Abstract
The recrystallization and mechanical properties of 7085 alloy and TiC/7085 composites with different nano TiC content (0.1, 0.3, 0.5, and 1 wt%) were investigated in this work. Results showed that as the TiC content increased from 0.1 to 1 wt%, dynamic recrystallization was promoted in which the composites proceeded by hot deformation; after T6 treatment, static recrystallization was hindered. In addition, the ultimate strength of composites first increased and then decreased with the increase of nano TiC particle content from 0.1 to 1 wt%. When the content of nano TiC particles reached 0.5 wt%, the tensile strength of the nanocomposites was improved to 608 MPa, 12% higher than that of 7085 alloy, via the reinforcing particle strengthening mechanism. Due to the grain coarsening and the TiC particle cluster, the ultimate tensile strength of 1 wt% TiC/7085 composite decreased to 585 MPa.
1. Introduction
Due to its high strength, corrosion resistance, high thermal conductivity and hardenability, aluminum alloy has been widely applied in many fields, such as aerospace and transportation [1,2,3,4,5,6,7,8,9]. With the development of science and technology, the mechanical properties of traditional aluminum alloys find it difficult to meet application requirements. Thus, particle-reinforced aluminum matrix composites (AMCs) and hot deformation are widely used as an effective approach for improving the performance of aluminum alloys.
In recent years, particle-reinforced aluminum matrix composites have been widely developed because of their high strength and wear resistance [10,11,12,13,14,15]. Most results show that AMCs exhibit high strength and elastic modulus as a result of adding micro particles; however, their elongation and toughness decrease. Recent reports have found that reducing the size of the reinforcement phase could significantly improve the strength of the matrix and retard the reduction of elongation. When the size of the reinforcing phase is reduced to nanoscale, both the strength and elongation of the composites are able to be remarkably improved [16,17,18].
On the other hand, hot deformation is a way to strengthen aluminum alloys, while recrystallization has great influence over the properties of aluminum alloys. The Al-Mg-Zn-Cu alloys are called aeronautical Al alloys; their strength, toughness and corrosion resistance can be reduced and their quench sensitivity can be improved with the appearance of recrystallization [19,20,21,22]. Chen et al. [23] reported that the tensile strength of 7085 alloy would decrease from 585 MPa to 561 MPa with the increase of the recrystallization fraction from 10% to 70% after T6 and T74 treatment. Han et al. [24] found that increasing the recrystallization fraction would lead to a decrease in the strength and fracture toughness of 7050 alloys. Kannan et al. [25] discovered that it was feasible to enhance the Al-Zn-Mg-Cu alloy’s stress corrosion resistance by inhibiting recrystallization. However, few investigations regarding the relationship between recrystallization and the properties of Al-Zn-Mg-Cu composites have been conducted [26,27,28].
In this work, nano TiC particles with different contents were introduced to 7085 alloy matrix. In addition, the relationship between recrystallization and mechanical properties of TiC/7085 nano composites was investigated after rolling and T6 treatment.
2. Materials and Methods
7085 alloy was used as the base alloy, and its main components are listed in Table 1. Pure Al-30TiC master alloy with 30 wt% nano TiC particles was used to fabricate TiC/7085 composites. Firstly, 7085 alloy was melted and heated to about 850 °C in a medium frequency induction furnace. Meanwhile, Al-30TiC master alloy was heated to 500 °C for approximately 2 h. Subsequently, the Al-30TiC master, enveloped within aluminum foil, was added to the 7085 alloy, and then the liquid mixture of TiC and 7085 was stirred for 10 min. Finally, the mixed melt was poured into cuboid molds to form the composites.

Table 1.
Chemical composition of 7085 alloy (wt%).
The cuboid samples (60 mm × 30 mm × 20 mm) were taken from the composites by Electrospark Wire-Electrode Cutting. Then they were placed into a box furnace at 465 °C for 24 h to eliminate the defects which had appeared during casting; a hot rolling process of 7085 and TiC/7085 composites was conducted under a deformation of 80% at 430 °C; the rolled samples were then treated with a T6 process (i.e., solution treated at 480 °C for 2 h, water quenching and then aged at 120 °C for 24 h, air cooling). Afterwards the metallographic specimens were taken from the rolled and T6-treated samples, and then they were prepared by the standard routines of polishing and burnishing, following by corroded in Keller reagent (1 mL HF + 1.5 mL HCl + 2.5 mL HNO3+95 mL H2O). The metallographic structures were observed using an optical microscope.
To further explore the effects of nano TiC particles on 7085 alloy, the Electron Back-Scatter Diffraction (EBSD, Carl Zeiss, Oberkoichen, Germany) technique was applied to analyze the evolution of recrystallization. Samples for EBSD analyses were taken from the rolled and T6 treated samples (along the rolling direction) and prepared by using elector-polishing (Sturer, Ballerup, Denmark) at 30 V for 15 s within a special solution. The solution was a mixture of 5 mL HClO4 with 77% volume fraction and 95 mL pure C2H6O.
The microscopic structures were observed by Transmission Electron Microscopy (TEM, FEI Company, Hillsboro, OR, USA). TEM samples were ground into small disks with a thickness of 30 μm and a diameter of 3 mm, and then thinned with a double jet.
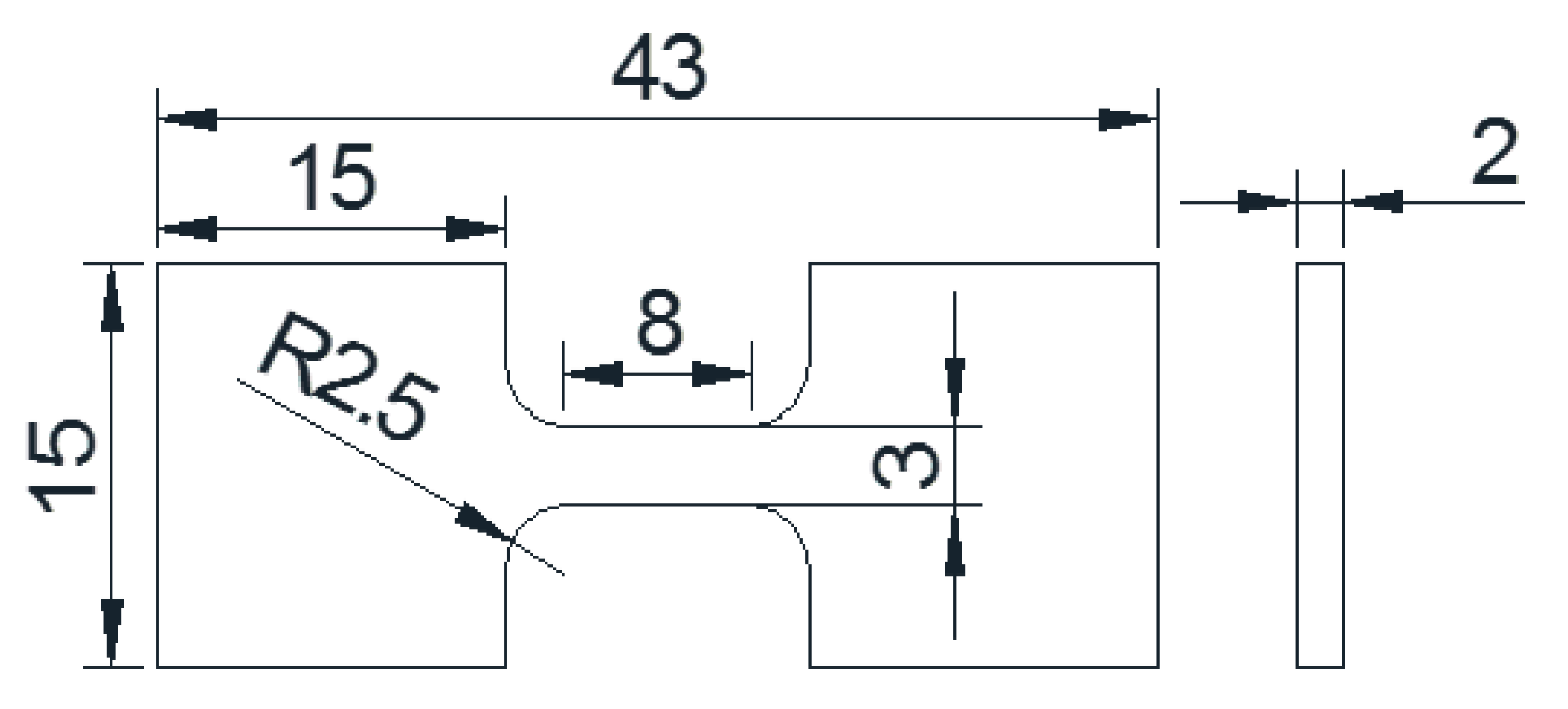
The tensile samples were cut from T6-treated samples (along the rolling direction), and the mechanical properties of samples were tested by a universal testing machine; the stretching rate is 1 mm/min. The shape of the tensile samples is shown in Figure 1.
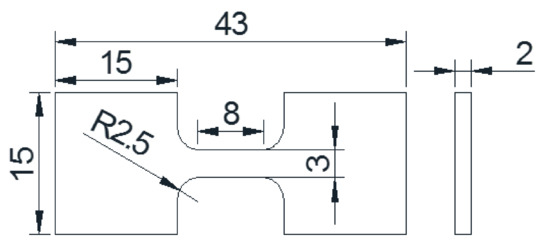
Figure 1.
The shape of tensile samples.
3. Results
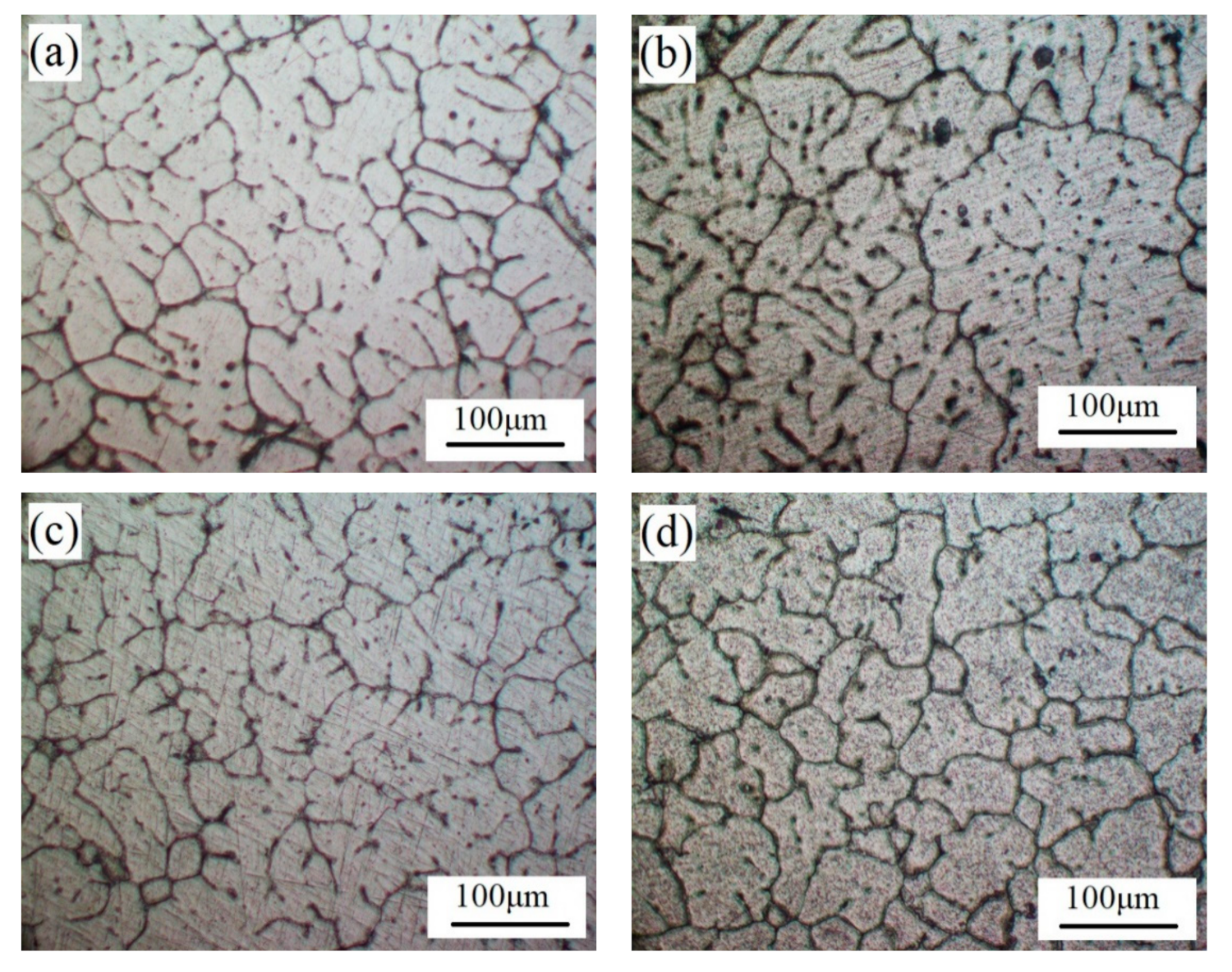
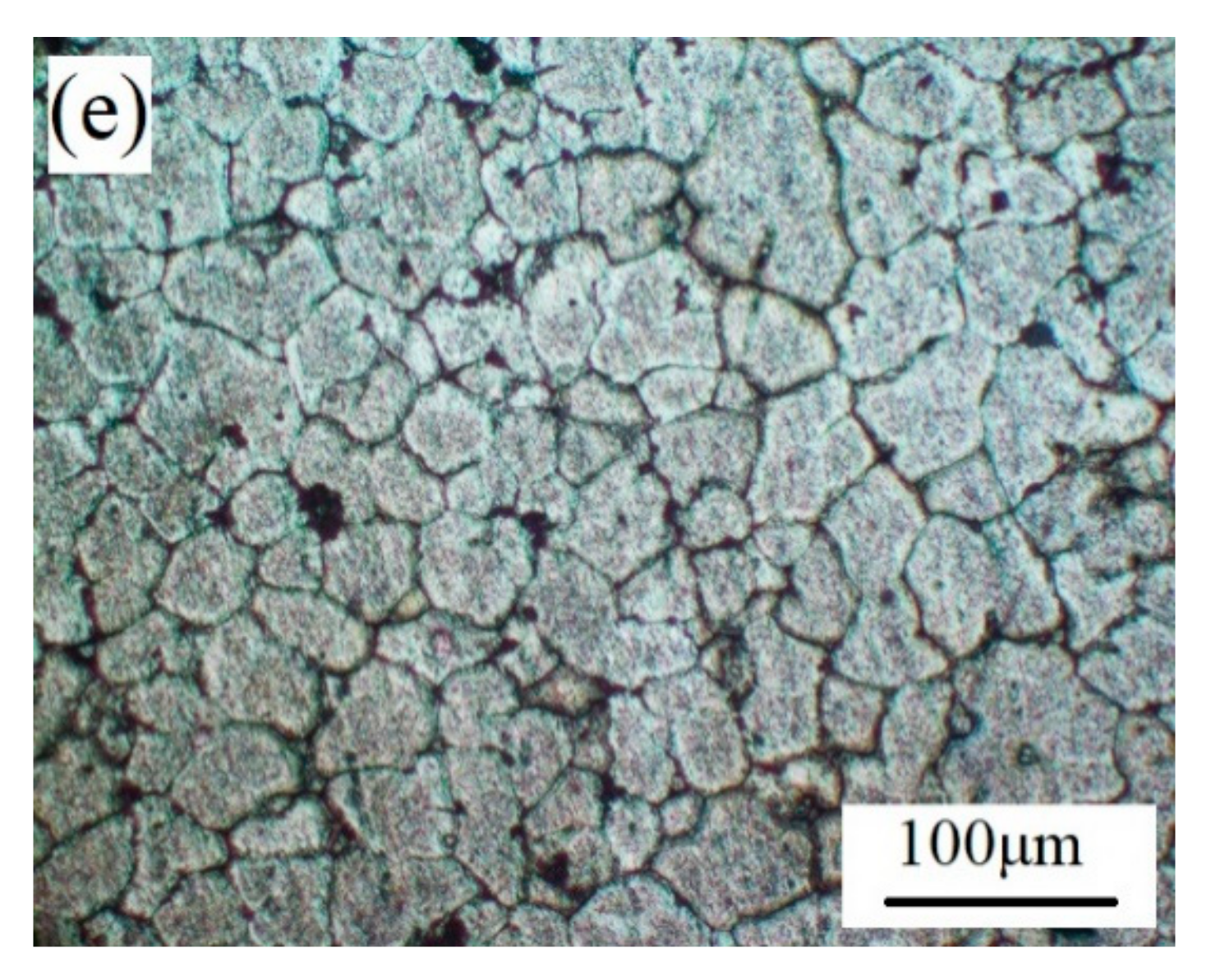
Figure 2 displays the optical photograph of as-cast 7085 alloy and nano TiC particle-reinforced 7085 composites. It can be seen that the 7085 alloy and TiC/7085 composites are both composed of α-Al grains and some precipitates, appearing at the α-Al grain boundary. As shown in Figure 2a, the metallographic structure of 7085 alloy mainly contains α-Al grains. With increasing content of nano TiC particles, the coarse α-Al is refined and transformed into equiaxed grains. When the content reaches 1 wt%, the microstructure of the composite is almost a uniform and equiaxed one (Figure 2b–e). This is because nano TiC particles could function as heterogeneous cores during the solidification of alloys [23]; the additions could refine the as-cast 7085 alloy.
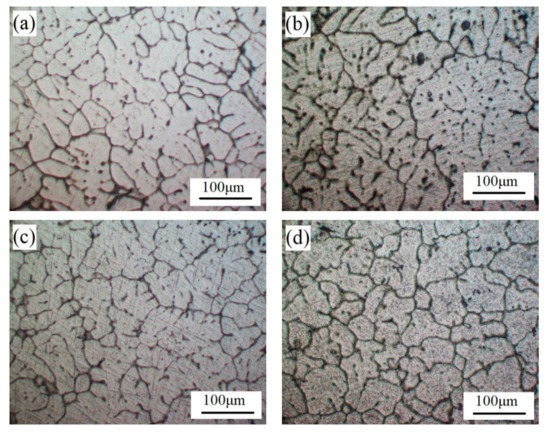
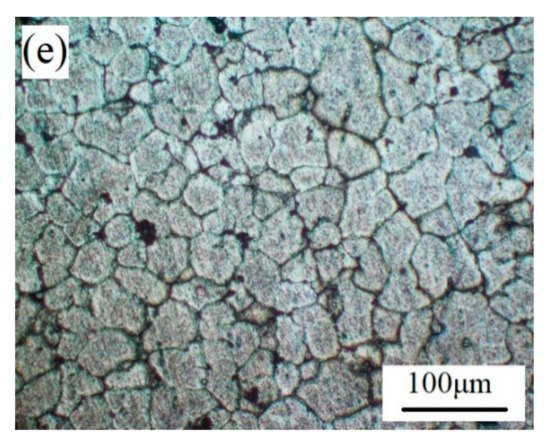
Figure 2.
Optical photograph of the as-cast 7085 and TiC/7085 alloys (a) 7085; (b) 0.1 wt% TiC/7085; (c) 0.3 wt% TiC/7085; (d) 0.5 wt% TiC/7085; (e) 1 wt% TiC/7085.
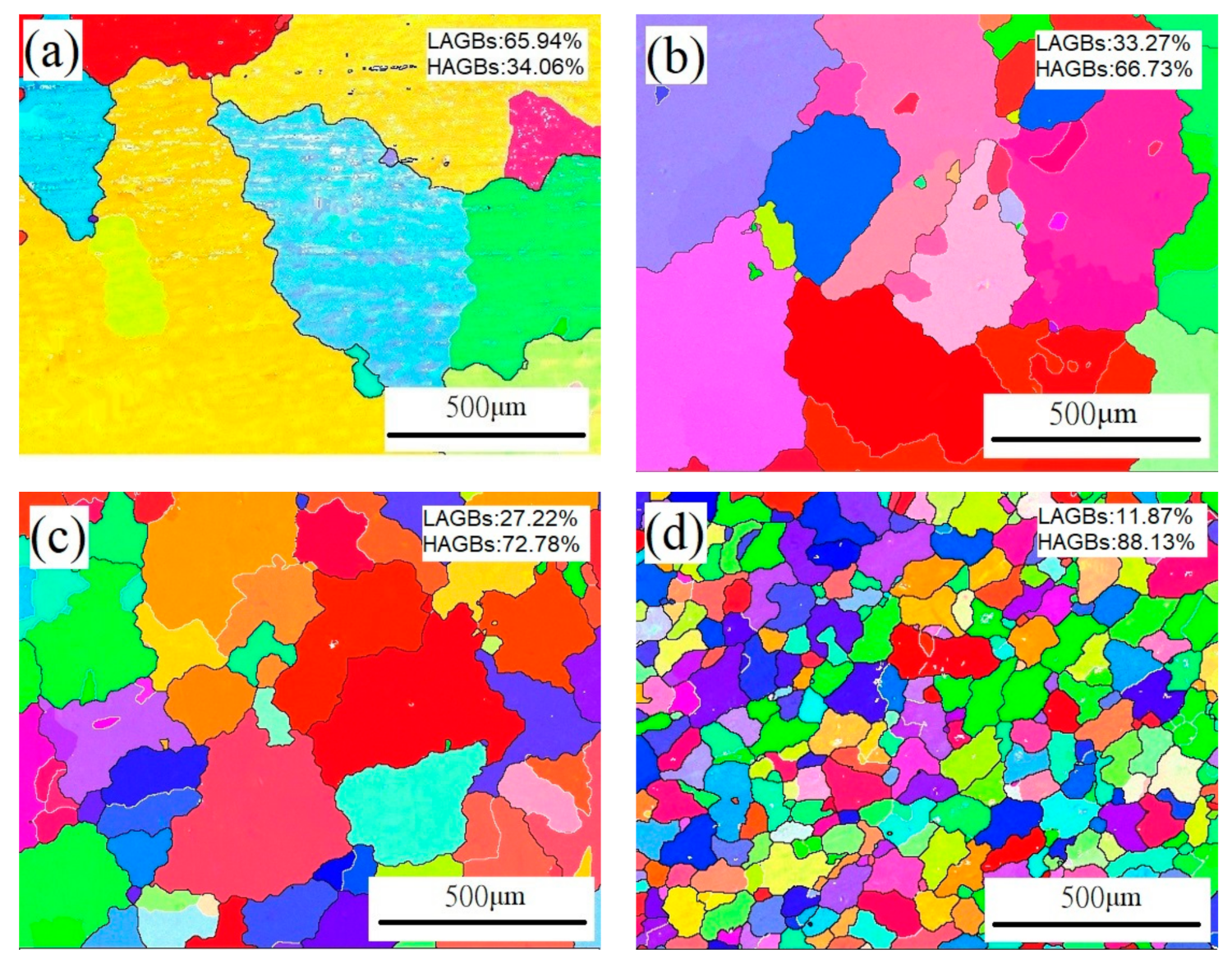
Figure 3 shows EBSD grain orientation maps and inverse pole figures of as-cast 7085 alloy and TiC/7085 composite. As shown in Figure 3a, the grain size of as-cast 7085 alloy is very large, and the average grain size is more than 500 μm. When TiC particles are added to the 7085 alloy from 0.1 to 1 wt%, the size of the composite is obviously refined. The average grain sizes of 0.1 wt% TiC/7085, 0.3 wt% TiC/7085, 0.5 wt% TiC/7085, 1 wt% TiC/7085 composites are about 415, 223, 121 and 84 μm, respectively. This can be observed from Figure 3b–e.
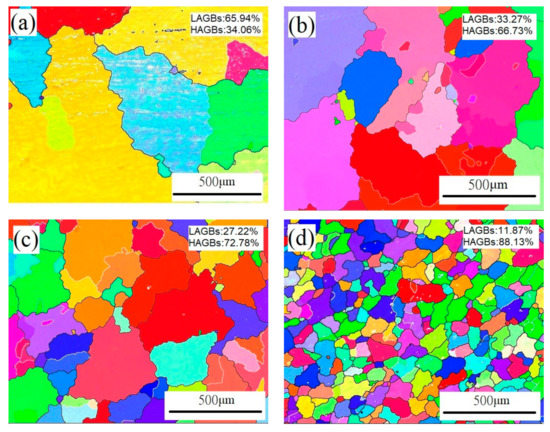
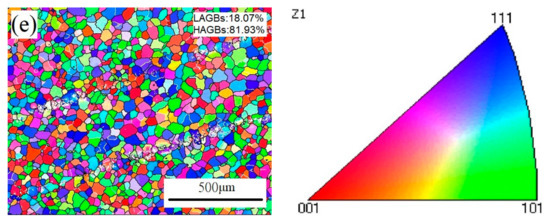
Figure 3.
Orientation maps and inverse pole figure of as-cast 7085 and TiC/7085 (a) 7085; (b) 0.1 wt% TiC/7085; (c) 0.3 wt% TiC/7085; (d) 0.5 wt% TiC/7085; (e) 1 wt% TiC/7085.
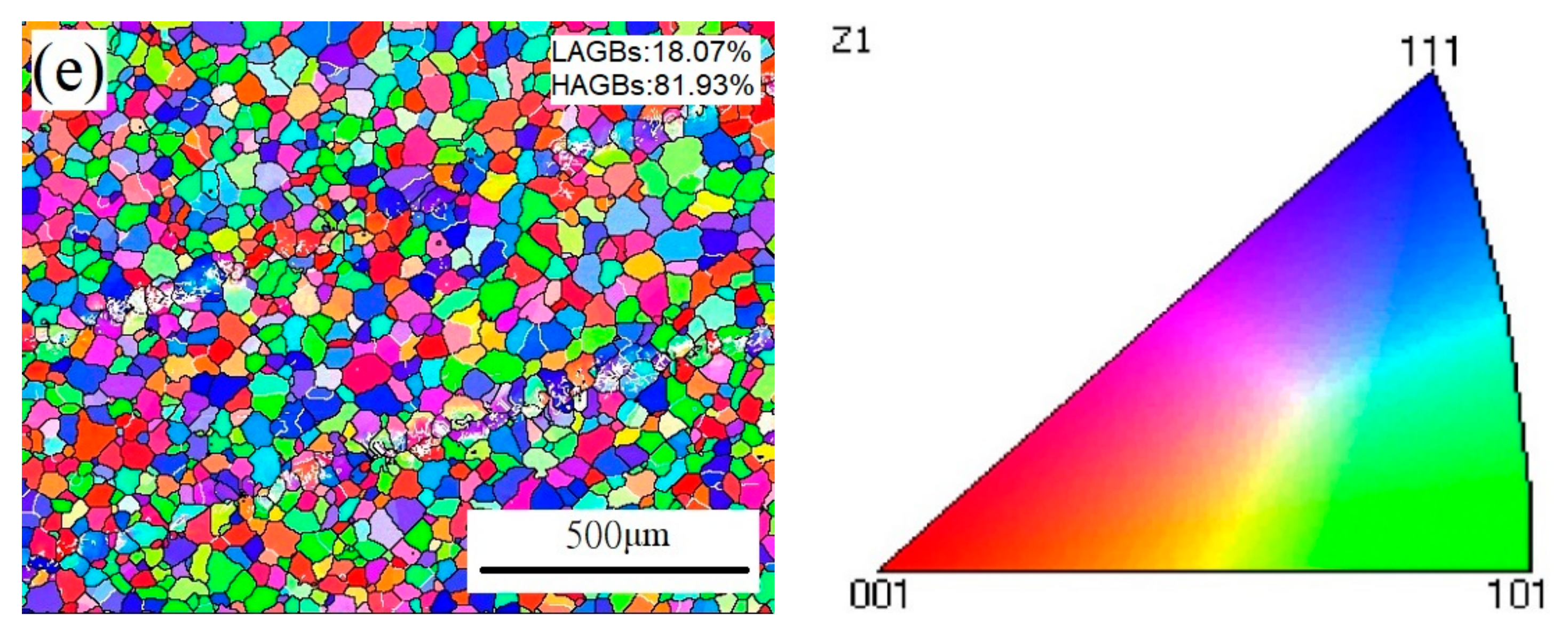
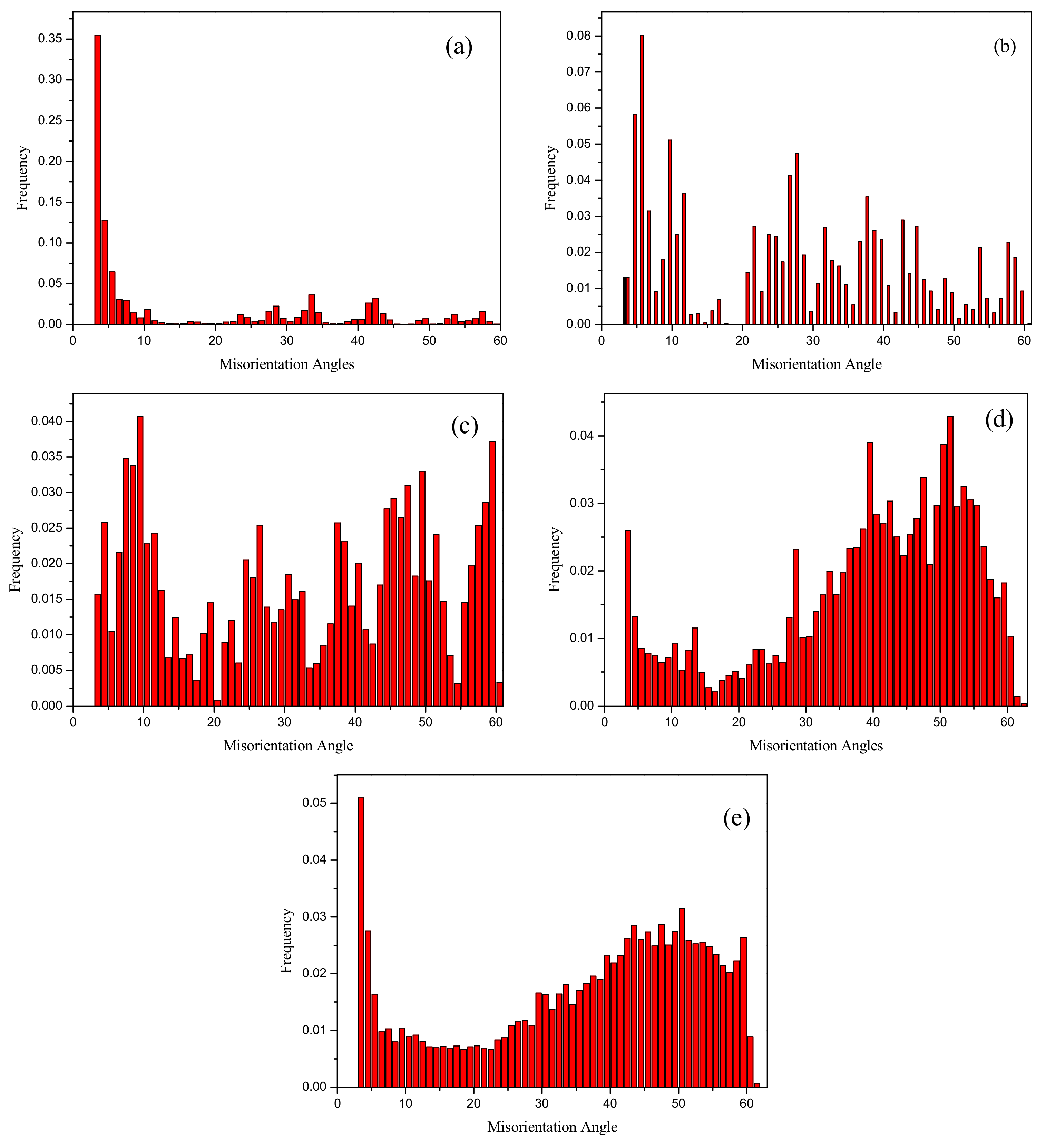
Figure 4 shows the misorientation distribution of as-cast 7085 alloy and TiC/7085 composites, the fraction of low-angle grain boundaries (LAGBs 3–15°) and high-angle grain boundaries (HAGBs ≥15°) are drawn in Figure 2. For as-cast 7085 alloy, the fraction of HAGBs is low just 34.06%, as shown in Figure 3a. When the nano TiC particles are introduced into the 7085, the fraction of HAGBs also first increases and then decreases. The proportions of HAGBs for the different TiC contents were 66.73%, 72.78%, 88.13%, 81.93%, respectively.
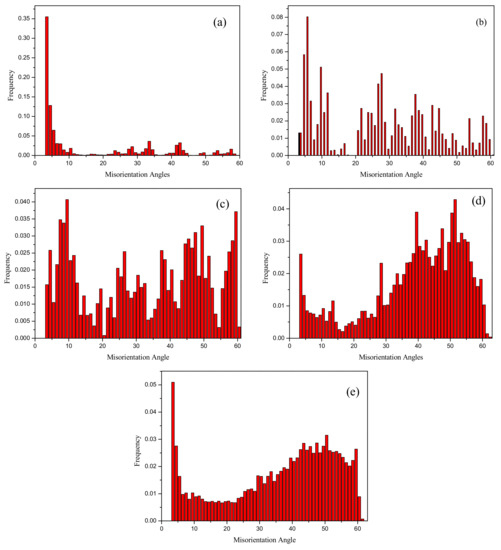
Figure 4.
Distributions of misorientation angles of as-cast 7085 and TiC/7085 (a) 7085; (b) 0.1 wt% TiC/7085; (c) 0.3 wt% TiC/7085; (d) 0.5 wt% TiC/7085; (e) 1 wt% TiC/7085.
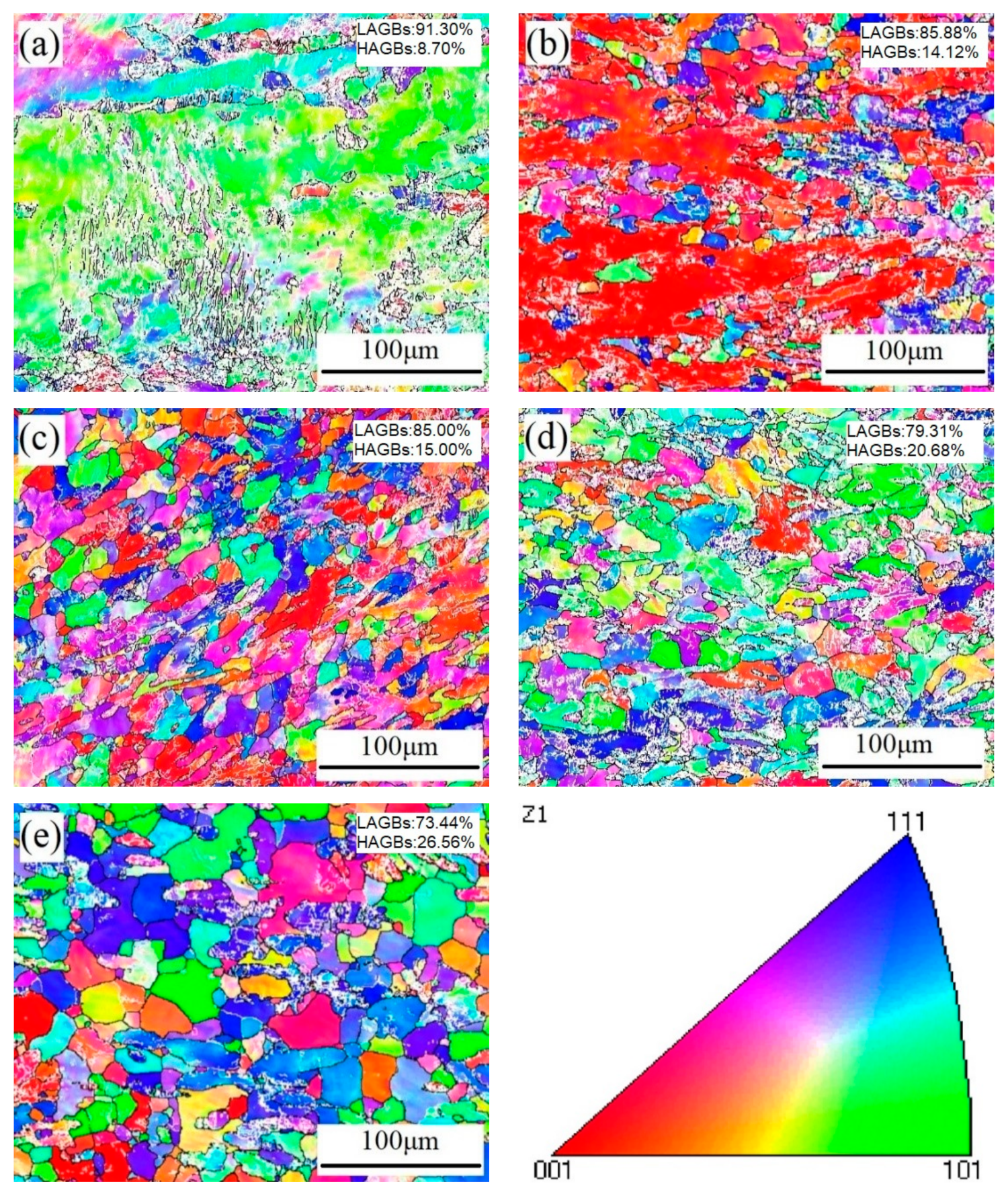
Figure 5 shows the orientation maps and inverse pole figures of 7085 and TiC/7085 composites after 80% rolling deformation. Compared to Figure 3, the original α-Al grains are stretched, and some recrystallization grains have appeared. With increasing TiC content, the volume of refined grains shows a growing trend. As shown in Figure 5a, in the orientation map of 7085 alloy there are some elongated coarse grains and a few recrystallized grains are embedded. When the content increases from 0.1 to 1 wt%, the elongated grains in the composite gradually disappear and are replaced by fine equiaxed grains. It can be seen from Figure 5d that when the content reaches 0.5 wt%, the number of grains in the composite reaches the maximum and the average grain size is around 20 μm. When the content increases to 1 wt%, the grain shape of the composites tends to be equiaxed, and the grain of the composites is relatively coarsened, with an average grain size of 30 μm, as observed in Figure 5e.
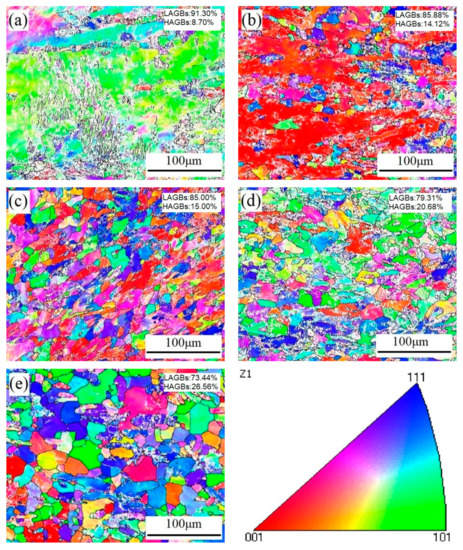
Figure 5.
Orientation maps and inverse pole figure of 7085 and TiC/7085 after 80% rolling deformation (a) 7085; (b) 0.1 wt% TiC/7085; (c) 0.3 wt% TiC/7085; (d) 0.5 wt% TiC/7085; (e) 1 wt% TiC/7085.
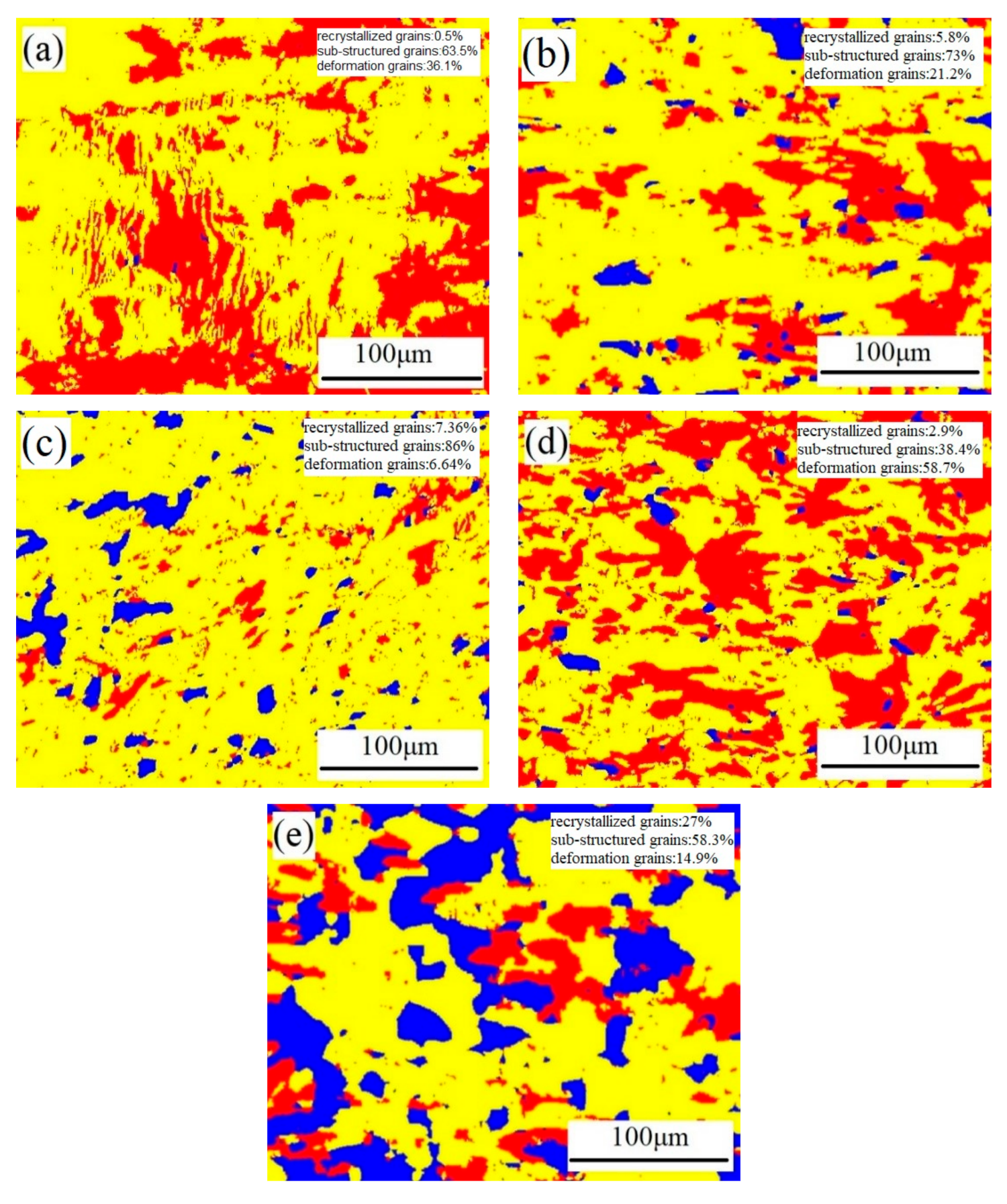
Figure 6 shows microstructures of the recrystallized 7085 alloy and TiC/7085 composites with different TiC contents. The recrystallized grains, sub-structured grains (recovered with sub-grains) and deformation grains are shown in blue, yellow and red, respectively. These grains are determined by their average misorientation angles, the grain is classified as deformation grains when its average misorientation angles are below 3°, and as sub-structured grain if its average misorientation angles are between 3 and 15°. All of the remaining grains are classified as recrystallized grains. As shown in Figure 6, the more nano TiC particles, the more recrystallized grains and sub-structured grains there are, and the fewer deformation grains there are. In Figure 6a, it can be seen that the recrystallization degree of the 7085 is only 0.5% after deformation. With the increase of nano TiC particles from 0.1 to 1 wt%, the recrystallization fraction of TiC/7085 composite gradually increases from 5.8% in 0.1 wt% TiC/7085 composites to 27% in 1 wt% TiC/7085 composites, corresponding to Figure 6b–e.
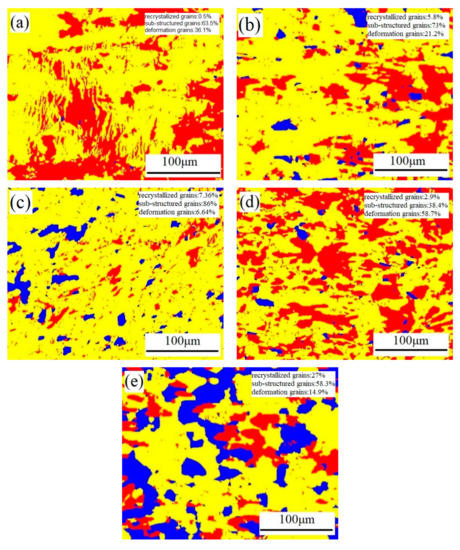
Figure 6.
Microstructures of the recrystallized of 7085 and TiC/7085 after 80% rolling deformation (a) 7085; (b) 0.1 wt% TiC/7085; (c) 0.3 wt% TiC/7085; (d) 0.5 wt% TiC/7085; (e) 1 wt% TiC/7085.
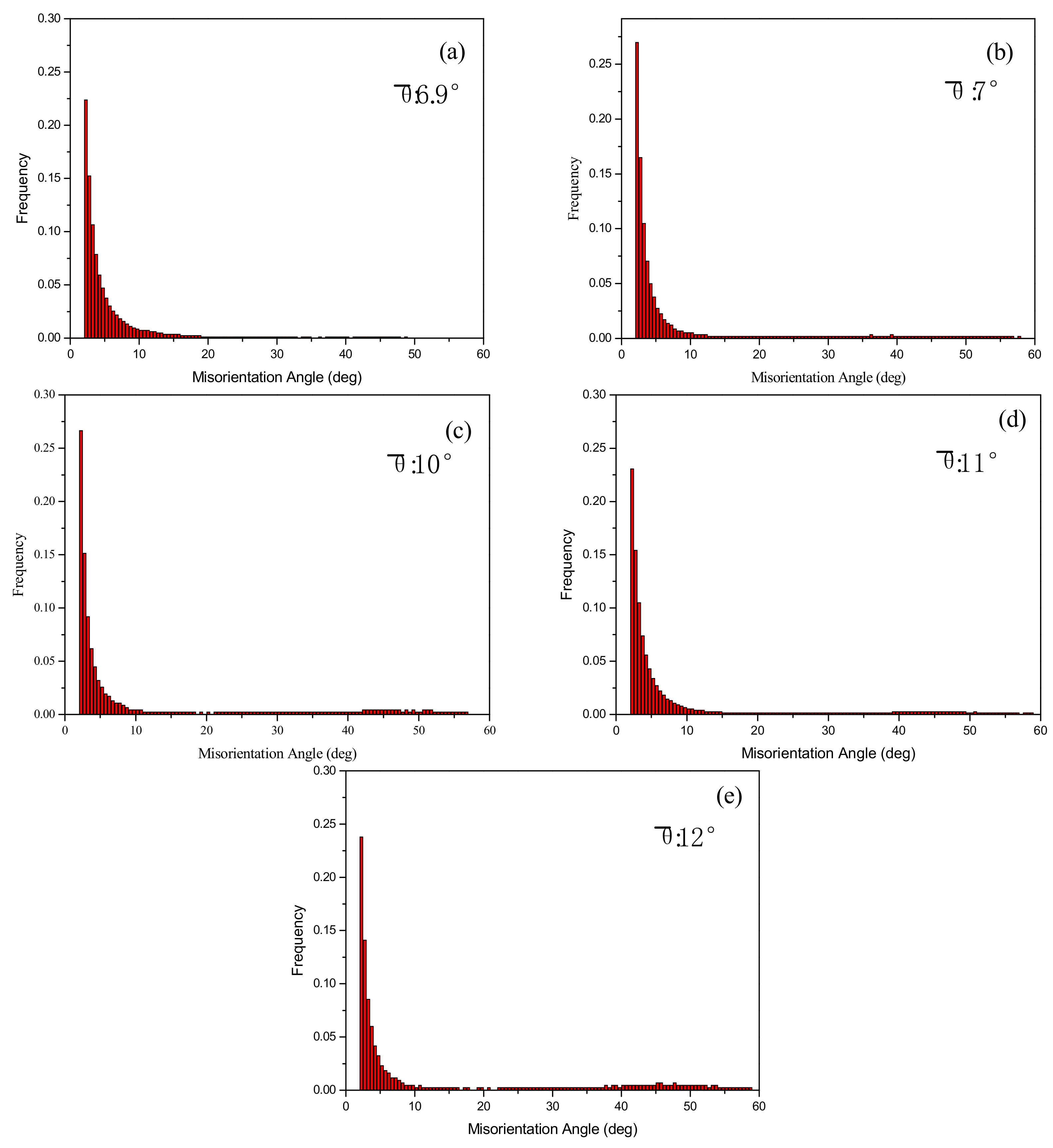
Figure 7 shows the misorientation distributions of 7085 alloy and TiC/7085 composites and the fractions of LAGBs and HAGBs are drawn as in Figure 5. It can be observed that the fraction of LAGBs is higher than that of HAGBs. For the as-rolled 7085 alloys, as shown in Figure 7a, the fractions of LAGBs and HAGBs are 91.30% and 8.7%, respectively, the average misorientation angle of which is 6.9°. When the TiC content increases from 0.1 to 1 wt%, the fractions of HAGBs are 14.12%, 15%, 20.68% and 26.56%, respectively. Meanwhile, the average misorientation angles are 7°, 10°, 11°and 12°, as illustrated in Figure 7b–e.
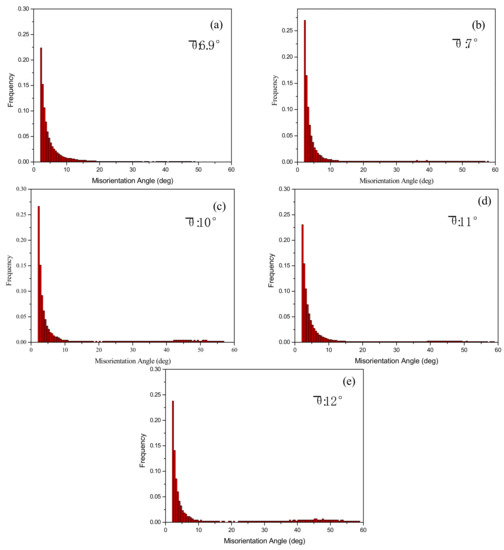
Figure 7.
Distributions of misorientation angles of 7085 and TiC/7085 after 80% rolling deformation (a) 7085; (b) 0.1 wt% TiC/7085; (c) 0.3 wt% TiC/7085; (d) 0.5 wt% TiC/7085; (e) 1 wt% TiC/7085.
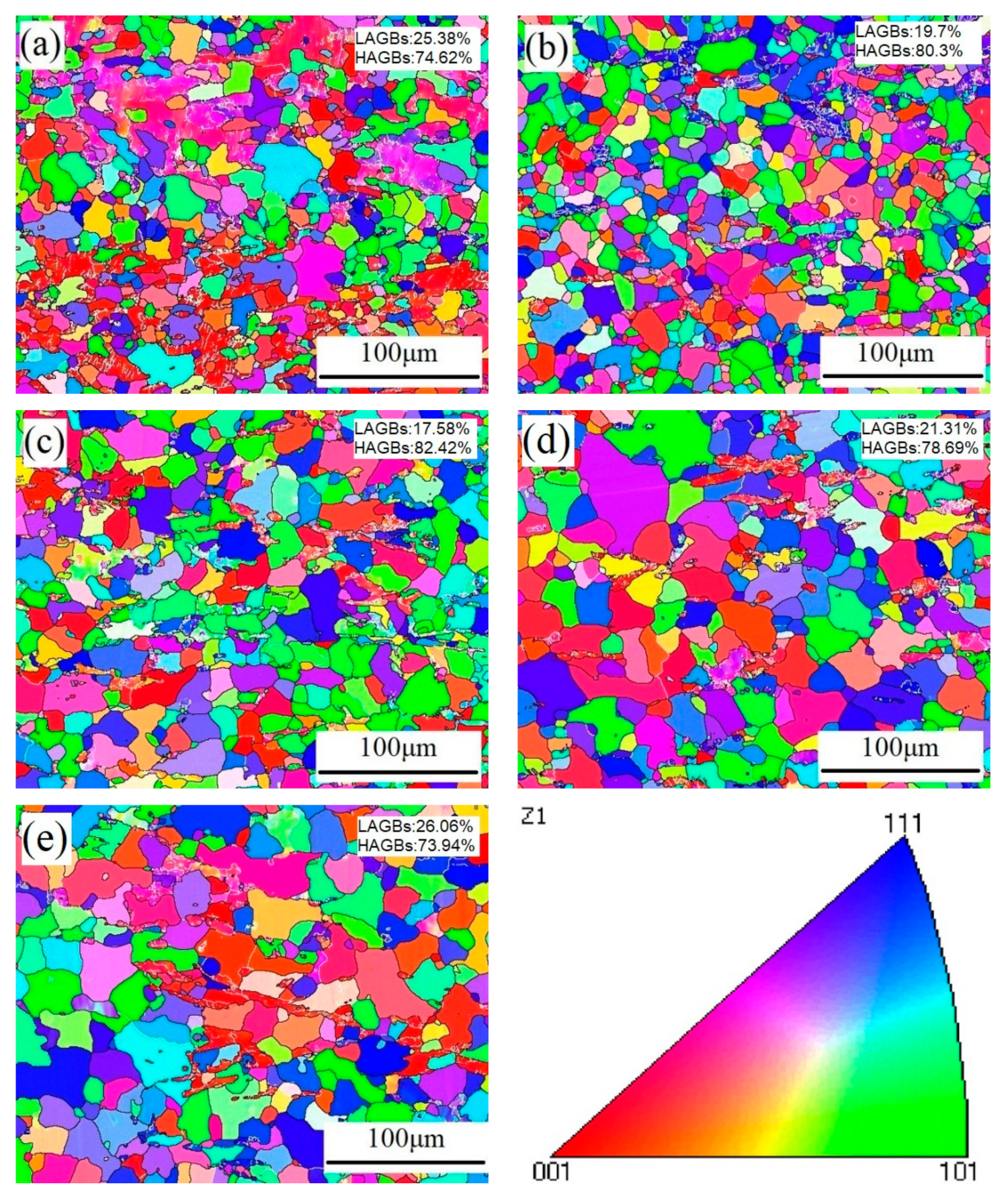
Figure 8 demonstrates the orientation maps and inverse pole figures of 7085 alloy and TiC/7085 composites after T6 treatment. Compared to Figure 5, the microstructure of the 7085 alloy and TiC/7085 composites are all translated into equiaxed grains, and the size of the grains coarsen with increasing TiC content. As shown in Figure 8, the coarse grains of 7085 matrix alloy were transformed into fine equiaxial grains with an average grain size of 8.77 μm. With the addition of a few nano particles, the 0.1% TiC/7085 reaches the maximum number of grains and exhibits uniformly distributed grains as shown in Figure 8b. Additionally, the average grain size (8.50 μm) is substantially unchanged compared to the matrix. When the content of nano TiC particles increased from 0.3 to 1 wt%, the number of grains in the composites decreases and the grain size is coarsened constantly, as observed in Figure 8c–e. The average grain sizes of the composites with increasing content of nano TiC particles are 9.74, 11.12 and 12.2 μm, respectively.
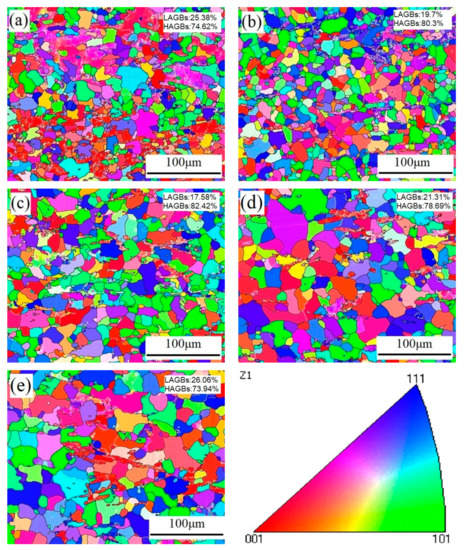
Figure 8.
Orientation maps and inverse pole figure of 7085 and TiC/7085 after T6 treatment (a) 7085; (b) 0.1 wt% TiC/7085; (c) 0.3 wt% TiC/7085; (d) 0.5 wt% TiC/7085; (e) 1 wt% TiC/7085.
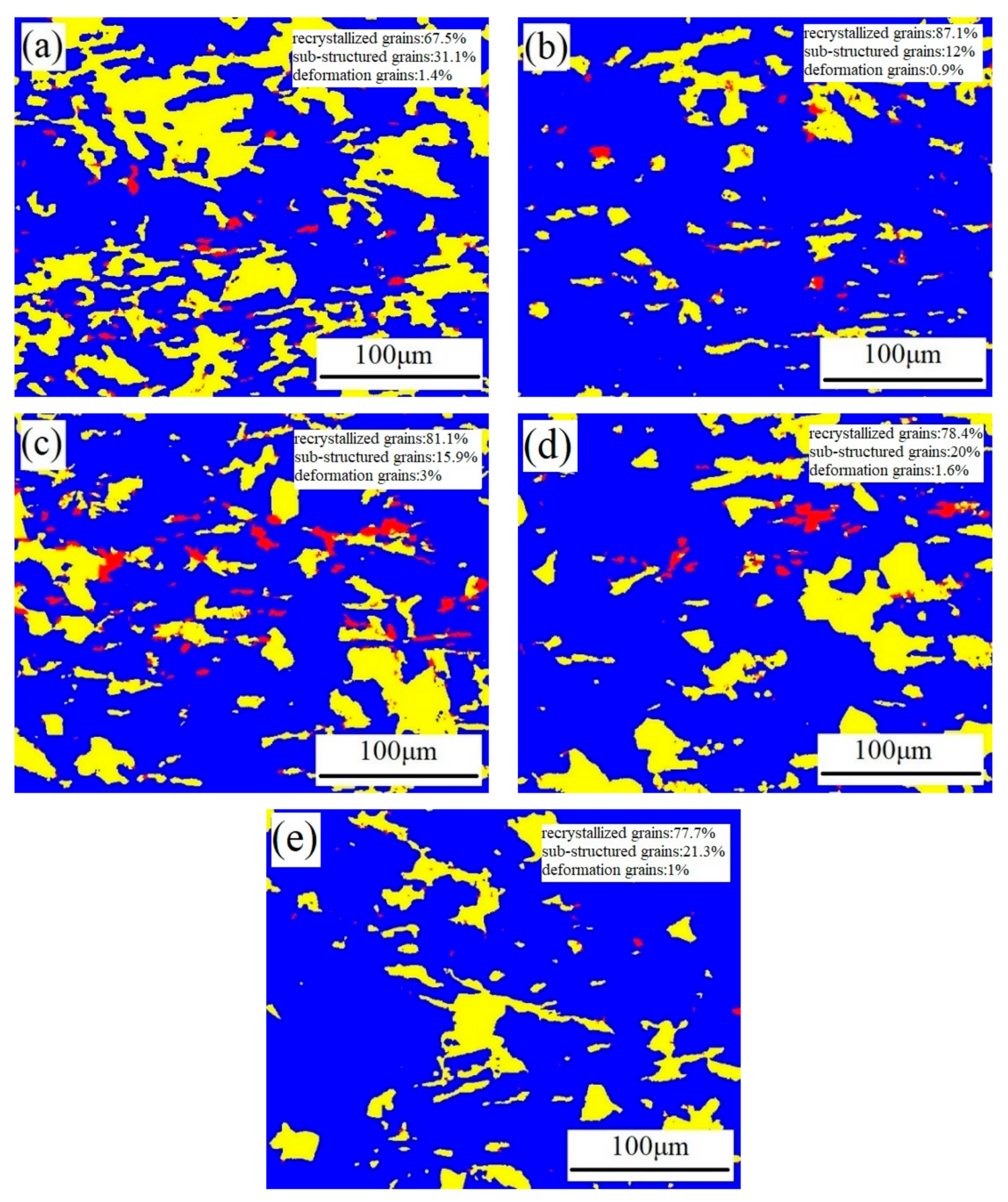
Figure 9 shows the recrystallized microstructure of 7085 matrix alloy and TiC/7085 composites with different TiC contents after the T6 process. The representations of recrystallized grains, sub-structured grains (recovered with sub-grains) and deformed grains are shown in blue, yellow and red, respectively. These grains are determined by their average misorientation angles, the grain is classified as deformation grains if its average misorientation angles are below 3°, and sub-structured grain is designated if its average misorientation angles are between 3 and 15°. All of the remaining grains are classified as recrystallized grains. It can be observed from Figure 9 that the recrystallization of the composites decreases obviously with increasing TiC content. It can be observed in Figure 9a that the volume of recrystallization of 7085 alloy is relatively low, and the volume fractions of recrystallization grains and sub-structured grains are 67.5% and 31.1%, respectively. As illustrated in Figure 9b, when 0.1 wt% nano TiC particles were added to the 7085 alloy, the fractions of recrystallization grains and sub-structured grains were 87.1% and 12%, respectively. As the content of nano particles increases, the recrystallization degree decreases slightly. The fractions of recrystallization for the TiC/7085 composites are 81.1% (0.3 wt% TiC), 78.4% (0.5 wt% TiC) and 77.7% (1 wt% TiC). Meanwhile, the sub-structures are 15.9%, 20% and 21.3%, according to the results as displayed in Figure 9c–e.
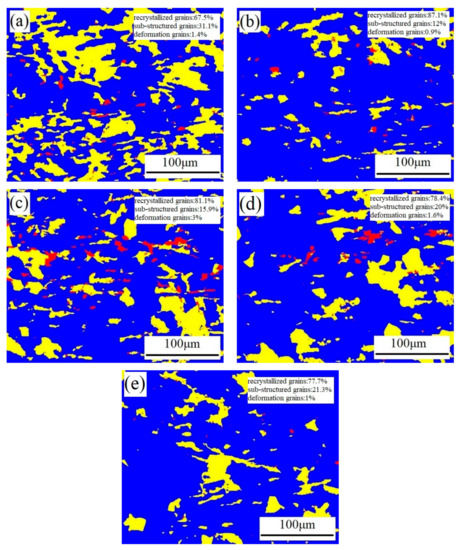
Figure 9.
Recrystallized maps of 7085 and TiC/7085 after T6 treatment (a) 7085; (b) 0.1 wt% TiC/7085; (c) 0.3 wt% TiC/7085; (d) 0.5 wt% TiC/7085; (e) 1 wt% TiC/7085.
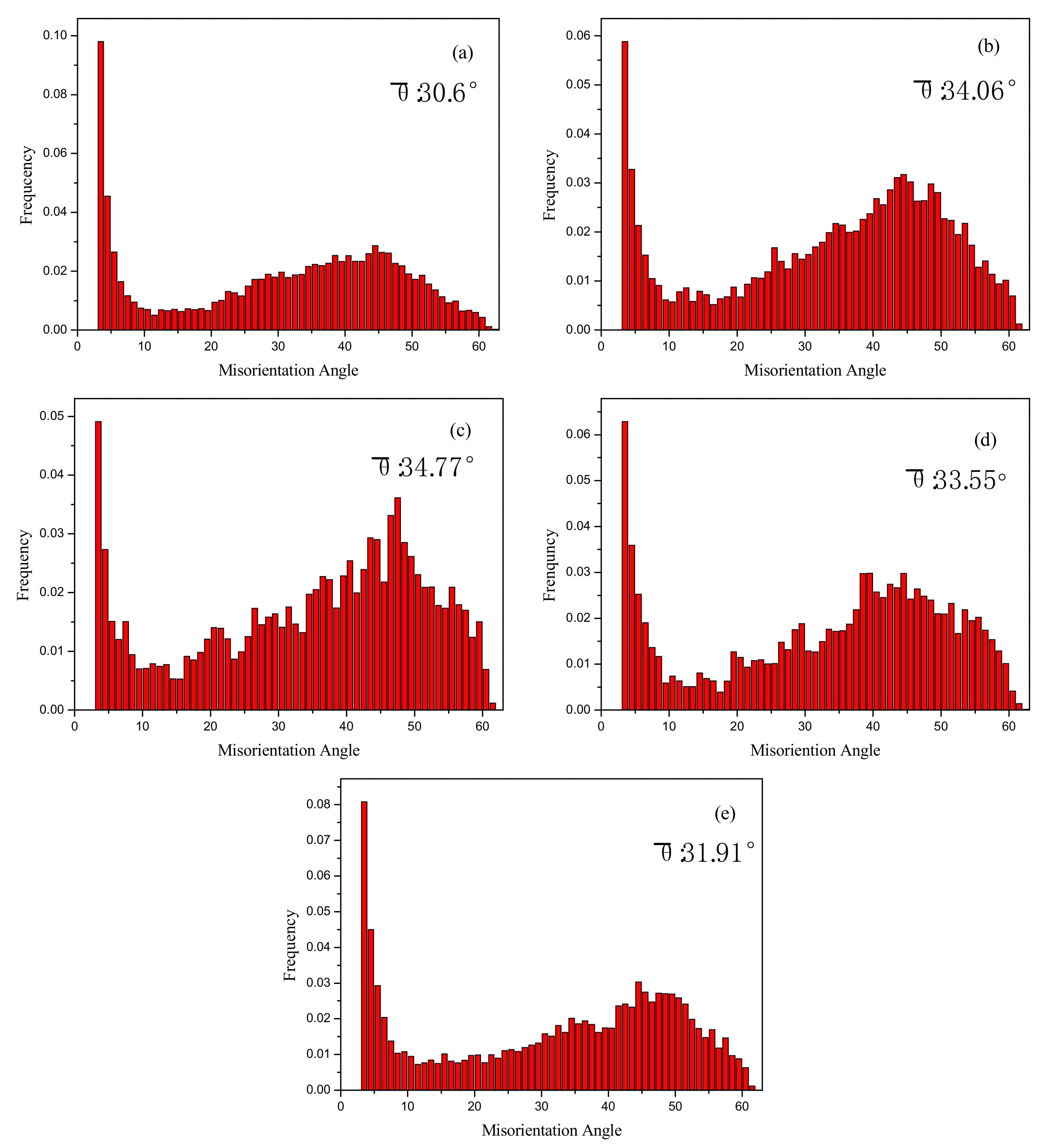
Figure 10 shows the misorientation distributions of 7085 and TiC/7085 composites after T6 treatment, and the fraction of LAGBs and HAGBs are drawn in Figure 8. It is a very clear change compared with Figure 6; the LAGBs have basically transformed into HAGBs. The fraction of HAGBs in the 7085 alloy is 74.62%, and the average misorientation angle is 30.6°, as shown in Figure 10a. When the nano TiC was introduced into the alloy from 0.1 to 1 wt%, the fractions of HAGBs were 80.3%, 82.42%, 78.69% and 73.94, respectively. Meanwhile, the average misorientation angles are 34.6°, 34.77°, 33.55° and 31.91°, as shown in Figure 10.
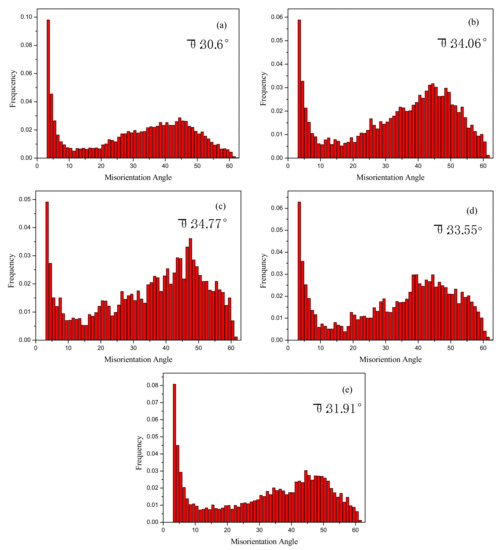
Figure 10.
Distributions of misorientation angles of 7085 and TiC/7085 after T6 treatment (a) 7085; (b) 0.1 wt% TiC/7085; (c) 0.3 wt% TiC/7085; (d) 0.5 wt% TiC/7085; (e) 1 wt% TiC/7085.
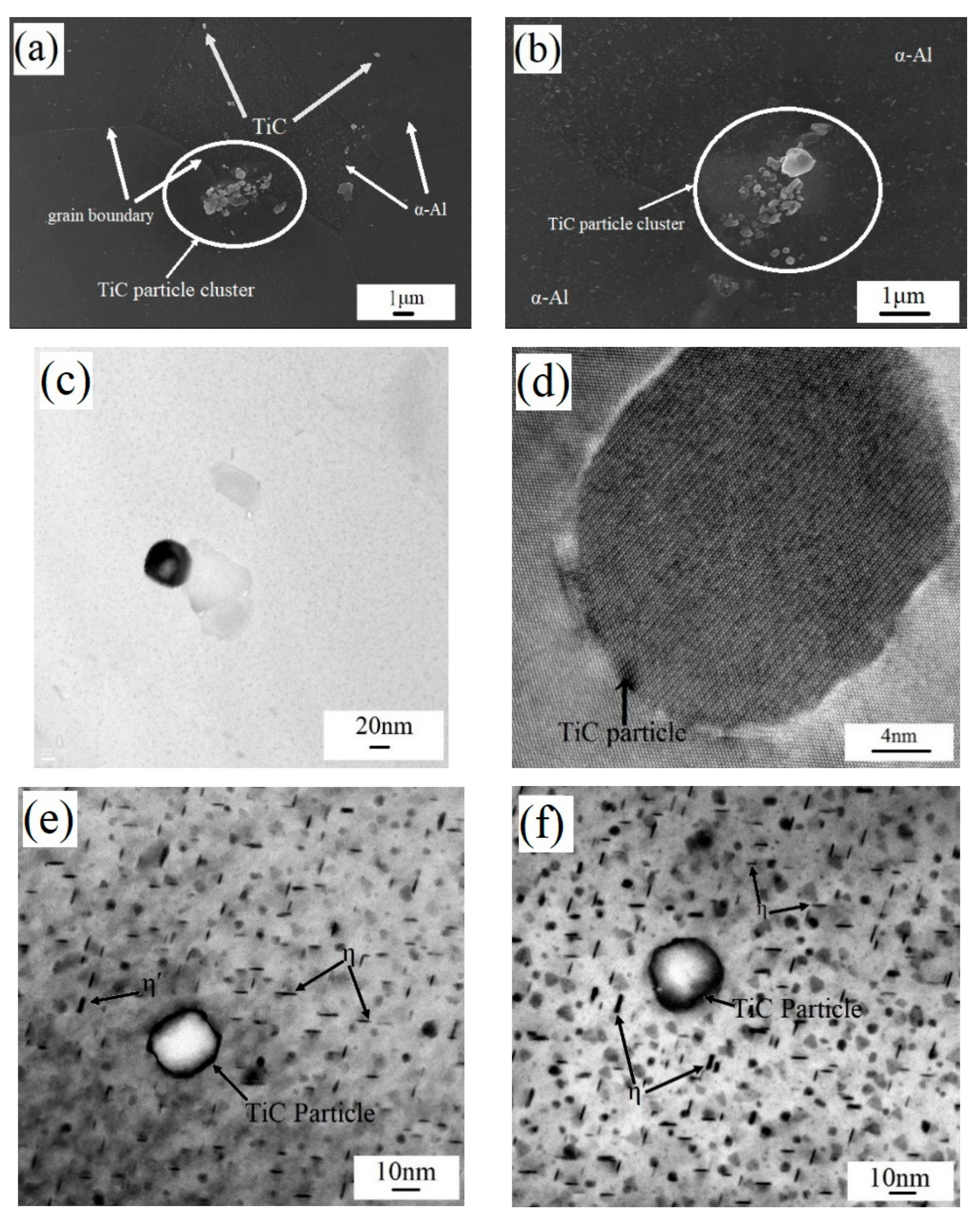
Figure 11 shows the SEM micrographs and TEM micrographs of nano TiC particles in TiC/7085 composites. In Figure 11a, the SEM micrographs show that the nano TiC particles are dispersed non-uniformly in the matrix; the TiC particle cluster can be observed at the grain boundary. However, it still has some TiC particles dispersed in the grains. Furthermore, the TiC particle cluster is also found in the grains, as shown in Figure 11b. Figure 11c shows the TEM micrographs, showing that the TiC particles disperse in the grains; the size of TiC particle is around 50 nm. Figure 11d shows the HRTEM micrograph of Figure 11c, the interface between TiC particles and matrix (α-Al) is uniform and clear, which indicating that the nano TiC particle did not react with other elements and only pure nano TiC particles. The precipitated phases η (MgZn2) and η′ (MgZn2) are clearly observed in Figure 11e,f, the TiC particle is surrounded by these precipitated phases, and the size of TiC particle is larger than the precipitated phases, whose length is about 10 nm.
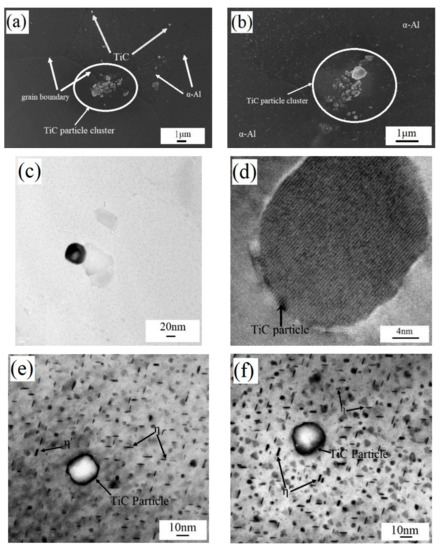
Figure 11.
TEM diagram of TiC/7085 composite. (a,b) SEM micrographs of TiC/7085 composites; (c) TEM micrographs of nano TiC particles in the TiC/7085 composites; (d) HRTEM image of interface between TiC particles and α-Al matrix; (e,f) TEM and micrographs of the η, η′ and TiC particles.
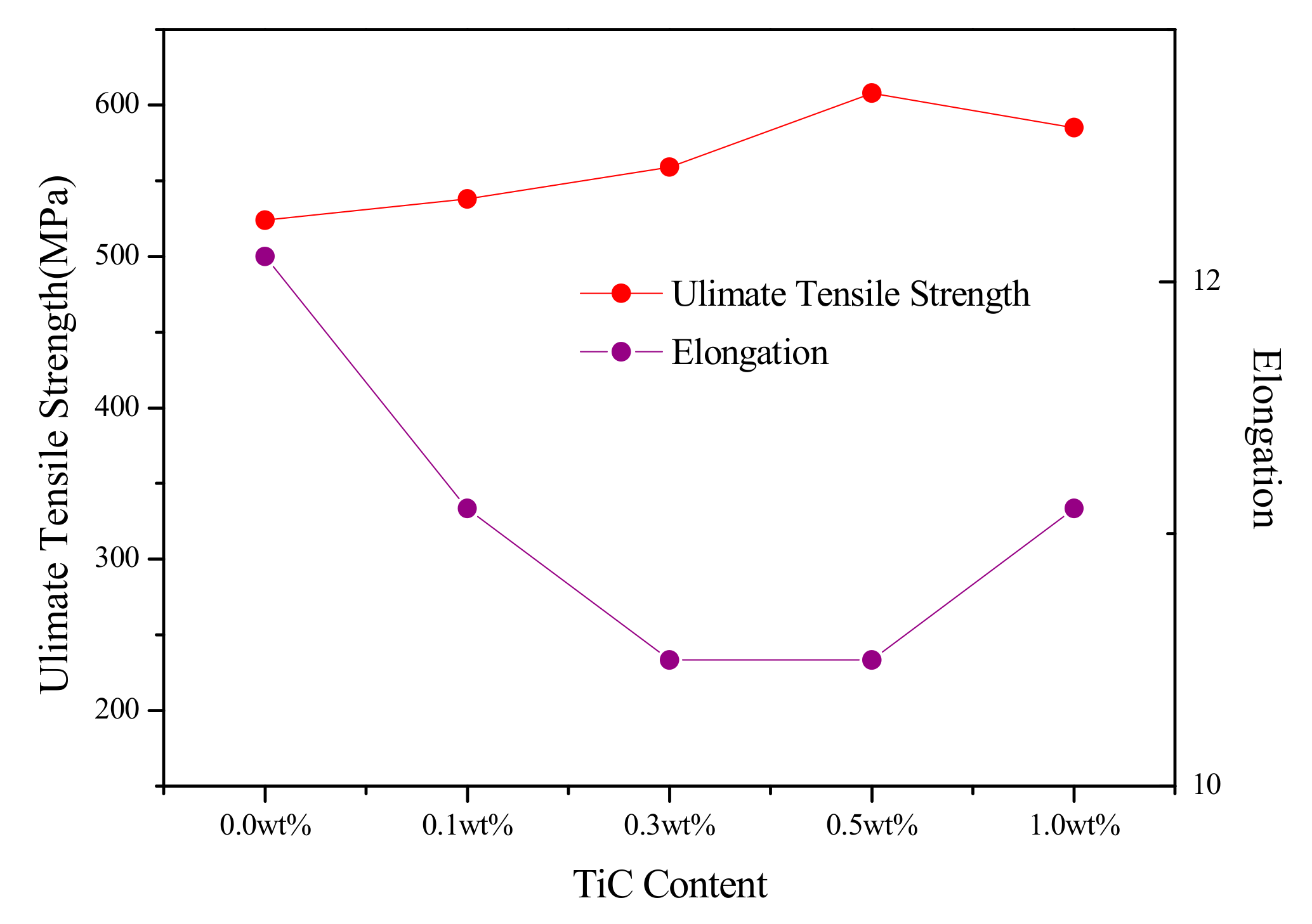
Figure 12 shows the results of tensile strength and elongation of 7085 alloy and TiC/7085 composites after T6 treatment. It can be seen clearly from Figure 8 that the ultimate tensile strength exhibits an increasing trend followed by a decreasing trend, while the change of elongation is not obvious. When the content is 0.5 wt%, the mechanical properties of the composites reach their peak. The ultimate tensile strength and elongation of 7085 matrix alloy is 524 MPa and 12.1%, respectively. As a comparison, the corresponding values are 608 MPa and 10.5% when the TiC content is 0.5 wt%. Compared to 7085 alloy, the ultimate tensile is enhanced by 16%, while the elongation is decreased by 13%.
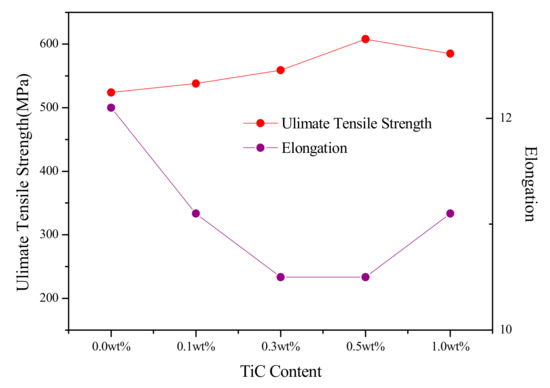
Figure 12.
Mechanical properties of 7085 alloy with different TiC content.
4. Discussion
The above results showed that the microstructure evolution of TiC/7085 composites are mainly dependent on the content of nano TiC particles. From Figure 6, it can clearly be observed that the fraction of HAGBs increases from 8.7% to 25.56% with the increase nano TiC content. With regard to the increase in HAGBs, it is generally accepted that a large stain gradient deformation zone and a local variation in the active sliding system are formed near the non-deformable particles, creating a region called a high local orientation gradient region [29]. This region can collapse into HAGBs. As many more nano TiC particles were added into the 7085 alloy and processed by hot deformation, the fraction of HAGBs increased. It has been reported that the difference of unrecrystallized grains and recrystallized grains is related to the grain boundaries, with an increase in HAGBs being accompanied by an increase in recrystallized grains [22], such that the fraction of recrystallized grains about composites increases from 2% to 27% (Figure 7). Meanwhile, the average misorientation angle of composites increased from 6.97° to 12°. These results demonstrate that nano TiC particles can promote the dynamic recrystallization of 7085 alloy. Al alloys are generally considered to be easily recoverable materials due to their high stacking fault energy [30]. During the high temperature deformation process, the dynamic recovery can reduce the dislocation density, which will inhibit recrystallization during the high-temperature deformation process [31]. Subsequently, from the recrystallized map (Figure 9), it can be clearly observed that the fraction of recrystallized grains decreased with the TiC content, from 86.91% in 7085 alloy to 77% in 1 wt% TiC/7085 composite samples, when the composites were processed by T6 treatment. Meanwhile, the fraction of HAGBs decreased from 82.42% to 73.94%, and the average misorientation angle decreased from 34.6° to 31.9° in composites (Figure 8 and Figure 10). These results show that nano TiC particles could hinder the recrystallization when the composites proceed by T6 treatment. These TiC particles pin the sub-boundaries and stabilize the sub-grains during the T6 treatment [32]. As a result, the sub-grains coarsen with the recrystallization grains after T6 treatment. The greater the number of particles, the coarser the grains are.
In this work, the ultimate tensile strength of the composites increased with the increase of grain size (Figure 8b–e), which is not in accordance with the Hall-Patch relationship. The composites with grain size of 11.12 μm showed the highest ultimate tensile strength, owing to the particle reinforcement of the TiC particles at nanoscale in 7085 alloy. As illustrated in Figure 11a–c, the TiC particles dispersed both in the grains and along the grain boundaries. When plastic deformation occurred, some nano TiC particles dispersed in the grains were able to hinder the dislocation movement and formed a dislocation wall within the grains due to Orowan Strengthening [33]. This dislocation accumulation inside the grains could give rise to the improvement of strength markedly [34]. Meanwhile, it was observed from Figure 11d that the interface between TiC particles and 7085 alloy was uniform and clear, preventing premature interfacial cracking in the composites when the composites were loaded [33]. Therefore, the ultimate tensile strength of the composites increased with the increase of mean grain size when the TiC particle content was low. As shown in Figure 12, the tensile strength of the composites decreased suddenly when the TiC content reached 1 wt% due to the coarsening of the grain size and the increase of the TiC content. As shown in Figure 8e, the grain size of 1 wt% TiC/7085 composites continue increased to 12.2 μm. The coarsening of the grain reduced the dense network of grain boundaries and led to premature cracks at grain boundaries, which could reduce the strength of the composites. Meanwhile, as shown in Figure 11a,b, the TiC particles which had formed to the TiC particle cluster was found along the grain boundary and the grains. When the composites were loaded, these clusters allowed the initiation and propagation of the cracks, which could reduce the strength of the composites [35]. This phenomenon was not obvious when the TiC content was low, such that TiC particles still played the role of strengthening reinforcement in the matrix. With the further increase of the TiC content to 1 wt%, the enriched particle clusters led to the decrease of the ultimate tensile strength of composites. As a result, the increased of the ultimate tensile strength was attributed to reduction of recrystallized grains by nano TiC particle strengthening.
As a result, the improved ultimate tensile strength of nano TiC/7085 composites was mainly attributed to the interactions between partially recrystallization and nano TiC strengthening (the particles in the grain interiors). Nano TiC particles pinned the sub-boundaries, stabilized the sub-structure, and subsequently retarded the recrystallization of 7085 alloy during the T6 treatment, which was proved in the above discussion. Partialto recrystallization could increase the strength in some extent. This is because the formation of partial recrystallization consists of large recrystallized grains and small equiaxed grains. When the composites are loaded, the large recrystallized grains mainly store the dislocation to improve the ultimate tensile strength, while the small equiaxed grains improve the elongation. However, the composites with more recrystallized grains could pile up the dislocations and make them difficult to slip across the recrystallized grain boundaries, these factors facilitate nucleation and propagate of inter granular cracks [25]. Meanwhile, the nano TiC particles which were dispersed in the grains were able to hinder the dislocation movement and formed a dislocation wall within the grains when the composites loaded. This dislocation accumulation inside the grains could give rise to the improvement of strength markedly. The interaction between these could greatly improves the strength of the composites.
5. Conclusions
This article presents work on the recrystallization and mechanical properties of nano TiC particle-strengthened 7085 composites with different TiC particles (0.1, 0.3, 0.5 and 1 wt%) after hot rolling and T6 treatment. The main results are summarized as follows:
(1) Nano TiC particles pin the sub-grains and hinder the recrystallization of TiC/7085 composites during T6 treatment. With the increase of nano TiC particles, the average grain size of the composites is, respectively, 8.77, 8.5, 9.74, 11.12 and 12.2 μm, and the fraction of recrystallization for the TiC/7085 composites decreased from 86.91% to 77.7%.
(2) Nano TiC particles are dispersed in 7085 alloy and did not react with other elements. Dislocation movement was blocked, benefiting from the pinning effect, when TiC/7085 composites suffered tensile load.
(3) With the addition of nano TiC particles from 0.1 to 1 wt%, the tensile strength and yield strength firstly increase and then decrease for T6 treatment. The maximum of 608 MPa for ultimate tensile strength were achieved when nano TiC content is 0.5 wt%. Compared to 7085 alloy, the ultimate tensile are improved to 16%.
Author Contributions
Conceptualization, D.Z. and Y.L.; methodology, X.Y.; software, X.Y.; validation, X.Y. and D.Z.; formal analysis, D.Z.; investigation, X.Y.; resources, Y.L. and J.W.; data curation, X.Y. and Y.H.; writing—original draft preparation, X.Y.; writing—review and editing, X.Y., D.Z., Y.L., and J.W.; visualization, X.Y.; supervision, Y.L., X.L., and Z.B.; project administration, Y.L., X.L., and Z.B.; funding acquisition, Y.L.
Funding
This work was financially supported by the National Natural Science Foundation of China (No. 51601079, 51801084), the Major Project of Natural Science Foundation from Jiangsu Higher Education Institutions (No. 17KJA430005, No. 18KJA430007 and Postgraduate Research & Practice Innovation Program of Jiangsu Province (SJCX18_1043).
Conflicts of Interest
The authors declare no conflict of interest.
References
- Yuan, D.; Chen, K.; Chen, S.; Zhou, L.; Chang, J.; Huang, P.; Yi, Y. Enhancing stress corrosion cracking resistance of low Cu-containing Al-Zn-Mg-Cu alloys by slow quench rate. Mater. Des. 2019, 164, 107558. [Google Scholar] [CrossRef]
- Jafari, H.; Heidari, E.; Barabi, A.; Kheirabadi, M. Effect of phase transformation during long-term solution treatment on microstructure, mechanical properties, and bio-corrosion behavior of Mg-5Zn-1.5Y cast alloy. Acta Metall. Sin. 2018, 31, 561–574. [Google Scholar] [CrossRef]
- Dursun, T.; Soutis, C. Recent developments in advanced aircraft aluminium alloys. Mater. Des. 2014, 56, 862–871. [Google Scholar] [CrossRef]
- Fu, Y.; Li, X.; Wen, K.; Huang, S.; Dong, Y.; Rao, M.; Yang, F.; Wang, Y.; Xiong, B.; Li, Z. Effect of heat treatment on microstructures and properties of a novel Al-Zn-Mg-Cu alloy for oil drilling. Prog. Nat. Sci. 2019, 29, 217–223. [Google Scholar] [CrossRef]
- Paulisch, M.; Lentz, M.; Wemme, H.; Andrich, A.; Driehorst, L.; Reimers, W. The different dependencies of the mechanical properties and microstructures on hot extrusion and artificial aging processing in case of the alloys Al 7108 and Al 7175. J. Mater. Process. Technol. 2016, 144, 431–439. [Google Scholar] [CrossRef]
- Lu, Y.; Wang, J.; Li, X.; Chen, Y.; Zhou, D.; Zhou, G.; Xu, W. Effect of pre-deformation on the microstructures and properties of 2219 aluminum alloy during aging treatment. J. Alloys Compd. 2017, 699, 1140–1145. [Google Scholar] [CrossRef]
- Lu, Y.; Wang, H.; Li, W.; Li, R.; Zhou, D. Effects of pre-deformation on the microstructures and corrosion behavior of 2219 aluminum alloy. Mater. Sci. Eng. A 2018, 723, 204–211. [Google Scholar] [CrossRef]
- Wang, J.; Lu, Y.; Zhou, D.; Sun, L.; Li, X.; Xu, W. Influence of homogenization on microstructural response and mechanical property of Al-Cu-Mn alloy. Materials 2018, 11, 914. [Google Scholar] [CrossRef]
- Lu, Y.; Zhou, D.; Wang, J.; Li, X.; Li, W.; Wang, J. Aluminum matrix composites reinforced with nano TiC particles: Microstructure and wear behavior. Mater. Technol. 2018, 52, 673–678. [Google Scholar]
- Gupta, N.; Paramsothy, M. Metal and polymer matrix composites: Functional lightweight materials for high-performance structures. JOM 2014, 66, 862–865. [Google Scholar] [CrossRef]
- Luong, D.; Starbik, O.; Hammond, V.; Gupta, N.; Cho, K. Development of high-performance lightweight aluminum alloy/SiC hollow sphere syntactic foams and compressive characterization at quasi-static and high strain rates. J. Alloys Compd. 2013, 550, 412–422. [Google Scholar] [CrossRef]
- Mutry, S.; Rao, B.; Kashyap, B. On the hot working characteristics of 6061Al-SiC and 6061-Al2O3 particulate reinforced metal matrix composites. Compos. Sci. Technol. 2003, 63, 119–135. [Google Scholar]
- Amirkhanlou, S.; Niroumand, B. Development of Al356/SiCp cast composites by injection of SiCp containing composite powders. Mater. Des. 2011, 32, 1895–1902. [Google Scholar] [CrossRef]
- Subhash, S.; Kaushik, P. Effect of texture evolution on mechanical and damping properties of SiC/ZnAl2O4/Al composite through friction stir processing. J. Mater. Res. Technol. 2019, 8, 222–232. [Google Scholar]
- Alizadeh, A.; Taheri-Nassaj, E. Mechanical properties and wear behavior of Al-2 wt% Cu alloy composites reinforced by B4C nanoparticles and fabricated by mechanical milling and hot extrusion. Mater. Charact. 2012, 67, 119–128. [Google Scholar] [CrossRef]
- Han, G.; Zhang, W.; Zhang, G.; Feng, Z.; Wang, Y. High temperature mechanical properties and fracture mechanisms of Al-Si piston alloy reinforced with in situ TiB2 particles. Mater. Sci. Eng. 2015, 633, 161–168. [Google Scholar] [CrossRef]
- Jafarian, H.; Habibi, J.; Razavi, S. Microstructure evolution and mechanical properties in ultrafine grained Al/TiC composite fabricated by accumulative roll bonding. Compos. Part B Eng. 2015, 77, 84–92. [Google Scholar] [CrossRef]
- Williams, J.; Edgar, A. Progress in structural materials for aerospace systems. Acta Mater. 2003, 51, 5775–5799. [Google Scholar] [CrossRef]
- Li, D.; Zhang, D.; Liu, S.; Shan, Z.; Liu, S.; Shan, Z.; Zhang, X.; Wang, Q.; Han, S. Dynamic recrystallization behavior of 7085 aluminum alloy during hot deformation. Trans. Nonferrous Met. Soc. China 2016, 26, 1491–1497. [Google Scholar] [CrossRef]
- Gu, X.; Joseph, S.; Shiflet, G.; Widom, M. Ductility improvement of amorphous steels: Roles if shear modulus and electronic structure. Acta Mater. 2008, 56, 88–94. [Google Scholar] [CrossRef]
- Straumal, B.; Kogtenkova, O.; Kolesnikova, K.; Straumal, A.; Bulatov, M.; Nekrasov, A. Reversible “Wetting” of Grain Boundaries by the Second Solid Phase in the Cu-In System. JETP Lett. 2014, 100, 535–539. [Google Scholar] [CrossRef]
- Chen, S.; Chen, K.; Dong, P.; Ye, S.; Huang, L. Effect of recrystallization and heat treatment on strength and SCC of an Al-Zn-Mg-Cu alloy. J. Alloys Compd. 2013, 581, 705–709. [Google Scholar] [CrossRef]
- Han, N.; Zhang, X.; Liu, S. Effects of solution treatment on the strength and fracture toughness of aluminum alloy 7050. J. Alloys Compd. 2011, 509, 4138–4145. [Google Scholar] [CrossRef]
- Kannan, M.; Raja, V. Enhancing stress corrosion cracking resistance in Al-Zn-Mg-Cu-Zr alloy through inhibiting recrystallization. Eng. Fract. Mech. 2010, 77, 249–256. [Google Scholar] [CrossRef]
- Wang, M.; Wang, Y.; Liu, J.; Chen, H.; Wu, Y.; Zhang, F.; Wang, H. Effects of Zn content on microstructures and mechanical properties of in-situTiB2/Al-Zn-Mg-Cu composites subjected to hot extrusion. Mater. Sci. Eng. A 2019, 742, 364–372. [Google Scholar] [CrossRef]
- Gao, Y.; Qiu, F.; Shu, S.; Wang, L.; Chang, F.; Hu, W.; Han, X.; Li, Q.; Jiang, Q. Mechanical properties and abrasive wear behaviors of in situ nano-TiCx/Al-Zn-Mg-Cu composites fabricated by combustion synthesis and hot pressn consolidation. Arch. Civ. Mech. Eng. 2018, 18, 179–187. [Google Scholar] [CrossRef]
- Ma, Y.; Geng, J.; Chen, Z.; Wang, M.; Chen, D.; Ji, G.; Ji, V.; Wang, H. Experimental study of the mechanisms of nanoparticle influencing the fatigue crack growth in an in-situ TiB2/Al-Zn-Mg-Cu composite. Eng. Fract. Mech. 2019, 207, 23–35. [Google Scholar] [CrossRef]
- Apps, P.; Bowen, J.; Prangnell, P.B. The effect of coarse second-phase particles on the rate of grain refinement during severe deformation processing. Acta Mater. 2003, 51, 2811–2822. [Google Scholar] [CrossRef]
- Zhou, D.; Tang, J.; Qiu, F.; Wang, J.; Jiang, Q. Effects of nano-TiCp on the microstructures and tensile properties of TiCp/Al-Cu composites. Mater. Charact. 2014, 94, 80–85. [Google Scholar] [CrossRef]
- Chen, Z.; Sun, G.; Wu, Y.; Mathon, M.; Borbely, A.; Chen, D.; Ji, G.; Wang, M.; Zhong, S.; Wang, H. Multi-scale study of microstructure evolution in hot extruded nano-sized TiB2 particle reinforced aluminum composites. Mater. Des. 2017, 116, 577–590. [Google Scholar] [CrossRef]
- Wang, L.; Qiua, F.; Zhao, Q.; Wang, H.; Jiang, Q. Simultaneously increasing the elevated-temperature tensile strength and plasticity of in situ nano-sized TiCx/Al-Cu-Mg composites. Mater. Charact. 2017, 125, 7–12. [Google Scholar] [CrossRef]
- Ma, Y.; Chen, Z.; Wang, M.; Chen, D.; Ma, N.; Wang, H. High cycle fatigue behavior of the in-situ TiB2/7050 composite. Mater. Sci. Eng. A 2015, 640, 350–356. [Google Scholar] [CrossRef]
- Chawla, N.; Jones, J.; Anders, C. Effect of SiC volume fraction and particle size on the fatigue resistance of a 2080 Al/SiCp composite. Metall. Mater. Trans. A 1998, 29, 2843–2854. [Google Scholar] [CrossRef]
- Kikuchi, S.; Yamazko, H.; Otsuka, T. Peripheral-recrystallized structures formed in Al-Zn-Mg-Cu-Zr alloy materials during extrusion and their quenching sensitivity. J. Mater. Process. Technol. 1993, 38, 689–701. [Google Scholar] [CrossRef]
- Manoharan, M.; Lewandowski, J. Effect of reinforcement size and matrix microstructure on the fracture properties of an aluminum metal matrix composite. Mater. Sci. Eng. A 1992, 150, 179–186. [Google Scholar] [CrossRef]
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).