Development of a Cr-Ni-V-N Medium Manganese Steel with Balanced Mechanical and Corrosion Properties

 , , , and
, , , and 
Abstract
1. Introduction
2. Materials and Methods
3. Results
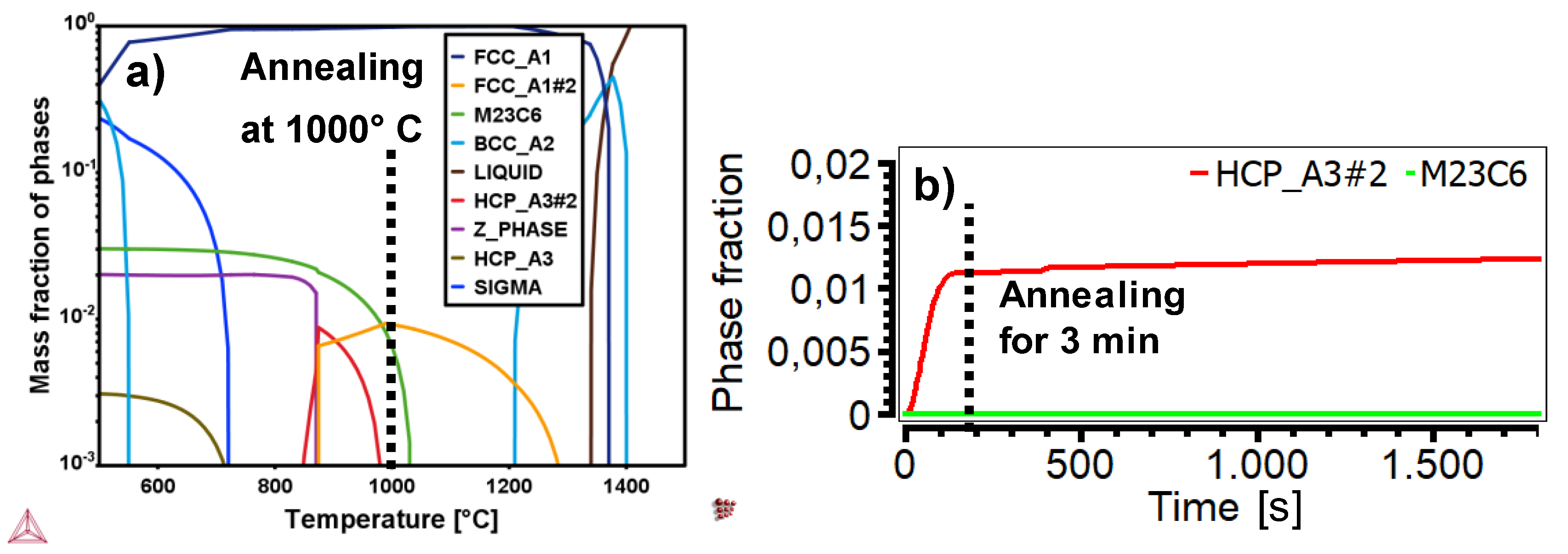
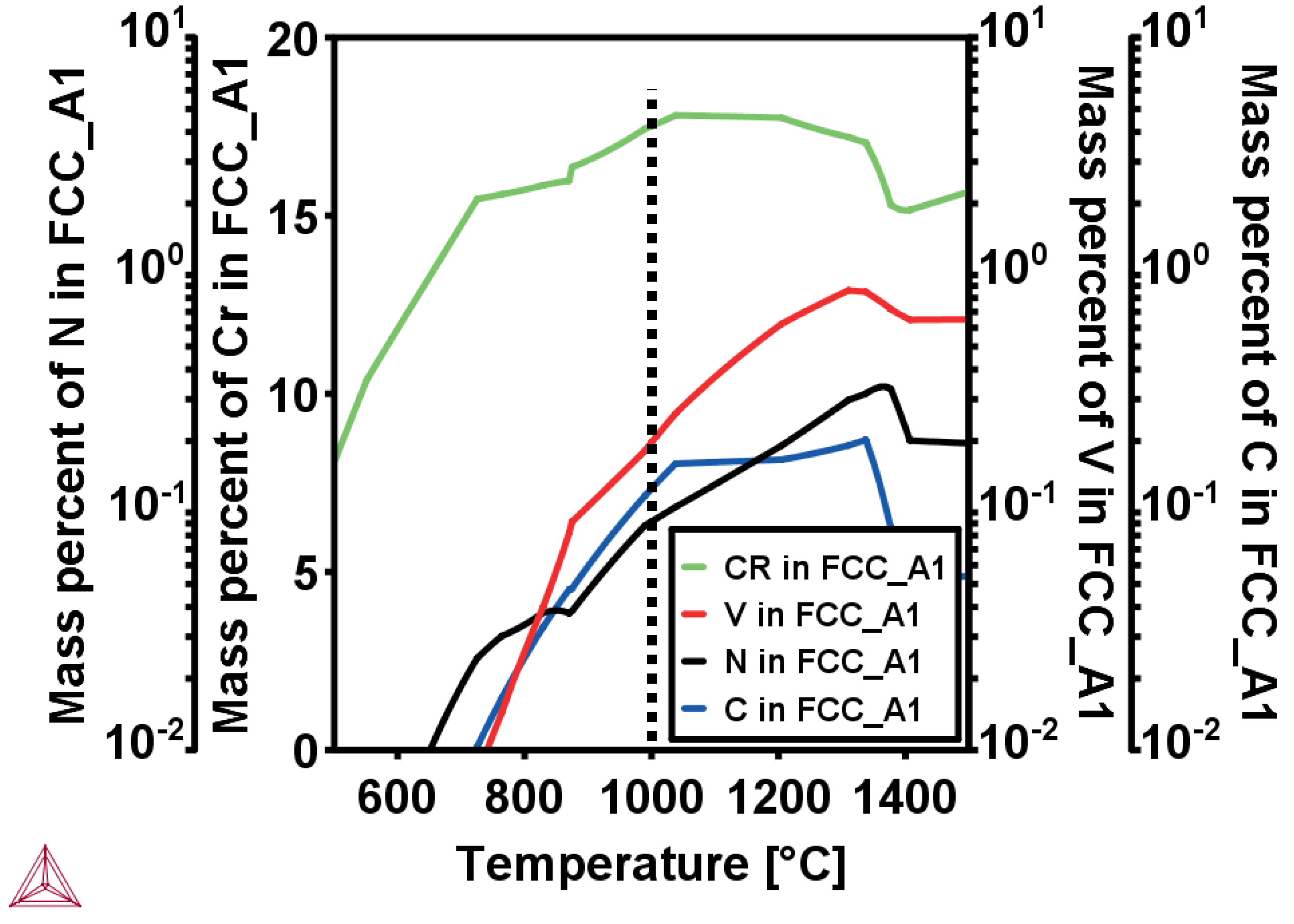
3.1. Thermodynamic and Kinetics Calculations
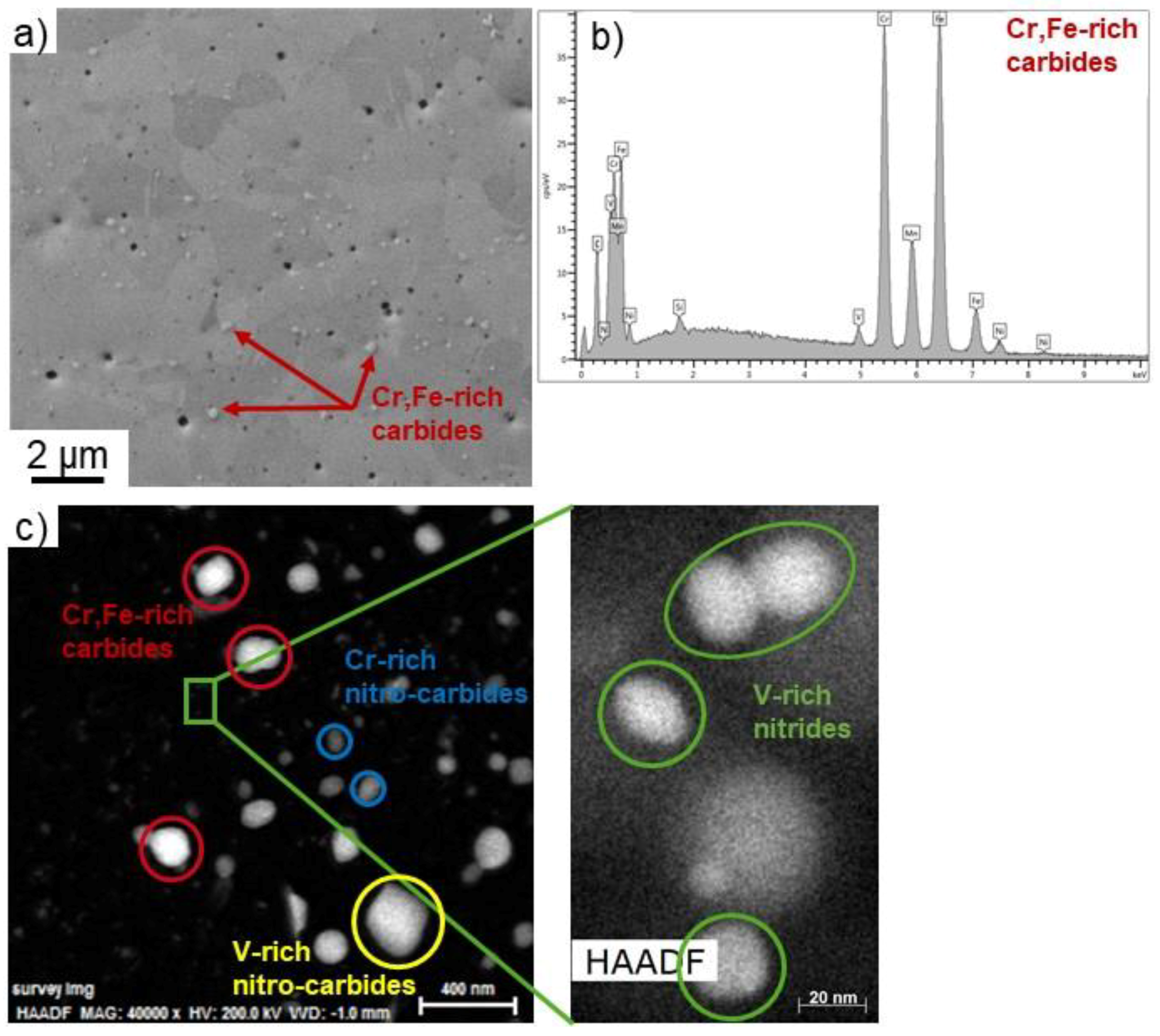
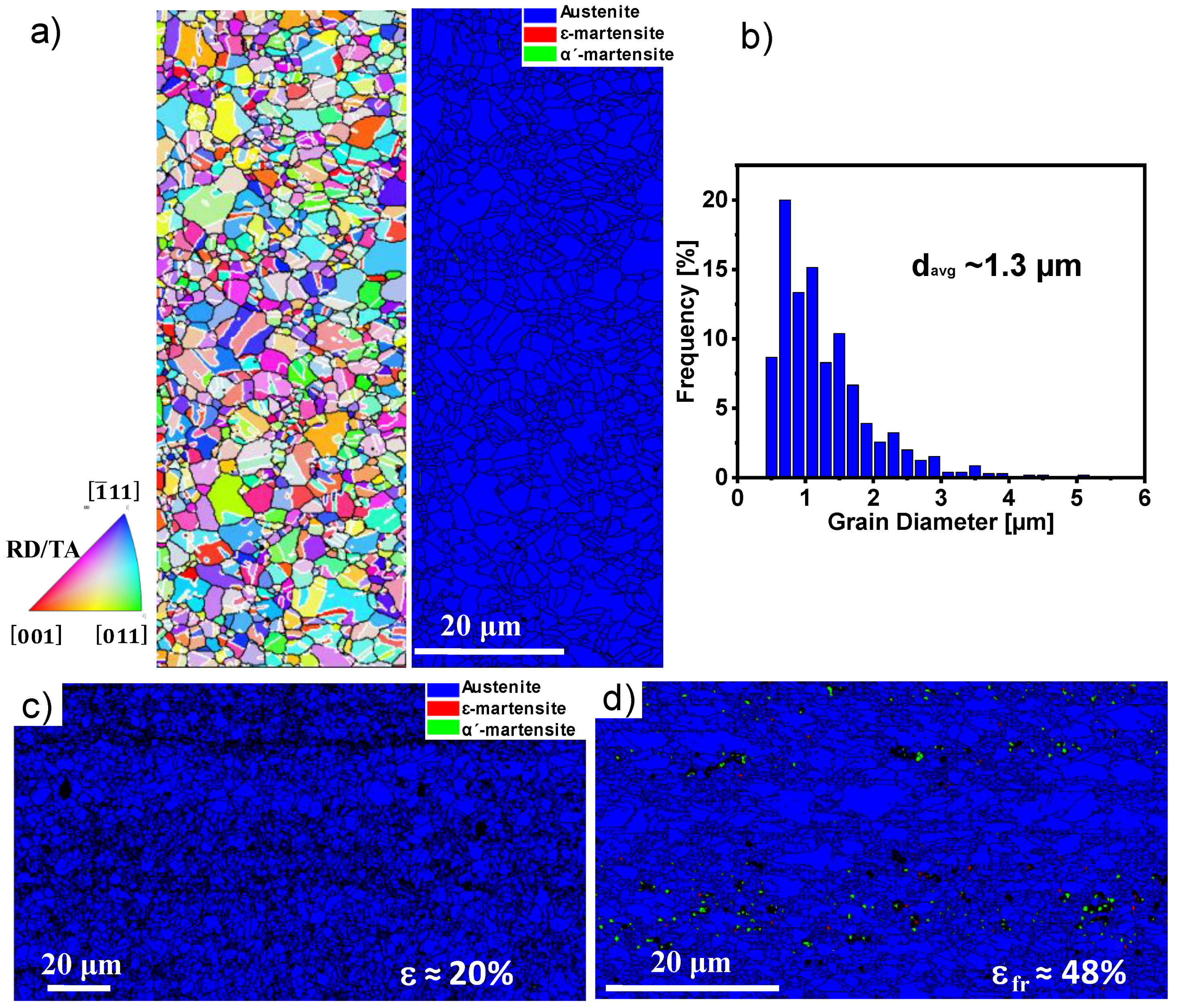
3.2. Microstructure
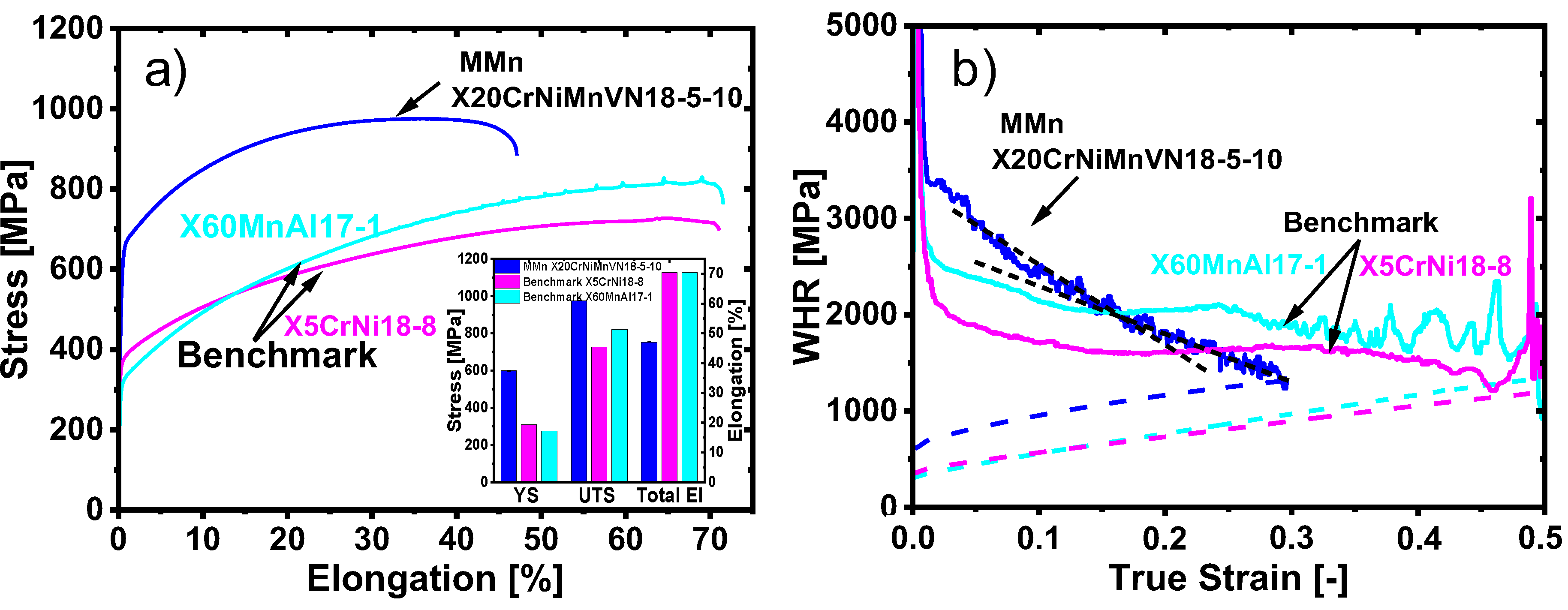
3.3. Mechanical Properties
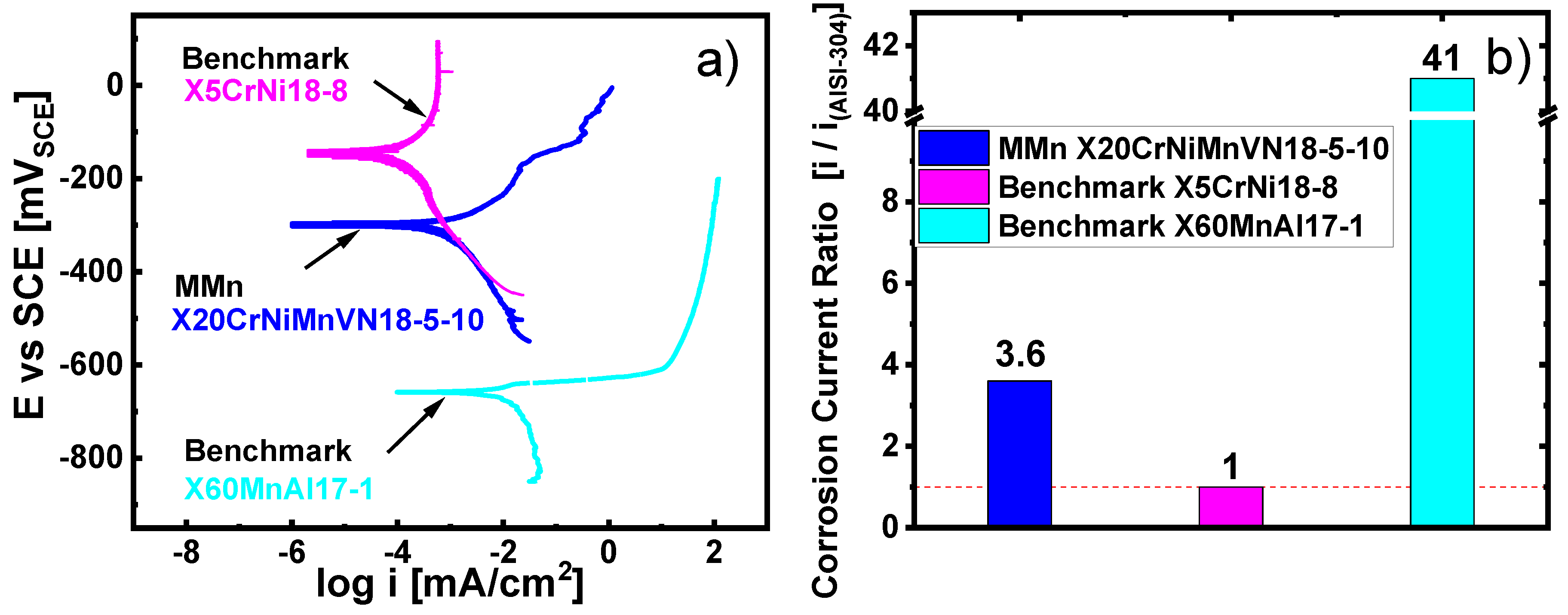
3.4. Corrosion Properties
4. Discussion
4.1. Interplay among Different Strengthening Effects Induced by V Alloying
4.2. Strain Hardening Behavior
4.3. Enhanced Corrosion Resistance
5. Conclusions
- Recrystallization annealing treatment at 1000 °C for 3 min resulted in an ultrafine austenitic microstructure with an average grain size of ~1.3 µm containing a considerable amount of V- and Cr-based precipitates in a bimodal particle size distribution (100–400 nm and <20 nm). More than 80% of the precipitates are smaller than 50 nm.
- The alloying concept (especially the high V and N contents) results in a high yield strength of ~600 MPa via an interplay among different mechanisms, namely the Ashby–Orowan effect, Hall–Petch effect, solid–solution, and dislocation strengthening.
- Although the work hardening rate (WHR) at early deformation stages is very high (3.4 GPa), the suppression of deformation twin formation by ultrafine grains until fracture resulted in a continuous drop in WHR. The slope of the WHR decreases at high strains (>20%) due to the austenite to martensite transformation.
- The enhanced corrosion resistance of the newly developed MMn steel is attributed to the high Cr and N contents even after precipitation. It seems that the ultrafine grain microstructure plays an important role in improving the corrosion resistance despite the detrimental effect of precipitates.
Author Contributions
Acknowledgments
Conflicts of Interest
References
- Grässel, O.; Krüger, L.; Frommeyer, G.; Meyer, L.W. High strength Fe–Mn–(Al, Si) TRIP/TWIP steels development—Properties—Application. Int. J. Plast. 2000, 16, 1391–1409. [Google Scholar] [CrossRef]
- de Cooman, B.C.; Estrin, Y.; Kim, S.K. Twinning-induced plasticity (TWIP) steels. Acta Mater. 2018, 142, 283–362. [Google Scholar] [CrossRef]
- Bouaziz, O.; Allain, S.; Scott, C.P.; Cugy, P.; Barbier, D. High manganese austenitic twinning induced plasticity steels: A review of the microstructure properties relationships. Curr. Opin. Solid State Mater. Sci. 2011, 15, 141–168. [Google Scholar] [CrossRef]
- Haase, C.; Ingendahl, T.; Güvenç, O.; Bambach, M.; Bleck, W.; Molodov, D.A.; Barrales-Mora, L.A. On the applicability of recovery-annealed Twinning-Induced Plasticity steels: Potential and limitations. Mater. Sci. Eng. A 2016, 649, 74–84. [Google Scholar] [CrossRef]
- Dumay, A.; Chateau, J.-P.; Allain, S.; Migot, S.; Bouaziz, O. Influence of addition elements on the stacking-fault energy and mechanical properties of an austenitic Fe–Mn–C steel. Mater. Sci. Eng. A 2008, 2008, 184–187. [Google Scholar] [CrossRef]
- Grajcar, A. Corrosion resistance of high-Mn austenitic steels for the automotive industry. In Corrosion Resistance; InTech: Rijeka, Croatia, 2012. [Google Scholar]
- Kannan, M.B.; Raman, R.S.; Khoddam, S. Comparative studies on the corrosion properties of a Fe–Mn–Al–Si steel and an interstitial-free steel. Corros. Sci. 2008, 50, 2879–2884. [Google Scholar] [CrossRef]
- Zhang, Y.S.; Zhu, X.M. Electrochemical polarization and passive film analysis of austenitic Fe–Mn–Al steels in aqueous solutions. Corros. Sci. 1999, 41, 1817–1833. [Google Scholar] [CrossRef]
- Zhang, Y.S.; Zhu, X.M.; Liu, M.; Che, R.X. Effects of anodic passivation on the constitution, stability and resistance to corrosion of passive film formed on an Fe-24Mn-4Al-5Cr alloy. Appl. Surf. Sci. 2004, 222, 89–101. [Google Scholar] [CrossRef]
- Dieudonné, T.; Marchetti, L.; Wery, M.; Miserque, F.; Tabarant, M.; Chêne, J.; Allely, C.; Cugy, P.; Scott, C.P. Role of copper and aluminum on the corrosion behavior of austenitic Fe–Mn–C TWIP steels in aqueous solutions and the related hydrogen absorption. Corros. Sci. 2014, 83, 234–244. [Google Scholar] [CrossRef]
- Toor, I.-U.-H.; Hyun, P.J.; Kwon, H.S. Development of high Mn–N duplex stainless steel for automobile structural components. Corros. Sci. 2008, 50, 404–410. [Google Scholar] [CrossRef]
- Di Schino, A.; Kenny, J.M.; Mecozzi, M.G.; Barteri, M. Development of high nitrogen, low nickel, 18%Cr austenitic stainless steels. J. Mater. Sci. 2000, 35, 4803–4808. [Google Scholar] [CrossRef]
- Mosecker, L.; Saeed-Akbari, A. Nitrogen in chromium–manganese stainless steels: A review on the evaluation of stacking fault energy by computational thermodynamics. Sci. Technol. Adv. Mater. 2013, 14, 33001. [Google Scholar] [CrossRef] [PubMed]
- de Cooman, B.C.; Chin, K.-G.; Kim, J. High Mn TWIP Steels for Automotive Applications. In New Trends and Developments in Automotive System Engineering; Chiaberge, M., Ed.; InTech: Bratislava, Slovakia, 2011; ISBN 978-953-307-517-4. [Google Scholar]
- Kim, Y.; Kang, N.; Park, Y.; Choi, I.; Kim, G.; Kim, S.; Cho, K. Effects of the strain induced martensite transformation on the delayed fracture for Al-added TWIP steel. J. Korean Inst. Met. Mater. 2008, 46, 780–787. [Google Scholar]
- Koyama, M.; Akiyama, E.; Tsuzaki, K. Hydrogen Embrittlement in Al-added Twinning-induced Plasticity Steels Evaluated by Tensile Tests during Hydrogen Charging. ISIJ Int. 2012, 52, 2283–2287. [Google Scholar] [CrossRef]
- Zan, N.; Ding, H.; Guo, X.; Tang, Z.; Bleck, W. Effects of grain size on hydrogen embrittlement in a Fe-22Mn-0.6C TWIP steel. Int. J. Hydrogen Energy 2015, 40, 10687–10696. [Google Scholar] [CrossRef]
- Park, I.-J.; Lee, S.-M.; Jeon, H.-H.; Lee, Y.-K. The advantage of grain refinement in the hydrogen embrittlement of Fe–18Mn–0.6C twinning-induced plasticity steel. Corros. Sci. 2015, 93, 63–69. [Google Scholar] [CrossRef]
- Timmerscheidt, T.; Dey, P.; Bogdanovski, D.; von Appen, J.; Hickel, T.; Neugebauer, J.; Dronskowski, R. The Role of κ-Carbides as Hydrogen Traps in High-Mn Steels. Metals 2017, 7, 264. [Google Scholar] [CrossRef]
- Ooi, S.W.; Ramjaun, T.I.; Hulme-Smith, C.; Morana, R.; Drakopoulos, M.; Bhadeshia, H.K.D.H. Designing steel to resist hydrogen embrittlement Part 2—Precipitate characterisation. Mater. Sci. Technol. 2018, 34, 1747–1758. [Google Scholar] [CrossRef]
- Zhang, Z.; Moore, K.L.; McMahon, G.; Morana, R.; Preuss, M. On the role of precipitates in hydrogen trapping and hydrogen embrittlement of a nickel-based superalloy. Corros. Sci. 2019, 146, 58–69. [Google Scholar] [CrossRef]
- Takahashi, J.; Kawakami, K.; Kobayashi, Y. Origin of hydrogen trapping site in vanadium carbide precipitation strengthening steel. Acta Mater. 2018, 153, 193–204. [Google Scholar] [CrossRef]
- Suh, D.W.; Ryu, J.H.; Joo, M.S.; Yang, H.S.; Lee, K.; Bhadeshia, H.K.D.H. Medium-Alloy Manganese-Rich Transformation-Induced Plasticity Steels. Metall. Mater. Trans. A 2013, 44, 286–293. [Google Scholar] [CrossRef]
- Lee, Y.-K.; Han, J. Current opinion in medium manganese steel. Mater. Sci. Technol. 2014, 31, 843–856. [Google Scholar] [CrossRef]
- Sun, B.; Ding, R.; Brodusch, N.; Chen, H.; Guo, B.; Fazeli, F.; Ponge, D.; Gauvin, R.; Yue, S. Improving the ductility of ultrahigh-strength medium Mn steels via introducing pre-existed austenite acting as a “reservoir” for Mn atoms. Mater. Sci. Eng. A 2019, 749, 235–240. [Google Scholar] [CrossRef]
- Sun, B.; Fazeli, F.; Scott, C.; Brodusch, N.; Gauvin, R.; Yue, S. The influence of silicon additions on the deformation behavior of austenite-ferrite duplex medium manganese steels. Acta Mater. 2018, 148, 249–262. [Google Scholar] [CrossRef]
- Kaar, S.; Schneider, R.; Krizan, D.; Béal, C.; Sommitsch, C. Influence of the Quenching and Partitioning Process on the Transformation Kinetics and Hardness in a Lean Medium Manganese TRIP Steel. Metals 2019, 9, 353. [Google Scholar] [CrossRef]
- Hamada, A.; Juuti, T.; Khosravifard, A.; Kisko, A.; Karjalainen, P.; Porter, D.; Kömi, J. Effect of silicon on the hot deformation behavior of microalloyed TWIP-type stainless steels. Mater. Des. 2018, 154, 117–129. [Google Scholar] [CrossRef]
- Hielscher, R.; Schaeben, H. A novel pole figure inversion method: Specification of the MTEX algorithm. J. Appl. Cryst. 2008, 41, 1024–1037. [Google Scholar] [CrossRef]
- Bachmann, F.; Hielscher, R.; Schaeben, H. Texture Analysis with MTEX—Free and Open Source Software Toolbox. SSP 2010, 160, 63–68. [Google Scholar] [CrossRef]
- Luysberg, M.; Heggen, M.; Tillmann, K. FEI Tecnai G2 F20. JLSRF 2016, 2. [Google Scholar] [CrossRef]
- Kovács, A.; Schierholz, R.; Tillmann, K. FEI Titan G2 80-200 CREWLEY. JLSRF 2016, 2. [Google Scholar] [CrossRef]
- Gladman, T. Precipitation hardening in metals. Mater. Sci. Technol. 1999, 15, 30–36. [Google Scholar] [CrossRef]
- Hansen, N. Hall–Petch relation and boundary strengthening. Scr. Mater. 2004, 51, 801–806. [Google Scholar] [CrossRef]
- Hall, E.O. The Deformation and Ageing of Mild Steel: III Discussion of Results. Proc. Phys. Soc. Sect. B 1951, 64, 747–753. [Google Scholar] [CrossRef]
- Norström, L.-Å. The influence of nitrogen and grain size on yield strength in Type AISI 316L austenitic stainless steel. Met. Sci. 1977, 11, 208–212. [Google Scholar] [CrossRef]
- Werner, E. Solid solution and grain size hardening of nitrogen-alloyed austenitic steels. Mater. Sci. Eng. A 1988, 101, 93–98. [Google Scholar] [CrossRef]
- Hu, B.; He, B.B.; Cheng, G.J.; Yen, H.W.; Luo, H.W.; Huang, M.X. Super-High-Strength and Formable Medium Mn Steel Manufactured by Warm Rolling Process. 23 March 2019. Available online: https://ssrn.com/abstract=3358845 (accessed on 26 April 2019).
- Yazawa, Y.; Furuhara, T.; Maki, T. Effect of matrix recrystallization on morphology, crystallography and coarsening behavior of vanadium carbide in austenite. Acta Mater. 2004, 52, 3727–3736. [Google Scholar] [CrossRef]
- Atasoy, Ö.A.; Özbaysal, K.; Inal, O.T. Precipitation of vanadium carbides in 0.8% C-13% Mn-1% V austenitic steel. J. Mater. Sci. 1989, 24, 1393–1398. [Google Scholar] [CrossRef]
- Sohn, S.S.; Song, H.; Jo, M.C.; Song, T.; Kim, H.S.; Lee, S. Novel 1.5 GPa-strength with 50%-ductility by transformation-induced plasticity of non-recrystallized austenite in duplex steels. Sci. Rep. 2017, 7, 1255. [Google Scholar] [CrossRef]
- Yen, H.-W.; Huang, M.; Scott, C.P.; Yang, J.-R. Interactions between deformation-induced defects and carbides in a vanadium-containing TWIP steel. Scr. Mater. 2012, 66, 1018–1023. [Google Scholar] [CrossRef]
- Ueji, R.; Tsuchida, N.; Terada, D.; Tsuji, N.; Tanaka, Y.; Takemura, A.; Kunishige, K. Tensile properties and twinning behavior of high manganese austenitic steel with fine-grained structure. Scr. Mater. 2008, 59, 963–966. [Google Scholar] [CrossRef]
- Rahman, K.M.; Vorontsov, V.A.; Dye, D. The effect of grain size on the twin initiation stress in a TWIP steel. Acta Mater. 2015, 89, 247–257. [Google Scholar] [CrossRef]
- Lee, S.-I.; Lee, S.-Y.; Han, J.; Hwang, B. Deformation behavior and tensile properties of an austenitic Fe-24Mn-4Cr-0.5C high-manganese steel: Effect of grain size. Mater. Sci. Eng. A 2019, 742, 334–343. [Google Scholar] [CrossRef]
- Gutierrez-Urrutia, I.; Zaefferer, S.; Raabe, D. The effect of grain size and grain orientation on deformation twinning in a Fe–22 wt.% Mn–0.6 wt.% C TWIP steel. Mater. Sci. Eng. A 2010, 527, 3552–3560. [Google Scholar] [CrossRef]
- Gutierrez-Urrutia, I.; Raabe, D. Grain size effect on strain hardening in twinning-induced plasticity steels. Scr. Mater. 2012, 66, 992–996. [Google Scholar] [CrossRef]
- Bouaziz, O.; Allain, S.; Scott, C. Effect of grain and twin boundaries on the hardening mechanisms of twinning-induced plasticity steels. Scr. Mater. 2008, 58, 484–487. [Google Scholar] [CrossRef]
- Idrissi, H.; Renard, K.; Ryelandt, L.; Schryvers, D.; Jacques, P.J. On the mechanism of twin formation in Fe–Mn–C TWIP steels. Acta Mater. 2010, 58, 2464–2476. [Google Scholar] [CrossRef]
- Saeed-Akbari, A.; Mosecker, L.; Schwedt, A.; Bleck, W. Characterization and Prediction of Flow Behavior in High-Manganese Twinning Induced Plasticity Steels: Part I. Mechanism Maps and Work-Hardening Behavior. Metall. Mater. Trans. A 2012, 43, 1688–1704. [Google Scholar] [CrossRef]
- Renard, K.; Jacques, P.J. On the relationship between work hardening and twinning rate in TWIP steels. Mater. Sci. Eng. A 2012, 542, 8–14. [Google Scholar] [CrossRef]
- Yan, S.; Shi, Y.; Liu, J.; Ni, C. Effect of laser mode on microstructure and corrosion resistance of 316L stainless steel weld joint. Opt. Laser Technol. 2019, 113, 428–436. [Google Scholar] [CrossRef]
- Okada, T.; Hashino, T. A contribution to the kinetic theory of pitting corrosion. Corros. Sci. 1977, 17, 671–689. [Google Scholar] [CrossRef]
- Hamada, A.S.; Karjalainen, L.P.; El-Zeky, M.A. Effect of anodic passivation on the corrosion behaviour of Fe-Mn-Al steels in 3.5% NaCl. In Passivation of Metals and Semiconductors, and Properties of Thin Oxide Layers; Elsevier: Amsterdam, The Netherlands, 2006; pp. 77–82. [Google Scholar]
- Hamada, A.S.; Karjalainen, L.P.; Somani, M.C. Electrochemical corrosion behaviour of a novel submicron-grained austenitic stainless steel in an acidic NaCl solution. Mater. Sci. Eng. A 2006, 431, 211–217. [Google Scholar] [CrossRef]
- Jinlong, L.; Hongyun, L. Comparison of corrosion properties of passive films formed on phase reversion induced nano/ultrafine-grained 321 stainless steel. Appl. Surf. Sci. 2013, 280, 124–131. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | C | Si | Mn | Al | Cr | Ni | V | N |
|---|---|---|---|---|---|---|---|---|
| MMn X20CrNiMnVN18-5-10 | 0.17 | 0.43 | 10.4 | - | 17.7 | 4.7 | 0.9 | 0.26 |
| BenchmarkX5CrNi18-8 | 0.04 | 0.49 | 1.2 | - | 18.0 | 8.3 | - | 0.060 |
| Benchmark X60MnAl17-1 | 0.60 | 0.06 | 16.8 | 1.1 | 0.6 | 0.2 | 0.049 | 0.008 |
© 2019 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Allam, T.; Guo, X.; Sevsek, S.; Lipińska-Chwałek, M.; Hamada, A.; Ahmed, E.; Bleck, W. Development of a Cr-Ni-V-N Medium Manganese Steel with Balanced Mechanical and Corrosion Properties. Metals 2019, 9, 705. https://doi.org/10.3390/met9060705
Allam T, Guo X, Sevsek S, Lipińska-Chwałek M, Hamada A, Ahmed E, Bleck W. Development of a Cr-Ni-V-N Medium Manganese Steel with Balanced Mechanical and Corrosion Properties. Metals. 2019; 9(6):705. https://doi.org/10.3390/met9060705
Chicago/Turabian StyleAllam, Tarek, Xiaofei Guo, Simon Sevsek, Marta Lipińska-Chwałek, Atef Hamada, Essam Ahmed, and Wolfgang Bleck. 2019. "Development of a Cr-Ni-V-N Medium Manganese Steel with Balanced Mechanical and Corrosion Properties" Metals 9, no. 6: 705. https://doi.org/10.3390/met9060705
APA StyleAllam, T., Guo, X., Sevsek, S., Lipińska-Chwałek, M., Hamada, A., Ahmed, E., & Bleck, W. (2019). Development of a Cr-Ni-V-N Medium Manganese Steel with Balanced Mechanical and Corrosion Properties. Metals, 9(6), 705. https://doi.org/10.3390/met9060705