Characterization of Microstructure and Mechanical Properties of Stellite 6 Part Fabricated by Wire Arc Additive Manufacturing


 ,
, 
Abstract
1. Introduction
2. Experimental Procedures
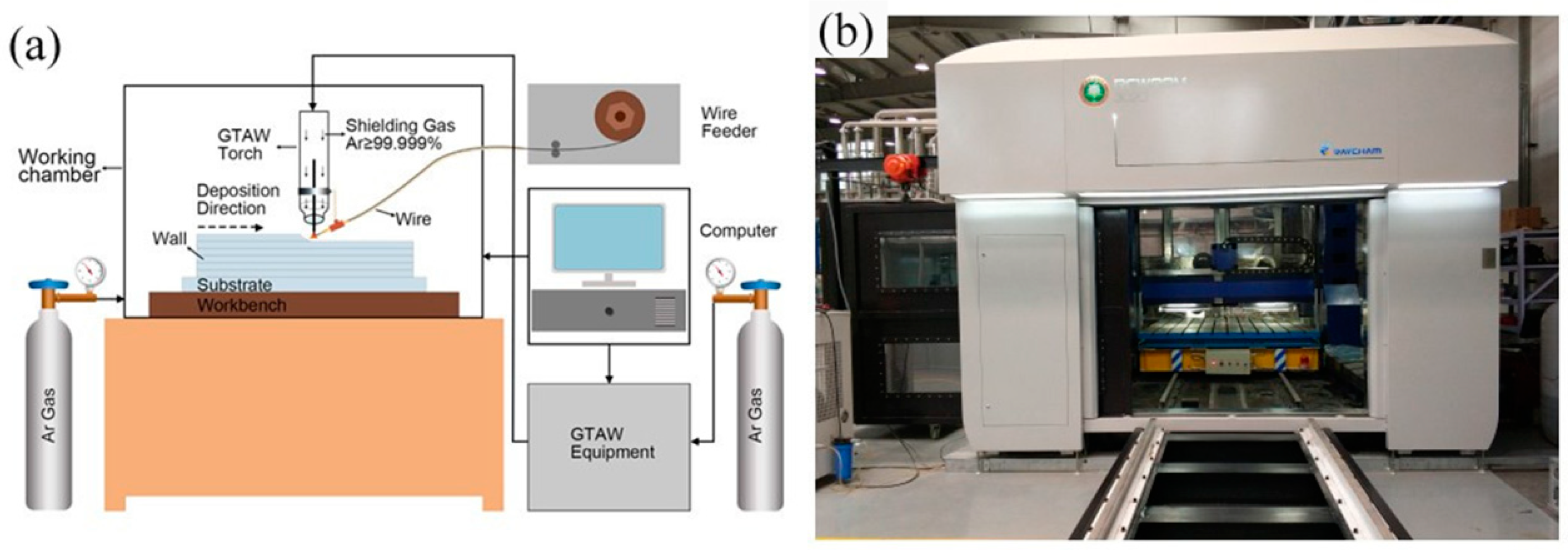
2.1. Experimental Set up and Manufacturing Process
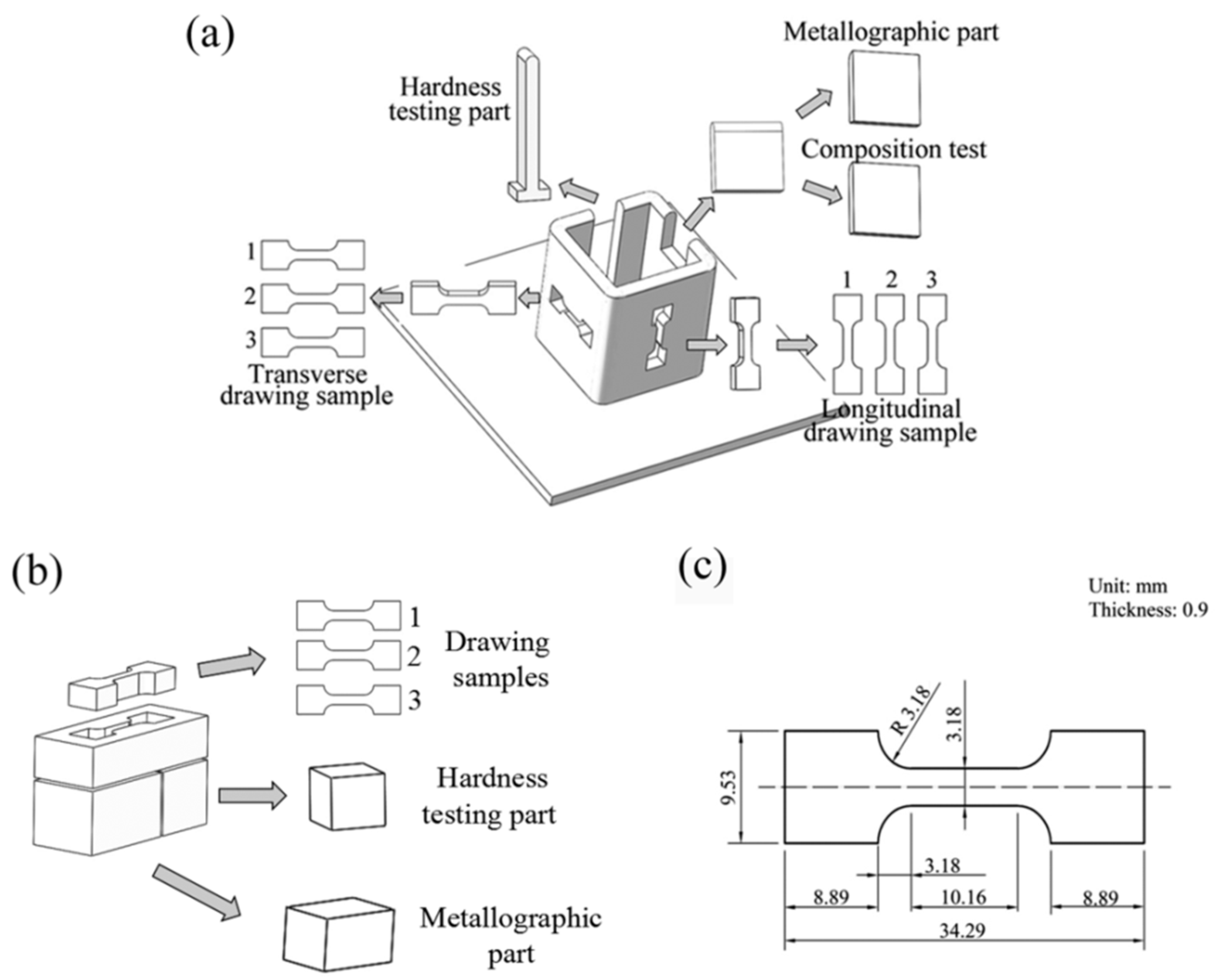
2.2. Characterization
3. Results and Conclusions
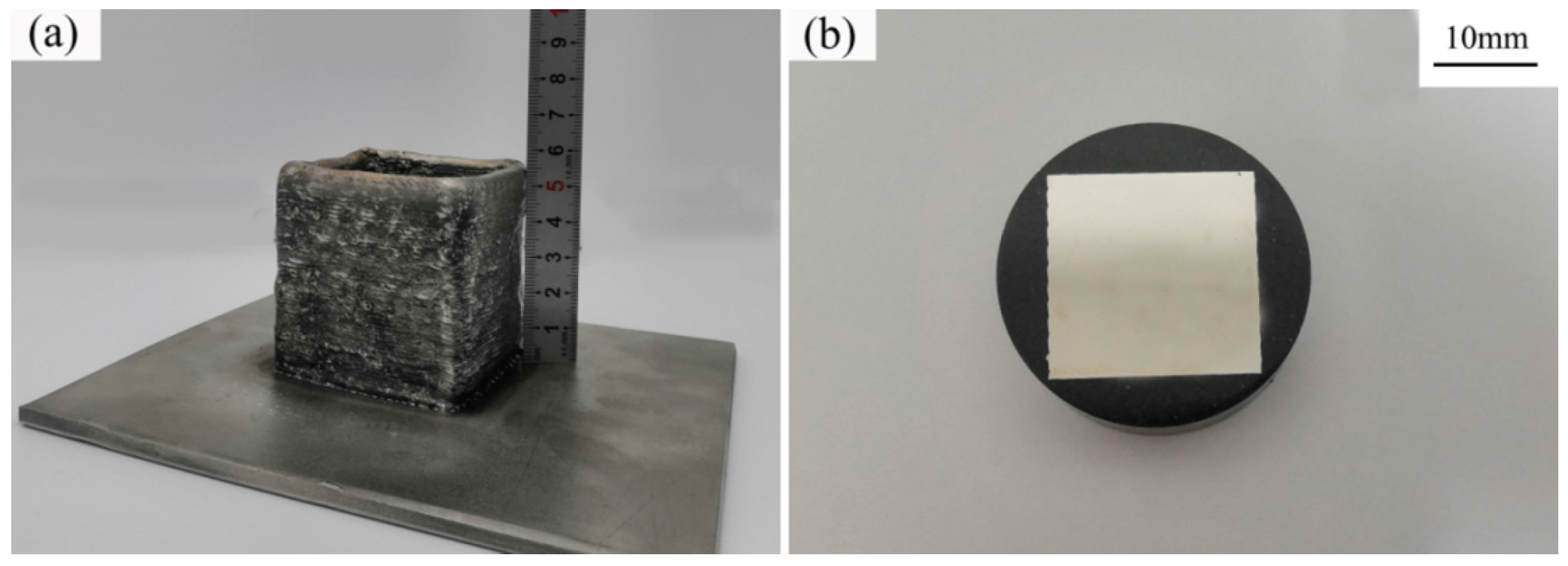
3.1. Macrostructure and Composition
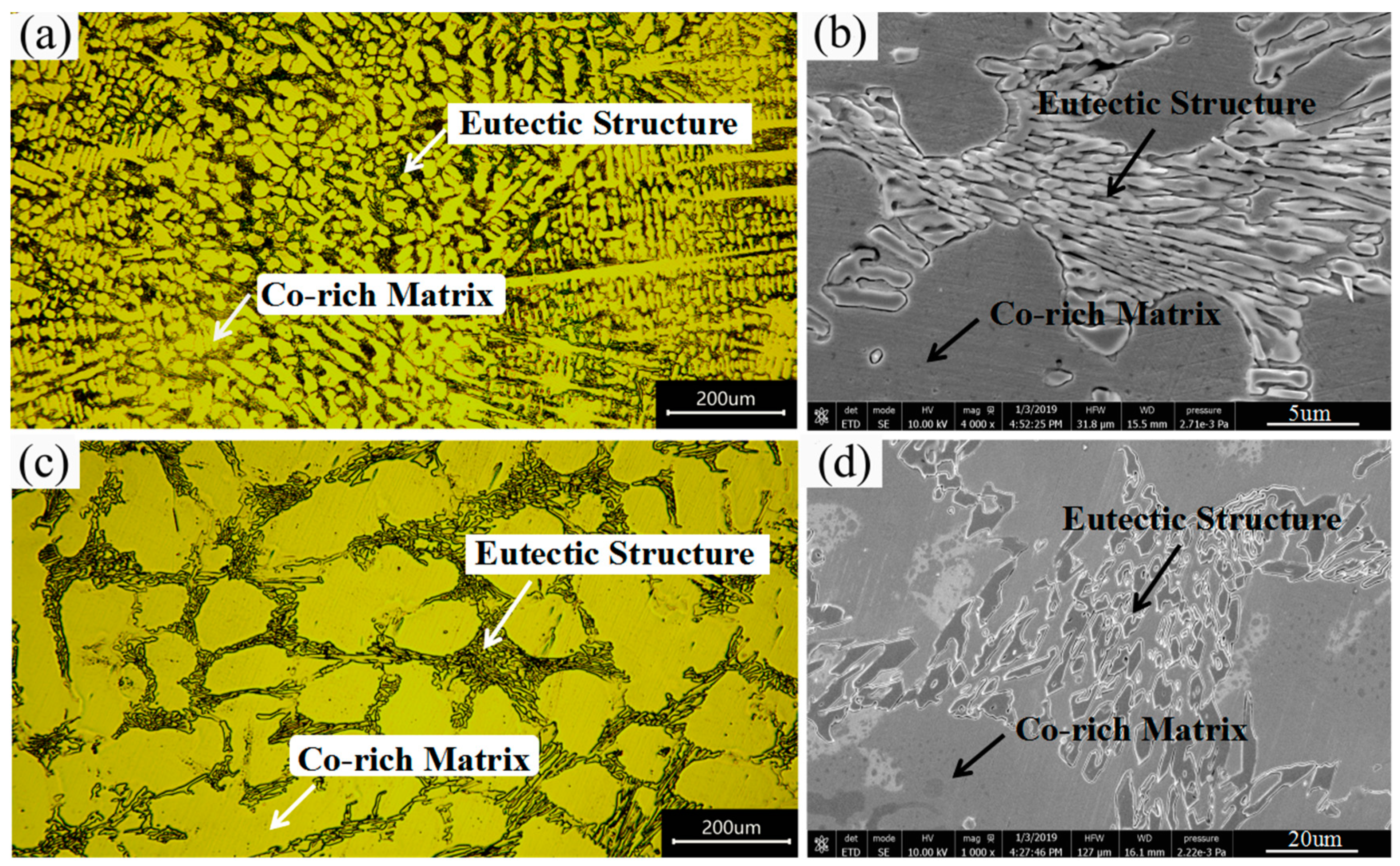
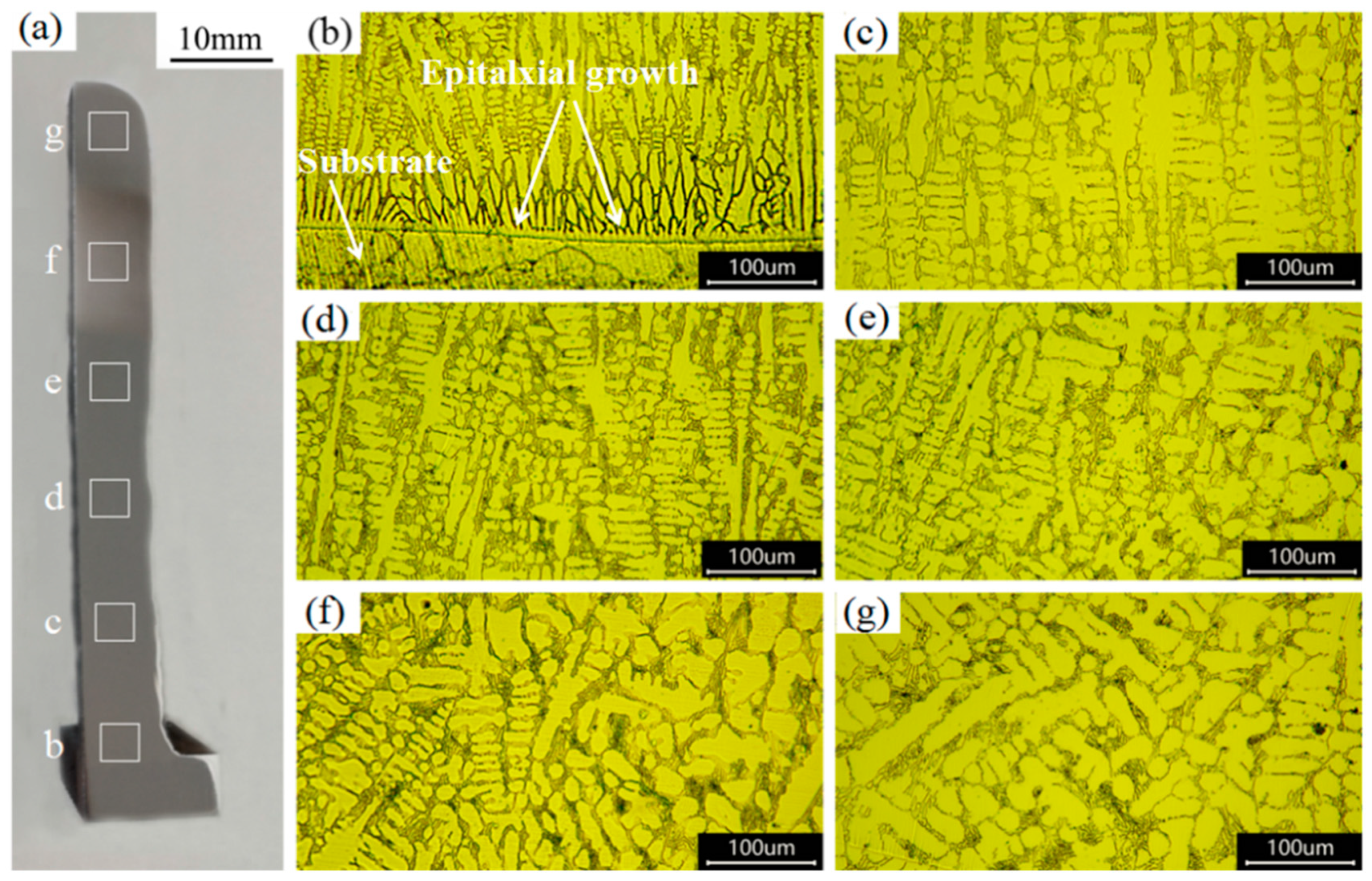
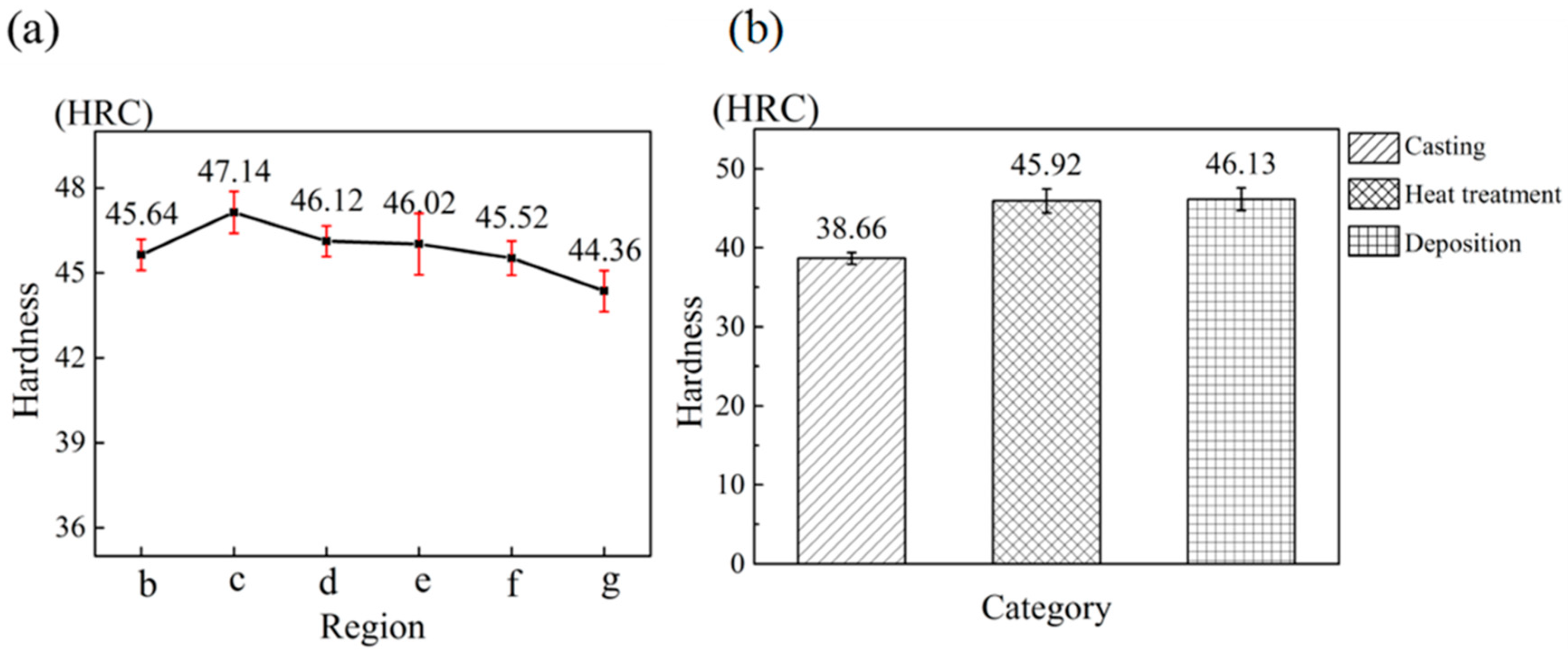
3.2. Microstructure and Hardness
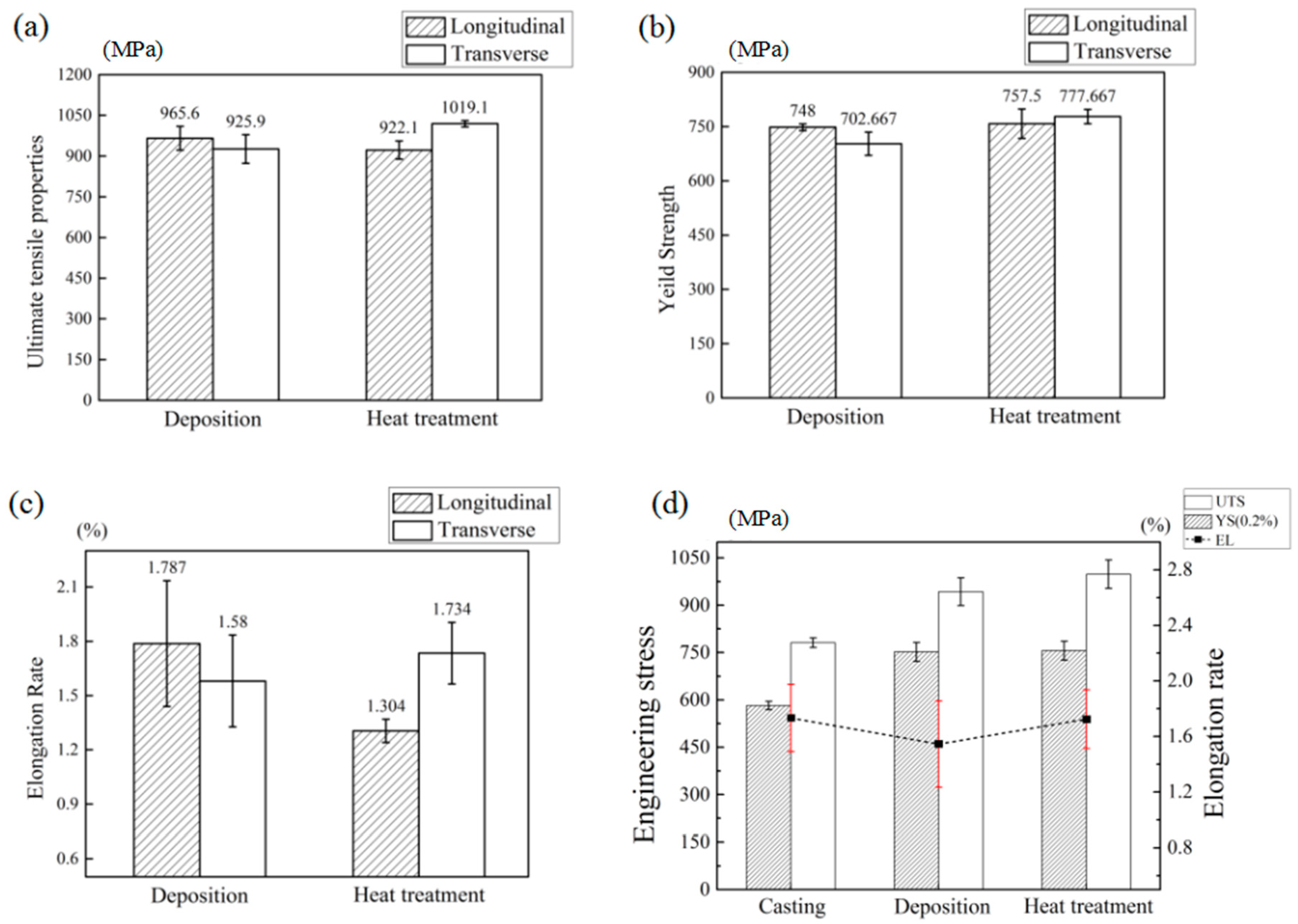
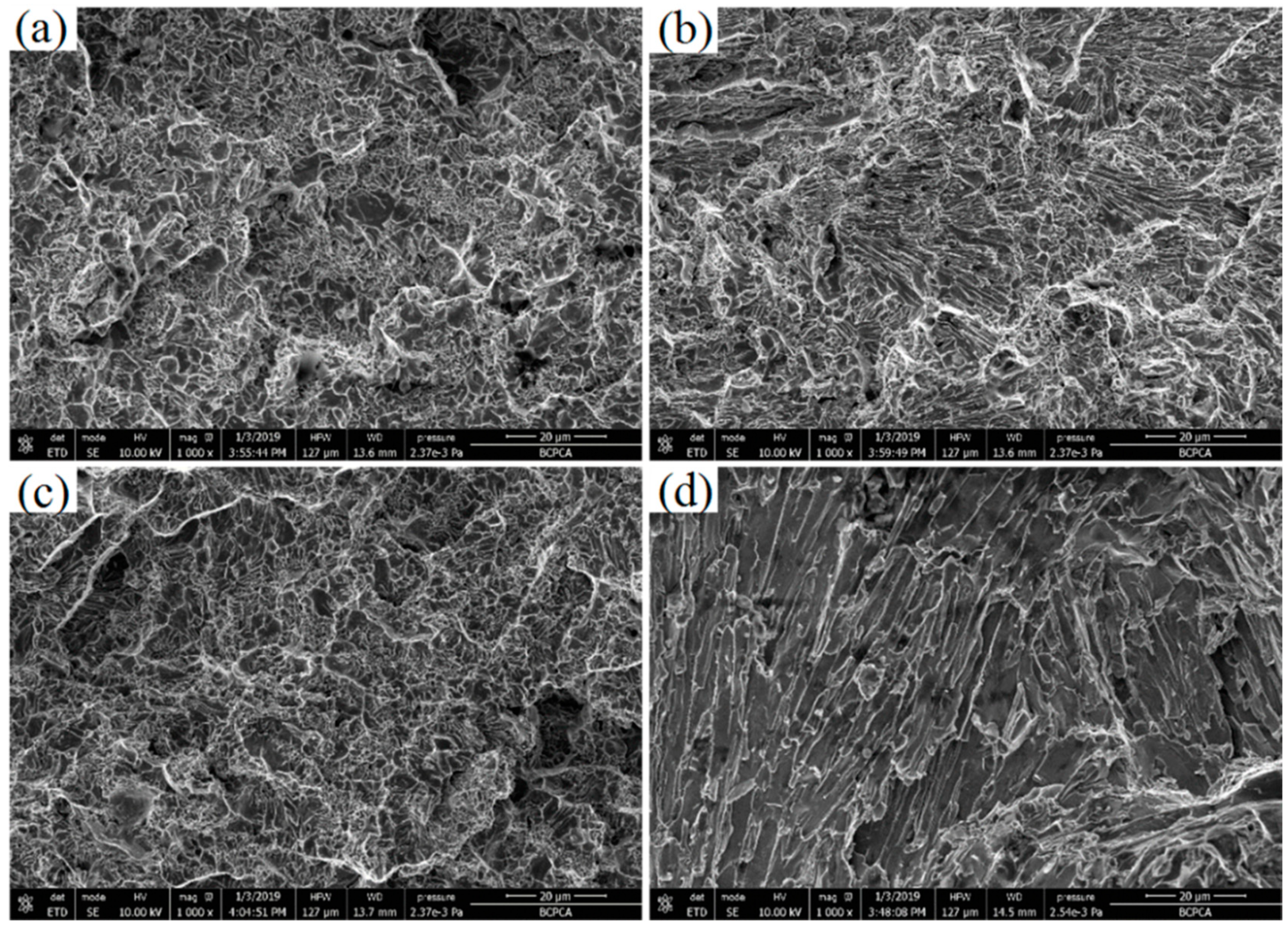
3.3. Tensile Properties
4. Conclusions
- The stellite 6 part manufactured by the WAAM has good forming quality and appearance. The composition of the stellite 6 components is slightly changed compared with the raw materials due to the element diffusion between each layers and substrate.
- The microstructure of the WAAM Stellite 6 component is much thinner than that of the casting part. From the substrate to the top region, the morphology of dendrites changes from the columnar to equiaxed, and the dendritic arm spacing tend to increase.
- The hardness of WAAM part rises firstly, and then decreases gradually from the bottom to top regions. Both WAAM part and stress relief annealing component is ~7–8 HRC higher than casting part. The stress relief annealing has no obvious effect on improving the hardness of AM stellite 6 parts.
- There is almost no anisotropy of the mechanical properties. The UTS and YS of the WAAM component are much better than that of the casting part, but the EL is almost the same. The stress relief annealing process can improve the mechanical properties of the WAAM stellite 6 parts to some extent.
Author Contributions
Acknowledgments
Conflicts of Interest
References
- Shahroozi, A.; Afsari, A.; Khakan, B. Microstructure and mechanical properties investigation of stellite 6 and Stellite 6/TiC coating on ASTM A105 steel produced by TIG welding process. Surf. Coat. Technol. 2018, 350, 648–658. [Google Scholar] [CrossRef]
- Venkatesh, B.; Sriker, K.; Prabhakar, V.S.V. Wear Characteristics of Hardfacing Alloys: State-of-the-art. Procedia Mater. Sci. 2015, 10, 527–532. [Google Scholar] [CrossRef]
- Lin, W.C.; Chen, C. Characteristics of thin surface layers of cobalt-based alloys deposited by laser cladding. Surf. Coat. Technol. 2006, 200, 4557–4563. [Google Scholar] [CrossRef]
- Motallebzadeh, A.; Atar, E.; Cimenoglu, H. Sliding wear characteristics of molybdenum containing Stellite 12 coating at elevated temperatures. Tribol. Int. 2015, 91, 40–47. [Google Scholar] [CrossRef]
- Kuzucu, V.; Ceylan, M.; Çelik, H.; Aksoy, I. Microstructure and phase analyses of Stellite 6 plus 6 wt.% Mo alloy. J. Mater. Process. Technol. 1997, 69, 257–263. [Google Scholar] [CrossRef]
- Brownlie, F.; Hodgkiess, T.; Pearson, A.; Galloway, A.M. Effect of nitriding on the corrosive wear performance of a single and double layer Stellite 6 weld cladding. Wear 2017, 376, 1279–1285. [Google Scholar] [CrossRef]
- Aykut, Ş.; Bagci, E.; Kentli, A.; Yazıcıoğlu, O. Experimental observation of tool wear, cutting forces and chip morphology in face milling of cobalt based super-alloy with physical vapour deposition coated and uncoated tool. Mater. Des. 2007, 28, 1880–1888. [Google Scholar] [CrossRef]
- Malayoglu, U.; Neville, A. Comparing the performance of HIPed and Cast Stellite 6 alloy in liquid-solid slurries. Wear 2003, 255, 181–194. [Google Scholar] [CrossRef]
- Apay, S.; Gulenc, B. Wear properties of AISI 1015 steel coated with Stellite 6 by microlaser welding. Mater. Des. 2014, 55, 1–8. [Google Scholar] [CrossRef]
- Faidel, D.; Jonas, D.; Natour, G.; Behr, W. Investigation of the selective laser melting process with molybdenum powder. Addit. Manuf. 2015, 8, 88–94. [Google Scholar] [CrossRef]
- Liu, C.M.; Tian, X.J.; Tang, H.B.; Wang, H.M. Microstructural characterization of laser melting deposited Ti-5Al-5Mo-5V-1Cr-1Fe near β titanium alloy. J. Alloys Compd. 2013, 572, 17–24. [Google Scholar] [CrossRef]
- Liu, C.M.; Tian, X.J.; Wang, H.M.; Liu, D. Obtaining bimodal microstructure in laser melting deposited Ti-5Al-5Mo-5V-1Cr-1Fe near β titanium alloy. Mater. Sci. Eng. A 2014, 609, 177–184. [Google Scholar] [CrossRef]
- Wu, Q.; Lu, J.; Liu, C.; Fan, H.; Shi, X.; Fu, J.; Ma, S. Effect of Molten Pool Size on Microstructure and Tensile Properties of Wire Arc Additive Manufacturing of Ti-6Al-4V Alloy. Materials 2017, 10, 749. [Google Scholar]
- Guo, J.; Zhou, Y.; Liu, C.; Wu, Q.; Chen, X.; Lu, J. Wire Arc Additive Manufacturing of AZ31 Magnesium Alloy: Grain Refinement by Adjusting Pulse Frequency. Materials 2016, 9, 823. [Google Scholar] [CrossRef]
- Li, X.; Reynolds, A.P.; Cong, B.; Ding, J.; Williams, S. Production and Properties of a Wire-Arc Additive Manufacturing Part Made with Friction Extruded Wire. In Proceedings of the TMS 2015 144th Annual Meeting & Exhibition, Orlando, FL, USA, 15–19 March 2015. [Google Scholar]
- Wu, Q.; Lu, J.; Liu, C.; Shi, X.; Qian, M.; Tang, S.; Fan, H.; Ma, S. Obtaining uniform deposition with variable wire feeding direction during wire-feed additive manufacturing. Mater. Manuf. Processes 2017, 32, 1881–1886. [Google Scholar] [CrossRef]
- Ge, J.; Jian, L.; Yan, C.; Lei, Y.; Fu, H. Characterization of wire arc additive manufacturing 2Cr13 part: Process stability, microstructural evolution, and tensile properties. J. Alloys Compd. 2018, 748, 911–921. [Google Scholar] [CrossRef]
- Ji, L.; Lu, J.; Tang, S.; Wu, Q.; Wang, J.; Ma, S.; Fan, H.; Liu, C. Research on Mechanisms and Controlling Methods of Macro Defects in TC4 Alloy Fabricated by Wire Additive Manufacturing. Materials 2018, 11, 1104. [Google Scholar] [CrossRef] [PubMed]
- Wu, Q.; Ma, Z.; Chen, G.; Liu, C.; Ma, D.; Ma, S. Obtaining fine microstructure and unsupported overhangs by low heat input pulse arc additive manufacturing. J. Manuf. Processes 2017, 27, 198–206. [Google Scholar] [CrossRef]
- Katou, M.; Oh, J.; Miyamoto, Y.; Matsuura, K.; Kudoh, M. Freeform fabrication of titanium metal and intermetallic alloys by three-dimensional micro welding. Mater. Des. 2007, 28, 2093–2098. [Google Scholar] [CrossRef]
- Zhu, Y.; Dong, L.; Tian, X.; Tang, H.; Wang, H. Characterization of microstructure and mechanical properties of laser melting deposited Ti–6.5Al–3.5Mo–1.5Zr–0.3Si titanium alloy. Mater. Des 2014, 56, 445–453. [Google Scholar] [CrossRef]
- Ferozhkhan, M.M.; Kumar, K.G.; Ravibharath, R. Metallurgical Study of Stellite 6 Cladding on 309-16L Stainless Steel. Arabian, J. Sci. Eng. 2017, 42, 2067–2074. [Google Scholar] [CrossRef]
- Singh, R.; Kumar, D.; Mishra, S.; Tiwari, S.K. Laser cladding of Stellite 6 on stainless steel to enhance solid particle erosion and cavitation resistance. Surf. Coat. Technol. 2014, 251, 87–97. [Google Scholar] [CrossRef]
- Deng, D.W.; Zhang, C.P.; Chen, R.; Xia, H.F. Microstructure and Microhardness of 17-4PH Deposited with Co-based Alloy Hardfacing Coating. Physics Procedia 2013, 50, 177–184. [Google Scholar] [CrossRef]
- Chakraborty, G.; Kumar, N.; Das, C.R.; Albert, S.K.; Bhaduri, A.K.; Dash, S.; Tyagi, A.K. Study on microstructure and wear properties of different nickel base hardfacing alloys deposited on austenitic stainless steel. Surf. Coat. Technol. 2014, 244, 180–188. [Google Scholar] [CrossRef]
- Lei, J.; Lu, J.; Liu, C.; Jing, C.; Fan, H.; Ma, S. Microstructure and mechanical properties of 304L steel fabricated by arc additive manufacturing. In Proceedings of the 2017 International Conference on Electronic Information Technology and Computer Engineering (EITCE 2017), ZhuHai, China, 23–24 September 2017. [Google Scholar]
- Yu, G.L. The relationship between dendritic arm spacings and cooling rate of superalloy under the directional solidification. J. Xian Inst. Technol. 1999. [Google Scholar] [CrossRef]
- Zhang, Y.; Huang, B.; Li, J. Microstructural Evolution with a Wide Range of Solidification Cooling;Rates in a Ni-Based Superalloy. Metall. Mater. Trans. A 2013, 44, 1641–1644. [Google Scholar] [CrossRef]
- Wang, F.; Williams, S.; Colegrove, P.; Antonysamy, A.A. Microstructure and Mechanical Properties of Wire and Arc Additive; Manufactured Ti-6Al-4V. Metall. Mater. Trans. A 2013, 44, 968–977. [Google Scholar] [CrossRef]
- Gülsoy, H.Ö.; Özgün, Ö.; Bilketay, S. Powder injection molding of Stellite 6 powder: Sintering, microstructural and mechanical properties. Mater. Sci. Eng. A 2016, 651, 914–924. [Google Scholar] [CrossRef]
- Da Silva, W.S.; Souza, R.M.; Mello, J.D.B.; Goldenstein, H. Room temperature mechanical properties and tribology of NICRALC and Stellite casting alloys. Wear 2011, 271, 1819–1827. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | C | Si | Mn | Ni | Cr | Fe | Co | W | others |
|---|---|---|---|---|---|---|---|---|---|
| Raw wire | 1 | 0.9 | 1 | - | 28 | 3 | Bal | 4.5 | <3 |
| 304L | 0.03 | 1 | 2 | 8–12 | 18–20 | Bal | - | - | <0.065 |
| Casting | 1.2 | 1.2 | 1 | 3 | 29 | 3 | Bal | 4.5 | - |
| Deposition Parameters | Values |
|---|---|
| Wire feed speed (cm/min) | 100 |
| Peak current (A) | 200 |
| Peak time ratio | 25% |
| Base to peak current ratio | 10% |
| Layer thickness (mm) | 1.1 |
| Pulse frequency (Hz) | 1.5 |
| Cr | Fe | Mn | Mo | Ni | Si | W | C |
|---|---|---|---|---|---|---|---|
| 28.92 | 4.19 | 1.56 | 0.013 | 2.5 | 0.92 | 3.9 | 1.38 |
| Groups | Direction | UTS (MPa) | YS (MPa) | EL (%) |
|---|---|---|---|---|
| Deposition | L | 965 ± 44 | 748 ± 9 | 1.79 ± 0.35 |
| T | 922 ± 33 | 757 ± 40 | 1.30 ± 0.06 | |
| Heat treatment | L | 953 ± 43 | 725 ± 7 | 1.71 ± 0.24 |
| T | 1019 ± 11 | 778 ± 20 | 1.73 ± 0.17 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, Z.; Cui, Y.; Wang, J.; Liu, C.; Wang, J.; Xu, T.; Lu, T.; Zhang, H.; Lu, J.; Ma, S.; et al. Characterization of Microstructure and Mechanical Properties of Stellite 6 Part Fabricated by Wire Arc Additive Manufacturing. Metals 2019, 9, 474. https://doi.org/10.3390/met9040474
Li Z, Cui Y, Wang J, Liu C, Wang J, Xu T, Lu T, Zhang H, Lu J, Ma S, et al. Characterization of Microstructure and Mechanical Properties of Stellite 6 Part Fabricated by Wire Arc Additive Manufacturing. Metals. 2019; 9(4):474. https://doi.org/10.3390/met9040474
Chicago/Turabian StyleLi, Zixiang, Yinan Cui, Jie Wang, Changmeng Liu, Jiachen Wang, Tianqiu Xu, Tao Lu, Haorui Zhang, Jiping Lu, Shuyuan Ma, and et al. 2019. "Characterization of Microstructure and Mechanical Properties of Stellite 6 Part Fabricated by Wire Arc Additive Manufacturing" Metals 9, no. 4: 474. https://doi.org/10.3390/met9040474
APA StyleLi, Z., Cui, Y., Wang, J., Liu, C., Wang, J., Xu, T., Lu, T., Zhang, H., Lu, J., Ma, S., Fan, H., & Tang, S. (2019). Characterization of Microstructure and Mechanical Properties of Stellite 6 Part Fabricated by Wire Arc Additive Manufacturing. Metals, 9(4), 474. https://doi.org/10.3390/met9040474