Adding Glass Fibers to 3D Printable Mortar: Effects on Printability and Material Anisotropy


Abstract
:1. Introduction
2. Materials and Methodology
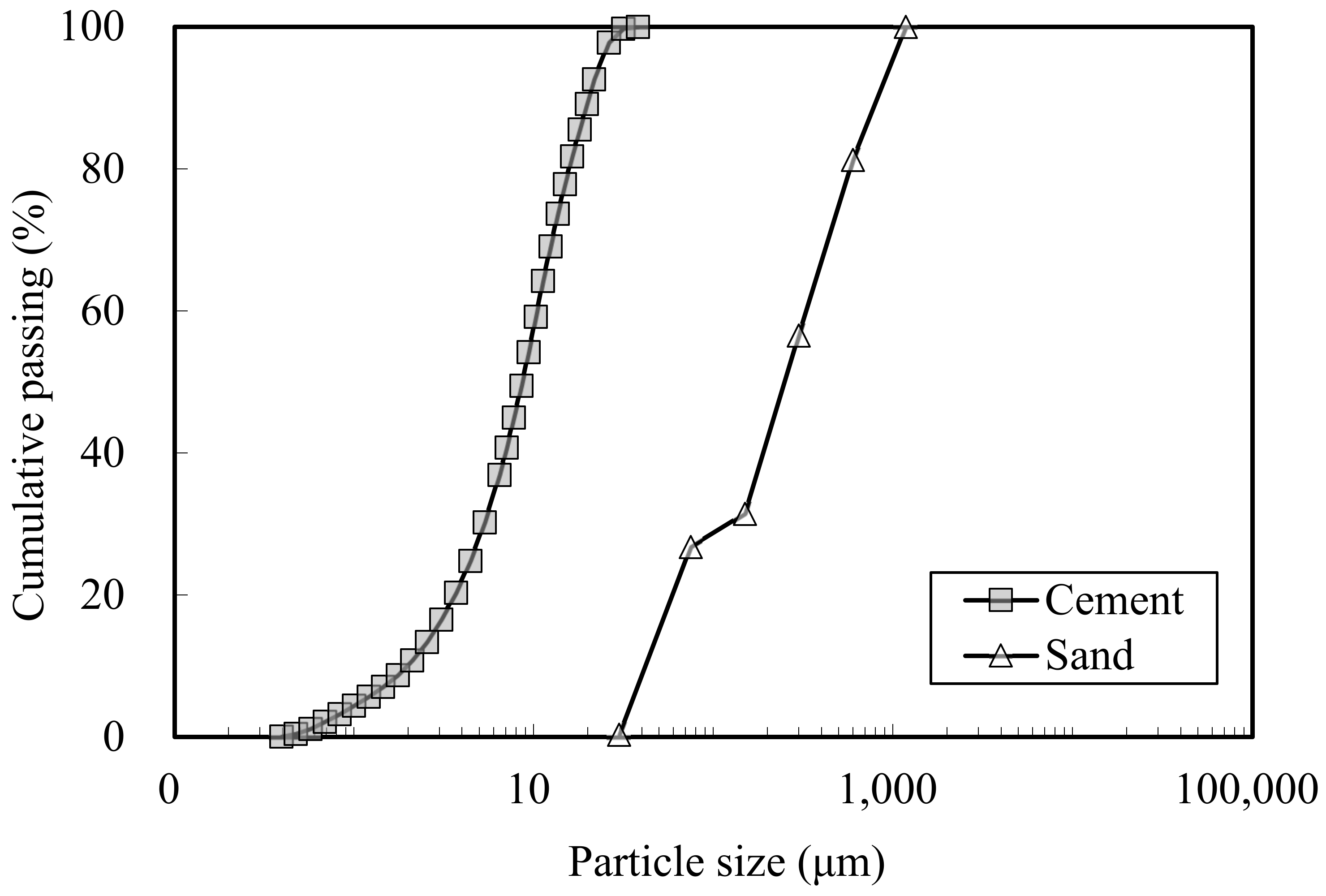
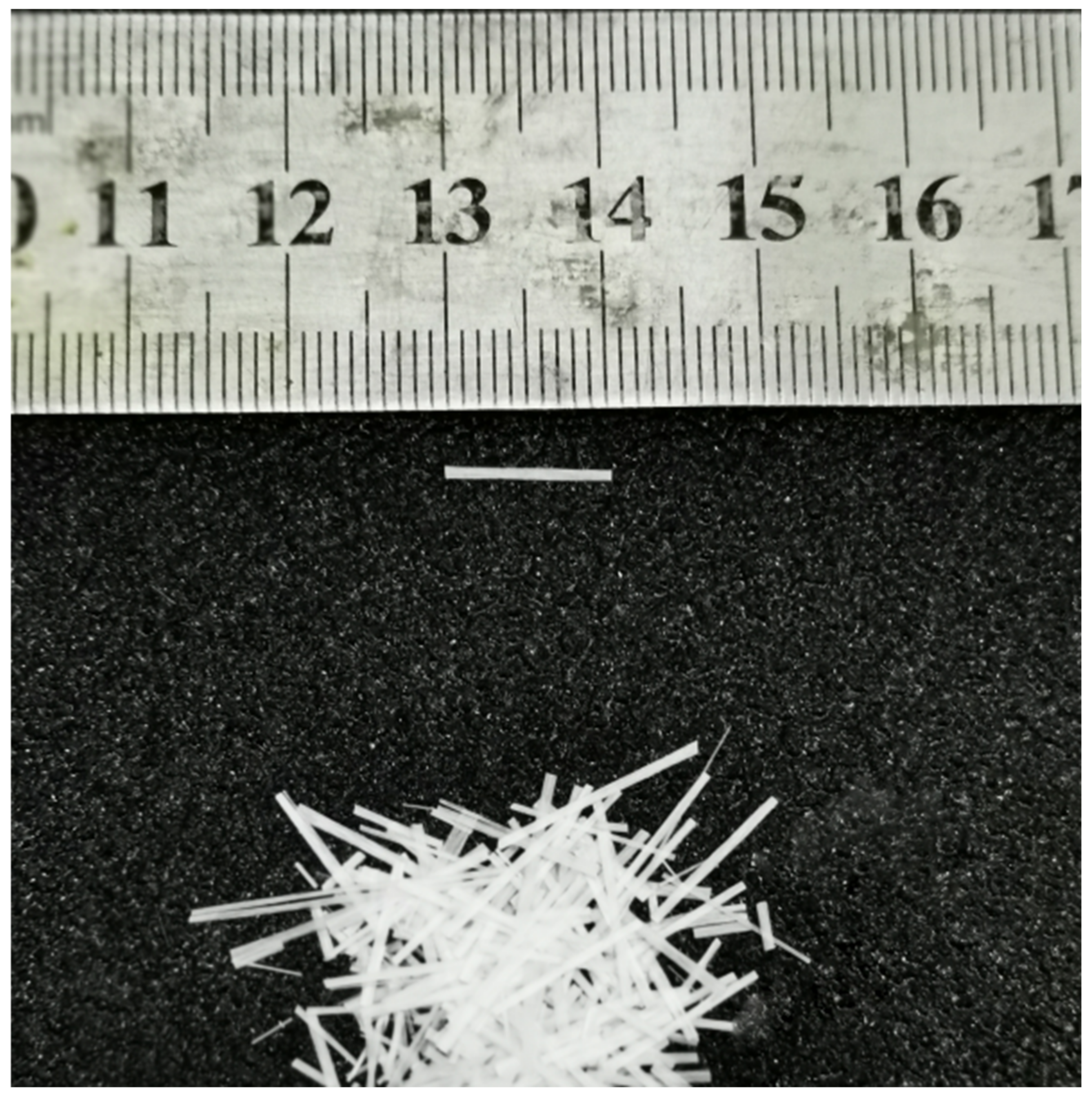
2.1. Raw Materials
2.2. Mixture Design
2.3. Flow Table Test
2.4. Printing Machine
2.5. Extrudability Test
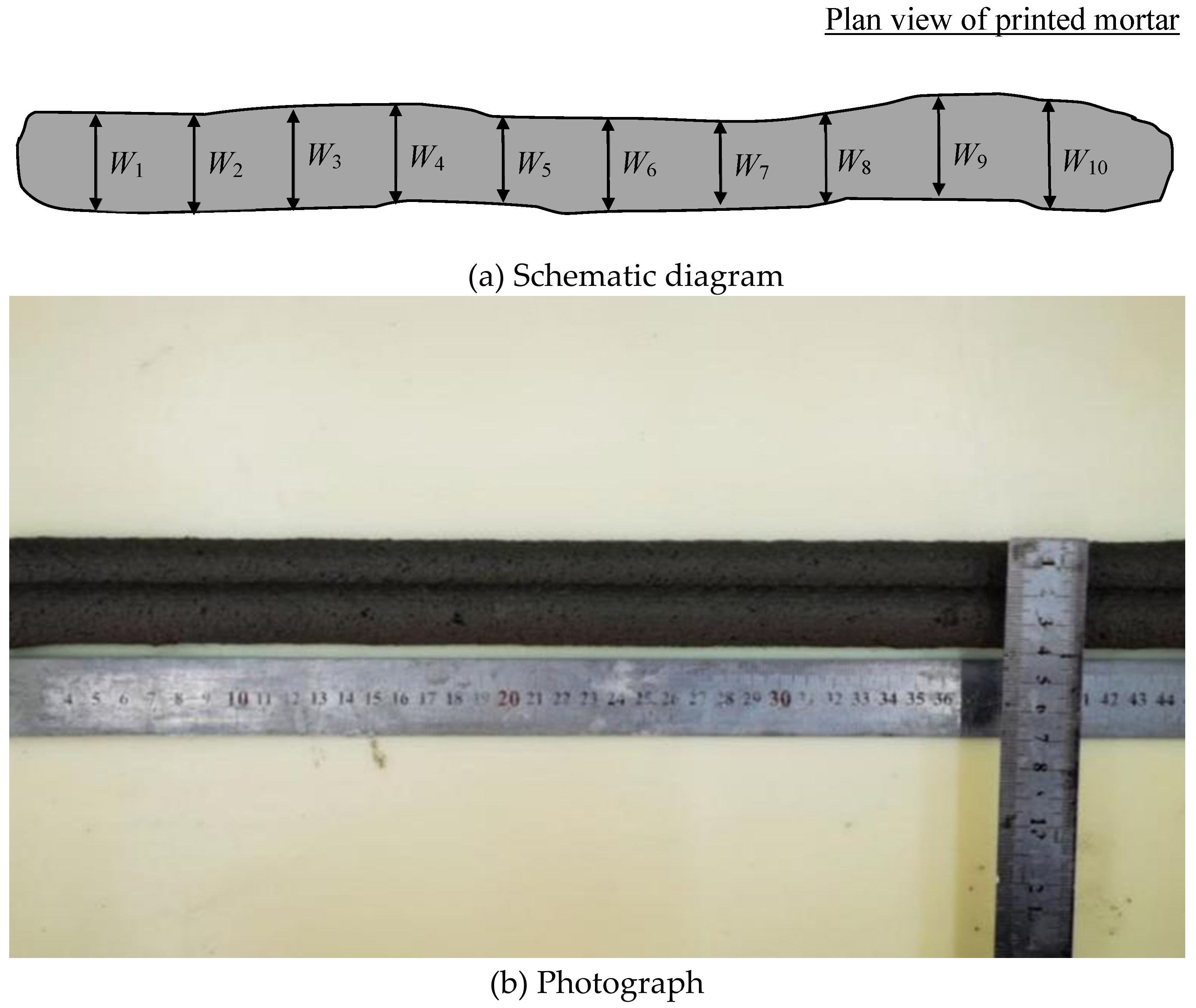
2.6. Dimensional Stability Test
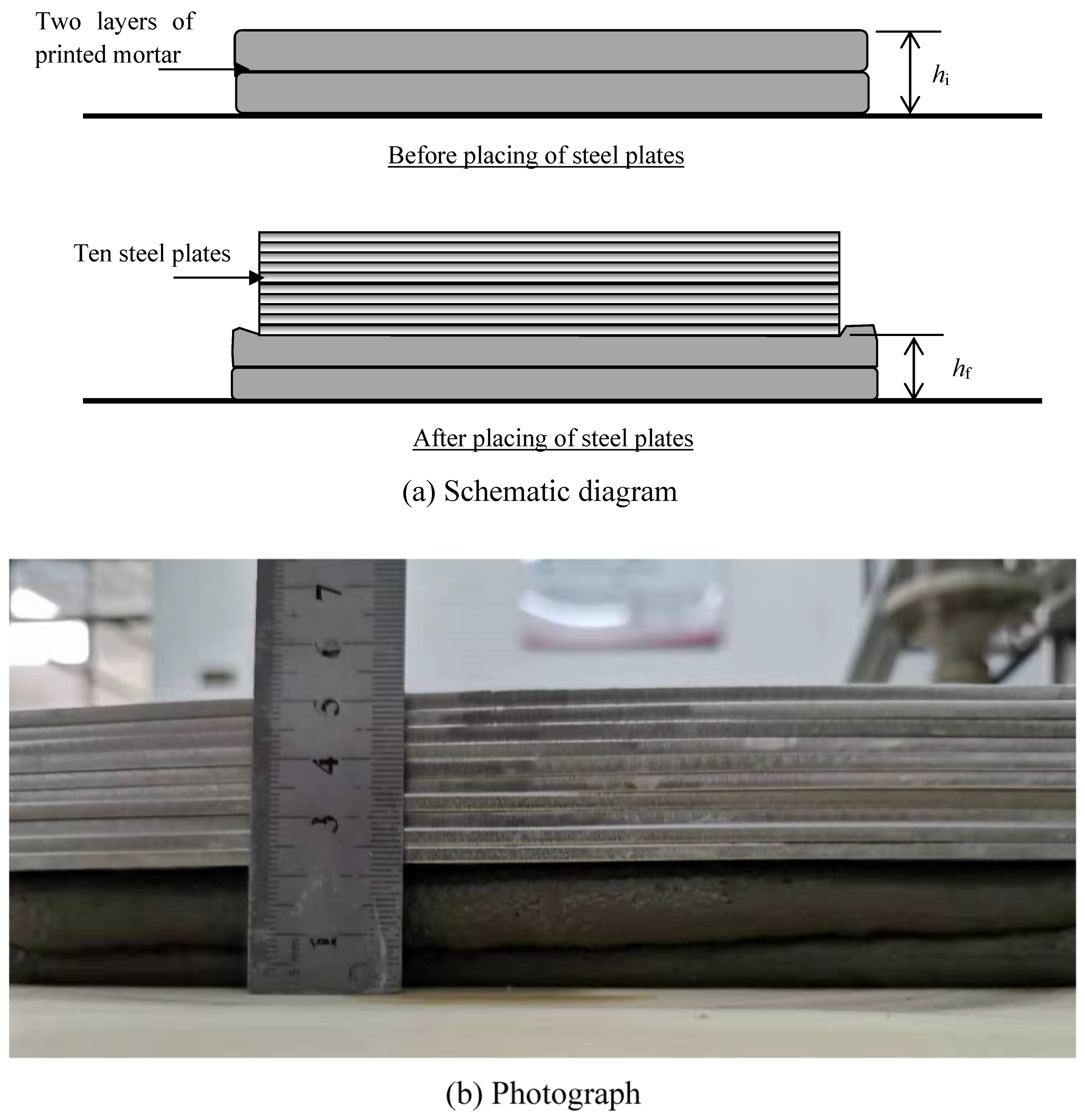
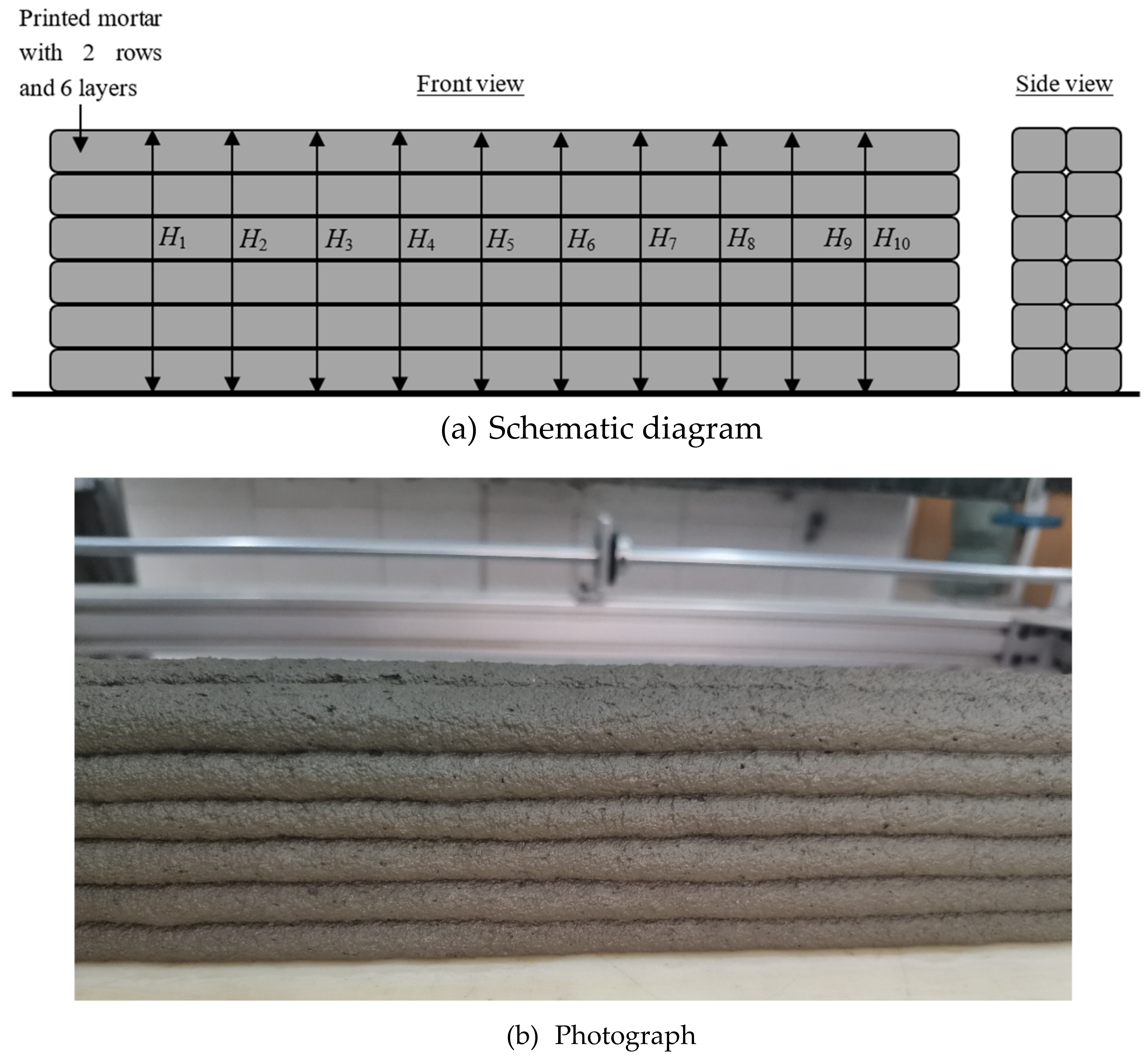
2.7. Buildability Test
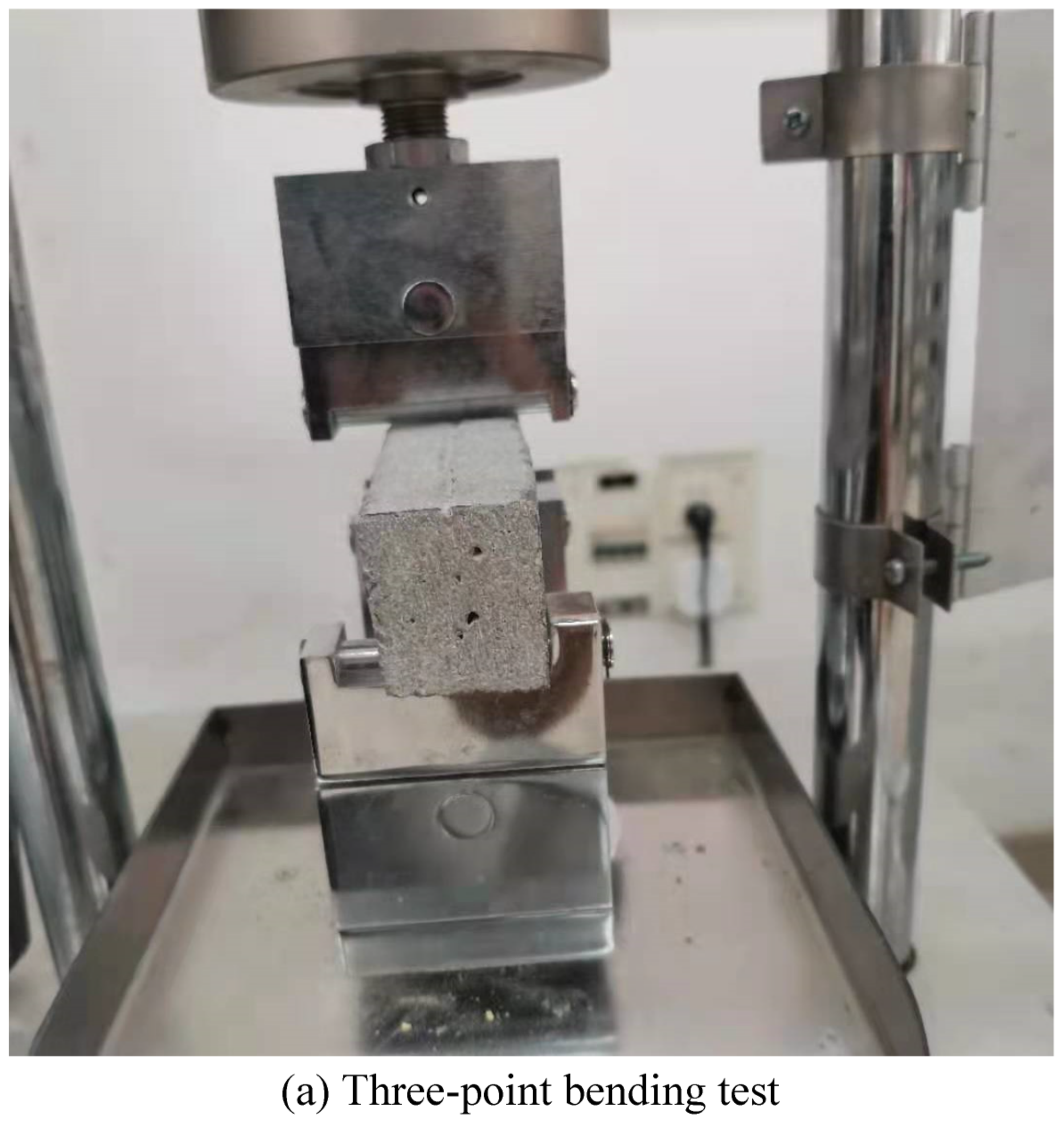
2.8. Flexural Strength Test and Compressive Strength Test
3. Results and Discussions
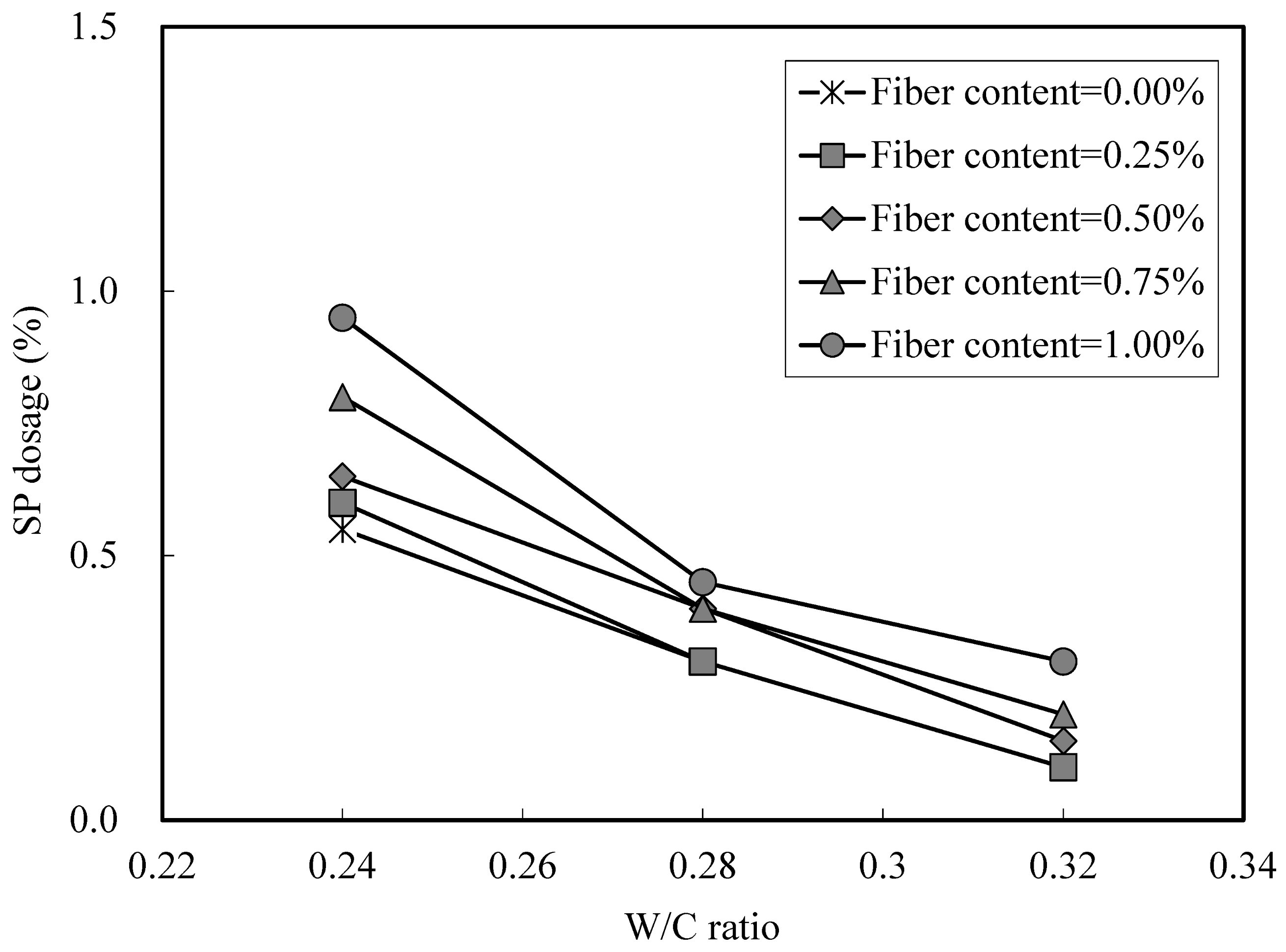
3.1. SP Dosage and Flow Spread
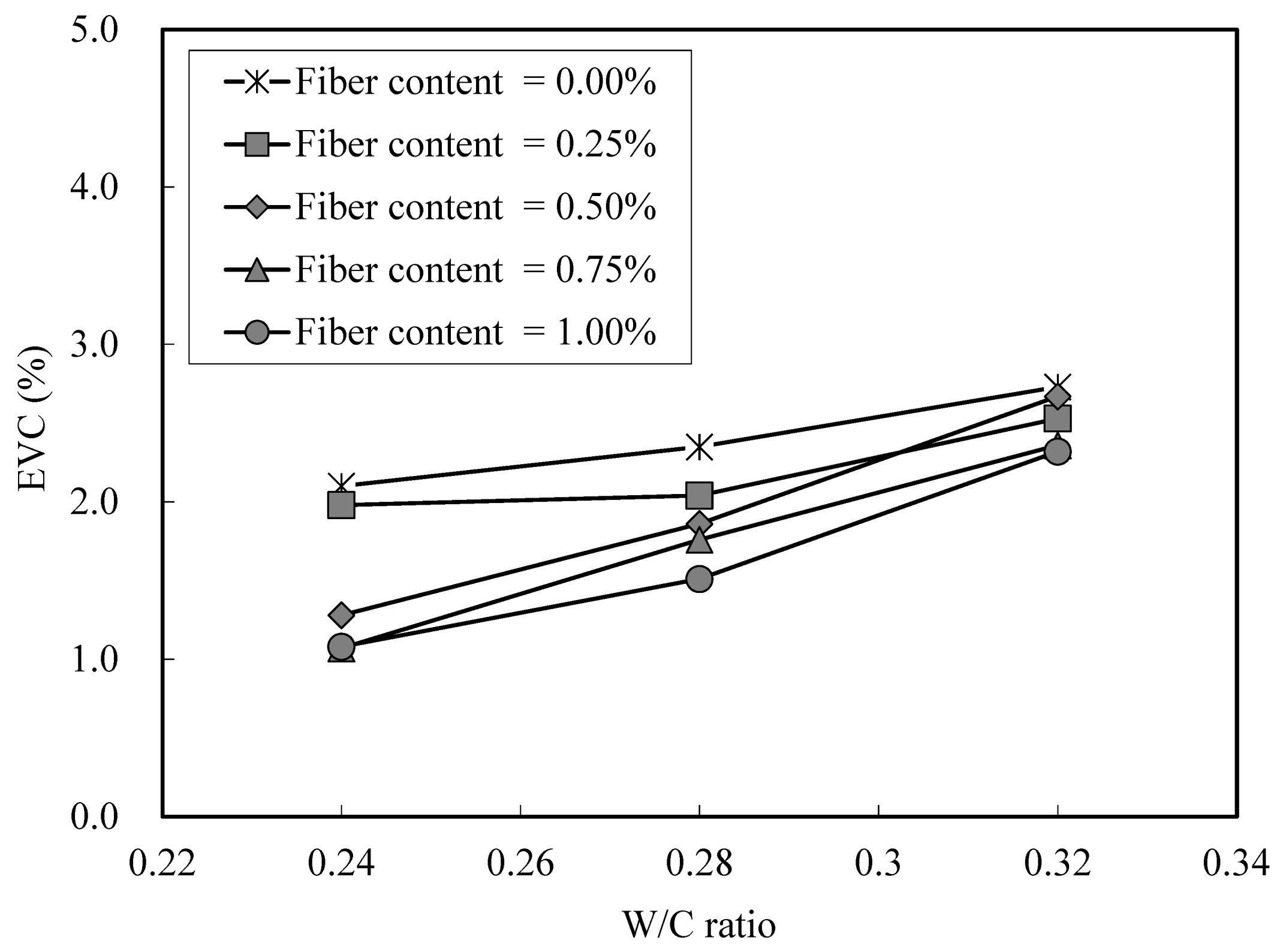
3.2. Extrudability Variation Coefficient
3.3. Dimensional Stability Coefficient
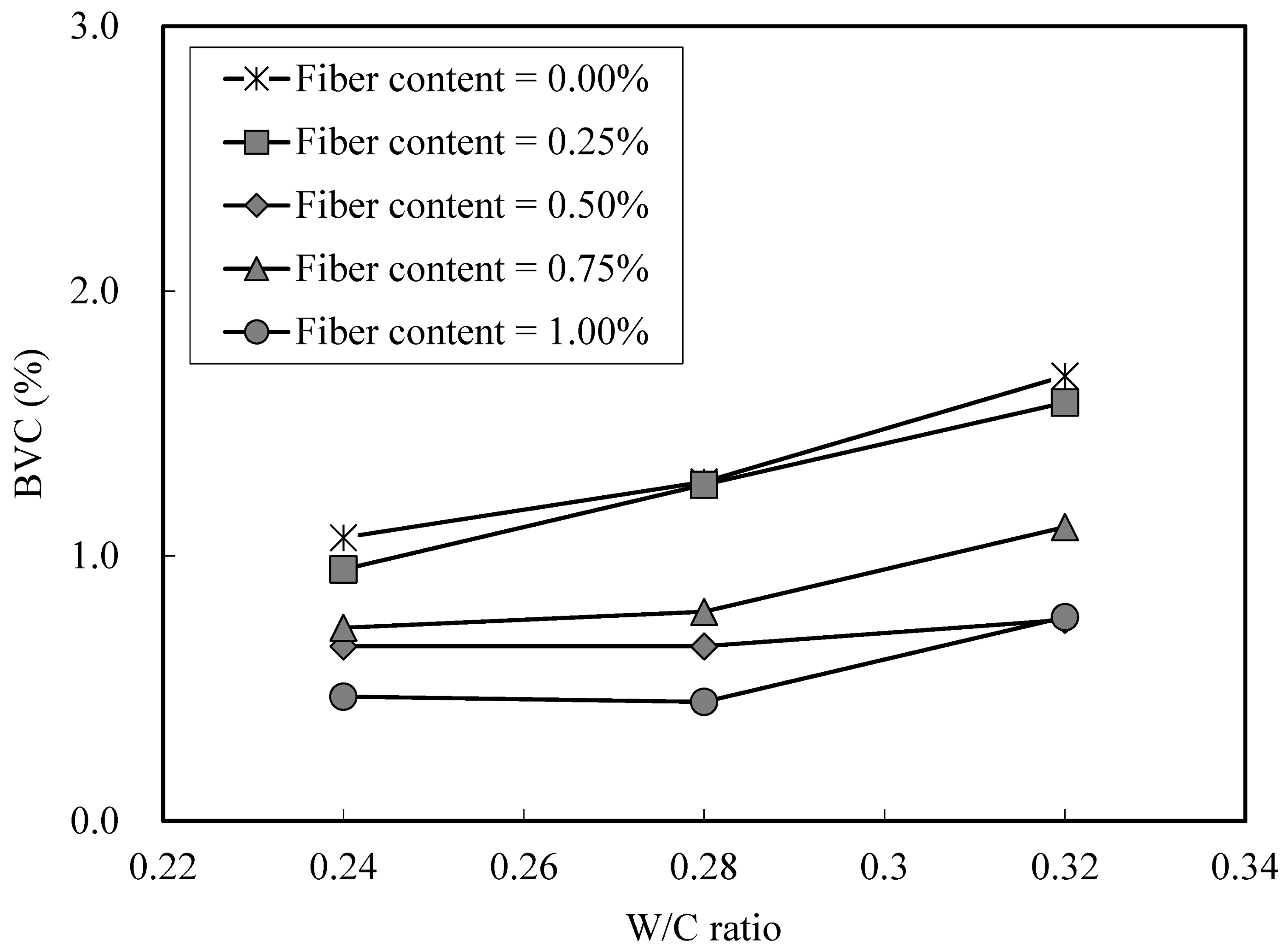
3.4. Buildability Variation Coefficient
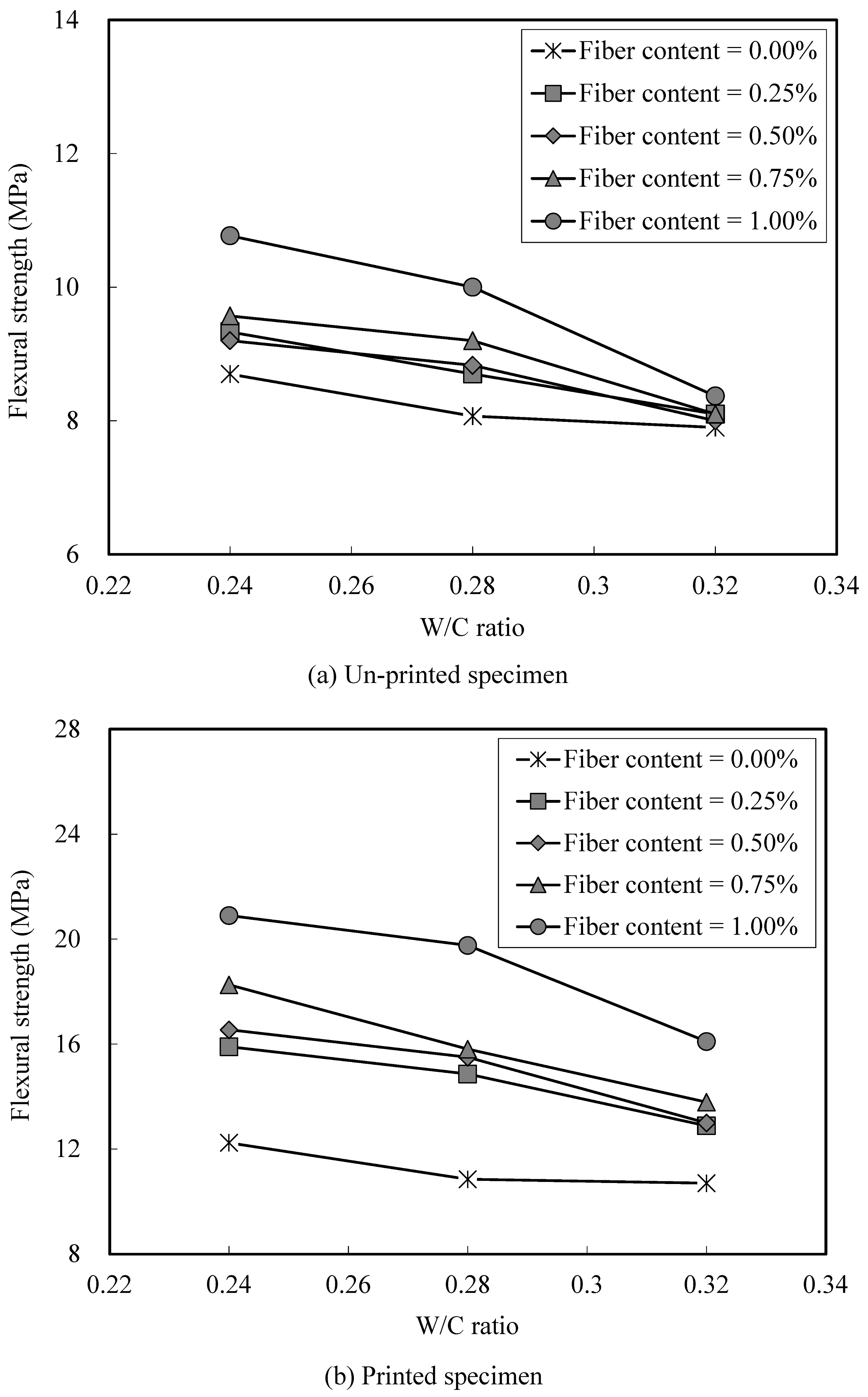
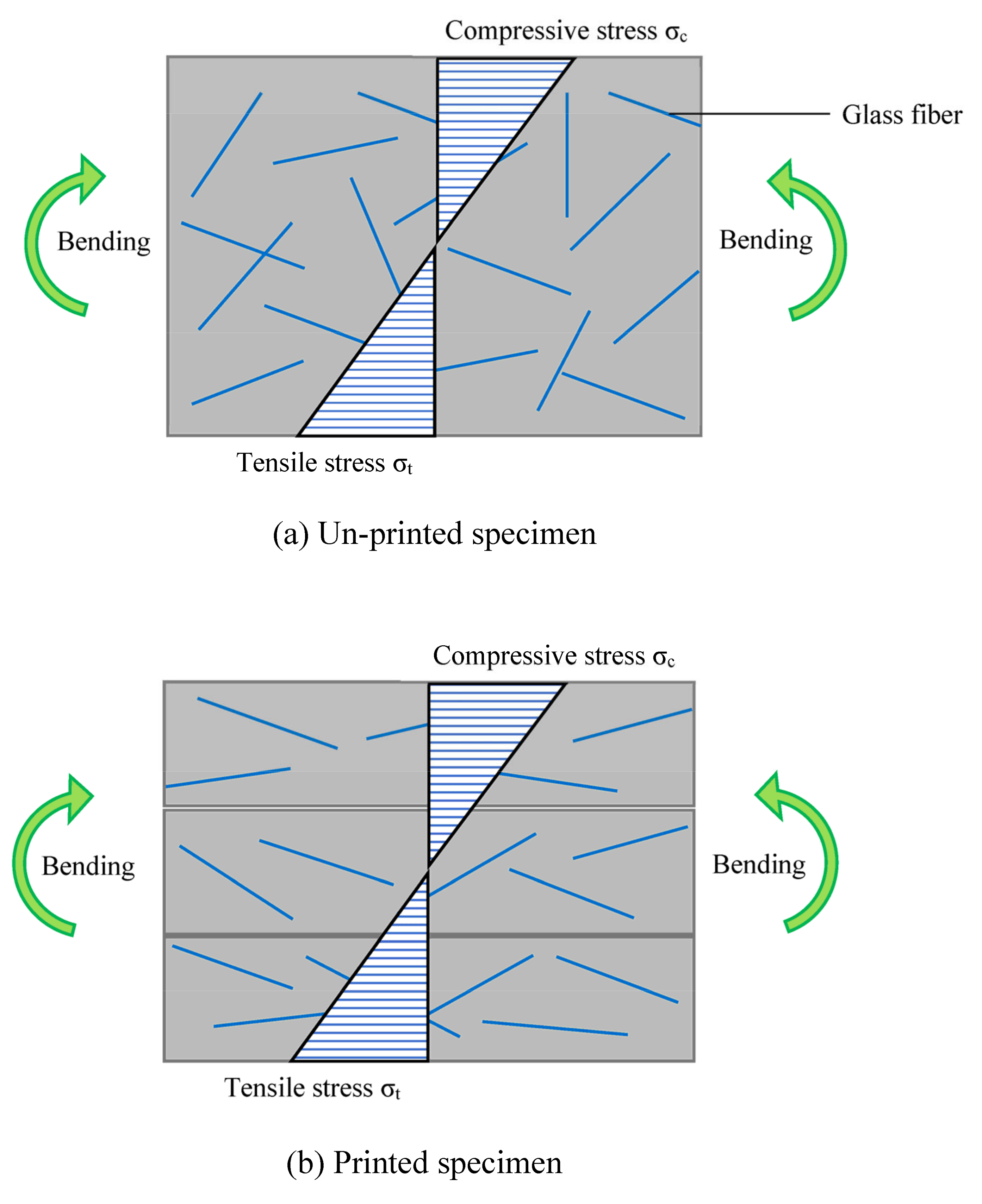
3.5. Flexural Strength
3.6. Compressive Strength
4. Conclusions
- Decreasing the W/C ratio would increase the SP demand, enhance the extrudability, dimensional stability and buildability, and improve the flexural strength and compressive strength.
- Adding glass fibers would increase the SP demand, but could also substantially improve the extrudability, dimensional stability and buildability of 3D printable mortar, due to wrapping of the glass fibers.
- An increase in glass fiber content would greatly increase the flexural strength, due to the reinforcing and crack-bridging effects of the glass fibers; but it would also significantly decrease the compressive strength, which is caused by the entanglement of the fibers and the entrapment of air bubbles.
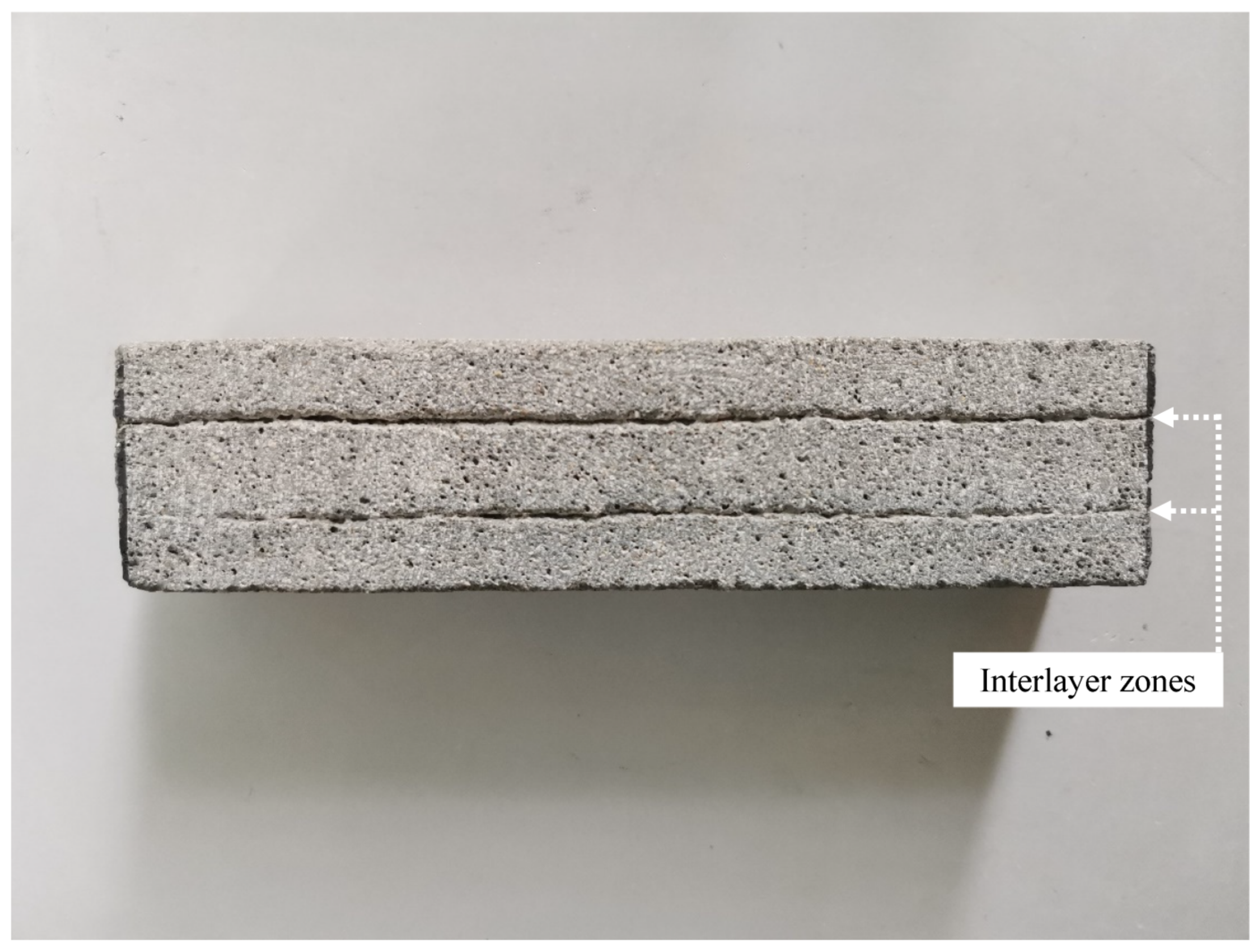
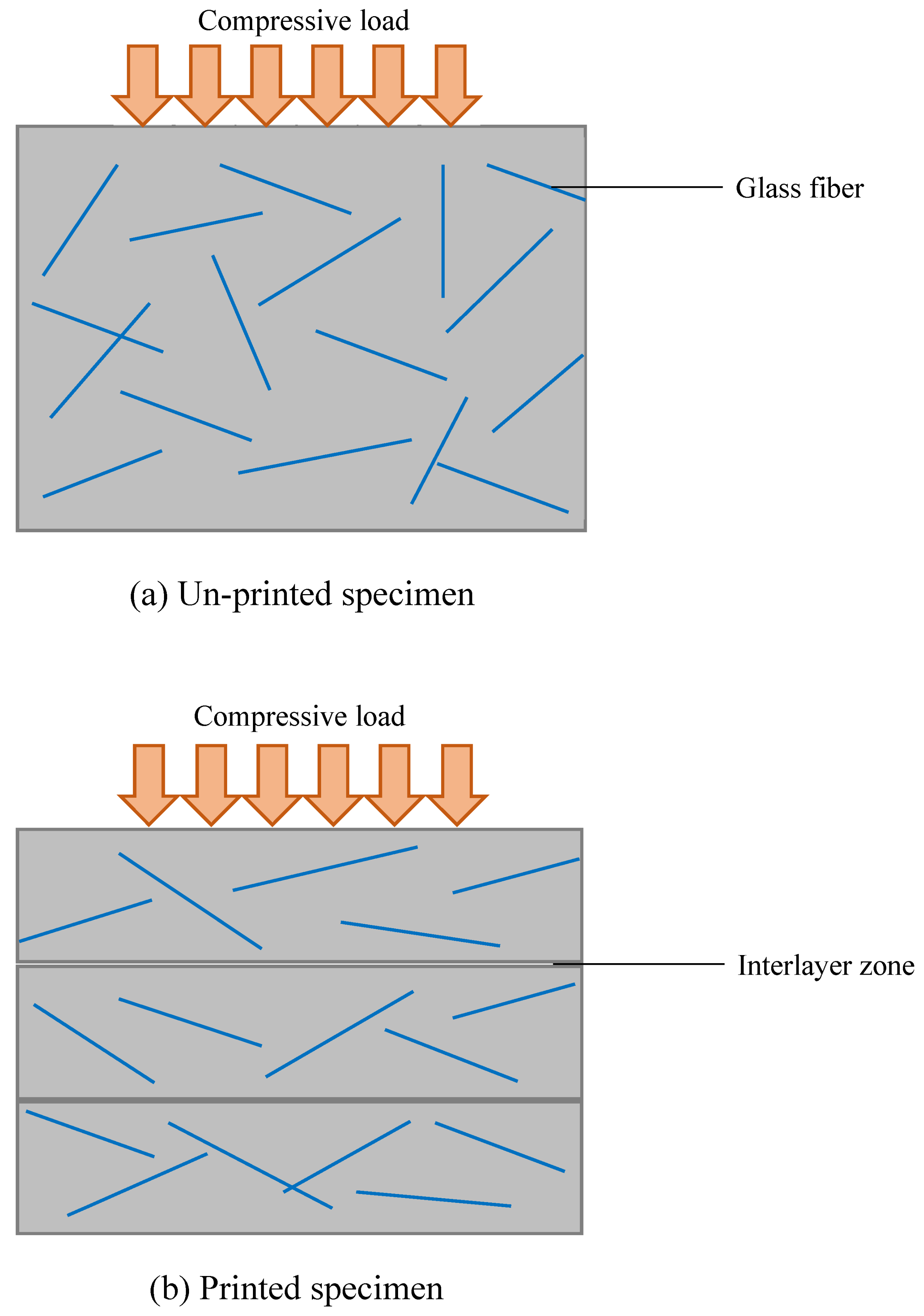
- The printing process, especially the fiber orientation, has great effects on both the flexural and compressive strengths; it could substantially increase the flexural strength by up to 98% but would also significantly decrease the compressive strength by up to 47%. Such effects are mainly due to the material anisotropy caused by printing and the formation of porous and weak interlayer zones in the printed mortar.
- To compensate for the decline in compressive strength caused by the printing process, it may be necessary to lower the W/C ratio, especially after fibers have been added, to improve the printability and flexural strength.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Wangler, T.; Roussel, N.; Bos, F.P.; Salet, T.A.; Flatt, R.J. Digital concrete: A review. Cem. Concr. Res. 2019, 123, 105780. [Google Scholar] [CrossRef]
- Rahul, A.V.; Santhanam, M.; Meena, H.; Ghani, Z. 3D printable concrete: Mixture design and test methods. Cem. Concr. Compos. 2019, 97, 13–23. [Google Scholar] [CrossRef]
- Khan, M.S.; Sanchez, F.; Zhou, H. 3-D printing of concrete: Beyond horizons. Cem. Concr. Res. 2020, 133, 106070. [Google Scholar] [CrossRef]
- Paolini, A.; Kollmannsberger, S.; Rank, E. Additive manufacturing in construction: A review on processes, applications, and digital planning methods. Addit. Manuf. 2019, 30, 100894. [Google Scholar] [CrossRef]
- Zhang, J.; Wang, J.; Dong, S.; Yu, X.; Han, B. A review of the current progress and application of 3D printed concrete. Compos. Part A Appl. Sci. Manuf. 2019, 125, 105533. [Google Scholar] [CrossRef]
- Xiao, J.; Ji, G.; Zhang, Y.; Ma, G.; Mechtcherine, V.; Pan, J.; Wang, L.; Ding, T.; Duan, Z.; Du, S. Large-scale 3D printing concrete technology: Current status and future opportunities. Cem. Concr. Compos. 2021, 122, 104115. [Google Scholar] [CrossRef]
- Li, L.G.; Xiao, B.F.; Fang, Z.Q.; Xiong, Z.; Chu, S.H.; Kwan, A.K.H. Feasibility of glass/basalt fiber reinforced seawater coral sand mortar for 3D printing. Addit. Manuf. 2021, 37, 101684. [Google Scholar] [CrossRef]
- Chu, S.H.; Li, L.G.; Kwan, A.K.H. Development of extrudable high strength fiber reinforced concrete incorporating nano calcium carbonate. Addit. Manuf. 2021, 37, 101617. [Google Scholar] [CrossRef]
- Wang, L.; Liu, Y.; Yang, Y.; Li, Y.; Bai, M. Bonding performance of 3D printing concrete with self-locking interfaces exposed to compression–shear and compression–splitting stresses. Addit. Manuf. 2021, 42, 101992. [Google Scholar] [CrossRef]
- Nguyen, N.T.; Bui, T.T.; Bui, Q.B. Fiber reinforced concrete for slabs without steel rebar reinforcement: Assessing the feasibility for 3D-printed individual houses. Case Stud. Constr. Mater. 2022, 16, e00950. [Google Scholar] [CrossRef]
- Ding, T.; Xiao, J.; Zou, S.; Zhou, X. Anisotropic behavior in bending of 3D printed concrete reinforced with fibers. Compos. Struct. 2020, 254, 112808. [Google Scholar] [CrossRef]
- Ye, J.; Cui, C.; Yu, J.; Yu, K.; Dong, F. Effect of polyethylene fiber content on workability and mechanical-anisotropic properties of 3D printed ultra-high ductile concrete. Constr. Build. Mater. 2021, 281, 122586. [Google Scholar] [CrossRef]
- Arunothayan, A.R.; Nematollahi, B.; Ranade, R.; Bong, S.H.; Sanjayan, J.G.; Khayat, K.H. Fiber orientation effects on ultra-high performance concrete formed by 3D printing. Cem. Concr. Res. 2021, 143, 106384. [Google Scholar] [CrossRef]
- Singh, A.; Liu, Q.; Xiao, J.; Lyu, Q. Mechanical and macrostructural properties of 3D printed concrete dosed with steel fibers under different loading direction. Constr. Build. Mater. 2022, 323, 126616. [Google Scholar] [CrossRef]
- Guo, Z.S.; Xing, D.; Xi, X.Y.; Yue, X.; Liang, C.G.; Hao, B.; Zheng, Q.; Gutnikov, S.I.; Lazoryak, B.I.; Ma, P.C. Production of fibres from lunar soil: Feasibility, applicability and future perspectives. Adv. Fiber Mater. 2022, 4, 923–937. [Google Scholar] [CrossRef]
- Panda, B.; Paul, S.C.; Tan, M.J. Anisotropic mechanical performance of 3D printed fiber reinforced sustainable construction material. Mater. Lett. 2017, 209, 146–149. [Google Scholar] [CrossRef]
- Ma, G.; Zhang, J.; Wang, L.; Li, Z.; Sun, J. Mechanical characterization of 3D printed anisotropic cementitious material by the electromechanical transducer. Smart Mater. Struct. 2018, 27, 075036. [Google Scholar] [CrossRef]
- Shafighfard, T.; Cender, T.A.; Demir, E. Additive manufacturing of compliance optimized variable stiffness composites through short fiber alignment along curvilinear paths. Addit. Manuf. 2021, 37, 101728. [Google Scholar] [CrossRef]
- Liu, B.; Liu, X.; Li, G.; Geng, S.; Li, Z.; Weng, Y.; Qian, K. Study on anisotropy of 3D printing PVA fiber reinforced concrete using destructive and non-destructive testing methods. Case Stud. Constr. Mater. 2022, 17, e01519. [Google Scholar] [CrossRef]
- Dong, W.; Bao, C.; Lu, W.; Liu, R.; Ma, H.; Li, S.; Sun, K. Fabrication of a continuous carbon fiber-reinforced phenolic resin composites via in situ-curing 3D printing technology. Compos. Commun. 2023, 38, 101497. [Google Scholar] [CrossRef]
- Mohan, M.K.; Rahul, A.V.; Van Tittelboom, K.; De Schutter, G. Rheological and pumping behaviour of 3D printable cementitious materials with varying aggregate content. Cem. Concr. Res. 2021, 139, 106258. [Google Scholar] [CrossRef]
- Tran, M.V.; Cu, Y.T.; Le, C.V. Rheology and shrinkage of concrete using polypropylene fiber for 3D concrete printing. J. Build. Eng. 2021, 44, 103400. [Google Scholar] [CrossRef]
- Jiang, Q.; Liu, Q.; Wu, S.; Zheng, H.; Sun, W. Modification effect of nanosilica and polypropylene fiber for extrusion-based 3D printing concrete: Printability and mechanical anisotropy. Addit. Manuf. 2022, 56, 102944. [Google Scholar]
- Rubio, M.; Sonebi, M.; Amziane, S. 3D printing of fibre cement-based materials: Fresh and rheological performances. Acad. J. Civ. Eng. 2017, 35, 480–488. [Google Scholar]
- Van Der Putten, J.; Rahul, A.V.; De Schutter, G.; Van Tittelboom, K. Development of 3D printable cementitious composites with the incorporation of polypropylene fibers. Materials 2021, 14, 4474. [Google Scholar] [CrossRef] [PubMed]
- Arunothayan, A.R.; Nematollahi, B.; Ranade, R.; Bong, S.H.; Sanjayan, J. Development of 3D-printable ultra-high performance fiber-reinforced concrete for digital construction. Constr. Build. Mater. 2020, 257, 119546. [Google Scholar] [CrossRef]
- Shakor, P.; Nejadi, S.; Sutjipto, S.; Paul, G.; Gowripalan, N. Effects of deposition velocity in the presence/absence of E6-glass fibre on extrusion-based 3D printed mortar. Addit. Manuf. 2020, 32, 101069. [Google Scholar] [CrossRef]
- Weng, Y.; Lu, B.; Li, M.; Liu, Z.; Tan, M.J.; Qian, S. Empirical models to predict rheological properties of fiber reinforced cementitious composites for 3D printing. Constr. Build. Mater. 2018, 189, 676–685. [Google Scholar] [CrossRef]
- Madhkhan, M.; Katirai, R. Effect of pozzolanic materials on mechanical properties and aging of glass fiber reinforced concrete. Constr. Build. Mater. 2019, 225, 146–158. [Google Scholar] [CrossRef]
- Xue, G.; Yilmaz, E.; Song, W.; Cao, S. Analysis of internal structure behavior of fiber reinforced cement-tailings matrix composites through X-ray computed tomography. Compos. Part B Eng. 2019, 175, 107091. [Google Scholar] [CrossRef]
- Tibebu, A.; Mekonnen, E.; Kumar, L.; Chimdi, J.; Hailu, H.; Fikadu, N. Compression and workability behavior of chopped glass fiber reinforced concrete. Mater. Today Proc. 2022, 62, 5087–5094. [Google Scholar] [CrossRef]
- Jin, Y.; Zhou, X.; Chen, M.; Zhao, Z.; Huang, Y.; Zhao, P.; Lu, L. High toughness 3D printed white Portland cement-based materials with glass fiber textile. Mater. Lett. 2022, 309, 131381. [Google Scholar] [CrossRef]
- GB 175-2020; Common Portland Cement. General Administration of Quality Supervision, Inspection and Quarantine of the People’s Republic of China: Beijing, China, 2020. (In Chinese)
- Tay, Y.W.D.; Qian, Y.; Tan, M.J. Printability region for 3D concrete printing using slump and slump flow test. Compos. Part B Eng. 2019, 174, 106968. [Google Scholar] [CrossRef]
- GB/T 2419-2005; Test Method for Fluidity of Cement Mortar. General Administration of Quality Supervision Inspection and Quarantine of the People’s Republic of China: Beijing, China, 2005. (In Chinese)
- Chen, Y.; Li, Z.; Chaves Figueiredo, S.; Çopuroğlu, O.; Veer, F.; Schlangen, E. Limestone and calcined clay-based sustainable cementitious materials for 3D concrete printing: A fundamental study of extrudability and early-age strength development. Appl. Sci. 2019, 9, 1809. [Google Scholar] [CrossRef]
- Panda, B.; Unluer, C.; Tan, M.J. Investigation of the rheology and strength of geopolymer mixtures for extrusion-based 3D printing. Cem. Concr. Compos. 2018, 94, 307–314. [Google Scholar] [CrossRef]
- Le, T.T.; Austin, S.A.; Lim, S.; Buswell, R.A.; Gibb, A.G.F.; Thorpe, T. Mix design and fresh properties for high-performance printing concrete. Mater. Struct. 2012, 45, 1221–1232. [Google Scholar] [CrossRef]
- Kazemian, A.; Yuan, X.; Cochran, E.; Khoshnevis, B. Cementitious materials for construction-scale 3D printing: Laboratory testing of fresh printing mixture. Constr. Build. Mater. 2017, 145, 639–647. [Google Scholar] [CrossRef]
- Zhang, Y.; Zhang, Y.; Liu, G.; Yang, Y.; Wu, M.; Pang, B. Fresh properties of a novel 3D printing concrete ink. Constr. Build. Mater. 2018, 174, 263–271. [Google Scholar] [CrossRef]
- Wolfs, R.J.M.; Bos, F.P.; Salet, T.A.M. Early age mechanical behaviour of 3D printed concrete: Numerical modelling and experimental testing. Cem. Concr. Res. 2018, 106, 103–116. [Google Scholar] [CrossRef]
- GB/T 17671-1999; Method of Testing Cements—Determination of Strength. General Administration of Quality Supervision, Inspection and Quarantine of the People’s Republic of China: Beijing, China, 1999. (In Chinese)
- Mazloom, M.; Soltani, A.; Karamloo, M.; Hassanloo, A.; Ranjbar, A. Effects of silica fume, superplasticizer dosage and type of superplasticizer on the properties of normal and self-compacting concrete. Adv. Mater. Res. 2018, 7, 45. [Google Scholar]
- Zhang, K.; Pan, L.; Li, J.; Lin, C. What is the mechanism of the fiber effect on the rheological behavior of cement paste with polycarboxylate superplasticizer? Constr. Build. Mater. 2021, 281, 122542. [Google Scholar] [CrossRef]
- Luhar, S.; Suntharalingam, T.; Navaratnam, S.; Luhar, I.; Thamboo, J.; Poologanathan, K.; Gatheeshgar, P. Sustainable and renewable bio-based natural fibres and its application for 3D printed concrete: A review. Sustainability 2020, 12, 10485. [Google Scholar] [CrossRef]
- Ogura, H.; Nerella, V.N.; Mechtcherine, V. Developing and testing of strain-hardening cement-based composites (SHCC) in the context of 3D-printing. Materials 2018, 11, 1375. [Google Scholar] [CrossRef] [PubMed]
- Zhou, W.; Zhang, Y.; Ma, L.; Li, V.C. Influence of printing parameters on 3D printing engineered cementitious composites (3DP-ECC). Cem. Concr. Compos. 2022, 130, 104562. [Google Scholar] [CrossRef]
- Atiş, C.D.; Celik, O.N. Relation between abrasion resistance and flexural strength of high volume fly ash concrete. Mater. Struct. 2002, 35, 257–260. [Google Scholar] [CrossRef]
- Oad, M.; Buller, A.H.; Memon, B.A.; Memon, N.A.; Tunio, Z.A.; Memon, M.A. Effect of water-cement ratio on flexural strength of RC beams made with partial replacement of coarse aggregates with coarse aggregates from old concrete. Eng. Technol. Appl. Sci. Res. 2019, 9, 3826–3831. [Google Scholar] [CrossRef]
- Yoo, D.-Y.; Zi, G.; Kang, S.-T.; Yoon, Y.-S. Biaxial flexural behavior of ultra-high-performance fiber-reinforced concrete with different fiber lengths and placement methods. Cem. Concr. Compos. 2015, 63, 51–66. [Google Scholar] [CrossRef]
- Chidiac, S.E.; Panesar, D.K. Evolution of mechanical properties of concrete containing ground granulated blast furnace slag and effects on the scaling resistance test at 28 days. Cem. Concr. Compos. 2008, 30, 63–71. [Google Scholar] [CrossRef]
- Wang, Q.; Wang, D.; Zhuang, S. The soundness of steel slag with different free CaO and MgO contents. Constr. Build. Mater. 2017, 151, 138–146. [Google Scholar] [CrossRef]
- Li, L.G.; Ng, P.L.; Zeng, K.L.; Xie, H.Z.; Cheng, C.M.; Kwan, A.K.H. Experimental Study and Modelling of Fresh Behaviours of Basalt Fibre-Reinforced Mortar Based on Average Water Film Thickness and Fibre Factor. Materials 2023, 16, 2137. [Google Scholar] [CrossRef]
- Zheng, Y.; Zhou, Y.; Huang, X.; Luo, H. Effect of raw materials and proportion on mechanical properties of magnesium phosphate cement. J. Road Eng. 2022, 2, 243–251. [Google Scholar] [CrossRef]
- Li, L.G.; Zhuo, H.X.; Zhu, J.; Kwan, A.K.H. Packing density of mortar containing polypropylene, carbon or basalt fibres under dry and wet conditions. Powder Technol. 2019, 342, 433–440. [Google Scholar] [CrossRef]
- Chu, S.H.; Jiang, Y.; Kwan, A.K.H. Effect of rigid fibres on aggregate packing. Constr. Build. Mater. 2019, 224, 326–335. [Google Scholar] [CrossRef]
- Pham, L.; Tran, P.; Sanjayan, J. Steel fibres reinforced 3D printed concrete: Influence of fibre sizes on mechanical performance. Constr. Build. Mater. 2020, 250, 118785. [Google Scholar] [CrossRef]
- Nematollahi, B.; Vijay, P.; Sanjayan, J.; Nazari, A.; Xia, M.; Naidu Nerella, V.; Mechtcherine, V. Effect of polypropylene fibre addition on properties of geopolymers made by 3D printing for digital construction. Materials 2018, 11, 2352. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fiber Type | Tensile Strength (MPa) | Elastic Modulus (GPa) | Ultimate Elongation |
|---|---|---|---|
| Alkali-resistant glass fiber | 1700 | 72 | 3% |
| Mix No. | SP Dosage (%) | Flow Spread (mm) | EVC (%) | DSC (%) | BVC (%) |
|---|---|---|---|---|---|
| 0.00%–0.24 | 0.55 | 185 | 2.10 | 4.57 | 1.07 |
| 0.00%–0.28 | 0.30 | 196 | 2.35 | 6.67 | 1.28 |
| 0.00%–0.32 | 0.10 | 218 | 2.73 | 14.29 | 1.68 |
| 0.25%–0.24 | 0.60 | 196 | 1.98 | 3.87 | 0.95 |
| 0.25%–0.28 | 0.30 | 197 | 2.04 | 6.12 | 1.27 |
| 0.25%–0.32 | 0.10 | 207 | 2.53 | 12.88 | 1.58 |
| 0.50%–0.24 | 0.65 | 199 | 1.28 | 3.70 | 0.66 |
| 0.50%–0.28 | 0.40 | 191 | 1.86 | 5.23 | 0.66 |
| 0.50%–0.32 | 0.15 | 211 | 2.67 | 11.54 | 0.76 |
| 0.75%–0.24 | 0.80 | 200 | 1.07 | 3.32 | 0.73 |
| 0.75%–0.28 | 0.40 | 191 | 1.76 | 5.42 | 0.79 |
| 0.75%–0.32 | 0.20 | 219 | 2.36 | 13.33 | 1.11 |
| 1.00%–0.24 | 0.95 | 190 | 1.08 | 2.94 | 0.47 |
| 1.00%–0.28 | 0.45 | 196 | 1.51 | 4.13 | 0.45 |
| 1.00%–0.32 | 0.30 | 214 | 2.32 | 11.11 | 0.77 |
| Mix No. | Flexural Strength of Un-Printed Specimen (MPa) | Flexural Strength of Printed Specimen (MPa) | Change in Flexural Strength (%) |
|---|---|---|---|
| 0.00%–0.24 | 8.70 | 12.24 | +40.7 |
| 0.00%–0.28 | 8.07 | 10.85 | +34.4 |
| 0.00%–0.32 | 7.90 | 10.70 | +35.4 |
| 0.25%–0.24 | 9.33 | 15.90 | +70.4 |
| 0.25%–0.28 | 8.70 | 14.86 | +70.8 |
| 0.25%–0.32 | 8.10 | 12.89 | +59.1 |
| 0.50%–0.24 | 9.20 | 16.55 | +79.9 |
| 0.50%–0.28 | 8.83 | 15.50 | +75.5 |
| 0.50%–0.32 | 8.00 | 13.00 | +62.5 |
| 0.75%–0.24 | 9.57 | 18.26 | +90.8 |
| 0.75%–0.28 | 9.20 | 15.81 | +71.8 |
| 0.75%–0.32 | 8.10 | 13.79 | +70.2 |
| 1.00%–0.24 | 10.77 | 20.90 | +94.1 |
| 1.00%–0.28 | 10.00 | 19.76 | +97.6 |
| 1.00%–0.32 | 8.37 | 16.10 | +92.4 |
| Mix No. | Compressive Strength of Un-Printed Specimen (MPa) | Compressive Strength of Printed Specimen (MPa) | Change in Compressive Strength (%) |
|---|---|---|---|
| 0.00%–0.24 | 83.47 | 58.67 | −29.7 |
| 0.00%–0.28 | 75.28 | 47.07 | −37.5 |
| 0.00%–0.32 | 66.13 | 44.89 | −32.1 |
| 0.25%–0.24 | 78.80 | 56.14 | −28.8 |
| 0.25%–0.28 | 74.53 | 46.67 | −37.4 |
| 0.25%–0.32 | 65.17 | 42.69 | −34.5 |
| 0.50%–0.24 | 74.78 | 53.15 | −28.9 |
| 0.50%–0.28 | 72.28 | 44.75 | −38.1 |
| 0.50%–0.32 | 66.00 | 36.12 | −45.3 |
| 0.75%–0.24 | 74.70 | 41.22 | −44.8 |
| 0.75%–0.28 | 66.72 | 40.43 | −39.4 |
| 0.75%–0.32 | 63.37 | 34.03 | −46.3 |
| 1.00%–0.24 | 72.50 | 38.28 | −47.2 |
| 1.00%–0.28 | 61.90 | 33.50 | −45.9 |
| 1.00%–0.32 | 58.20 | 32.23 | −44.6 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, L.G.; Xiao, B.-F.; Cheng, C.-M.; Xie, H.-Z.; Kwan, A.K.H. Adding Glass Fibers to 3D Printable Mortar: Effects on Printability and Material Anisotropy. Buildings 2023, 13, 2295. https://doi.org/10.3390/buildings13092295
Li LG, Xiao B-F, Cheng C-M, Xie H-Z, Kwan AKH. Adding Glass Fibers to 3D Printable Mortar: Effects on Printability and Material Anisotropy. Buildings. 2023; 13(9):2295. https://doi.org/10.3390/buildings13092295
Chicago/Turabian StyleLi, Leo Gu, Bo-Feng Xiao, Cong-Mi Cheng, Hui-Zhu Xie, and Albert Kwok Hung Kwan. 2023. "Adding Glass Fibers to 3D Printable Mortar: Effects on Printability and Material Anisotropy" Buildings 13, no. 9: 2295. https://doi.org/10.3390/buildings13092295
APA StyleLi, L. G., Xiao, B.-F., Cheng, C.-M., Xie, H.-Z., & Kwan, A. K. H. (2023). Adding Glass Fibers to 3D Printable Mortar: Effects on Printability and Material Anisotropy. Buildings, 13(9), 2295. https://doi.org/10.3390/buildings13092295