Tool Wear, Surface Topography, and Multi-Objective Optimization of Cutting Parameters during Machining AISI 304 Austenitic Stainless Steel Flange




Abstract
:
1. Introduction
2. Materials and Methods
2.1. Workpiece Material and Cutting Tool
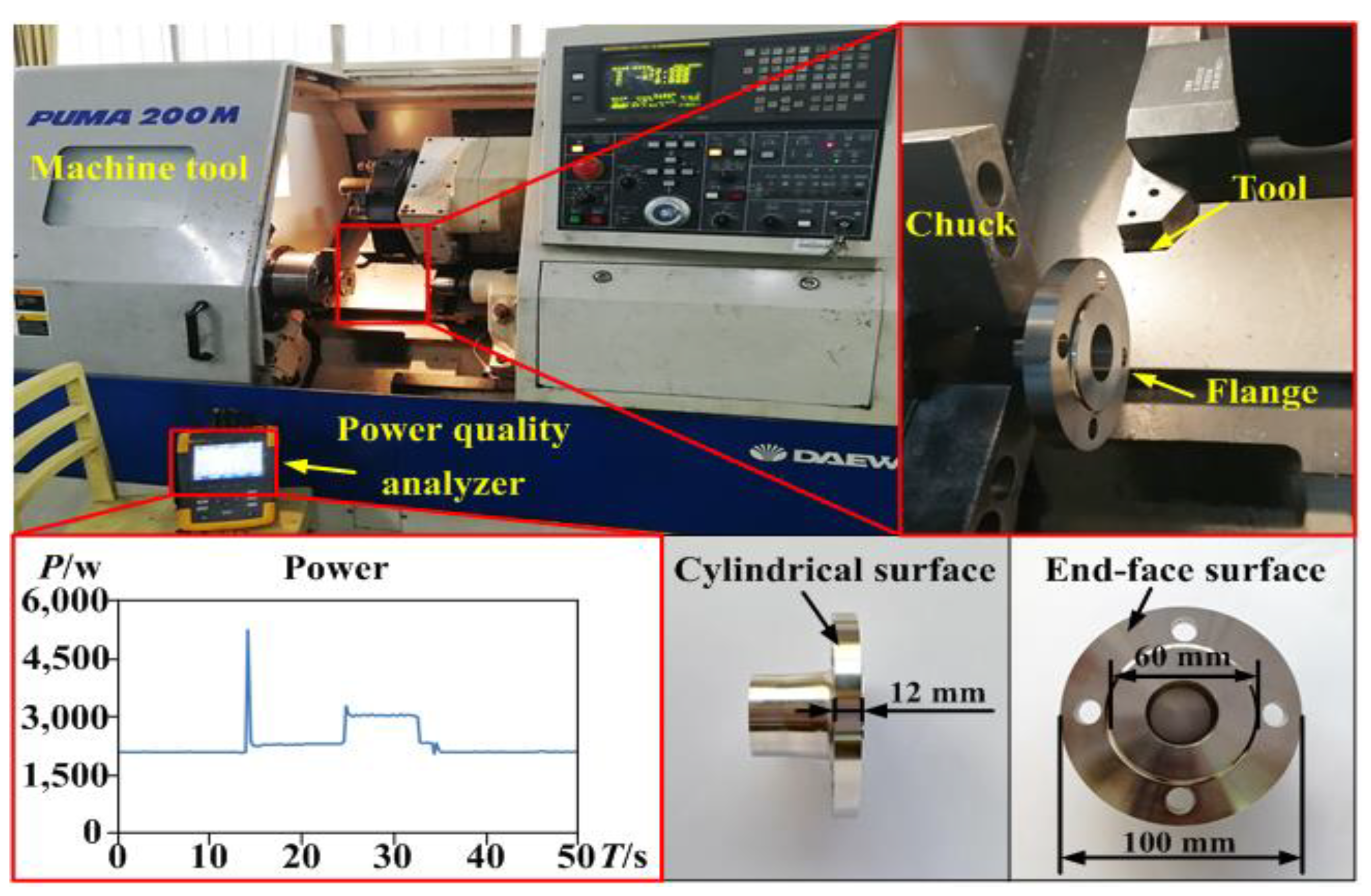
2.2. Experimental Equipment
2.3. Design of Experiments
3. Results and Discussions
3.1. Tool Wear
3.2. Surface Topography
3.2.1. Surface Defects
3.2.2. 3D Surface Topography
3.3. Optimization
4. Conclusions
- (1)
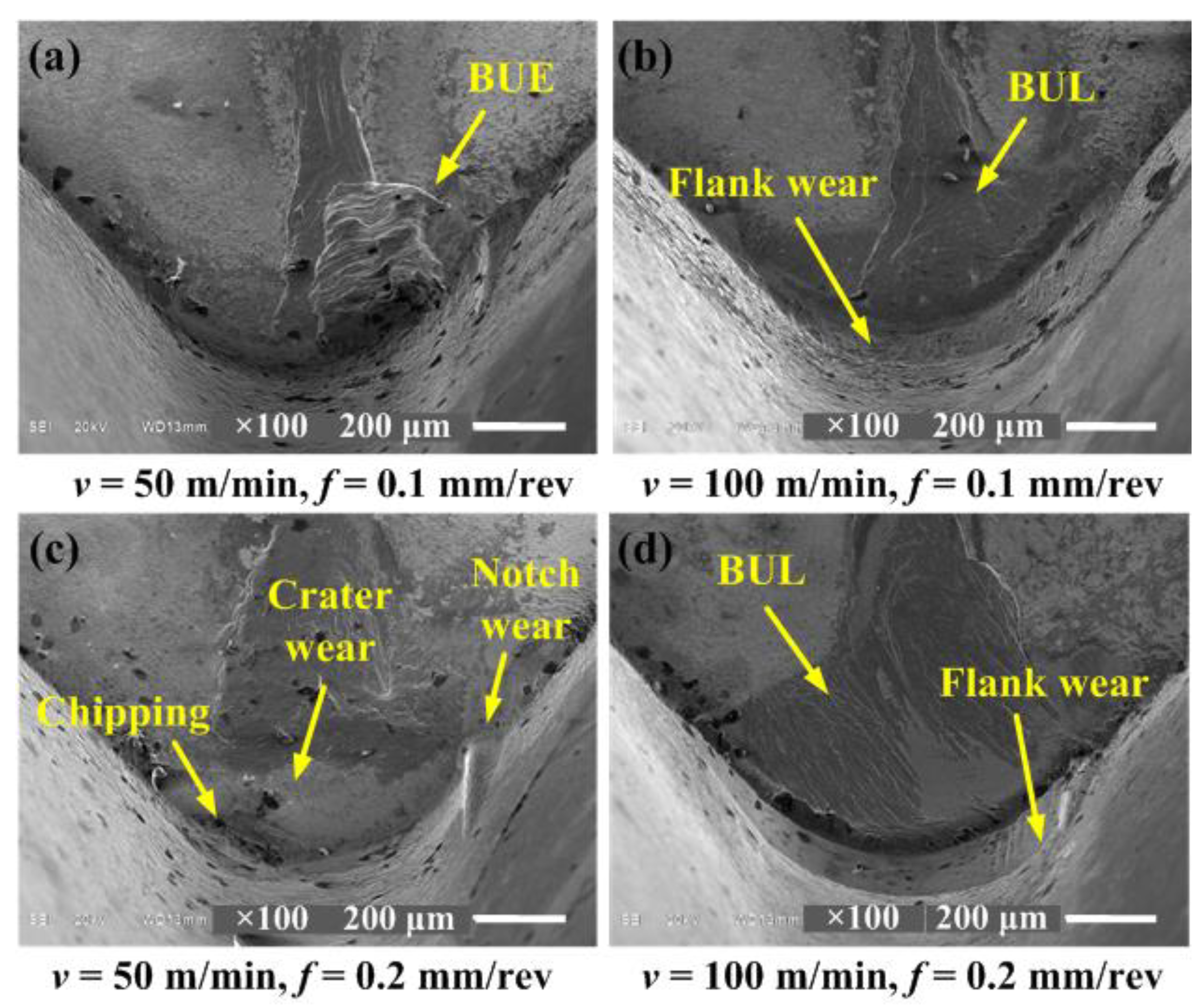
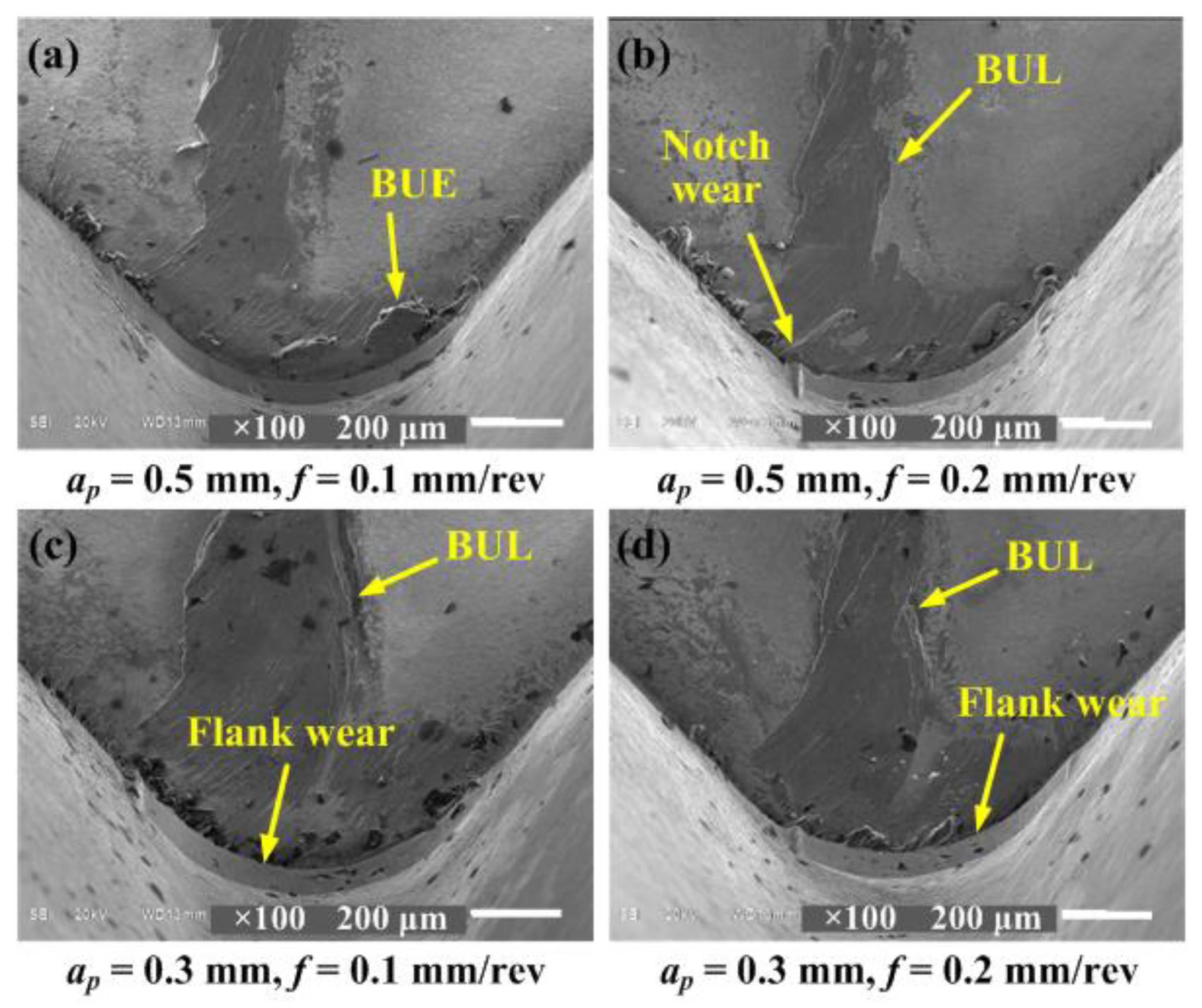
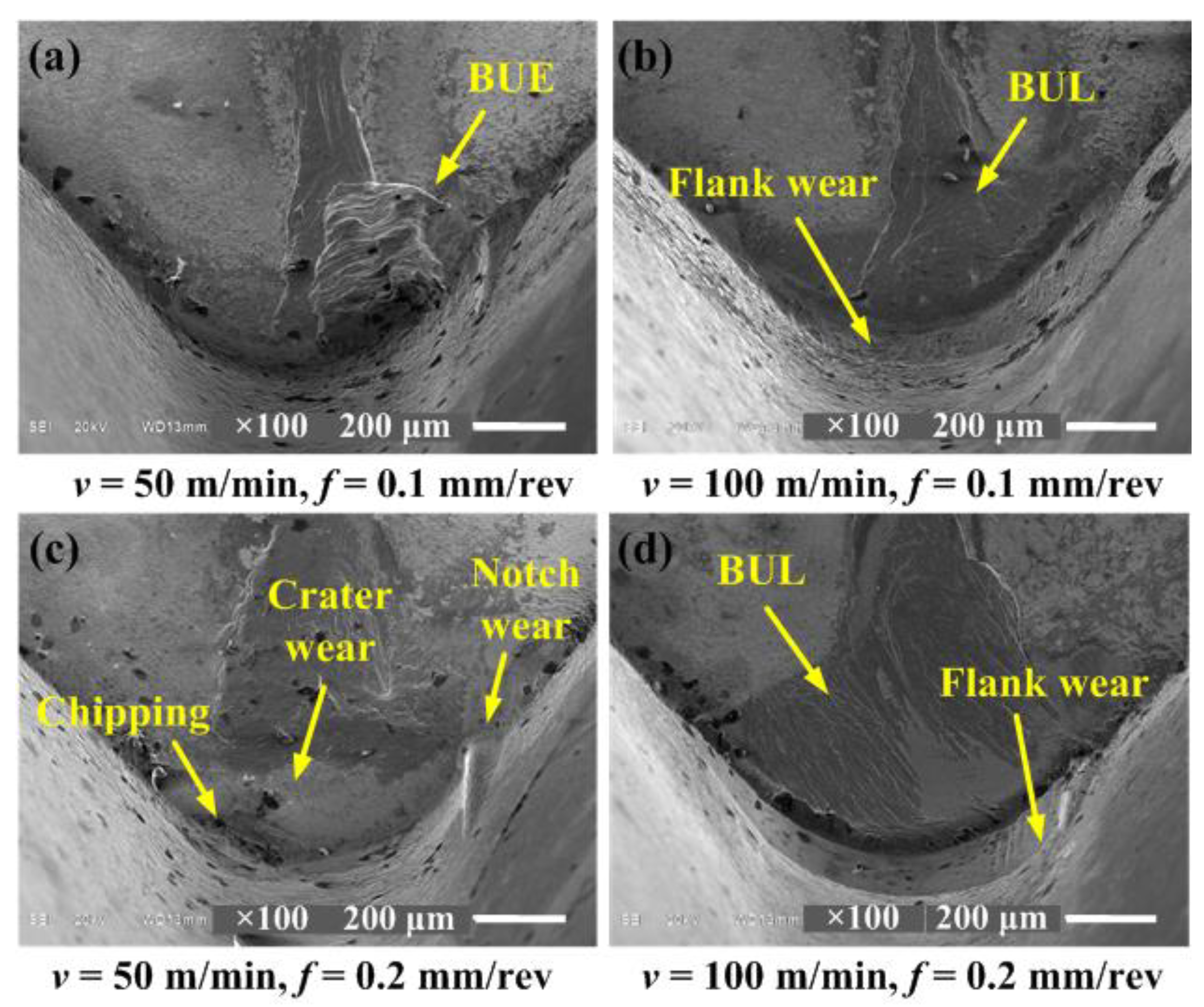
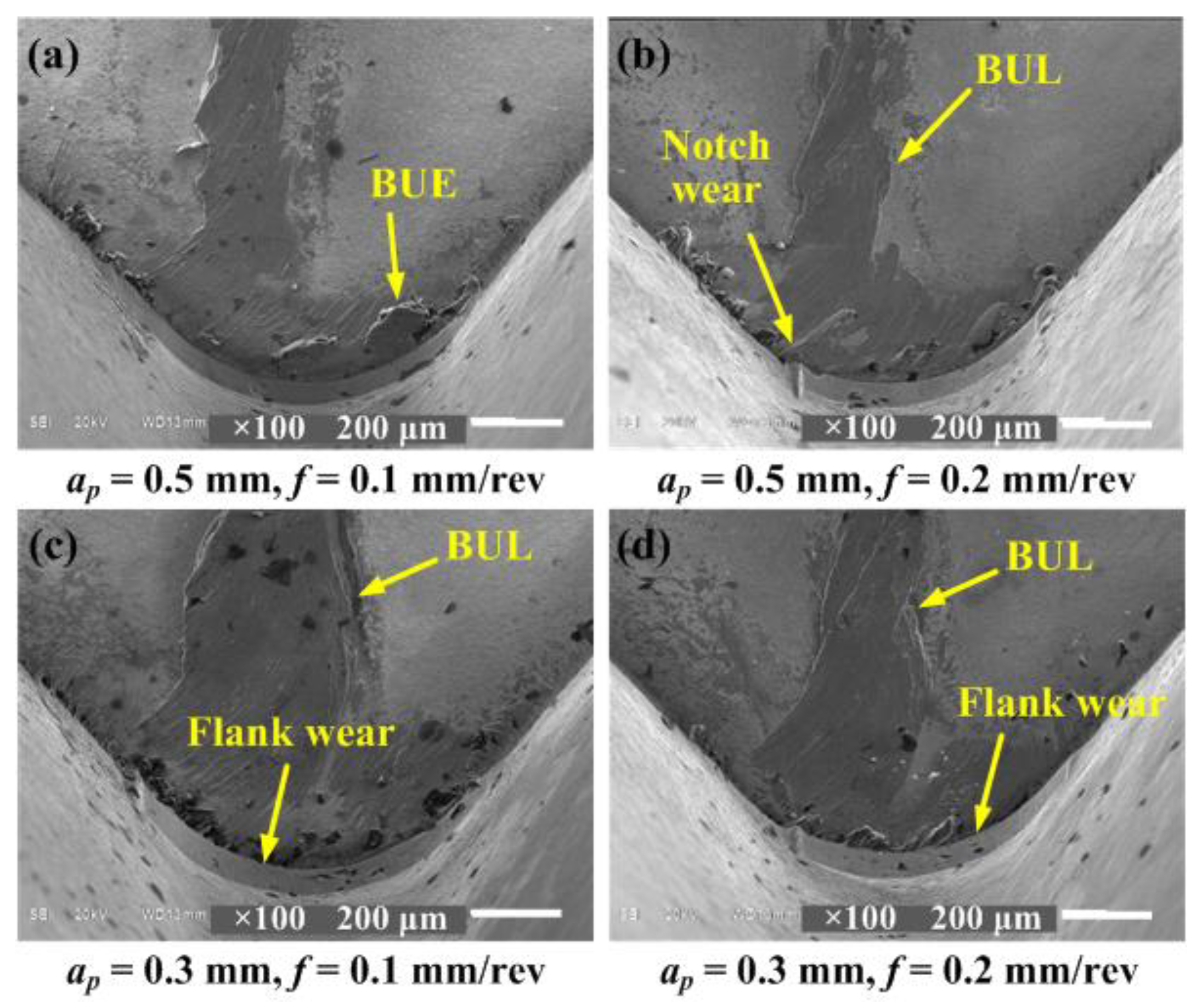
- The main types of tool wear included crater wear, flank wear, notch wear, BUE, BUL, chipping, etc. In cylinder turning, BUE formed at a lower speed, and lower feed effectively protected the tool tip and reduced tool wear. The rise of cutting speed or feed aggravated tool wear. In face turning, the impact of depth of cut and feed on tool wear was relatively insignificant.
- (2)
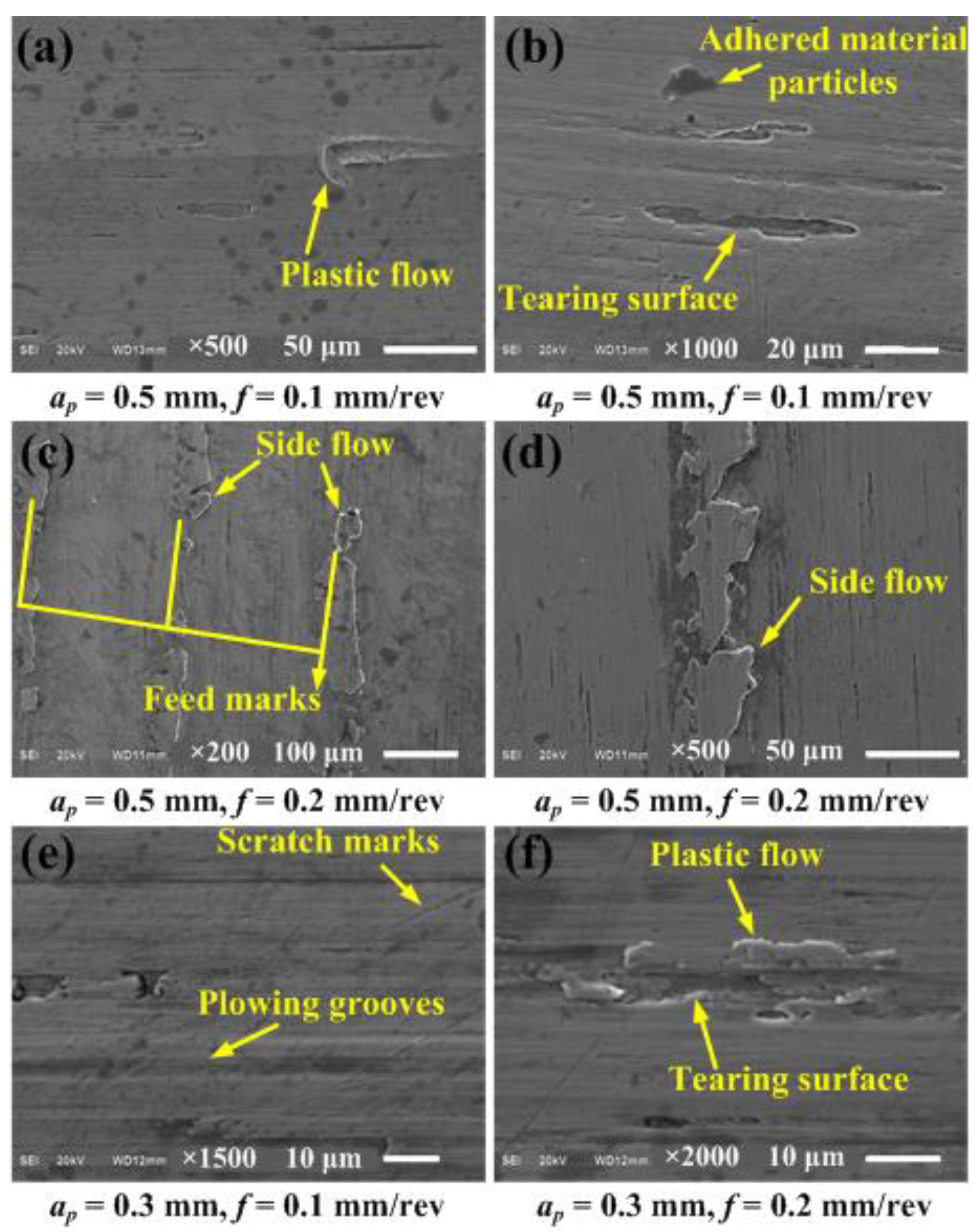
- There were a lot of defects on the surface for both cylindrical turning and face turning. The main types of surface defects included tearing surface, adhered material particles, scratch marks, feed marks, side flow, plastic flow, and plowing grooves. Tearing surface was the major defect in cylinder turning, while side flow was more severe in face turning. The generation and distribution of surface defects was random, and there was no obvious change trend under different cutting parameters.
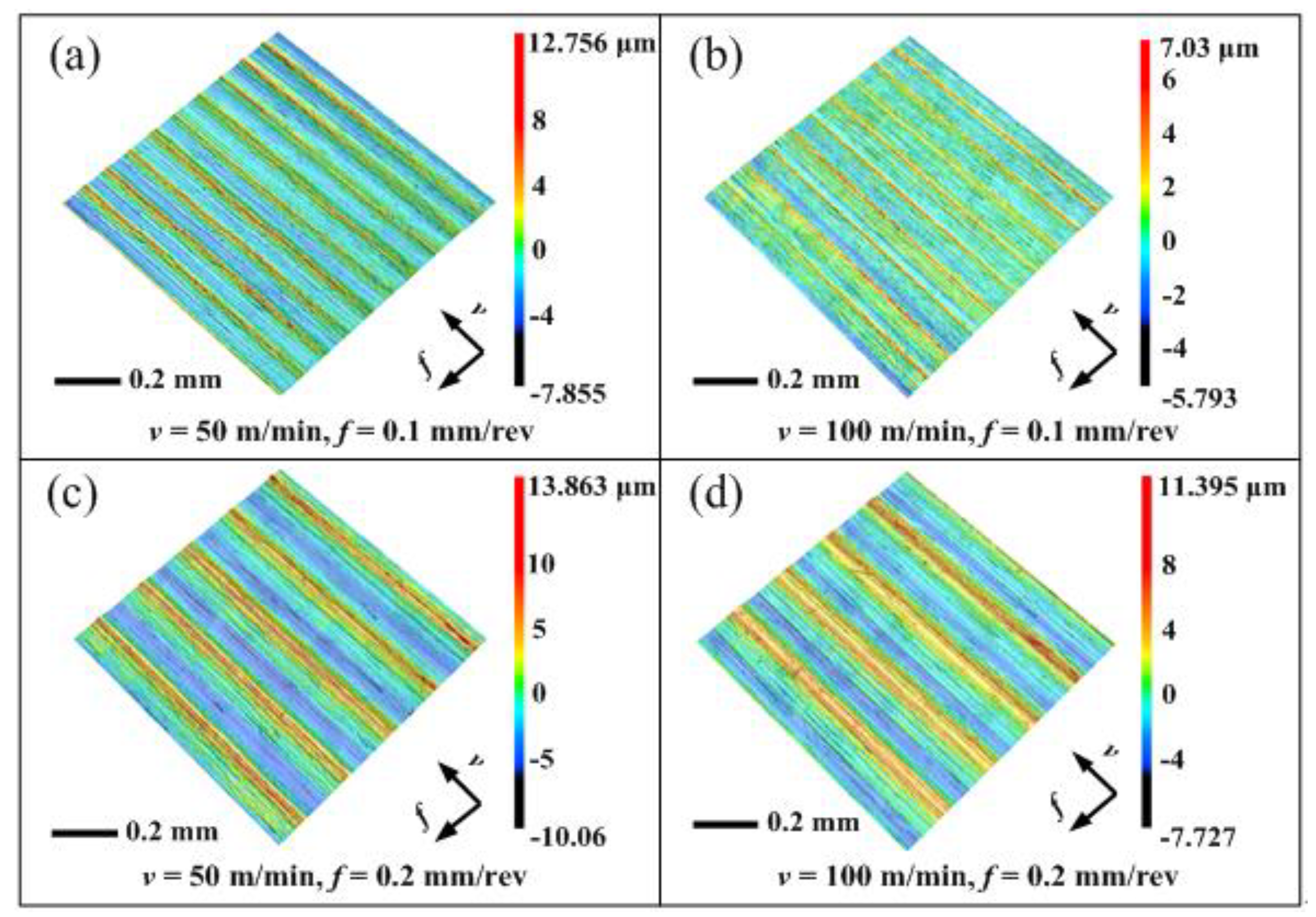
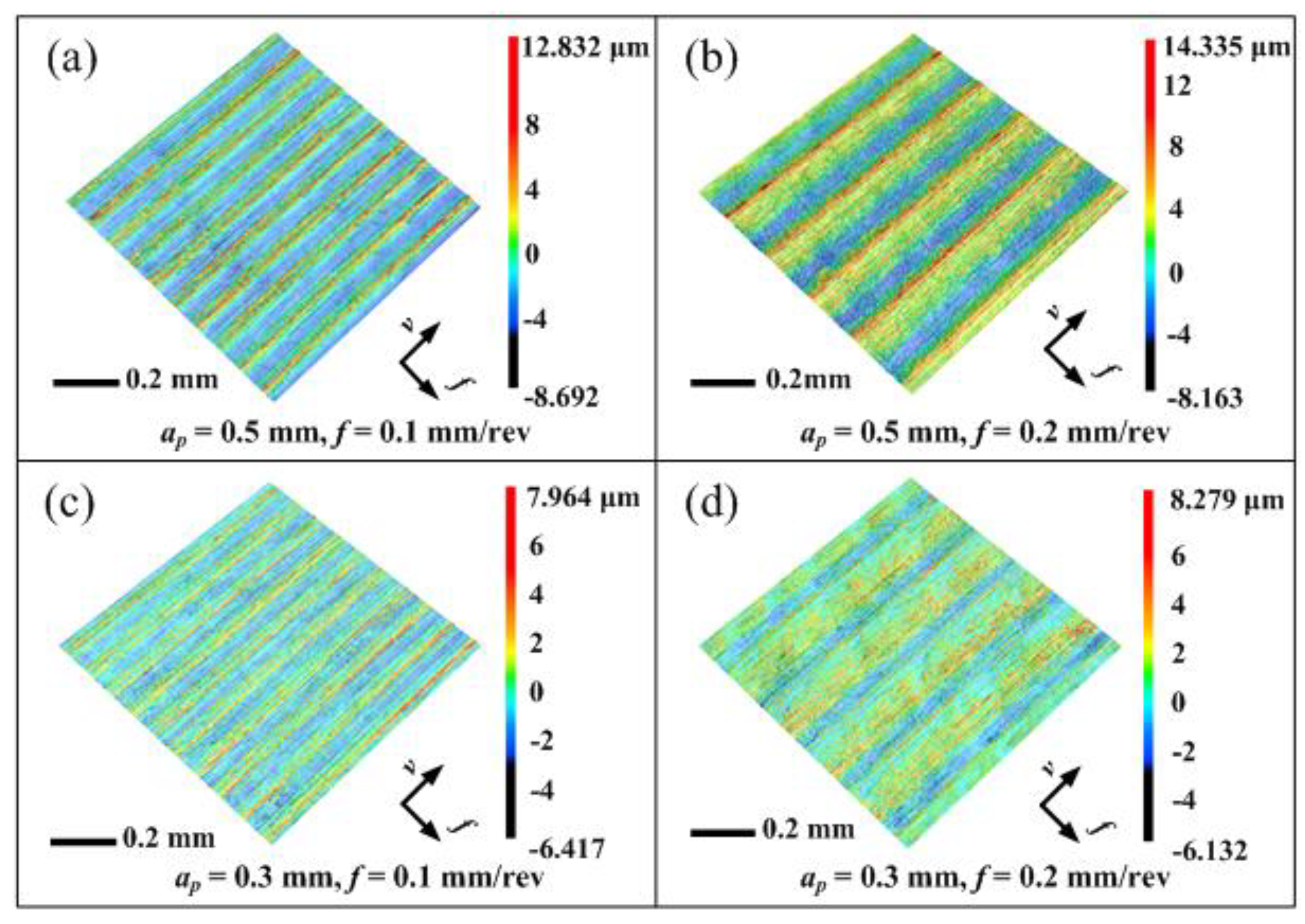
- (3)
- The turning surface presented regular peaks and valleys. Peak height of the cylinder turning surface at a lower cutting speed was higher than that at a higher speed, and higher feed corresponded to higher peak height. In face turning, the peak height of the machined surface at a lower feed was lower than that at a higher feed, and it was higher under a larger depth of cut than under a smaller one.
- (4)
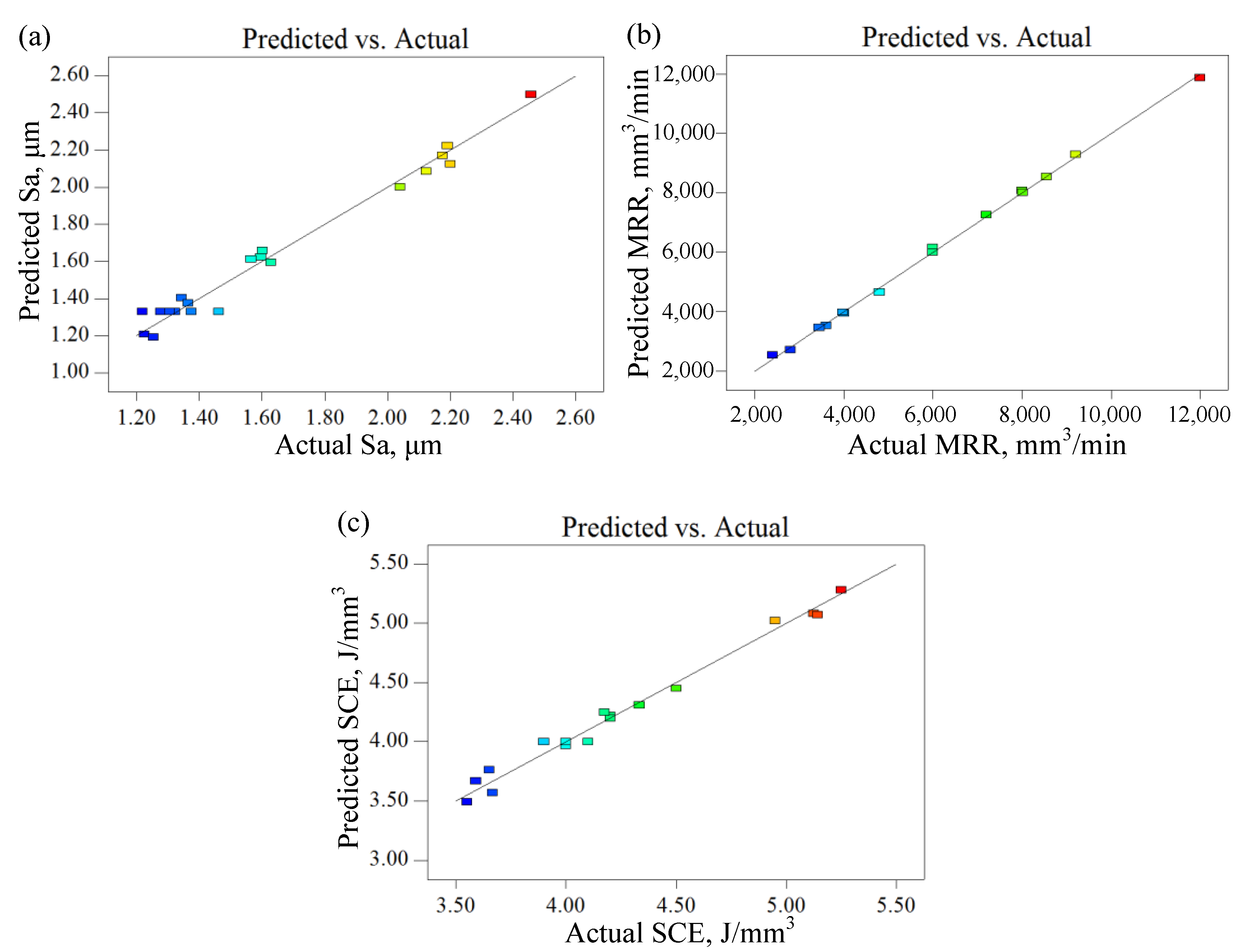
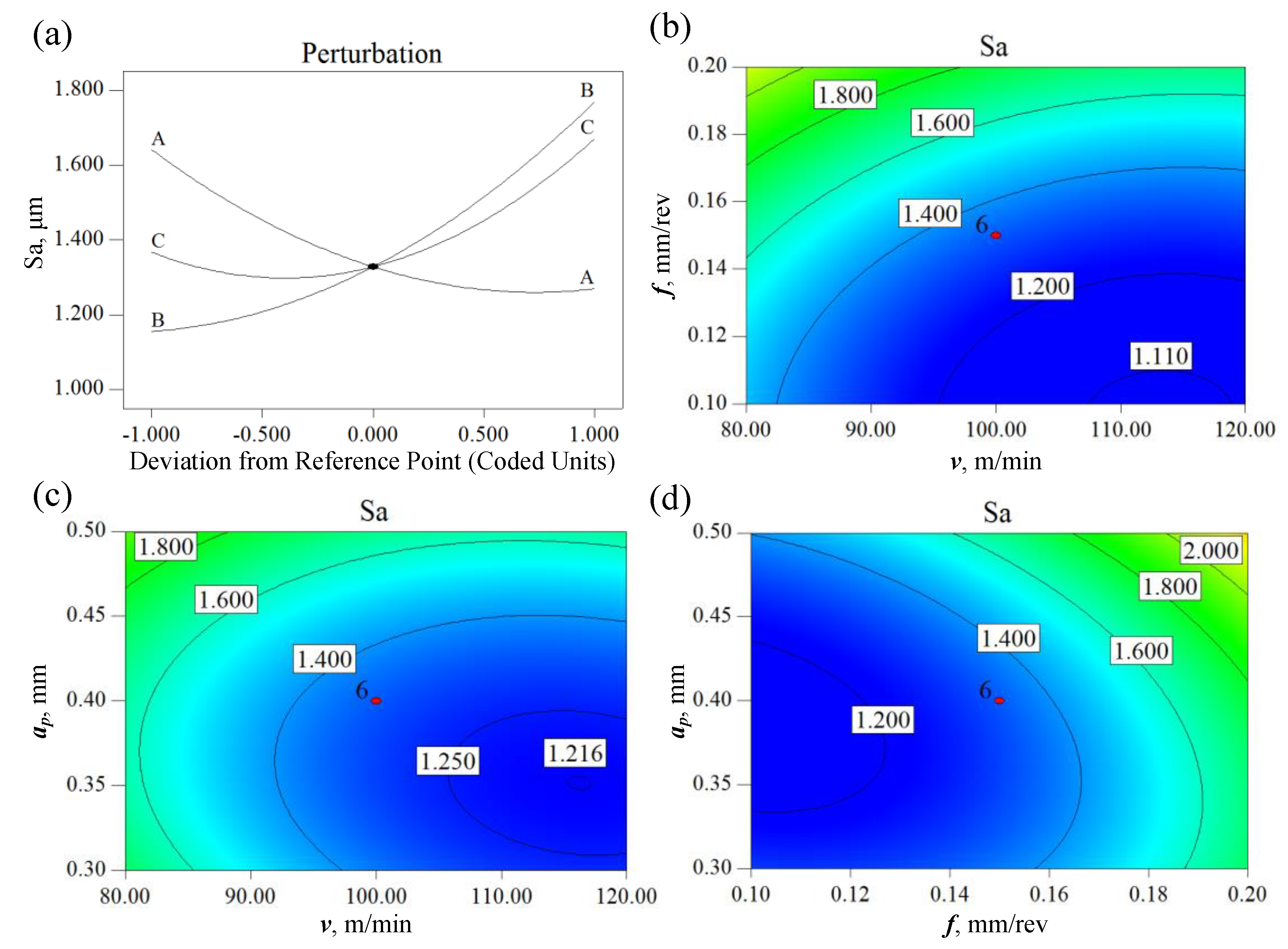
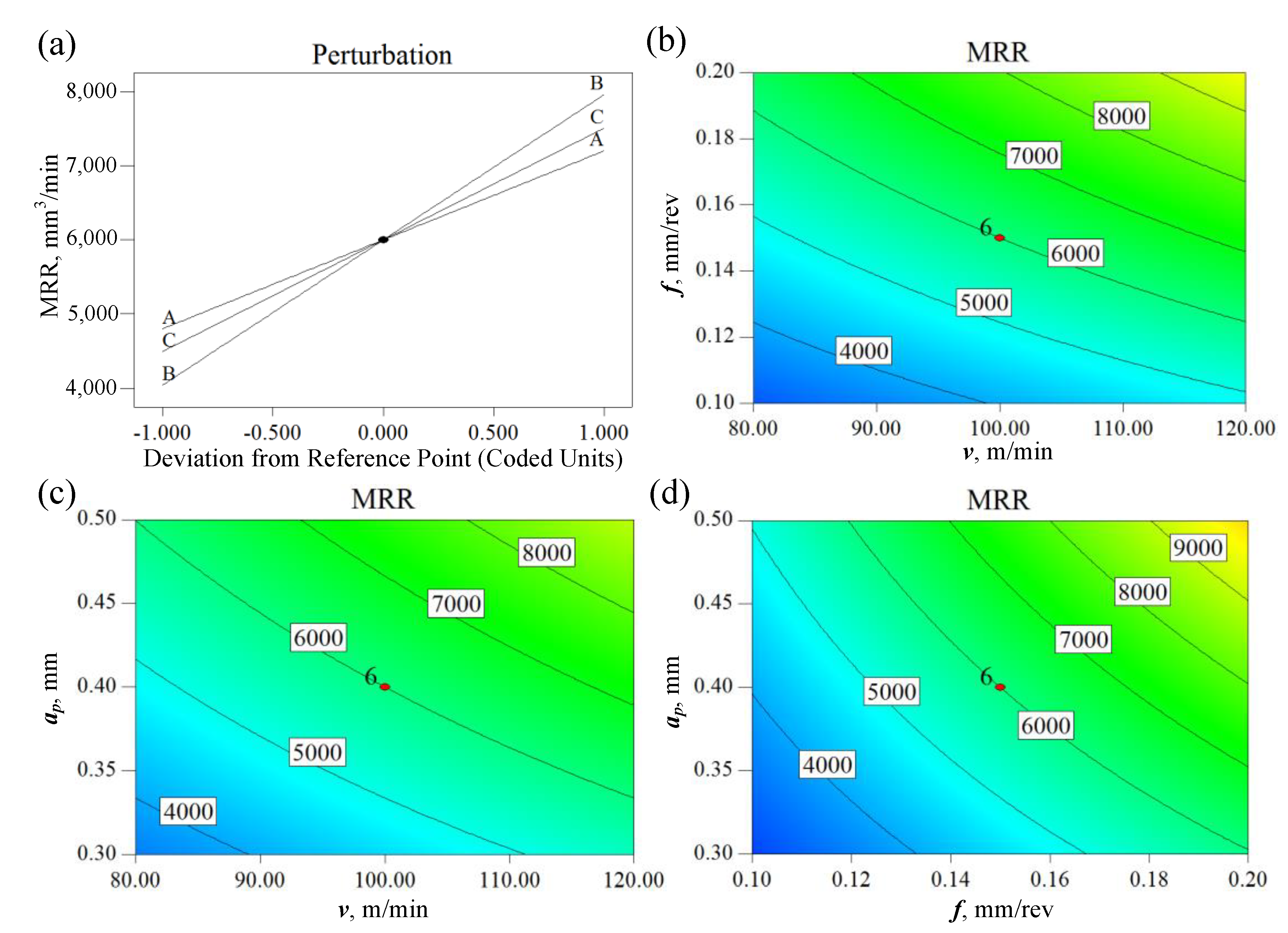
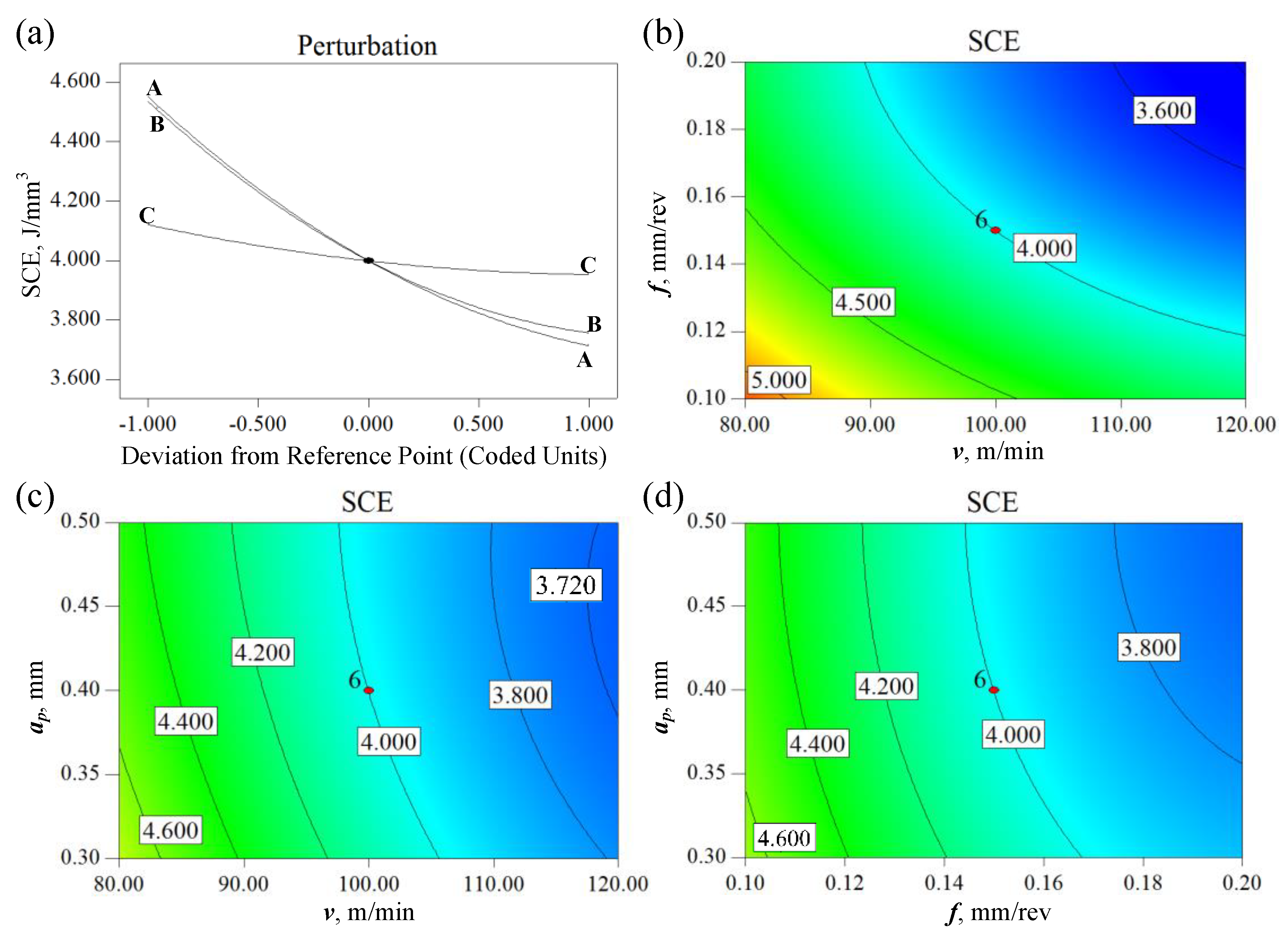
- The effect of the cutting parameters on surface roughness, MRR, and SCE was studied. The quadratic model of each response variable was proposed by analyzing the experimental data. The RSM was employed to achieve the optimization of the cutting parameters, with the surface roughness below 1.6 μm, the maximum MRR, and the minimum SCE as the objective. The optimization of the cutting parameters was carried out when the three desired responses were in equal weight, and the most desirable cutting parameters are v = 120 m/min, f = 0.18 mm/rev, and ap = 0.42 mm.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Kaladhar, M.; Subbaiah, K.V.; Rao, C.S. Determination of optimum process parameters during turning of AISI 304 austenitic stainless steels using Taguchi method and ANOVA. Int. J. Lean Think. 2012, 3, 1–19. [Google Scholar]
- Xavior, M.A.; Adithan, M. Determining the influence of cutting fluids on tool wear and surface roughness during turning of AISI 304 austenitic stainless steel. J. Mater. Process. Technol. 2009, 209, 900–909. [Google Scholar] [CrossRef]
- Çaydaş, U.; Ekici, S. Support vector machines models for surface roughness prediction in CNC turning of AISI 304 austenitic stainless steel. J. Intell. Manuf. 2012, 23, 639–650. [Google Scholar]
- Selvaraj, D.P.; Chandramohan, P. Optimization of surface roughness of AISI 304 austenitic stainless steel in dry turning operation using Taguchi design method. J. Eng. Sci. Technol. 2010, 5, 293–301. [Google Scholar]
- Zaharudin, A.M.; Budin, S. Influence of cutting speed on coated TiCN cutting tool during turning of AISI 316L stainless steel in dry turning process. IOP Conf. Ser. Mater. Sci. Eng. IOP Publ. 2019, 505, 012044. [Google Scholar] [CrossRef]
- Kaladhar, M.; Subbaiah, K.V.; Rao, C.S. Machining of austenitic stainless steels-a review. Int. J. Mach. Machin. Mater. 2012, 12, 178–192. [Google Scholar] [CrossRef]
- Ahmed, Y.S.; Paiva, J.M.; Bose, B.; Veldhuis, S.C. New observations on built-up edge structures for improving machining performance during the cutting of superduplex stainless steel. Tribol. Int. 2019, 137, 212–227. [Google Scholar] [CrossRef]
- Özbek, N.A.; Çiçek, A.; Gülesin, M.; Özbek, O. Effect of cutting conditions on wear performance of cryogenically treated tungsten carbide inserts in dry turning of stainless steel. Tribol. Int. 2016, 94, 223–233. [Google Scholar] [CrossRef]
- Patil, N.; Gopalakrishna, K.; Sangmesh, B.; Sudhakar, K.; Vijaykumar, G.C. Performance studies on cryogenic treated carbide cutting tool for turning of AISI304 steel. J. Mech. Eng. Sci. 2018, 12, 3927–3941. [Google Scholar] [CrossRef]
- Mahdavinejad, R.A.; Saeedy, S. Investigation of the influential parameters of machining of AISI 304 stainless steel. Sadhana 2011, 36, 963–970. [Google Scholar] [CrossRef]
- Pereira, O.; Rodríguez, A.; Fernández-Abia, A.I.; Barreiro, J.; de Lacalle, L.L. Cryogenic and minimum quantity lubrication for an eco-efficiency turning of AISI 304. J. Clean. Prod. 2016, 139, 440–449. [Google Scholar] [CrossRef]
- Sahu, S.; Choudhury, B.B. Optimization of surface roughness using Taguchi methodology & prediction of tool wear in hard turning tools. Mater. Today Proc. 2015, 2, 2615–2623. [Google Scholar]
- Karunya, G.; Ravikumar, P.; Krishna, P.G.; Krishna, P.S. Optimization of the surface roughness by applying the Taguchi technique for the turning of AISI 304 austenitic stainless steel. Int. J. Mech. Eng. Technol. 2017, 8, 694–701. [Google Scholar]
- Tekıner, Z.; Yeşılyurt, S. Investigation of the cutting parameters depending on process sound during turning of AISI 304 austenitic stainless steel. Mater. Des. 2004, 25, 507–513. [Google Scholar] [CrossRef]
- Junaidha, A.P.; Yuvaraj, G.; Peter, J.; Bhuvaneshwari, V.; Kanagasabapathi; Karthik, K. Influence of process parameters on the machining characteristics of austensite stainless steel (AISI 304). Mater. Today Proc. 2018, 5, 13321–13333. [Google Scholar] [CrossRef]
- Dubey, A.K.; Yadava, V. Multi-objective optimisation of laser beam cutting process. Opt. Laser Technol. 2008, 40, 562–570. [Google Scholar] [CrossRef]
- Nayak, S.K.; Patro, J.K.; Dewangan, S.; Gangopadhyay, S. Multi-objective optimization of machining parameters during dry turning of AISI 304 austenitic stainless steel using grey relational analysis. Proc. Mater. Sci. 2014, 6, 701–708. [Google Scholar] [CrossRef]
- Bouzid, L.; Berkani, S.; Yallese, M.A.; Girardin, F.; Mabrouki, T. Estimation and optimization of flank wear and tool lifespan in finish turning of AISI 304 stainless steel using desirability function approach. Int. J. Ind. Eng. Comput. 2018, 9, 349–368. [Google Scholar] [CrossRef]
- Myers, R.H.; Montgomery, D.C.; Anderson-Cook, C.M. Response surface methodology: Process. and product optimization using designed experiments, 4th ed.; John Wiley & Sons: Hoboken, NJ, USA, 2016. [Google Scholar]
- Jahanbakhsh, M.; Akhavan Farid, A.; Lotfi, M. Optimal flank wear in turning of Inconel 625 super-alloy using ceramic tool. Proc. Inst. Mech. Eng. Part. B J. Eng. Manuf. 2018, 232, 208–216. [Google Scholar] [CrossRef]
- Sun, Y.; Hao, M. Statistical analysis and optimization of process parameters in Ti6Al4V laser cladding using Nd: YAG laser. Opt. Lasers Eng. 2012, 50, 985–995. [Google Scholar] [CrossRef]
- Camposeco-Negrete, C.; de Dios Calderón-Nájera, J. Sustainable machining as a mean of reducing the environmental impacts related to the energy consumption of the machine tool: A case study of AISI 1045 steel machining. Int. J. Adv. Manuf. Technol. 2019, 102, 27–41. [Google Scholar] [CrossRef]
- Camposeco-Negrete, C. Optimization of cutting parameters using response surface method for minimizing energy consumption and maximizing cutting quality in turning of AISI 6061 T6 aluminum. J. Clean. Prod. 2015, 91, 109–117. [Google Scholar] [CrossRef]
- Shafi’I, S.N.; Ahmad, N.; Abidin, M.Z.; Hani, N.M.; Ismail, N. Optimization of hydrocolloids and maltodextrin addition on roselle-based fruit leather using two-level full factorial design. Int. J. Biosci. Biochem. Bioinform. 2013, 3, 387–391. [Google Scholar]
- Ahmed, Y.S.; Fox-Rabinovich, G.; Paiva, J.M.; Wagg, T.; Veldhuis, S.C. Effect of built-up edge formation during stable state of wear in AISI 304 stainless steel on machining performance and surface integrity of the machined part. Materials 2017, 10, 1230. [Google Scholar] [CrossRef] [PubMed]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition | C | Si | Mn | Cr | Ni | Mo | Cu | Fe |
|---|---|---|---|---|---|---|---|---|
| (wt) % | 0.055 | 0.64 | 1.66 | 18.2 | 9.11 | 0.092 | 0.14 | 69.7 |
| Density (g/cm3) | Elastic Modulus (GPa) | Poisson′s Ratio | Coefficient of Thermal Expansion (10−6∙K−1) | Thermal Conductivity (W∙m−1∙K−1) | Specific Heat Capacity (J∙kg−1∙K−1) |
|---|---|---|---|---|---|
| 7.93 | 193 | 0.3 | 17.2 | 16.3 | 500 |
| Parameters | Levels | ||||
|---|---|---|---|---|---|
| −α | −1 | 0 | +1 | +α | |
| v (m/min) | 66.36 | 80 | 100 | 120 | 133.64 |
| f (mm/rev) | 0.07 | 0.10 | 0.15 | 0.20 | 0.23 |
| ap (mm) | 0.27 | 0.3 | 0.4 | 0.5 | 0.57 |
| Run | V (m/min) | f (mm/rev) | ap (mm) | Sa (μm) | MRR (mm3/min) | SCE (J/mm3) |
|---|---|---|---|---|---|---|
| 1 | 80.00 | 0.10 | 0.30 | 1.60 ± 0.10 | 2400 | 5.25 ± 0.25 |
| 2 | 120.00 | 0.10 | 0.30 | 1.23 ± 0.09 | 3600 | 4.33 ± 0.17 |
| 3 | 80.00 | 0.20 | 0.30 | 2.12 ± 0.16 | 4800 | 4.50 ± 0.13 |
| 4 | 120.00 | 0.20 | 0.30 | 1.63 ± 0.11 | 7200 | 3.67 ± 0.08 |
| 5 | 80.00 | 0.10 | 0.50 | 1.60 ± 0.10 | 4000 | 4.95 ± 0.15 |
| 6 | 120.00 | 0.10 | 0.50 | 1.34 ± 0.07 | 6000 | 4.20 ± 0.10 |
| 7 | 80.00 | 0.20 | 0.50 | 2.46 ± 0.12 | 8000 | 4.20 ± 0.08 |
| 8 | 120.00 | 0.20 | 0.50 | 2.18 ± 0.11 | 12,000 | 3.55 ± 0.05 |
| 9 | 66.36 | 0.15 | 0.40 | 2.04 ± 0.13 | 3982 | 5.13 ± 0.15 |
| 10 | 133.64 | 0.15 | 0.40 | 1.37 ± 0.08 | 8018 | 3.59 ± 0.07 |
| 11 | 100.00 | 0.07 | 0.40 | 1.25 ± 0.08 | 2800 | 5.14 ± 0.21 |
| 12 | 100.00 | 0.23 | 0.40 | 2.19 ± 0.15 | 9200 | 3.65 ± 0.07 |
| 13 | 100.00 | 0.15 | 0.23 | 1.57 ± 0.12 | 3450 | 4.17 ± 0.17 |
| 14 | 100.00 | 0.15 | 0.57 | 2.20 ± 0.11 | 8550 | 4.00 ± 0.07 |
| 15 | 100.00 | 0.15 | 0.40 | 1.32 ± 0.07 | 6000 | 3.90 ± 0.10 |
| 16 | 100.00 | 0.15 | 0.40 | 1.28 ± 0.10 | 6000 | 4.00 ± 0.10 |
| 17 | 100.00 | 0.15 | 0.40 | 1.46 ± 0.10 | 6000 | 4.10 ± 0.10 |
| 18 | 100.00 | 0.15 | 0.40 | 1.37 ± 0.11 | 6000 | 4.00 ± 0.10 |
| 19 | 100.00 | 0.15 | 0.40 | 1.31 ± 0.08 | 6000 | 4.00 ± 0.10 |
| 20 | 100.00 | 0.15 | 0.40 | 1.22 ± 0.09 | 6000 | 4.00 ± 0.10 |
| Response | P-Value of Model | Std. Dev. | R2 | Adj. R2 | Pred. R2 | Adeq. Precision |
|---|---|---|---|---|---|---|
| Sa | <0.0001 | 0.079 | 0.9799 | 0.9618 | 0.9166 | 23.489 |
| MRR | <0.0001 | 105.94 | 0.9990 | 0.9980 | 0.9909 | 124.592 |
| SCE | <0.0001 | 0.086 | 0.9858 | 0.9730 | 0.9156 | 29.391 |
| No. | Factors | Responses | Desirability | ||||
|---|---|---|---|---|---|---|---|
| v (m/min) | f (mm/rev) | ap (mm) | Sa (μm) | MRR (mm3/min) | SCE (J/mm3) | ||
| 1 | 120.00 | 0.18 | 0.42 | 1.600 | 9324.13 | 3.525 | 0.843 |
| 2 | 120.00 | 0.18 | 0.43 | 1.600 | 9331.76 | 3.527 | 0.843 |
| 3 | 119.95 | 0.18 | 0.43 | 1.600 | 9323.84 | 3.526 | 0.843 |
| 4 | 120.00 | 0.18 | 0.43 | 1.600 | 9340.35 | 3.531 | 0.843 |
| 5 | 119.99 | 0.18 | 0.43 | 1.600 | 9342.00 | 3.532 | 0.843 |
| 6 | 119.98 | 0.19 | 0.41 | 1.600 | 9263.11 | 3.516 | 0.842 |
| 7 | 120.00 | 0.19 | 0.41 | 1.600 | 9254.63 | 3.515 | 0.841 |
| 8 | 120.00 | 0.18 | 0.44 | 1.600 | 9350.67 | 3.543 | 0.840 |
| 9 | 119.67 | 0.18 | 0.44 | 1.600 | 9331.16 | 3.542 | 0.840 |
| 10 | 120.00 | 0.19 | 0.40 | 1.600 | 9201.12 | 3.512 | 0.839 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, X.; Liu, Z.; Liang, X. Tool Wear, Surface Topography, and Multi-Objective Optimization of Cutting Parameters during Machining AISI 304 Austenitic Stainless Steel Flange. Metals 2019, 9, 972. https://doi.org/10.3390/met9090972
Li X, Liu Z, Liang X. Tool Wear, Surface Topography, and Multi-Objective Optimization of Cutting Parameters during Machining AISI 304 Austenitic Stainless Steel Flange. Metals. 2019; 9(9):972. https://doi.org/10.3390/met9090972
Chicago/Turabian StyleLi, Xiaojun, Zhanqiang Liu, and Xiaoliang Liang. 2019. "Tool Wear, Surface Topography, and Multi-Objective Optimization of Cutting Parameters during Machining AISI 304 Austenitic Stainless Steel Flange" Metals 9, no. 9: 972. https://doi.org/10.3390/met9090972
APA StyleLi, X., Liu, Z., & Liang, X. (2019). Tool Wear, Surface Topography, and Multi-Objective Optimization of Cutting Parameters during Machining AISI 304 Austenitic Stainless Steel Flange. Metals, 9(9), 972. https://doi.org/10.3390/met9090972