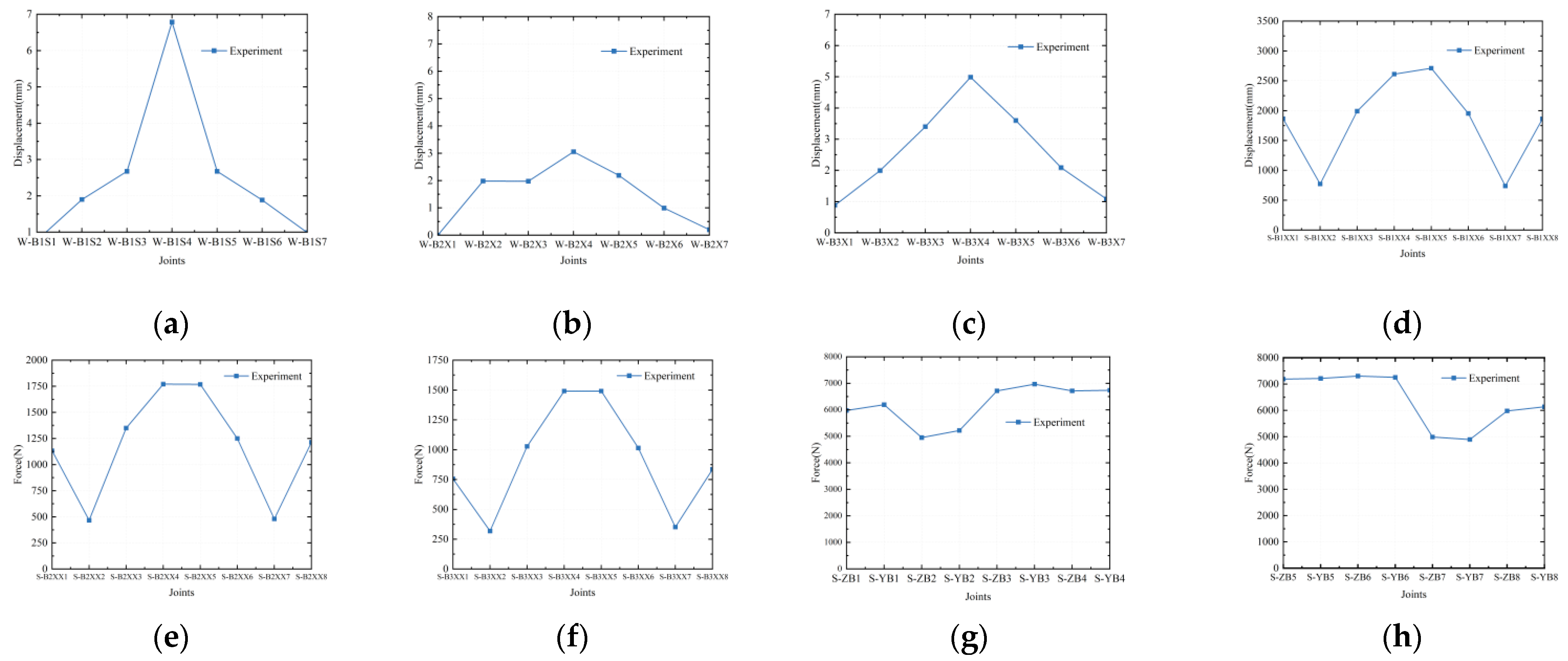
Therefore, this study proposes the use of aluminum alloy for the tensioned metal sheet structures. Given the significant number of prestressed members in such structures, the tensioning and shaping processes of these components directly determine the efficiency and safety of the construction. These processes also play a critical role in achieving the desired internal forces and displacement variations during tensioning. This study uses a real-world metal sheet structure project with dimensions of 120 m × 60 m × 30 m as a case study and proposes multiple feasible construction methods tailored to cantilevered tensioned metal thin sheet structure systems. Various construction methods specific to this structural system are examined, and the most effective forming technique is identified. A 1:10 scaled prototype model composed of three trusses is subsequently developed and subjected to tensioning tests using the back-cable tensioning construction method, enabling an investigation into the changes in internal forces and displacements throughout the forming process. Finite element simulations are also performed to elucidate the evolution, mechanisms, and trends of internal forces during the forming process, providing a theoretical foundation for the design, analysis, and practical engineering applications of these structural systems.





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}