
Utilization of Different Forms of Demolished Clay Brick and Granite Wastes for Better Performance in Cement Composites



Abstract
1. Introduction
2. Materials and Methods
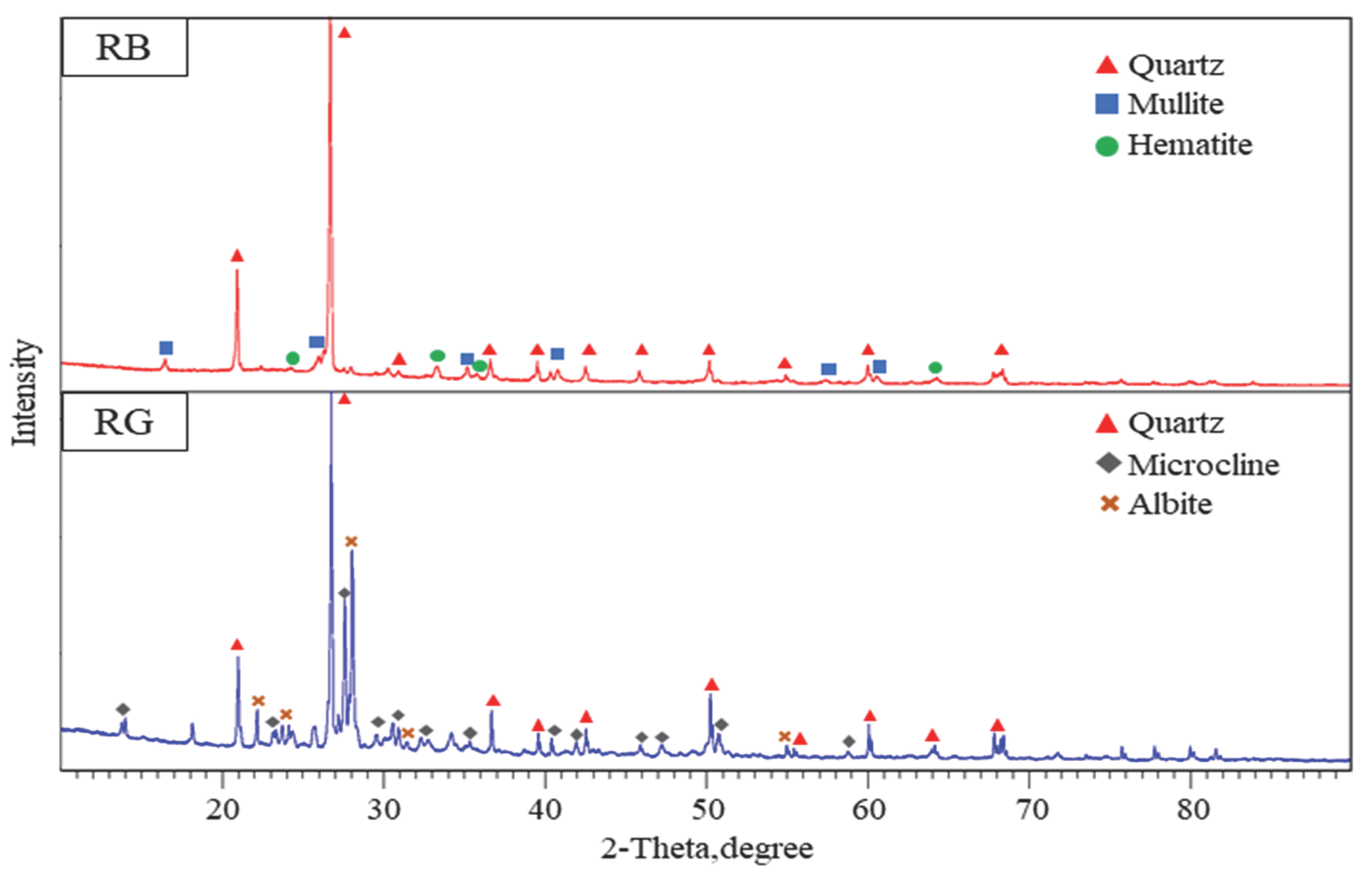
2.1. Materials
2.2. Mix Proportion and Specimen Preparation
2.3. Test Methods
3. Results and Discussion
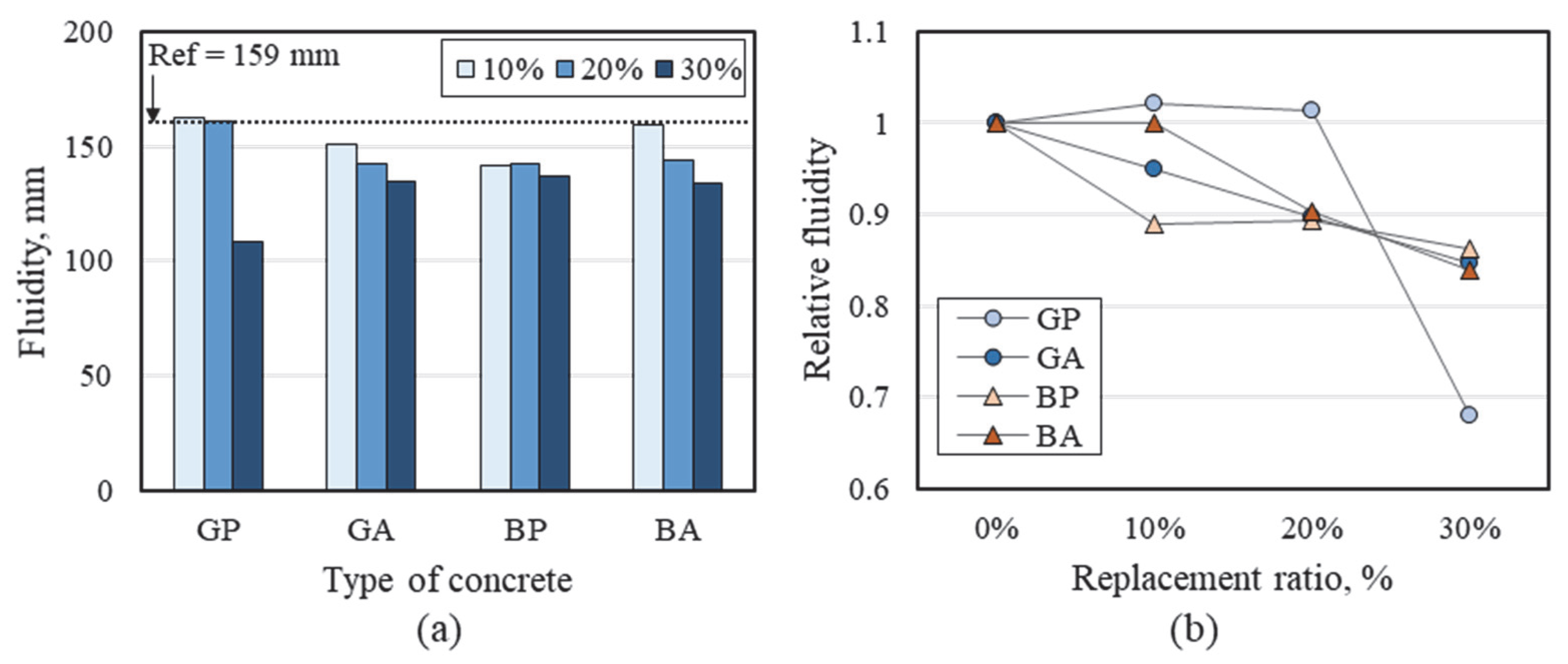
3.1. Flow
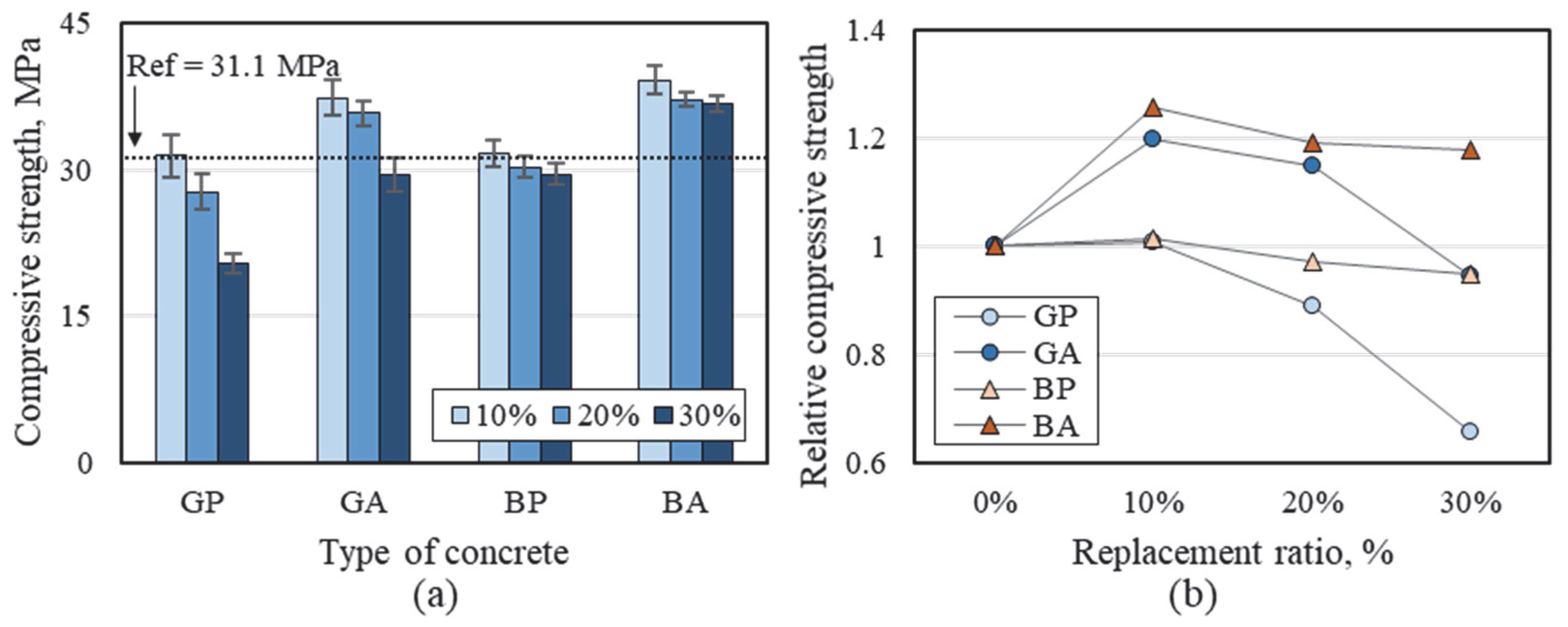
3.2. Compressive Strength
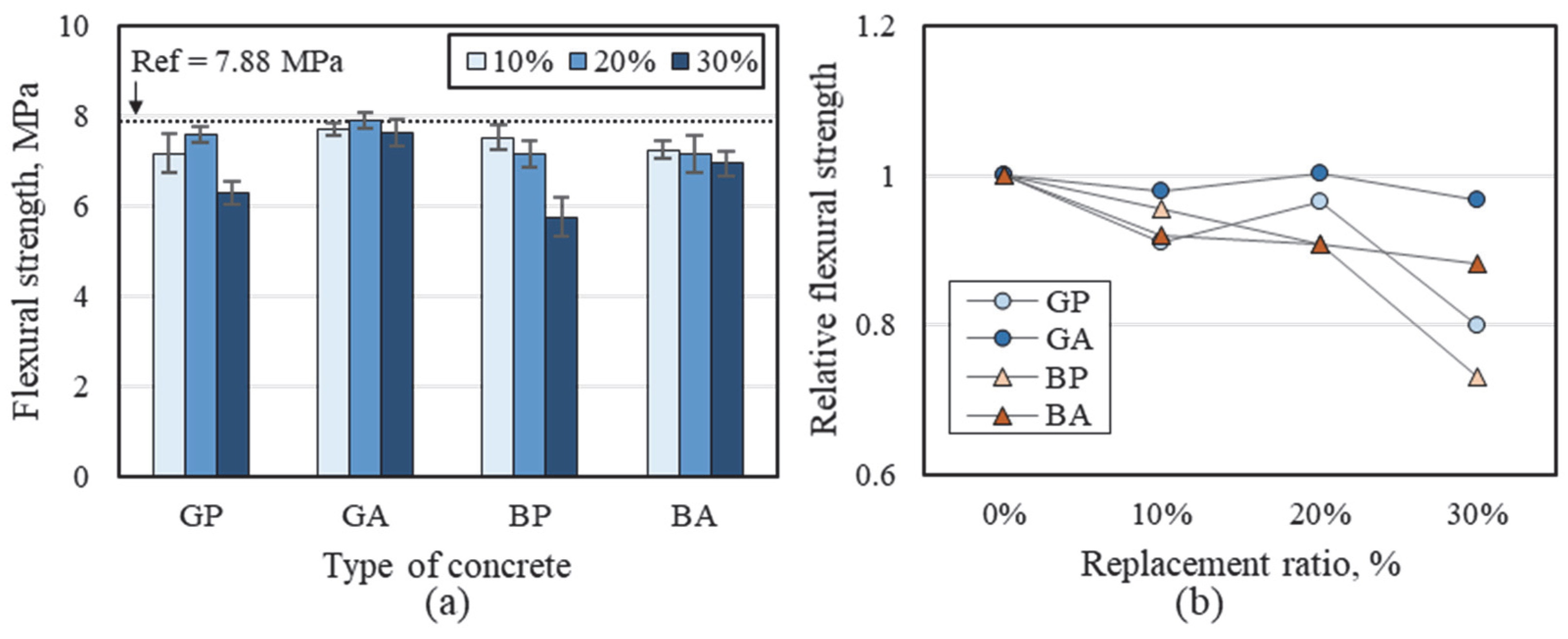
3.3. Flexural Strength
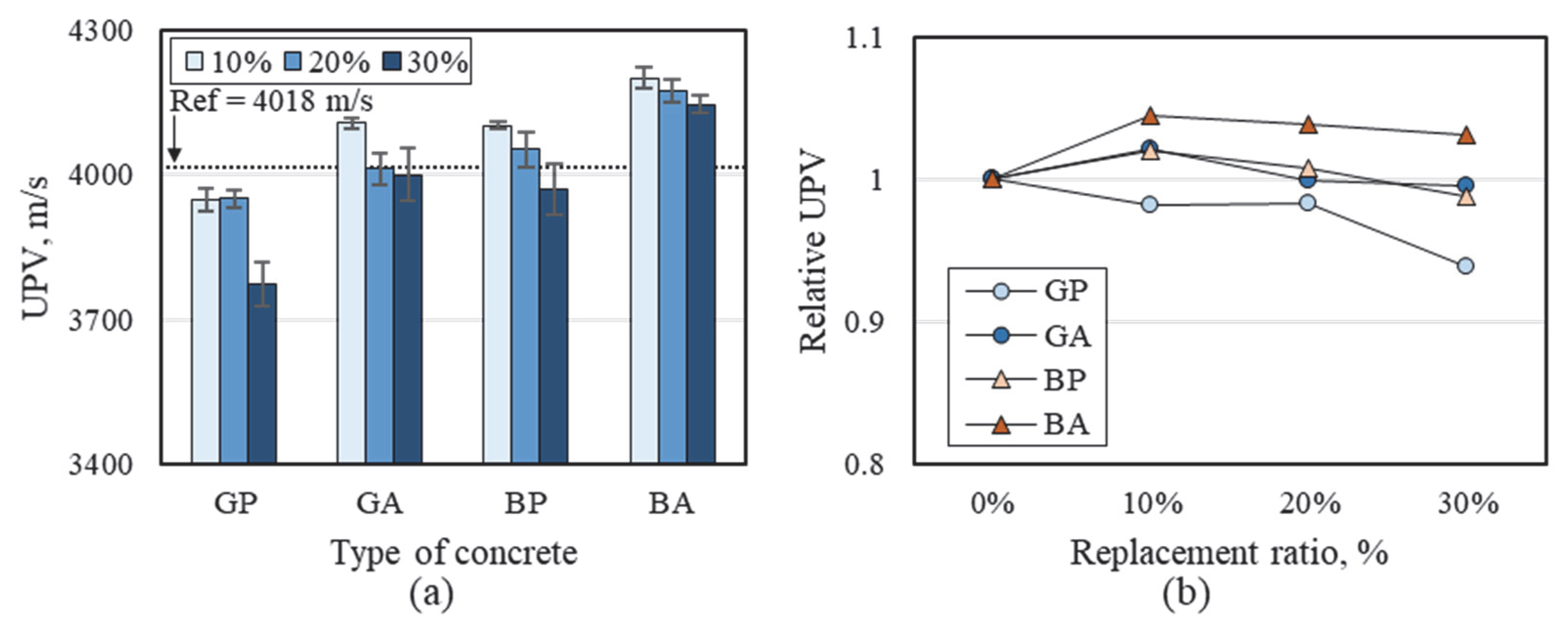
3.4. Ultrasonic Pulse Velocity
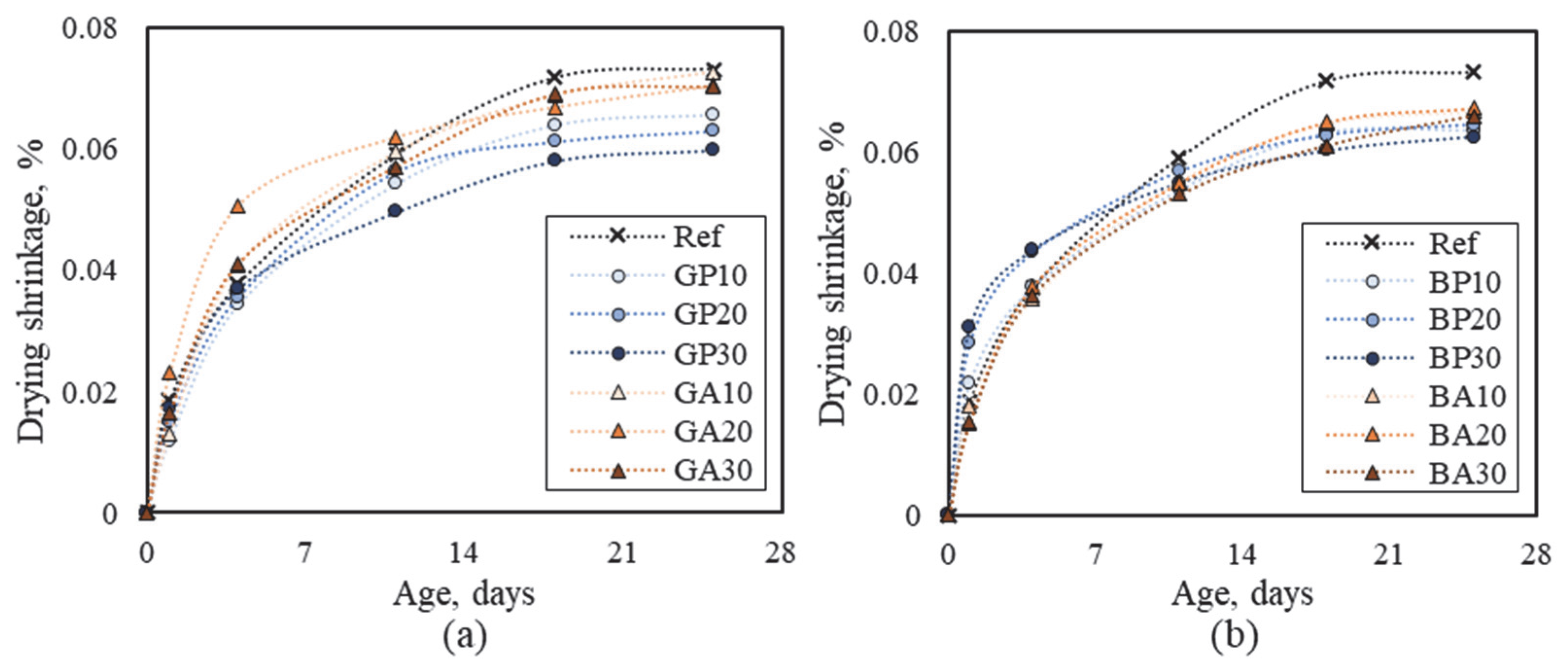
3.5. Drying Shrinkage
4. Conclusions
- The effect of the application of RG and RB on cement mortar depends on the material forms in which the wastes are processed. With optimal forms and mix proportions, even better properties of cementitious mixtures can be achieved with recycled materials than with standard ingredients.
- At replacement ratios of 10% and 20%, it is favorable for RG to be recycled as a cement replacement, while RB needs to be recycled as a replacement for sand to obtain a more workable mixture.
- In terms of strength development, RG and RB are advantageous for recycling as alternatives to sand. At the same replacement ratio, the compressive strength of GA was 19% to 45% higher than that of GP, and BA showed approximately 23% higher compressive strength than BP.
- The flexural strength of mortars containing RB decreased with the increase in replacement ratios, whereas that of mortars containing RG was highest at 20% replacement (i.e., GA20 and GP20). Moreover, the replacement of natural sand by GA within 30% resulted in only a 3% loss of flexural strength compared to the reference mortar.
- The UPV values showed an appropriate correlation with the compressive strength (R2 = 0.87), indicating that the UPV technique could be utilized to estimate the compressive strength of mortar containing RB and RG.
- Both forms of RG and RB contributed to a reduction in shrinkage and an improvement in the quality of mortars, with more favorable results in the powder form. Recycled powder contributed to drying shrinkage mitigation by reducing the cement content in cement composites. The lowest shrinkage was observed in GP30 and BP30, where 30% of the cement was replaced by RG and RB.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- UNEP-GEAS. Greening Cement Production Has a Big Role to Play in Reducing Greenhouse Gas Emissions; UNEP-GEAS: Nairobi, Kenya, 2010. [Google Scholar]
- Pascal, P. Sand, Rarer than One Thinks. Environ. Dev. 2014, 11, 208–218. [Google Scholar] [CrossRef]
- UNEP. Sand and Sustainability: 10 Strategic Recommendations to Avert a Crisis; UNEP: Geneva, Switzerland, 2022. [Google Scholar]
- Kim, J. Construction and Demolition Waste Management in Korea: Recycled Aggregate and Its Application. Clean Technol. Environ. Policy 2021, 23, 2223–2234. [Google Scholar] [CrossRef]
- Islam, R.; Nazifa, T.H.; Yuniarto, A.; Shanawaz Uddin, A.S.M.; Salmiati, S.; Shahid, S. An Empirical Study of Construction and Demolition Waste Generation and Implication of Recycling. Waste Manag. 2019, 95, 10–21. [Google Scholar] [CrossRef]
- Wu, H.; Duan, H.; Zheng, L.; Wang, J.; Niu, Y.; Zhang, G. Demolition Waste Generation and Recycling Potentials in a Rapidly Developing Flagship Megacity of South China: Prospective Scenarios and Implications. Constr. Build. Mater. 2016, 113, 1007–1016. [Google Scholar] [CrossRef]
- Zhao, W.; Leeftink, R.B.; Rotter, V.S. Evaluation of the Economic Feasibility for the Recycling of Construction and Demolition Waste in China—The Case of Chongqing. Resour. Conserv. Recycl. 2010, 54, 377–389. [Google Scholar] [CrossRef]
- Ding, T.; Xiao, J. Estimation of Building-Related Construction and Demolition Waste in Shanghai. Waste Manag. 2014, 34, 2327–2334. [Google Scholar] [CrossRef]
- Singh, S.; Khan, S.; Khandelwal, R.; Chugh, A.; Nagar, R. Performance of Sustainable Concrete Containing Granite Cutting Waste. J. Clean. Prod. 2016, 119, 86–98. [Google Scholar] [CrossRef]
- Bektas, F.; Wang, K.; Ceylan, H. Effects of Crushed Clay Brick Aggregate on Mortar Durability. Constr. Build. Mater. 2009, 23, 1909–1914. [Google Scholar] [CrossRef]
- He, Z.; Shen, A.; Wu, H.; Wang, W.; Wang, L.; Yao, C.; Wu, J. Research Progress on Recycled Clay Brick Waste as an Alternative to Cement for Sustainable Construction Materials. Constr. Build. Mater. 2021, 274, 122113. [Google Scholar] [CrossRef]
- Jain, A.; Gupta, R.; Chaudhary, S. Performance of Self-Compacting Concrete Comprising Granite Cutting Waste as Fine Aggregate. Constr. Build. Mater. 2019, 221, 539–552. [Google Scholar] [CrossRef]
- Asadi Shamsabadi, E.; Ghalehnovi, M.; de Brito, J.; Khodabakhshian, A. Performance of Concrete with Waste Granite Powder: The Effect of Superplasticizers. Appl. Sci. 2018, 8, 1808. [Google Scholar] [CrossRef]
- Taji, I.; Ghorbani, S.; de Brito, J.; Tam, V.W.Y.; Sharifi, S.; Davoodi, A.; Tavakkolizadeh, M. Application of Statistical Analysis to Evaluate the Corrosion Resistance of Steel Rebars Embedded in Concrete with Marble and Granite Waste Dust. J. Clean. Prod. 2019, 210, 837–846. [Google Scholar] [CrossRef]
- Kim, J.; Grabiec, A.M.; Ubysz, A. An Experimental Study on Structural Concrete Containing Recycled Aggregates and Powder from Construction and Demolition Waste. Materials 2022, 15, 2458. [Google Scholar] [CrossRef]
- Kim, J.; Kim, N. Recycling Waste Paver Blocks in the Manufacture of New Concrete Paver Blocks and Building Bricks. Appl. Sci. 2022, 12, 10970. [Google Scholar] [CrossRef]
- ASTM C618; Standard Specification for Coal Fly Ash and Raw or Calcined Natural Pozzolan for Use in Concrete. ASTM International: West Conshohocken, PA, USA, 2022.
- ASTM C109; Standard Test Method for Compressive Strength of Hydraulic Cement Mortars. ASTM International: West Conshohocken, PA, USA, 2021.
- ASTM C305; Standard Practice for Mechanical Mixing of Hydraulic Cement Pastes and Mortars of Plastic Consistency. ASTM International: West Conshohocken, PA, USA, 2020.
- ASTM C1437; Standard Test Method for Flow of Hydraulic Cement Mortar. ASTM International: West Conshohocken, PA, USA, 2020.
- ASTM C348; Standard Test Method for Flexural Strength of Hydraulic-Cement Mortars. ASTM International: West Conshohocken, PA, USA, 2021.
- ASTM C596; Standard Test Method for Drying Shrinkage of Mortar Containing Hydraulic Cement. ASTM International: West Conshohocken, PA, USA, 2018.
- de Azevedo, A.R.G.; Marvila, M.T.; da Silva Barroso, L.; Zanelato, E.B.; Alexandre, J.; de Castro Xavier, G.; Monteiro, S.N. Effect of Granite Residue Incorporation on the Behavior of Mortars. Materials 2019, 12, 1449. [Google Scholar] [CrossRef]
- Schackow, A.; Stringari, D.; Senff, L.; Correia, S.L.; Segadães, A.M. Influence of Fired Clay Brick Waste Additions on the Durability of Mortars. Cem. Concr. Compos. 2015, 62, 82–89. [Google Scholar] [CrossRef]
- Singh, S.; Nagar, R.; Agrawal, V. A Review on Properties of Sustainable Concrete Using Granite Dust as Replacement for River Sand. J. Clean. Prod. 2016, 126, 74–87. [Google Scholar] [CrossRef]
- Gupta, L.K.; Vyas, A.K. Impact on Mechanical Properties of Cement Sand Mortar Containing Waste Granite Powder. Constr. Build. Mater. 2018, 191, 155–164. [Google Scholar] [CrossRef]
- Dong, L.; Zhang, Y.; Ma, J. Micro-Crack Mechanism in the Fracture Evolution of Saturated Granite and Enlightenment to the Precursors of Instability. Sensors 2020, 20, 4595. [Google Scholar] [CrossRef]
- Chen, F.; Wu, K.; Ren, L.; Xu, J.; Zheng, H. Internal Curing Effect and Compressive Strength Calculation of Recycled Clay Brick Aggregate Concrete. Materials 2019, 12, 1815. [Google Scholar] [CrossRef]
- Sicakova, A.; Figmigova, E. Two Variants of Internal Curing of RBA-Based Concrete and Their Influence on the Properties of Concrete. Rev. Rom. Mater. 2021, 51, 221–227. [Google Scholar]
- Bacarji, E.; Toledo Filho, R.D.; Koenders, E.A.B.; Figueiredo, E.P.; Lopes, J.L.M.P. Sustainability Perspective of Marble and Granite Residues as Concrete Fillers. Constr. Build. Mater. 2013, 45, 1–10. [Google Scholar] [CrossRef]
- Wong, C.L.; Mo, K.H.; Yap, S.P.; Alengaram, U.J.; Ling, T.C. Potential Use of Brick Waste as Alternate Concrete-Making Materials: A Review. J. Clean. Prod. 2018, 195, 226–239. [Google Scholar] [CrossRef]
- Zhao, Y.; Gao, J.; Xu, Z.; Li, S.; Luo, X.; Chen, G. Long-Term Hydration and Microstructure Evolution of Blended Cement Containing Ground Granulated Blast Furnace Slag and Waste Clay Brick. Cem. Concr. Compos. 2021, 118, 103982. [Google Scholar] [CrossRef]
- SK EN 998-1:2019; Specification for Mortar for Masonry—Part 1: Rendering and Plastering Mortar. The Office for Standardisation, Metrology and Testing of the Slovak Republic: Bratislava, Slovakia, 2019.
- SK EN 13813:2009; Screed Material and Floor Screeds—Screed Material—Properties and Requirements. The Office for Standardisation, Metrology and Testing of the Slovak Republic: Bratislava, Slovakia, 2009.
- SK EN 998-2:2019; Specification for Mortar for Masonry—Part 2: Masonry Mortar. The Office for Standardisation, Metrology and Testing of the Slovak Republic: Bratislava, Slovakia, 2019.
- Donza, H.; Cabrera, O.; Irassar, E. High-Strength Concrete with Different Fine Aggregate. Cem. Concr. Res. 2002, 32, 1755–1761. [Google Scholar] [CrossRef]
- Hong, G.; Oh, S.; Choi, S.; Chin, W.-J.; Kim, Y.-J.; Song, C. Correlation between the Compressive Strength and Ultrasonic Pulse Velocity of Cement Mortars Blended with Silica Fume: An Analysis of Microstructure and Hydration Kinetics. Materials 2021, 14, 2476. [Google Scholar] [CrossRef]
- Estévez, E.; Martín, D.A.; Argiz, C.; Sanjuán, M.Á. Ultrasonic Pulse Velocity—Compressive Strength Relationship for Portland Cement Mortars Cured at Different Conditions. Crystals 2020, 10, 133. [Google Scholar] [CrossRef]
- Cachim, P.B. Mechanical Properties of Brick Aggregate Concrete. Constr. Build. Mater. 2009, 23, 1292–1297. [Google Scholar] [CrossRef]
- Chakradhara Rao, M. Influence of Brick Dust, Stone Dust, and Recycled Fine Aggregate on Properties of Natural and Recycled Aggregate Concrete. Struct. Concr. 2021, 22, E105–E120. [Google Scholar] [CrossRef]
- Vardhan, K.; Siddique, R.; Goyal, S. Influence of Marble Waste as Partial Replacement of Fine Aggregates on Strength and Drying Shrinkage of Concrete. Constr. Build. Mater. 2019, 228, 116730. [Google Scholar] [CrossRef]
- Khyaliya, R.K.; Kabeer, K.I.S.A.; Vyas, A.K. Evaluation of Strength and Durability of Lean Mortar Mixes Containing Marble Waste. Constr. Build. Mater. 2017, 147, 598–607. [Google Scholar] [CrossRef]
- Hu, L.; Hao, J.; Wang, L. Laboratory Evaluation of Cement Treated Aggregate Containing Crushed Clay Brick. J. Traffic Transp. Eng. 2014, 1, 371–382. [Google Scholar] [CrossRef]
- Dang, J.; Zhao, J.; Pang, S.D.; Zhao, S. Durability and Microstructural Properties of Concrete with Recycled Brick as Fine Aggregates. Constr. Build. Mater. 2020, 262, 120032. [Google Scholar] [CrossRef]
- Abdalhmid, J.M.; Ashour, A.F.; Sheehan, T. Long-Term Drying Shrinkage of Self-Compacting Concrete: Experimental and Analytical Investigations. Constr. Build. Mater. 2019, 202, 825–837. [Google Scholar] [CrossRef]
- Wu, H.; Xiao, J.; Liang, C.; Ma, Z. Properties of Cementitious Materials with Recycled Aggregate and Powder Both from Clay Brick Waste. Buildings 2021, 11, 119. [Google Scholar] [CrossRef]
- Ge, Z.; Feng, Y.; Yuan, H.; Zhang, H.; Sun, R.; Wang, Z. Durability and Shrinkage Performance of Self-Compacting Concrete Containing Recycled Fine Clay Brick Aggregate. Constr. Build. Mater. 2021, 308, 125041. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Specific Gravity | 28 d Compressive Strength, MPa | Setting Time, min | Loss of Ignition, % | |
|---|---|---|---|---|
| Initial | final | |||
| 3.15 | 51.8 | 220 | 305 | 2.2 |
| BA | GA | |
|---|---|---|
| Water absorption, % | 7.70 | 0.58 |
| Specific gravity | 2.26 | 2.62 |
| SiO2 | Al2O3 | Fe2O3 | K2O | CaO | TiO2 | MgO | ZrO2 | SO3 | |
|---|---|---|---|---|---|---|---|---|---|
| OPC | 13.11 | 2.84 | 4.62 | 1.48 | 73.39 | 0.28 | 1.05 | - | 2.82 |
| BP | 64.22 | 18.98 | 7.57 | 5.10 | 1.75 | 1.21 | 0.77 | 0.12 | 0.11 |
| GP | 52.48 | 10.62 | 3.03 | 5.54 | 26.17 | 0.31 | 0.37 | 0.07 | 1.12 |
| No. | ID | Water | Cement | BP | GP | Sand | BA | GA |
|---|---|---|---|---|---|---|---|---|
| 1 | Reference | 0.485 | 1 | 0 | 0 | 2.75 | 0 | 0 |
| 2 | BP10 | 0.485 | 0.9 | 0.1 | 0 | 2.75 | 0 | 0 |
| 3 | BP20 | 0.485 | 0.8 | 0.2 | 0 | 2.75 | 0 | 0 |
| 4 | BP30 | 0.485 | 0.7 | 0.3 | 0 | 2.75 | 0 | 0 |
| 5 | BA10 | 0.485 | 1 | 0 | 0 | 2.475 | 0.275 | 0 |
| 6 | BA20 | 0.485 | 1 | 0 | 0 | 2.2 | 0.55 | 0 |
| 7 | BA30 | 0.485 | 1 | 0 | 0 | 1.925 | 0.825 | 0 |
| 8 | GP10 | 0.485 | 0.9 | 0 | 0.1 | 2.75 | 0 | 0 |
| 9 | GP20 | 0.485 | 0.8 | 0 | 0.2 | 2.75 | 0 | 0 |
| 10 | GP30 | 0.485 | 0.7 | 0 | 0.3 | 2.75 | 0 | 0 |
| 11 | GA10 | 0.485 | 1 | 0 | 0 | 2.475 | 0 | 0.275 |
| 12 | GA20 | 0.485 | 1 | 0 | 0 | 2.2 | 0 | 0.55 |
| 13 | GA30 | 0.485 | 1 | 0 | 0 | 1.925 | 0 | 0.825 |
| Application | Grade Group | Mix | Remarks |
|---|---|---|---|
| EN 998-1 [33] | CS IV (≥6 MPa) upper level of the classification ranking, meets more demanding strength criteria | All mortars in this study | Mortars for rendering and plastering of construction elements, such as walls, ceilings, columns and internal partition walls |
| EN 998-2 [35] | M20 (≥20 MPa) upper level of the classification ranking, meets more demanding strength criteria | All mortars in this study | Masonry mortars for brick work (base, bonding and grouting), for bricklaying of walls, columns and internal partition walls, load-bearing and non-load-bearing structures |
| EN 13813 [34] | C20 (≥20 MPa) | GP30 | Levelling of the substrate in the interior, a base layer under the final surface treatment (PVC, carpets, floating floors and wooden floors) for: floors with light load |
| C25 (≥25 MPa) | GP20 GA30 BP30 | floors with medium load | |
| C30 (≥30 MPa) | Reference GP10 BP10 BP20 | ||
| C35 (≥35 MPa) | GA10 GA20 BA10 BA20 BA30 | floors with high load |
| Application | Grade Group | Mix | Remarks |
|---|---|---|---|
| EN 13813 [34] | F5 (≥5 MPa) | BP30 | Levelling of the substrate in the interior, a base layer under the final surface treatment (PVC, carpets, floating floors and wooden floors) for light levels of loading |
| F6 (≥6 MPa) | GP30 BA30 | ||
| F7 (≥7 MPa) | Reference GP10 GP20 GA10 GA20 GA30 BP10 BP20 BA10 BA20 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kim, J.; Lee, D.; Sičáková, A.; Kim, N. Utilization of Different Forms of Demolished Clay Brick and Granite Wastes for Better Performance in Cement Composites. Buildings 2023, 13, 165. https://doi.org/10.3390/buildings13010165
Kim J, Lee D, Sičáková A, Kim N. Utilization of Different Forms of Demolished Clay Brick and Granite Wastes for Better Performance in Cement Composites. Buildings. 2023; 13(1):165. https://doi.org/10.3390/buildings13010165
Chicago/Turabian StyleKim, Jeonghyun, Donwoo Lee, Alena Sičáková, and Namho Kim. 2023. "Utilization of Different Forms of Demolished Clay Brick and Granite Wastes for Better Performance in Cement Composites" Buildings 13, no. 1: 165. https://doi.org/10.3390/buildings13010165
APA StyleKim, J., Lee, D., Sičáková, A., & Kim, N. (2023). Utilization of Different Forms of Demolished Clay Brick and Granite Wastes for Better Performance in Cement Composites. Buildings, 13(1), 165. https://doi.org/10.3390/buildings13010165