Varestraint Testing of Selective Laser Additive Manufactured Alloy 718—Influence of Grain Orientation




Abstract
:1. Introduction
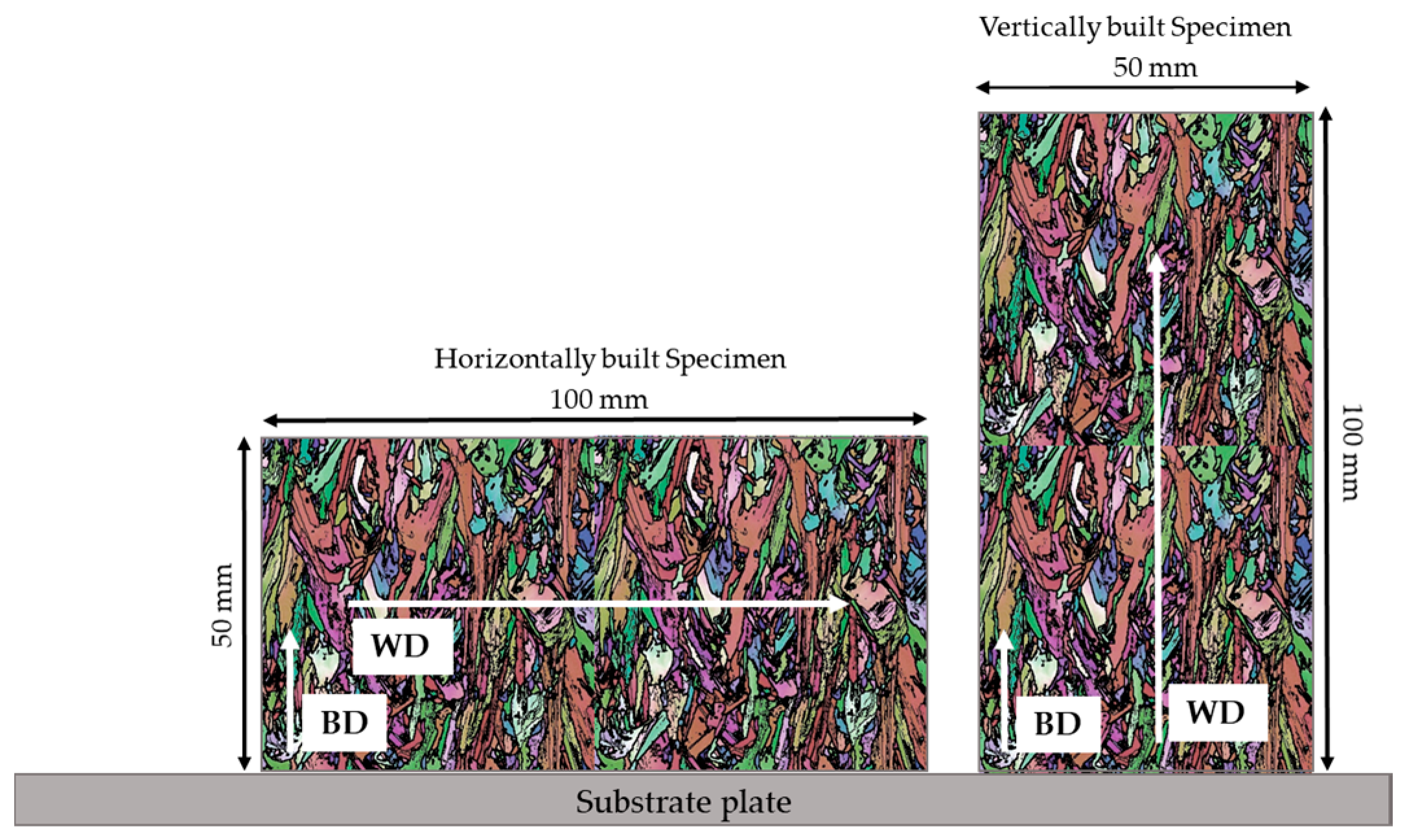
2. Materials and Methods
3. Results and Discussion
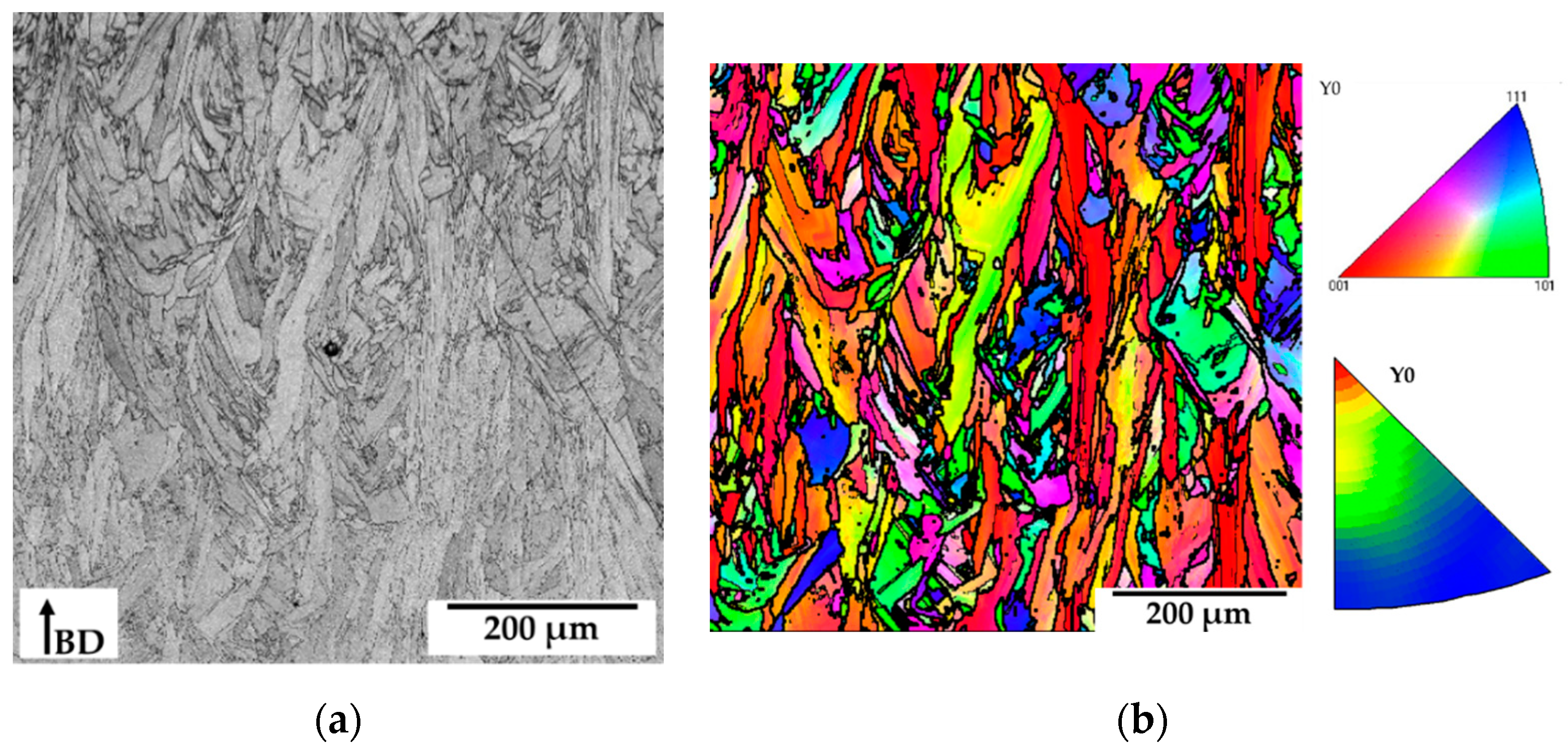
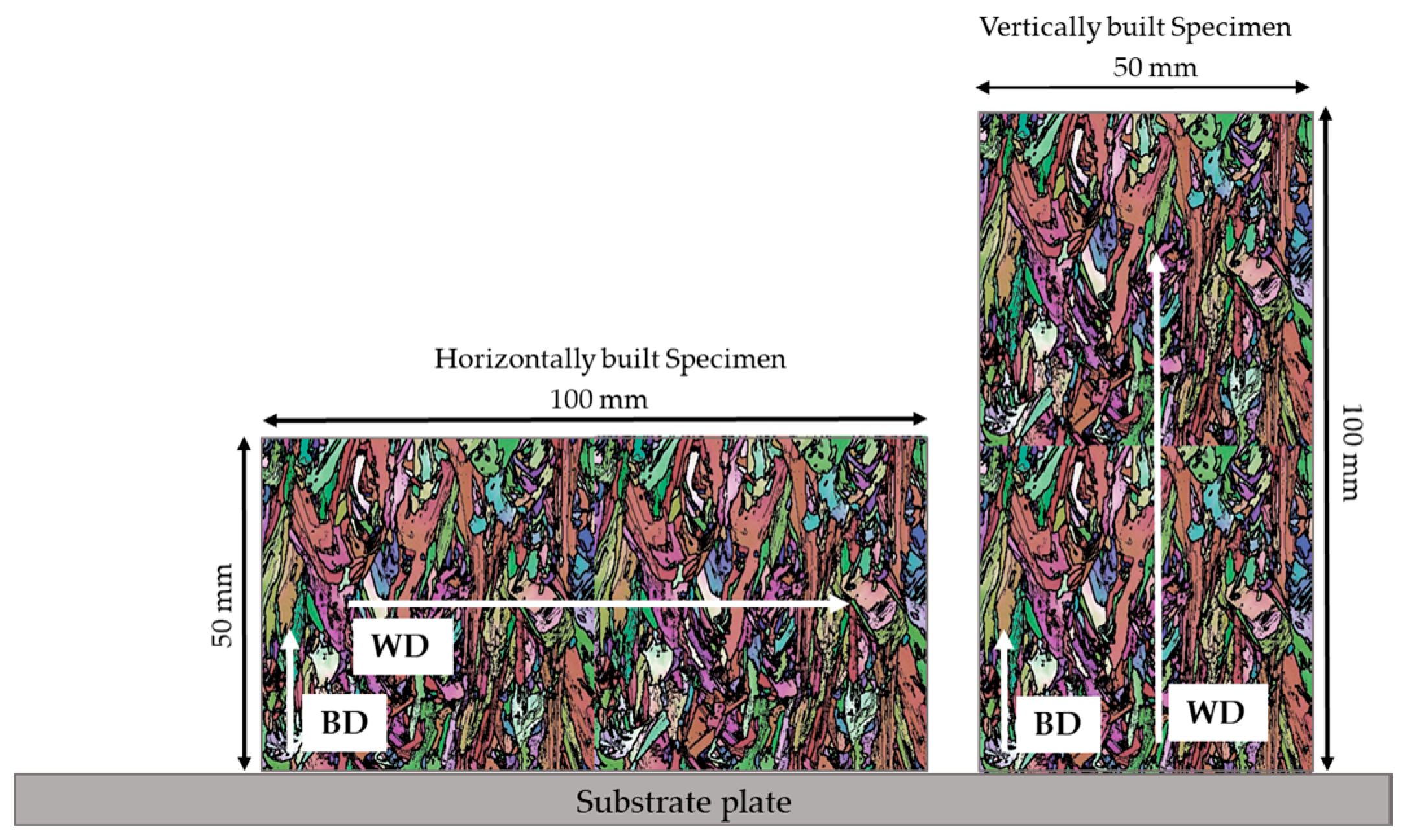
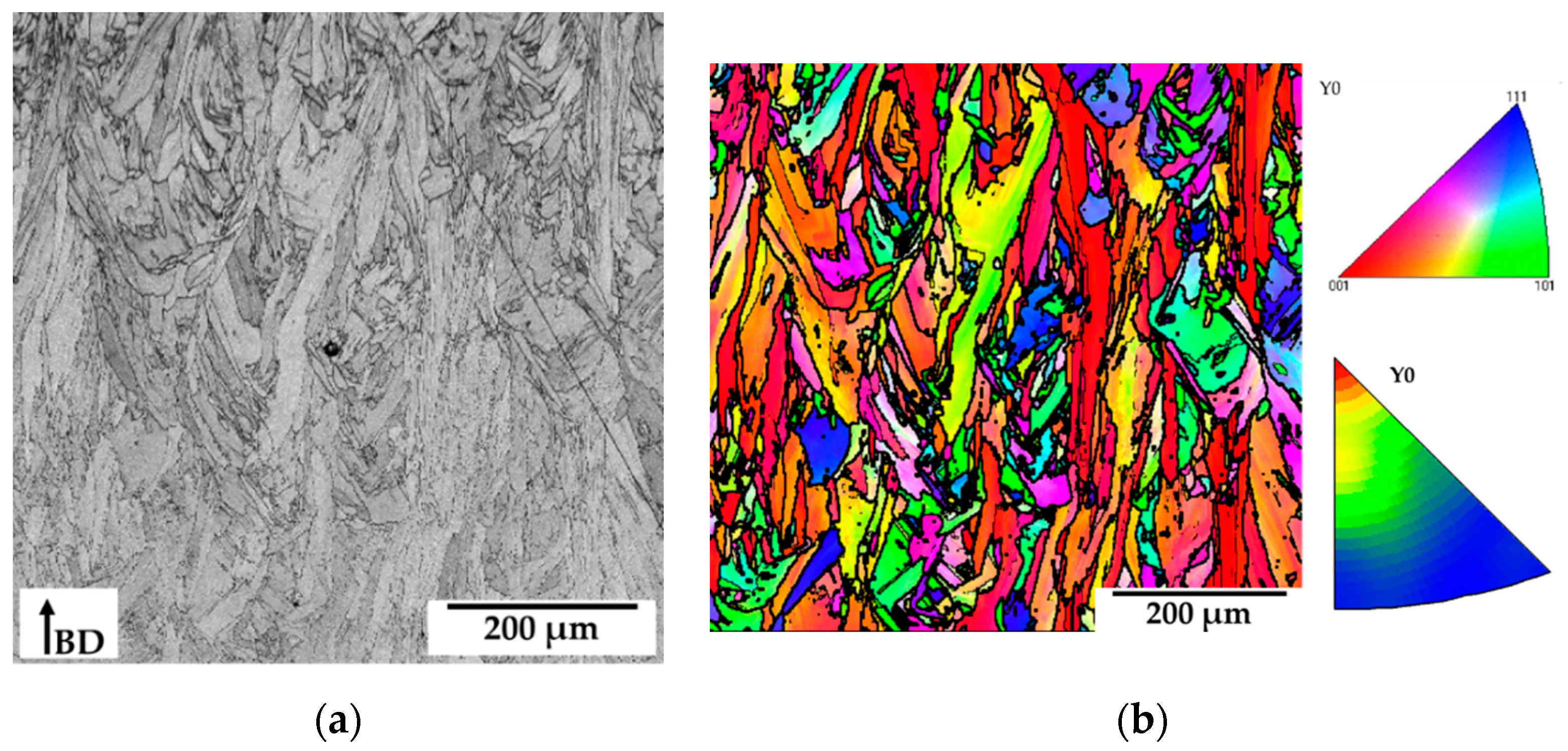
3.1. Evolution of Structure and Texture of the Base Metal
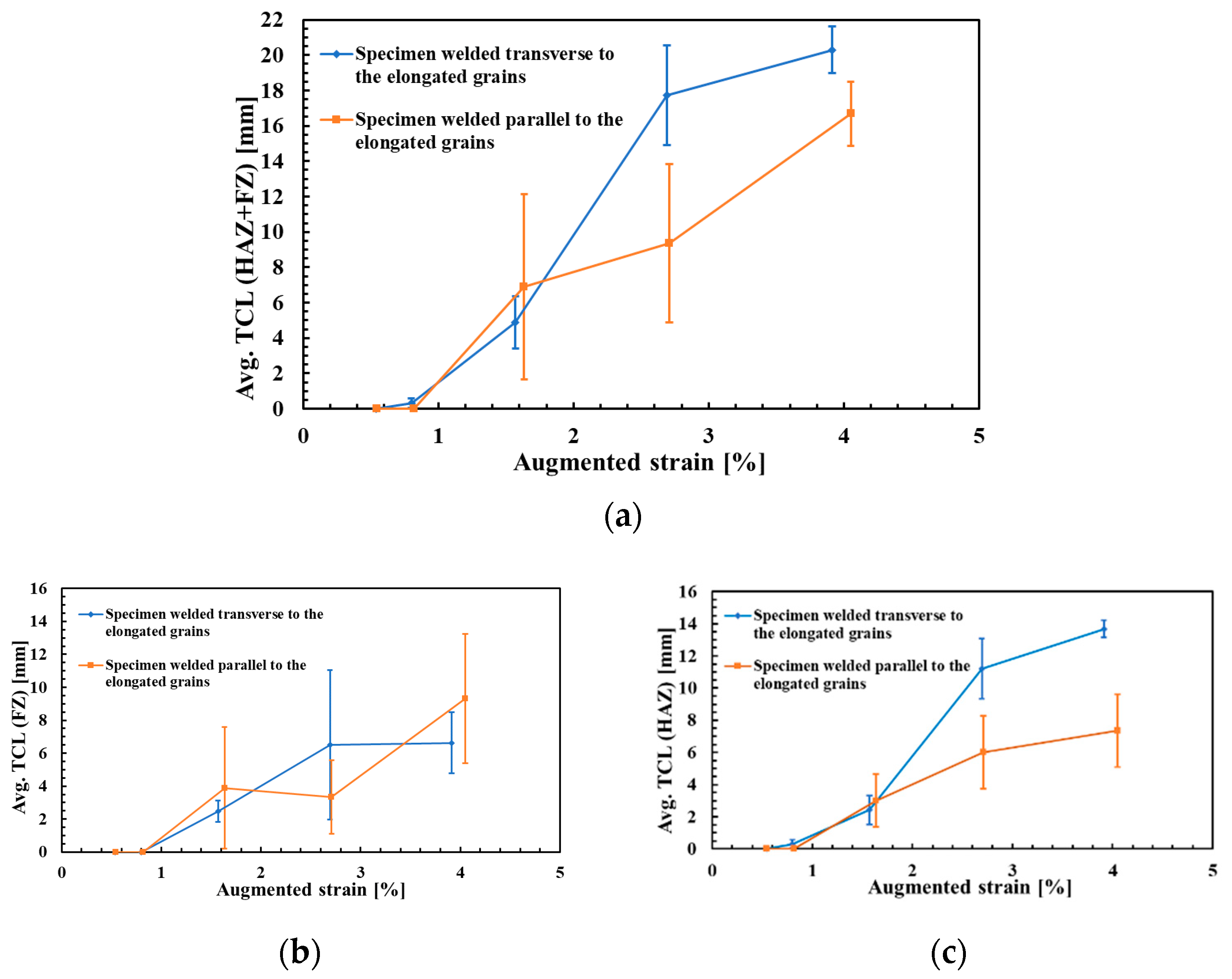
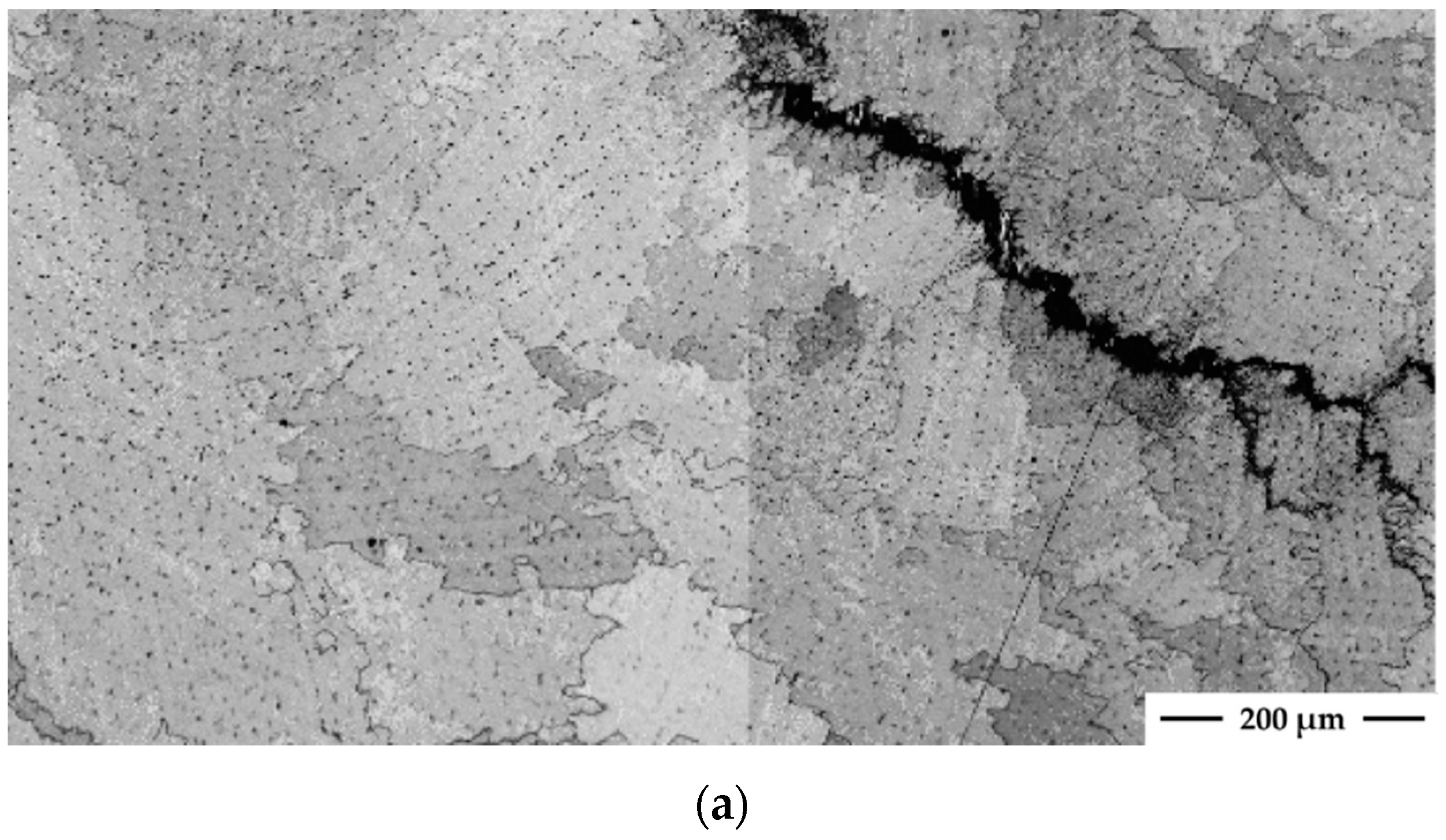
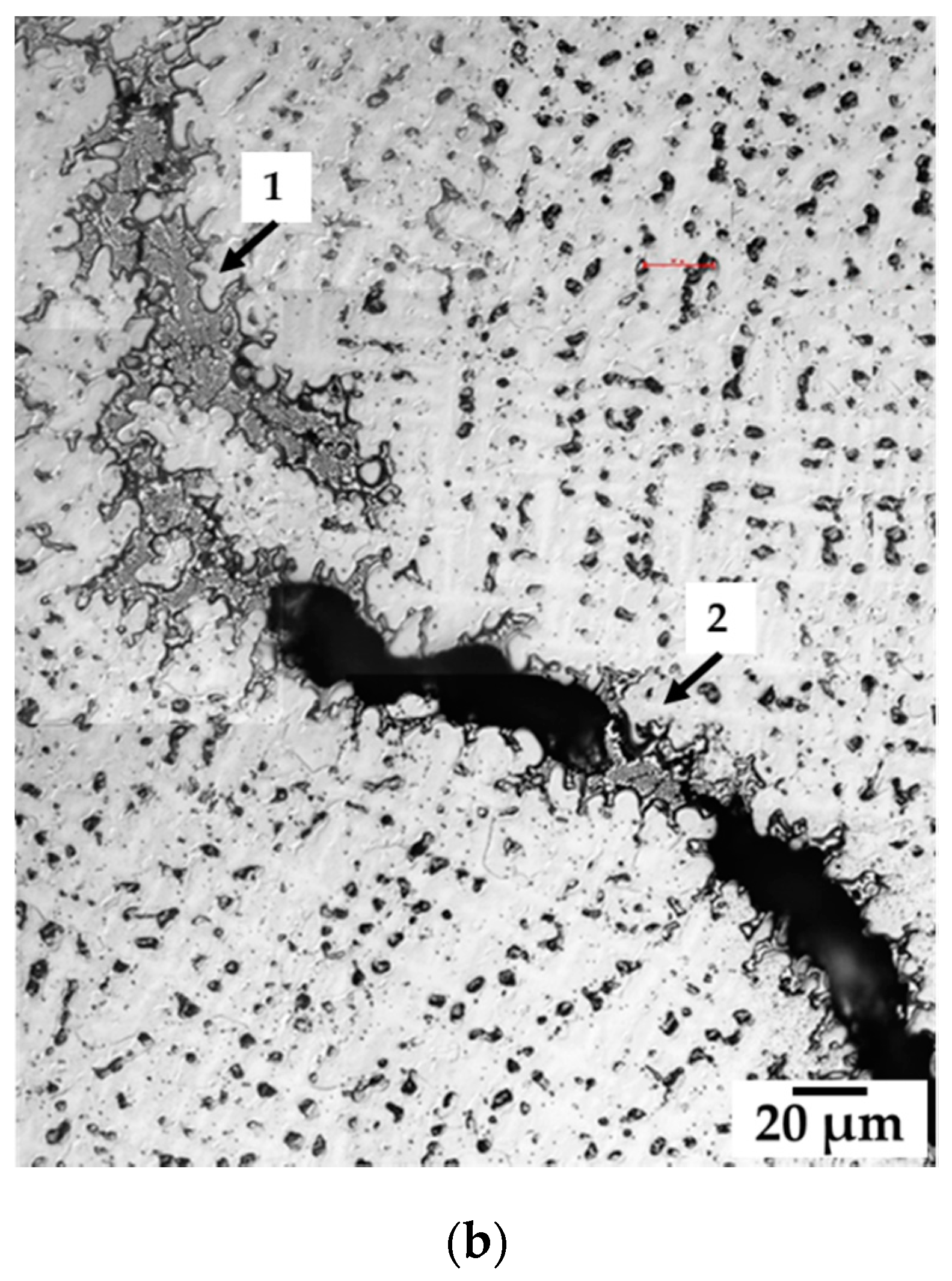
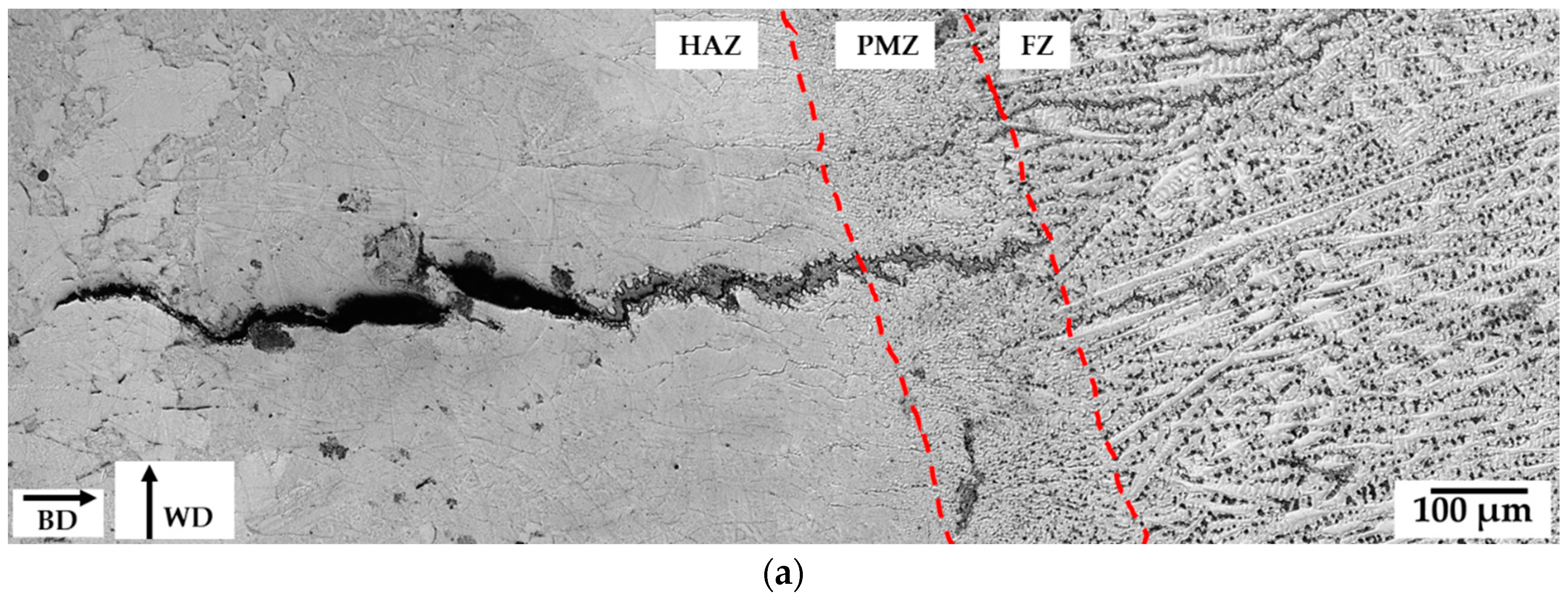
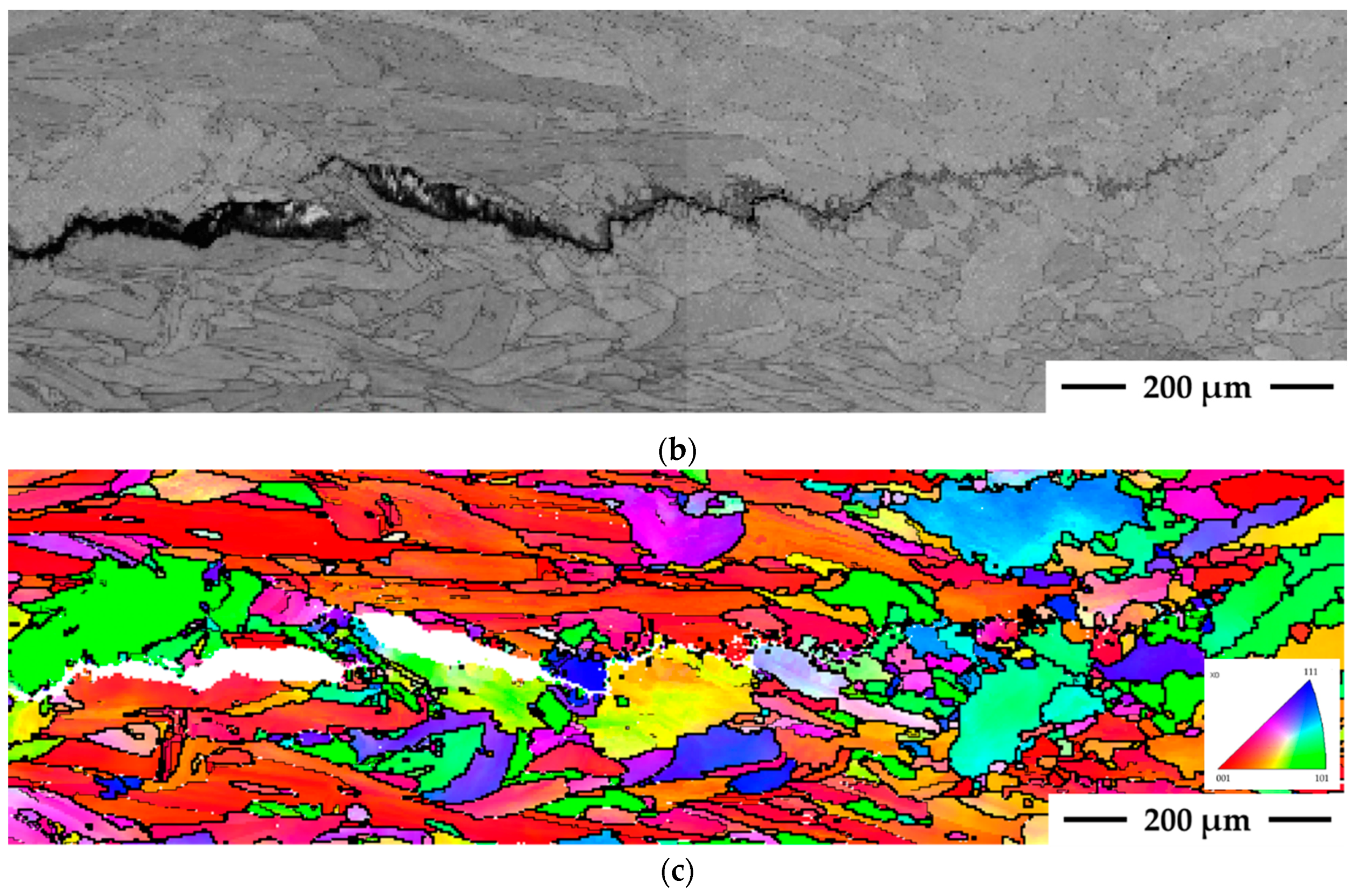
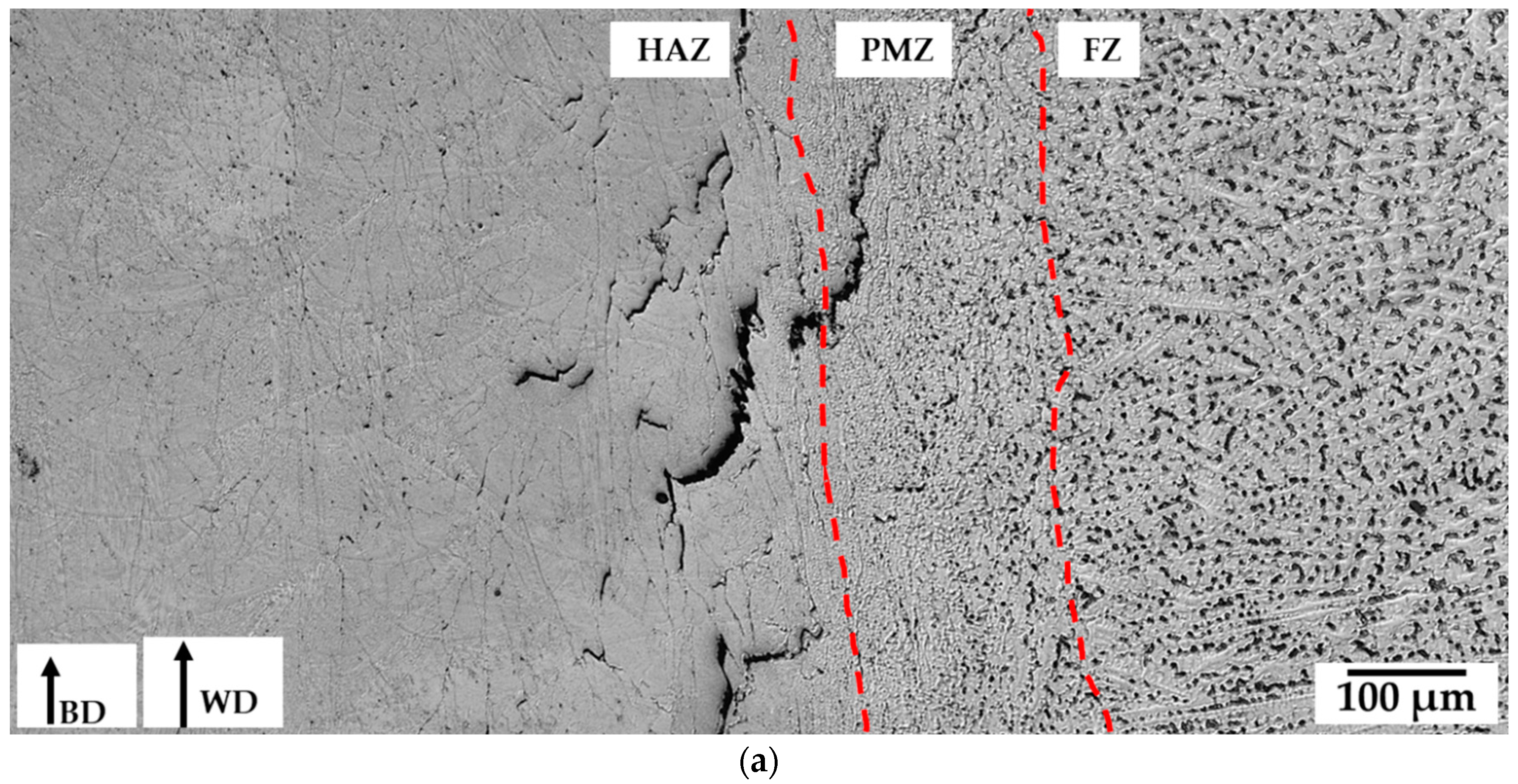
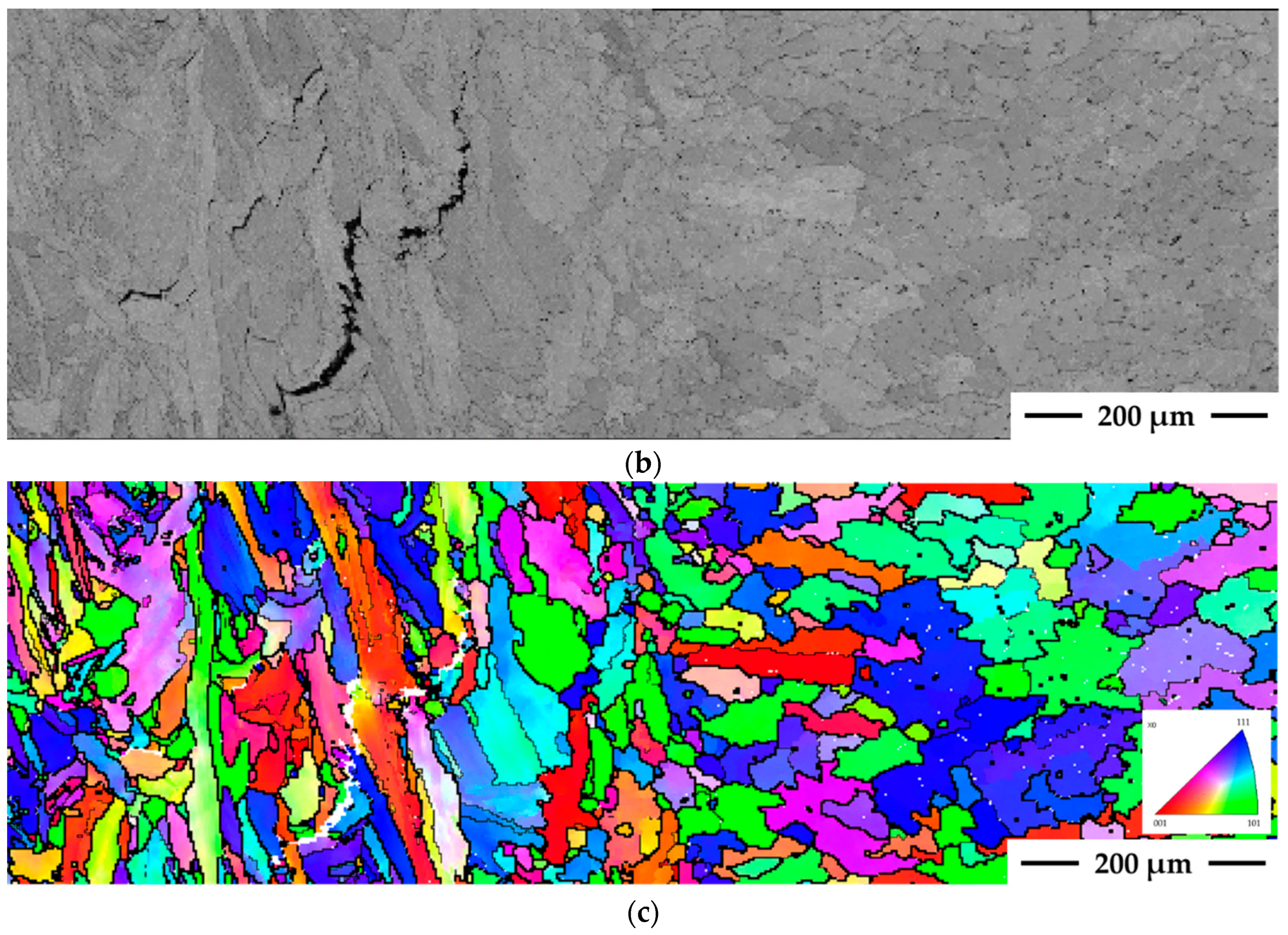
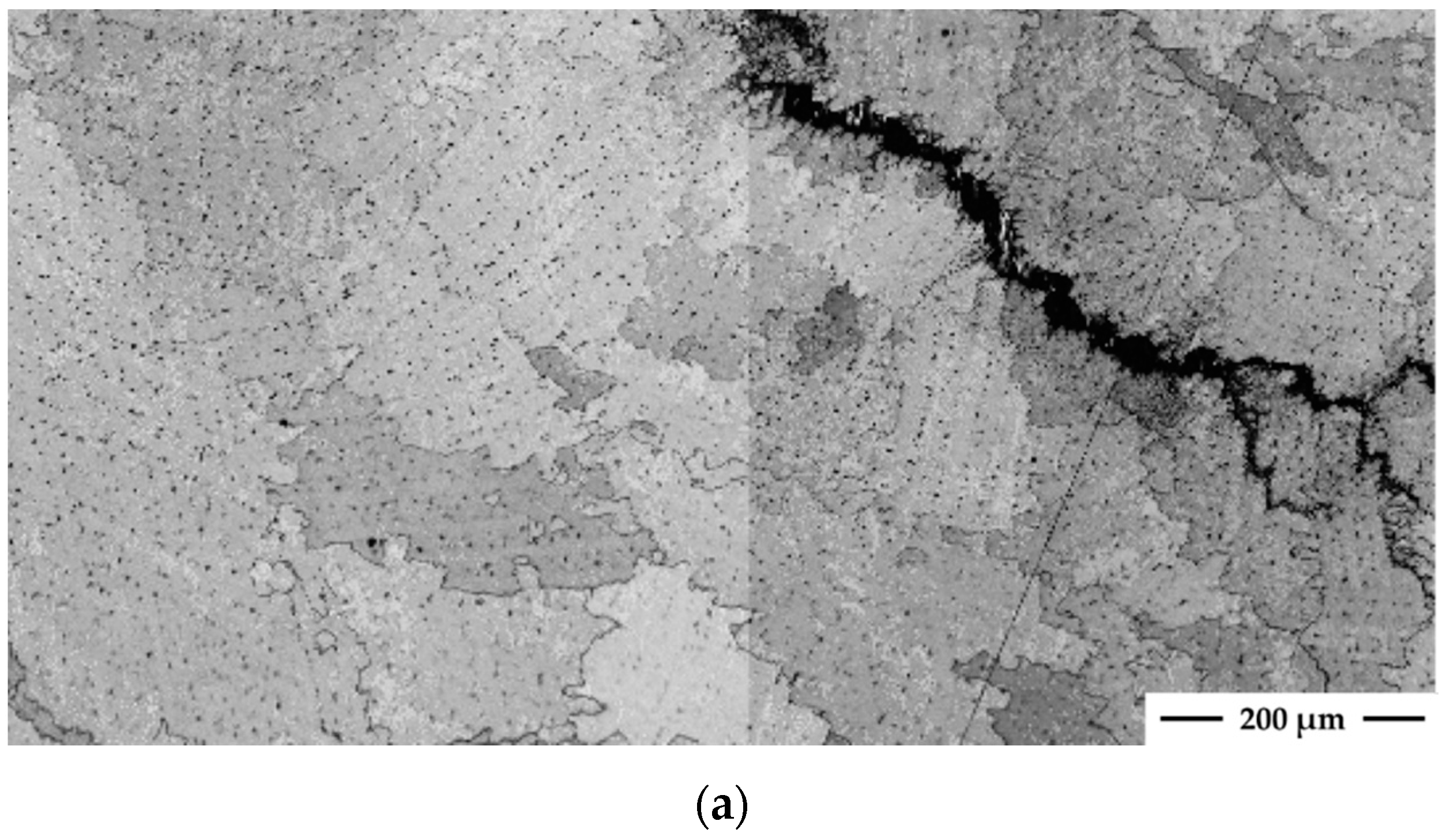
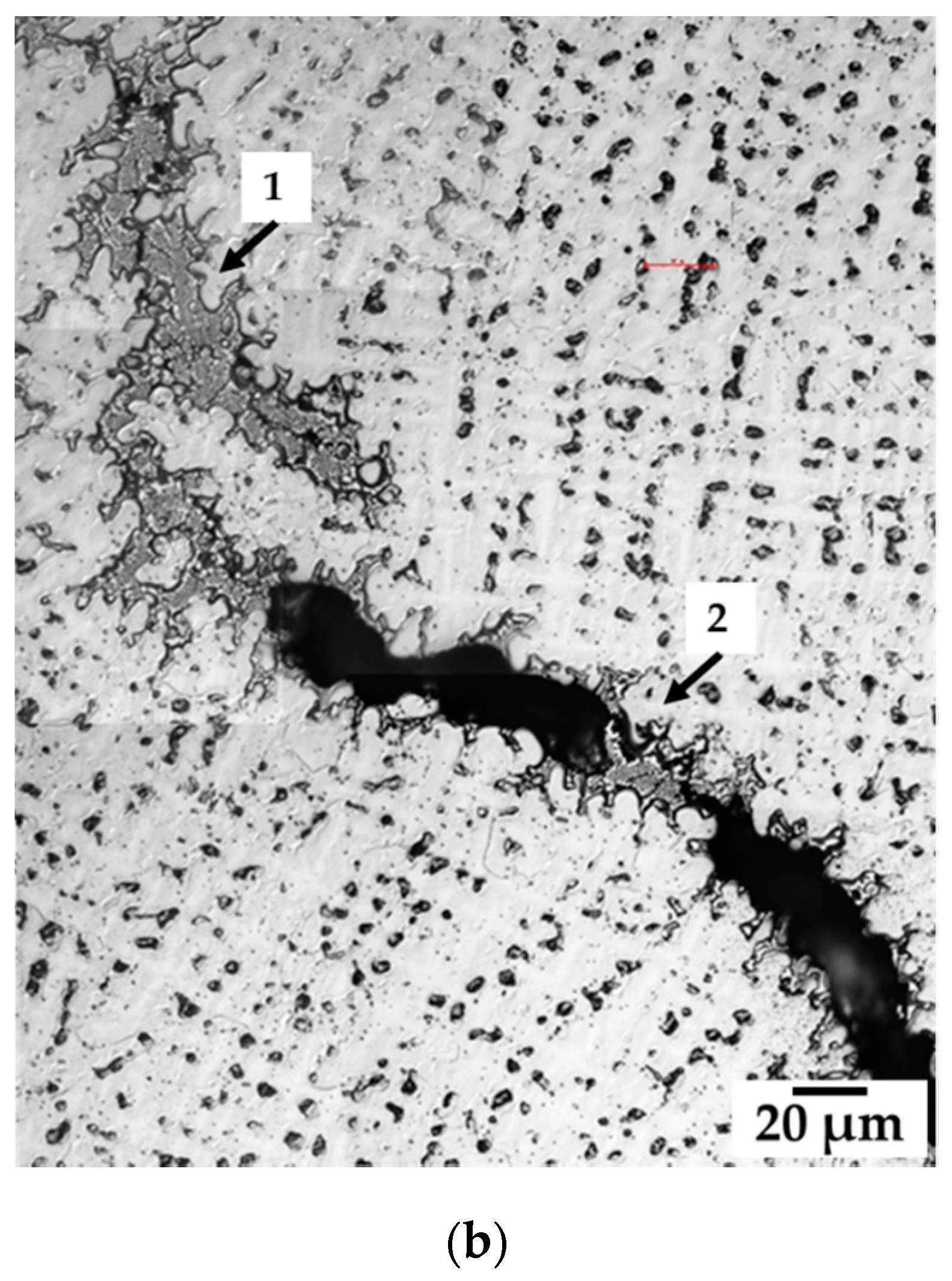
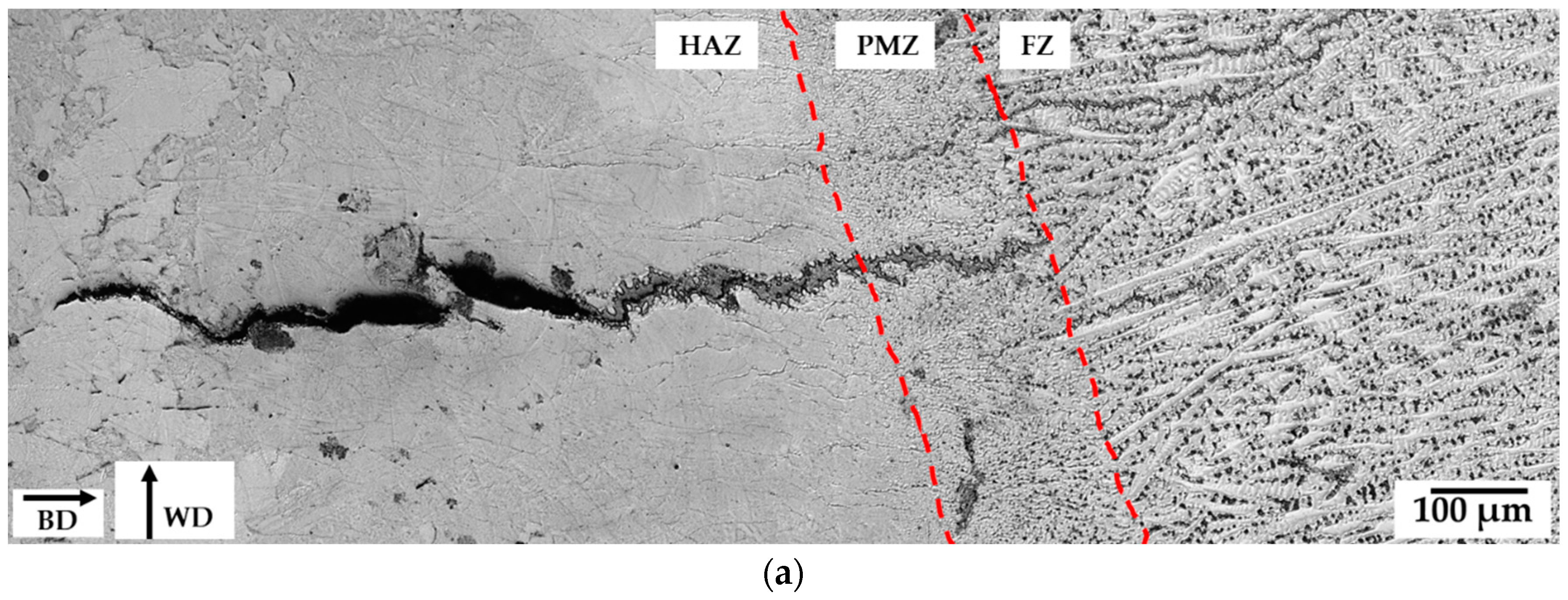
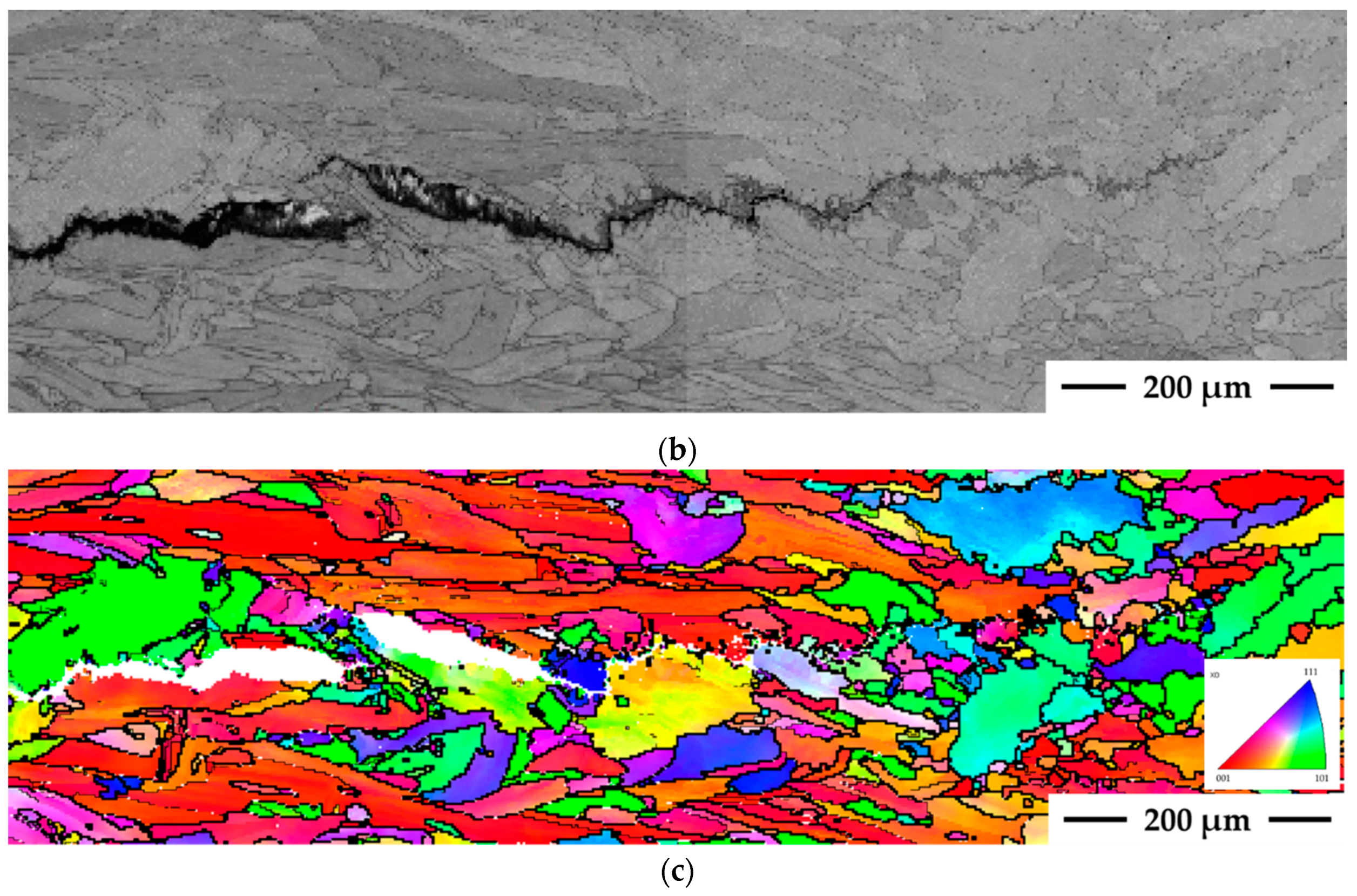
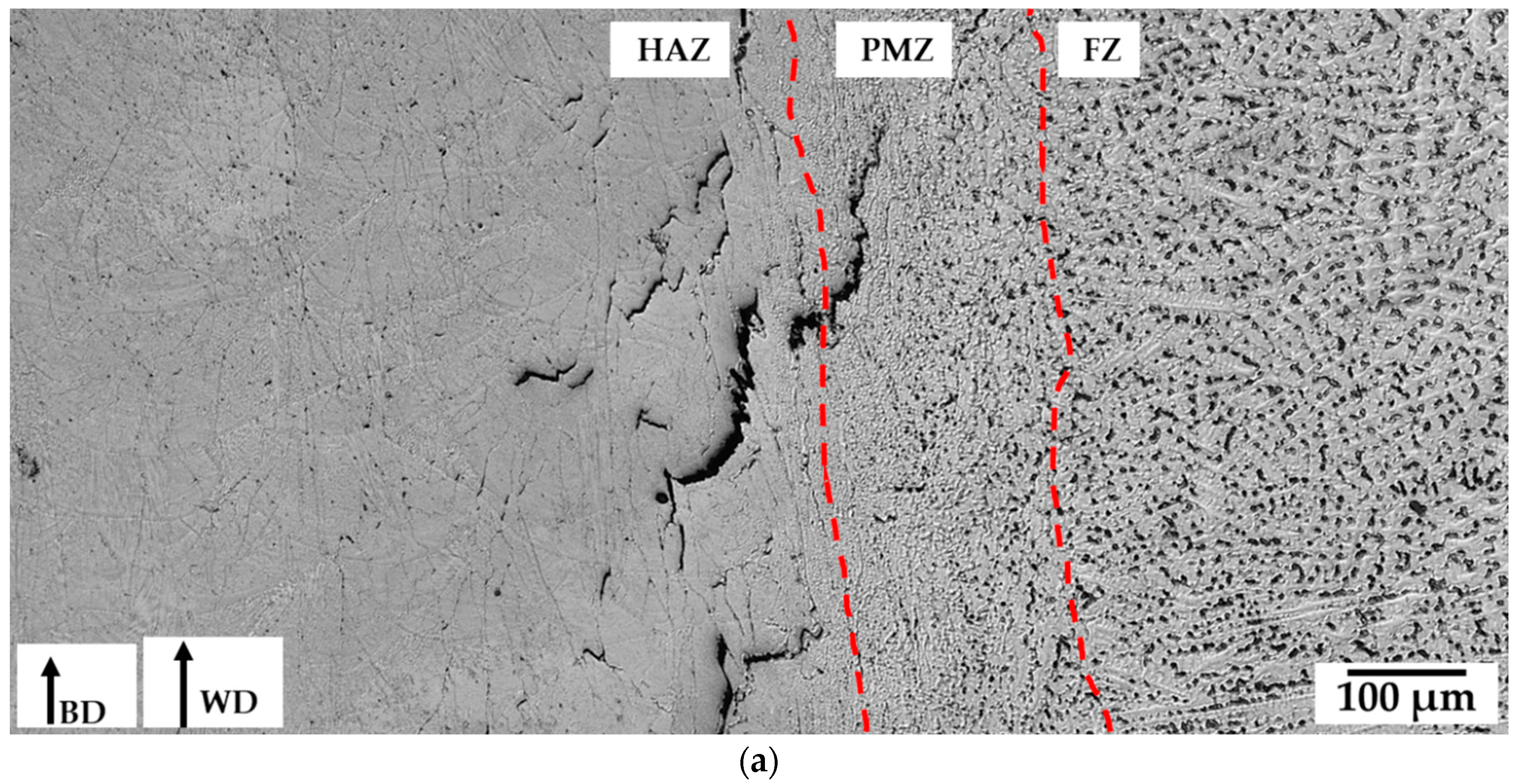
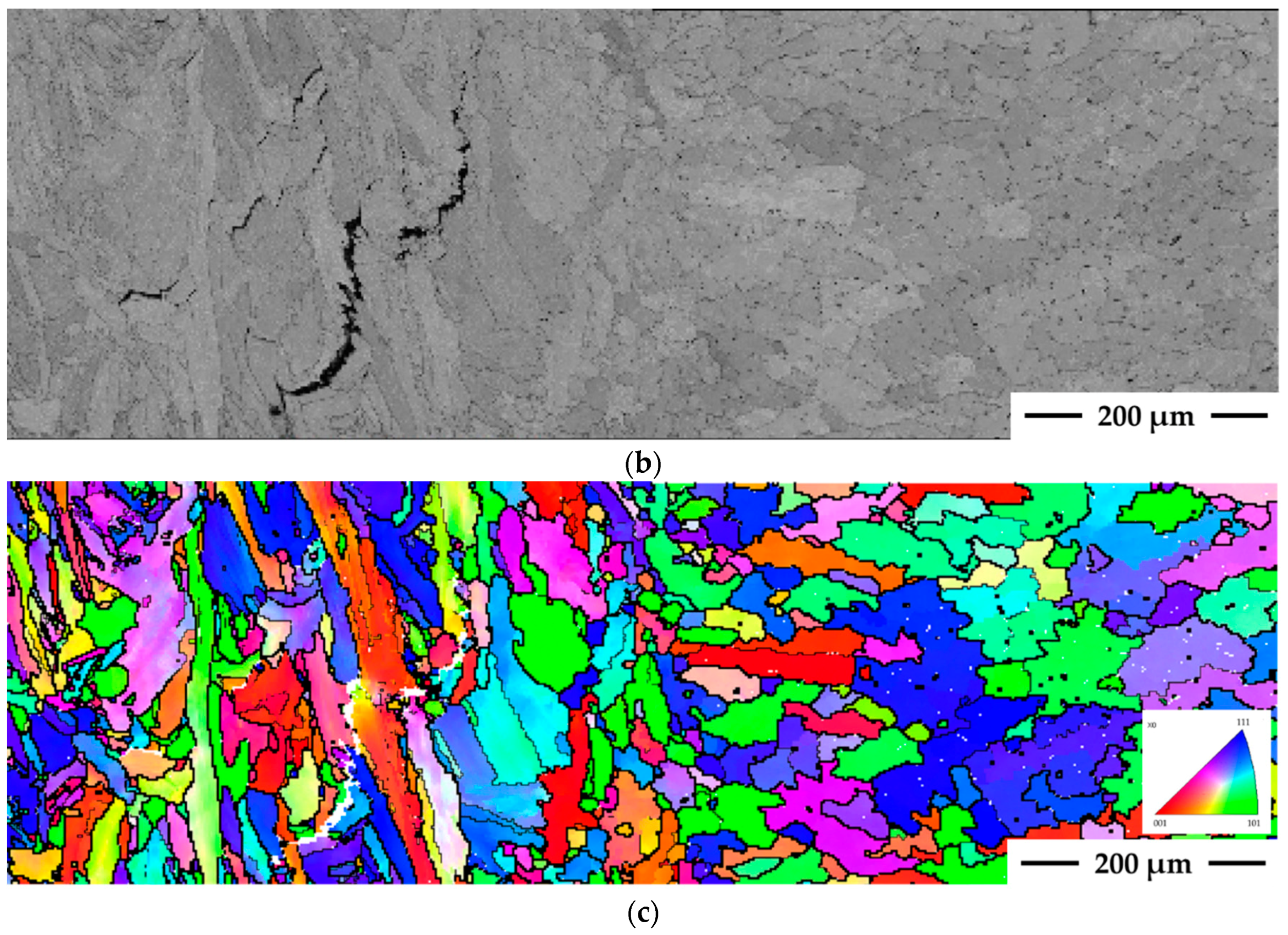
3.2. Evaluation of Weldability and Microstructural Analysis of Welds
4. Conclusions
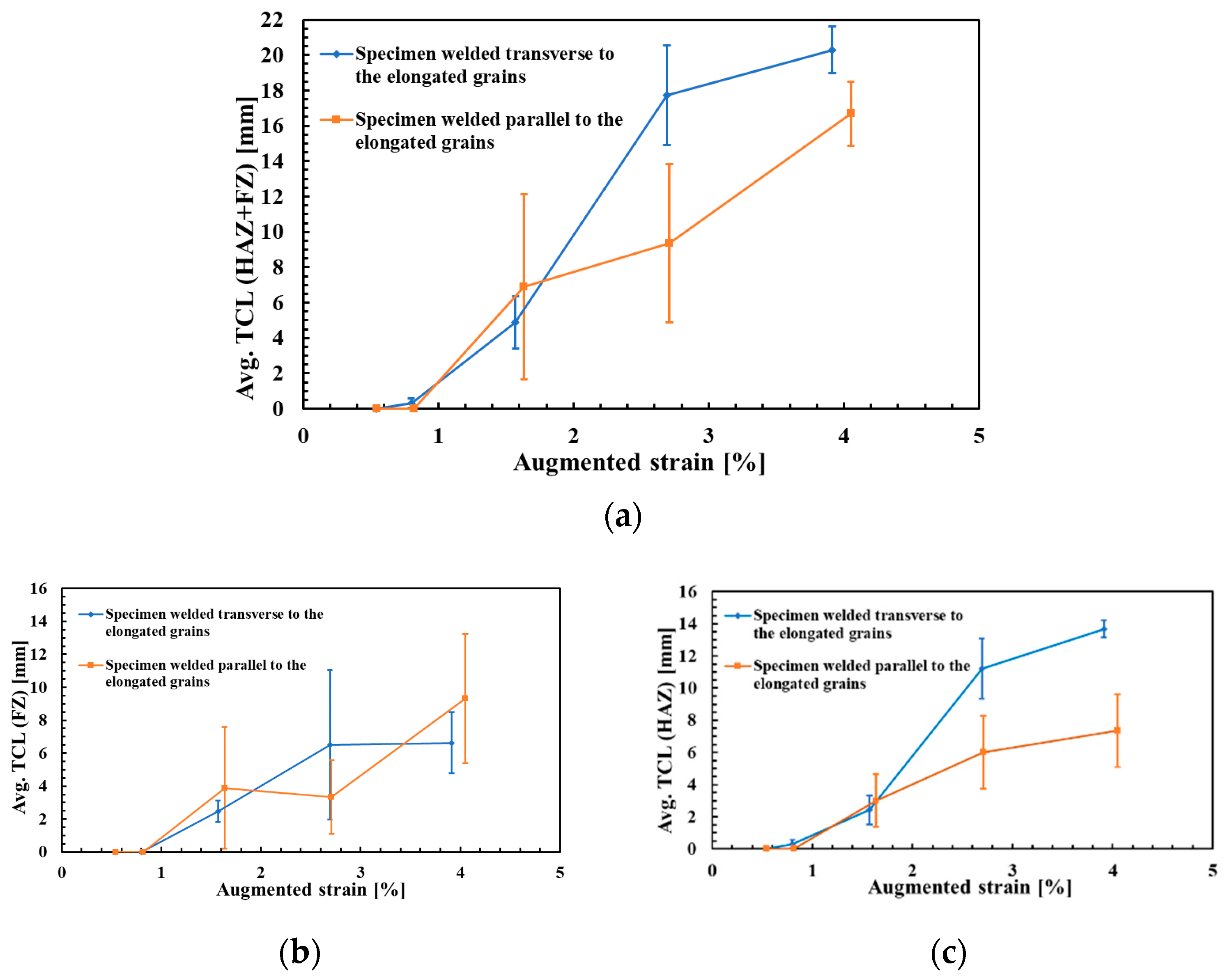
- The extent of heat affected zone cracking was observed to be smaller in samples welded parallel to the elongated grain orientation than when welding was done transverse to the elongated grain orientation.
- There was no significant difference relative to the solidification cracking susceptibility in fusion zones of the two orientations.
- EBSD analysis showed that cracking occurred along high angle grain boundaries in both types of samples.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- DebRoy, T.; Wei, H.L.; Zuback, J.S.; Mukherjee, T.; Elmer, J.W.; Milewski, J.O.; Beese, A.M.; Wilson-Heid, A.; De, A.; Zhang, W. Additive manufacturing of metallic components—Process, structure and properties. Prog. Mater Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Sims, C.T.; Stoloff, N.S.; Hagel, W.C. Superalloys II; Wiley-Inter Science: New York, NY, USA, 1987. [Google Scholar]
- Deng, D.; Peng, R.L.; Brodin, H.; Moverare, J. Microstructure and mechanical properties of Inconel 718 produced by selective laser melting: Sample orientation dependence and effects of post heat treatments. Mater. Sci. Eng. A 2018, 713, 294–306. [Google Scholar] [CrossRef]
- Raza, T.; Hurtig, K.; Asala, G.; Andersson, J.; Svensson, L.-E.; Ojo, O.A. Influence of heat treatments on heat affected zone cracking of gas tungsten arc welded additive manufactured alloy 718. Metals 2019, 9, 881. [Google Scholar] [CrossRef]
- Andersson, J.; Jacobsson, J.; Lundin, C. A Historical Perspective on Varestraint Testing and the Importance of Testing Parameters. In Cracking Phenomena in Welds IV; Springer International Publishing: Berlin, Germany, 2016; pp. 3–23. [Google Scholar]
- Owczarski, W.A.; Duvall, D.S.; Sullivan, C.P. A model for heat affected zone cracking in nickel-base superalloys. Weld. J. 1966, 45, 145–155. [Google Scholar]
- Baeslack, W.A.; Nelson, D.E. Morphology of weld heat-affected zone liquation in cast alloy 718. Metallography 1986, 19, 371–379. [Google Scholar] [CrossRef]
- Kelly, T.J. Elemental effects on cast 718 weldability. Weld. J. 1989, 68, 44-s. [Google Scholar]
- Chen, W.; Chaturvedi, M.C.; Richards, N.L. Effect of boron segregation at grain boundaries on heat-affected zone cracking in wrought INCONEL 718. Metall. Mater. Trans. A 2001, 32, 931–939. [Google Scholar] [CrossRef]
- Lippold, J.C.; Nippes, E.F.; Savage, W.F. An investigation of hot cracking in 5083-O Aluminum alloy weldments. Weld. J. 1977, 56, 171–178. [Google Scholar]
- Sidhu, R.K.; Ojo, O.A.; Chaturvedi, M.C. Weld cracking in directionally solidified Inconel 738 superalloy. Can. Metall. Q. 2007, 46, 415–424. [Google Scholar] [CrossRef]
- Guo, Z.; Chaturvedi, M.C.; Richards, N.L. Effect of nature of grain boundaries on intergranular liquation during weld thermal cycling of nickel base alloy. Sci. Technol. Weld. Joining 1998, 3, 257–259. [Google Scholar] [CrossRef]
- Chalmers, B. Principles of Solidification. In Applied Solid State Physics; Springer International Publishing: Berlin, Germany, 1964. [Google Scholar]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Ni | Cr | Fe | Nb | Mo | Ti | Al | C |
|---|---|---|---|---|---|---|---|---|
| wt.% | 50–55 | 17–21 | Bal. | 4.75–5.50 | 2.80–3.30 | 0.65–1.15 | 0.20–0.80 | <0.08 |
| Element | Mn | Co | Si | Cu | B | Mg | P | S |
| wt.% | <0.35 | <1.0 | <0.35 | <0.30 | <0.006 | <0.01 | <0.015 | <0.0015 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Raza, T.; Andersson, J.; Svensson, L.-E. Varestraint Testing of Selective Laser Additive Manufactured Alloy 718—Influence of Grain Orientation. Metals 2019, 9, 1113. https://doi.org/10.3390/met9101113
Raza T, Andersson J, Svensson L-E. Varestraint Testing of Selective Laser Additive Manufactured Alloy 718—Influence of Grain Orientation. Metals. 2019; 9(10):1113. https://doi.org/10.3390/met9101113
Chicago/Turabian StyleRaza, Tahira, Joel Andersson, and Lars-Erik Svensson. 2019. "Varestraint Testing of Selective Laser Additive Manufactured Alloy 718—Influence of Grain Orientation" Metals 9, no. 10: 1113. https://doi.org/10.3390/met9101113
APA StyleRaza, T., Andersson, J., & Svensson, L.-E. (2019). Varestraint Testing of Selective Laser Additive Manufactured Alloy 718—Influence of Grain Orientation. Metals, 9(10), 1113. https://doi.org/10.3390/met9101113