
Additive Manufacturing in Off-Site Construction: Review and Future Directions




Abstract
:1. Introduction
2. Additive Manufacturing Processes in Construction
2.1. Material Extrusion
2.1.1. Contour Crafting
2.1.2. Concrete Printing
2.1.3. Fused Deposition Modelling
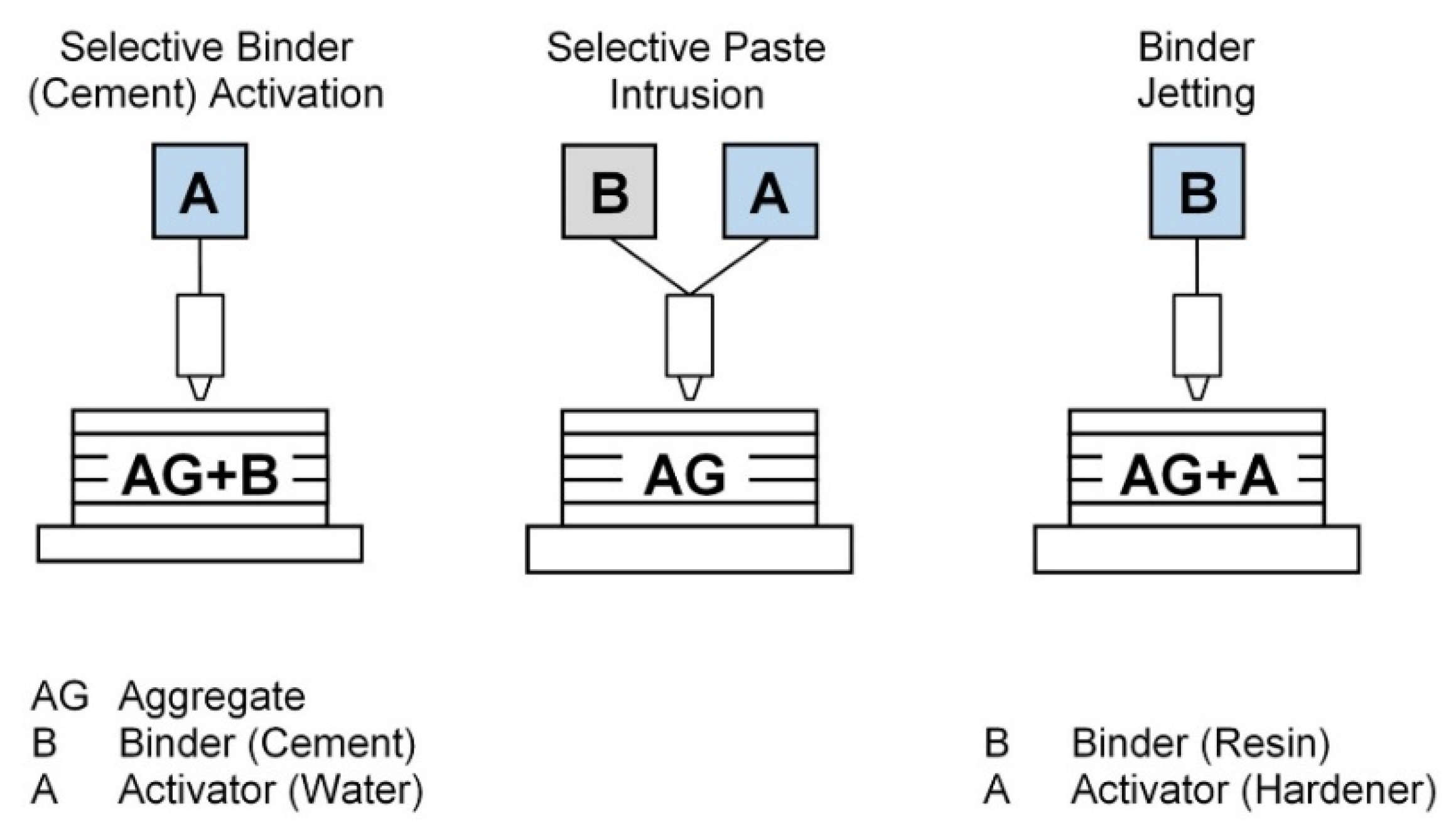
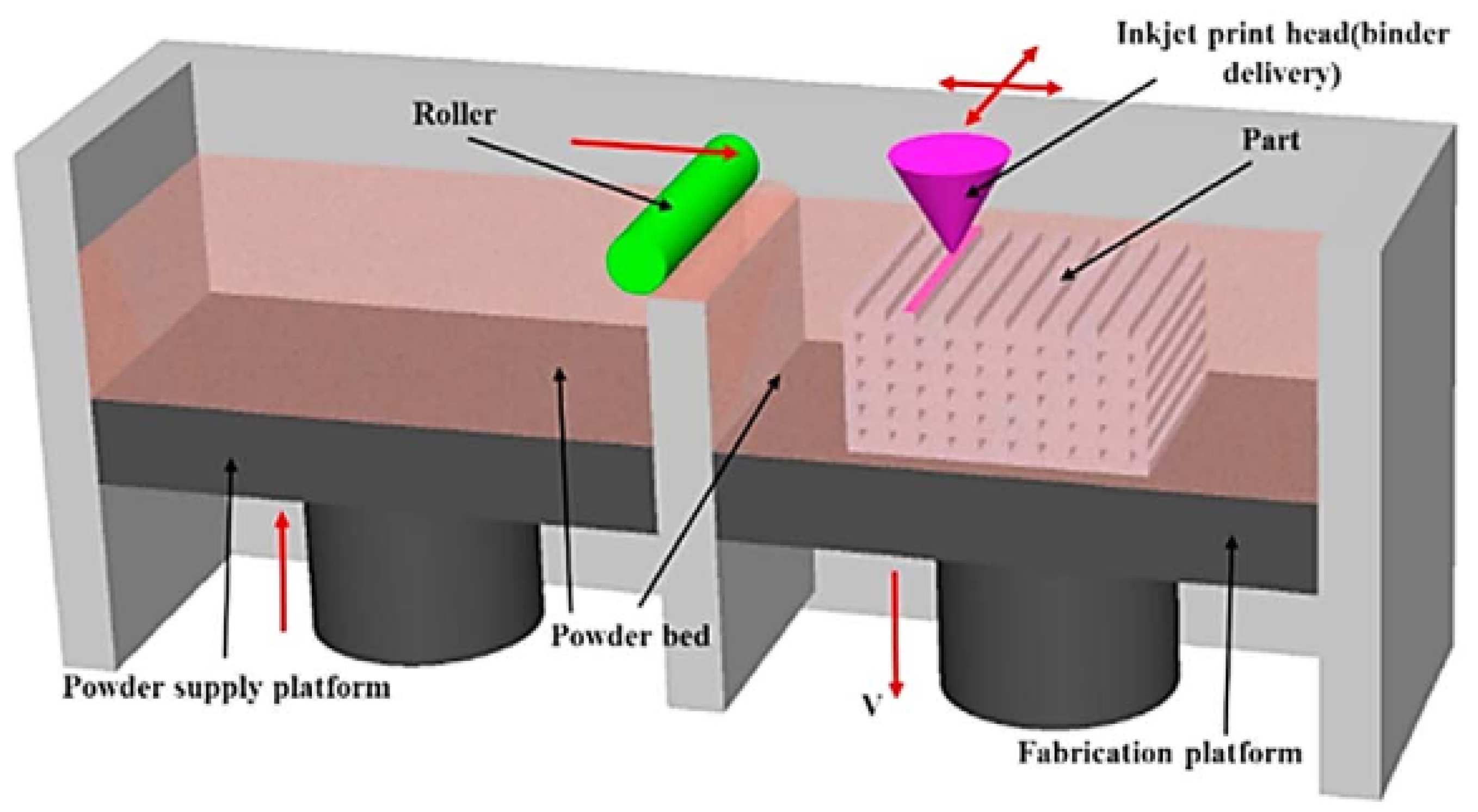
2.2. Particle Bed Processes
2.2.1. Binder Jetting
2.2.2. Powder Bed Fusion
2.3. Directed-Energy Deposition
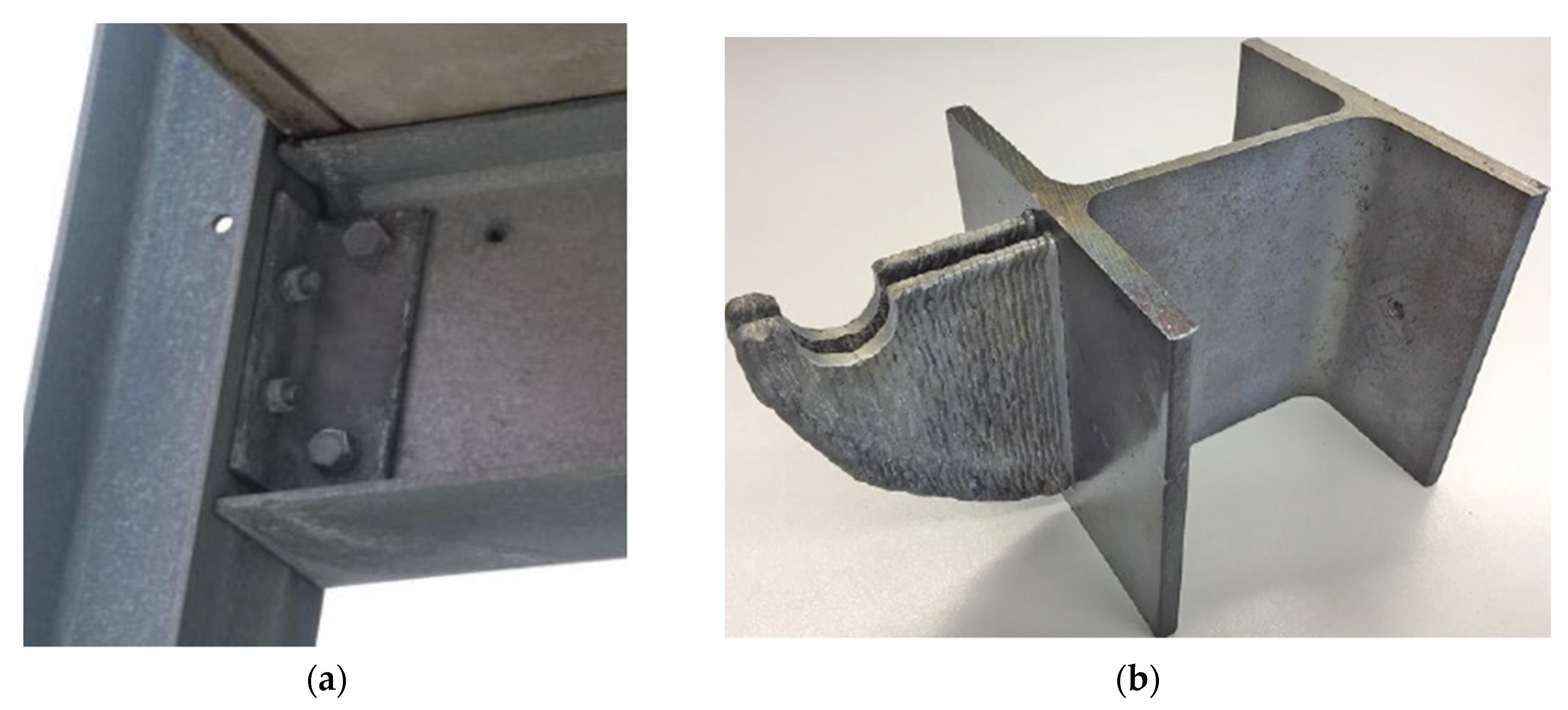
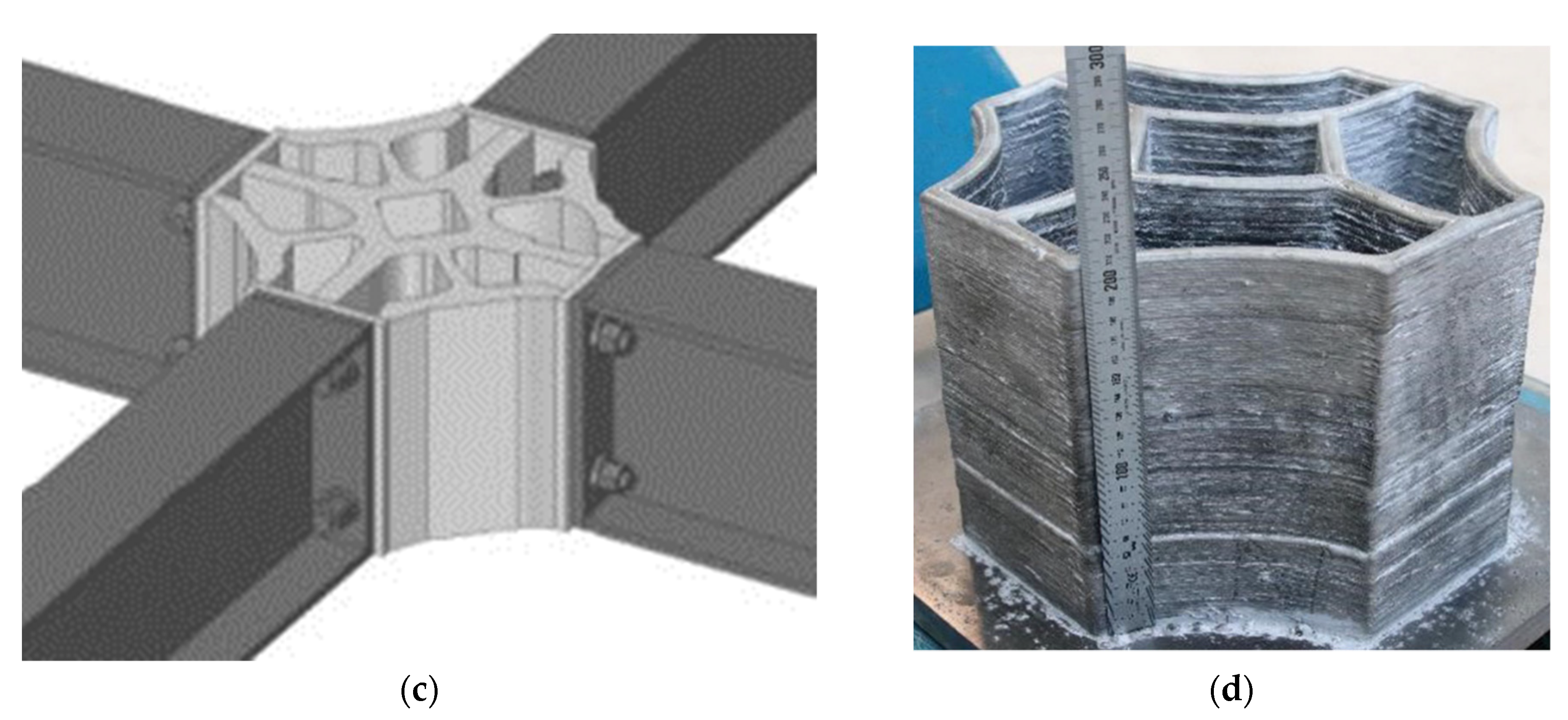
3. AM of Steel Structures in Construction Applications
3.1. State of the Art
3.2. Wire Arc Additive Manufacturing
3.3. Powder Bed Fusion
4. Process Considerations
4.1. Input Considerations
4.1.1. Cost Considerations
4.1.2. Material Considerations
4.2. Existing and Suggested Frameworks for Successful AM Implementation
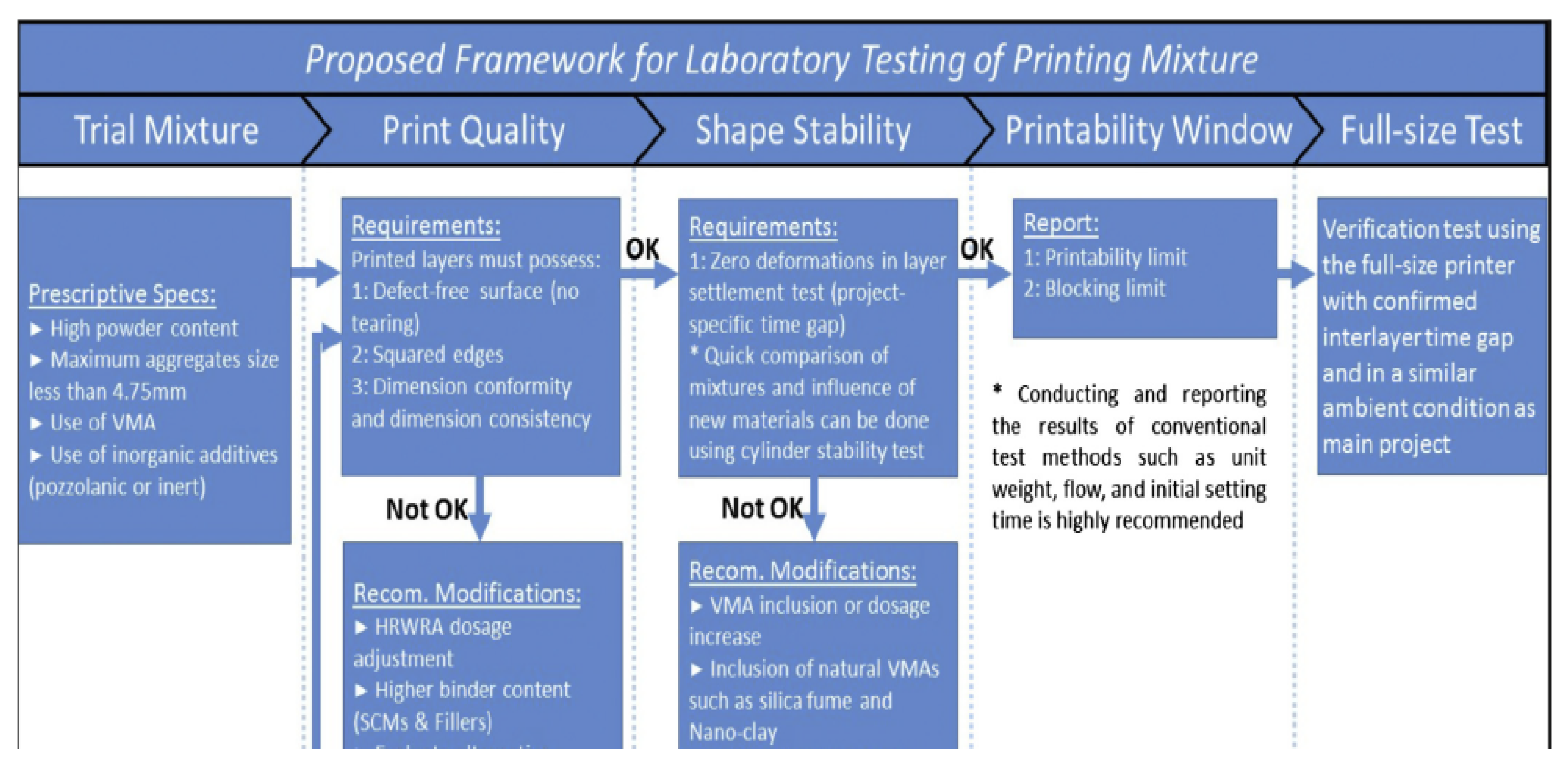
4.2.1. Performance Testing of Cementitious Blends
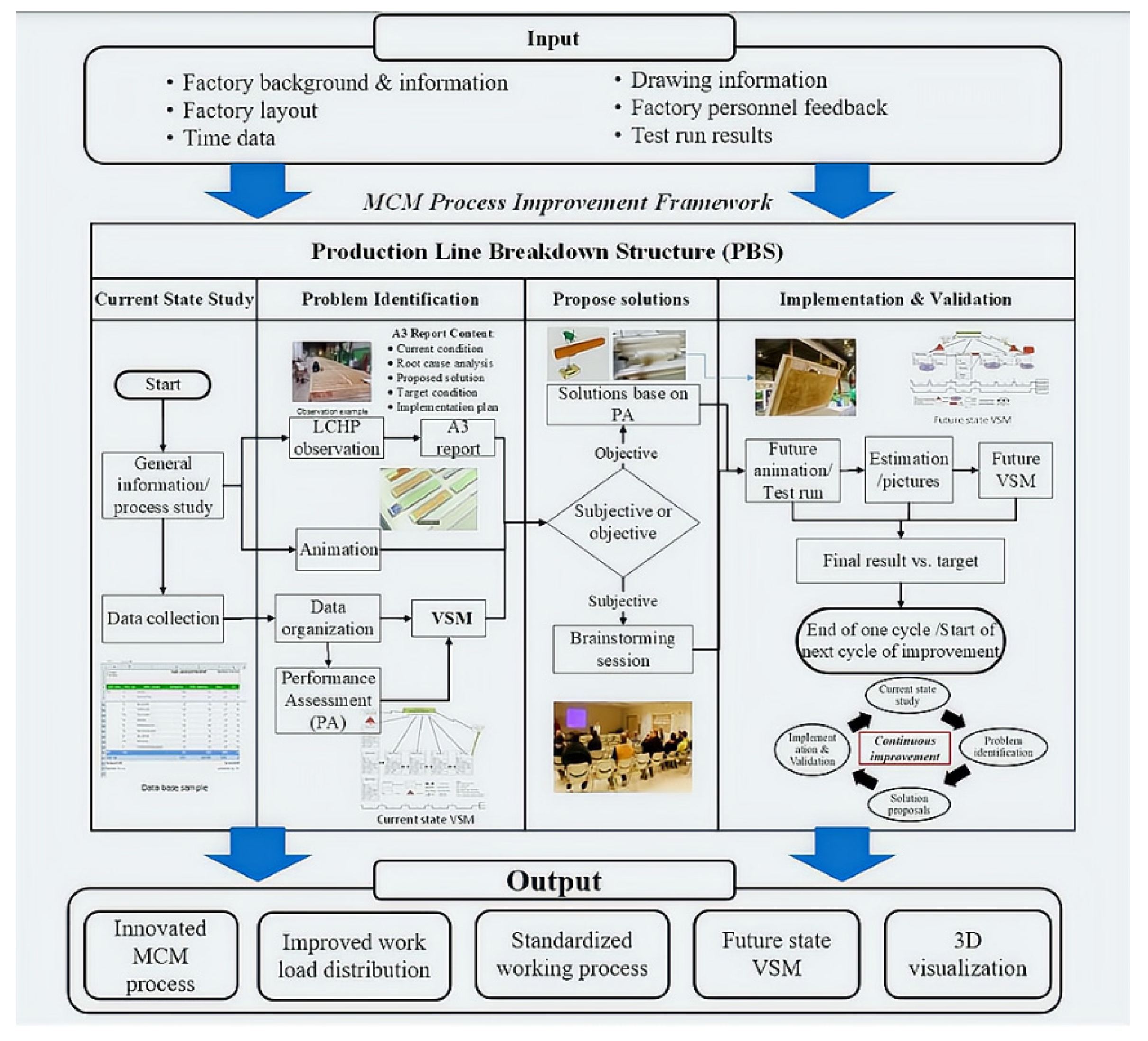
4.2.2. Production Line Breakdown Structure and Value Stream Mapping
4.3. Potential Impact of AM to Sustainability in Processing
Life Cycle Analysis
5. Conclusions and Recommended Research Pathways
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Hamidi, F.; Aslani, F. Additive Manufacturing of Cementitious Composites: Materials, Methods, Potentials, and Challenges. Constr. Build. Mater. 2019, 218, 582–609. [Google Scholar] [CrossRef]
- Delgado Camacho, D.; Clayton, P.; O’Brien, W.J.; Seepersad, C.; Juenger, M.; Ferron, R.; Salamone, S. Applications of Additive Manufacturing in the Construction Industry—A Forward-Looking Review. Autom. Constr. 2018, 89, 110–119. [Google Scholar] [CrossRef]
- Labonnote, N.; Rønnquist, A.; Manum, B.; Rüther, P. Additive Construction: State-of-the-Art, Challenges and Opportunities. Autom. Constr. 2016, 72, 347–366. [Google Scholar] [CrossRef]
- Al Rashid, A.; Khan, S.A.; Al-Ghamdi, S.G.; Koç, M. Additive Manufacturing: Technology, Applications, Markets, and Opportunities for the Built Environment. Autom. Constr. 2020, 118, 103268. [Google Scholar] [CrossRef]
- Buchanan, C.; Matilainen, V.-P.; Salminen, A.; Gardner, L. Structural Performance of Additive Manufactured Metallic Material and Cross-Sections. J. Constr. Steel Res. 2017, 136, 35–48. [Google Scholar] [CrossRef]
- Buchanan, C.; Gardner, L. Metal 3D Printing in Construction: A Review of Methods, Research, Applications, Opportunities and Challenges. Eng. Struct. 2019, 180, 332–348. [Google Scholar] [CrossRef]
- Lowke, D.; Dini, E.; Perrot, A.; Weger, D.; Gehlen, C.; Dillenburger, B. Particle-Bed 3D Printing in Concrete Construction—Possibilities and Challenges. Cem. Concr. Res. 2018, 112, 50–65. [Google Scholar] [CrossRef]
- UN Environment; International Energy Agency. Towards a Zero-Emission, Efficient, and Resilient Buildings and Construction Sector: Global Status Report; UN Environment: Nairobi, Kenya, 2017; 48p. [Google Scholar]
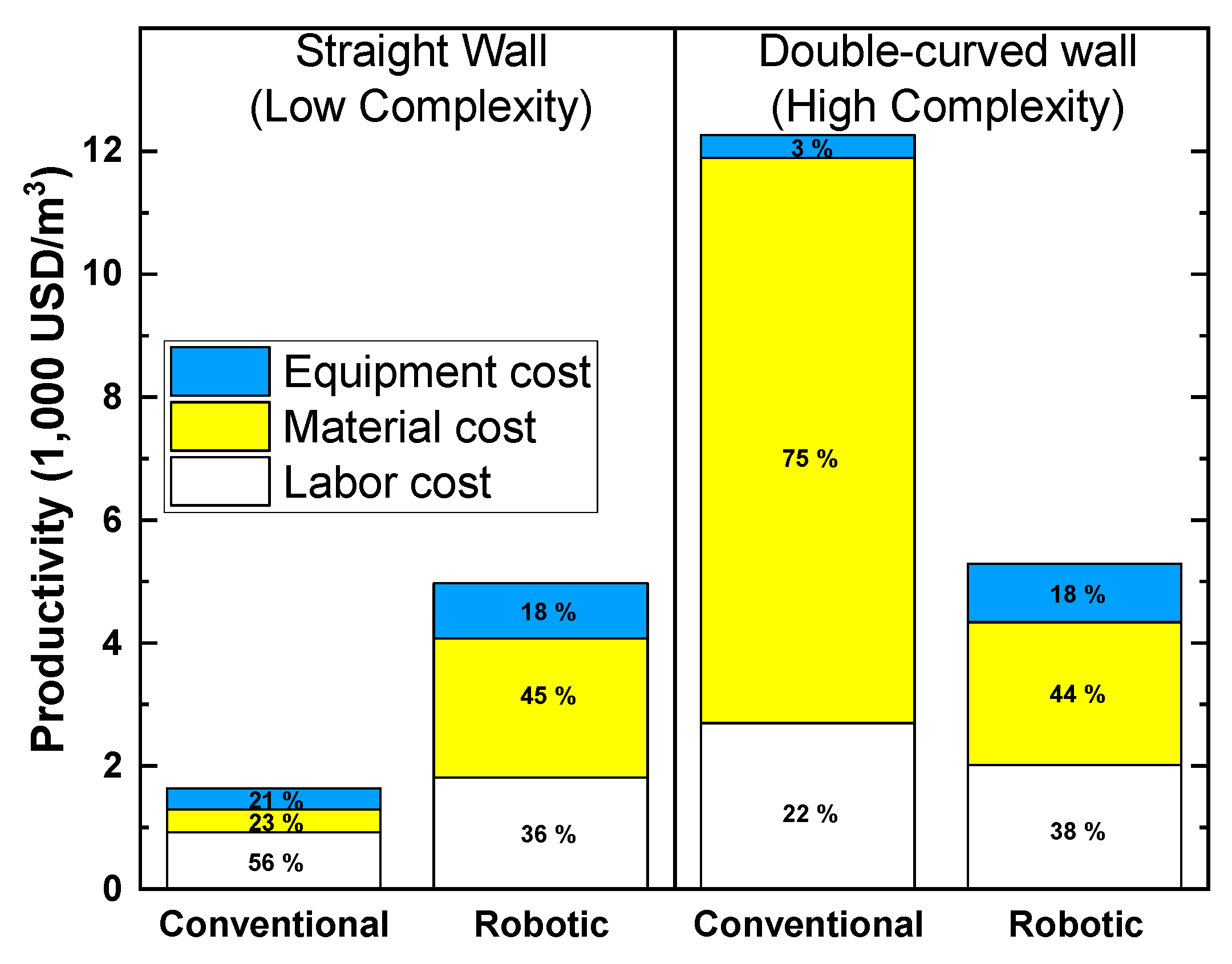
- García de Soto, B.; Agustí-Juan, I.; Hunhevicz, J.; Joss, S.; Graser, K.; Habert, G.; Adey, B.T. Productivity of Digital Fabrication in Construction: Cost and Time Analysis of a Robotically Built Wall. Autom. Constr. 2018, 92, 297–311. [Google Scholar] [CrossRef]
- Lewis, S.R.; Lewis, R.; Fletcher, D.I. Assessment of Laser Cladding as an Option for Repairing/Enhancing Rails. Wear 2015, 330–331, 581–591. [Google Scholar] [CrossRef]
- Khoshnevis, B.; Russell, R.; Kwon, H.; Bukkapatnam, S. Crafting Large Prototypes. IEEE Robot. Autom. Mag. 2001, 8, 33–42. [Google Scholar] [CrossRef]
- Ederer, I.; Stark, A. Molds Produced in a 3D Metal Printer. 2019. Available online: https://www.spotlightmetal.com/molds-produced-in-a-3d-metal-printer-a-786600/ (accessed on 12 November 2021).
- Dubai Project Apis Cor. Available online: https://www.apis-cor.com/dubai-project (accessed on 10 March 2021).
- Apis Cor. 3D Printed Demo House. Available online: https://www.apis-cor.com/demo-home (accessed on 10 March 2021).
- De Vergaderfabriek—CyBe Construction. Available online: https://cybe.eu/cases/de-vergaderfabriek/ (accessed on 10 March 2021).
- Yingchuang Building Technique (Shanghai) Co., Ltd. (WINSUN). WINSUN Makes Global Donation of 3D Printed Isolation Houses. Available online: http://www.winsun3d.com/En/News/news_inner/id/547 (accessed on 12 November 2021).
- Biswas, K.; Rose, J.; Eikevik, L.; Guerguis, M.; Enquist, P.; Lee, B.; Love, L.; Green, J.; Jackson, R. Additive Manufacturing Integrated Energy—Enabling Innovative Solutions for Buildings of the Future. J. Sol. Energy Eng. 2017, 139, 015001. [Google Scholar] [CrossRef]
- Gardner, L.; Kyvelou, P.; Herbert, G.; Buchanan, C. Testing and Initial Verification of the World’s First Metal 3D Printed Bridge. J. Constr. Steel Res. 2020, 172, 106233. [Google Scholar] [CrossRef]
- Paolini, A.; Kollmannsberger, S.; Rank, E. Additive Manufacturing in Construction: A Review on Processes, Applications, and Digital Planning Methods. Addit. Manuf. 2019, 30, 100894. [Google Scholar] [CrossRef]
- Altaf, M.S.; Bouferguene, A.; Liu, H.; Al-Hussein, M.; Yu, H. Integrated Production Planning and Control System for a Panelized Home Prefabrication Facility Using Simulation and RFID. Autom. Constr. 2018, 85, 369–383. [Google Scholar] [CrossRef]
- Rausch, C.; Nahangi, M.; Haas, C.; Liang, W. Monte Carlo Simulation for Tolerance Analysis in Prefabrication and Offsite Construction. Autom. Constr. 2019, 103, 300–314. [Google Scholar] [CrossRef]
- Han, S.H.; Al-Hussein, M.; Al-Jibouri, S.; Yu, H. Automated Post-Simulation Visualization of Modular Building Production Assembly Line. Autom. Constr. 2012, 21, 229–236. [Google Scholar] [CrossRef]
- Taghaddos, H.; Hermann, U.; Abbasi, A.B. Automated Crane Planning and Optimization for Modular Construction. Autom. Constr. 2018, 95, 219–232. [Google Scholar] [CrossRef]
- Goh, M.; Goh, Y.M. Lean Production Theory-Based Simulation of Modular Construction Processes. Autom. Constr. 2019, 101, 227–244. [Google Scholar] [CrossRef]
- Yu, H.; Al-Hussein, M.; Al-Jibouri, S.; Telyas, A. Lean Transformation in a Modular Building Company: A Case for Implementation. J. Manag. Eng. 2013, 29, 103–111. [Google Scholar] [CrossRef] [Green Version]
- McKinsey & Company. Modular Construction: From Projects to Products. 2019. Available online: https://www.mckinsey.com/business-functions/operations/our-insights/modular-construction-from-projects-to-products (accessed on 12 November 2021).
- Nekouvaght Tak, A.; Taghaddos, H.; Mousaei, A.; Hermann, U. (Rick) Evaluating Industrial Modularization Strategies: Local vs. Overseas Fabrication. Autom. Constr. 2020, 114, 103175. [Google Scholar] [CrossRef]
- Albar, A.; Chougan, M.; Al- Kheetan, M.J.; Swash, M.R.; Ghaffar, S.H. Effective Extrusion-Based 3D Printing System Design for Cementitious-Based Materials. Results Eng. 2020, 6, 100135. [Google Scholar] [CrossRef]
- Gosselin, C.; Duballet, R.; Roux, P.; Gaudillière, N.; Dirrenberger, J.; Morel, P. Large-Scale 3D Printing of Ultra-High Performance Concrete—A New Processing Route for Architects and Builders. Mater. Des. 2016, 100, 102–109. [Google Scholar] [CrossRef] [Green Version]
- Keating, S.; Spielberg, N.A.; Klein, J.; Oxman, N. A Compound Arm Approach to Digital Construction. In Robotic Fabrication in Architecture, Art and Design; McGee, W., Ponce de Leon, M., Eds.; Springer: Cham, Switzerland, 2014; pp. 99–110. ISBN 978-3-319-04663-1. [Google Scholar]
- Zhang, X.; Li, M.; Lim, J.H.; Weng, Y.; Tay, Y.W.D.; Pham, H.; Pham, Q.C. Large-Scale 3D Printing by a Team of Mobile Robots. Autom. Constr. 2018, 95, 98–106. [Google Scholar] [CrossRef]
- Lim, S.; Buswell, R.A.; Le, T.T.; Austin, S.A.; Gibb, A.G.F.; Thorpe, T. Developments in Construction-Scale Additive Manufacturing Processes. Autom. Constr. 2012, 21, 262–268. [Google Scholar] [CrossRef] [Green Version]
- Buswell, R.A.; Soar, R.C.; Gibb, A.G.F.; Thorpe, A. Freeform Construction: Mega-Scale Rapid Manufacturing for Construction. Autom. Constr. 2007, 16, 224–231. [Google Scholar] [CrossRef] [Green Version]
- Zhang, J.; Wang, J.; Dong, S.; Yu, X.; Han, B. A Review of the Current Progress and Application of 3D Printed Concrete. Compos. Part A Appl. Sci. Manuf. 2019, 125, 105533. [Google Scholar] [CrossRef]
- Lloret-Fritschi, E.; Wangler, T.; Gebhard, L.; Mata-Falcón, J.; Mantellato, S.; Scotto, F.; Burger, J.; Szabo, A.; Ruffray, N.; Reiter, L.; et al. From Smart Dynamic Casting to a Growing Family of Digital Casting Systems. Cem. Concr. Res. 2020, 134, 106071. [Google Scholar] [CrossRef]
- Furet, B.; Poullain, P.; Garnier, S. 3D Printing for Construction Based on a Complex Wall of Polymer-Foam and Concrete. Addit. Manuf. 2019, 28, 58–64. [Google Scholar] [CrossRef]
- Nerella, V.N.; Mechtcherine, V. Chapter 16—Studying the Printability of Fresh Concrete for Formwork-Free Concrete Onsite 3D Printing Technology (CONPrint3D). In 3D Concrete Printing Technology; Sanjayan, J.G., Nazari, A., Nematollahi, B., Eds.; Butterworth-Heinemann: Oxford, UK, 2019; pp. 333–347. ISBN 978-0-12-815481-6. [Google Scholar]
- XtreeE, 3D-Printed Concrete Wall. Available online: https://xtreee.com/ (accessed on 10 March 2021).
- Zhang, J.; Khoshnevis, B. Optimal Machine Operation Planning for Construction by Contour Crafting. Autom. Constr. 2013, 29, 50–67. [Google Scholar] [CrossRef]
- Keating, S.J.; Leland, J.C.; Cai, L.; Oxman, N. Toward Site-Specific and Self-Sufficient Robotic Fabrication on Architectural Scales. Sci. Robot. 2017, 2. Available online: https://www.science.org/doi/10.1126/scirobotics.aam8986 (accessed on 12 November 2021). [CrossRef]
- Lu, B.; Weng, Y.; Li, M.; Qian, Y.; Leong, K.F.; Tan, M.J.; Qian, S. A Systematical Review of 3D Printable Cementitious Materials. Constr. Build. Mater. 2019, 207, 477–490. [Google Scholar] [CrossRef]
- Hou, S.; Duan, Z.; Xiao, J.; Ye, J. A Review of 3D Printed Concrete: Performance Requirements, Testing Measurements and Mix Design. Constr. Build. Mater. 2021, 273, 121745. [Google Scholar] [CrossRef]
- Mechtcherine, V.; Bos, F.P.; Perrot, A.; da Silva, W.R.L.; Nerella, V.N.; Fataei, S.; Wolfs, R.J.M.; Sonebi, M.; Roussel, N. Extrusion-Based Additive Manufacturing with Cement-Based Materials—Production Steps, Processes, and Their Underlying Physics: A Review. Cem. Concr. Res. 2020, 132, 106037. [Google Scholar] [CrossRef]
- Rehman, A.U.; Kim, J.-H. 3d Concrete Printing: A Systematic Review of Rheology, Mix Designs, Mechanical, Microstructural, and Durability Characteristics. Materials 2021, 14, 3800. [Google Scholar] [CrossRef] [PubMed]
- Panda, B.; Noor Mohamed, N.A.; Tay, Y.W.D.; Tan, M.J. Bond Strength in 3D Printed Geopolymer Mortar. In First RILEM International Conference on Concrete and Digital Fabrication—Digital Concrete 2018; Wangler, T., Flatt, R.J., Eds.; Springer: Cham, Switzerland, 2019; pp. 200–206. [Google Scholar]
- Roussel, N.; Cussigh, F. Distinct-Layer Casting of SCC: The Mechanical Consequences of Thixotropy. Cem. Concr. Res. 2008, 38, 624–632. [Google Scholar] [CrossRef]
- Duballet, R.; Baverel, O.; Dirrenberger, J. Classification of Building Systems for Concrete 3D Printing. Autom. Constr. 2017, 83, 247–258. [Google Scholar] [CrossRef] [Green Version]
- Bos, F.P.; Ahmed, Z.Y.; Jutinov, E.R.; Salet, T.A.M. Experimental Exploration of Metal Cable as Reinforcement in 3D Printed Concrete. Materials 2017, 10, 1314. [Google Scholar] [CrossRef] [Green Version]
- Vantyghem, G.; De Corte, W.; Shakour, E.; Amir, O. 3D Printing of a Post-Tensioned Concrete Girder Designed by Topology Optimization. Autom. Constr. 2020, 112, 103084. [Google Scholar] [CrossRef]
- Wang, X.; Jiang, M.; Zhou, Z.; Gou, J.; Hui, D. 3D Printing of Polymer Matrix Composites: A Review and Prospective. Compos. Part B Eng. 2017, 110, 442–458. [Google Scholar] [CrossRef]
- Rinaldi, M.; Ghidini, T.; Cecchini, F.; Brandao, A.; Nanni, F. Additive Layer Manufacturing of Poly (Ether Ether Ketone) via FDM. Compos. Part B Eng. 2018, 145, 162–172. [Google Scholar] [CrossRef]
- Frazier, W.E. Metal Additive Manufacturing: A Review. J. Mater. Eng. Perform. 2014, 23, 1917–1928. [Google Scholar] [CrossRef]
- Williams, S.W.; Martina, F.; Addison, A.C.; Ding, J.; Pardal, G.; Colegrove, P. Wire + Arc Additive Manufacturing. Mater. Sci. Technol. 2015, 32, 641–647. [Google Scholar] [CrossRef] [Green Version]
- Haden, C.V.; Zeng, G.; Carter, F.M.; Ruhl, C.; Krick, B.A.; Harlow, D.G. Wire and Arc Additive Manufactured Steel: Tensile and Wear Properties. Addit. Manuf. 2017, 16, 115–123. [Google Scholar] [CrossRef]
- Welding Robots. Available online: https://www.scottautomation.com/products/welding-robots/ (accessed on 30 March 2021).
- Pegna, J. Application of Cementitious Bulk Materials to Site Processed Solid Freeform Construction. In Proceedings of the 1995 International Solid Freeform Fabrication Symposium, Austin, TX, USA, 10–12 August 1995; pp. 39–45. [Google Scholar]
- Cesaretti, G.; Dini, E.; De Kestelier, X.; Colla, V.; Pambaguian, L. Building Components for an Outpost on the Lunar Soil by Means of a Novel 3D Printing Technology. Acta Astronaut. 2014, 93, 430–450. [Google Scholar] [CrossRef]
- Aghaei-Meibodi, M.; Bernhard, M.; Jipa, A.; Dillenburger, B. The Smart Takes from the Strong. In Fabricate Rethinking Design and Construction; UCL Press: London, UK, 2017; Volume 3, pp. 210–217. [Google Scholar]
- Yan, J.-J.; Chen, M.-T.; Quach, W.-M.; Yan, M.; Young, B. Mechanical Properties and Cross-Sectional Behavior of Additively Manufactured High Strength Steel Tubular Sections. Thin-Walled Struct. 2019, 144, 106158. [Google Scholar] [CrossRef]
- Tian, Y.; Palad, R.; Aranas, C. Microstructural Evolution and Mechanical Properties of a Newly Designed Steel Fabricated by Laser Powder Bed Fusion. Addit. Manuf. 2020, 36, 101495. [Google Scholar] [CrossRef]
- Wang, P.; Lao, C.S.; Chen, Z.W.; Liu, Y.K.; Wang, H.; Wendrock, H.; Eckert, J.; Scudino, S. Microstructure and Mechanical Properties of Al-12Si and Al-3.5Cu-1.5Mg-1Si Bimetal Fabricated by Selective Laser Melting. J. Mater. Sci. Technol. 2020, 36, 18–26. [Google Scholar] [CrossRef]
- Wang, Y.M.; Voisin, T.; McKeown, J.T.; Ye, J.; Calta, N.P.; Li, Z.; Zeng, Z.; Zhang, Y.; Chen, W.; Roehling, T.T.; et al. Additively Manufactured Hierarchical Stainless Steels with High Strength and Ductility. Nat. Mater. 2018, 17, 63–71. [Google Scholar] [CrossRef] [Green Version]
- Damon, J.; Hanemann, T.; Dietrich, S.; Graf, G.; Lang, K.-H.; Schulze, V. Orientation Dependent Fatigue Performance and Mechanisms of Selective Laser Melted Maraging Steel X3NiCoMoTi18-9-5. Int. J. Fatigue 2019, 127, 395–402. [Google Scholar] [CrossRef]
- Rafiee, M.; Farahani, R.D.; Therriault, D. Multi-Material 3D and 4D Printing: A Survey. Adv. Sci. 2020, 7, 1902307. [Google Scholar] [CrossRef]
- Laghi, V.; Palermo, M.; Gasparini, G.; Girelli, V.A.; Trombetti, T. Experimental Results for Structural Design of Wire-and-Arc Additive Manufactured Stainless Steel Members. J. Constr. Steel Res. 2020, 167, 105858. [Google Scholar] [CrossRef]
- Lee, J.; Terner, M.; Copin, E.; Lours, P.; Hong, H.-U. A Novel Approach to the Production of NiCrAlY Bond Coat onto IN625 Superalloy by Selective Laser Melting. Addit. Manuf. 2020, 31, 100998. [Google Scholar] [CrossRef]
- Lange, J.; Feucht, T. 3-D-Printing with Steel: Additive Manufacturing of Connection Elements and Beam Reinforcements. Connect. Jt. 2019, 3, 343–348. [Google Scholar]
- Lange, J.; Feucht, T.; Erven, M. 3D Printing with Steel: Additive Manufacturing for Connections and Structures. Steel Constr. 2020, 13, 144–153. [Google Scholar] [CrossRef]
- Yu, S.N.; Ryu, B.G.; Lim, S.J.; Kim, C.J.; Kang, M.K.; Han, C.S. Feasibility Verification of Brick-Laying Robot Using Manipulation Trajectory and the Laying Pattern Optimization. Autom. Constr. 2009, 18, 644–655. [Google Scholar] [CrossRef]
- Lublasser, E.; Adams, T.; Vollpracht, A.; Brell-Cokcan, S. Robotic Application of Foam Concrete onto Bare Wall Elements—Analysis, Concept and Robotic Experiments. Autom. Constr. 2018, 89, 299–306. [Google Scholar] [CrossRef]
- Abou Yassin, A.A.; Hamzeh, F.; Al Sakka, F. Agent Based Modeling to Optimize Workflow of Robotic Steel and Concrete 3D Printers. Autom. Constr. 2020, 110, 103040. [Google Scholar] [CrossRef]
- Rojíček, J.; Paška, Z.; Fusek, M.; Bobovsky, Z.; Sapietová, A.; Mostýn, V.; Ličová, D. Optimization of a Truss Structure Used to Design of the Manipulator Arm from a Set of Components. Appl. Sci. 2021, 11, 10193. [Google Scholar] [CrossRef]
- Nadal, A.; Cifre, H.; Pavón, J.; Liébana, Ó. Material Use Optimization in 3D Printing through a Physical Simulation Algorithm. Autom. Constr. 2017, 78, 24–33. [Google Scholar] [CrossRef]
- Carneau, P.; Mesnil, R.; Roussel, N.; Baverel, O. Additive Manufacturing of Cantilever—From Masonry to Concrete 3D Printing. Autom. Constr. 2020, 116, 103184. [Google Scholar] [CrossRef] [Green Version]
- Kontovourkis, O.; Tryfonos, G. Robotic 3D Clay Printing of Prefabricated Non-Conventional Wall Components Based on a Parametric-Integrated Design. Autom. Constr. 2020, 110, 103005. [Google Scholar] [CrossRef]
- Borg Costanzi, C.; Ahmed, Z.Y.; Schipper, H.R.; Bos, F.P.; Knaack, U.; Wolfs, R.J.M. 3D Printing Concrete on Temporary Surfaces: The Design and Fabrication of a Concrete Shell Structure. Autom. Constr. 2018, 94, 395–404. [Google Scholar] [CrossRef]
- Xia, M.; Nematollahi, B.; Sanjayan, J. Printability, Accuracy and Strength of Geopolymer Made Using Powder-Based 3D Printing for Construction Applications. Autom. Constr. 2019, 101, 179–189. [Google Scholar] [CrossRef]
- Xu, J.; Ding, L.; Cai, L.; Zhang, L.; Luo, H.; Qin, W. Volume-Forming 3D Concrete Printing Using a Variable-Size Square Nozzle. Autom. Constr. 2019, 104, 95–106. [Google Scholar] [CrossRef]
- Mechtcherine, V.; Nerella, V.N.; Will, F.; Näther, M.; Otto, J.; Krause, M. Large-Scale Digital Concrete Construction—CONPrint3D Concept for on-Site, Monolithic 3D-Printing. Autom. Constr. 2019, 107, 102933. [Google Scholar] [CrossRef]
- Nerella, V.N.; Krause, M.; Mechtcherine, V. Direct Printing Test for Buildability of 3D-Printable Concrete Considering Economic Viability. Autom. Constr. 2020, 109, 102986. [Google Scholar] [CrossRef]
- Wang, T.; Zhang, Y.; Wu, Z.; Shi, C. Microstructure and Properties of Die Steel Fabricated by WAAM Using H13 Wire. Vacuum 2018, 149, 185–189. [Google Scholar] [CrossRef]
- Laghi, V.; Palermo, M.; Tonelli, L.; Gasparini, G.; Ceschini, L.; Trombetti, T. Tensile Properties and Microstructural Features of 304L Austenitic Stainless Steel Produced by Wire-and-Arc Additive Manufacturing. Int. J. Adv. Manuf. Technol. 2020, 106, 3693–3705. [Google Scholar] [CrossRef]
- Rodrigues, T.A.; Duarte, V.; Avila, J.A.; Santos, T.G.; Miranda, R.M.; Oliveira, J.P. Wire and Arc Additive Manufacturing of HSLA Steel: Effect of Thermal Cycles on Microstructure and Mechanical Properties. Addit. Manuf. 2019, 27, 440–450. [Google Scholar] [CrossRef]
- Mertens, R.; Vrancken, B.; Holmstock, N.; Kinds, Y.; Kruth, J.-P.; Van Humbeeck, J. Influence of Powder Bed Preheating on Microstructure and Mechanical Properties of H13 Tool Steel SLM Parts. Phys. Procedia 2016, 83, 882–890. [Google Scholar] [CrossRef] [Green Version]
- American Institute of Steel Construction (AISC). ANSI/AISC 360-16 Design: Specification for Structural Steel Buildings; American Institute of Steel Construction: Chicago, IL, USA, 2016; Available online: https://www.aisc.org/Specification-for-Structural-Steel-Buildings-ANSIAISC-360-16-1 (accessed on 12 November 2021).
- Guan, K.; Wang, Z.; Gao, M.; Li, X.; Zeng, X. Effects of Processing Parameters on Tensile Properties of Selective Laser Melted 304 Stainless Steel. Mater. Des. 2013, 50, 581–586. [Google Scholar] [CrossRef]
- Chadha, K.; Tian, Y.; Spray, J.G.; Aranas, C. Effect of Annealing Heat Treatment on the Microstructural Evolution and Mechanical Properties of Hot Isostatic Pressed 316L Stainless Steel Fabricated by Laser Powder Bed Fusion. Metals 2020, 10, 753. [Google Scholar] [CrossRef]
- Brockenbrough, R.L. Properties of Structural Steels and Effects of Steelmaking and Fabrication. In Structural Steel Designer’s Handbook: AISC, AASHTO, AISI, ASTM, AREMA, and ASCE-07 Design Standards; Brockenbrough, R.L., Merritt, F.S., Eds.; McGraw-Hill Education: New York, NY, USA, 2006; pp. 1–35. [Google Scholar]
- Zhang, R.; Gardner, L.; Buchanan, C.; Matilainen, V.-P.; Piili, H.; Salminen, A. Testing and Analysis of Additively Manufactured Stainless Steel CHS in Compression. Thin-Walled Struct. 2021, 159, 107270. [Google Scholar] [CrossRef]
- Da Silva, L.S.; Simões, R.; Gervasio, H. Design of Steel Structures: Eurocode 3: Design of Steel Structures: Part 1-1: General Rules and Rules for Buildings; John Wiley & Sons: Hoboken, NJ, USA, 2012; ISBN 978-3-433-60110-5. [Google Scholar]
- Rafi, H.K.; Starr, T.L.; Stucker, B.E. A Comparison of the Tensile, Fatigue, and Fracture Behavior of Ti–6Al–4V and 15-5 PH Stainless Steel Parts Made by Selective Laser Melting. Int. J. Adv. Manuf. Technol. 2013, 69, 1299–1309. [Google Scholar] [CrossRef]
- Wu, P.; Wang, J.; Wang, X. A Critical Review of the Use of 3-D Printing in the Construction Industry. Autom. Constr. 2016, 68, 21–31. [Google Scholar] [CrossRef] [Green Version]
- Ghaffar, S.H.; Corker, J.; Fan, M. Additive Manufacturing Technology and Its Implementation in Construction as an Eco-Innovative Solution. Autom. Constr. 2018, 93, 1–11. [Google Scholar] [CrossRef]
- Kazemian, A.; Yuan, X.; Cochran, E.; Khoshnevis, B. Cementitious Materials for Construction-Scale 3D Printing: Laboratory Testing of Fresh Printing Mixture. Constr. Build. Mater. 2017, 145, 639–647. [Google Scholar] [CrossRef]
- Perrot, A.; Rangeard, D.; Pierre, A. Structural Built-up of Cement-Based Materials Used for 3D-Printing Extrusion Techniques. Mater Struct 2016, 49, 1213–1220. [Google Scholar] [CrossRef]
- Yamaguchi, H. Engineering Fluid Mechanics; Fluid Mechanics and Its Applications, 0926-5112; Springer: Dordrecht, The Netherlands, 2008; ISBN 978-1-4020-6742-6. [Google Scholar]
- Yuan, Q.; Li, Z.; Zhou, D.; Huang, T.; Huang, H.; Jiao, D.; Shi, C. A Feasible Method for Measuring the Buildability of Fresh 3D Printing Mortar. Constr. Build. Mater. 2019, 227, 116600. [Google Scholar] [CrossRef]
- Roussel, N. Rheological Requirements for Printable Concretes. Cem. Concr. Res. 2018, 112, 76–85. [Google Scholar] [CrossRef]
- Ma, G.; Li, Z.; Wang, L.; Wang, F.; Sanjayan, J. Mechanical Anisotropy of Aligned Fiber Reinforced Composite for Extrusion-Based 3D Printing. Constr. Build. Mater. 2019, 202, 770–783. [Google Scholar] [CrossRef]
- Panda, B.; Noor Mohamed, N.A.; Paul, S.C.; Bhagath Singh, G.V.P.; Tan, M.J.; Šavija, B. The Effect of Material Fresh Properties and Process Parameters on Buildability and Interlayer Adhesion of 3D Printed Concrete. Materials 2019, 12, 2149. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zareiyan, B.; Khoshnevis, B. Effects of Interlocking on Interlayer Adhesion and Strength of Structures in 3D Printing of Concrete. Autom. Constr. 2017, 83, 212–221. [Google Scholar] [CrossRef]
- Kazemian, A.; Khoshnevis, B. Real-Time Extrusion Quality Monitoring Techniques for Construction 3D Printing. Constr. Build. Mater. 2021, 303, 124520. [Google Scholar] [CrossRef]
- Zhang, Y.; Lei, Z.; Han, S.; Bouferguene, A.; Al-Hussein, M. Process-Oriented Framework to Improve Modular and Offsite Construction Manufacturing Performance. J. Constr. Eng. Manag. 2020, 146, 04020116. [Google Scholar] [CrossRef]
- Gebler, M.; Schoot Uiterkamp, A.J.M.; Visser, C. A Global Sustainability Perspective on 3D Printing Technologies. Energy Policy 2014, 74, 158–167. [Google Scholar] [CrossRef]
- Saade, M.R.M.; Yahia, A.; Amor, B. How Has LCA Been Applied to 3D Printing? A Systematic Literature Review and Recommendations for Future Studies. J. Clean. Prod. 2020, 244, 118803. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| AM Printed Metal | Manufacturing Technique | UTS (MPa) | YS (MPa) | Elongation |
|---|---|---|---|---|
| H13 Tool Steel | Conventional [84] | 1990 | 1650 | 9% |
| WAAM [81] | 1085 | 10% | ||
| WAAM + Heat treatment [81] | 535.6 | 311.6 | 17.20% | |
| PBF [84] | 1712 | 1236 | 4.10% | |
| PBF + preheating [84] | 1965 | 1073 | 3.70% | |
| 308LSi SS | ASCE Standard [85] | 586.1–620.6 | 248.2–275.8 | |
| WAAM (rough) [65] | 569 | 347 | 33% | |
| WAAM (polished) [65] | 521 | 303 | 22% | |
| 304 SS | ASCE Standard [85] | 517.1 | 206.9 | 40% |
| PBF (Building Direction) [86] | 710 | 520 | 38% | |
| PBF (Transverse Direction) [86] | 580 | 450 | 58% | |
| 316 L SS | ASCE Standard [85] | 517.1 | 206.9 | 40% |
| PBF (BD) [87] | 579 | 439 | 21% | |
| PBF (TD) [87] | 585 | 445 | 21% | |
| PBF (HIP + AHT, BD) [87] | 592 | 257 | 47% | |
| PBF (HIP + AHT, TD) [87] | 611 | 263 | 48% | |
| 15-5 PH SS | PBF (TD) [5] | 1262 | 848 | 15% |
| PBF (BD) [5] | 1197 | 854 | 4.9% | |
| ER70S Mild Steel | WAAM (BD) [54] | 265 | 480 | |
| WAAM (TD) [54] | 256 | 475 | ||
| Wrought ASTM A36 [88] | 247.5 | 400–550 | ||
| HSLA | WAAM [83] | 700–795 | 17.1–25.6% | |
| HSLA ASTM A242 [88] | 482.6 | 344.7 | 18–21% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pasco, J.; Lei, Z.; Aranas, C., Jr. Additive Manufacturing in Off-Site Construction: Review and Future Directions. Buildings 2022, 12, 53. https://doi.org/10.3390/buildings12010053
Pasco J, Lei Z, Aranas C Jr. Additive Manufacturing in Off-Site Construction: Review and Future Directions. Buildings. 2022; 12(1):53. https://doi.org/10.3390/buildings12010053
Chicago/Turabian StylePasco, Jubert, Zhen Lei, and Clodualdo Aranas, Jr. 2022. "Additive Manufacturing in Off-Site Construction: Review and Future Directions" Buildings 12, no. 1: 53. https://doi.org/10.3390/buildings12010053
APA StylePasco, J., Lei, Z., & Aranas, C., Jr. (2022). Additive Manufacturing in Off-Site Construction: Review and Future Directions. Buildings, 12(1), 53. https://doi.org/10.3390/buildings12010053