Observations on the Relationship between Crystal Orientation and the Level of Auto-Tempering in an As-Quenched Martensitic Steel

 , , , , , ,
, , , , , ,
Abstract
:1. Introduction
2. Materials and Methods
3. Results
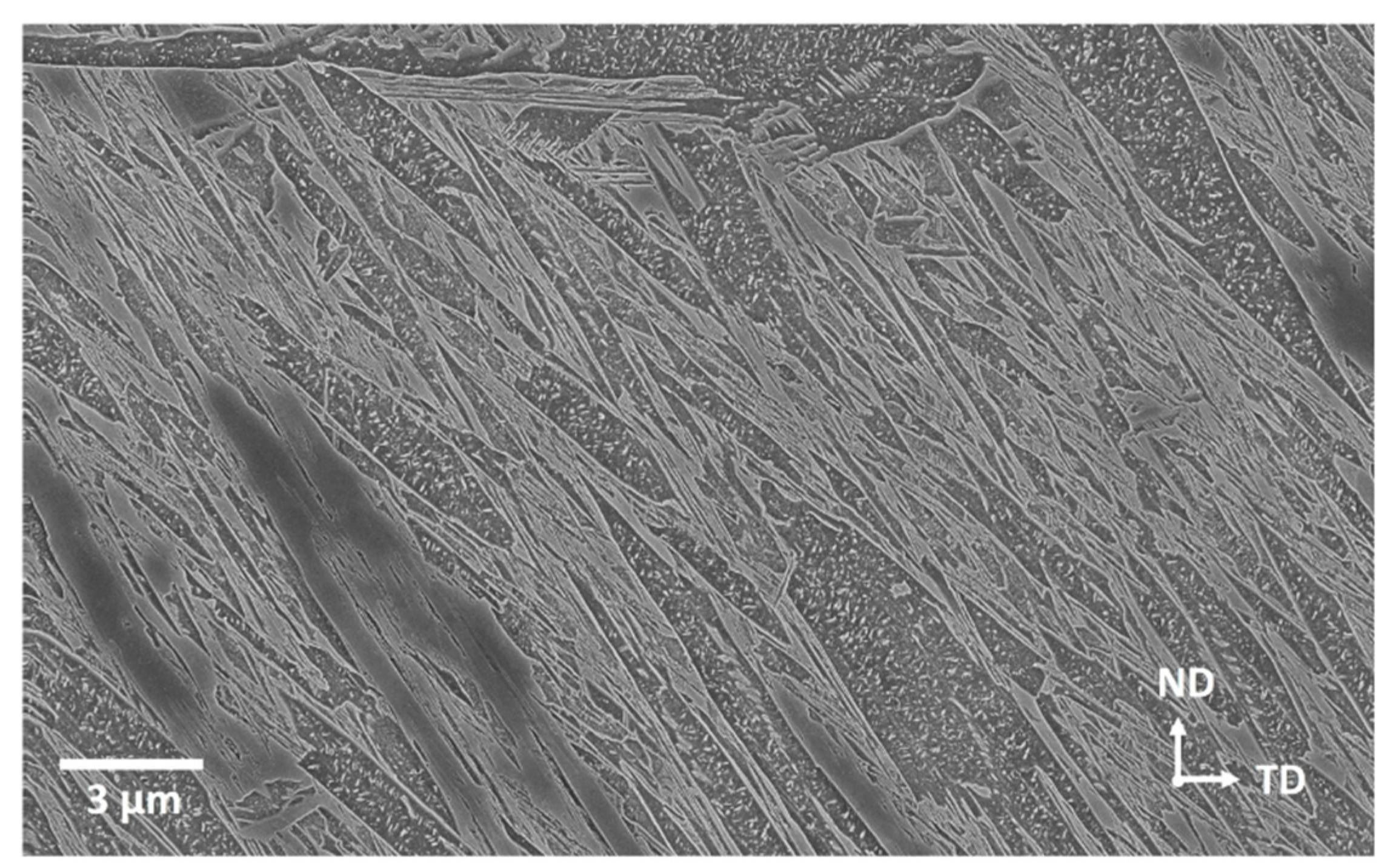
3.1. Martensite Morphology
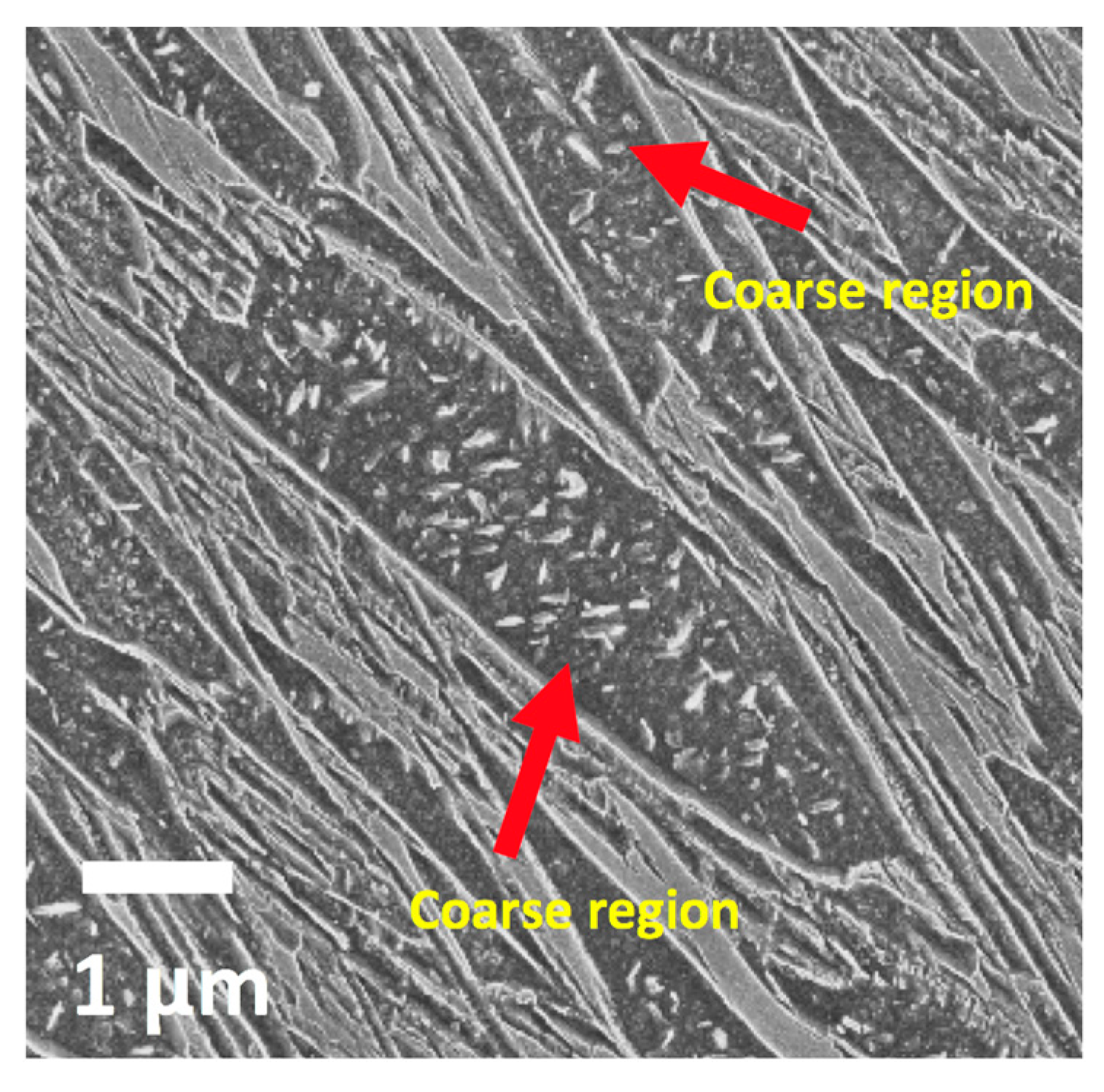
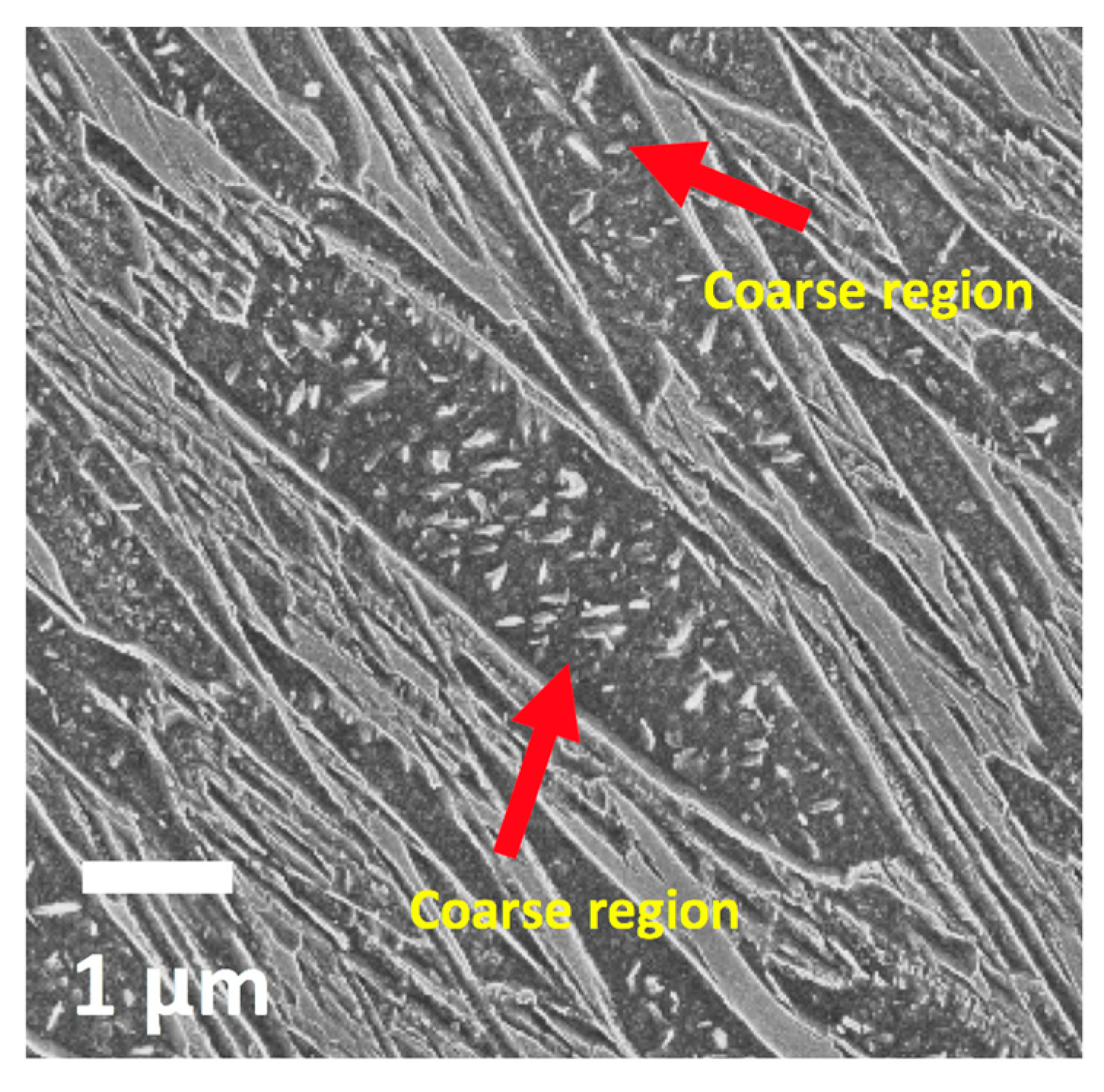
- Coarse auto-tempered regions. The coarse regions were generally wedged shape and had a high density of auto-tempered precipitates within them, as shown in Figure 2. The coarse laths could simply be thin laths intersected by the specimen surface at a small angle. But Morsdorf et al. [20] showed that the coarse laths are clearly thicker than the surrounding thin laths using 3D sectioning techniques. As stated by Morsdorf et al. [20], the austenite matrix is soft and defect density is low just above the Ms temperature. Therefore, just below the Ms temperature, there is a low resistance to the formation of the coarse martensitic regions. The degree of auto-tempering is higher within these regions as, during quenching, they form at the highest temperatures where atomic mobility is high and beneficial for the nucleation and growth of cementite. The matrix of the coarse auto-tempered regions was the most highly etched of all the features within the microstructure, as shown by the imaged carbides in Figure 2.
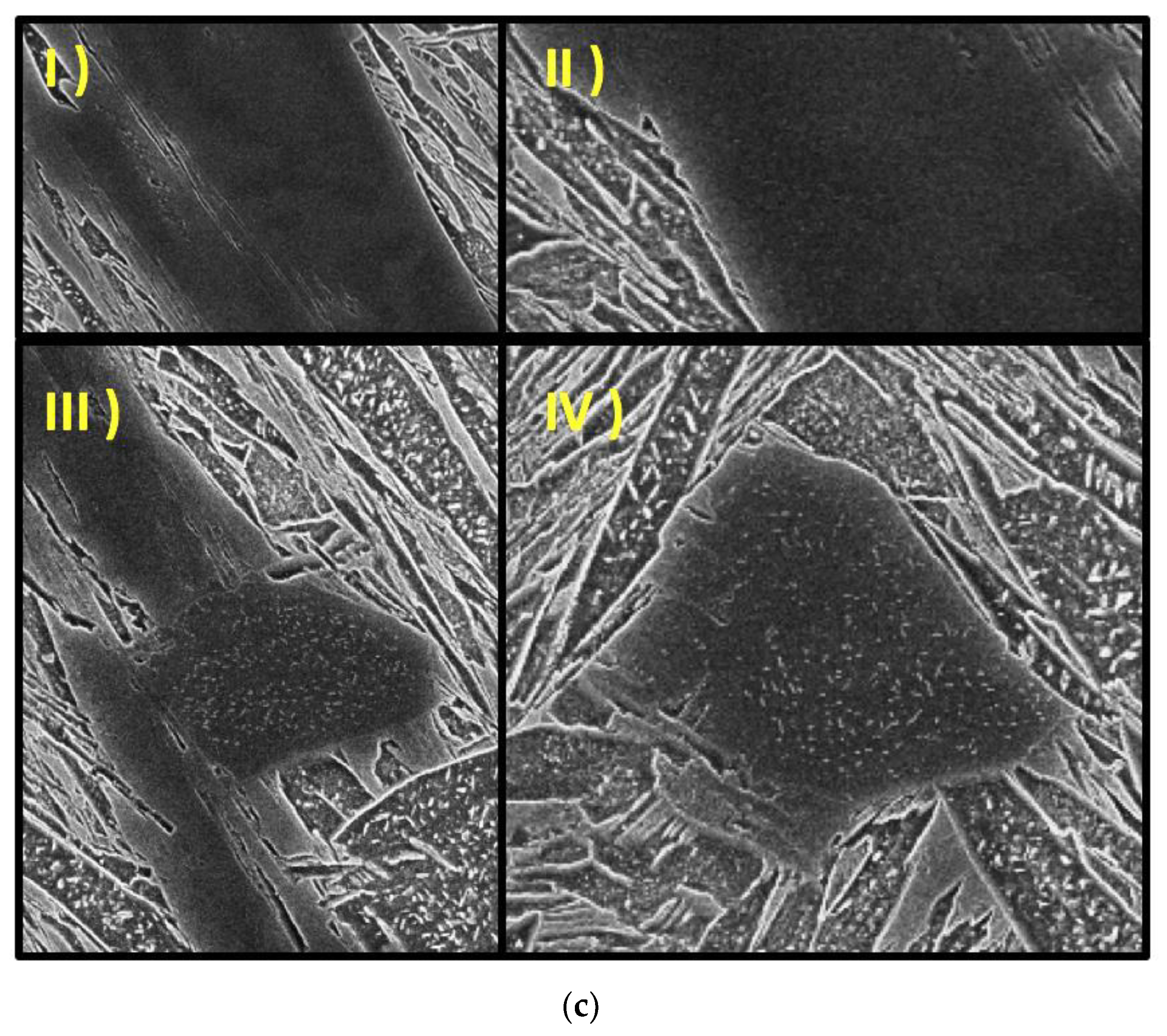
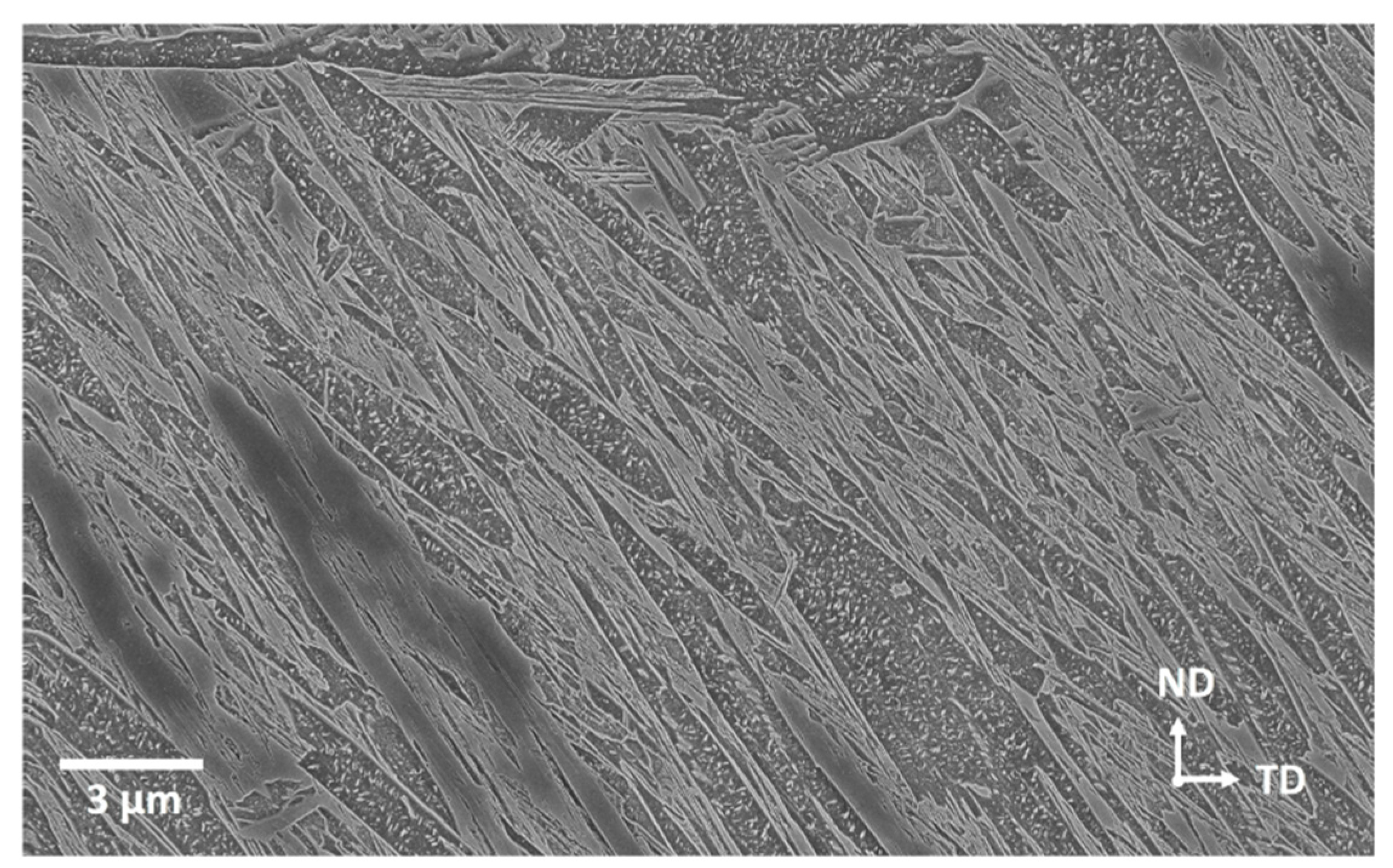
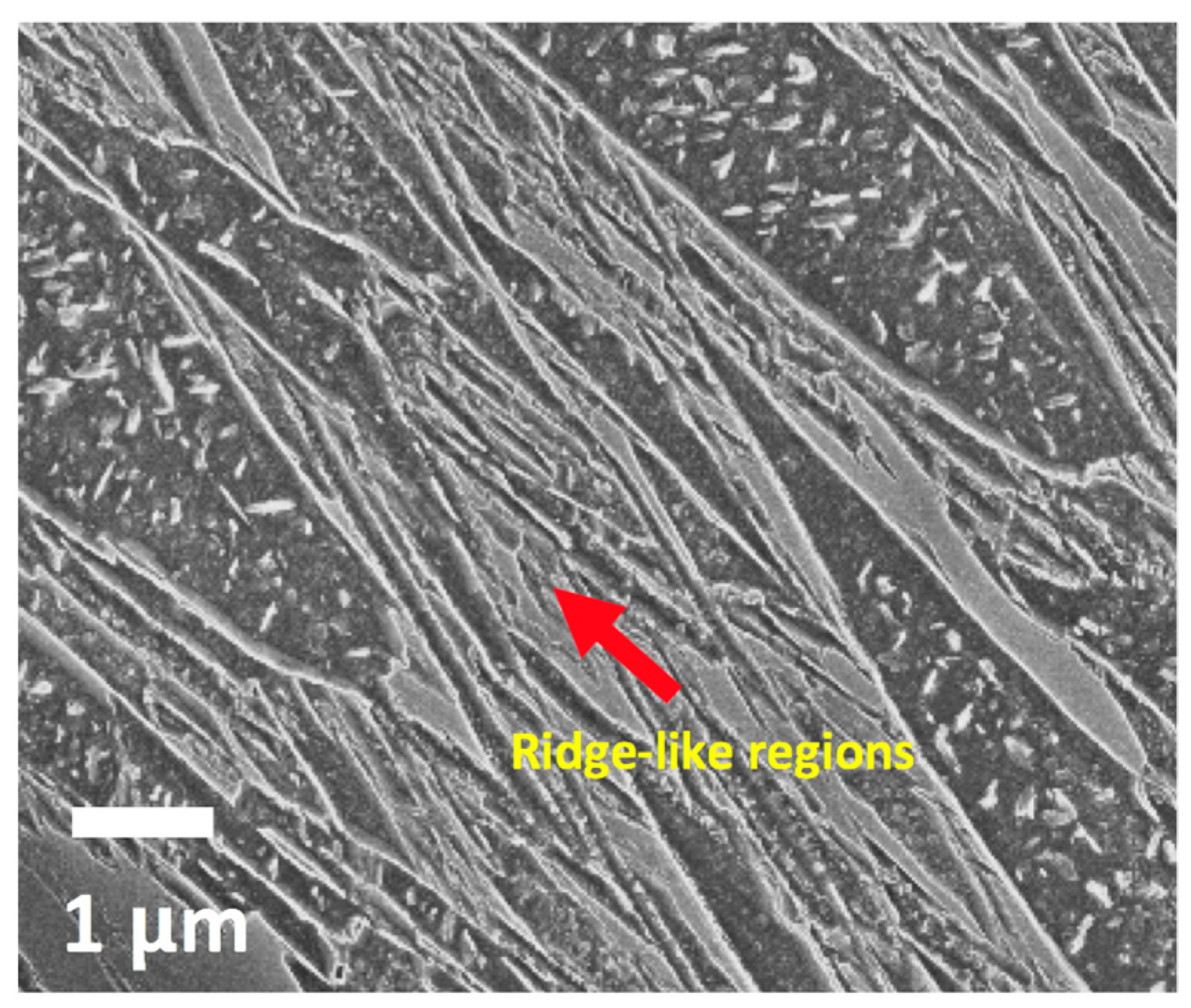
- Ridge-like regions. These features appear as narrow raised bands, i.e., ridges, as shown in Figure 3. They tended to surround the coarse martensite features. After the formation of the coarse auto-tempered martensitic regions, the falling temperature and increasing dislocation density of the austenite resulting from the plastic accommodation of the martensite already formed leads to progressive hardening of the untransformed austenite [20]. It follows that the martensite in the ridge-like regions has had to grow into ever stronger austenite. The ridge-like regions consist of clusters of fine martensite laths, which etch to different degrees thereby creating the ridge appearance. It has been shown ferrite with a higher concentration of carbon in solid solution etches less in nital as does carbon supersaturated retained austenite at the lath boundaries [21]. Within the ridge-like regions, carbides were either absent or smaller in size than the carbides found in the coarse auto-tempered regions.
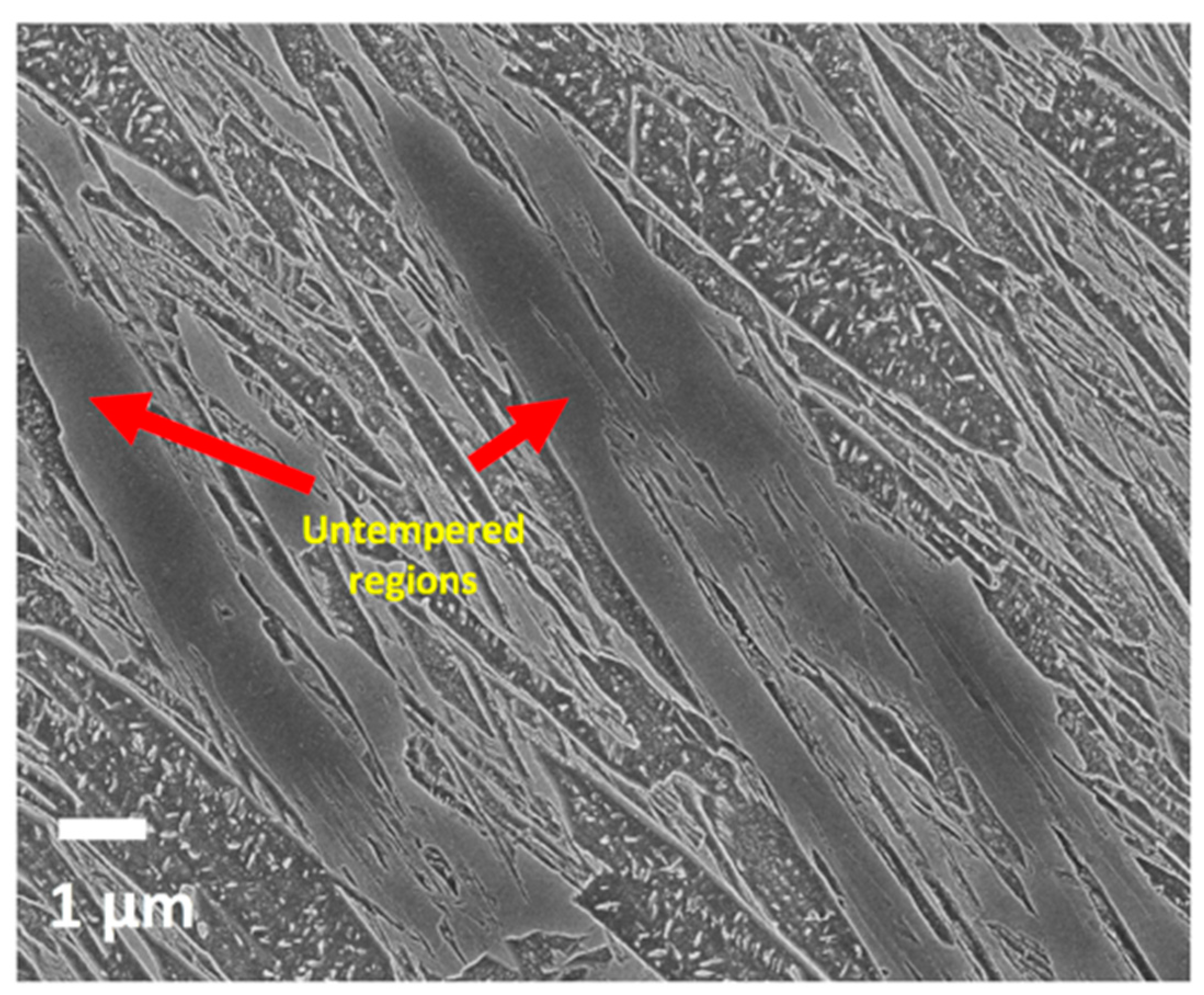
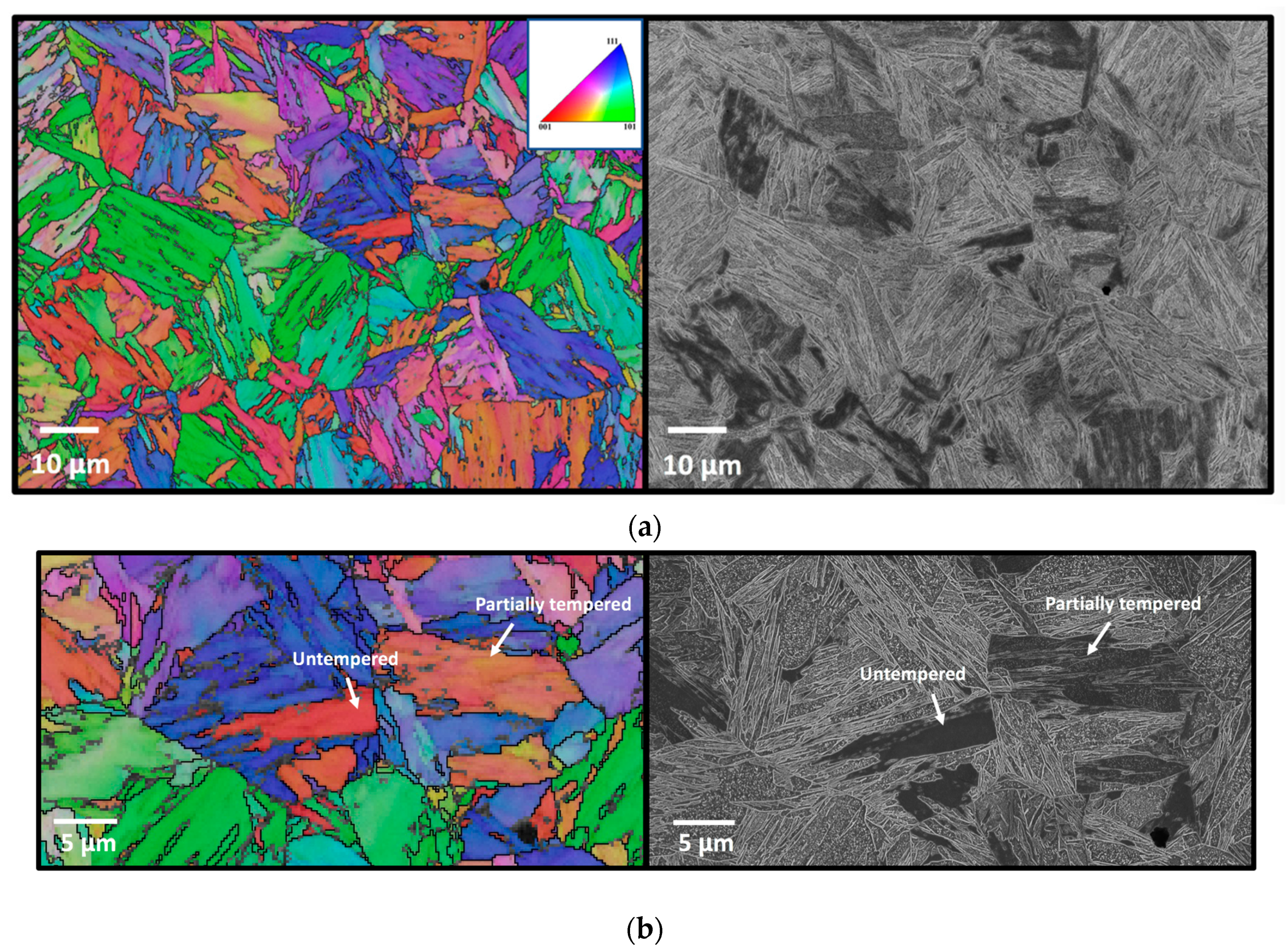
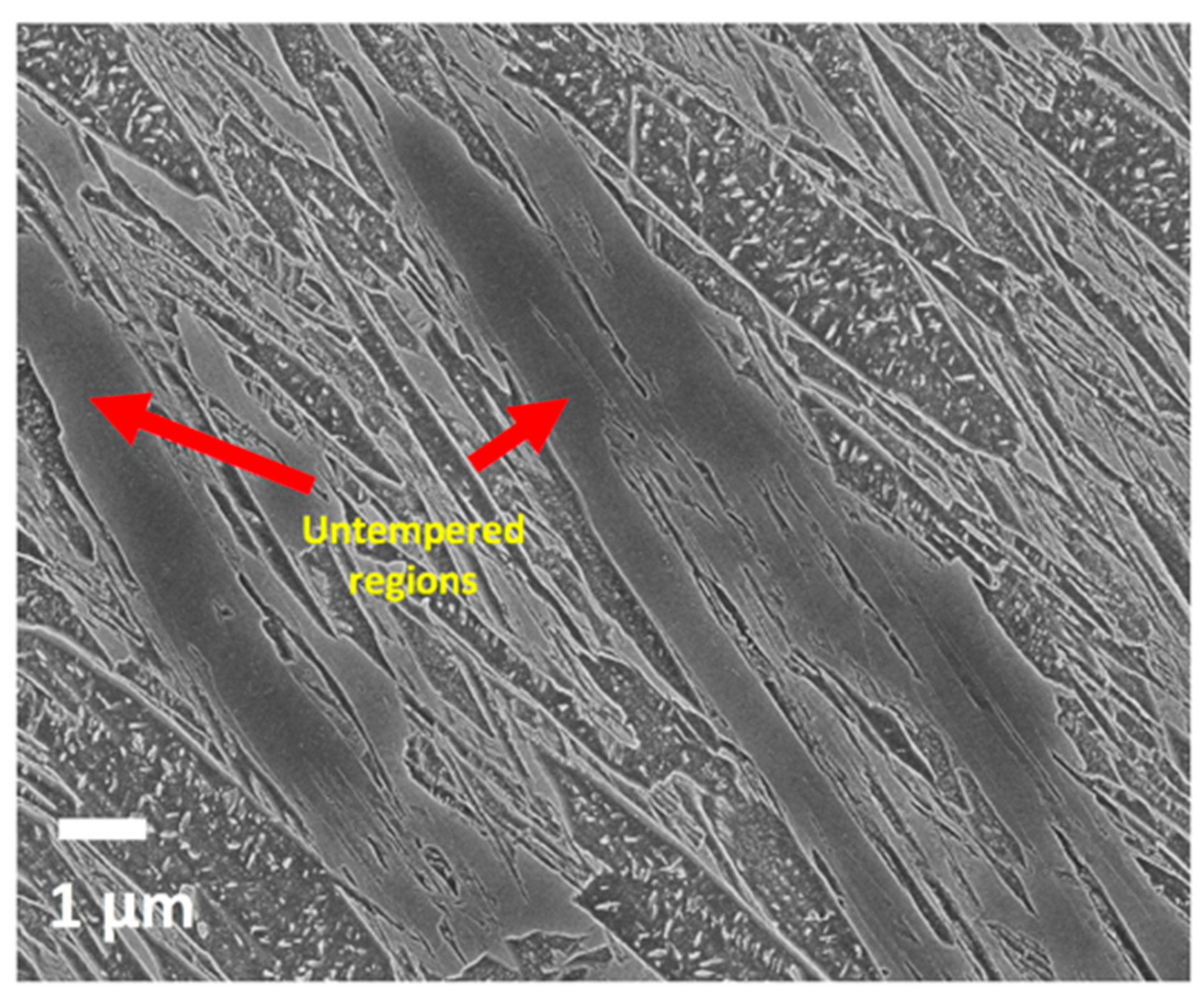
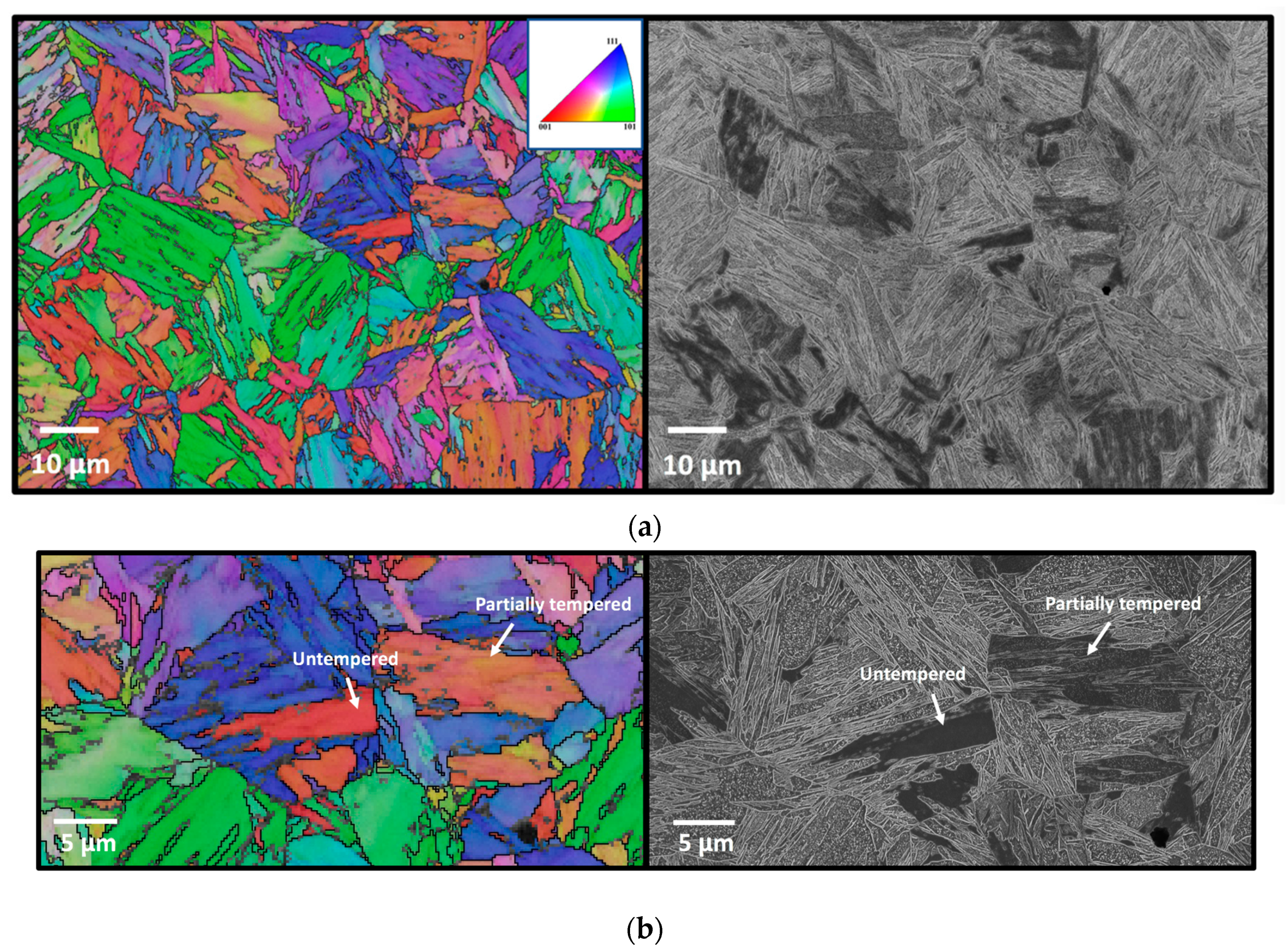
- Untempered regions. These are unetched featureless regions that with no carbides visible were presumably the last regions to transform into martensite, see Figure 4. As the transformation of these regions takes place at low temperatures, near the martensite finish temperature, it is reasonable to postulate that they have high levels of carbon remaining in solid solution leading to very little etching in nital and the resulting plateau-like topography regions, contrasting from the ridge-like and coarse regions.
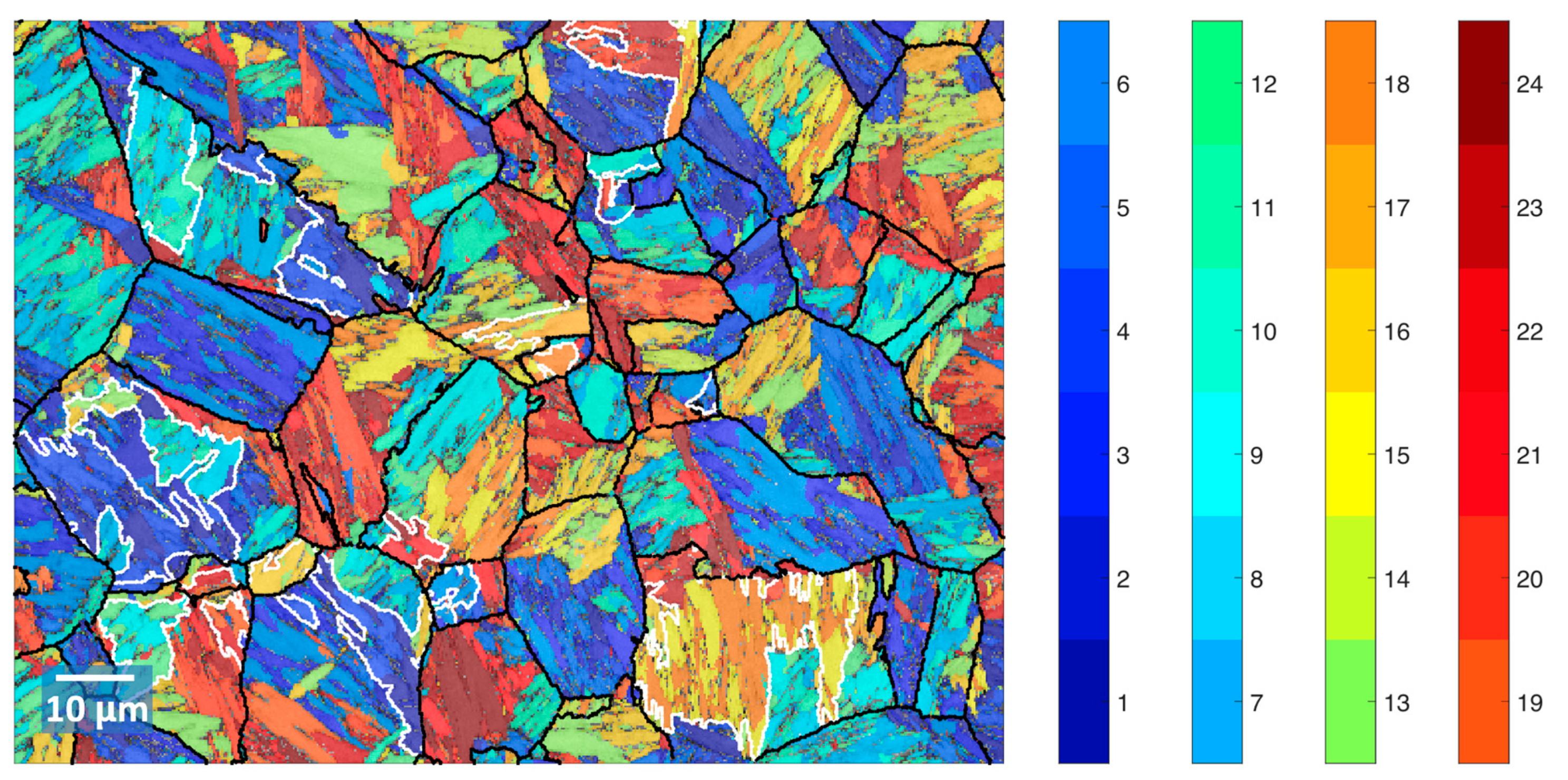
3.2. Orientations of the Martensitic Regions
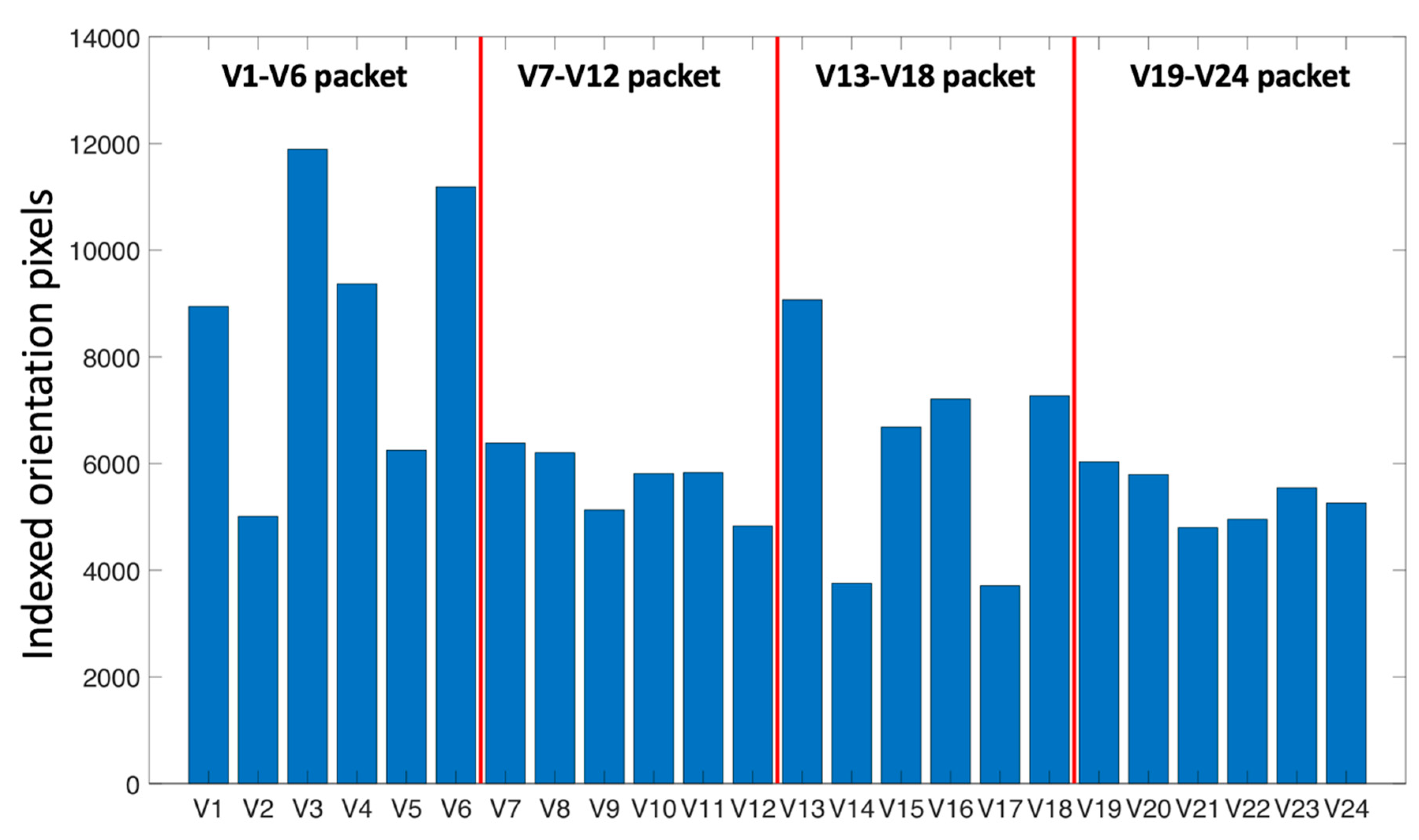
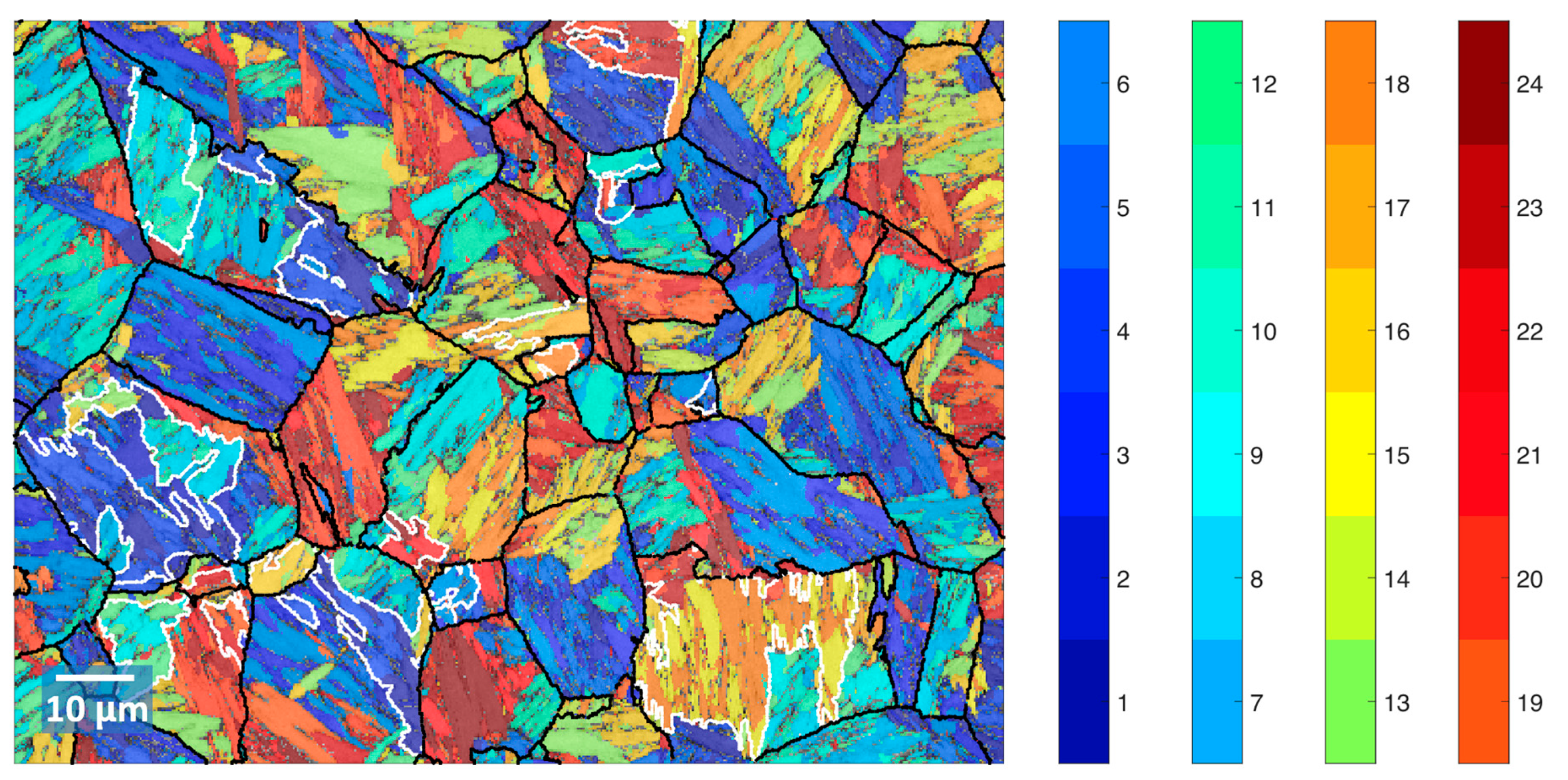
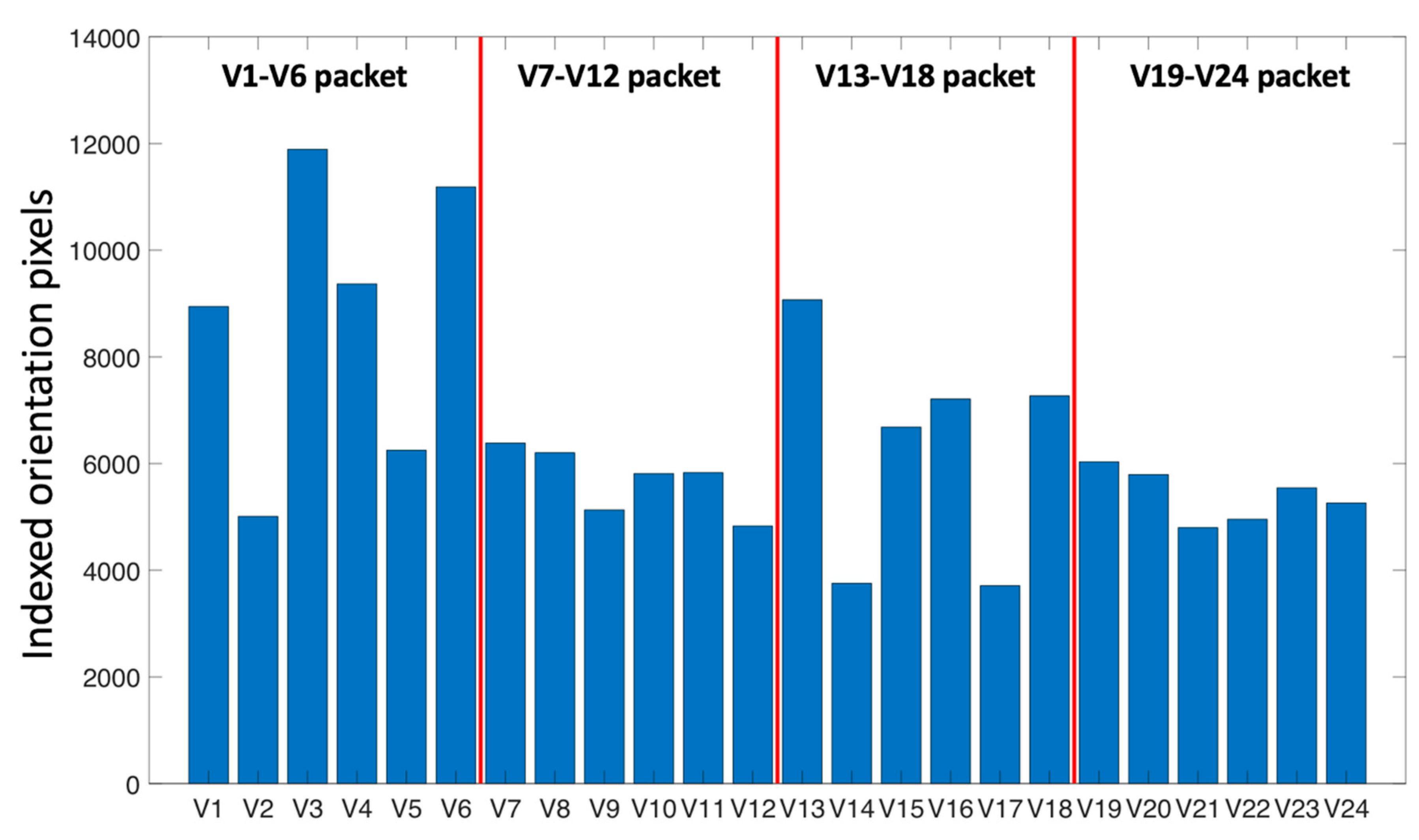
3.3. Martensite Orientation Variants
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Kömi, J.; Karjalainen, P.; Porter, D. Direct-Quenched Structural Steels. In Encycl. Iron, Steel, Their Alloys; CRC Press: Boca Raton, FL, USA, 2016; pp. 1109–1125. [Google Scholar]
- Krauss, G. Martensite in steel: Strength and structure. Mater. Sci. Eng. A 2002, 273, 40–57. [Google Scholar] [CrossRef]
- Bhadeshia, H.K.D.H.; Honeycombe, R.W.K. Steels: Microstructure and Properties, Fourth Edition; Butterworth-Heinemann: Oxford, UK, 2017. [Google Scholar]
- Morito, S.; Huang, X.; Furuhara, T.; Maki, T.; Hansen, N. The morphology and crystallography of lath martensite in alloy steels. Acta Mater. 2006, 54, 5323–5331. [Google Scholar] [CrossRef]
- Hutchinson, B.; Hagström, J.; Karlsson, O.; Lindell, D.; Tornberg, M.; Lindberg, F.; Thuvander, M. Microstructures and hardness of as-quenched martensites (0.1–0.5%C). Acta Mater. 2011, 59, 5845–5858. [Google Scholar] [CrossRef]
- Li, C.N.; Yuan, G.; Ji, F.Q.; Ren, D.S.; Wang, G.D. Effects of auto-tempering on microstructure and mechanical properties in hot rolled plain C-Mn dual phase steels. Mater. Sci. Eng. A 2016, 665, 98–107. [Google Scholar] [CrossRef]
- Matsuda, H.; Mizuno, R.; Funakawa, Y.; Seto, K.; Matsuoka, S.; Tanaka, Y. Effects of auto-tempering behaviour of martensite on mechanical properties of ultra high strength steel sheets. J. Alloys Compd. 2013, 577, S661–S667. [Google Scholar] [CrossRef]
- Krauss, G. Steels: Heat Treatment and Proceesing Principles; ASM International: Materials Park, OH, USA, 1990. [Google Scholar]
- Hidalgo, J.; Santofimia, M.J. Effect of Prior Austenite Grain Size Refinement by Thermal Cycling on the Microstructural Features of As-Quenched Lath Martensite. Metall. Mater. Trans. A 2016, 47, 5288–5301. [Google Scholar] [CrossRef]
- Morito, S.; Tanaka, H.; Konishi, R.; Furuhara, T.; Maki, T. The morphology and crystallography of lath martensite in Fe-C alloys. Acta Mater. 2003, 51, 1789–1799. [Google Scholar] [CrossRef]
- Furuhara, T.; Kikumoto, K.; Saito, H.; Sekine, T.; Ogawa, T.; Morito, S.; Maki, T. Phase Transformation from Fine-grained Austenite. ISIJ Int. 2008, 48, 1038–1045. [Google Scholar] [CrossRef]
- Morito, S.; Saito, H.; Ogawa, T.; Furuhara, T.; Maki, T. Effect of Austenite Grain Size on the Morphology and Crystallography of Lath Martensite in Low Carbon Steels. ISIJ Int. 2005, 45, 91–94. [Google Scholar] [CrossRef]
- Celada-Casero, C.; Sietsma, J.; Santofimia, M.J. The role of the austenite grain size in the martensitic transformation in low carbon steels. Mater. Des. 2019, 167, 107625. [Google Scholar] [CrossRef]
- Mohrbacher, H. Property optimization in as-quenched martensitic steel by molybdenum and niobium alloying. Metals 2018, 8, 234. [Google Scholar] [CrossRef]
- Ramesh Babu, S.; Ivanov, D.; Porter, D. Influence of Microsegregation on the Onset of the Martensitic Transformation. ISIJ Int. 2018, 59, 169–175. [Google Scholar] [CrossRef]
- Babu, S.R.; Jaskari, M.; Järvenpää, A.; Porter, D. The effect of hot-mounting on the microstructure of an As-Quenched auto-tempered low-carbon martensitic steel. Metals 2019, 9, 550. [Google Scholar] [CrossRef]
- Nyyssönen, T.; Peura, P.; Kuokkala, V.T. Crystallography, Morphology, and Martensite Transformation of Prior Austenite in Intercritically Annealed High-Aluminum Steel. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2018, 49, 6426–6441. [Google Scholar] [CrossRef]
- Bachmann, F.; Hielscher, R.; Schaeben, H. Texture Analysis with MTEX—Free and Open Source Software Toolbox. Solid State Phenom. 2010, 160, 62–68. [Google Scholar] [CrossRef]
- Saastamoinen, A.; Kaijalainen, A.; Porter, D.; Suikkanen, P. The effect of thermomechanical treatment and tempering on the subsurface microstructure and bendability of direct-quenched low-carbon strip steel. Mater. Charact. 2017, 134, 172–181. [Google Scholar] [CrossRef]
- Morsdorf, L.; Tasan, C.C.; Ponge, D.; Raabe, D. Acta Materialia 3D structural and atomic-scale analysis of lath martensite: Effect of the transformation sequence. Acta Mater. 2015, 95, 366–377. [Google Scholar] [CrossRef]
- Javaheri, V.; Pohjonen, A.; Asperheim, J.I.; Ivanov, D.; Porter, D. Physically based modeling, characterization and design of an induction hardening process for a new slurry pipeline steel. Mater. Des. 2019, 182, 108047. [Google Scholar] [CrossRef]
- Reisinger, S.; Ressel, G.; Eck, S.; Marsoner, S. Differentiation of grain orientation with corrosive and colour etching on a granular bainitic steel. Micron 2017, 99, 67–73. [Google Scholar] [CrossRef]
- Morris, J.W.; Kinney, C.; Pytlewski, K.; Adachi, Y. Microstructure and cleavage in lath martensitic steels. Sci. Technol. Adv. Mater. 2013, 14, 014208. [Google Scholar] [CrossRef] [PubMed]
- Van Dongen, S.M. Graph clustering by flow simulation. Ph.D. Thesis, Utrecht University Repository, Heidelberglaan, The Netherlands, 2000. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | Cr | Ni | Ti | V | Al |
|---|---|---|---|---|---|---|---|
| 0.126 | 0.72 | 1.66 | 0.27 | 0.038 | 0.027 | 0.047 | 0.054 |
| Variant | Plane Parallel | Direction Parallel | Rotation from Variant 1 | |
|---|---|---|---|---|
| No. | Axis | Angle [deg.] | ||
| V1 | - | 0 | ||
| V2 | −0.5190 0.5459 0.6577 | 60.2703 | ||
| V3 | −0.5131 0.4719 0.7170 | 59.9978 | ||
| V4 | −0.5285 −0.0000 0.8489 | 4.7482 | ||
| V5 | −0.4719 0.5131 0.7170 | 59.9978 | ||
| V6 | −0.7065 0.0408 0.7065 | 55.4056 | ||
| V7 | −0.6098 0.5062 0.6098 | 51.6135 | ||
| V8 | −0.6979 0.1607 0.6979 | 9.6813 | ||
| V9 | −0.6625 0.2135 0.7179 | 52.7289 | ||
| V10 | −0.4489 0.5800 0.6798 | 51.3062 | ||
| V11 | −0.5135 0.0557 0.8563 | 12.7631 | ||
| V12 | −0.6610 0.1906 0.7258 | 57.3000 | ||
| V13 | −0.0557 0.5135 0.8563 | 12.7631 | ||
| V14 | −0.5800 0.4489 0.6798 | 51.3062 | ||
| V15 | −0.2437 0.6713 0.7000 | 56.4210 | ||
| V16 | −0.6953 0.1819 0.6953 | 15.5492 | ||
| V17 | −0.6508 0.3912 0.6508 | 51.1570 | ||
| V18 | −0.2734 0.6585 0.7011 | 51.9818 | ||
| V19 | −0.2135 0.6625 0.7179 | 52.7289 | ||
| V20 | −0.1906 0.6610 0.7258 | 57.3000 | ||
| V21 | −0.1058 0.0000 0.9944 | 17.6963 | ||
| V22 | −0.6585 0.2734 0.7011 | 51.9818 | ||
| V23 | −0.6713 0.2437 0.7000 | 56.4210 | ||
| V24 | −0.2427 −0.0000 0.9701 | 18.0592 | ||
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ramesh Babu, S.; Nyyssönen, T.; Jaskari, M.; Järvenpää, A.; Davis, T.P.; Pallaspuro, S.; Kömi, J.; Porter, D. Observations on the Relationship between Crystal Orientation and the Level of Auto-Tempering in an As-Quenched Martensitic Steel. Metals 2019, 9, 1255. https://doi.org/10.3390/met9121255
Ramesh Babu S, Nyyssönen T, Jaskari M, Järvenpää A, Davis TP, Pallaspuro S, Kömi J, Porter D. Observations on the Relationship between Crystal Orientation and the Level of Auto-Tempering in an As-Quenched Martensitic Steel. Metals. 2019; 9(12):1255. https://doi.org/10.3390/met9121255
Chicago/Turabian StyleRamesh Babu, Shashank, Tuomo Nyyssönen, Matias Jaskari, Antti Järvenpää, Thomas Paul Davis, Sakari Pallaspuro, Jukka Kömi, and David Porter. 2019. "Observations on the Relationship between Crystal Orientation and the Level of Auto-Tempering in an As-Quenched Martensitic Steel" Metals 9, no. 12: 1255. https://doi.org/10.3390/met9121255
APA StyleRamesh Babu, S., Nyyssönen, T., Jaskari, M., Järvenpää, A., Davis, T. P., Pallaspuro, S., Kömi, J., & Porter, D. (2019). Observations on the Relationship between Crystal Orientation and the Level of Auto-Tempering in an As-Quenched Martensitic Steel. Metals, 9(12), 1255. https://doi.org/10.3390/met9121255