
Janka Hardness Evaluation of Plantation-Grown Eucalyptus nitens for Engineered Flooring Applications

 ,
,  ,
,  ,
,  and
and 
Abstract
1. Introduction
2. Materials and Methods
2.1. Solid Timber Specimens
2.2. Timber Flooring Specimens
2.3. Janka Hardness Testing
3. Results
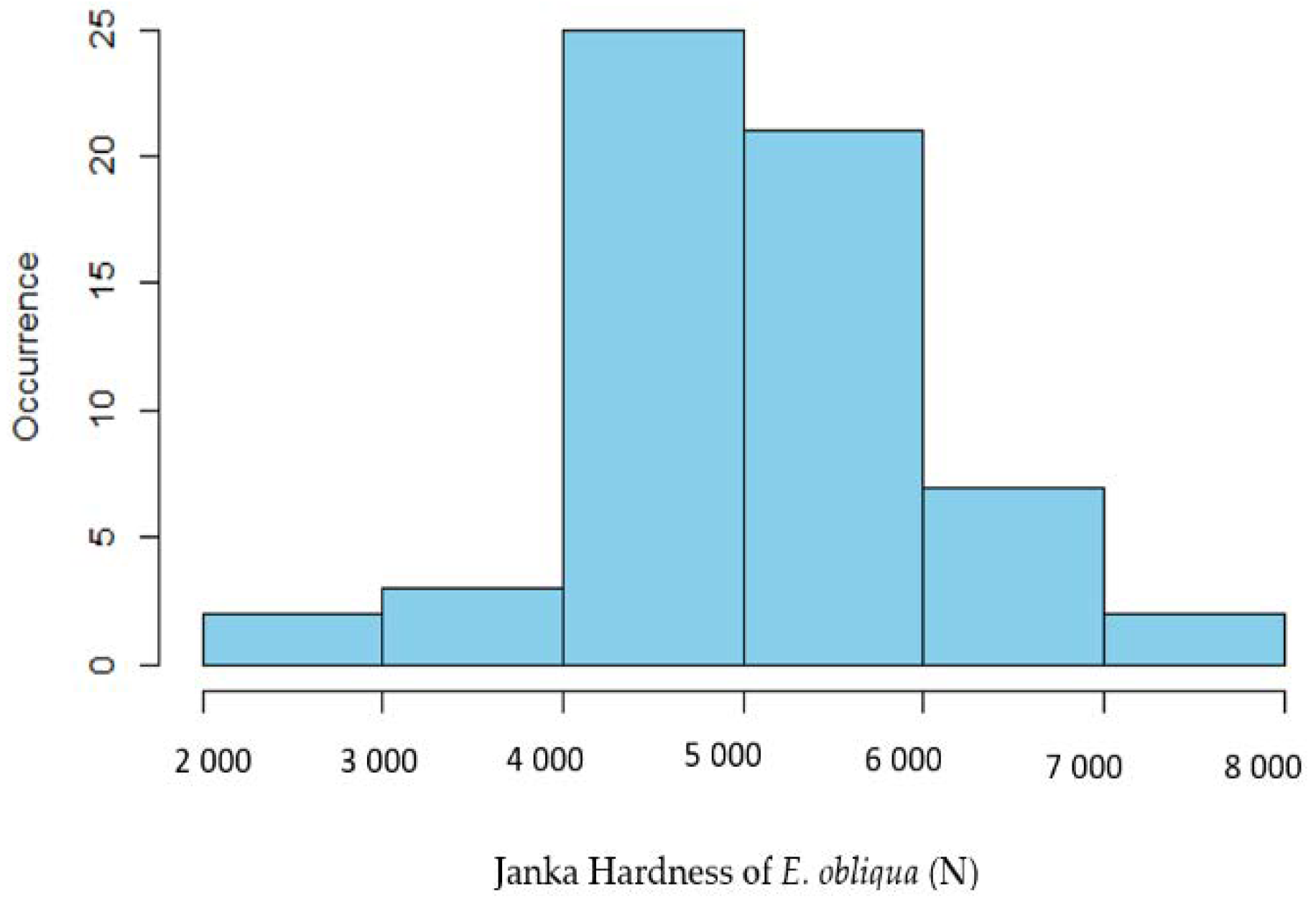
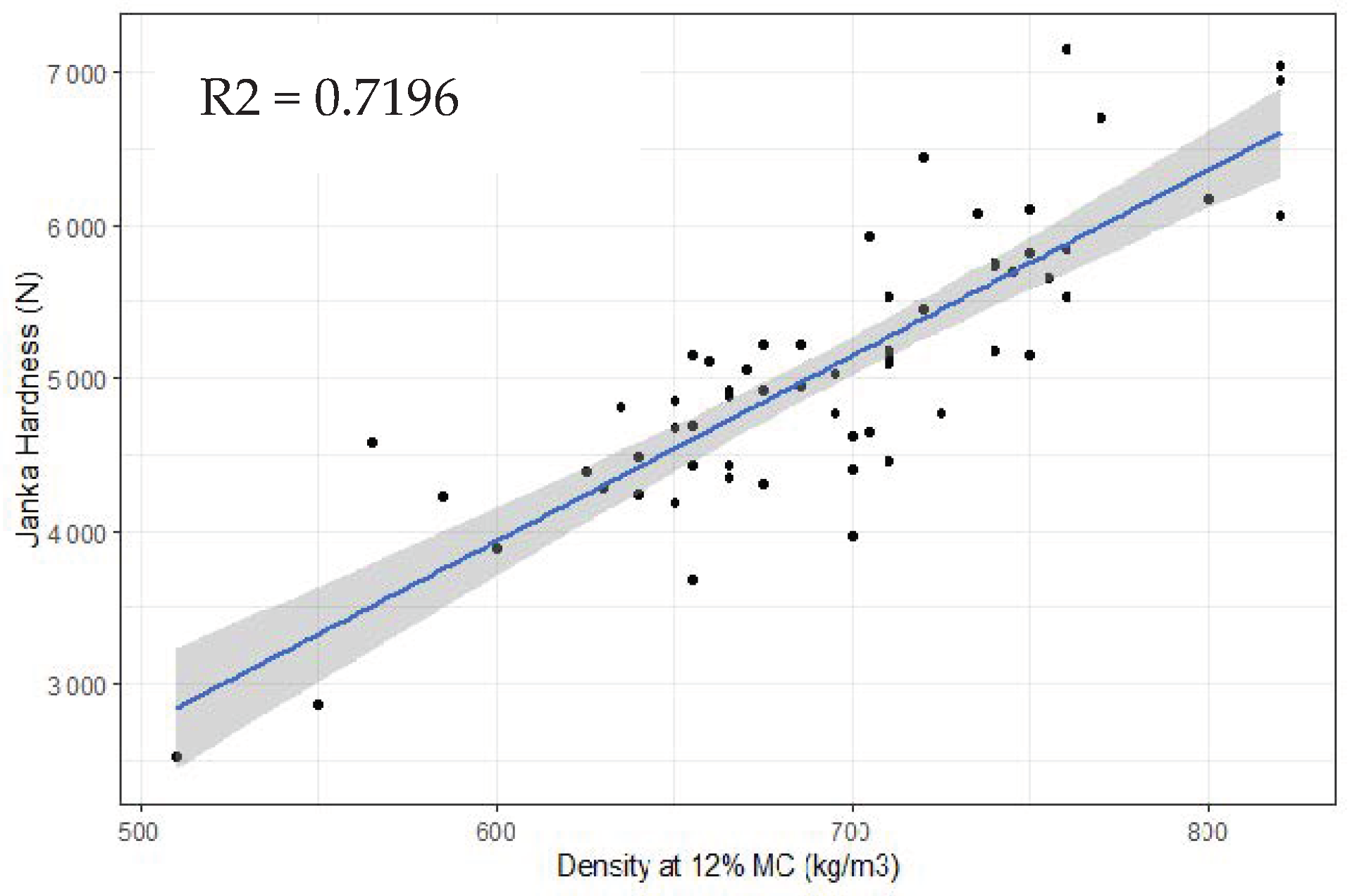
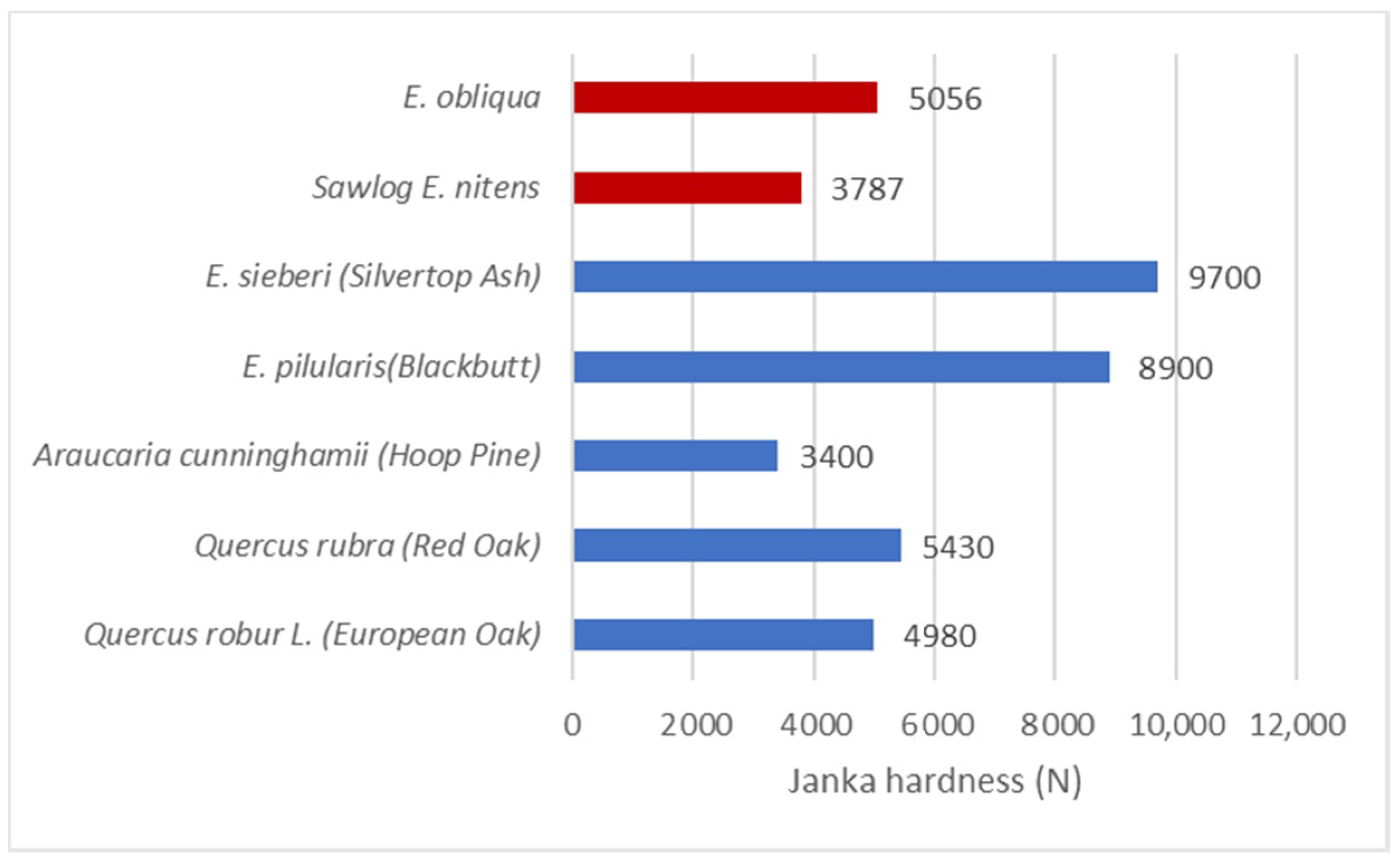
3.1. Janka Hardness of Standard Size Clear Small Specimens of Sawlog E. nitens and Regrowth Forest E. obliqua
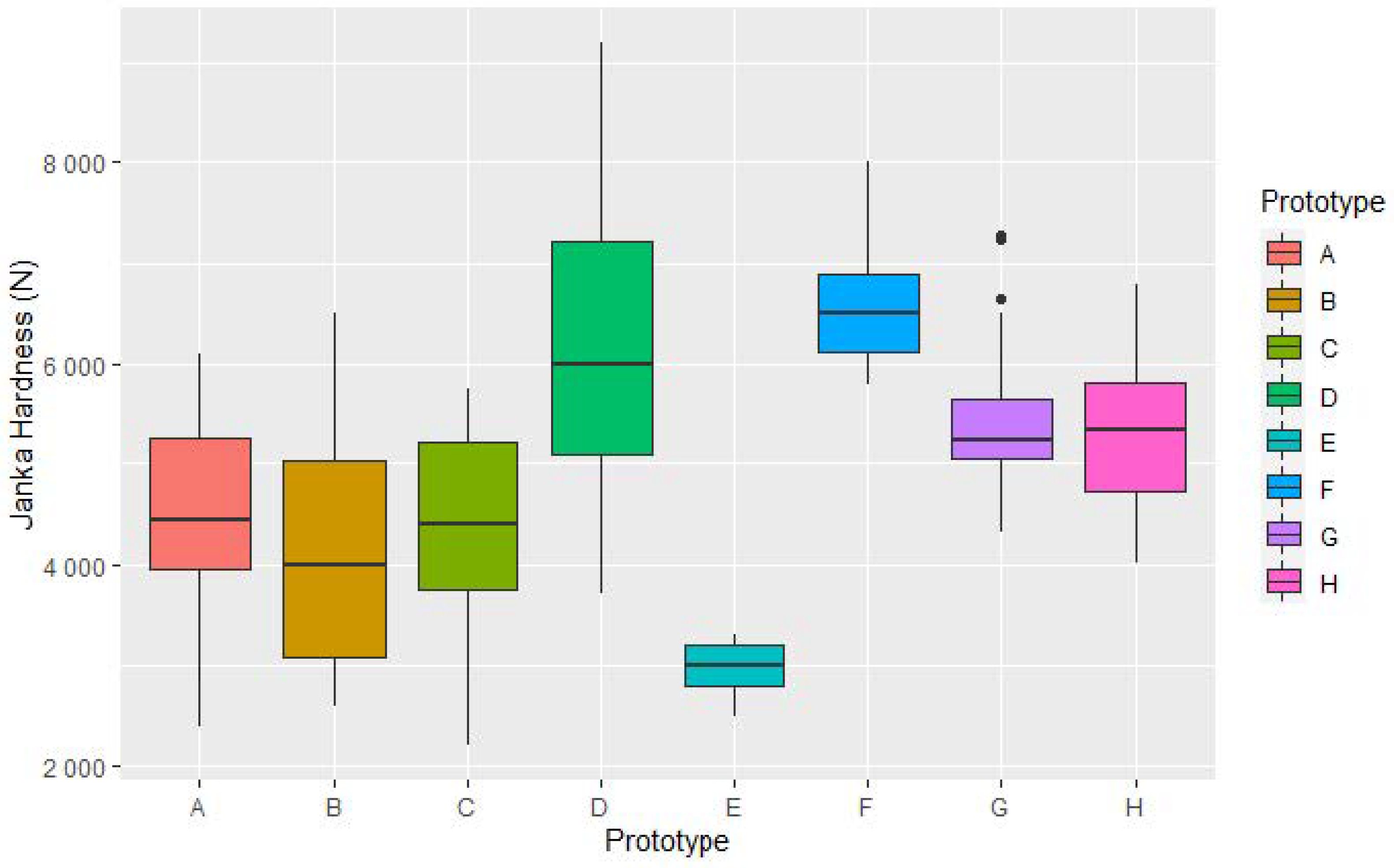
3.2. Janka Hardness Response on Flooring Prototypes
4. Discussion
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Costa, A.C.S.; Oliveira, A.C.; Pereira, B.L.; Silva, J.R.; Oliveira, M.B.; Xavier, C.N. Quality of Tropical Hardwood Floors. Rev. Árvore 2021, 45, e4503. [Google Scholar] [CrossRef]
- Grześkiewicz, M.; Kozakiewicz, P.; Borysiuk, P.; Romanovski, V.; Cichy, A. Influence of top layer density and thickness on hardness of two-layer floor elements. Drew. Pr. Nauk. Doniesienia Komun. 2020, 62, 69–80. [Google Scholar]
- Sepliarsky, F.; Acuña, L.; Balmori, J.A.; Martínez, R.D.; Spavento, E.; Keil, G.; Casado, M.; Martín-Ramos, P. Modeling of Falling Ball Impact Test Response on Solid, Veneer, and Traditional Engineered Wood Floorings of Several Hardwoods. Forests 2022, 13, 167. [Google Scholar] [CrossRef]
- Németh, R.; Molnárné Posch, P.; Molnár, S.; Bak, M. Performance evaluation of strip parquet flooring panels after long-term, in-service exposure. Drewno 2014, 57, 119–134. [Google Scholar]
- Acuña, L.; Sepliarsky, F.; Spavento, E.; Martínez, R.D.; Balmori, J.A. Modelling of impact falling ball test response on solid and engineered wood flooring of two Eucalyptus species. Forests 2020, 11, 933. [Google Scholar] [CrossRef]
- Castro, G.; Zanuttini, R. Multilaminar wood: Manufacturing process and main physical-mechanical properties. For. Prod. J. 2004, 54, 61–67. [Google Scholar]
- Bergman, R.D.; Bowe, S.A. Life cycle inventory of manufacturing prefinished engineered wood flooring in eastern US with comparison to solid strip wood flooring. Wood Fiber Sci. 2011, 43, 421–441. [Google Scholar]
- Hague, J. Utilisation of Plantation Eucalypts in Engineered Wood Products; Forest and Wood Products Australia: Melbourne, VIC, Australia, 2013. [Google Scholar]
- Kimberley, M. Wood properties of young Eucalyptus nitens, E. globulus, and, E. maidenii in Northland, New Zealand. New Zealand J. For. Sci. 2002, 32, 334–356. [Google Scholar]
- ATFA. Timber Flooring Hardness; Australian Timber Flooring Association: Shelly Beach, QLD, Australia, 2010. [Google Scholar]
- Vörös, Á.; Németh, R. The History of Wood Hardness Tests. In IOP Conference Series: Earth and Environmental Science; IOP Publishing: Bristol, UK, 2020; Volume 505, No. 1; p. 012020. [Google Scholar]
- EN 1534; Wood Flooring and Parquet—Determination of Resistance to Indentation—Test Method. European Committee for Standardisation: Brussels, Belgium, 2020.
- ASTM D. 143; Standard Test Methods for Small Clear Specimens of Timber. American Society for Testing and Materials (ASTM) International: Conshohocken, PA, USA, 2009.
- Bolza, E.; Kloot, N. The Mechanical Properties of 174 Australian Timbers; Division of Forest Products Technological Paper no. 25; CSIRO: Melbourne, Australia, 1963. [Google Scholar]
- Innes, I.; Armstrong, M.; Siemon, G. The Impact of Harvesting Age/Tree Size on Sawing, Drying and solid Wood Properties of Key Regrowth Eucalypt Species; Australian Government, Forest and Wood Products Research and Development Corporation: Victoria, Australia, 2005. [Google Scholar]
- Harwood, C. Sawn timber from native forests and plantations in Tasmania. Coop. Res. Cent. For. Bull. 2010, 13. Available online: https://webarchive.libraries.tas.gov.au/20120306075341/http://www.crcforestry.com.au/publications/downloads/Bulletin-13-Sawn-timber-properties.pdf (accessed on 10 August 2022).
- Derikvand, M.; Kotlarewski, N.; Lee, M.; Jiao, H.; Nolan, G. Characterisation of physical and mechanical properties of unthinned and unpruned plantation-grown Eucalyptus nitens, H. Deane & Maiden lumber. Forests 2019, 10, 194. [Google Scholar]
- Washusen, R.; Harwood, C.; Morrow, A.; Northway, R.; Valencia, J.C.; Volker, P.; Wood, M.; Farrell, R. Pruned plantation-grown Eucalyptus nitens: Effect of thinning and conventional processing practices on sawn board quality and recovery. New Zealand J. For. Sci. 2009, 39, 39–55. [Google Scholar]
- Nolan, G.B.; Greaves, B.L.; Washusen, R.; Parsons, M.; Jennings, S. Eucalypt Plantations for Solid Wood Products in Australia—A Review ‘If You Don’t Prune It, We Can’t Use It’. 2005. Available online: https://eprints.utas.edu.au/7045/ (accessed on 10 August 2022).
- Derikvand, M.; Nolan, G.; Jiao, H.; Kotlarewski, N. What to do with structurally low-grade wood from Australia’s plantation eucalyptus; building application? BioResources 2017, 12, 4–7. [Google Scholar] [CrossRef]
- Balasso, M.; Kutnar, A.; Niemelä, E.P.; Mikuljan, M.; Nolan, G.; Kotlarewski, N.; Hunt, M.; Jacobs, A.; O’Reilly-Wapstra, J. Wood properties characterisation of thermo-hydro mechanical treated plantation and native tasmanian timber species. Forests 2020, 11, 1189. [Google Scholar] [CrossRef]
- Kotlarewski, N.; Lee, M.; Schwartzkopf, M.; Pecnik, J.; Mikuljan, M. Thermo-Hydro-Mechanical Treatment of Australian Sawlog and Pulplog Hardwood Resources. In Proceedings of the InnoRenew CoE International Conference 2020: Integrating Sustainability and Health in Buildings through Renewable Materials, Izola, Slovenia, 9 June 2020; p. 16, ISSN 2784-6679. [Google Scholar]
- Tenorio, C.; Moya, R. Development of a thermo-hydro-mechanical device for wood densification adaptable to universal testing machines and its evaluation in a tropical species. J. Test. Eval. 2019, 49, 2597–2608. [Google Scholar] [CrossRef]
- Green, D.W.; Begel, M.; Nelson, W. Janka Hardness Using Nonstandard Specimens; US Department of Agriculture, Forest Service, Forest Product Laboratory: Madison, WI, USA, 2006; Research Note FPL-RN-0303; p. 13. [Google Scholar]
- AS/NZS 1080.1; Timber—Methods of Test—Moisture Content. Standards Australia: Sydney, Australia, 2012.
- AS/NZS 1080.3; Timber—Methods of test, Method 3: Density. Standards Australia: Sydney, Australia; Standards New Zealand: Wellington, New Zealand, 2000.
- WoodSolutions. 2022. Available online: www.woodsolutions.com.au (accessed on 10 August 2022).
- Underhill, I.D. The Development and Assessment of Engineered Wood Products Manufactured from Low Grade Eucalyptus Plantation Thinnings; Queensland College of Arts, Griffith University: Queensland, Australia, 2017. [Google Scholar]
- Innes, T. Processing and wood properties of four ages of Eucalyptus obliqua. Holz Als Roh-Und Werkst. 2007, 65, 197–200. [Google Scholar] [CrossRef]
- Sydor, M.; Pinkowski, G.; Kučerka, M.; Kminiak, R.; Antov, P.; Rogoziński, T. Indentation Hardness and Elastic Recovery of Some Hardwood Species. Appl. Sci. 2022, 12, 5049. [Google Scholar] [CrossRef]
- Derikvand, M.; Kotlarewski, N.; Lee, M.; Jiao, H.; Chan, A.; Nolan, G. Visual stress grading of fibre-managed plantation Eucalypt timber for structural building applications. Constr. Build. Mater. 2018, 167, 688–699. [Google Scholar] [CrossRef]
- Meier, E. The Wood Database. 2015. Available online: www.wood-database.com (accessed on 10 August 2022).
- Drerup, M.J.; Erdem, I.; Anthony, R.W. Trouble Underfoot—In Situ and Laboratory Investigation of Engineered Wood Flooring. In Proceedings of the Forensic Engineering 2012: Gateway to a Safer Tomorrow, San Francisco, CA, USA, 31 October–3 November 2012; pp. 621–630. [Google Scholar]
- ATFA. Engineered Flooring Industry Standards; Australian Timber Flooring Association: Shelly Beach, QLD, Australia, 2012. [Google Scholar]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Specimen Designation | Flooring Type | Layer Thickness (mm) | Nominal Size ** (mm) | Layer Density (kg/m3) | Description |
|---|---|---|---|---|---|
| A | Sawlog E. Nitens | 6.00 | 12.6 × 85 × 150 | 565 | Top layer |
| Marine plywood | 6.00 | 495 | Core layer | ||
| E. nitens veneer | 0.60 | 430 | Backing layer | ||
| B | Fibre E. Nitens | 6.00 | 12.6 × 85 × 150 | 495 | Top layer |
| Marine plywood | 6.00 | 495 | Core layer | ||
| E. nitens veneer | 0.60 | 430 | Backing layer | ||
| C | Sawlog E. nitens | 6.00 | 12.0 × 85 × 150 | 565 | Top layer |
| Marine plywood | 6.00 | 495 | Core layer | ||
| D | Densified E. nitens | 12.00 | 12.0 × 85 × 150 | 670 | One layer |
| E | * E. nitens veneer | 1.20 | 13.8 × 85 × 150 | 430 | Top layer |
| Marine plywood | 12.00 | 495 | Core layer | ||
| E. nitens veneer | 0.60 | 430 | Backing layer | ||
| F | * E. nitens veneer | 1.20 | 13.8 × 85 × 150 | 430 | Top layer |
| Local fibre E. nitens plywood | 12.00 | 765 | Core layer | ||
| E. nitens veneer | 0.60 | 430 | Backing layer | ||
| Gc | Solid E. obliqua | 12.00 | 12.0 × 85 × 150 | 715 | One layer |
| Hc | Prefinished Tasmanian Oak | 3.20 | 14.2 × 165 × 150 | 625 | Top layer |
| Rubberwood (Hevea) | 11.0 | 587 | Segmented core |
| Species | E. nitens | E. obliqua | ||||||
|---|---|---|---|---|---|---|---|---|
| Average | Max | Min | 5th Per. | Average | Max | Min | 5th Per. | |
| * Side hardness (N) | 3787 (1208) | 6775 | 2325 | 2389 | 5056 (905) | 7150 | 2530 | 3686 |
| Hardness tangential surface (N) | 3691 (1225) | 7100 | 2075 | 2179 | 5054 (936) | 7850 | 2550 | 3781 |
| Hardness radial surface (N) | 3884 (1415) | 8800 | 2000 | 2101 | 5057 (1011) | 7505 | 2510 | 3419 |
| Hardness axial surface (N) | 5122 (1191) | 8225 | 3250 | 3411 | 6864 (1056) | 9500 | 4205 | 5236 |
| Density at 12% MC (kg/m3) | 580 (82) | 440 | 755 | 461 | 695 (63) | 820 | 510 | 566 |
| Flooring Type | Specimen Designation | Average Janka Hardness (N) | HG (at 0.05 Significance Level) |
|---|---|---|---|
| Saw log E. nitens Marine plywood E. nitens veneer | A | 4468 | a, b, c, |
| Fibre E. nitens Marine plywood Saw log E. nitens veneer | B | 4188 | a, d |
| Saw log E. nitens Marine plywood | C | 4389 | b, d, e |
| Densified E. nitens | D | 6137 | f, g, h |
| Sawlog E. nitens veneer Marine plywood E. nitens veneer | E | 2972 | I |
| Sawlog E. nitens veneer Local fibre E. nitens plywood E. nitens veneer | F | 6623 | F |
| Solid E. obliqua | Gc | 5512 | g, j |
| Prefinished Tasmanian Oak Rubberwood (Hevea) | Hc | 5323 | c, e, h, j |
| Reference | Derikvand et al. (2019) [17] | Balasso et al. (2020) [21] | Washusen et al. (2009) [18] | Bolza & Kloot (1960) [14] |
|---|---|---|---|---|
| Methodology | Janka Hardness (ASTM D 143) | Brinell Hardness (adapting EN 1534:2000 and Rautkari et al. (2011)) | Janka Hardness | Janka Hardness (BSI (1957) and ASTM (1952) |
| Hardness (N) | Side Hardness 19.8 Mpa, Axial Hardness: 30.2 Mpa | 11.98 MPa | 4750 N(Backsawn, buttlog), 4700 N (Backsawn, upperlog), 5250 N (quartersawn, buttlog), 4850 N (quartersawn, upperlog) | 5826 N |
| Density | 515.2 (at 8.8% MC) | 520 (Basic Density) | - | 702 (at 12% MC) |
| Sample size | 35 × 50 × 150 mm (n = 10) | 8 × 45 × 50 mm (n = 10) | - | (n = 4) |
| Origin | 16-year-old, fibre-managed, northeast of Tasmania, Australia | planed lamellae from fibre managed, Tasmania, Australia | 22-year-old, sawlog managed, northeast of Tasmania, Australia | Native, Victoria, Australia |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Millaniyage, K.; Kotlarewski, N.; Wallis, L.; Taoum, A.; Nolan, G. Janka Hardness Evaluation of Plantation-Grown Eucalyptus nitens for Engineered Flooring Applications. Buildings 2022, 12, 1862. https://doi.org/10.3390/buildings12111862
Millaniyage K, Kotlarewski N, Wallis L, Taoum A, Nolan G. Janka Hardness Evaluation of Plantation-Grown Eucalyptus nitens for Engineered Flooring Applications. Buildings. 2022; 12(11):1862. https://doi.org/10.3390/buildings12111862
Chicago/Turabian StyleMillaniyage, Kuluni, Nathan Kotlarewski, Louise Wallis, Assaad Taoum, and Gregory Nolan. 2022. "Janka Hardness Evaluation of Plantation-Grown Eucalyptus nitens for Engineered Flooring Applications" Buildings 12, no. 11: 1862. https://doi.org/10.3390/buildings12111862
APA StyleMillaniyage, K., Kotlarewski, N., Wallis, L., Taoum, A., & Nolan, G. (2022). Janka Hardness Evaluation of Plantation-Grown Eucalyptus nitens for Engineered Flooring Applications. Buildings, 12(11), 1862. https://doi.org/10.3390/buildings12111862