Effects of Nano TiC Particles on Recrystallization and Mechanical Properties of Al-Zn-Mg-Cu Alloy

 ,
,
Abstract
:1. Introduction
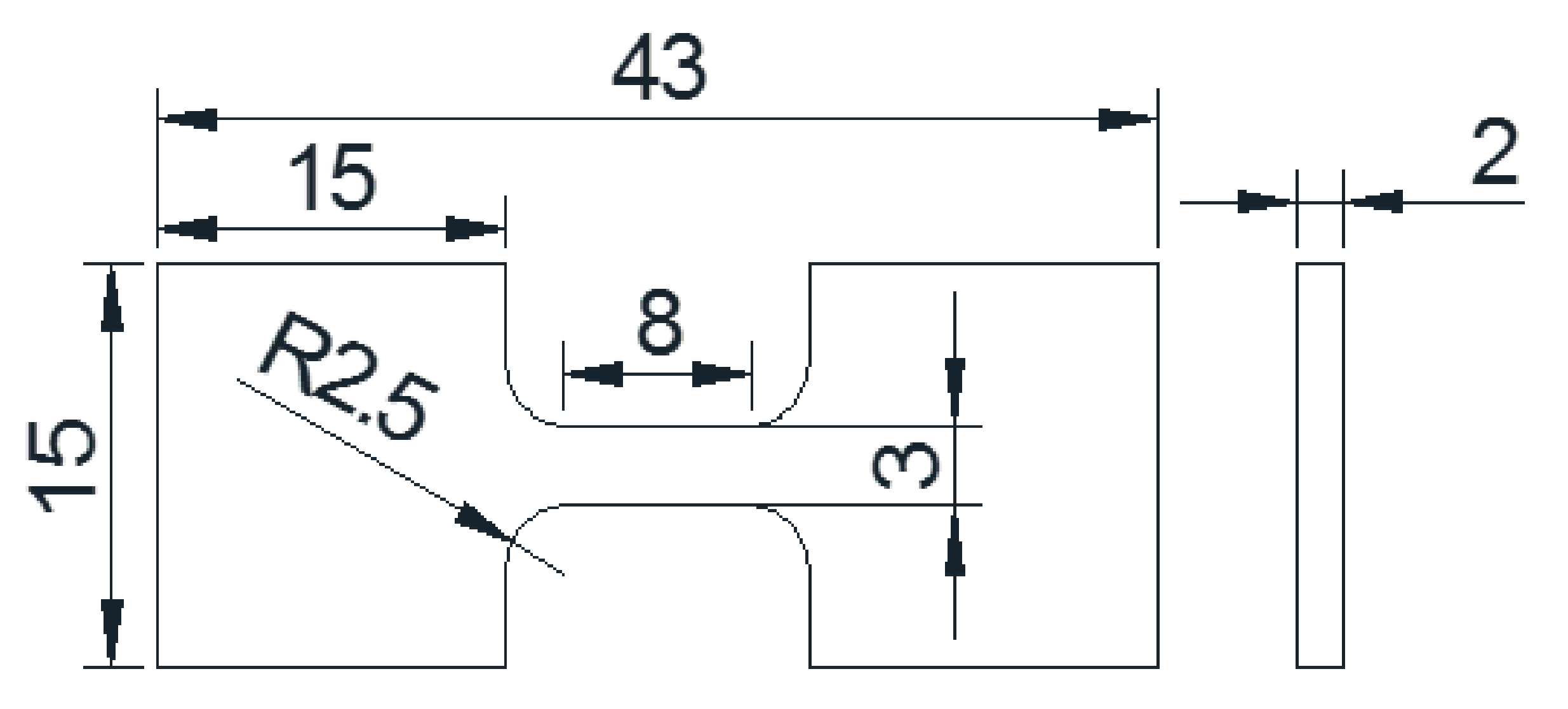
2. Materials and Methods
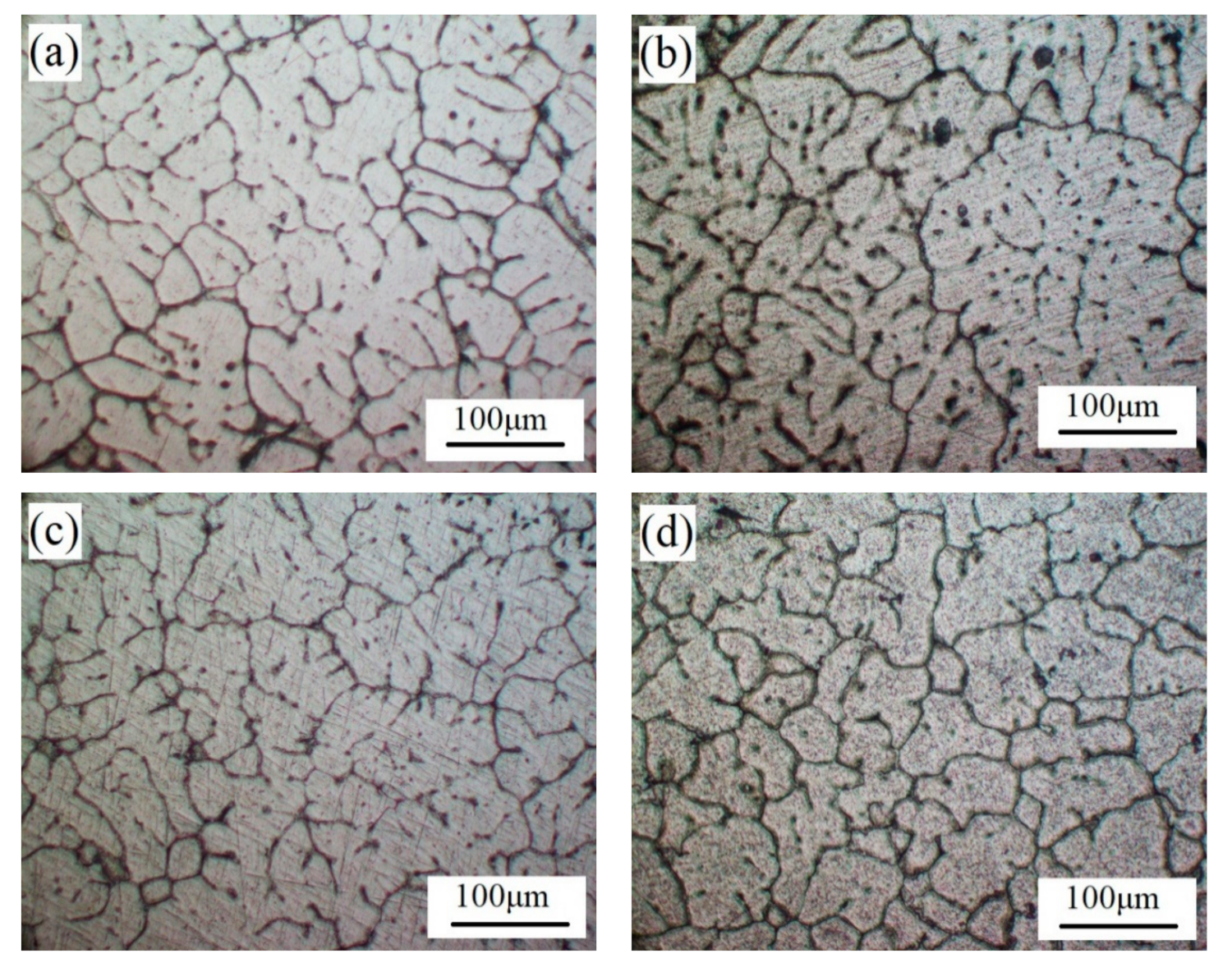
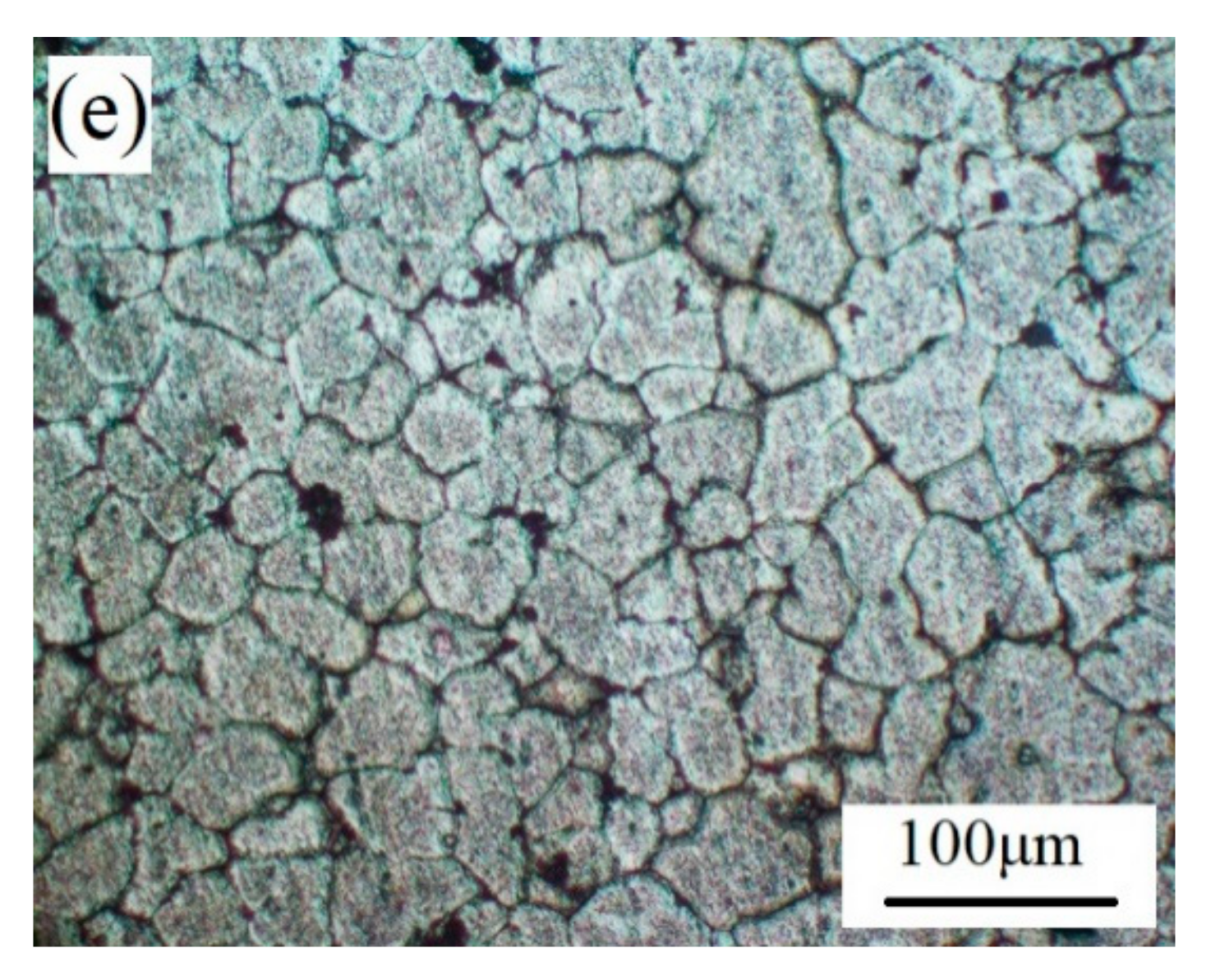
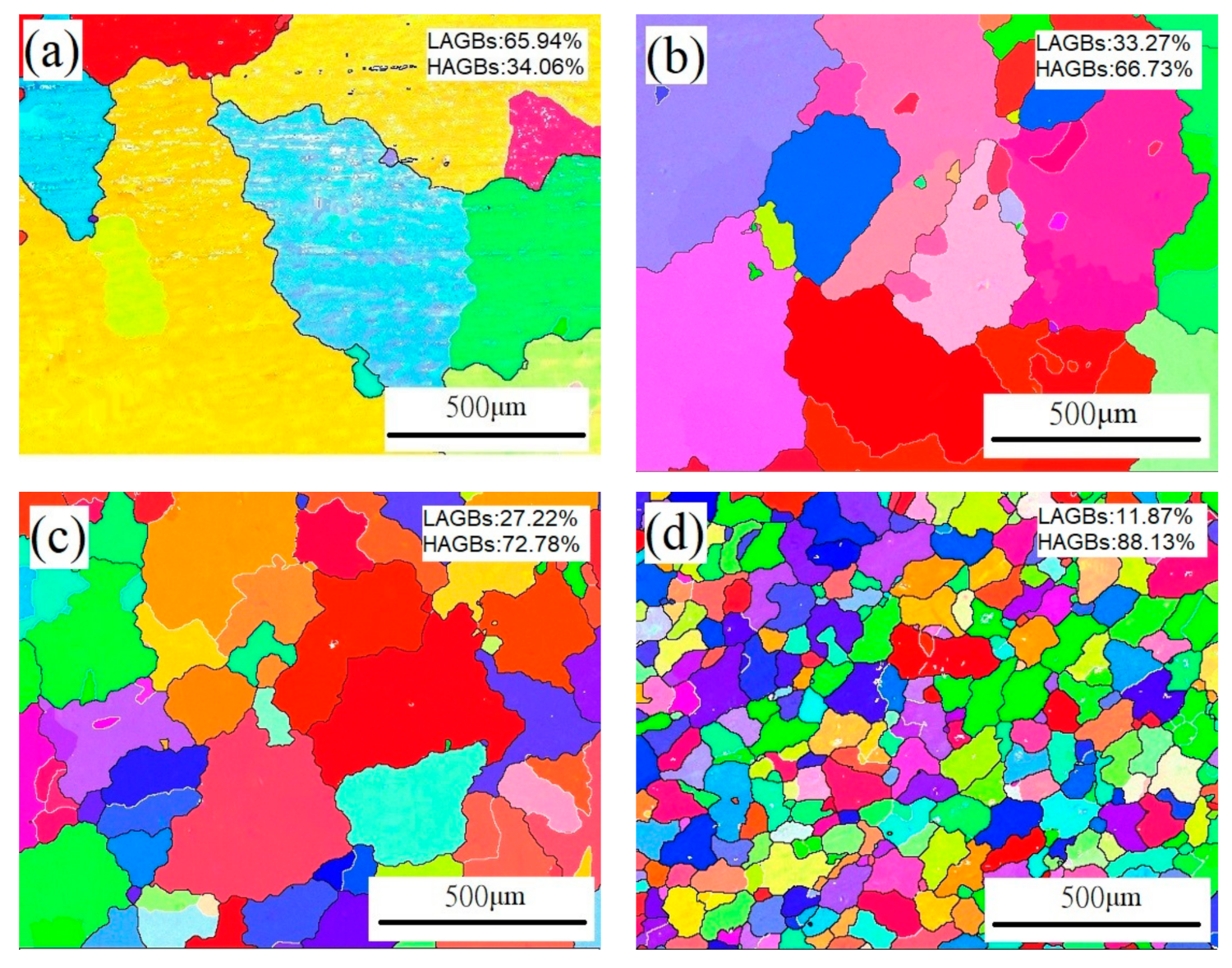
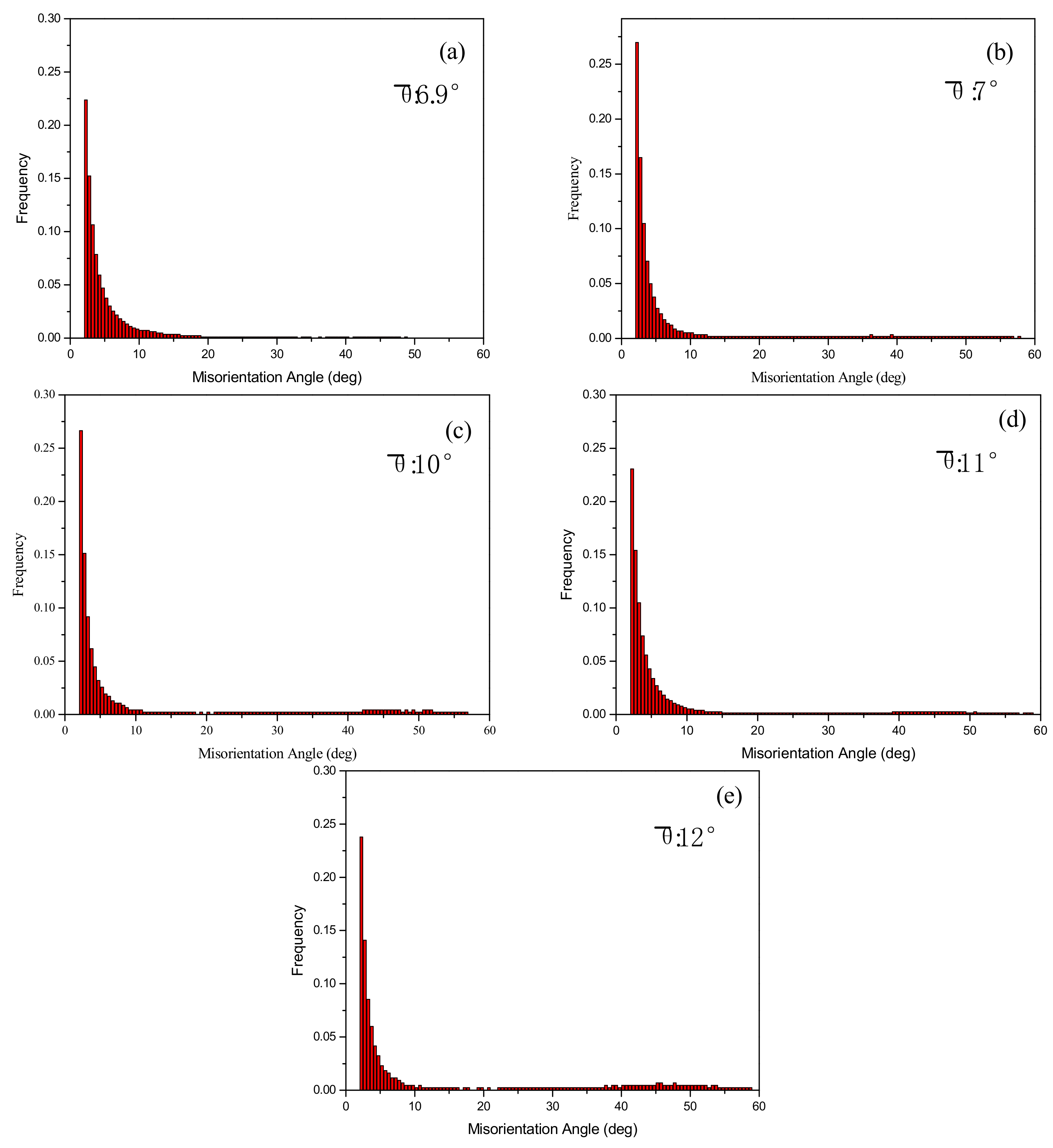
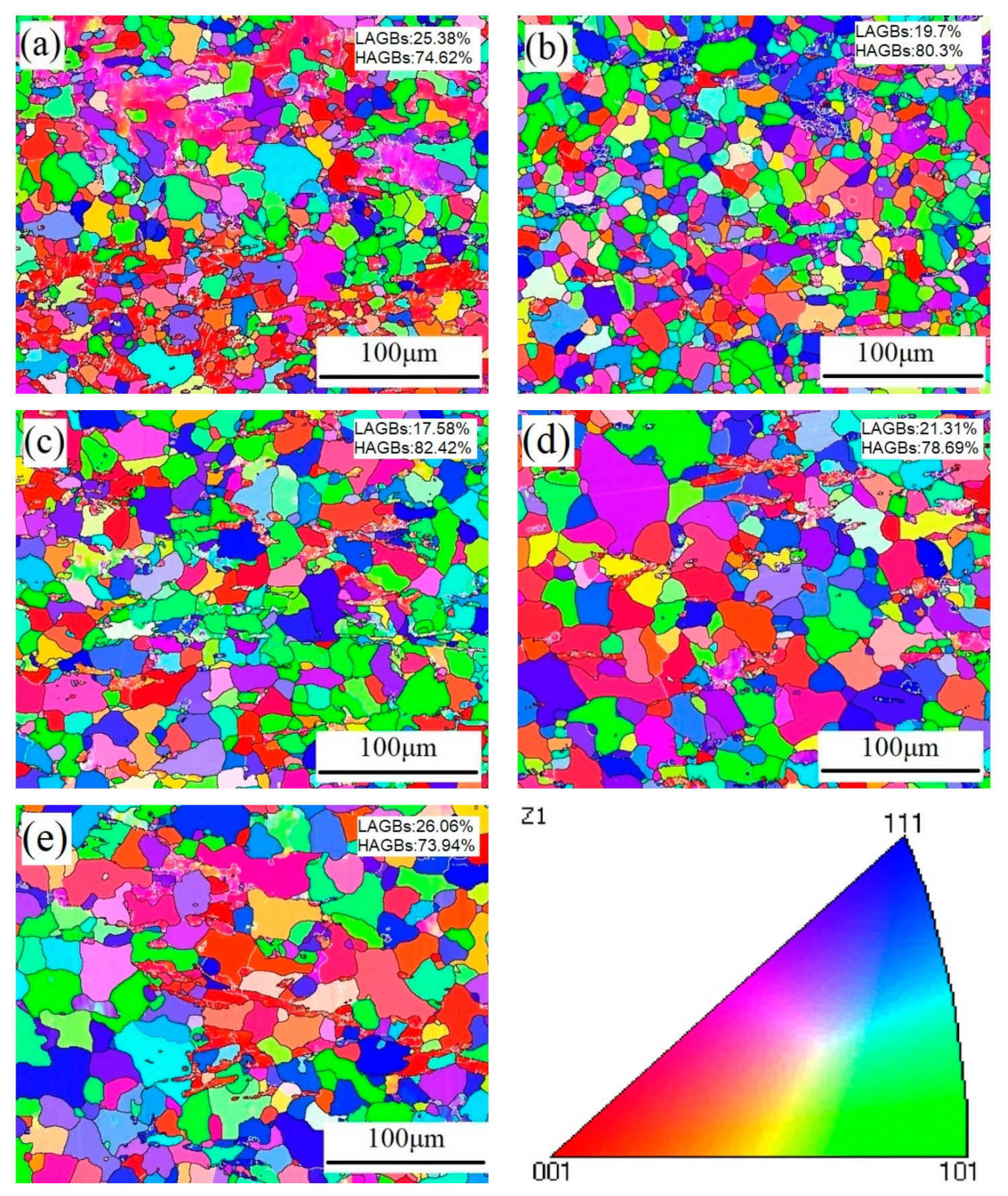
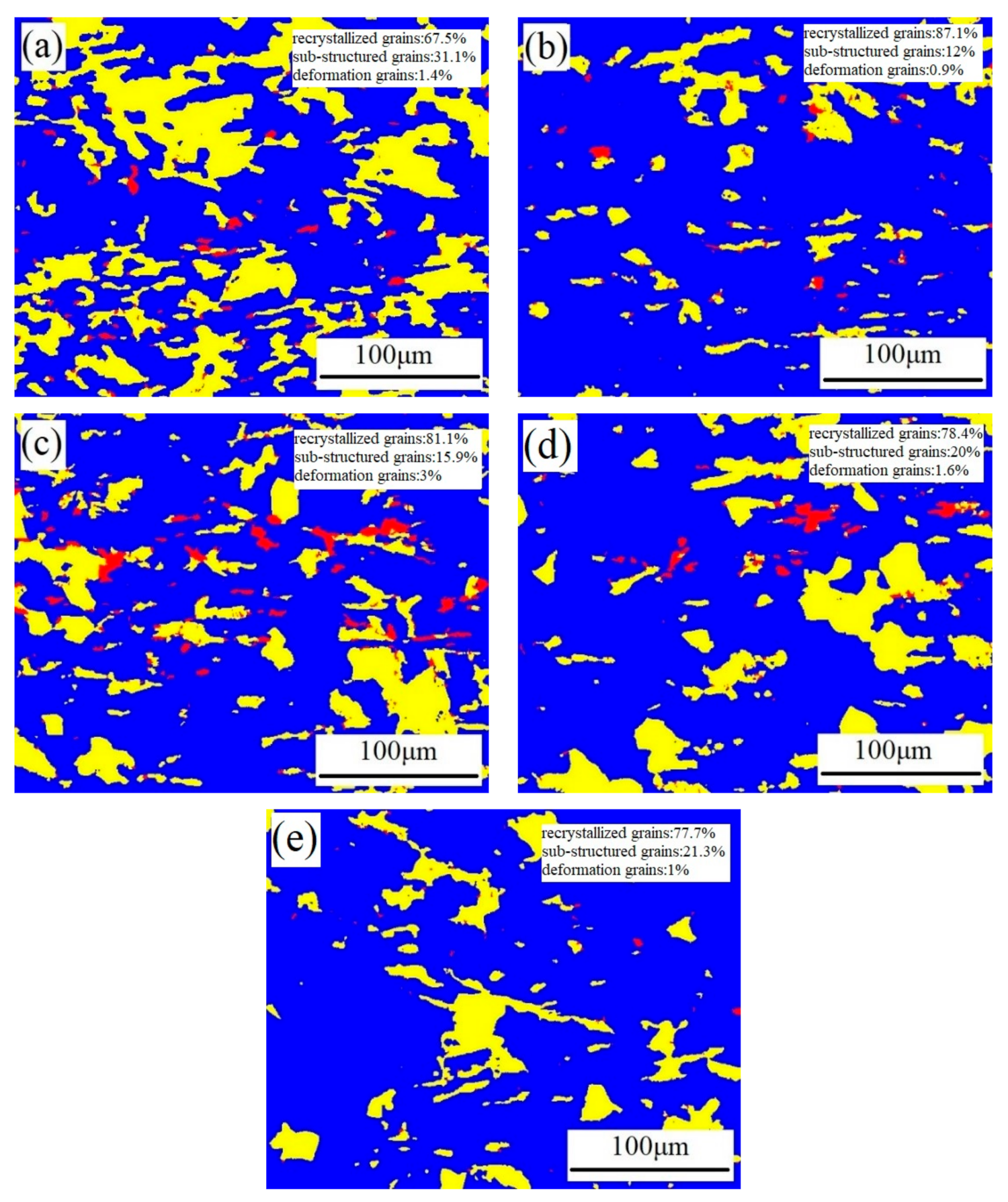
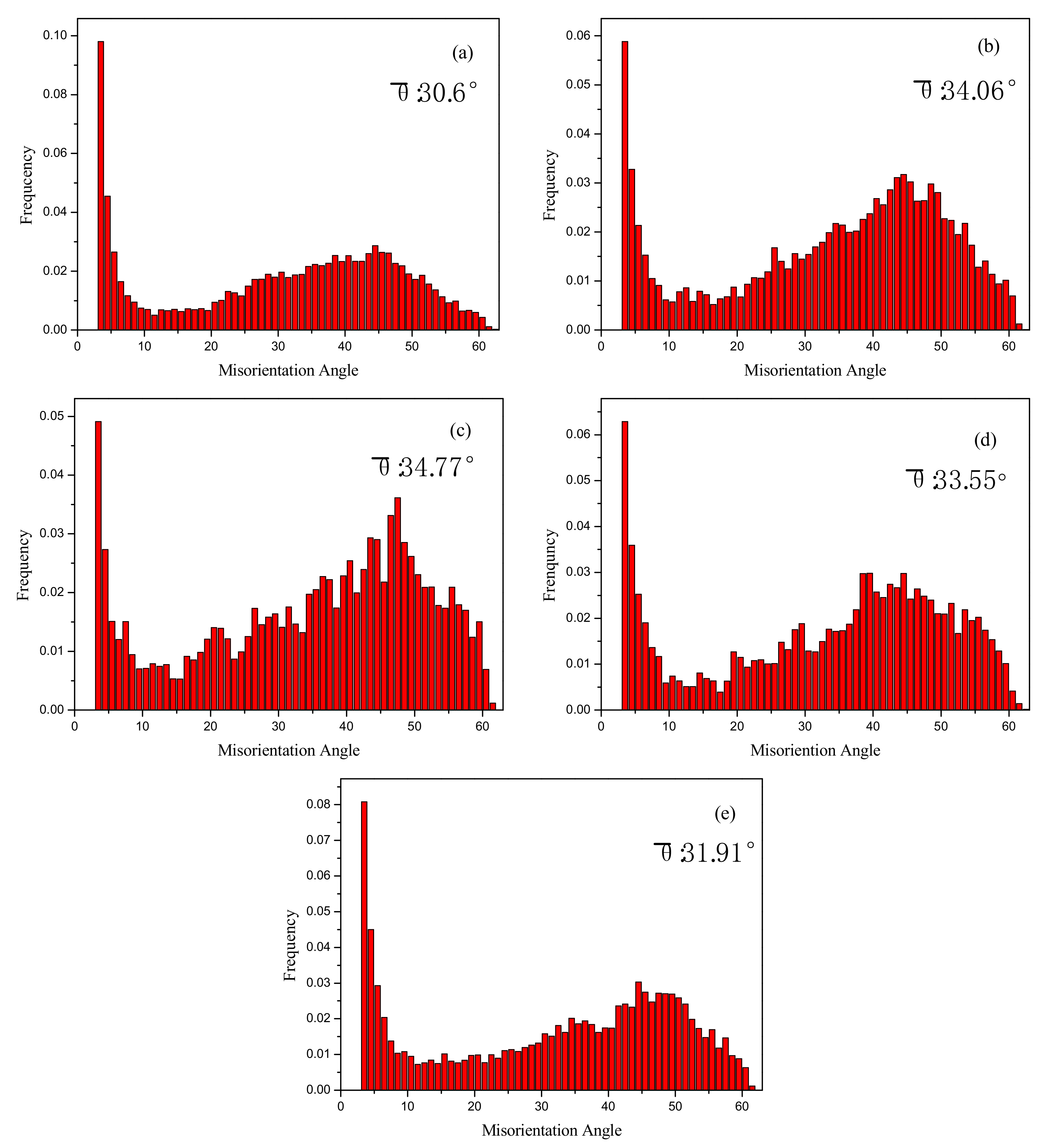
3. Results
4. Discussion
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Yuan, D.; Chen, K.; Chen, S.; Zhou, L.; Chang, J.; Huang, P.; Yi, Y. Enhancing stress corrosion cracking resistance of low Cu-containing Al-Zn-Mg-Cu alloys by slow quench rate. Mater. Des. 2019, 164, 107558. [Google Scholar] [CrossRef]
- Jafari, H.; Heidari, E.; Barabi, A.; Kheirabadi, M. Effect of phase transformation during long-term solution treatment on microstructure, mechanical properties, and bio-corrosion behavior of Mg-5Zn-1.5Y cast alloy. Acta Metall. Sin. 2018, 31, 561–574. [Google Scholar] [CrossRef]
- Dursun, T.; Soutis, C. Recent developments in advanced aircraft aluminium alloys. Mater. Des. 2014, 56, 862–871. [Google Scholar] [CrossRef]
- Fu, Y.; Li, X.; Wen, K.; Huang, S.; Dong, Y.; Rao, M.; Yang, F.; Wang, Y.; Xiong, B.; Li, Z. Effect of heat treatment on microstructures and properties of a novel Al-Zn-Mg-Cu alloy for oil drilling. Prog. Nat. Sci. 2019, 29, 217–223. [Google Scholar] [CrossRef]
- Paulisch, M.; Lentz, M.; Wemme, H.; Andrich, A.; Driehorst, L.; Reimers, W. The different dependencies of the mechanical properties and microstructures on hot extrusion and artificial aging processing in case of the alloys Al 7108 and Al 7175. J. Mater. Process. Technol. 2016, 144, 431–439. [Google Scholar] [CrossRef]
- Lu, Y.; Wang, J.; Li, X.; Chen, Y.; Zhou, D.; Zhou, G.; Xu, W. Effect of pre-deformation on the microstructures and properties of 2219 aluminum alloy during aging treatment. J. Alloys Compd. 2017, 699, 1140–1145. [Google Scholar] [CrossRef]
- Lu, Y.; Wang, H.; Li, W.; Li, R.; Zhou, D. Effects of pre-deformation on the microstructures and corrosion behavior of 2219 aluminum alloy. Mater. Sci. Eng. A 2018, 723, 204–211. [Google Scholar] [CrossRef]
- Wang, J.; Lu, Y.; Zhou, D.; Sun, L.; Li, X.; Xu, W. Influence of homogenization on microstructural response and mechanical property of Al-Cu-Mn alloy. Materials 2018, 11, 914. [Google Scholar] [CrossRef]
- Lu, Y.; Zhou, D.; Wang, J.; Li, X.; Li, W.; Wang, J. Aluminum matrix composites reinforced with nano TiC particles: Microstructure and wear behavior. Mater. Technol. 2018, 52, 673–678. [Google Scholar]
- Gupta, N.; Paramsothy, M. Metal and polymer matrix composites: Functional lightweight materials for high-performance structures. JOM 2014, 66, 862–865. [Google Scholar] [CrossRef]
- Luong, D.; Starbik, O.; Hammond, V.; Gupta, N.; Cho, K. Development of high-performance lightweight aluminum alloy/SiC hollow sphere syntactic foams and compressive characterization at quasi-static and high strain rates. J. Alloys Compd. 2013, 550, 412–422. [Google Scholar] [CrossRef]
- Mutry, S.; Rao, B.; Kashyap, B. On the hot working characteristics of 6061Al-SiC and 6061-Al2O3 particulate reinforced metal matrix composites. Compos. Sci. Technol. 2003, 63, 119–135. [Google Scholar]
- Amirkhanlou, S.; Niroumand, B. Development of Al356/SiCp cast composites by injection of SiCp containing composite powders. Mater. Des. 2011, 32, 1895–1902. [Google Scholar] [CrossRef]
- Subhash, S.; Kaushik, P. Effect of texture evolution on mechanical and damping properties of SiC/ZnAl2O4/Al composite through friction stir processing. J. Mater. Res. Technol. 2019, 8, 222–232. [Google Scholar]
- Alizadeh, A.; Taheri-Nassaj, E. Mechanical properties and wear behavior of Al-2 wt% Cu alloy composites reinforced by B4C nanoparticles and fabricated by mechanical milling and hot extrusion. Mater. Charact. 2012, 67, 119–128. [Google Scholar] [CrossRef]
- Han, G.; Zhang, W.; Zhang, G.; Feng, Z.; Wang, Y. High temperature mechanical properties and fracture mechanisms of Al-Si piston alloy reinforced with in situ TiB2 particles. Mater. Sci. Eng. 2015, 633, 161–168. [Google Scholar] [CrossRef]
- Jafarian, H.; Habibi, J.; Razavi, S. Microstructure evolution and mechanical properties in ultrafine grained Al/TiC composite fabricated by accumulative roll bonding. Compos. Part B Eng. 2015, 77, 84–92. [Google Scholar] [CrossRef]
- Williams, J.; Edgar, A. Progress in structural materials for aerospace systems. Acta Mater. 2003, 51, 5775–5799. [Google Scholar] [CrossRef]
- Li, D.; Zhang, D.; Liu, S.; Shan, Z.; Liu, S.; Shan, Z.; Zhang, X.; Wang, Q.; Han, S. Dynamic recrystallization behavior of 7085 aluminum alloy during hot deformation. Trans. Nonferrous Met. Soc. China 2016, 26, 1491–1497. [Google Scholar] [CrossRef]
- Gu, X.; Joseph, S.; Shiflet, G.; Widom, M. Ductility improvement of amorphous steels: Roles if shear modulus and electronic structure. Acta Mater. 2008, 56, 88–94. [Google Scholar] [CrossRef]
- Straumal, B.; Kogtenkova, O.; Kolesnikova, K.; Straumal, A.; Bulatov, M.; Nekrasov, A. Reversible “Wetting” of Grain Boundaries by the Second Solid Phase in the Cu-In System. JETP Lett. 2014, 100, 535–539. [Google Scholar] [CrossRef]
- Chen, S.; Chen, K.; Dong, P.; Ye, S.; Huang, L. Effect of recrystallization and heat treatment on strength and SCC of an Al-Zn-Mg-Cu alloy. J. Alloys Compd. 2013, 581, 705–709. [Google Scholar] [CrossRef]
- Han, N.; Zhang, X.; Liu, S. Effects of solution treatment on the strength and fracture toughness of aluminum alloy 7050. J. Alloys Compd. 2011, 509, 4138–4145. [Google Scholar] [CrossRef]
- Kannan, M.; Raja, V. Enhancing stress corrosion cracking resistance in Al-Zn-Mg-Cu-Zr alloy through inhibiting recrystallization. Eng. Fract. Mech. 2010, 77, 249–256. [Google Scholar] [CrossRef]
- Wang, M.; Wang, Y.; Liu, J.; Chen, H.; Wu, Y.; Zhang, F.; Wang, H. Effects of Zn content on microstructures and mechanical properties of in-situTiB2/Al-Zn-Mg-Cu composites subjected to hot extrusion. Mater. Sci. Eng. A 2019, 742, 364–372. [Google Scholar] [CrossRef]
- Gao, Y.; Qiu, F.; Shu, S.; Wang, L.; Chang, F.; Hu, W.; Han, X.; Li, Q.; Jiang, Q. Mechanical properties and abrasive wear behaviors of in situ nano-TiCx/Al-Zn-Mg-Cu composites fabricated by combustion synthesis and hot pressn consolidation. Arch. Civ. Mech. Eng. 2018, 18, 179–187. [Google Scholar] [CrossRef]
- Ma, Y.; Geng, J.; Chen, Z.; Wang, M.; Chen, D.; Ji, G.; Ji, V.; Wang, H. Experimental study of the mechanisms of nanoparticle influencing the fatigue crack growth in an in-situ TiB2/Al-Zn-Mg-Cu composite. Eng. Fract. Mech. 2019, 207, 23–35. [Google Scholar] [CrossRef]
- Apps, P.; Bowen, J.; Prangnell, P.B. The effect of coarse second-phase particles on the rate of grain refinement during severe deformation processing. Acta Mater. 2003, 51, 2811–2822. [Google Scholar] [CrossRef]
- Zhou, D.; Tang, J.; Qiu, F.; Wang, J.; Jiang, Q. Effects of nano-TiCp on the microstructures and tensile properties of TiCp/Al-Cu composites. Mater. Charact. 2014, 94, 80–85. [Google Scholar] [CrossRef]
- Chen, Z.; Sun, G.; Wu, Y.; Mathon, M.; Borbely, A.; Chen, D.; Ji, G.; Wang, M.; Zhong, S.; Wang, H. Multi-scale study of microstructure evolution in hot extruded nano-sized TiB2 particle reinforced aluminum composites. Mater. Des. 2017, 116, 577–590. [Google Scholar] [CrossRef]
- Wang, L.; Qiua, F.; Zhao, Q.; Wang, H.; Jiang, Q. Simultaneously increasing the elevated-temperature tensile strength and plasticity of in situ nano-sized TiCx/Al-Cu-Mg composites. Mater. Charact. 2017, 125, 7–12. [Google Scholar] [CrossRef]
- Ma, Y.; Chen, Z.; Wang, M.; Chen, D.; Ma, N.; Wang, H. High cycle fatigue behavior of the in-situ TiB2/7050 composite. Mater. Sci. Eng. A 2015, 640, 350–356. [Google Scholar] [CrossRef]
- Chawla, N.; Jones, J.; Anders, C. Effect of SiC volume fraction and particle size on the fatigue resistance of a 2080 Al/SiCp composite. Metall. Mater. Trans. A 1998, 29, 2843–2854. [Google Scholar] [CrossRef]
- Kikuchi, S.; Yamazko, H.; Otsuka, T. Peripheral-recrystallized structures formed in Al-Zn-Mg-Cu-Zr alloy materials during extrusion and their quenching sensitivity. J. Mater. Process. Technol. 1993, 38, 689–701. [Google Scholar] [CrossRef]
- Manoharan, M.; Lewandowski, J. Effect of reinforcement size and matrix microstructure on the fracture properties of an aluminum metal matrix composite. Mater. Sci. Eng. A 1992, 150, 179–186. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Zn | Mg | Cu | Zr | Cr | Mn | Fe | Si | Al |
|---|---|---|---|---|---|---|---|---|
| 7.5 | 1.6 | 2 | 0.12 | 0.04 | 0.04 | 0.04 | 0.04 | Bal |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yao, X.; Zhou, D.; Lu, Y.; Li, X.; Wang, J.; Bai, Z.; Huang, Y. Effects of Nano TiC Particles on Recrystallization and Mechanical Properties of Al-Zn-Mg-Cu Alloy. Metals 2019, 9, 753. https://doi.org/10.3390/met9070753
Yao X, Zhou D, Lu Y, Li X, Wang J, Bai Z, Huang Y. Effects of Nano TiC Particles on Recrystallization and Mechanical Properties of Al-Zn-Mg-Cu Alloy. Metals. 2019; 9(7):753. https://doi.org/10.3390/met9070753
Chicago/Turabian StyleYao, Xiaohong, Dongshuai Zhou, Yalin Lu, Xingcheng Li, Jian Wang, Zhihao Bai, and Yong Huang. 2019. "Effects of Nano TiC Particles on Recrystallization and Mechanical Properties of Al-Zn-Mg-Cu Alloy" Metals 9, no. 7: 753. https://doi.org/10.3390/met9070753
APA StyleYao, X., Zhou, D., Lu, Y., Li, X., Wang, J., Bai, Z., & Huang, Y. (2019). Effects of Nano TiC Particles on Recrystallization and Mechanical Properties of Al-Zn-Mg-Cu Alloy. Metals, 9(7), 753. https://doi.org/10.3390/met9070753