Effect of Process Parameters on Residual Stresses, Distortions, and Porosity in Selective Laser Melting of Maraging Steel 300



Abstract
1. Introduction
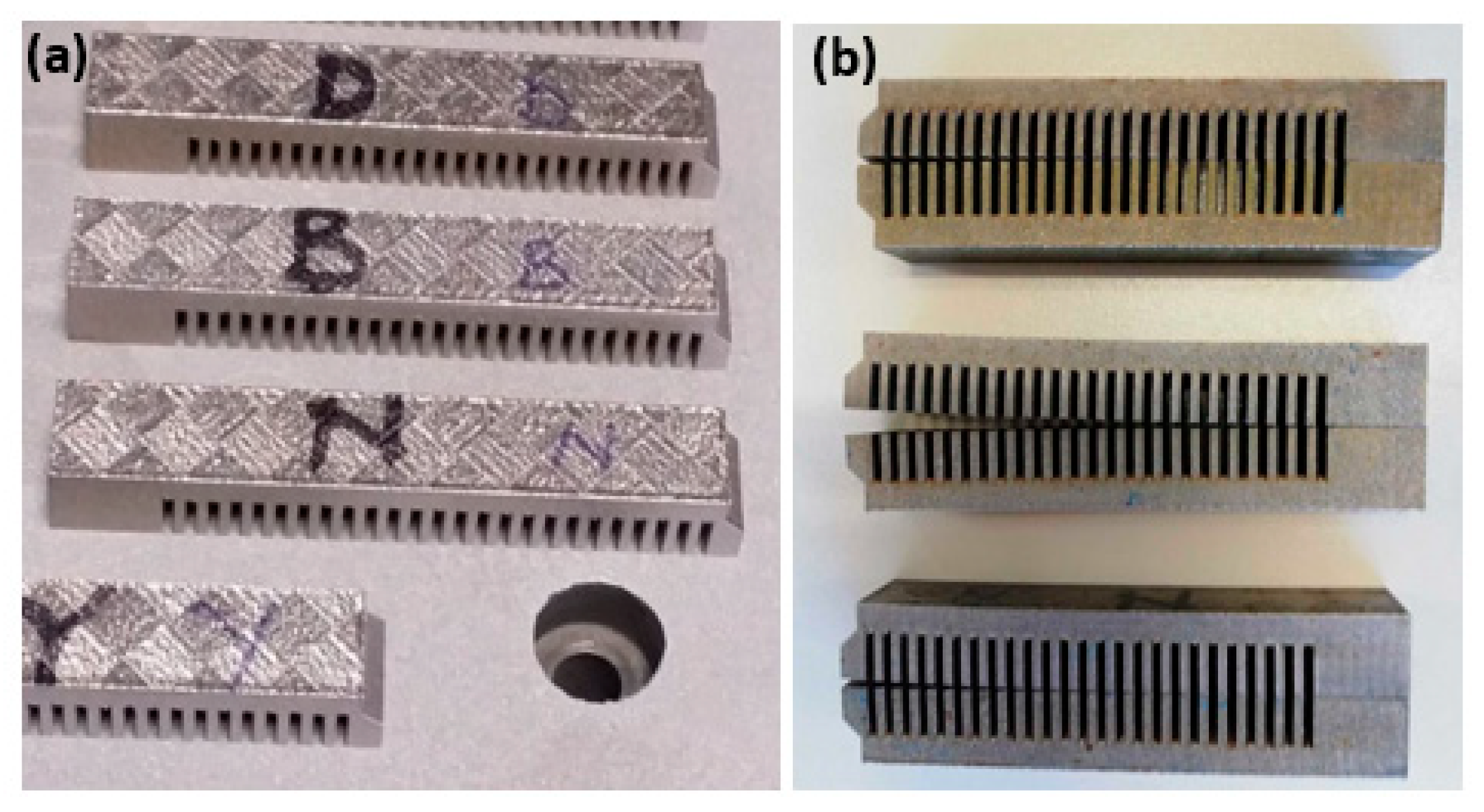
2. Materials and Methods
3. Results and Discussion
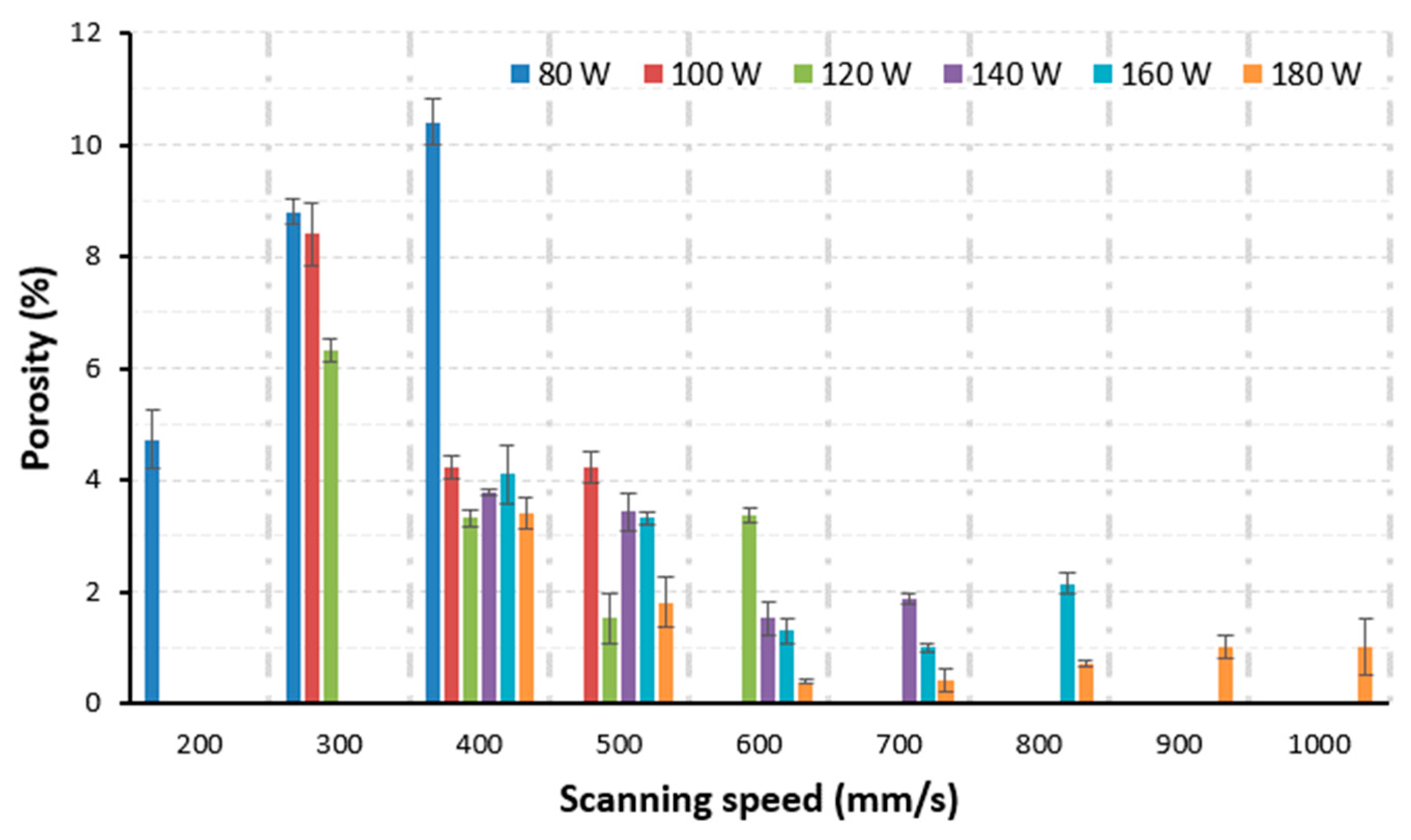
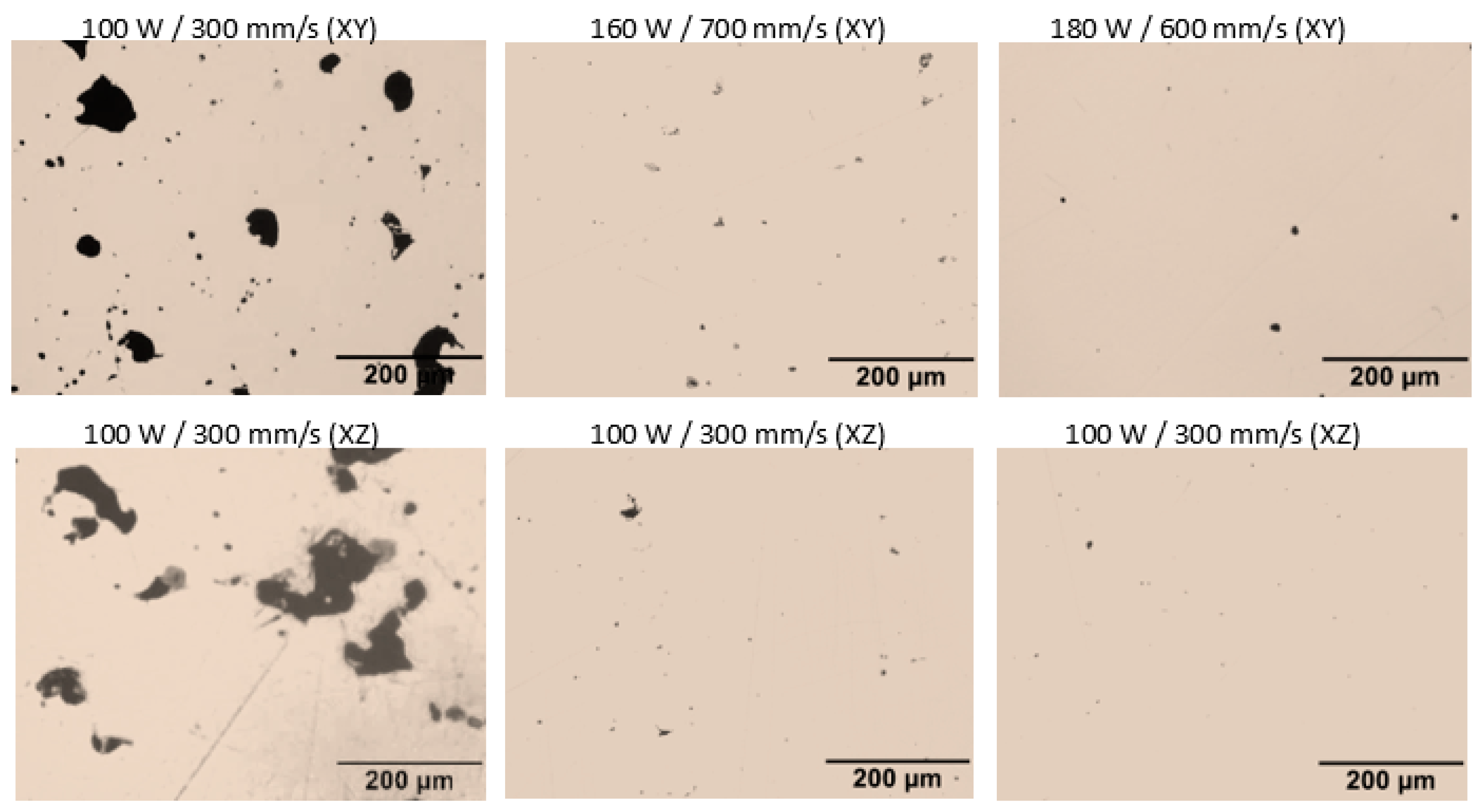
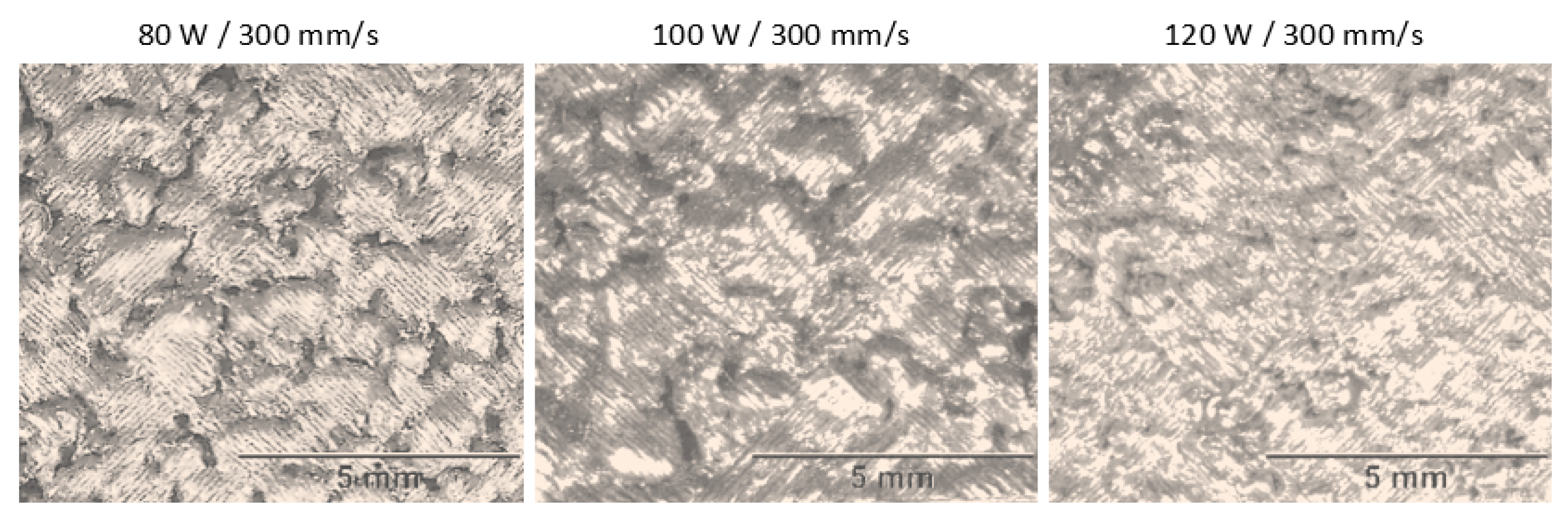
3.1. Influence of Process Parameters on Porosity
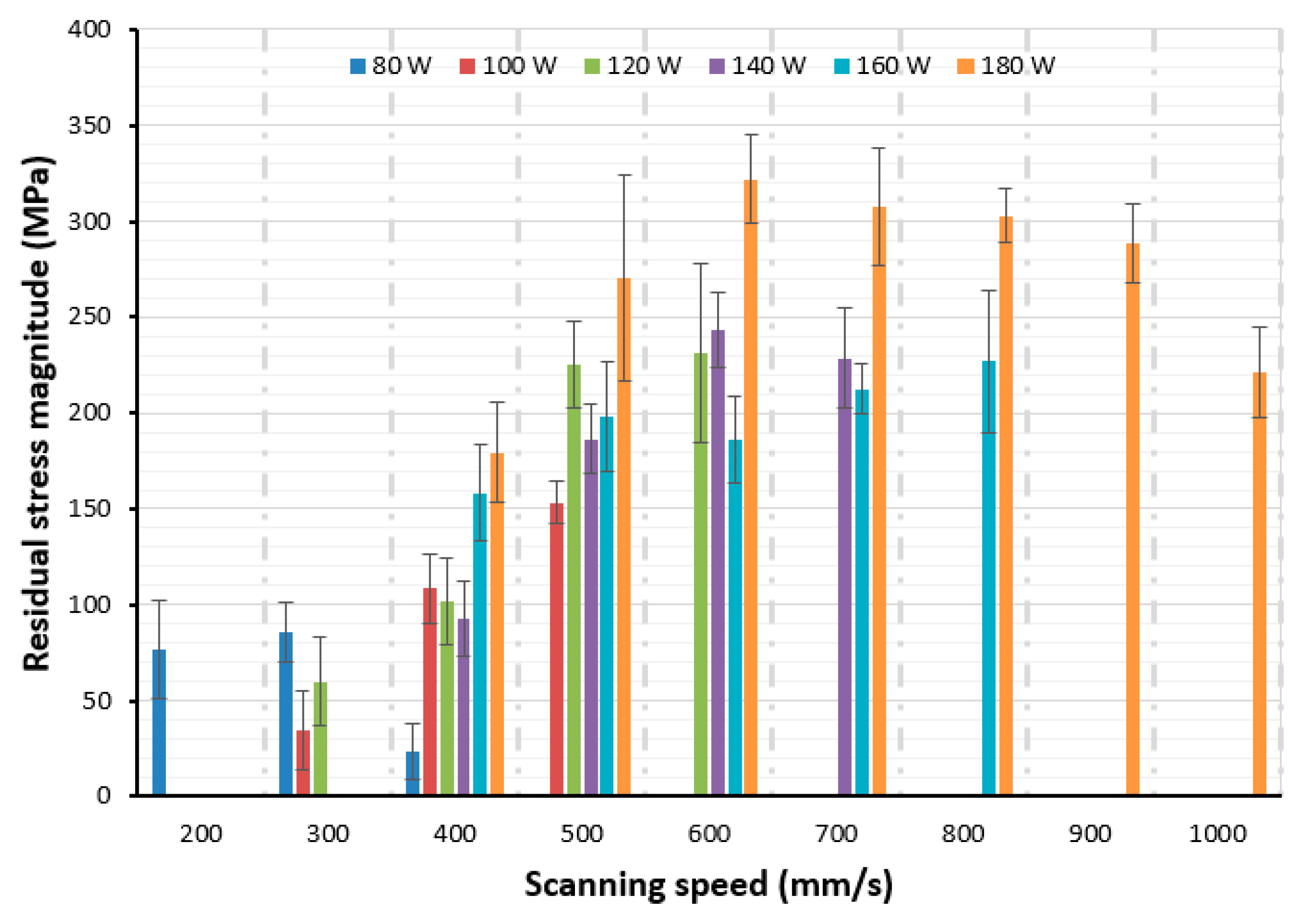
3.2. Influence of Process Parameters on Residual Stresses
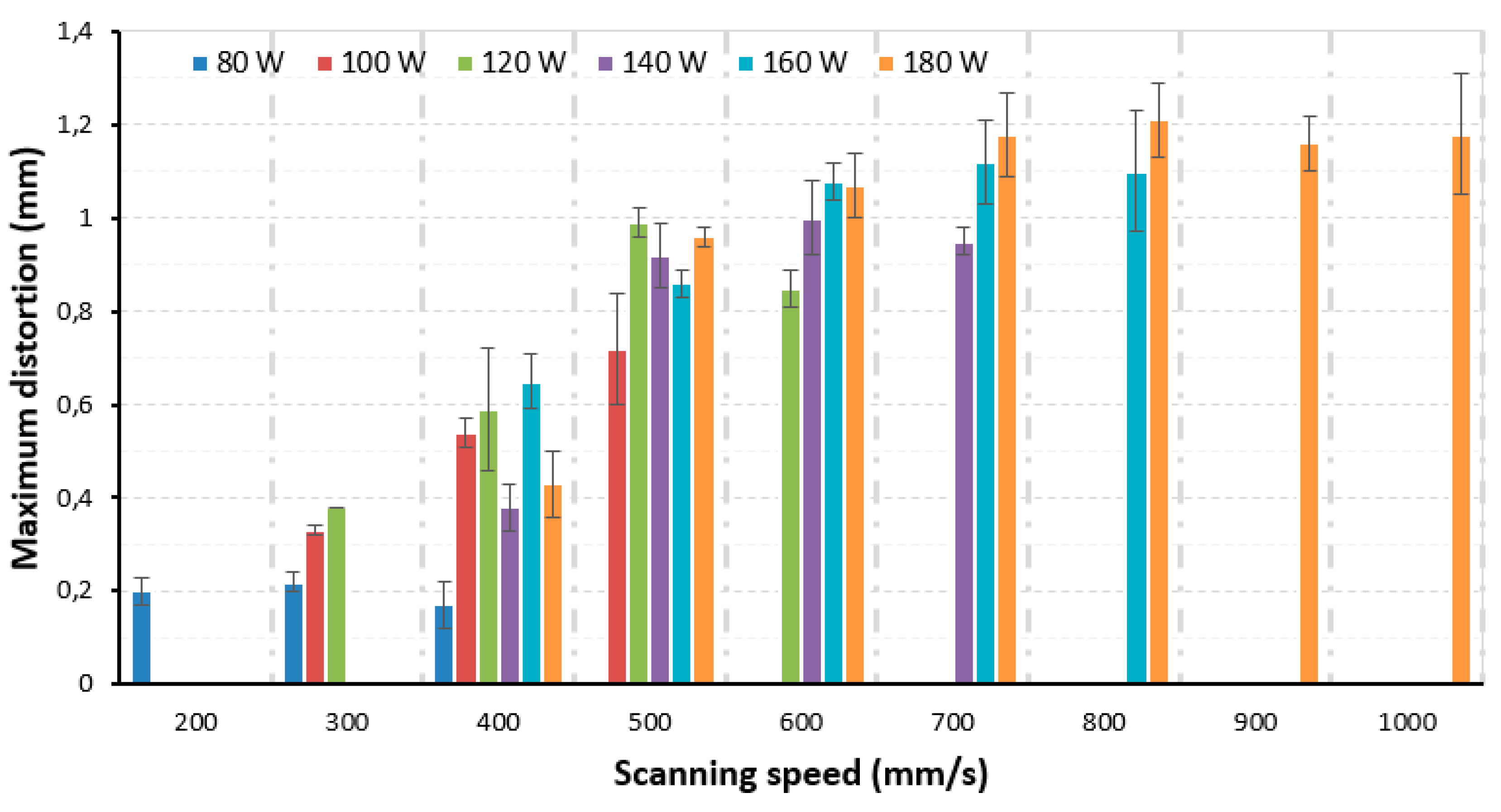
3.3. Influence of Process Parameters on Distortions
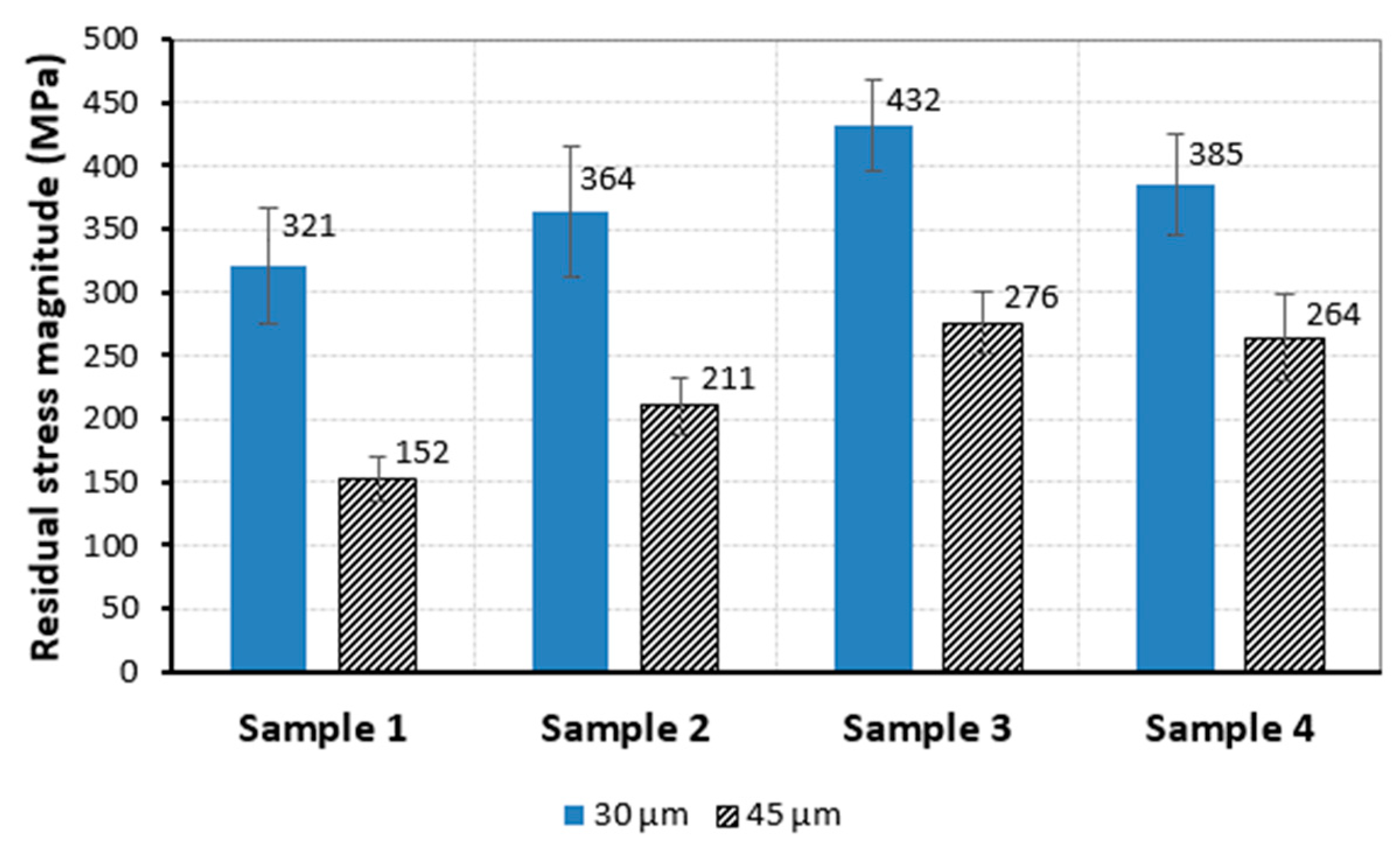
3.4. Summary of Influence of Layer Thickness on Process Outcomes
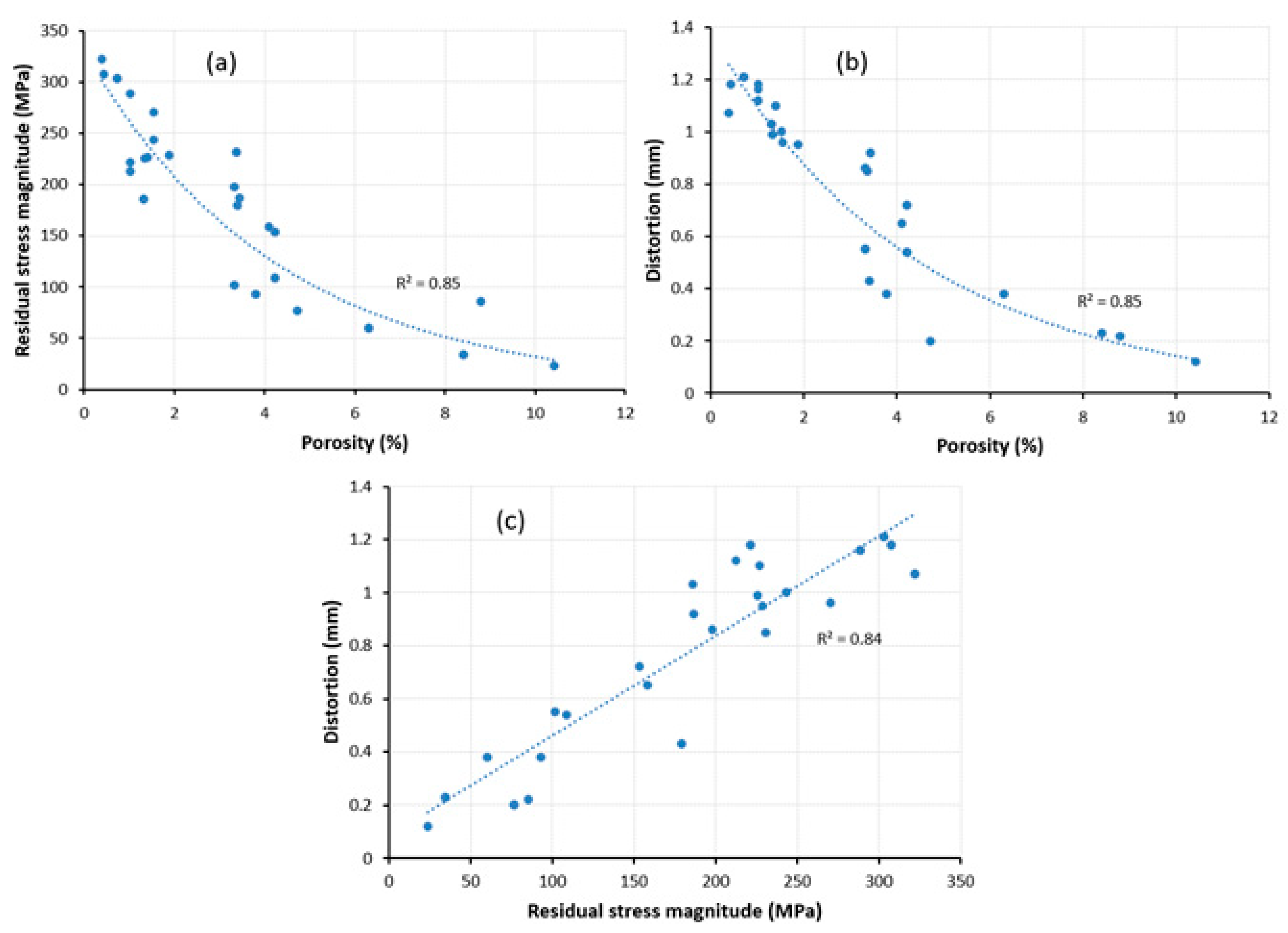
3.5. Interdependence between Process Responses
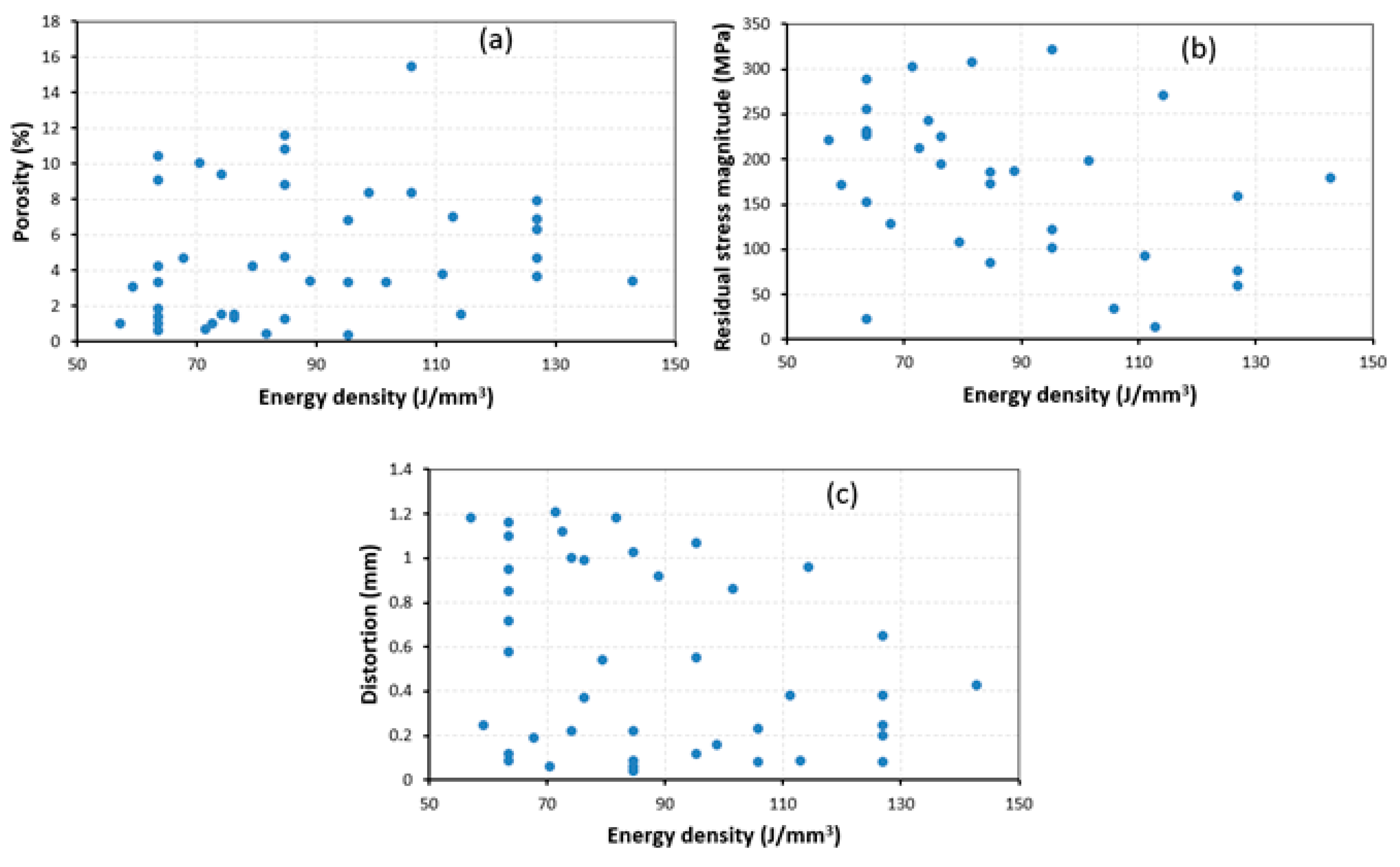
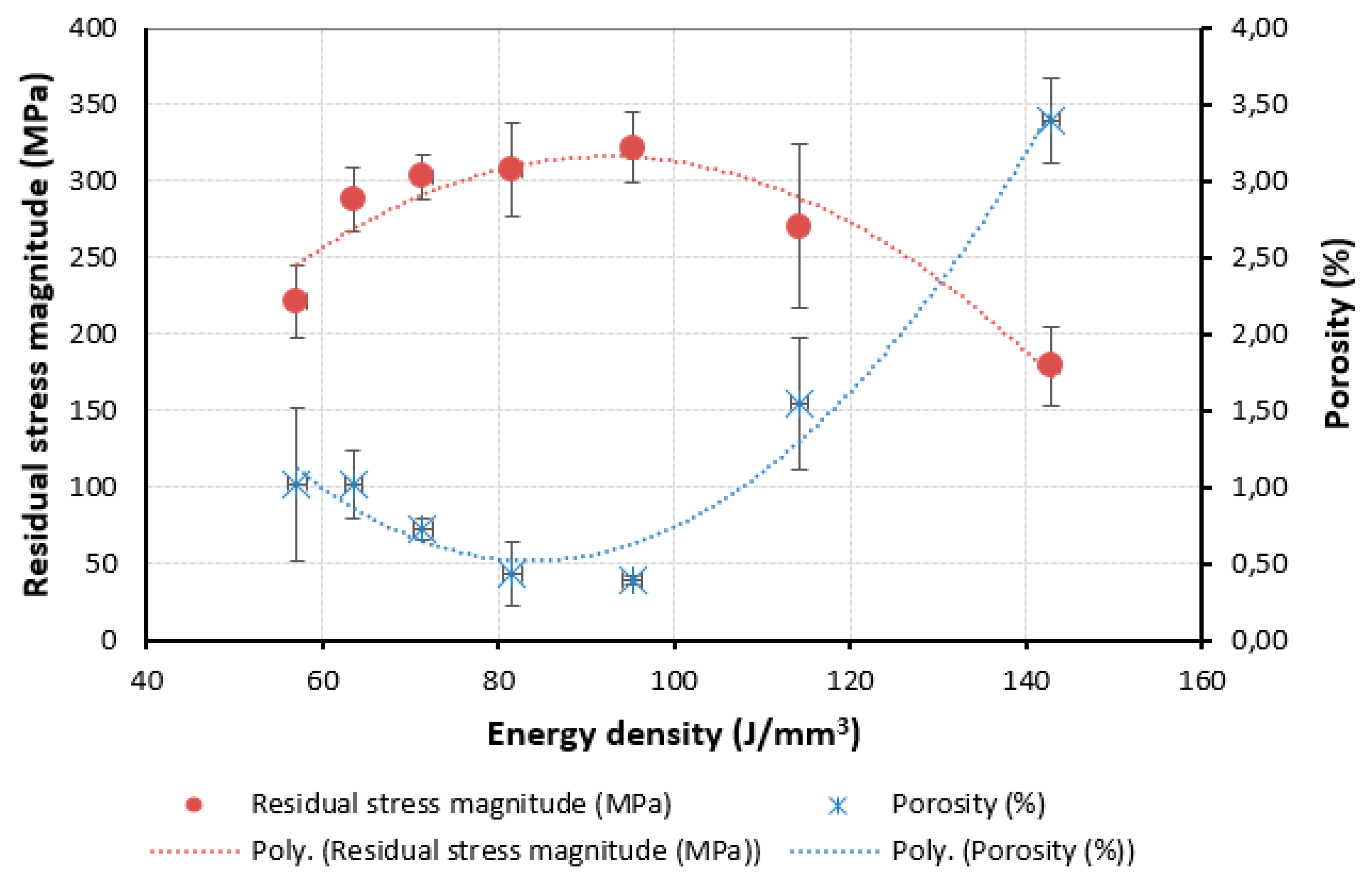
3.6. Influence of Energy Density in SLM
4. Conclusions
- Increasing laser power and scanning speed gives rise to steep thermal gradients which, in turn, lead to increase in residual stress magnitudes and the corresponding distortions.
- High porosity in SLM parts can occur due to overheating or insufficient heating. Excessive heat can lead to over-melting, whereas insufficient heat leads to poor interlayer bonding.
- Strong interrelationships exist between the process outcomes, that is, porosity, residual stresses, and distortions. Therefore, the optimization of one or more of these process outcomes should be approached with care, bearing in mind the effect that such optimization could have on the other responses.
- Increasing the layer thickness results in a decline in both residual stresses and distortions, although an accompanying increase in unwanted porosity is also observed. The decrease in residual stress magnitude can be attributed to a reduced thermal energy input and cooling rate.
- If parameters vary simultaneously, energy density has no bearing at all on all process outcomes, and cannot be used as a predictor of the outcome. However, the findings also show a clear correlation between energy density and the process responses if only one parameter is varied at a time.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Papadakis, L.; Loizou, A.; Risse, J.; Bremen, S.; Schrage, J. A computational reduction model for appraising structural effects in selective laser melting manufacturing. Virtual Phys. Prototyp. 2014, 9, 17–25. [Google Scholar] [CrossRef]
- Kandil, F.A.; Lord, J.D.; Fry, A.T.; Grant, P.V. A Review of Residual Stress Measurement Methods-A Guide to Technical Selection; Report MATC (A) 4; NPL: Teddington, UK, 2001. [Google Scholar]
- Cheng, X.; Prask, H.J.; Gnaeupel-Herold, T.; Luzin, V.; Fisher, J.W. Neutron diffraction measurements for residual stresses in AL-6XN stainless steel welded beams. In Neutron Diffraction; Khidirov, I., Ed.; IntechOpen: Rijeka, Croatia, 2012; pp. 25–48. [Google Scholar]
- Mercelis, P.; Kruth, J. Residual stresses in selective laser sintering and selective laser melting. Rapid Prototyp. J. 2006, 12, 254–265. [Google Scholar] [CrossRef]
- Zaeh, M.F.; Branner, G. Investigations on residual stresses and deformations in selective laser melting. Prod. Eng. 2010, 4, 35–45. [Google Scholar] [CrossRef]
- Kempen, K.; Thijs, L.; Vrancken, B.; Buls, S.; Van Humbeek, J.; Kruth, J.-P. Lowering thermal gradients in selective laser melting by pre-heating the baseplate. In Proceedings of the Solid Freeform Fabrication Symposium, Austin, TX, USA, 12–14 August 2013. [Google Scholar]
- Kruth, J.-P.; Deckers, J.; Yasa, E.; Wauthle, R. Assessing and comparing influencing factors of residual stresses in selective laser melting using a novel analysis method. Proc. Inst. Mech Eng. Part. B J. Eng. Manuf. 2012, 226, 980–991. [Google Scholar] [CrossRef]
- Leuders, S.; Thöne, M.; Riemer, A.; Niendorf, T.; Tröster, T.; Richard, H.A.; Maier, H.J. On the mechanical behaviour of titanium alloy TiAl6V4 manufactured by selective laser melting: Fatigue resistance and crack growth performance. Int. J. Fatigue 2013, 48, 300–307. [Google Scholar] [CrossRef]
- Becker, T.; Dimitrov, D. The achievable mechanical properties of SLM produced maraging steel 300 components. Rapid Prototyp. J. 2016, 22, 487–494. [Google Scholar] [CrossRef]
- Töppel, T.; Müller, B.; Hoeren, K.P.J.; Witt, G. Eigenspannungen und verzug bei der additiven fertigung durch laserstrahlschmelzen. Schweiss. und Schneid. 2016, 68, 176–186. [Google Scholar]
- Jhabvala, J.; Boillat, E.; Antignac, T.; Glardon, R. On the effect of scanning strategies in the selective laser melting process. Virtual Phys. Prototyp. 2010, 5, 99–109. [Google Scholar] [CrossRef]
- Wu, A.S.; Brown, D.W.; Kumar, M.; Gallegos, G.F.; King, W.E. An experimental investigation into additive manufacturing-induced residual stresses in 316L stainless steel. Metall. Mater. Trans. A Phys. Metall Mater. Sci. 2014, 45, 6260–6270. [Google Scholar] [CrossRef]
- Casavola, C.; Campanelli, S.L.; Pappalettere, C. Preliminary investigation on distribution of residual stress generated by the selective laser melting process. J. Strain Anal. Eng. Des. 2009, 44, 93–104. [Google Scholar] [CrossRef]
- Vrancken, B.; Wauthle, R.; Kruth, J.-P.; Van Humbeeck, J. Study of the influence of material properties on residual stress in selective laser melting. In Proceedings of the Solid Freeform Fabrication Symposium, Austin, TX, USA, 12–14 August 2013; pp. 393–407. [Google Scholar]
- Roberts, I.A. Investigation of residual stresses in the laser melting of metal powders in additive layer manufacturing. Ph.D. Thesis, University of Wolverhampton, Wolverhampton, UK, 2012. [Google Scholar]
- Yadroitsev, I.; Yadroitsava, I. Evaluation of residual stress in stainless steel 316L and Ti6Al4V samples produced by selective laser melting. Virtual Phys. Prototyp. 2015, 10, 67–76. [Google Scholar] [CrossRef]
- Yan, J.J.; Zheng, D.L.; Li, H.X.; Jia, X.; Sun, J.F.; Li, Y.L.; Qian, M.; Yan, M. Selective laser melting of H13: Microstructure and residual stress. J. Mater. Sci. 2017, 12476–12485. [Google Scholar] [CrossRef]
- Yadroitsev, I.; Yadroitsava, I.; Bertrand, P.; Smurov, I. Factor analysis of selective laser melting process parameters and geometrical characteristics of synthesized single tracks. Rapid Prototyp. J. 2012, 18, 201–208. [Google Scholar] [CrossRef]
- Hanzl, P.; Zetek, M.; Bakša, T.; Kroupa, T. The influence of processing parameters on the mechanical properties of SLM parts. Procedia Eng. 2015, 100, 1405–1413. [Google Scholar] [CrossRef]
- Campanelli, S.L.; Contuzzi, N.; Angelastro, A.; Ludovico, A.D. Capabilities and performances of the selective laser melting process. New Trends Technol. Devices Comput. Commun. Ind. Syst. 2010, 233–252. [Google Scholar] [CrossRef]
- Thijs, L.; Verhaeghe, F.; Craeghs, T.; Van Humbeeck, J.; Kruth, J.-P. A study of the microstructural evolution during selective laser melting of Ti-6Al-4V. Acta Mater. 2010, 58, 3303–3312. [Google Scholar] [CrossRef]
- Gu, H.; Gong, H.; Pal, D.; Rafi, K.; Starr, T.; Stucker, B. Influences of energy density on porosity and microstructure of selective laser melted 17- 4PH stainless steel. In Proceedings of the Solid Freeform Fabrication Symposium, Austin, TX, USA, 12–14 August 2013; pp. 474–479. [Google Scholar] [CrossRef]
- Delgado, J.; Ciurana, J.; Rodríguez, C.A. Influence of process parameters on part quality and mechanical properties for DMLS and SLM with iron-based materials. Int. J. Adv. Manuf. Technol. 2012, 60, 601–610. [Google Scholar] [CrossRef]
- Yadroitsava, I.; Yadroitsev, I. Residual stress in metal specimens produced by direct metal laser sintering. In Proceedings of the Solid Freeform Fabrication Symposium, Austin, TX, USA, 12–14 August 2015; pp. 614–625. [Google Scholar] [CrossRef]
- Vrancken, B. Study of residual stresses in selective laser melting. Ph.D. Thesis, KU Leuven, Leuven, Belgium, 2016. [Google Scholar]
- Buchbinder, D.; Meiners, W.; Pirch, N.; Schrage, K.W. Investigation on reducing distortion by preheating during manufacture of aluminum components using selective laser melting. J. Laser Appl. 2014, 26, 012004. [Google Scholar] [CrossRef]
- Papadakis, L.; Loizou, A.; Risse, J.; Schrage, J. Numerical computation of component shape distortion manufactured by Selective Laser Melting. Procedia CIRP 2014, 18, 90–95. [Google Scholar] [CrossRef]
- Neugebauer, F.; Keller, N.; Ploshikhin, V.; Feuerhahn, F.; Köhler, H. Multi scale FEM simulation for distortion calculation in additive manufacturing of hardening stainless steel. In Proceedings of the International Workshop on Thermal Forming and Welding Distortion, Bremen, Germany, 9–10 April 2014; Volume 104. [Google Scholar]
- Li, C.; Fu, C.H.; Guo, Y.B.; Fang, F.Z. A multiscale modeling approach for fast prediction of part distortion in selective laser melting. J. Mater. Process. Technol. 2016, 229, 703–712. [Google Scholar] [CrossRef]
- Mugwagwa, L.; Dimitrov, D.; Matope, S.; Yadroitsev, I. Evaluation of the impact of scanning strategies on residual stresses in selective laser melting. Int. J. Adv. Manuf. Technol. 2019, 102, 2441–2450. [Google Scholar] [CrossRef]
- Mugwagwa, L.; Dimitrov, D.; Matope, S.; Yadroitsev, I. Influence of process parameters on residual stress related distortions in selective laser melting. Procedia Manuf. 2018, 21, 92–99. [Google Scholar] [CrossRef]
- Concept Laser. Heat Treatment CL50WS; Version 3; Concept Laser GmbH: Lichtenfels, Germany, 2010. [Google Scholar]
- Spierings, A.B.; Schneider, M.; Eggenberger, R. Comparison of density measurement techniques for additive manufactured metallic parts. Rapid Prototyp. J. 2011, 17, 380–386. [Google Scholar] [CrossRef]
- Yasa, E.; Kempen, K.; Kruth, J. Microstructure and mechanical properties of Maraging Steel 300 after selective laser melting. In Proceedings of the Solid Freeform Fabrication Symposium, Austin, TX, USA, 12–14 August 2010; pp. 383–396. [Google Scholar]
- Slotwinski, J.A.; Garboczi, E.J.; Hebenstreit, K.M. Porosity measurements and analysis for metal additive manufacturing process control. J. Res. Natl. Inst. Stand. Technol. 2014, 119, 494. [Google Scholar] [CrossRef]
- Fitzpatrick, M.E.; Fry, A.T.; Holdway, P.; Kandil, F.A.; Shackleton, J.; Suominen, L. Determination of residual stresses by X-ray diffraction. Meas. Good Pract. Guid. 2005, 52, 1–68. [Google Scholar]
- Safronov, V.A.; Khmyrov, R.S.; Kotoban, D.V.; Gusarov, A.V. Distortions and residual stresses at layer-by-layer additive manufacturing by fusion. J. Manuf. Sci. Eng. 2016, 139, 031017. [Google Scholar] [CrossRef]
- Mazur, M.; Brincat, P.; Leary, M.; Brandt, M. Numerical and experimental evaluation of a conformally cooled H13 steel injection mould manufactured with selective laser melting. Int. J. Adv. Manuf. Technol. 2017, 93, 881–900. [Google Scholar] [CrossRef]
- Kruth, J.-P.; Froyen, L.; Van Vaerenbergh, J.; Mercelis, P.; Rombouts, M.; Lauwers, B. Selective laser melting of iron-based powder. J. Mater. Process. Technol. 2004, 149, 616–622. [Google Scholar] [CrossRef]
- Cottam, R.; Wang, J.; Luzin, V. Characterization of microstructure and residual stress in a 3D H13 tool steel component produced by additive manufacturing. J. Mater. Res. 2014, 29, 1978–1986. [Google Scholar] [CrossRef]
- Mertens, R.; Vrancken, B.; Holmstock, N.; Kinds, Y.; Kruth, J.-P.; Van Humbeeck, J. Influence of powder bed preheating on microstructure and mechanical properties of H13 tool steel SLM parts. Phys. Procedia 2016, 83, 882–890. [Google Scholar] [CrossRef]
- Mugwagwa, L.; Dimitrov, D.; Matope, S.; Venter, A.M. Residual stress distributions within components manufactured using selective laser melting. In Proceedings of the 18th International RAPDASA Conference, Durban, South Arica, 8–10 November 2017; pp. 153–164. [Google Scholar]
- Ali, H.; Ghadbeigi, H.; Mumtaz, K. Processing parameter effects on residual stress and mechanical properties of selective laser melted Ti6Al4V. J. Mater. Eng. Perform. 2018, 27, 4059–4068. [Google Scholar] [CrossRef] [PubMed]
- Rickenbacher, L.; Spierings, A.; Wegener, K. An integrated cost-model for selective laser melting (SLM). Rapid Prototyp. J. 2013, 19, 208–214. [Google Scholar] [CrossRef]
- Schröder, M.; Falk, B.; Schmitt, R. Evaluation of cost structures of additive manufacturing processes using a new business model. Procedia CIRP 2015, 30, 311–316. [Google Scholar] [CrossRef]
- Fera, M.; Fruggiero, F.; Costabile, G.; Lambiase, A.; Pham, D.T. A new mixed production cost allocation model for additive manufacturing (MiProCAMAM). Int. J. Adv. Manuf. Technol. 2017, 92, 4275–4291. [Google Scholar] [CrossRef]
- Prashanth, K.G.; Scudino, S.; Maity, T.; Das, J.; Eckert, J. Is the energy density a reliable parameter for materials synthesis by selective laser melting? Mater. Res. Lett. 2017, 5, 386–390. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Specification |
|---|---|
| Aperture diameter (focus) | 1 mm |
| 2θ (Bragg angle) | 156.41o |
| ψ-tilt | −33o to 33o |
| Number of steps | 9 |
| S1 | −1.28 × 10−6 MPa−1 |
| ½S2 | 5.72 × 10−6 MPa−1 |
| Laser Power (W) | Scanning Speed (mm/s) | Porosity at 30 µm (%) | Porosity at 45 µm (%) |
|---|---|---|---|
| 80 | 200 | 4.73 ± 0.52 | 10.81 ± 0.37 |
| 100 | 300 | 8.41 ± 0.56 | 10.07 ± 0.35 |
| 120 | 300 | 6.31 ± 0.20 | 11.61 ± 0.06 |
| 120 | 400 | 3.32 ± 0.15 | 9.12 ± 0.39 |
| 140 | 400 | 3.79 ± 0.06 | 9.41 ± 0.40 |
| 140 | 500 | 3.44 ± 0.34 | 3.07 ± 0.37 |
| 160 | 400 | 4.10 ± 0.51 | 4.76 ± 0.31 |
| 160 | 500 | 3.32 ± 0.10 | 4.69 ± 0.19 |
| 180 | 400 | 3.40 ± 0.28 | 6.82 ± 0.80 |
| 180 | 500 | 1.55 ± 0.17 | 1.52 ± 0.00 |
| 180 | 600 | 0.39 ± 0.03 | 0.65 ± 0.15 |
| Laser Power (W) | Scanning Speed (mm/s) | Residual Stress Magnitude at 30 µm (MPa) | Residual Stress Magnitude at 45 µm (MPa) |
|---|---|---|---|
| 140 | 500 | 187 ± 18 | 172 ± 57 |
| 160 | 400 | 158 ± 25 | 173 ± 22 |
| 160 | 500 | 198 ± 29 | 129 ± 31 |
| 180 | 400 | 179 ± 26 | 122 ± 14 |
| 180 | 500 | 270 ± 54 | 195 ± 30 |
| 180 | 600 | 322 ± 23 | 256 ± 21 |
| Laser Power (W) | Scanning Speed (mm/s) | Distortion at 30 µm (mm) | Distortion at 45 µm (mm) |
|---|---|---|---|
| 80 | 200 | 0.20 ± 0.03 | 0.04 ± 0.00 |
| 100 | 300 | 0.23 ± 0.01 | 0.06 ± 0.05 |
| 120 | 300 | 0.38 ± 0.00 | 0.09 ± 0.06 |
| 120 | 400 | 0.55 ± 0.13 | 0.09 ± 0.03 |
| 140 | 400 | 0.38 ± 0.05 | 0.22 ± 0.07 |
| 140 | 500 | 0.92 ± 0.07 | 0.25 ± 0.02 |
| 160 | 400 | 0.65 ± 0.06 | 0.06 ± 0.04 |
| 160 | 500 | 0.86 ± 0.03 | 0.19 ± 0.06 |
| 180 | 400 | 0.43 ± 0.07 | 0.07 ± 0.02 |
| 180 | 500 | 0.96 ± 0.02 | 0.37 ± 0.03 |
| 180 | 600 | 1.07 ± 0.07 | 0.58 ± 0.02 |
| Response | Multiple R2 (%) | Adjusted R2 (%) | Predicted R2 (%) | p-Value |
|---|---|---|---|---|
| Porosity | 5.0 | 1.1 | 0.000 | 0.271 |
| Residual stresses | 11.5 | 7.8 | 0.000 | 0.090 |
| Distortion | 35.6 | 32.9 | 25.7 | 0.001 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mugwagwa, L.; Yadroitsev, I.; Matope, S. Effect of Process Parameters on Residual Stresses, Distortions, and Porosity in Selective Laser Melting of Maraging Steel 300. Metals 2019, 9, 1042. https://doi.org/10.3390/met9101042
Mugwagwa L, Yadroitsev I, Matope S. Effect of Process Parameters on Residual Stresses, Distortions, and Porosity in Selective Laser Melting of Maraging Steel 300. Metals. 2019; 9(10):1042. https://doi.org/10.3390/met9101042
Chicago/Turabian StyleMugwagwa, Lameck, Igor Yadroitsev, and Stephen Matope. 2019. "Effect of Process Parameters on Residual Stresses, Distortions, and Porosity in Selective Laser Melting of Maraging Steel 300" Metals 9, no. 10: 1042. https://doi.org/10.3390/met9101042
APA StyleMugwagwa, L., Yadroitsev, I., & Matope, S. (2019). Effect of Process Parameters on Residual Stresses, Distortions, and Porosity in Selective Laser Melting of Maraging Steel 300. Metals, 9(10), 1042. https://doi.org/10.3390/met9101042