Processing Effects on the Formability of Magnesium Alloy Sheets

 ,
,
Abstract
:1. Introduction
2. Materials and Methods
3. Results
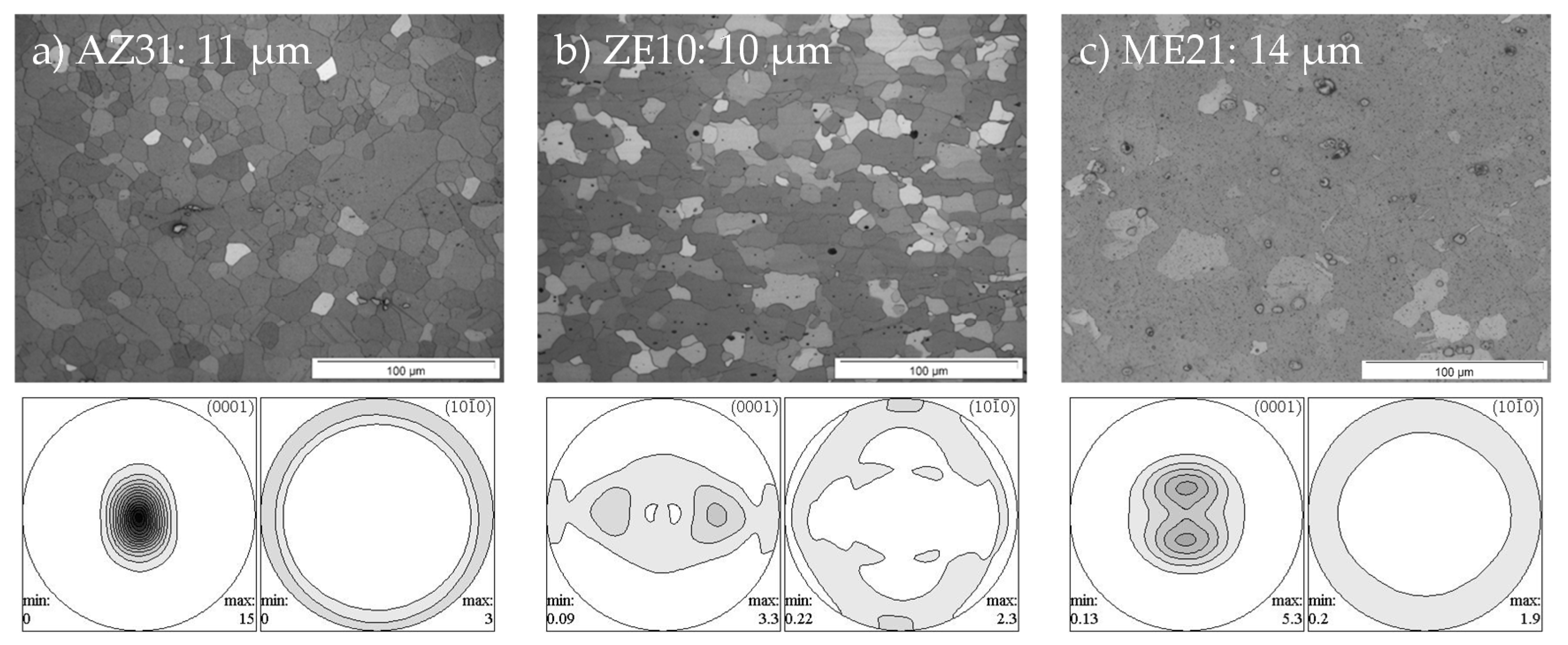
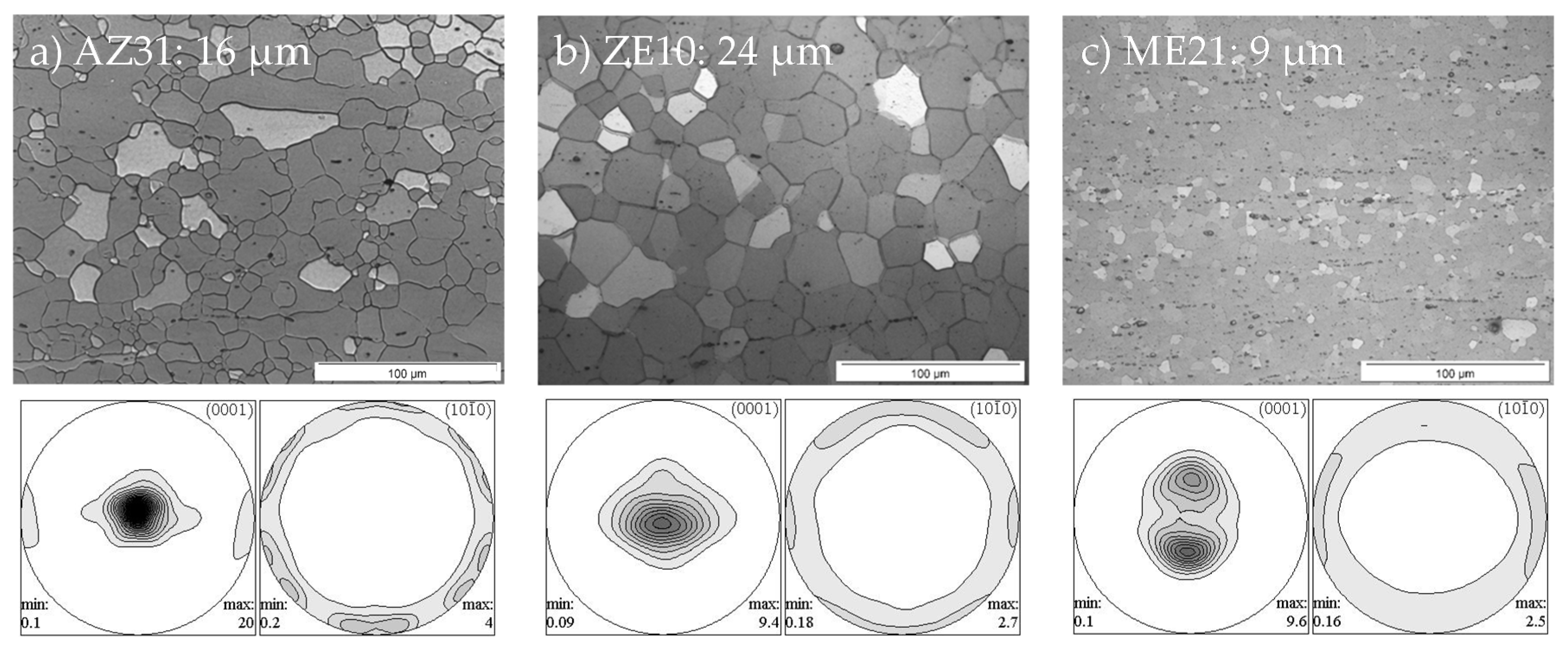
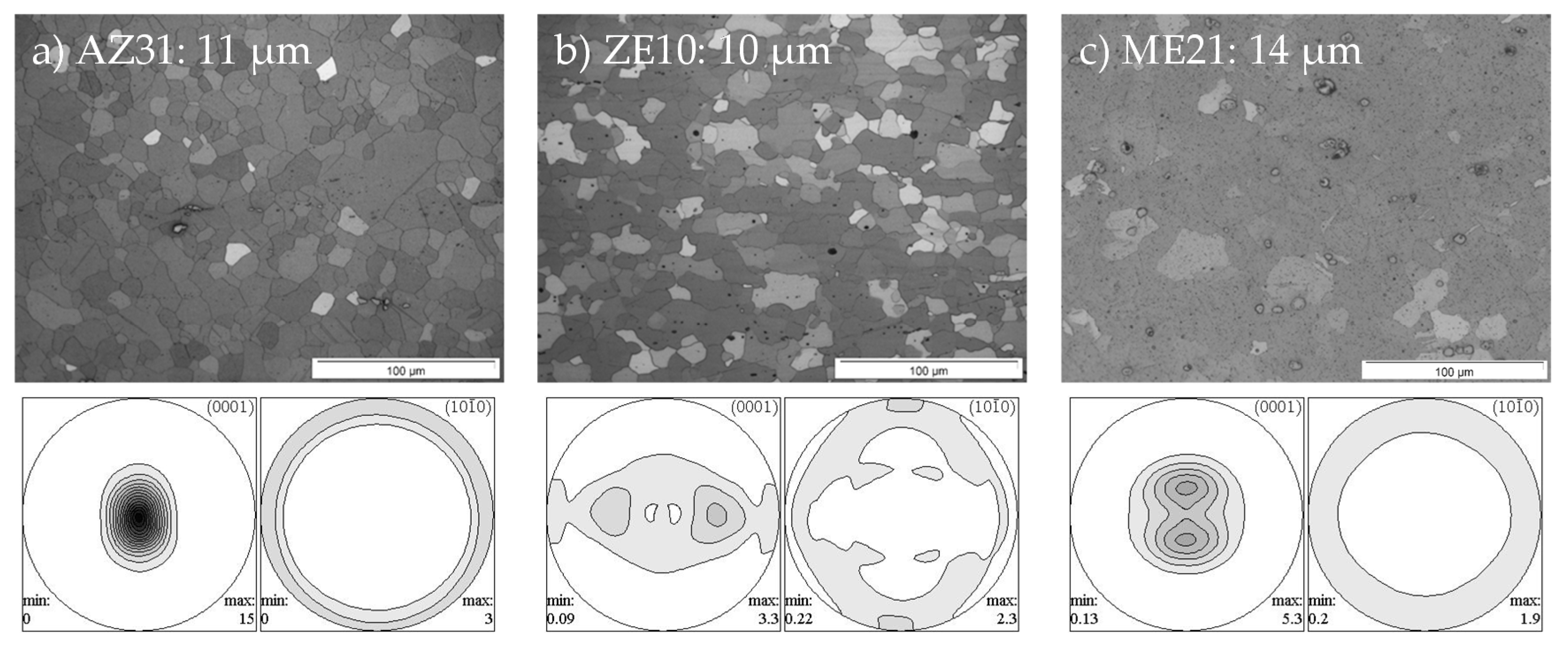
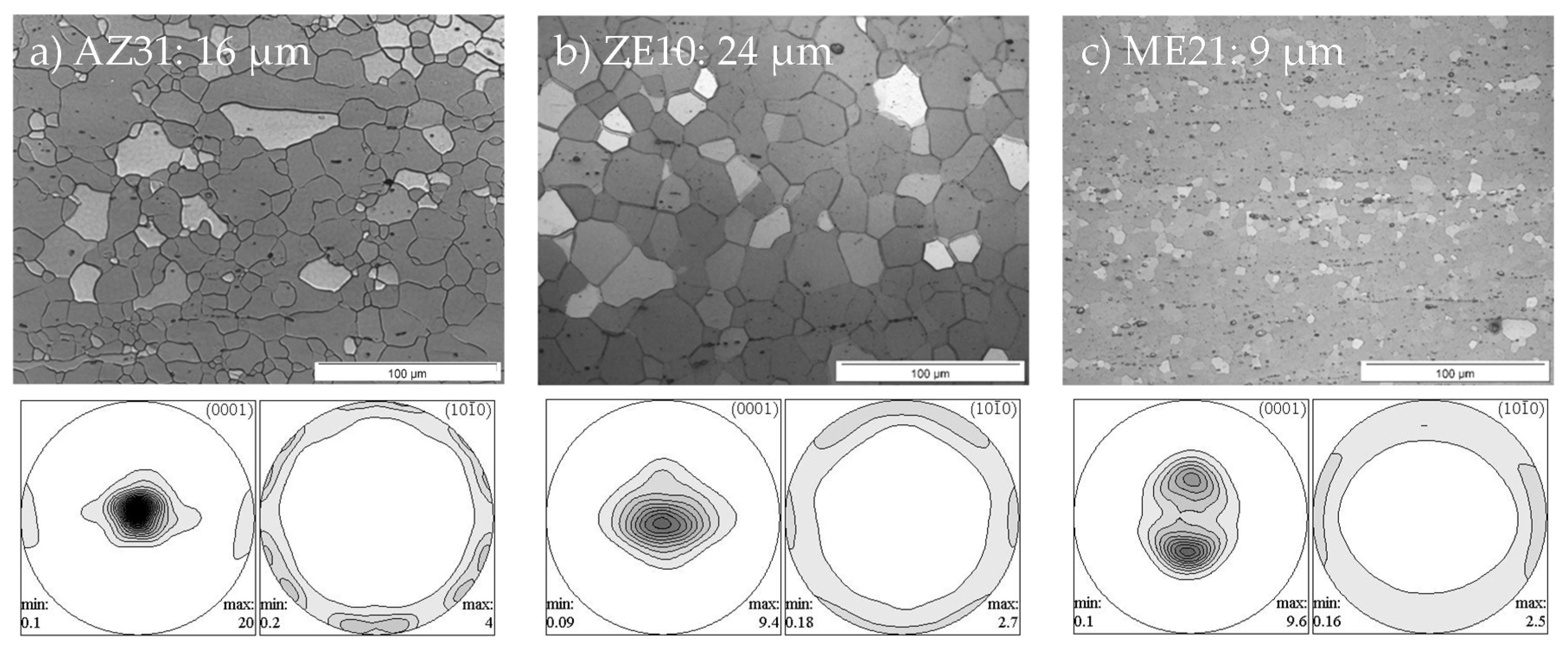
3.1. Characterization of Rolled and Extruded Magnesium Sheets
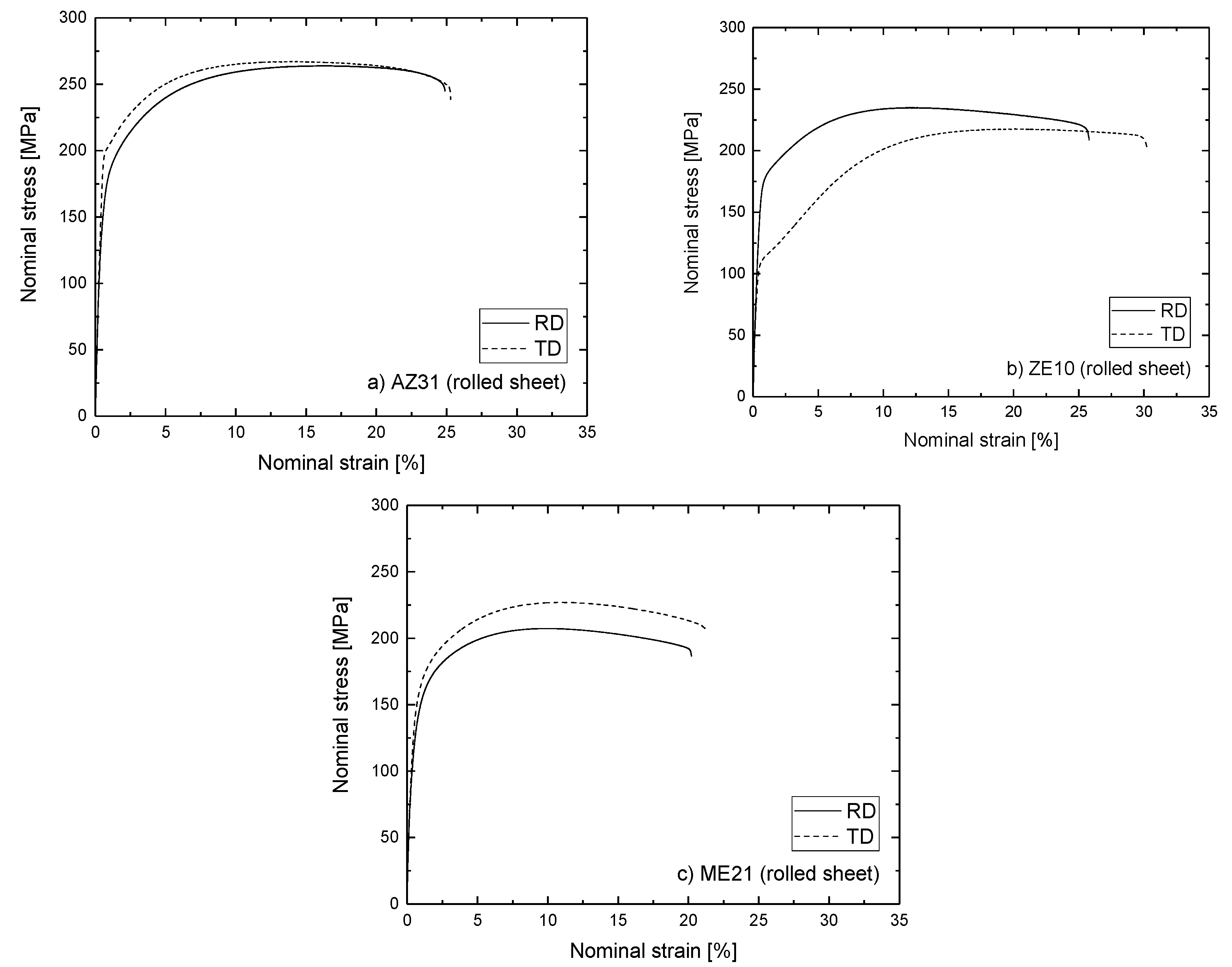
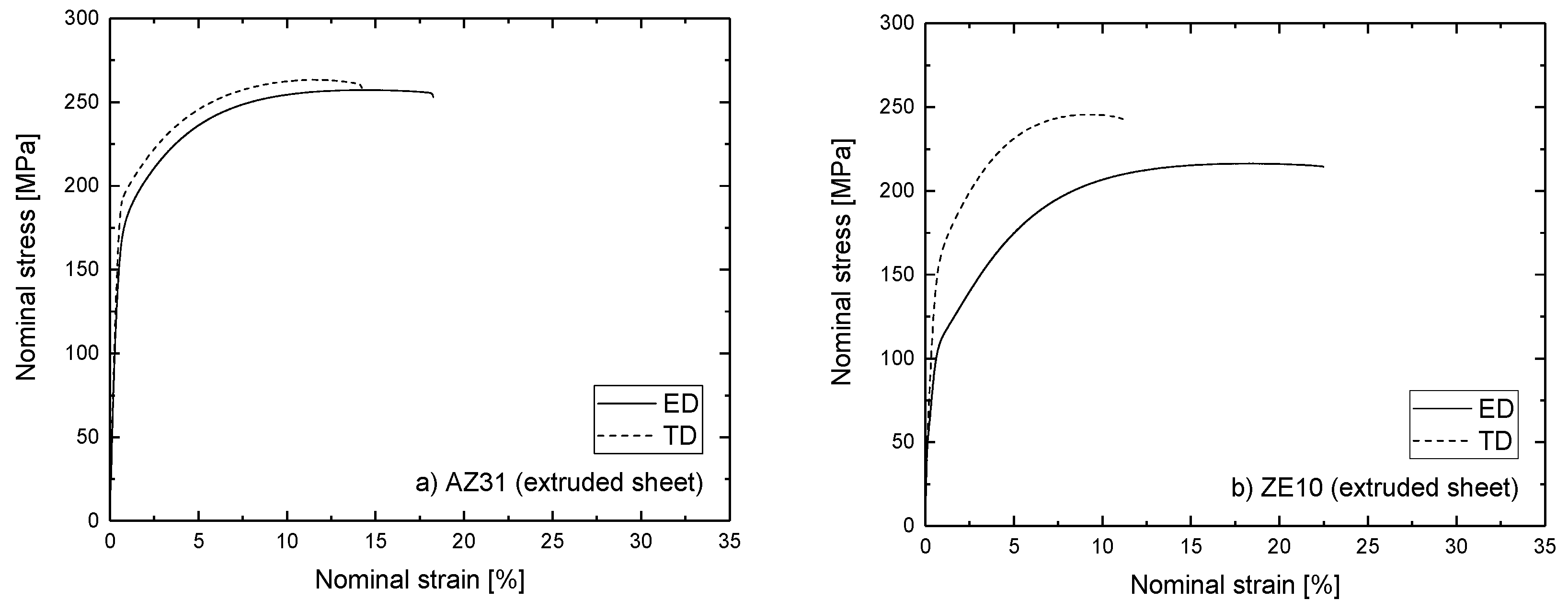
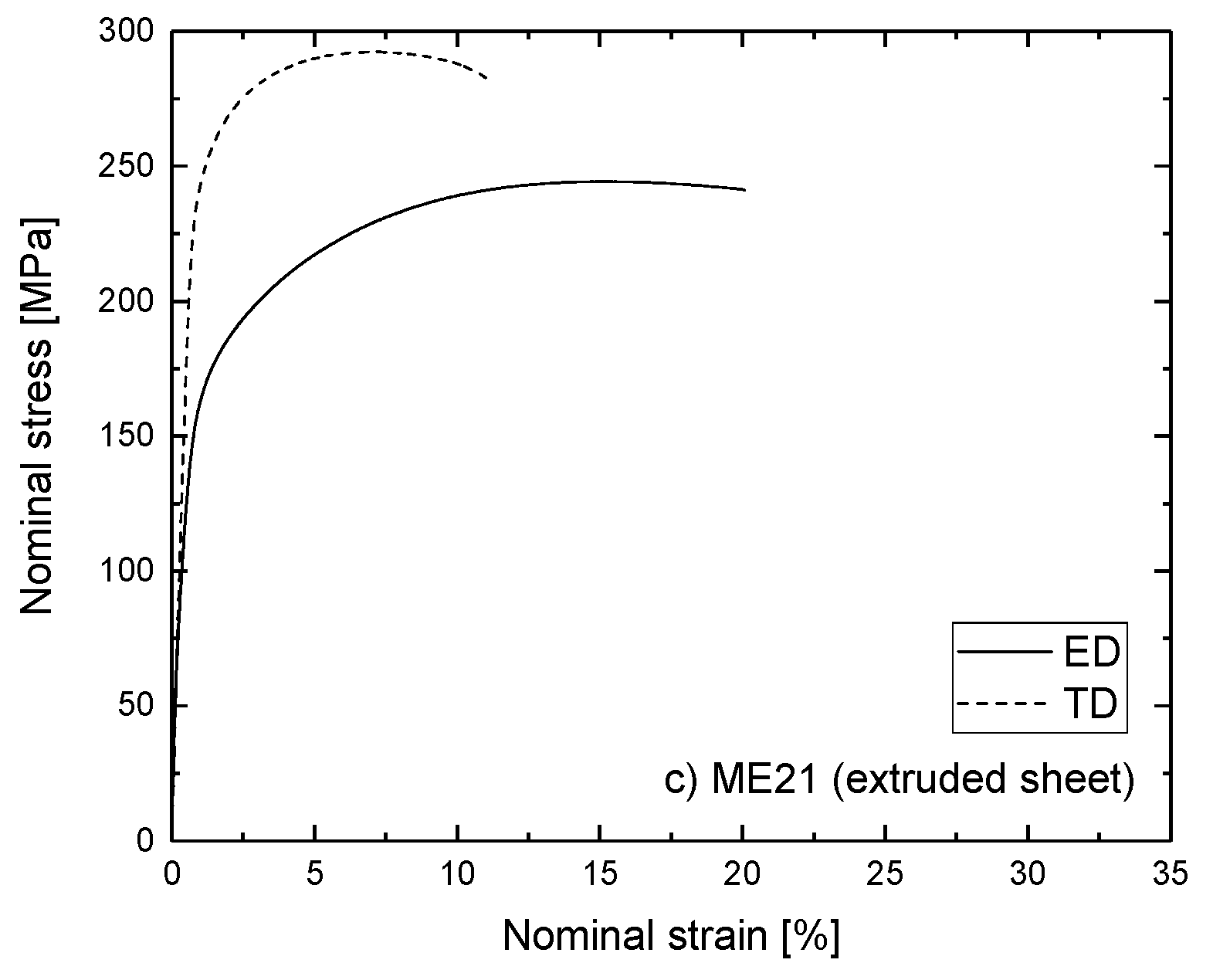
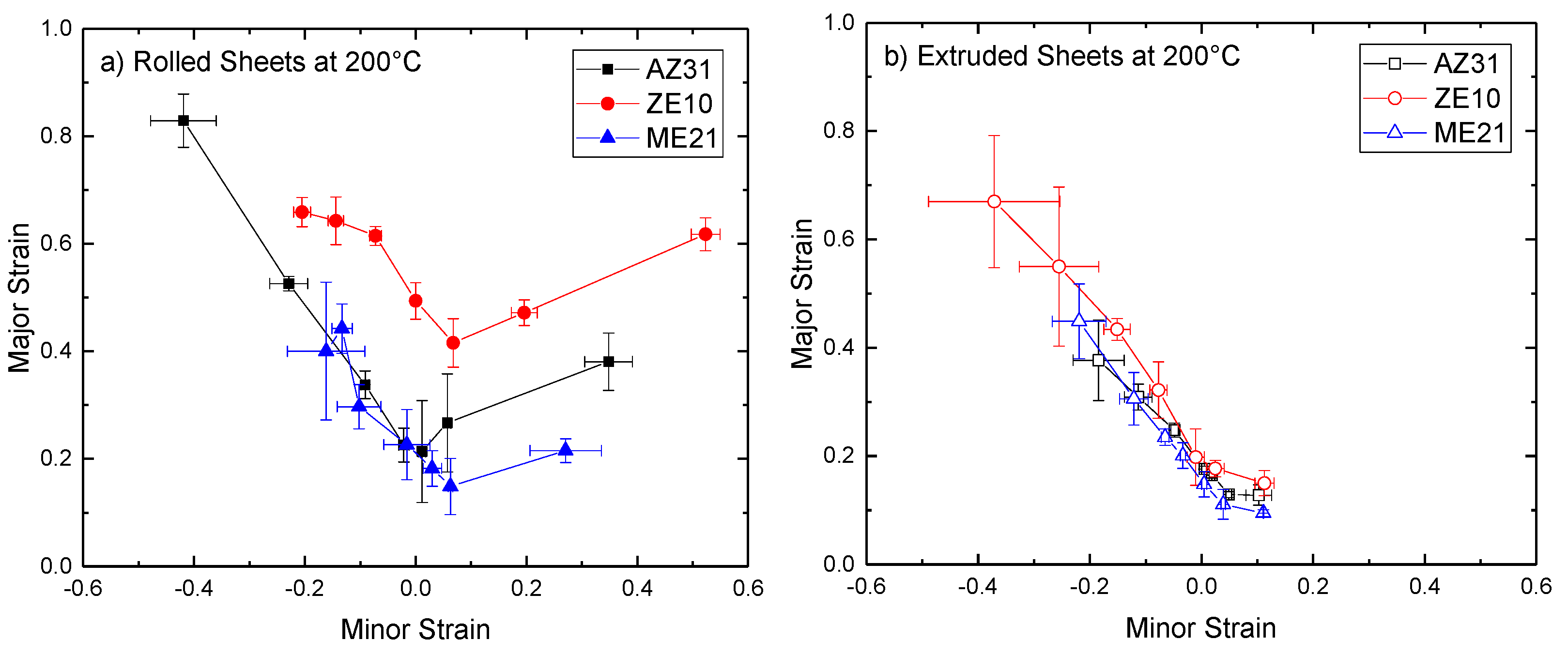
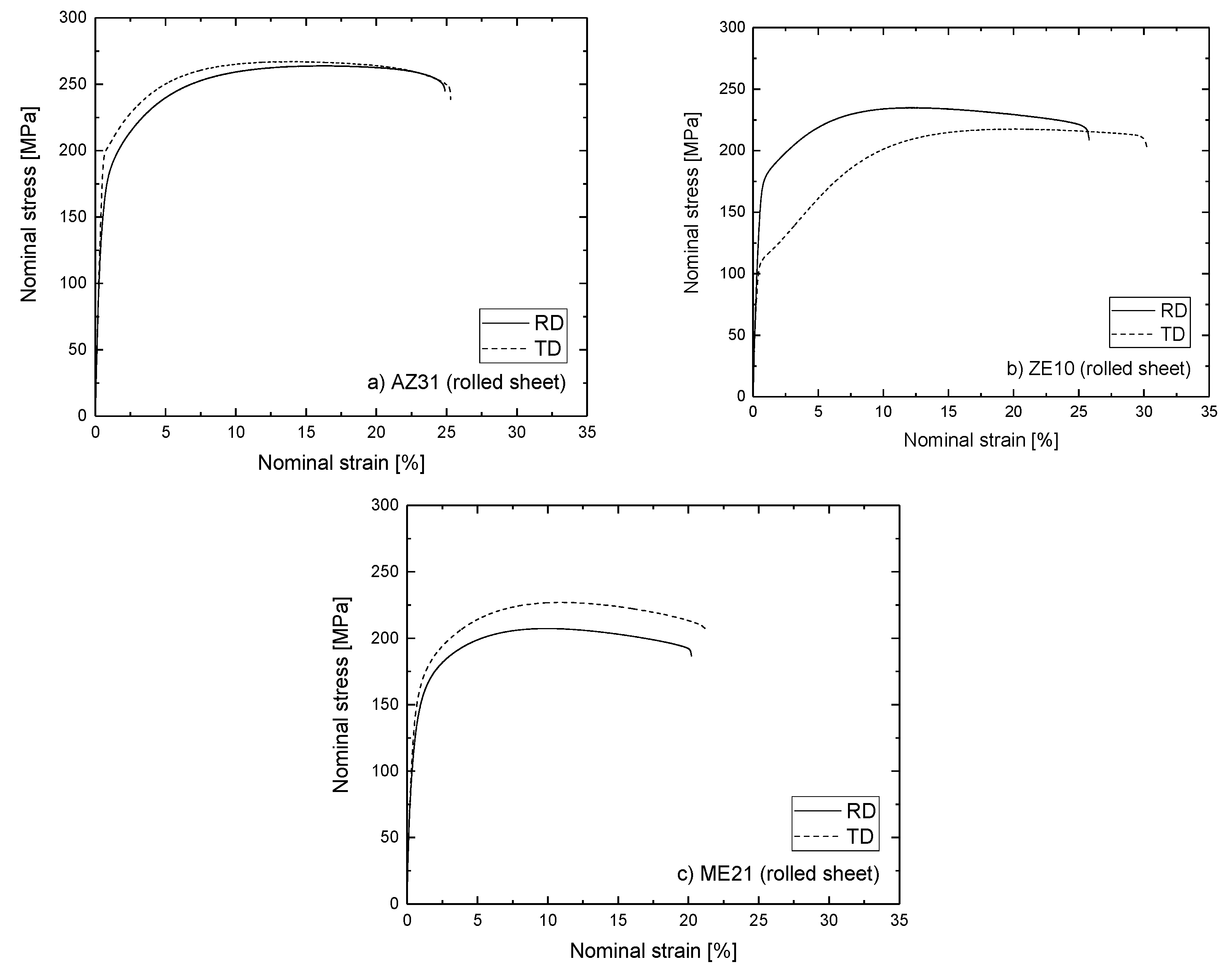
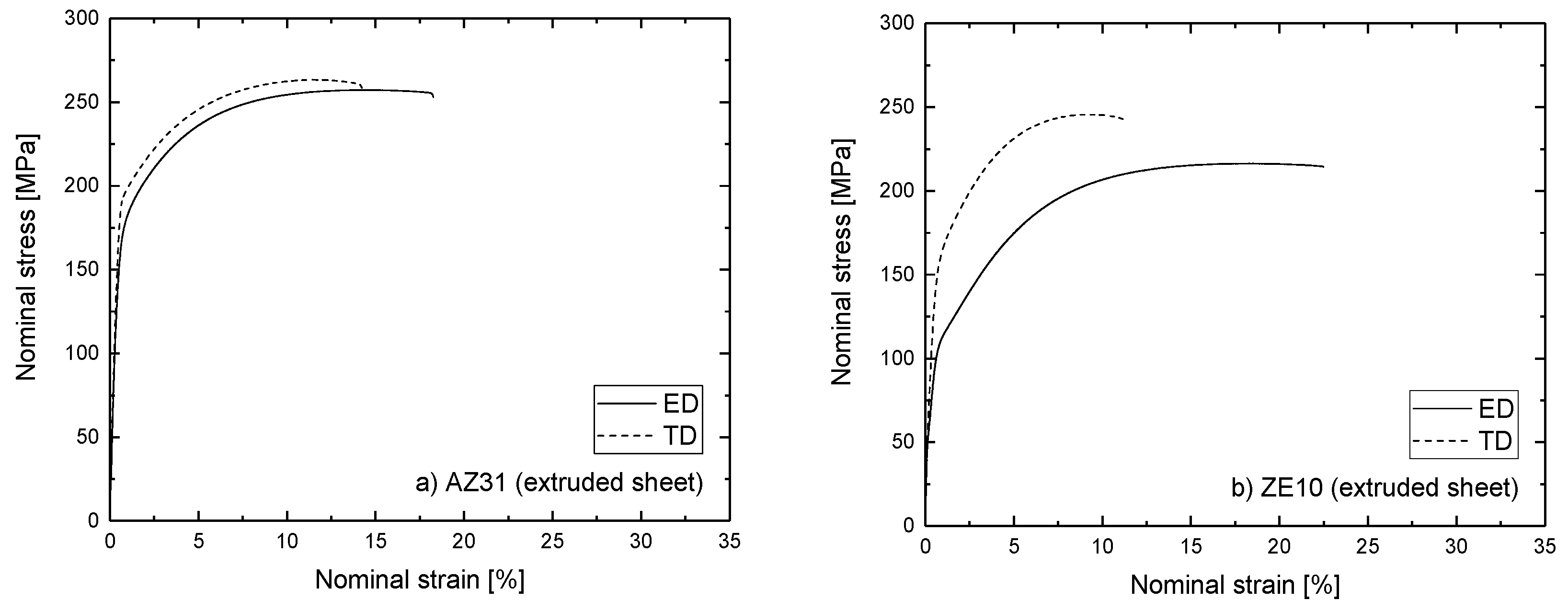
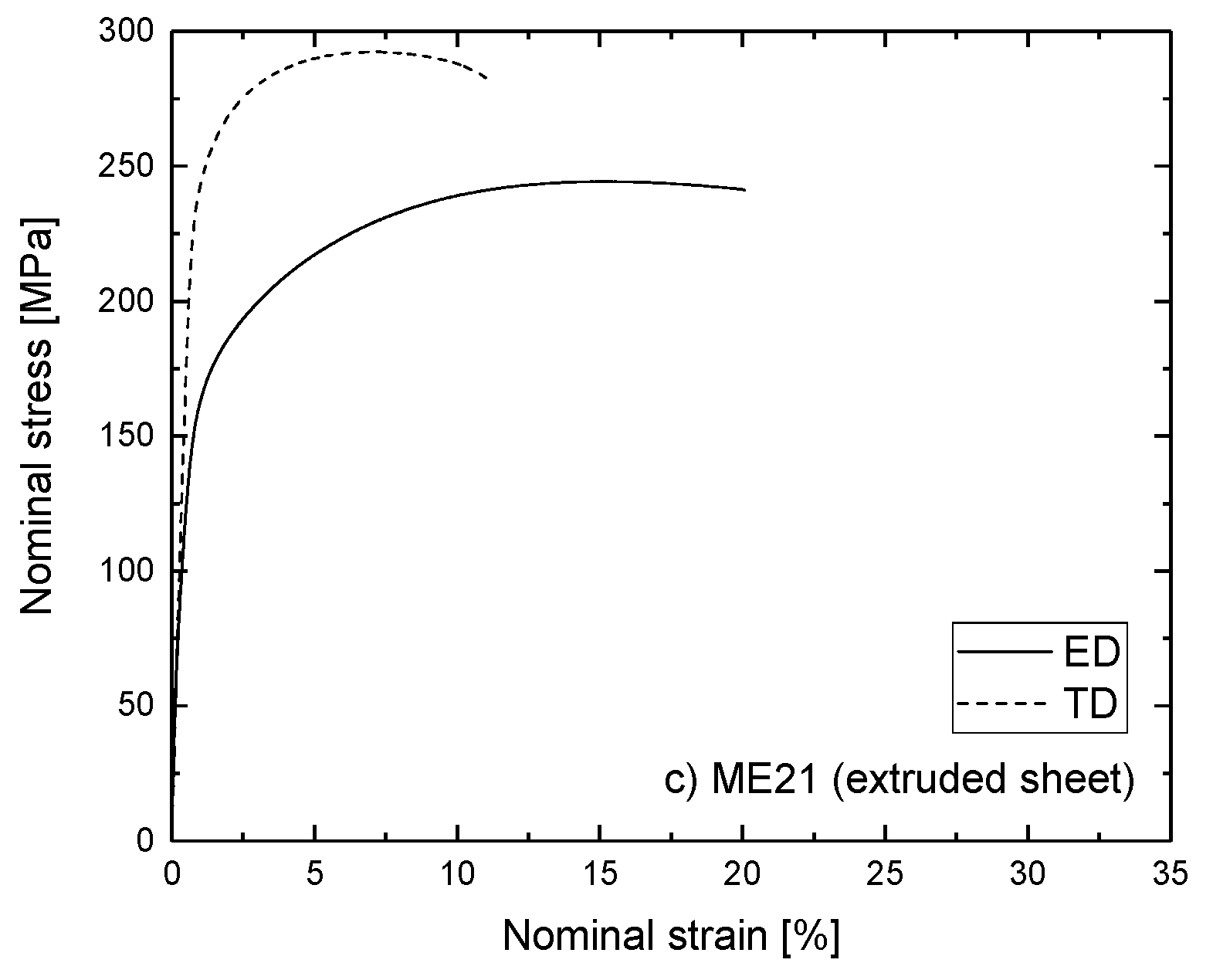
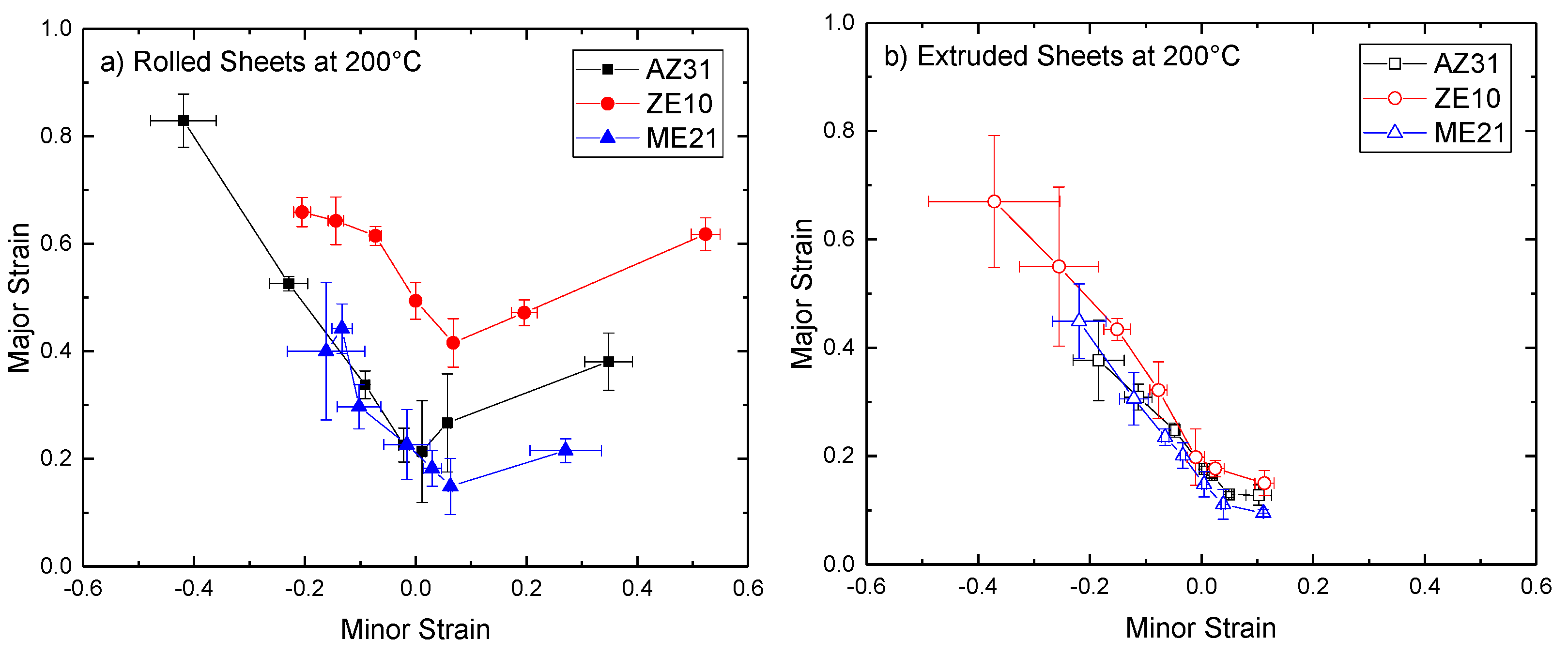
3.2. Mechanical and Forming Properties of the Sheets
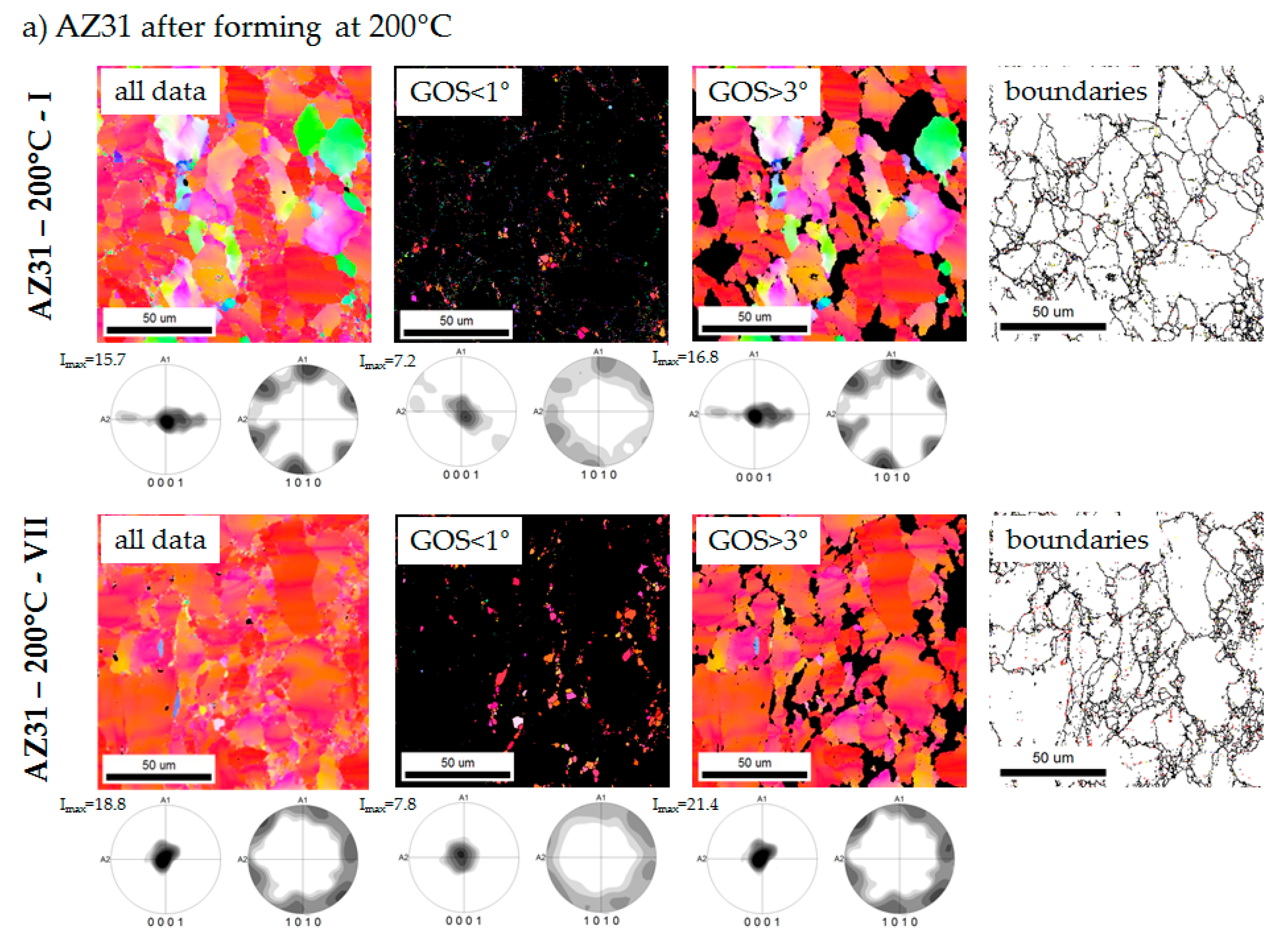
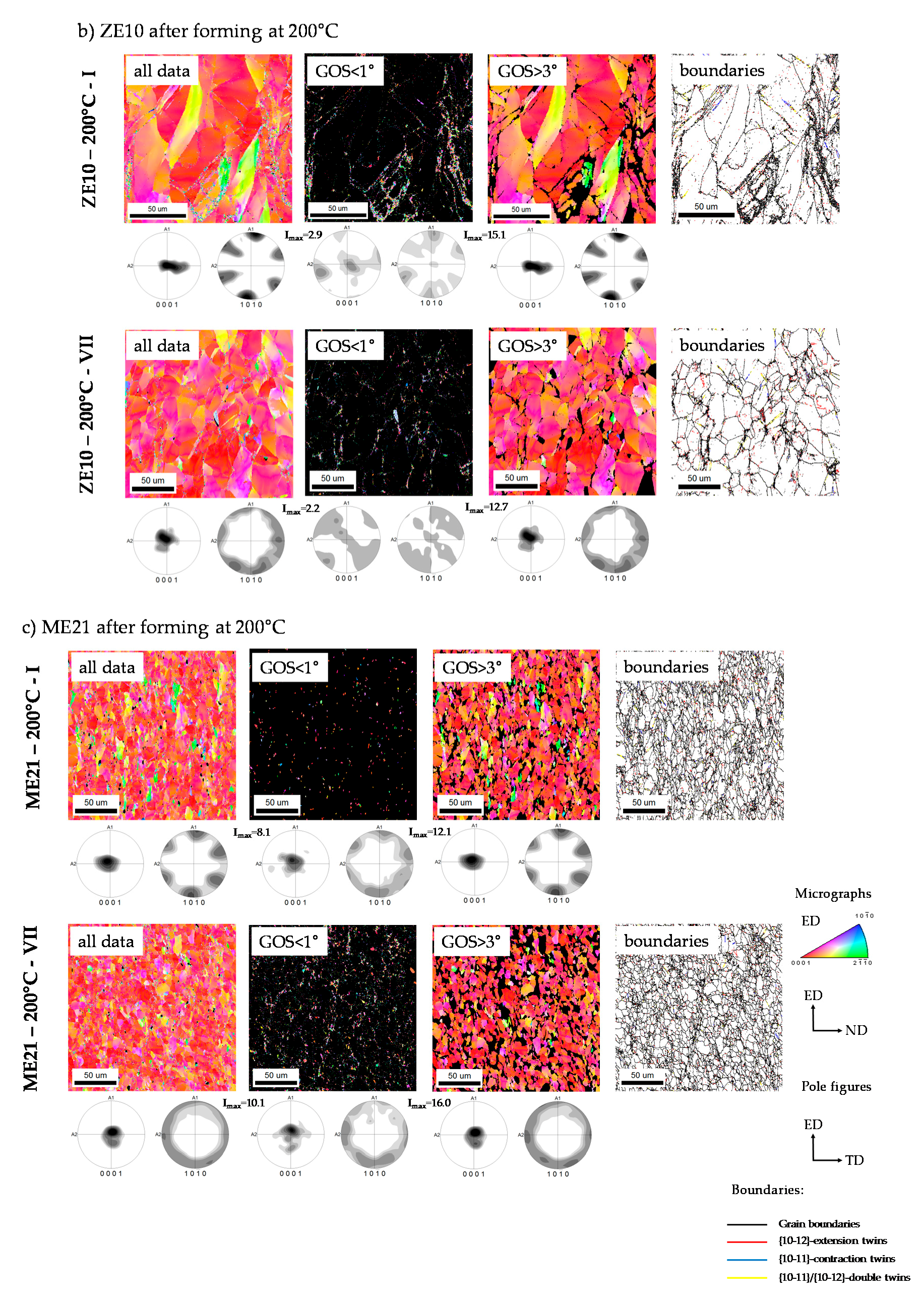
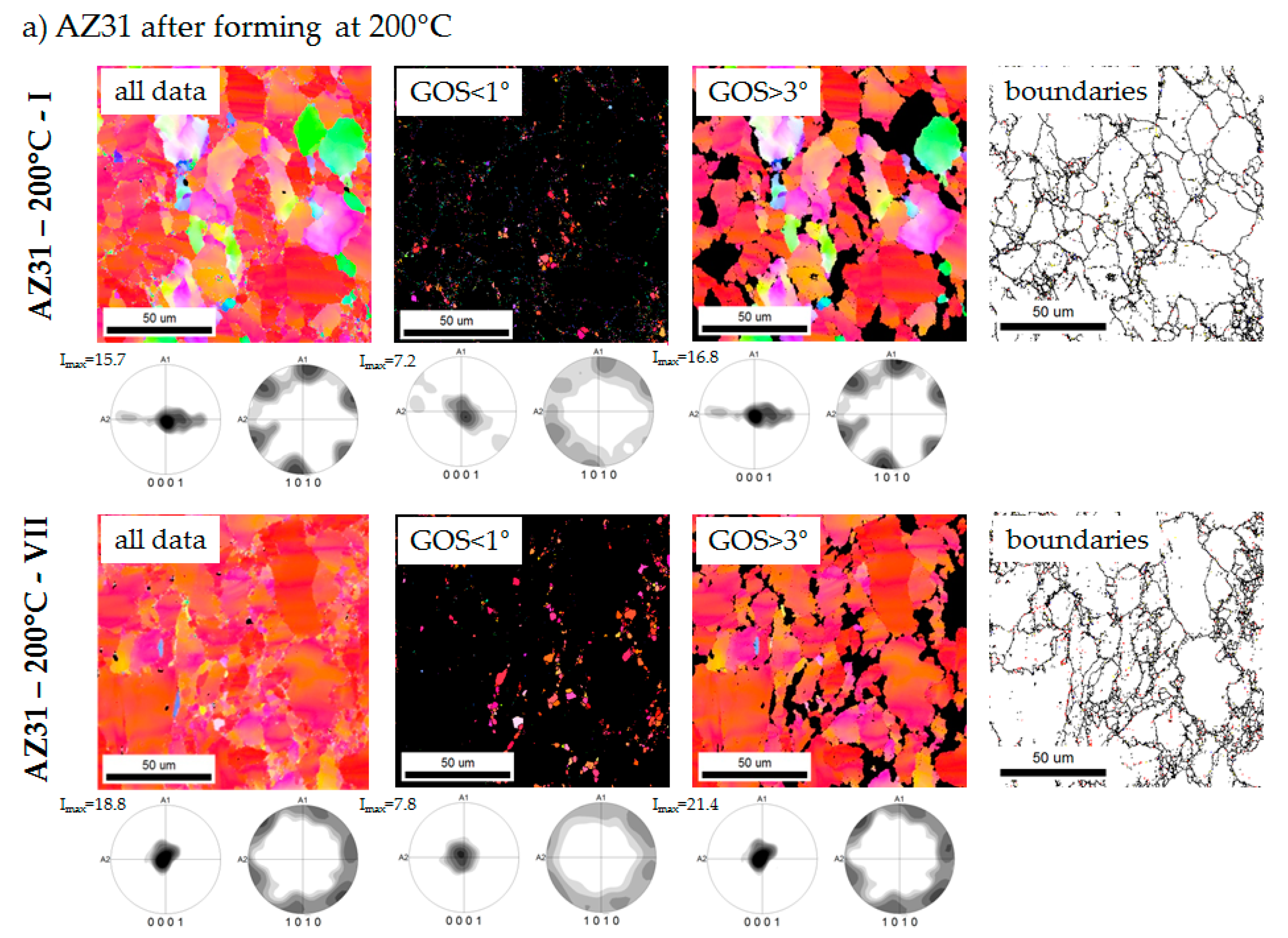
3.3. Microstructure Development during Forming
4. Discussion
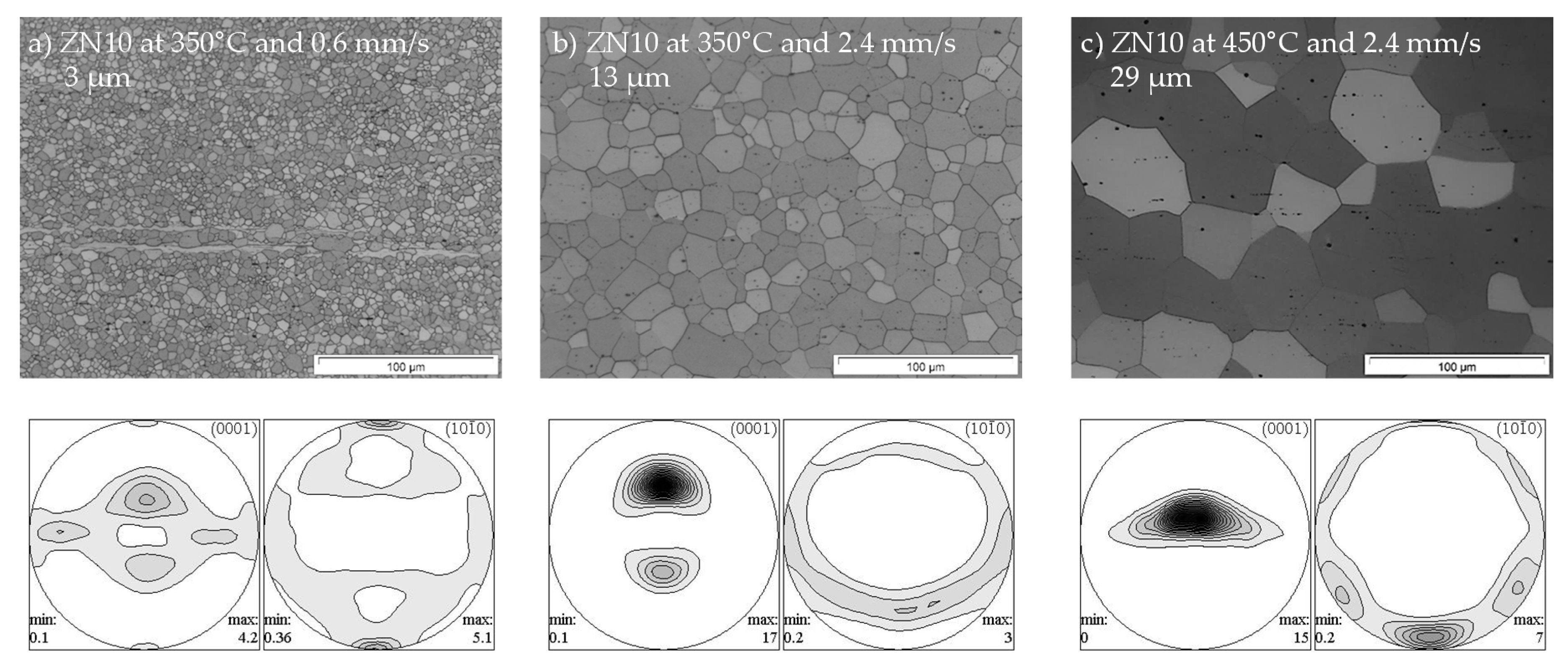
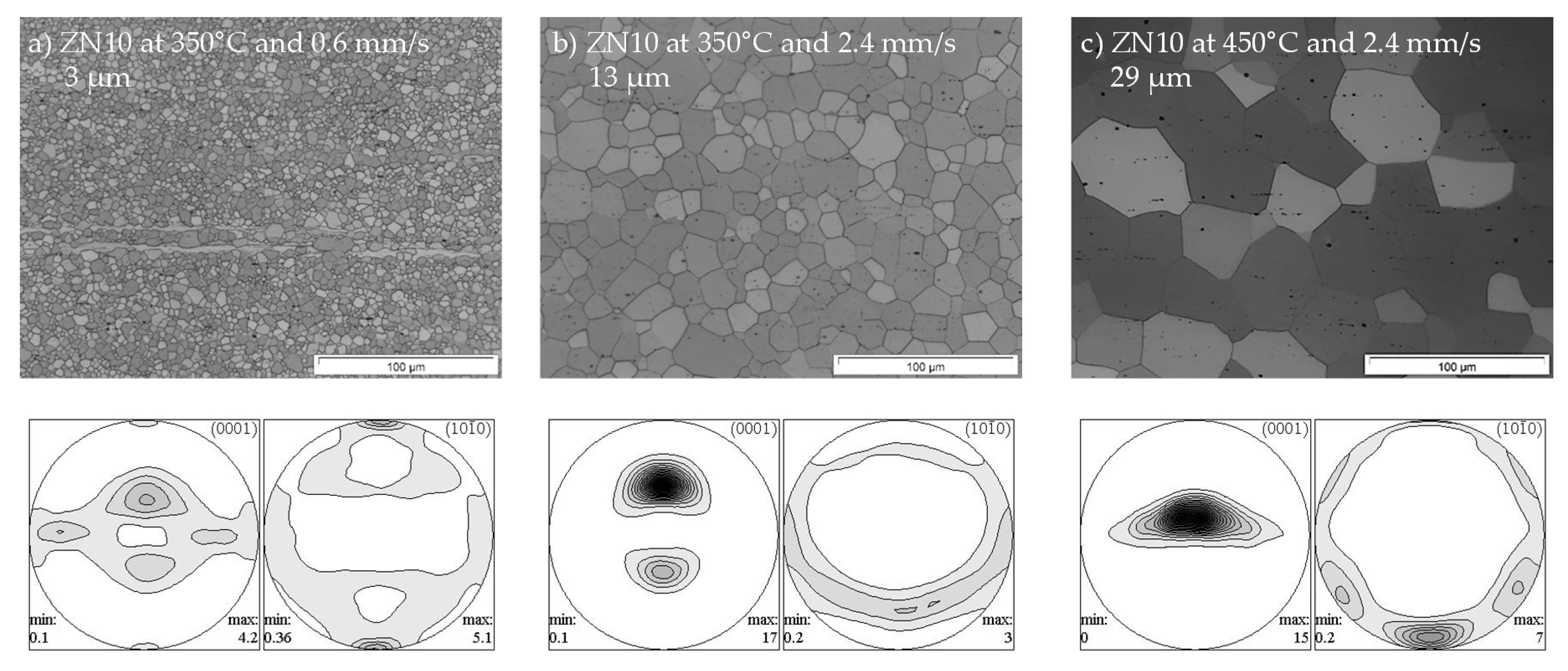
4.1. The Microstructural and Textural Development during Extrusion
4.2. Development of Mechanical and Forming Properties
5. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Hirsch, J.; Al-Samman, T. Superior light metals by texture engineering: Optimized aluminum and magnesium alloys for automotive applications. Acta Mater. 2013, 61, 818–843. [Google Scholar] [CrossRef]
- Friedrich, H.; Schumann, S. Research for a “new age of magnesium” in the automotive industry. J. Mater. Process. Technol. 2001, 117, 276–281. [Google Scholar] [CrossRef]
- Stutz, L.; Bohlen, J.; Kurz, G.; Letzig, D.; Kainer, K.U. Influence of the processing of magnesium alloys az31 and ze10 on the sheet formability at elevated temperature. Key Eng. Mater. 2011, 473, 335–342. [Google Scholar] [CrossRef]
- Dreyer, C.E.; Chiu, W.V.; Wagoner, R.H.; Agnew, S.R. Formability of a more randomly textured magnesium alloy sheet: Application of an improved warm sheet formability test. J. Mater. Process. Technol. 2010, 210, 37–47. [Google Scholar] [CrossRef]
- Lee, J.-Y.; Yun, Y.-S.; Suh, B.-C.; Kim, N.-J.; Kim, W.-T.; Kim, D.-H. Comparison of static recrystallization behavior in hot rolled Mg-3Al-1Zn and Mg-3Zn-0.5Ca sheets. J. Alloys Compd. 2014, 589, 240–246. [Google Scholar] [CrossRef]
- Suh, J.; Victoria-Hernandez, J.; Letzig, D.; Golle, R.; Yi, S.; Bohlen, J.; Volk, W. Improvement in cold formability of az31 magnesium alloy sheets processed by equal channel angular pressing. J. Mater. Process. Technol. 2015, 217, 286–293. [Google Scholar] [CrossRef]
- Bohlen, J.; Nürnberg, M.R.; Senn, J.W.; Letzig, D.; Agnew, S.R. The texture and anisotropy of magnesium-zinc-rare earth alloy sheets. Acta Mater. 2007, 55, 2101–2112. [Google Scholar] [CrossRef]
- Hantzsche, K.; Bohlen, J.; Wendt, J.; Kainer, K.U.; Yi, S.B.; Letzig, D. Effect of rare earth additions on microstructure and texture development of magnesium alloy sheets. Scr. Mater. 2010, 63, 725–730. [Google Scholar] [CrossRef]
- Al-Samman, T.; Li, X. Sheet texture modification in magnesium-based alloys by selective rare earth alloying. Mater. Sci. Eng. A 2011, 528, 3809–3822. [Google Scholar] [CrossRef]
- Basu, I.; Al-Samman, T.; Gottstein, G. Shear band-related recrystallization and grain growth in two rolled magnesium-rare earth alloys. Mater. Sci. Eng. A 2013, 579, 50–56. [Google Scholar] [CrossRef]
- Yi, S.; Bohlen, J.; Heinemann, F.; Letzig, D. Mechanical anisotropy and deep drawing behaviour of AZ31 and ZE10 magnesium alloy sheets. Acta Mater. 2010, 58, 592–605. [Google Scholar] [CrossRef]
- Bohlen, J.; Kurz, G.; Yi, S.; Letzig, D. 10—Rolling of magnesium alloys. In Advances in Wrought Magnesium Alloys; Woodhead Publishing: Cambridge, UK, 2012; pp. 346–375. [Google Scholar]
- Essadiqi, E.; Jung, I.H.; Wells, M.A. 7—Twin roll casting of magnesium. In Advances in Wrought Magnesium Alloys; Woodhead Publishing: Cambridge, UK, 2012; pp. 272–303. [Google Scholar]
- Gall, S.; Müller, S.; Reimers, W. Extrusion of magnesium sheets with increased width. In Proceedings of the 10th International Conference on Technology of Plasticity (ICTP), Steel Research International, Special Edition, Aachen, Germany, 25–29 September 2011; pp. 286–290. [Google Scholar]
- Gall, S.; Coelho, R.S.; Müller, S.; Reimers, W. Mechanical properties and forming behavior of extruded AZ31 and ME21 magnesium alloy sheets. Mater. Sci. Eng. A 2013, 579, 180–187. [Google Scholar] [CrossRef]
- Bohlen, J.; Schlung, O.; Gall, S.; Müller, S.; Letzig, D. Formability of extruded magnesium alloy sheets with different textures. In Magnesium Technology 2016; Singh, A., Solanki, K., Manuel, M.V., Neelameggham, N.R., Eds.; Springer International Publishing: Cham, Switzerland, 2016; pp. 251–256. [Google Scholar]
- Bohlen, J.; Hantzsche, K.; Kainer, K.U.; Wendt, J.; Fuskova, L.; Boelhauve, P.; Letzig, D. Rolling of ternary Mg-Zn alloys containing rare earth elements. In Proceedings of the Mg 2012, 9th International Conference on Magnesium Alloys and Their Applications, Vancouver, BC, Canada, 8–12 July 2012. [Google Scholar]
- Kree, V.; Bohlen, J.; Letzig, D.; Kainer, K.U. The metallographical examination of magnesium alloys. Prakt. Metallogr. Pract. Metallogr. 2004, 41, 233–246. [Google Scholar]
- Bachmann, F.; Hielscher, R.; Schaeben, H. Texture analysis with mtex—Free and open source software toolbox. Solid State Phenom. 2010, 160, 63–68. [Google Scholar] [CrossRef]
- Hasek, V. Untersuchung und theoretische beschreibung wichtiger einflußgrößen auf das grenzformänderungsschaubild. Blech Rohre Profile 1978, 25, 213–220, 285–292, 493–499, 613–627. [Google Scholar]
- Bohlen, J.; Yi, S.; Letzig, D.; Kainer, K.U. Effect of rare earth elements on the microstructure and texture development in magnesium–manganese alloys during extrusion. Mater. Sci. Eng. A 2010, 527, 7092–7098. [Google Scholar] [CrossRef]
- Agnew, S.; Liu, K.; Kenik, E.; Vishwanathan, S. Magnesium Technology; Kaplan, H., Ed.; TMS: Warrendale, PA, USA, 2002; pp. 169–174. [Google Scholar]
- Bohlen, J.; Wendt, J.; Nienaber, M.; Kainer, K.U.; Stutz, L.; Letzig, D. Calcium and zirconium as texture modifiers during rolling and annealing of magnesium-zinc alloys. Mater. Charact. 2015, 101, 144–152. [Google Scholar] [CrossRef]
- Styczynski, A.; Hartig, C.; Bohlen, J.; Letzig, D. Cold rolling textures in AZ31 wrought magnesium alloy. Scr. Mater. 2004, 50, 943–947. [Google Scholar] [CrossRef]
- Stanford, N.; Barnett, M.R. The origin of “Rare earth” Texture development in extruded mg-based alloys and its effect on tensile ductility. Mater. Sci. Eng. A 2008, 496, 399–408. [Google Scholar] [CrossRef]
- Agnew, S.R.; Yoo, M.H.; Tome, C.N. Application of texture simulation to understanding mechanical behavior of Mg and solid solution alloys containing Li or Y. Acta Mater. 2001, 49, 4277–4289. [Google Scholar] [CrossRef]
- Hadorn, J.P.; Hantzsche, K.; Yi, S.; Bohlen, J.; Letzig, D.; Wollmershauser, J.A.; Agnew, S.R. Role of solute in the texture modification during hot deformation of mg-rare earth alloys. Metall. Mater. Trans. A 2012, 43A, 1347–1362. [Google Scholar] [CrossRef]
- Sandlöbes, S.; Zaefferer, S.; Schestakow, I.; Yi, S.; Gonzalez-Martinez, R. On the role of non-basal deformation mechanisms for the ductility of mg and Mg-Y alloys. Acta Mater. 2011, 59, 429–439. [Google Scholar] [CrossRef]
- Mackenzie, L.W.F.; Pekguleryuz, M.O. The recrystallization and texture of magnesium-zinc-cerium alloys. Scr. Mater. 2008, 59, 665–668. [Google Scholar] [CrossRef]
- Ion, S.E.; Humphreys, F.J.; White, S.H. Dynamic recrystallisation and the development of microstructure during the high temperature deformation of magnesium. Acta Metall. 1982, 30, 1909–1919. [Google Scholar] [CrossRef]
- Stanford, N. The effect of rare earth elements on the behaviour of magnesium-based alloys: Part 2—Recrystallisation and texture development. Mater. Sci. Eng. A 2013, 565, 469–475. [Google Scholar] [CrossRef]
- Brokmeier, H.-G. Hot rectangular extrusion textures of six Mg-alloys via neutron diffraction. Adv. Eng. Mater. 2017. [Google Scholar] [CrossRef]
- Bohlen, J.; Cano, G.; Kurz, G.; Kainer, K.U.; Letzig, D.; Drozdenko, D.; Chmelík, F.; Dobroň, P. Profile shape effect on the texture and mechanical properties of extruded rare earth containing magnesium alloys. Acta Phys. Pol. A 2018. accepted. [Google Scholar]
- Dilmec, M.; Halkaci, H.S.; Ozturk, F.; Livatyali, H.; Yigit, O. Effects of sheet thickness and anisotropy on forming limit curves of aa2024-t4. Int. J. Adv. Manuf. Technol. 2013, 67, 2689–2700. [Google Scholar] [CrossRef]
- Ricci, P.; El Mehtedi, M.; Barone, L.; Spigarelli, S. Effects of temperature and sheet thickness on formability of AZ31 magnesium alloy. Mater. Sci. Forum 2009, 604–605, 147–152. [Google Scholar] [CrossRef]
- Forcellese, A.; Gabrielli, F.; Simoncini, M.; Mehtedi, M.E. Thickness effect on the formability of AZ31 magnesium alloy sheets. Key Eng. Mater. 2011, 473, 313–318. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Thick-Ness [mm] | Al | Zn | Mn | Ce | La | Nd | Zr |
|---|---|---|---|---|---|---|---|---|
| AZ31 (rolled sheet) | 1.5 | 3.11 | 0.88 | 0.38 | - | - | - | - |
| ZE10 (rolled sheet) | 1.5 | - | 1.27 | - | 0.08 | 0.06 | 0.02 | 0.09 |
| ME21 (rolled sheet) | 1.5 | 1.73 | - | - | 0.53 | - | - | - |
| AZ31 (extruded sheet) | 0.8 | 2.7 | 0.74 | 0.32 | - | |||
| ZE10 (extruded sheet) | 0.8 | - | 1.22 | - | 0.17 | 0.14 | 0.04 | - |
| ME21 (extruded sheet) | 0.8 | - | - | 1.73 | 0.77 | - | - | - |
| ZN10 (extruded band) | 2.0 | - | 0.98 | - | - | - | 0.57 | - |
| Alloy | Orientation | TYS | UTS | Uniform Strain | Fracture Strain |
|---|---|---|---|---|---|
| AZ31 (rolled) | RD | 155 | 264 | 15.6 | 24.2 |
| TD | 197 | 267 | 13.2 | 24.7 | |
| ZE10 (rolled) | RD | 160 | 235 | 11.3 | 25.3 |
| TD | 105 | 218 | 18.9 | 29.7 | |
| ME21 (rolled) | RD | 117 | 208 | 9.4 | 20.2 |
| TD | 137 | 227 | 10.3 | 21.0 | |
| AZ31 (extruded) | ED | 163 | 261 | 13.9 | 18.7 |
| TD | 188 | 262 | 11.0 | 14.0 | |
| ZE10 (extruded) | ED | 92 | 218 | 17.2 | 21.5 |
| TD | 143 | 246 | 8.7 | 11.0 | |
| ME21 (extruded) | ED | 131 | 244 | 14.4 | 20.8 |
| TD | 228 | 291 | 6.3 | 10.6 |
| Alloy | Processing | Thick-Ness [mm] | Texture (Basal Plane Characterization) | Mechanical Properties | Formability |
|---|---|---|---|---|---|
| AZ31 | rolled | 1.5 | Distinct alignment in sheet plane | Low mechanical anisotropy | Low stretch formability, higher uniaxial formability |
| ZE10 | rolled | 1.5 | Weak texture with TD tilt | Strong anisotropic behavior, high ductility | High formability along all strain paths |
| ME21 | rolled | 1.5 | Weak split peaks to RD | Low mechanical anisotropy | Low stretch formability, low uniaxial formability |
| AZ31 | extruded | 0.8 | Strong alignment in sheet plane | Low mechanical anisotropy | No stretch formability, lower uniaxial formability compared to a rolled sheet |
| ZE10 | extruded | 0.8 | Weaker alignment in sheet plane | Strong anisotropic behavior | No stretch formability, highest uniaxial formability of extrusions |
| ME21 | extruded | 0.8 | Distinct split peaks to ED | Strong anisotropic behavior | No stretch formability, uniaxial formability comparable to a rolled sheet |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bohlen, J.; Cano, G.; Drozdenko, D.; Dobron, P.; Kainer, K.U.; Gall, S.; Müller, S.; Letzig, D. Processing Effects on the Formability of Magnesium Alloy Sheets. Metals 2018, 8, 147. https://doi.org/10.3390/met8020147
Bohlen J, Cano G, Drozdenko D, Dobron P, Kainer KU, Gall S, Müller S, Letzig D. Processing Effects on the Formability of Magnesium Alloy Sheets. Metals. 2018; 8(2):147. https://doi.org/10.3390/met8020147
Chicago/Turabian StyleBohlen, Jan, Guadalupe Cano, Daria Drozdenko, Patrik Dobron, Karl Ulrich Kainer, Sven Gall, Sören Müller, and Dietmar Letzig. 2018. "Processing Effects on the Formability of Magnesium Alloy Sheets" Metals 8, no. 2: 147. https://doi.org/10.3390/met8020147
APA StyleBohlen, J., Cano, G., Drozdenko, D., Dobron, P., Kainer, K. U., Gall, S., Müller, S., & Letzig, D. (2018). Processing Effects on the Formability of Magnesium Alloy Sheets. Metals, 8(2), 147. https://doi.org/10.3390/met8020147