Correlation between the Liquid Fraction, Microstructure and Tensile Behaviors of 7075 Aluminum Alloy Processed by Recrystallization and Partial Remelting (RAP)


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Effects of Liquid Fractions on the Microstructural Evolution
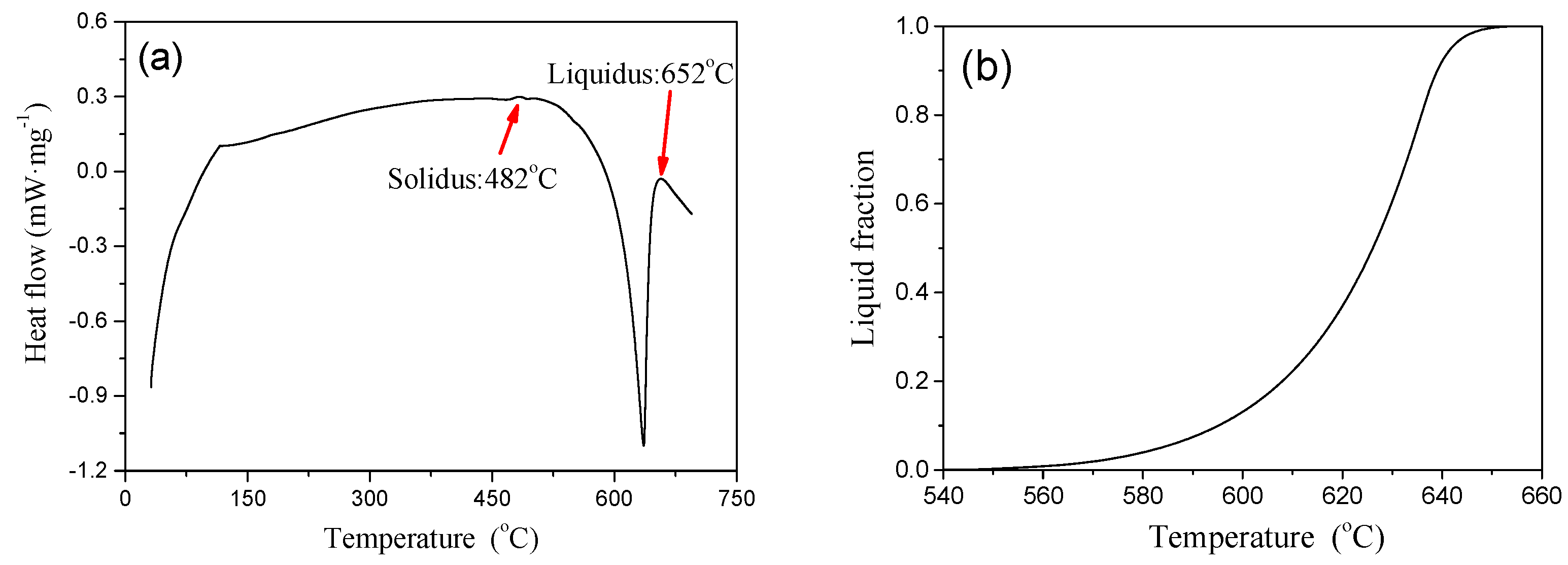
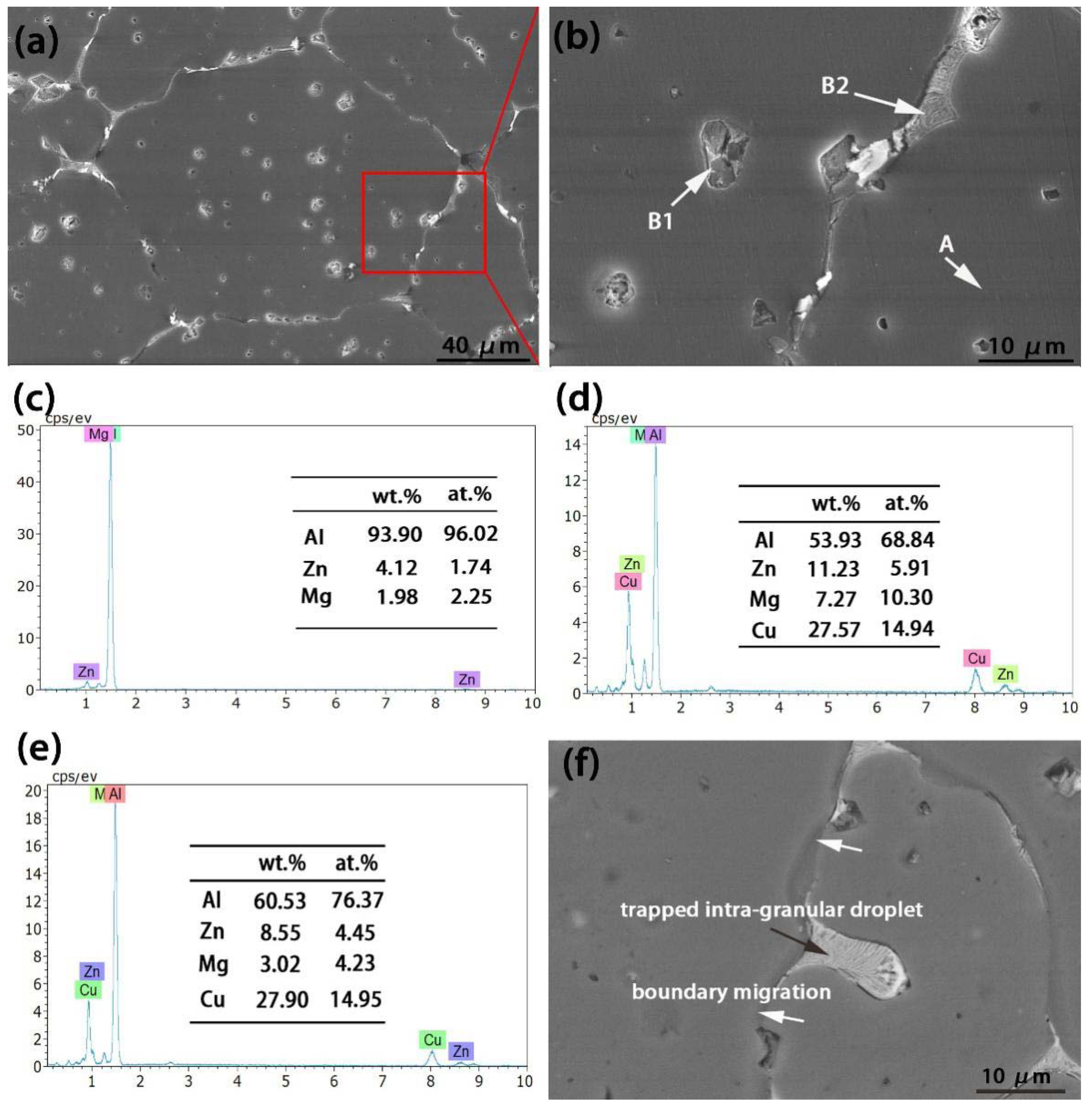
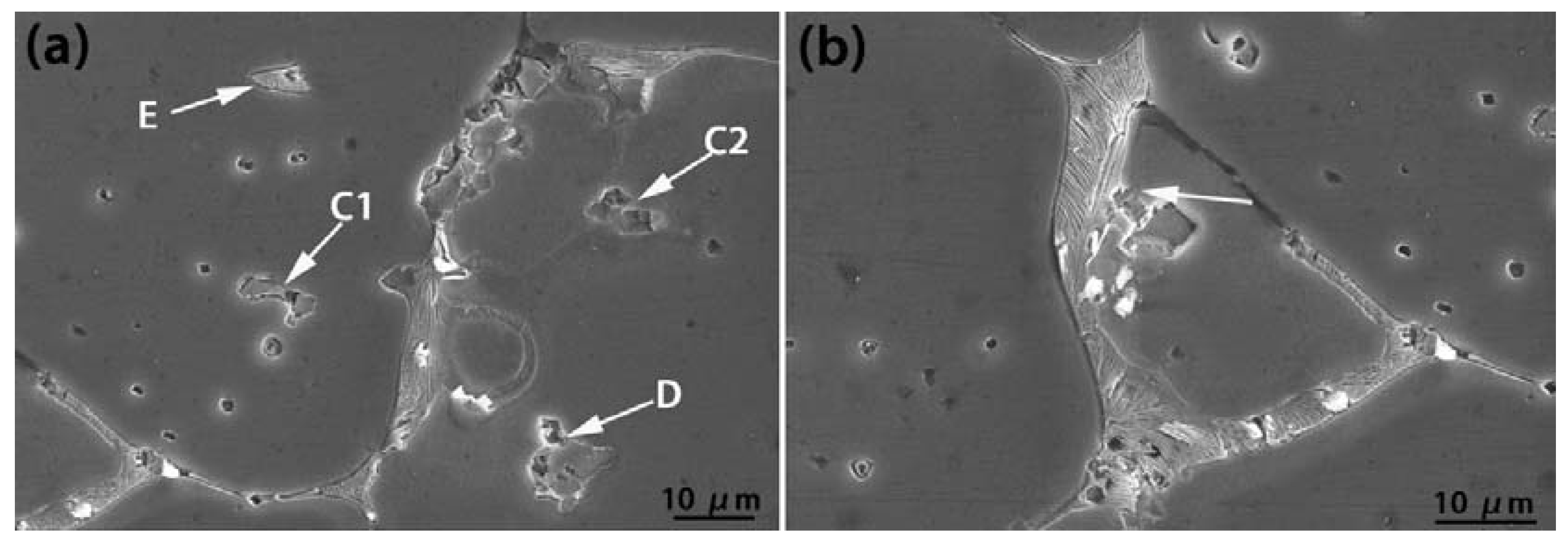
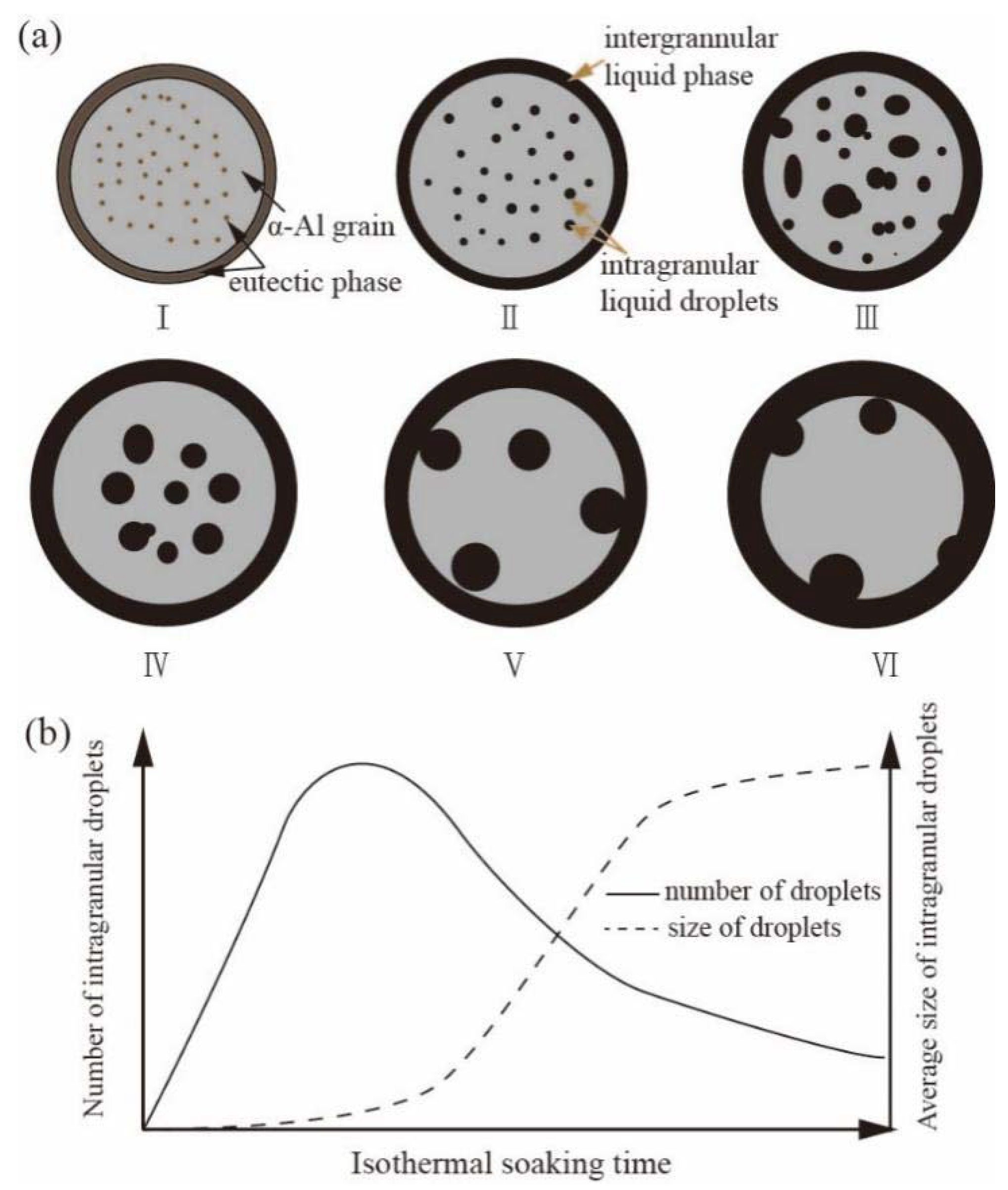
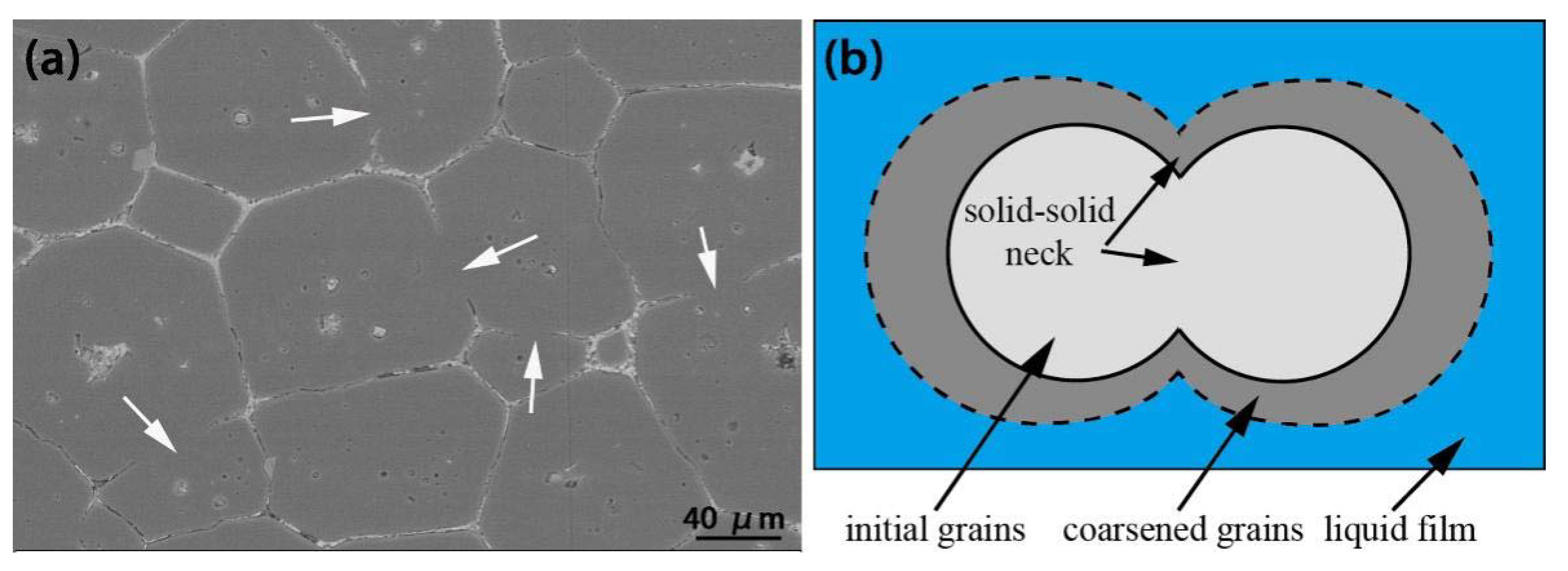
3.2. Formation of Liquid Phase and Evolution of Intra-Granular Liquid Droplets during SSIT
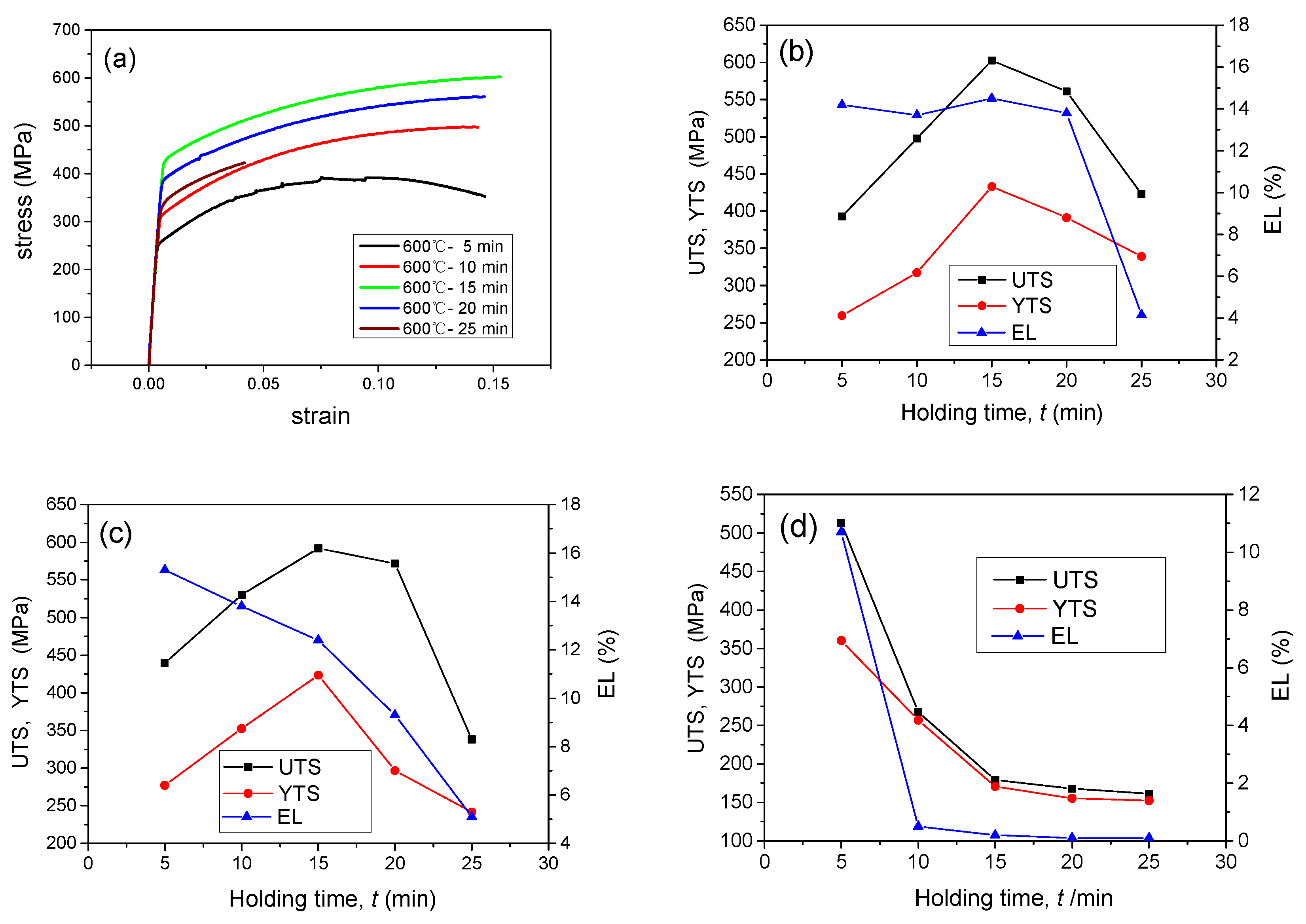
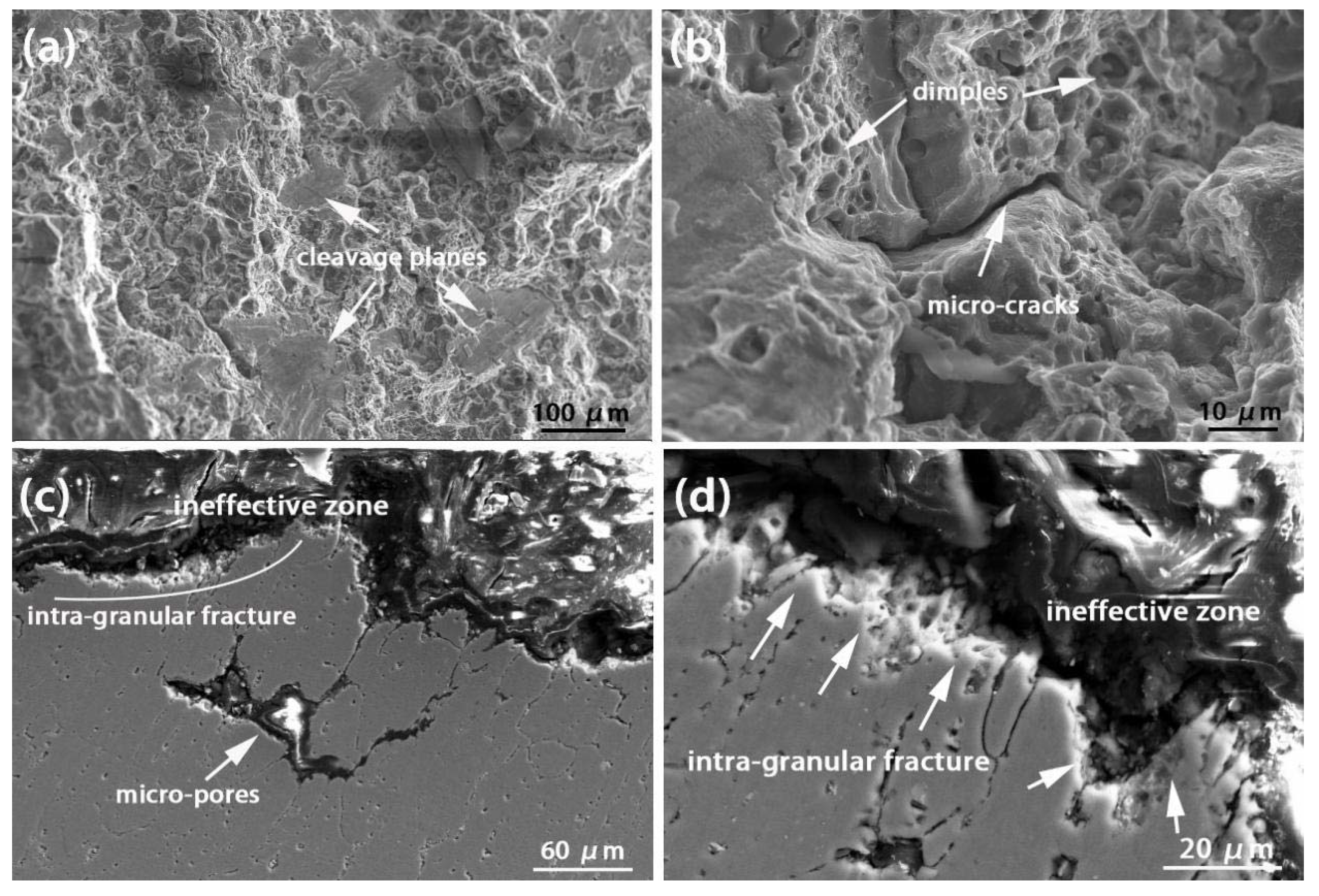
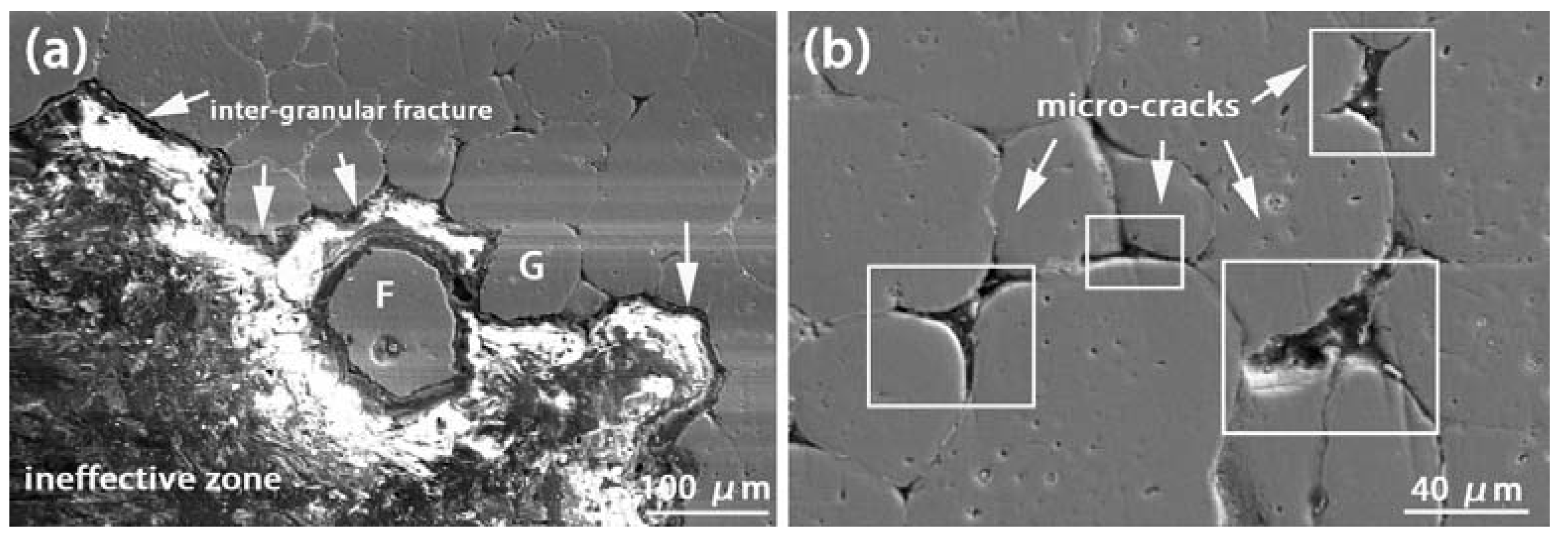
3.3. Effects of Liquid Fractions on the Room Temperature Tensile Properties
4. Conclusions
Author Contributions
Acknowledgments
Conflicts of Interest
References
- Balan, T.; Becker, E.; Langlois, L.; Bigot, R. A new route for semisolid steel forging. CIRP Ann. Manuf. Technol. 2017, 66, 297–300. [Google Scholar] [CrossRef]
- Meng, Y.; Sugiyam, S.; Jun, Y. Microstructural evolution during partial melting and semisolid forming behaviors of two hot-rolled Cr–V–Mo tool steels. J. Mater. Process. Technol. 2015, 225, 203–212. [Google Scholar] [CrossRef]
- Meng, Y.; Sugiyama, S.; Tan, J.; Yanagimoto, J. Effects of forming conditions on homogeneity of microstructure and mechanical properties of A6061 aluminum alloy manufactured bytime-dependent rheoforging on a mechanical servo press. J. Mater. Process. Technol. 2014, 214, 3037–3047. [Google Scholar] [CrossRef]
- Rogal, Ł.; Dutkiewicz, J.; Atkinson, H.V.; Lityńska-Dobrzyńska, L.; Czeppe, T.; Modigell, M. Characterization of semisolid processing of aluminium alloy 7075 with Sc and Zr additions. Mater. Sci. Eng. 2013, 580, 362–373. [Google Scholar] [CrossRef]
- Meng, Y.; Li, Q.; Tang, Y.; Sugiyama, S. Partial melting behaviors and thixoforming properties of cast and extruded Mg-5.15 Y-3.75 Gd-3.05 Zn-0.75 Zr alloys. Vacuum 2018, 150, 173–185. [Google Scholar] [CrossRef]
- Jiang, J.F.; Chen, G.; Wang, Y. Compression mechanical behaviour of 7075 aluminium matrix composite reinforced with nano-sized SiC particles in semisolid state. J. Mater. Sci. Technol. 2016, 32, 1197–1203. [Google Scholar] [CrossRef]
- Wang, L.; Qiu, F.; Zou, Q.; Yang, D.-L.; Tang, J.; Gao, Y.-Y.; Li, Q.; Han, X.; Shu, S.-L.; Chang, F.; et al. Microstructures and tensile properties of nano-sized SiCp/Al-Cu composites fabricated by semisolid stirring assisted with hot extrusion. Mater. Charact. 2017, 131, 195–200. [Google Scholar] [CrossRef]
- Chen, G.; Chen, Q.; Qin, J.; Du, Z. Effect of compound loading on microstructures and mechanical properties of 7075 aluminum alloy after severe thixoformation. J. Mater. Process. Technol. 2016, 229, 467–474. [Google Scholar] [CrossRef]
- Chen, Q.; Chen, G.; Ji, X.; Han, F.; Zhao, Z.; Wan, J.; Xiao, X. Compound forming of 7075 aluminum alloy based on functional integration of plastic deformation and thixoformation. J. Mater. Process. Technol. 2017, 246, 167–175. [Google Scholar] [CrossRef]
- Jiang, J.F.; Atkinson, H.V.; Wang, Y. Microstructure and mechanical properties of 7005 aluminum alloy components formed by thixoforming. J. Mater. Sci. Technol. 2017, 33, 379–388. [Google Scholar] [CrossRef]
- Rikhtegar, F.; Ketabchi, M. Investigation of mechanical properties of 7075 Al alloy formed by forward thixoextrusion process. Mater. Des. 2010, 31, 3943–3948. [Google Scholar] [CrossRef]
- Kilicli, V.; Akar, N.; Erdogan, M.; Kocatepe, K. Tensile fracture behavior of AA7075 alloy produced by thixocasting. Trans. Nonferr. Met. Soc. China 2016, 26, 1222–1231. [Google Scholar] [CrossRef]
- Rogal, Ł.; Dutkiewicz, J.; Góral, A.; Olszowska-Sobieraj, B.; Dańko, J. Characterization of the after thixoforming microstructure of a 7075 aluminium alloy gear. Int. J. Mater. Form. 2010, 3, 771–774. [Google Scholar] [CrossRef]
- Wang, C.P.; Zhang, Y.Y.; Li, D.F.; Mei, H.S.; Zhang, W.; Liu, J. Microstructure evolution and mechanical properties of ZK60 magnesium alloy produced by SSTT and RAP route in semisolid state. Trans. Nonferr. Met. Soc. China 2013, 23, 3621–3628. [Google Scholar] [CrossRef]
- Campo, K.N.; Proni, C.T.; Zoqui, E.J. Influence of the processing route on the microstructure of aluminum alloy A356 for thixoforming. Mater. Charact. 2013, 85, 26–37. [Google Scholar] [CrossRef]
- Nayyeri, M.J.; Dehghani, K. Microstructure evolution in as-cast and SIMA-processed AE42 magnesium alloy. J. Mater. Eng. Perform. 2014, 23, 3077–3084. [Google Scholar] [CrossRef]
- Bolouri, A.; Kang, C.G.; Shahmiri, M. Study on the effects of the compression ratio and mushy zone heating on the thixotropic microstructure of AA 7075 aluminum alloy via SIMA process. J. Alloys Compd. 2011, 509, 402–408. [Google Scholar] [CrossRef]
- Bolouri, A.; Shahmiri, M.; Cheshmeh, E.N.H. Microstructural evolution during semisolid state strain induced melt activation process of aluminum 7075 alloy. Trans. Nonferr. Met. Soc. China 2010, 20, 1663–1671. [Google Scholar] [CrossRef]
- Fu, J.L.; Wang, K.K.; Li, X.W.; Zhang, H.K. Microstructure evolution and thixoforming behavior of 7075 aluminum alloy in the semisolid state prepared by RAP method. Int. J. Miner. Metall. Mater. 2016, 23, 1404–1415. [Google Scholar] [CrossRef]
- Arami, H.; Khalifehzadeh, R.; Keyvan, H.; Khomamizadeh, F. Effect of predeformation and heat treatment conditions in the SIMA process on microstructural and mechanical properties of A319 aluminum alloy. J. Alloys Compd. 2009, 468, 130–135. [Google Scholar] [CrossRef]
- Mohammadi, H.; Ketabchi, M.; Kalaki, A. Microstructure evolution of semisolid 7075 aluminum alloy during reheating process. J. Mater. Eng. Perform. 2011, 20, 1256–1263. [Google Scholar] [CrossRef]
- Liu, D.; Atkinson, H.V.; Kapranos, P.; Jirattiticharoean, W.; Jones, H. Microstructural evolution and tensile mechanical properties of thixoformed high performance aluminium alloys. Mater. Sci. Eng. A 2003, 361, 213–224. [Google Scholar] [CrossRef]
- Bolouri, A.; Kang, C.G. Correlation between solid fraction and tensile properties of semisolid RAP processed aluminum alloys. J. Alloys Compd. 2012, 516, 192–200. [Google Scholar] [CrossRef]
- Atkinson, H.V.; Burke, K.G.; Vaneetveld, G. Recrystallization in the semisolid state in 7075 aluminium alloy. Mater. Sci. Eng. A 2008, 490, 266–276. [Google Scholar] [CrossRef]
- Binesh, B.; Aghaie, M. Phase evolution and mechanical behavior of the semisolid SIMA processed 7075 aluminum alloy. Metals 2016, 6, 42. [Google Scholar] [CrossRef]
- Binesh, B.; Aghaie-Khafri, M. RUE-based semisolid processing: Microstructure evolution and effective parameters. Mater. Des. 2016, 95, 268–286. [Google Scholar] [CrossRef]
- Manson-Whitton, E.D.; Stone, I.C.; Jones, J.R.; Grant, P.S.; Cantor, B. Isothermal grain coarsening of spray formed alloys in the semisolid state. Acta Mater. 2002, 50, 2517–2535. [Google Scholar] [CrossRef]
- Annavarapu, S.; Doherty, R.D. Inhibited coarsening of solid-liquid microstructures in spray casting at high volume fractions of solid. Acta. Metall. Mater. 1995, 43, 3207–3230. [Google Scholar] [CrossRef]
- Binesh, B.; Aghaie-Khafri, M. Microstructure and texture characterization of 7075 Al alloy during the SIMA process. Mater. Charact. 2015, 106, 390–403. [Google Scholar] [CrossRef]
- Wang, Z.; Prashanth, K.G.; Scudino, S.; He, J.; Zhang, W.W.; Li, Y.Y.; Stoica, M.; Vaughan, G.; Sordelet, D.J.; Eckert, J. Effect of ball milling on structure and thermal stability of Al84Gd6Ni7Co3 glassy powders. Intermetallics 2014, 46, 97–102. [Google Scholar] [CrossRef]
- Wang, Z.; Qu, R.T.; Scudino, S.; Sun, B.A.; Prashanth, K.G.; Louzguine-Luzgin, D.V.; Chen, M.W.; Zhang, Z.F.; Eckert, J. Hybrid nanostructured aluminum alloy with super-high strength. NPG Asia Mater. 2015, 7, e229. [Google Scholar] [CrossRef]
- Wang, Z.; Qu, R.T. Compression behavior of inter-particle regions in high-strength Al84Ni7Gd6Co3 alloy. Mater. Lett. 2016, 185, 25–28. [Google Scholar] [CrossRef]
- Chen, Q.; Zhao, Z.D.; Chen, G.; Wang, B. Effect of accumulative plastic deformation on generation of spheroidal structure, thixoformability and mechanical properties of large-size AM60 magnesium alloy. J. Alloys Compd. 2015, 632, 190–200. [Google Scholar] [CrossRef]
- Jiang, J.F.; Wang, Y.; Atkinson, H.V. Microstructural coarsening of 7005 aluminum alloy semisolid billets with high solid fraction. Mater. Charact. 2014, 90, 52–61. [Google Scholar] [CrossRef]
- Haghparast, A.; Nourimotlagh, M.; Alipour, M. Effect of the strain-induced melt activation (SIMA) process on the tensile properties of a new developed super high strength aluminum alloy modified by Al–5Ti–1B grain refiner. Mater. Charact. 2012, 71, 6–18. [Google Scholar] [CrossRef]
- Chen, T.J.; Hao, Y.; Sun, J.; Li, Y.D. Effects of processing parameters on tensile properties and hardness of thixoformed ZA27 alloy. Mater. Sci. Eng. A 2004, 382, 90–103. [Google Scholar] [CrossRef]
- German, R.M.; Suri, P.; Park, S.J. Review: Liquid phase sintering. J. Mater. Sci. 2009, 44, 1–39. [Google Scholar] [CrossRef]





© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fu, J.; Yang, D.; Wang, K. Correlation between the Liquid Fraction, Microstructure and Tensile Behaviors of 7075 Aluminum Alloy Processed by Recrystallization and Partial Remelting (RAP). Metals 2018, 8, 508. https://doi.org/10.3390/met8070508
Fu J, Yang D, Wang K. Correlation between the Liquid Fraction, Microstructure and Tensile Behaviors of 7075 Aluminum Alloy Processed by Recrystallization and Partial Remelting (RAP). Metals. 2018; 8(7):508. https://doi.org/10.3390/met8070508
Chicago/Turabian StyleFu, Jinlong, Dong Yang, and Kaikun Wang. 2018. "Correlation between the Liquid Fraction, Microstructure and Tensile Behaviors of 7075 Aluminum Alloy Processed by Recrystallization and Partial Remelting (RAP)" Metals 8, no. 7: 508. https://doi.org/10.3390/met8070508
APA StyleFu, J., Yang, D., & Wang, K. (2018). Correlation between the Liquid Fraction, Microstructure and Tensile Behaviors of 7075 Aluminum Alloy Processed by Recrystallization and Partial Remelting (RAP). Metals, 8(7), 508. https://doi.org/10.3390/met8070508