Evaluation of Low Cycle Fatigue Performance of Selective Laser Melted Titanium Alloy Ti–6Al–4V

 , , ,
, , ,  and
and
Abstract
1. Introduction
2. Materials and Methods
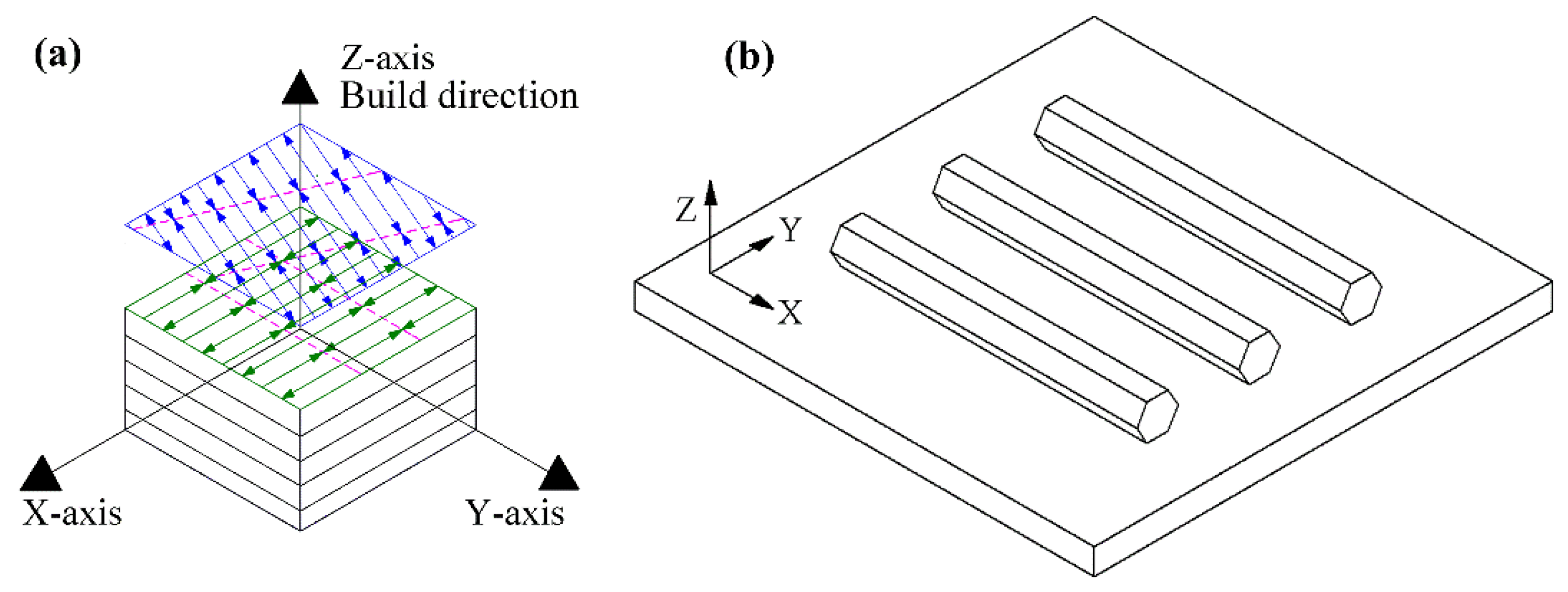
2.1. Selective Laser Melting of Test Samples
2.2. Heat-Treatment and Post-Processing
2.3. Microstructure Observation
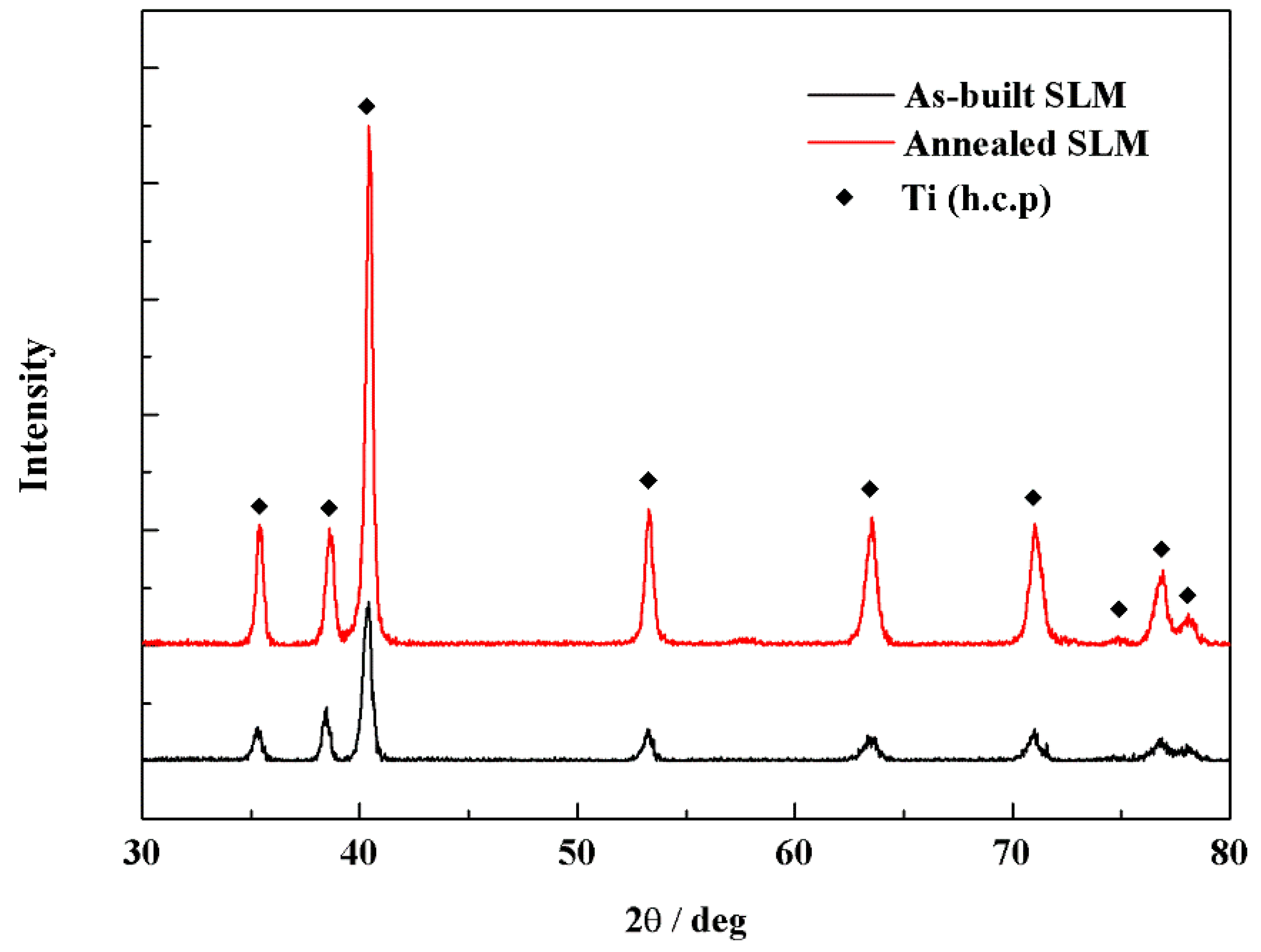
2.4. Phase Identification
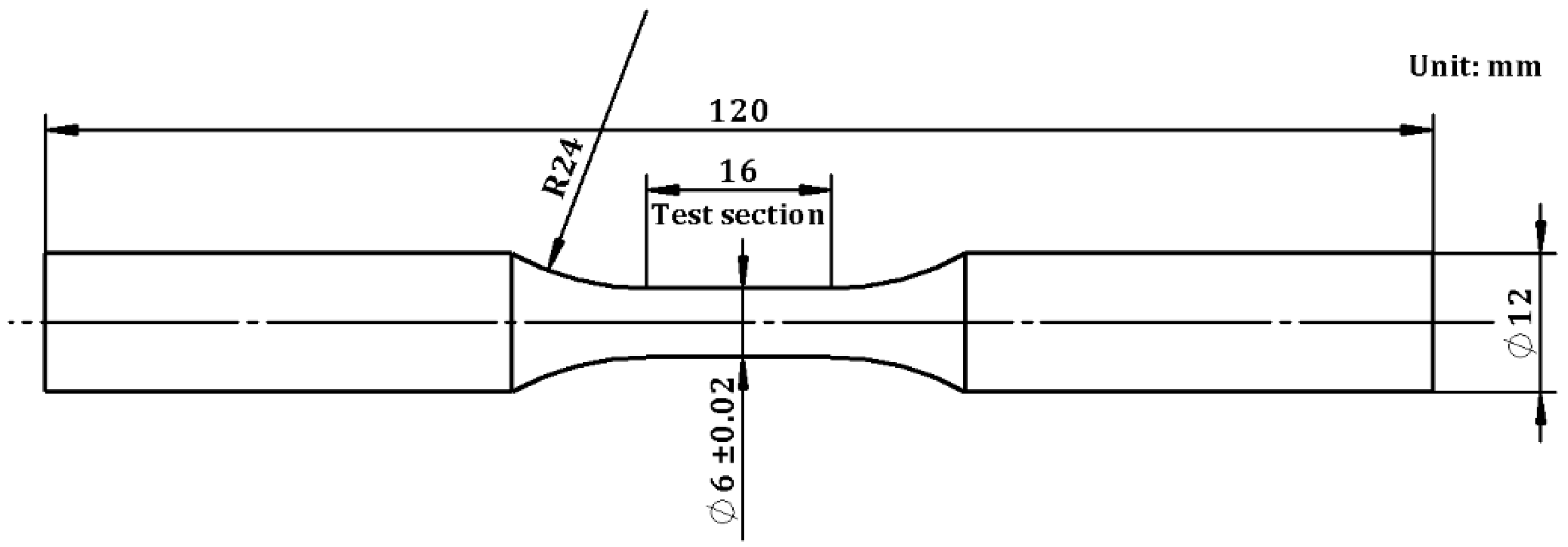
2.5. Monotonic Tension Test
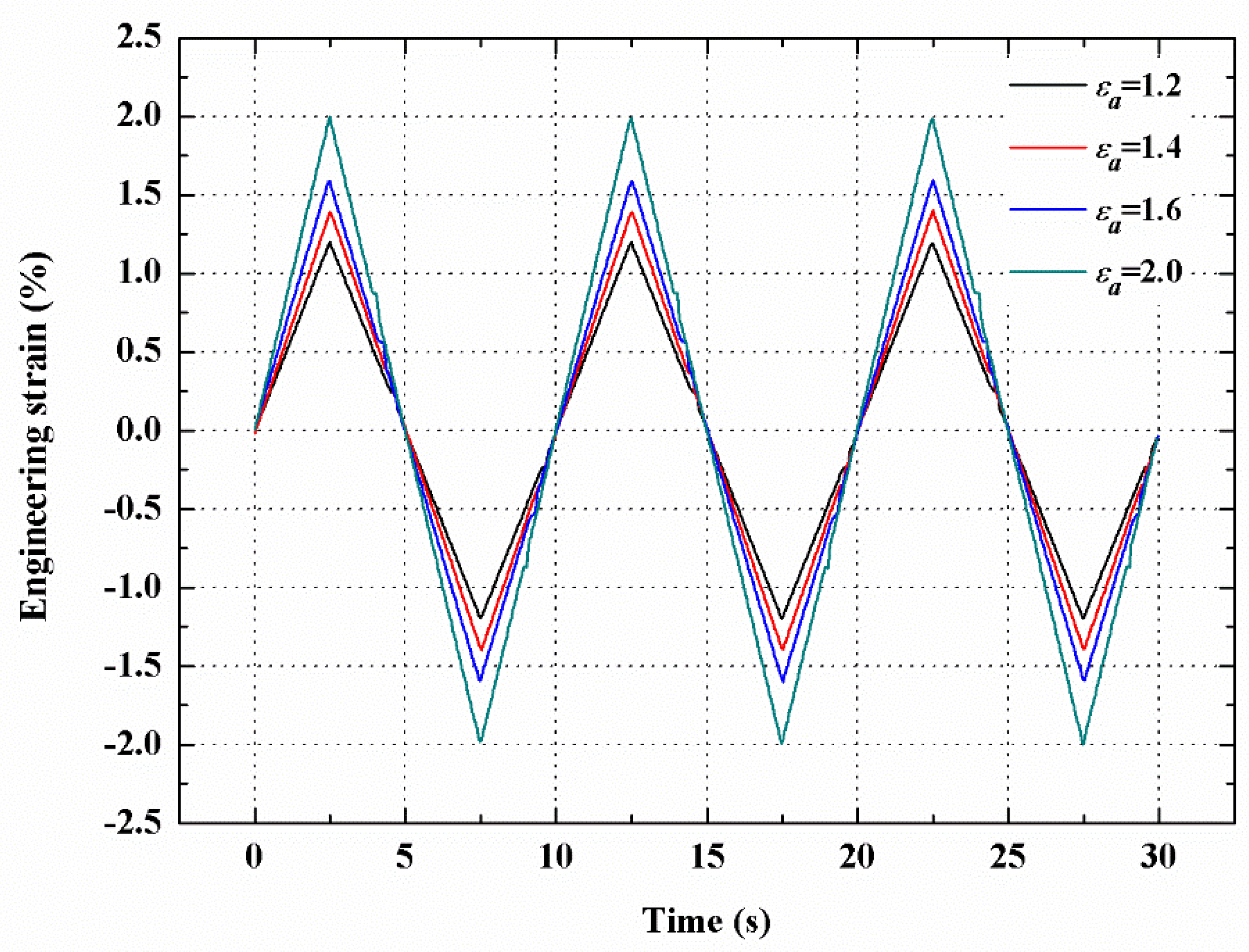
2.6. Low Cycle Fatigue (LCF) Test
2.7. Low Cycle Fatigue (LCF) Fractography Observations
3. Results
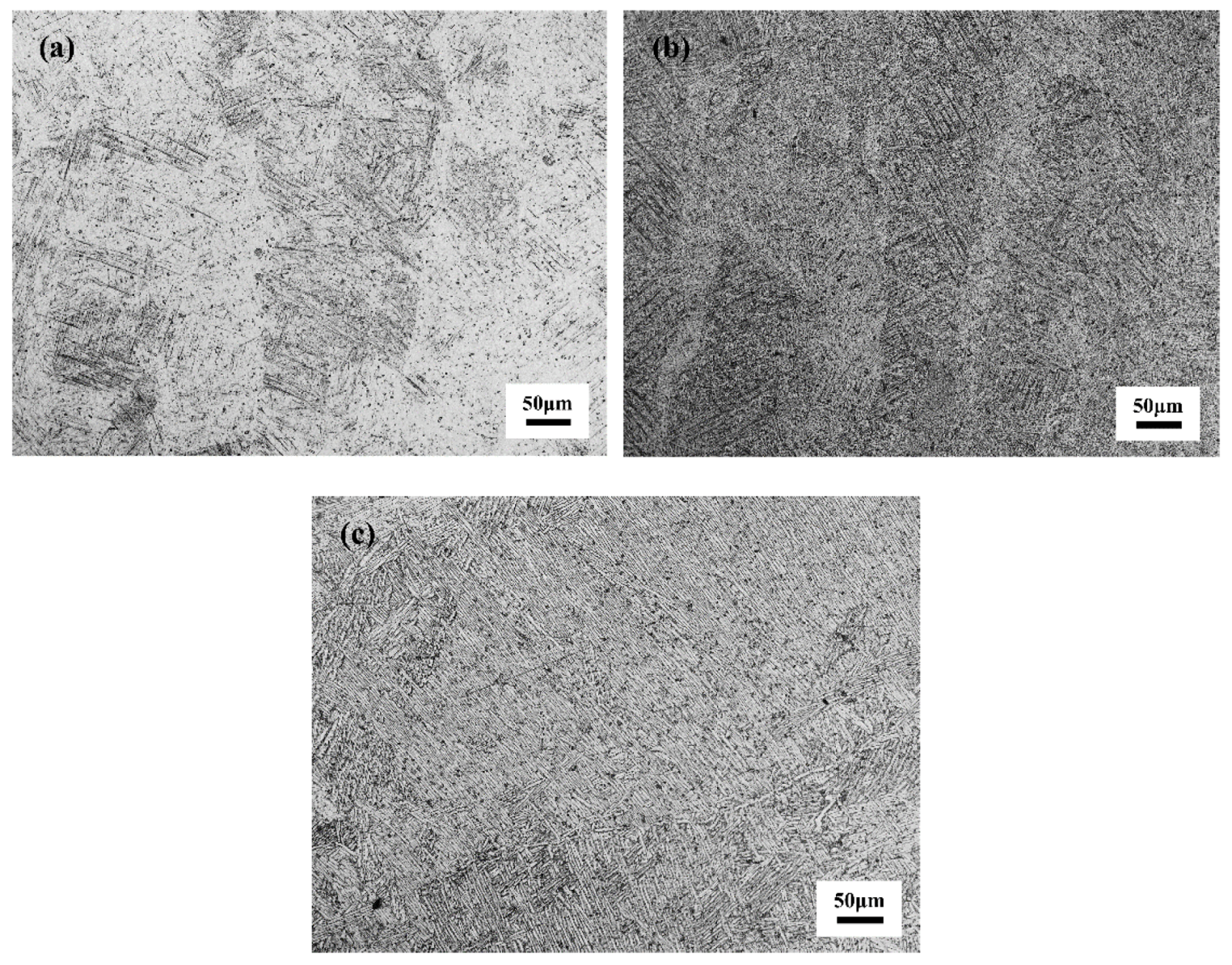
3.1. Initial Microstructure
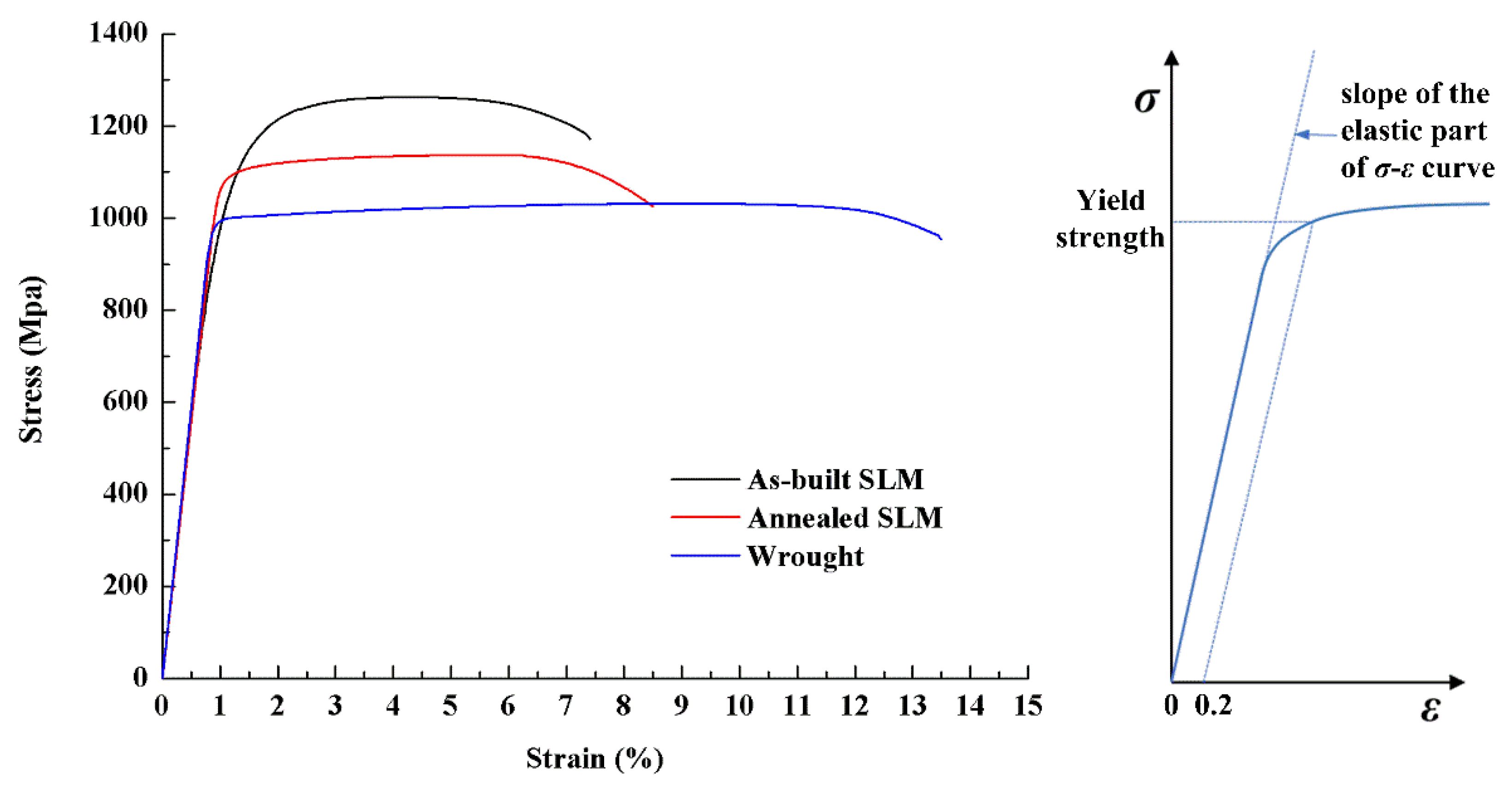
3.2. Monotonic Tensile Test Results
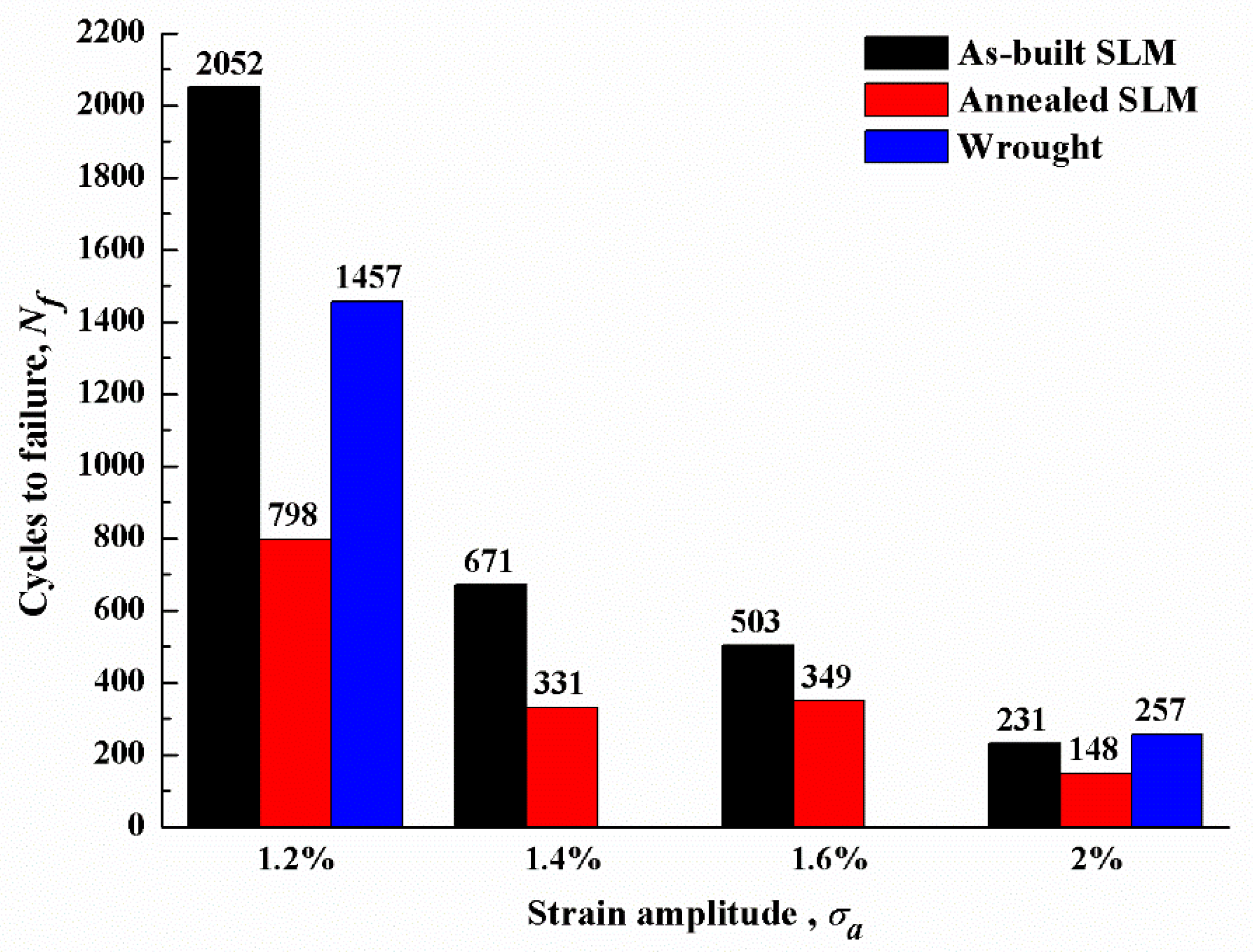
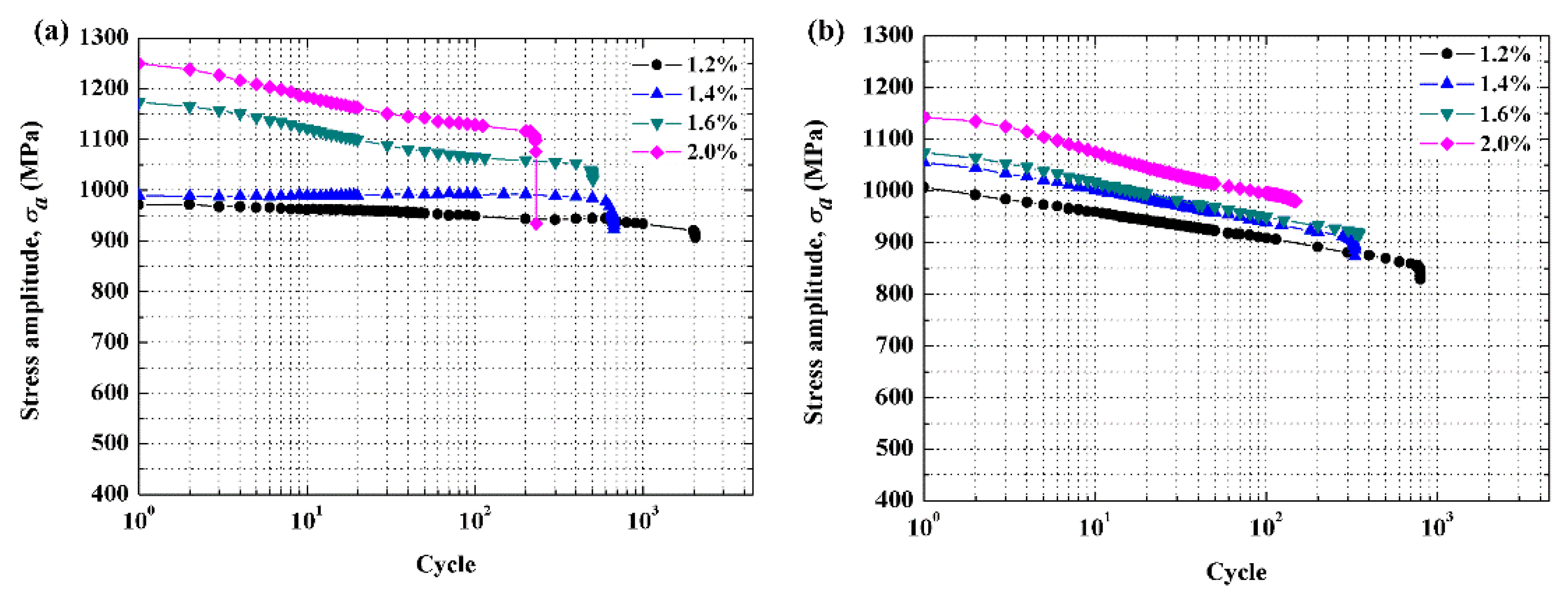
3.3. Low Cycle Fatigue Test Results
4. Discussion
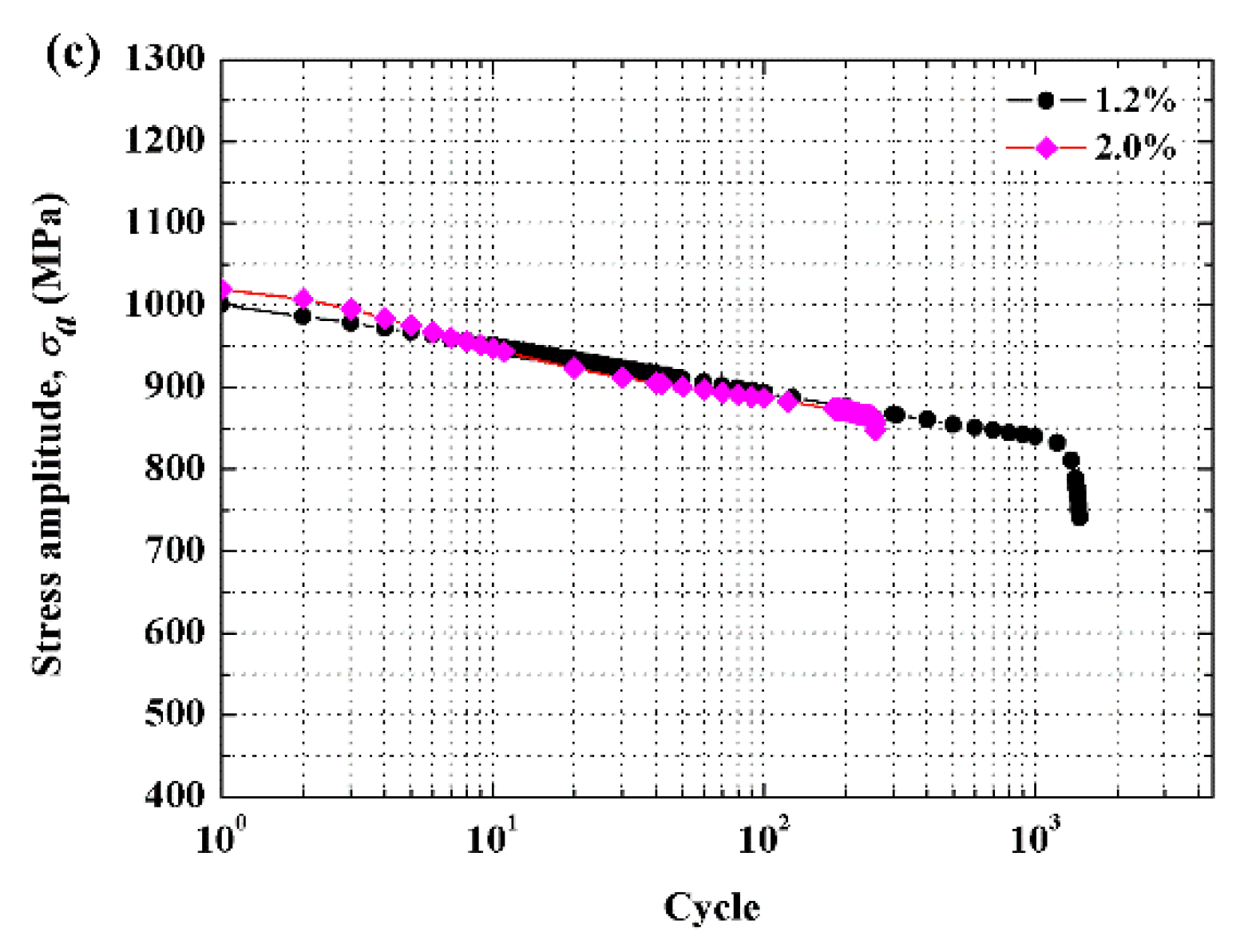
4.1. Variation of the Macroscopic Elasticity Modulus
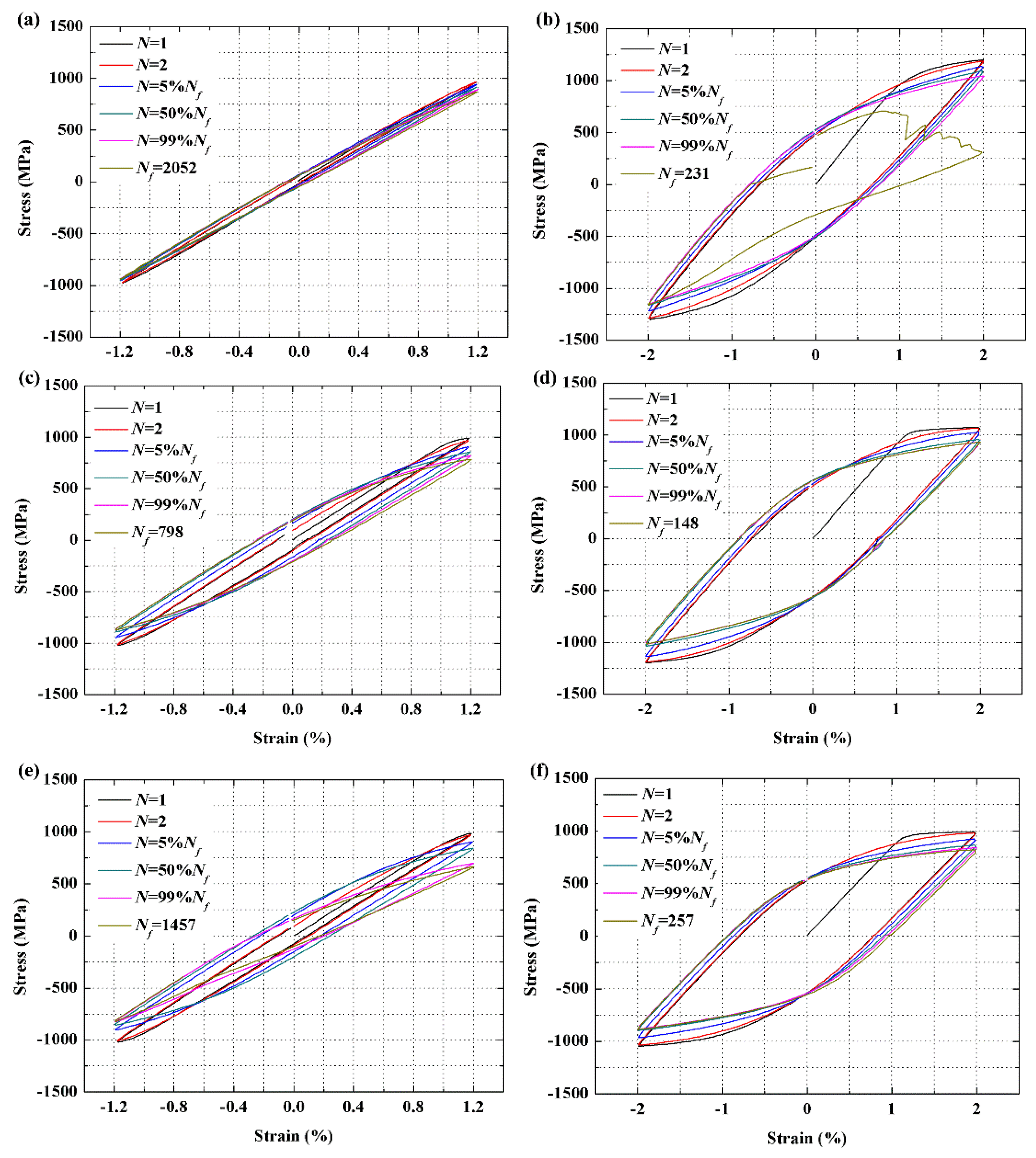
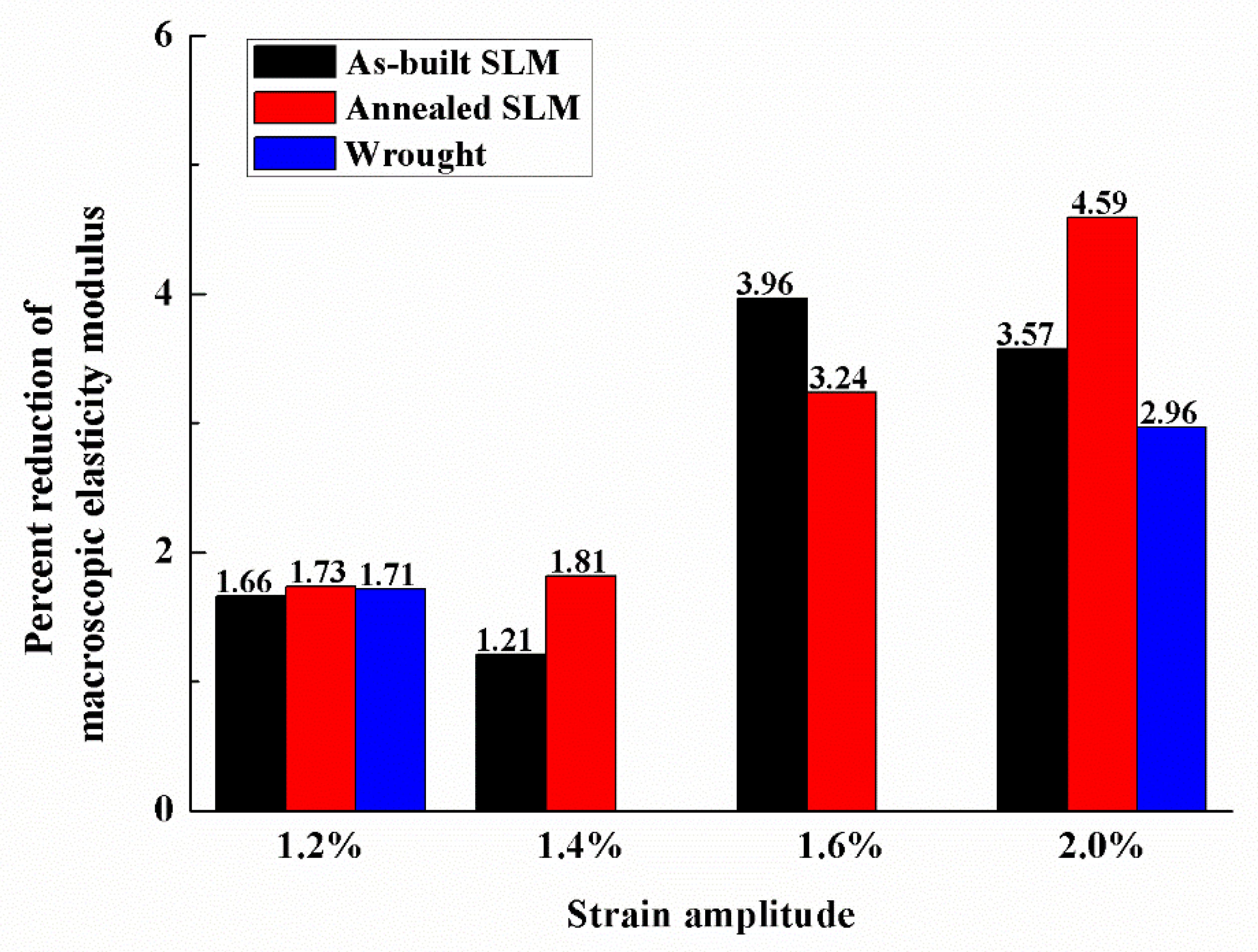
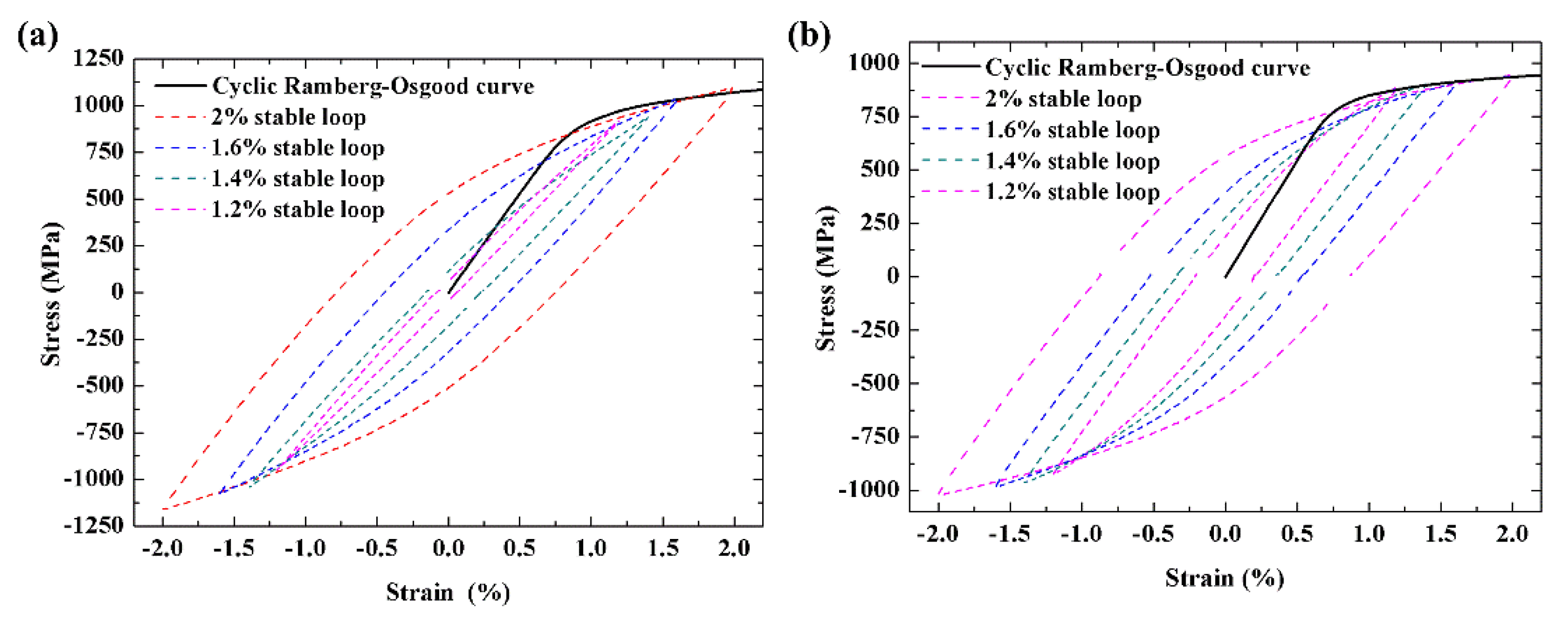
4.2. Cyclic Stress–Strain Curves
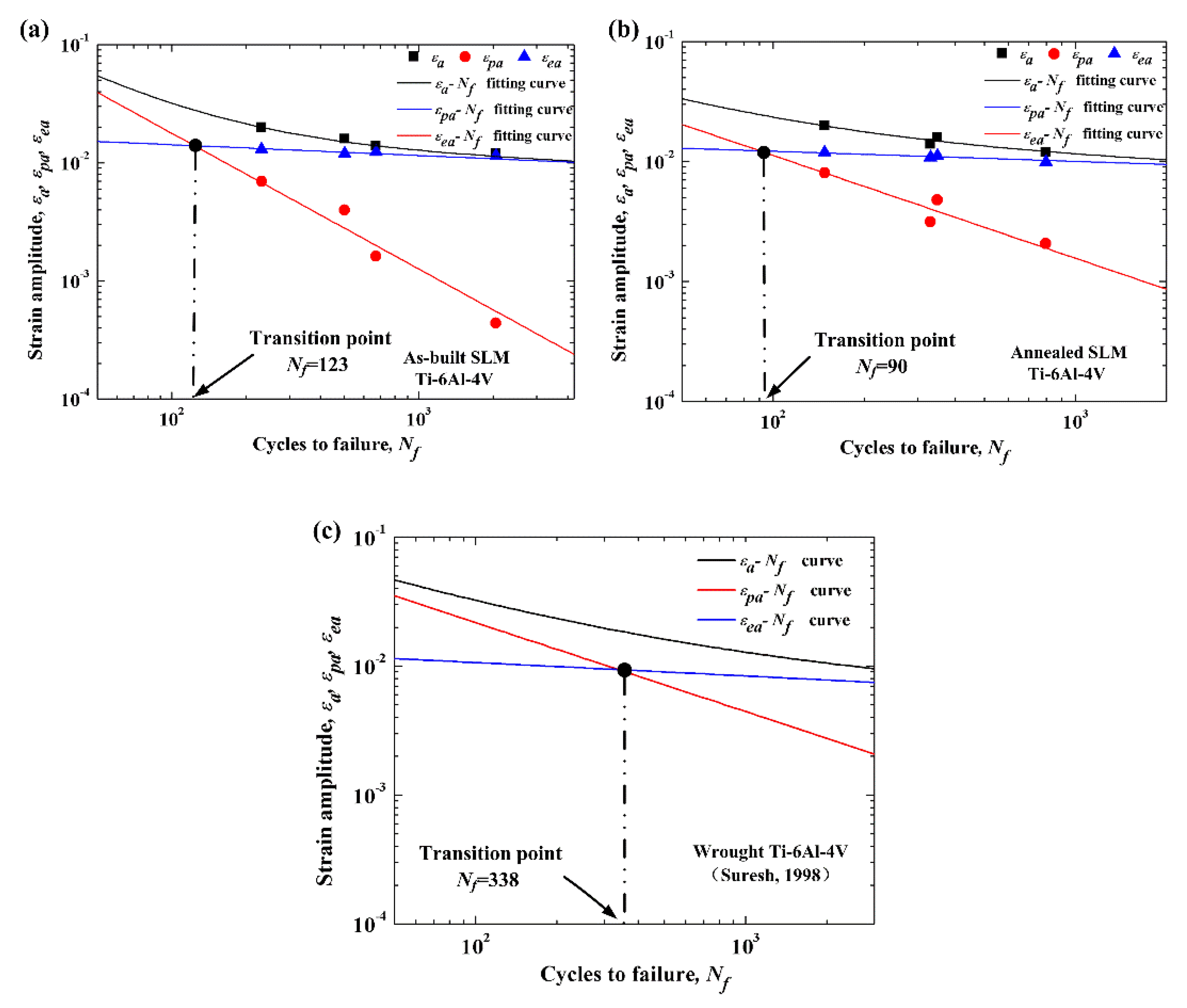
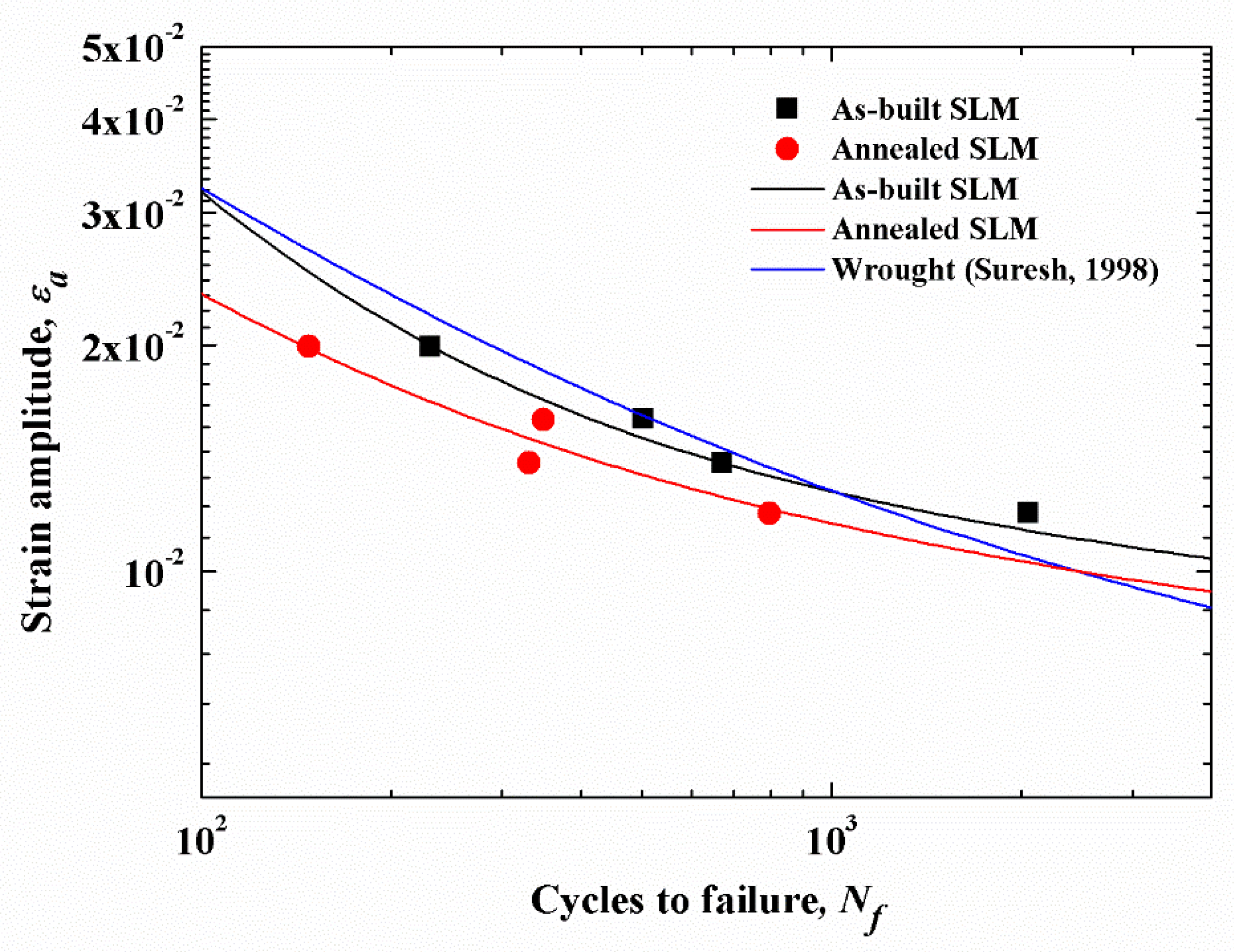
4.3. Strain–Life Curves
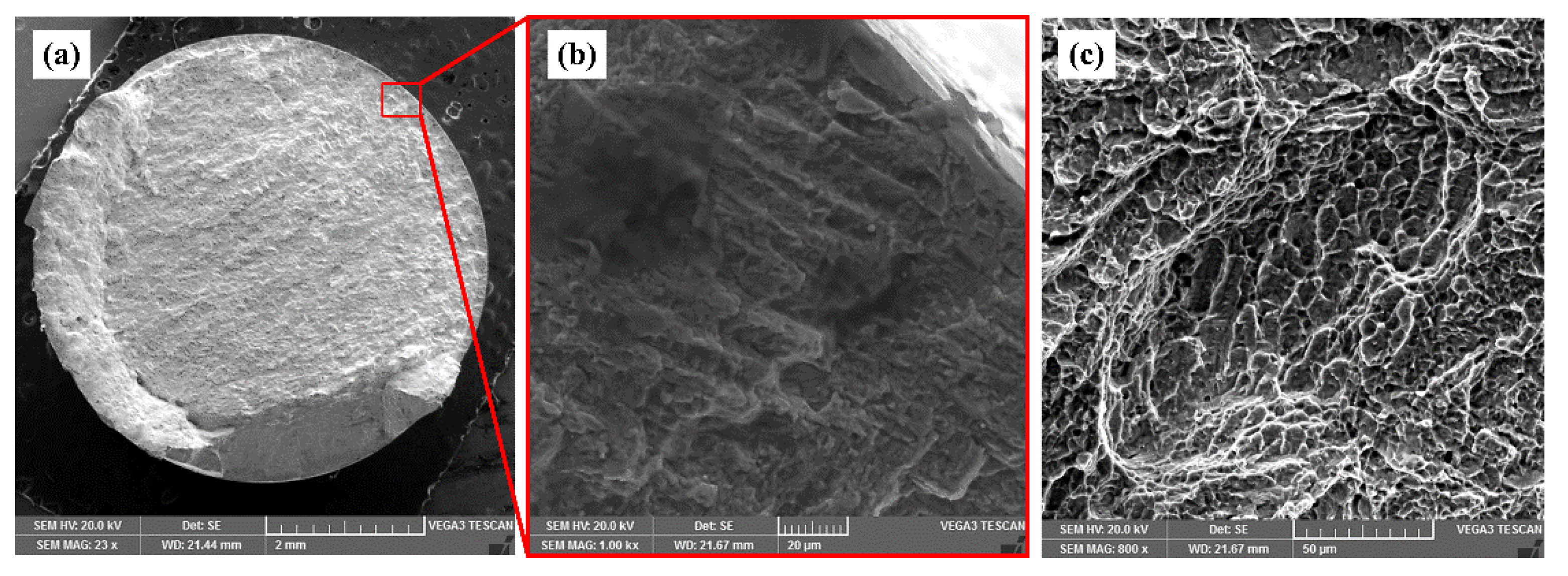
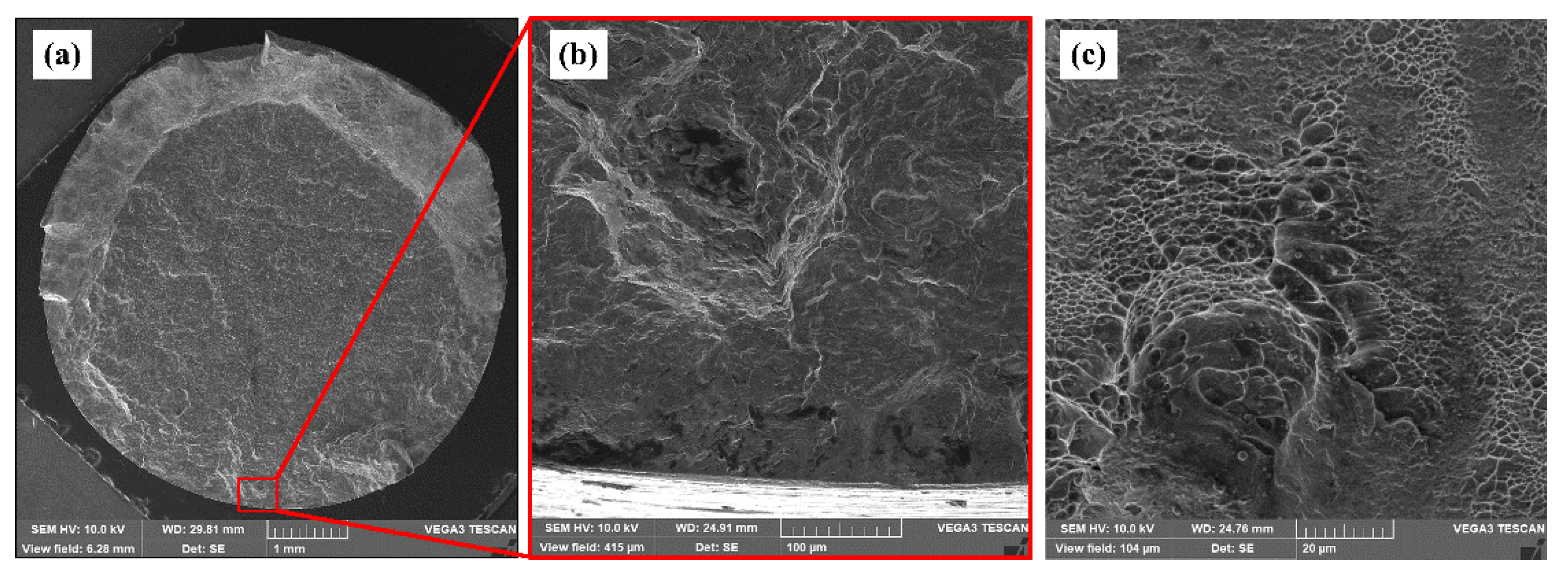
4.4. Low Cycle Fatigue (LCF) Fractography
5. Conclusions
- The as-built SLM Ti–6Al–4V consisted of fine acicular α’ martensite, therefore displayed the higher strength and lower ductility than the wrought material, whereas after being annealed, the tensile strength of Ti–6Al–4V decreased, which mainly resulted from the coarsened grains formed during the annealing process.
- Cyclic softening behavior was observed for both as-built and annealed SLM Ti–6Al–4V. With the growth of strain amplitude level, more elasticity modulus reductions occurred during the cyclic loading, which promoted a greater cyclic softening.
- The cyclic Ramberg–Osgood and the Basquin–Coffin–Manson models were fitted to depict the cyclic stress–strain and the strain–life curves for the SLM Ti–6Al–4V, respectively. The parameters of LCF performance for SLM Ti–6Al–4V were then determined based on the fitted curves, which could be used in fatigue simulation analysis of SLM Ti–6Al–4V parts in real cases.
- This paper showed that the as-built SLM Ti–6Al–4V had a comparable LCF performance to the wrought material. Compared to the wrought material, the as-built SLM material had better fatigue performance at low strain amplitudes but a worse LCF performance at high strain amplitudes, which is because that porosity in the as-built SLM material exerted much more impact on the overall degradation of the material at high strain amplitude levels. However, the annealing treatment caused SLM Ti–6Al–4V to have coarser grains and hence deteriorated LCF performance. To avoid grain growth while eliminating the residual stresses, the appropriate heat treatment process for SLM Ti–6Al–4V parts is worthy of being be investigated in future research.
- It was observed that fatigue cracks always initiated from the surface or subsurface defects. Instantaneous rupture region exhibited the characteristics of the static load fracture.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Gu, D.D.; Meiners, W.; Wissenbach, K.; Poprawe, R. Laser additive manufacturing of metallic components: Materials, processes and mechanisms. Int. Mater. Rev. 2013, 57, 133–164. [Google Scholar] [CrossRef]
- Boyer, R.R. An Overview on the Use of Titanium in the Aerospace Industry. Mater. Sci. Eng. A 1996, 213, 103–114. [Google Scholar] [CrossRef]
- Niinomi, M. Mechanical biocompatibilities of titanium alloys for biomedical applications. J. Mech. Behav. Biomed. Mater. 2008, 1, 30–42. [Google Scholar] [CrossRef] [PubMed]
- Xu, W.; Brandt, M.; Sun, S.; Elambasseril, J.; Liu, Q.; Latham, K.; Xia, K.; Qian, M. Additive manufacturing of strong and ductile Ti–6Al–4V by selective laser melting via in situ martensite decomposition. Acta Mater. 2015, 85, 74–84. [Google Scholar] [CrossRef]
- Vrancken, B.; Thijs, L.; Kruth, J.-P.; Van Humbeeck, J. Heat treatment of Ti6Al4V produced by Selective Laser Melting: Microstructure and mechanical properties. J. Alloy. Compd. 2012, 541, 177–185. [Google Scholar] [CrossRef]
- Vilaro, T.; Colin, C.; Bartout, J.D. As-Fabricated and Heat-Treated Microstructures of the Ti–6Al–4V Alloy Processed by Selective Laser Melting. Metall. Mater. Trans. A 2011, 42, 3190–3199. [Google Scholar] [CrossRef]
- Mercelis, P.; Kruth, J.-P. Residual stresses in selective laser sintering and selective laser melting. Rapid Prototyp. J. 2006, 12, 254–265. [Google Scholar] [CrossRef]
- Leuders, S.; Thöne, M.; Riemer, A.; Niendorf, T.; Tröster, T.; Richard, H.; Maier, H.J. On the mechanical behaviour of titanium alloy TiAl6V4 manufactured by selective laser melting: Fatigue resistance and crack growth performance. Int. J. Fatigue 2013, 48, 300–307. [Google Scholar] [CrossRef]
- Edwards, P.; Ramulu, M. Fatigue performance evaluation of selective laser melted Ti–6Al–4V. Mater. Sci. Eng. A 2014, 598, 327–337. [Google Scholar] [CrossRef]
- Xu, W.; Sun, S.; Elambasseril, J.; Liu, Q.; Brandt, M.; Qian, M. Ti–6Al–4V Additively Manufactured by Selective Laser Melting with Superior Mechanical Properties. JOM 2015, 67, 668–673. [Google Scholar] [CrossRef]
- Wycisk, E.; Emmelmann, C.; Siddique, S.; Walther, F. High Cycle Fatigue (HCF) Performance of Ti–6Al–4V Alloy Processed by Selective Laser Melting. Adv. Mater. Res. 2013, 816–817, 134–139. [Google Scholar] [CrossRef]
- Wycisk, E.; Solbach, A.; Siddique, S.; Herzog, D.; Walther, F.; Emmelmann, C. Effects of Defects in Laser Additive Manufactured Ti-6Al-4V on Fatigue Properties. Phys. Procedia 2014, 56, 371–378. [Google Scholar] [CrossRef]
- Rafi, H.K.; Starr, T.L.; Stucker, B.E. A comparison of the tensile, fatigue, and fracture behavior of Ti–6Al–4V and 15-5 PH stainless steel parts made by selective laser melting. Int. J. Adv. Manuf. Technol. 2013, 69, 1299–1309. [Google Scholar] [CrossRef]
- Leuders, S.; Lieneke, T.; Lammers, S.; Tröster, T.; Niendorf, T. On the fatigue properties of metals manufactured by selective laser melting—The role of ductility. J. Mater. Res. 2014, 29, 1911–1919. [Google Scholar] [CrossRef]
- Kasperovich, G.; Hausmann, J. Improvement of fatigue resistance and ductility of TiAl6V4 processed by selective laser melting. J. Mater. Process. Technol. 2015, 220, 202–214. [Google Scholar] [CrossRef]
- Kourousis, K.; Agius, D.; Wang, C.; Subic, A. Constitutive Modeling of Additive Manufactured Ti-6Al-4V Cyclic Elastoplastic Behaviour. Tech. Mech. 2016, 36, 47–62. [Google Scholar]
- Phaiboonworachat, A.; Kourousis, K. Cyclic Elastoplastic Behaviour, Hardness and Microstructural Properties of Ti-6Al-4V Manufactured through Selective Laser Melting. Int. J. Mater. Eng. Innov. 2016, 7, 80–87. [Google Scholar] [CrossRef]
- Agius, D.; Kourousis, K.I.; Wallbrink, C.; Song, T. Cyclic plasticity and microstructure of as-built SLM Ti–6Al–4V: The effect of build orientation. Mater. Sci. Eng. A 2017, 701, 85–100. [Google Scholar] [CrossRef]
- Emmelmann, C.; Kranz, J.; Herzog, D.; Wycisk, E. Laser Additive Manufacturing of Metals. In Laser Technology in Biomimetics; Springer: Berlin/Heidelberg, Germany, 2013; pp. 143–162. [Google Scholar]
- Matsumoto, M.; Shiomi, M.; Osakada, K.; Abe, F. Finite element analysis of single layer forming on metallic powder bed in rapid prototyping by selective laser processing. Int. J. Mach. Tools Manuf. 2002, 42, 61–67. [Google Scholar] [CrossRef]
- Thijs, L.; Verhaeghe, F.; Craeghs, T.; Humbeeck, J.V.; Kruth, J.-P. A study of the microstructural evolution during selective laser melting of Ti–6Al–4V. Acta Mater. 2010, 58, 3303–3312. [Google Scholar] [CrossRef]
- Qiu, C.; Adkins, N.J.E.; Attallah, M.M. Microstructure and tensile properties of selectively laser-melted and of HIPed laser-melted Ti–6Al–4V. Mater. Sci. Eng. A 2013, 578, 230–239. [Google Scholar] [CrossRef]
- Li, Z.; Xu, R.; Zhang, Z.; Kucukkoc, I. The influence of scan length on fabricating thin-walled components in selective laser melting. Int. J. Mach. Tools Manuf. 2018, 126, 1–12. [Google Scholar] [CrossRef]
- Ahmed, T.; Rack, H. Phase transformations during cooling in α+β titanium alloys. Mater. Sci. Eng. A 1998, 243, 206–211. [Google Scholar] [CrossRef]
- Smith, R.W.; Hirschberg, M.H.; Manson, S. Fatigue Behavior of Materials under Strain Cycling in Low and Intermediate Life Range; National Aeronautics and Space Administration Cleveland Oh Lewis Research Center: Cleveland, OH, USA, 1963.
- Gribbin, S.; Bicknell, J.; Jorgensen, L.; Tsukrov, I.; Knezevic, M. Low cycle fatigue behavior of direct metal laser sintered Inconel alloy 718. Int. J. Fatigue 2016, 93, 156–167. [Google Scholar] [CrossRef]
- Lemaitre, J.; Chaboche, J.-L. Mechanics of Solid Materials; Cambridge University Press: Cambridge, UK, 1990. [Google Scholar]
- Osgood, W.R.; Ramberg, W. Description of Stress-Strain Curves by Three Parameters; National Advisory Committee for Aeronautics: Washington, DC, USA, 1943; pp. 1–13. [Google Scholar]
- Basquin, O.H. The Exponential Law of Endurance Testing. Am. Soc. Test. Mater. 1910, 19, 625–630. [Google Scholar]
- Manson, S.S. Behavior of Materials Under Conditions of Thermal Stress; Technical Report TN 2933; NACA: Boston, MA, USA, 1953. [Google Scholar]
- Coffin, L.F., Jr. A Study of the Effects of Cyclic Thermal Stresses on a Ductile Metal. Trans. Am. Soc. Mech. Eng. 1954, 76, 931–950. [Google Scholar]
- Suresh, S. Fatigue of Materials, 2nd ed.; Cambridge University Press: Cambridge, UK, 1998. [Google Scholar]
- Siddique, S.; Imran, M.; Rauer, M.; Kaloudis, M.; Wycisk, E.; Emmelmann, C.; Walther, F. Computed tomography for characterization of fatigue performance of selective laser melted parts. Mater. Des. 2015, 83, 661–669. [Google Scholar] [CrossRef]
- Fatemi, A.; Molaei, R.; Sharifimehr, S.; Phan, N.; Shamsaei, N. Multiaxial fatigue behavior of wrought and additive manufactured Ti-6Al-4V including surface finish effect. Int. J. Fatigue 2017, 100, 347–366. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Element | Weight/% | Atom/% |
|---|---|---|
| Al K | 5.70 | 9.72 |
| Ti K | 90.76 | 87.09 |
| V K | 3.53 | 3.19 |
| Total | 100 |
| Laser Power (W) | Scanning Speed (mm/s) | Hatching Space (μm) | Layer Thickness (mm) |
|---|---|---|---|
| 170 | 1250 | 100 | 0.03 |
| As-Built SLM | Annealed SLM | Wrought |
|---|---|---|
| 2 | 2 | 2 |
| 1.6 | 1.6 | - |
| 1.4 | 1.4 | - |
| 1.2 | 1.2 | 1.2 |
| Ti–6Al–4V | Elastic Modulus (GPa) | Tensile Strength (MPa) | Yield Strength (MPa) | Elongation to Failure (%) |
|---|---|---|---|---|
| As-built selective laser melting (SLM) | 106 ± 3 | 1262 ± 13 | 1084 ± 22 | 6.2 ± 1.5 |
| Annealed SLM | 109 ± 4 | 1137 ± 11 | 1088 ± 9 | 7.1 ± 2 |
| Wrought | 111 ± 2 | 1030 ± 17 | 997 ± 10 | 12.5 ± 1.6 |
| Ti–6Al–4V | n’ | K’ |
|---|---|---|
| As-built | 0.07833 | 1535.15 |
| Annealed | 0.05986 | 1222.59 |
| Ti–6Al–4V | E (GPa) | (MPa) | b | c | |
|---|---|---|---|---|---|
| As-built SLM | 106 | 2452.03 | −0.09165 | 7.7848 | −1.14246 |
| Annealed SLM | 109 | 2017.46 | −0.08428 | 1.0541 | −0.85695 |
| Suresh, 1998 [32] | 110 | 2030 | −0.104 | 0.841 | −0.69 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, P.; He, A.N.; Liu, F.; Zhang, K.; Jiang, J.; Zhang, D.Z. Evaluation of Low Cycle Fatigue Performance of Selective Laser Melted Titanium Alloy Ti–6Al–4V. Metals 2019, 9, 1041. https://doi.org/10.3390/met9101041
Zhang P, He AN, Liu F, Zhang K, Jiang J, Zhang DZ. Evaluation of Low Cycle Fatigue Performance of Selective Laser Melted Titanium Alloy Ti–6Al–4V. Metals. 2019; 9(10):1041. https://doi.org/10.3390/met9101041
Chicago/Turabian StyleZhang, Peng, Allen Naihui He, Fei Liu, Kaifei Zhang, Junjie Jiang, and David Zhengwen Zhang. 2019. "Evaluation of Low Cycle Fatigue Performance of Selective Laser Melted Titanium Alloy Ti–6Al–4V" Metals 9, no. 10: 1041. https://doi.org/10.3390/met9101041
APA StyleZhang, P., He, A. N., Liu, F., Zhang, K., Jiang, J., & Zhang, D. Z. (2019). Evaluation of Low Cycle Fatigue Performance of Selective Laser Melted Titanium Alloy Ti–6Al–4V. Metals, 9(10), 1041. https://doi.org/10.3390/met9101041