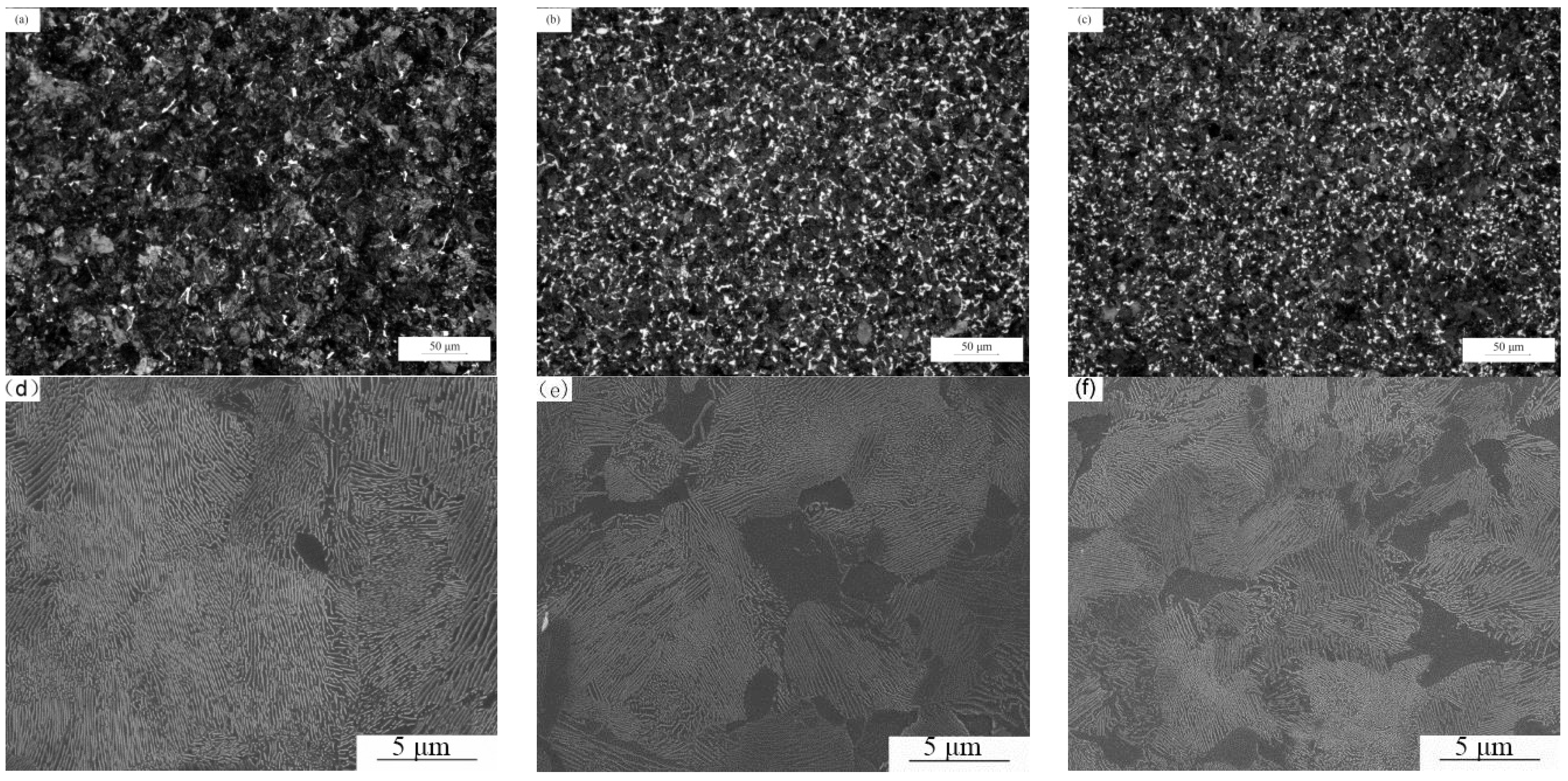
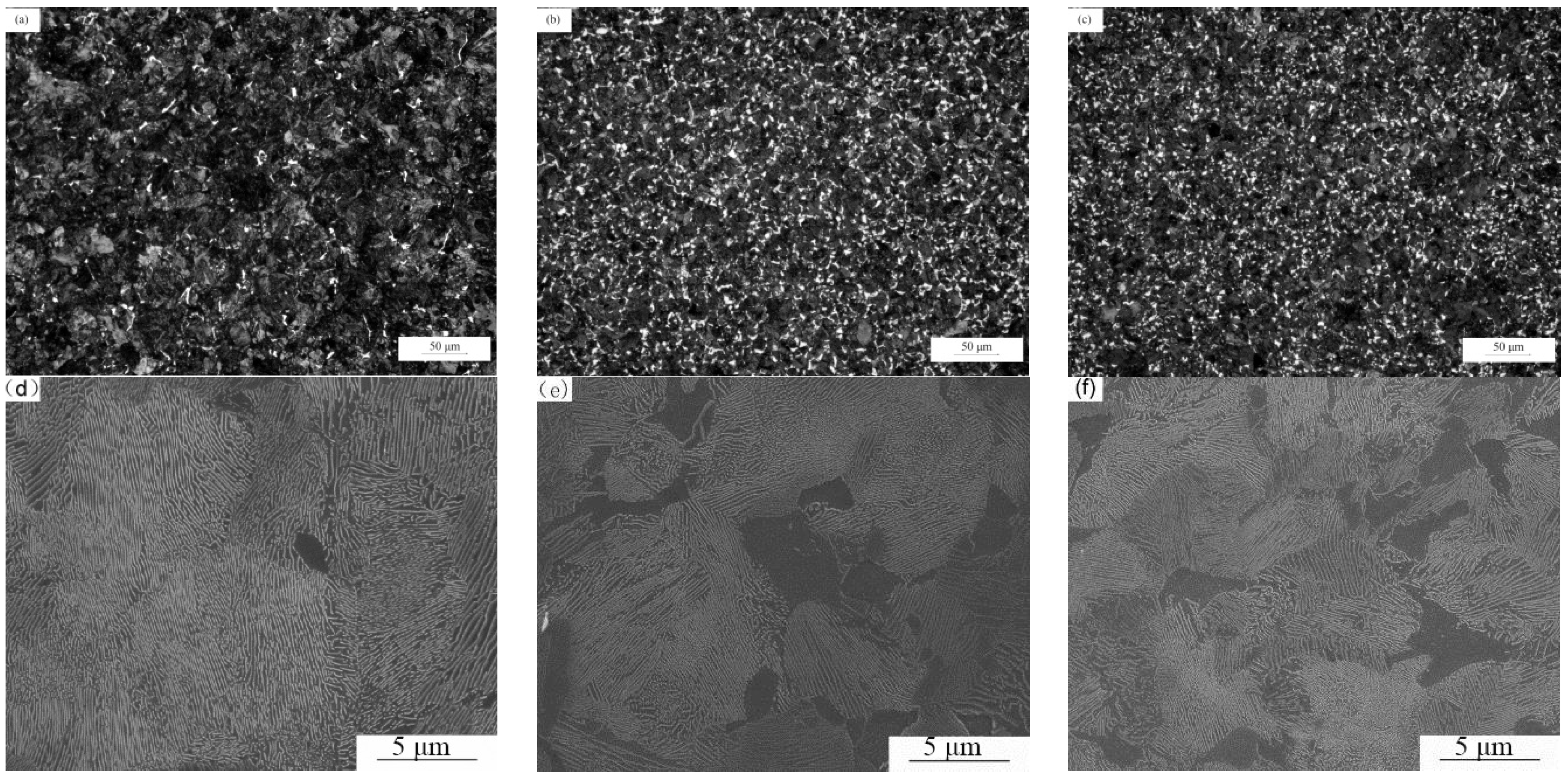
3.1. Microstructure
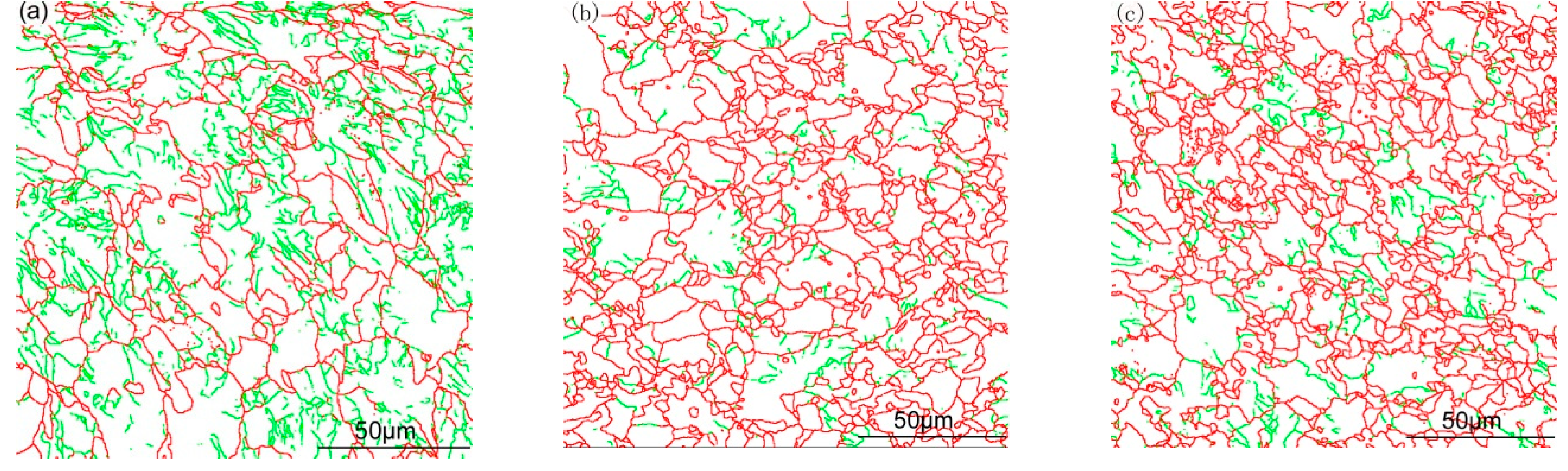
The microstructure of the heat-treated samples was lamellar pearlite with a small amount of proeutectoid ferrite. The OM (
Figure 2a–c) and SEM (
Figure 2d–f) images show the microstructure of the steels. The microstructural parameters of the steels are shown in
Table 2. As the V content was increased from 0.03 to 0.12 wt %, the sizes of the austenite grains, pearlite colonies, and pearlite blocks decreased, and the proeutectoid ferrite volume fraction and the density of high-angle ferrite boundaries increased. The changes in these parameters were small when the V content was further increased from 0.12 to 0.23 wt %. In addition, the proeutectoid ferrite size decreased and the cementite thickness did not change significantly as the V was content increased.
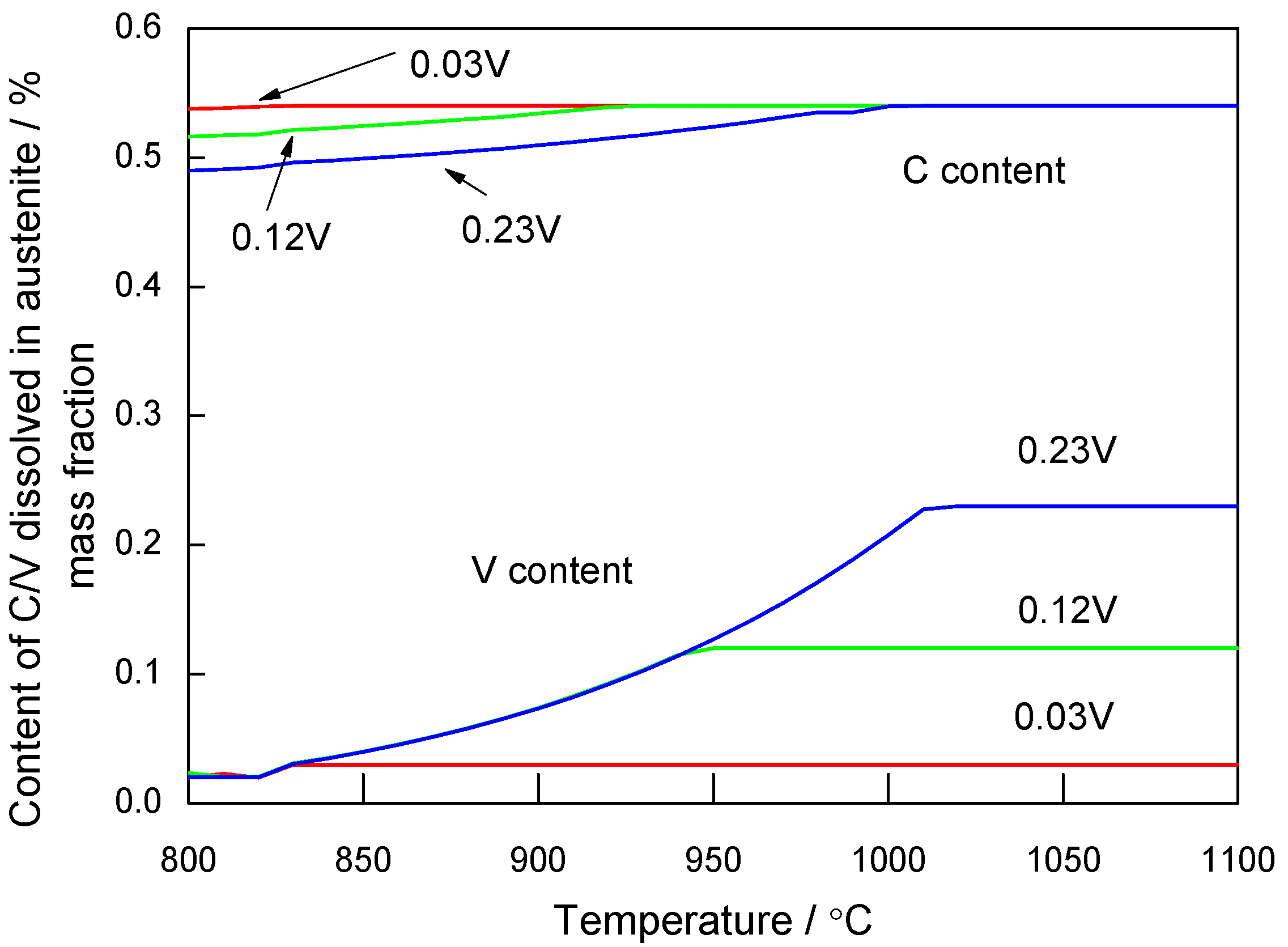
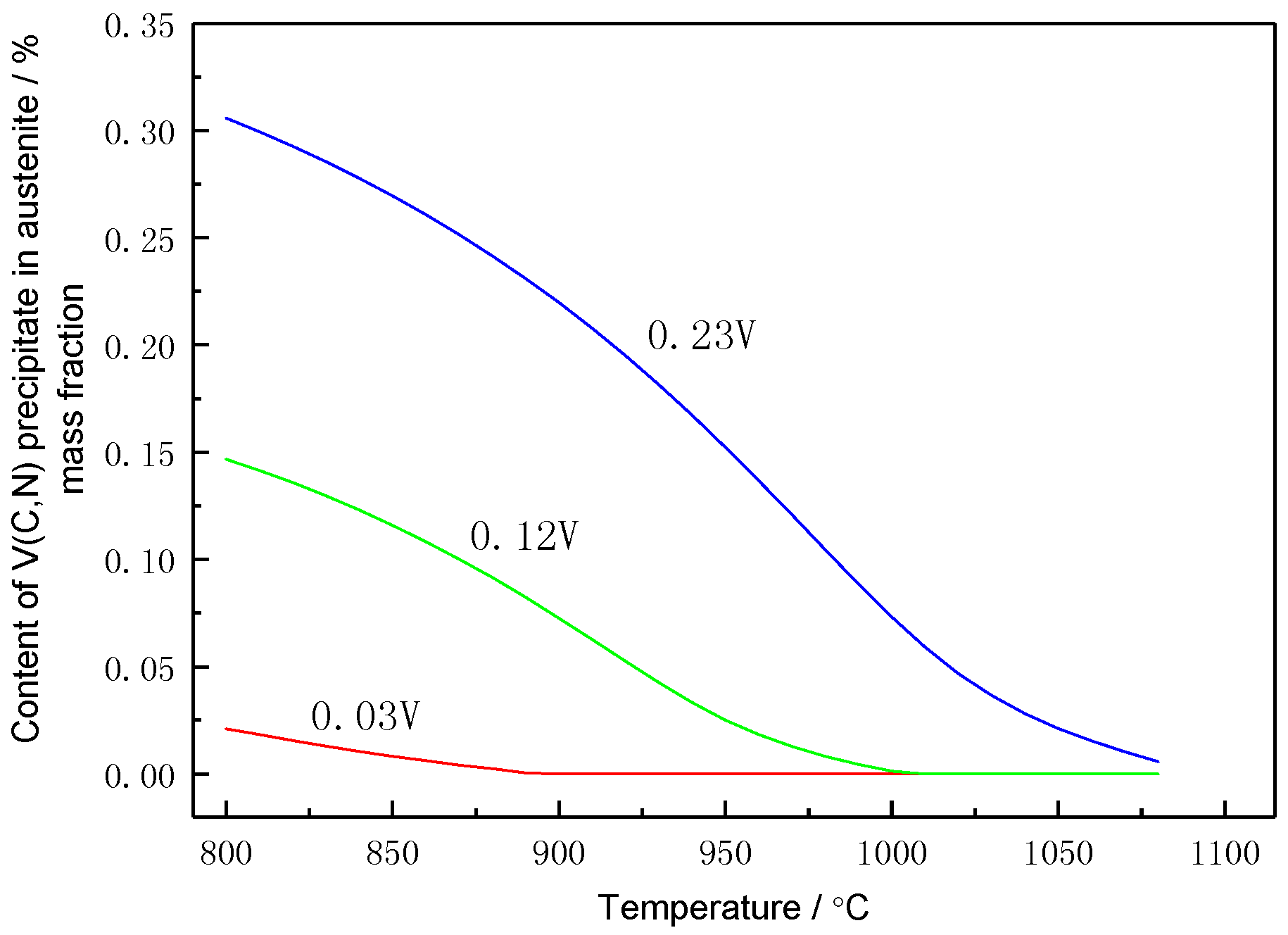
Figure 3 shows the results of the Thermo-Calc calculations. V solid solution in austenite in steel samples 0.03 V and 0.12 V had a small amount of precipitate from 830 °C to 940 °C. In contrast, sample 0.23 V showed precipitate from 1010 °C, the amount of solid solution decreased from 0.23 to 0.11 wt % at 940 °C, and subsequently, the amount of solid solution was the same as that of sample 0.12 V.
Compared with samples 0.03 V and 0.12 V, V precipitation gradually increased with the increase in V content. The precipitated V(C,N) was formed at the austenite grain boundary, preventing the grain from growing, and thus refining the grain. Grain refinement provides more nucleation positions and facilitates proeutectoid ferrite transformation. Compared with samples 0.12 V and 0.23 V, as the V content continued to increase, a large amount of V was coarse precipitate, which had little effect on the austenite refinement as the temperature was decreased from 1010 to 940 °C, due to the high temperature and low N content. When the driving force of the grain growth is balanced with the resistance of the second-phase particles to grain growth, high-V steel can precipitate too many particles at a high temperature, and the resistance to grain growth exceeds the driving force for balancing grain growth. Thus, some precipitated particles do not produce a refinement effect [
13].
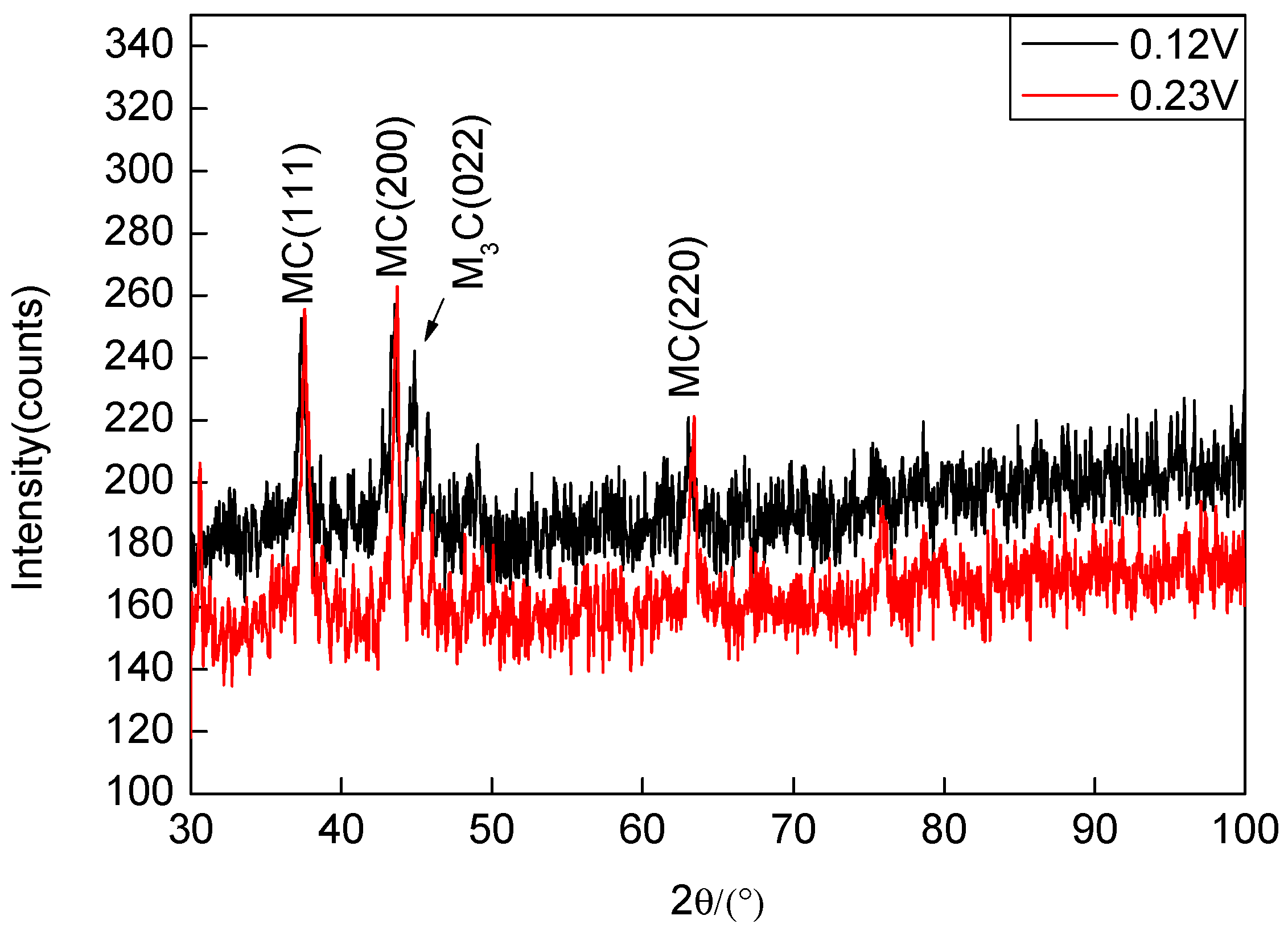
The higher the V content in the experimental steels, the higher the precipitation temperature of VC; the initial precipitation temperatures of VC for samples 0.03 V, 0.12 V, and 0.23 V were 830 °C, 940 °C, and 1010 °C, respectively. In austenite at a temperature of 860 °C, V is completely dissolved in 0.03 V steel and only partially dissolved in 0.12 V and 0.23 V steels. Furthermore, the amount of undissolved precipitates (VC) present in 0.23 V steel was higher than that in 0.12 V steel, and the solution content of V was the same.
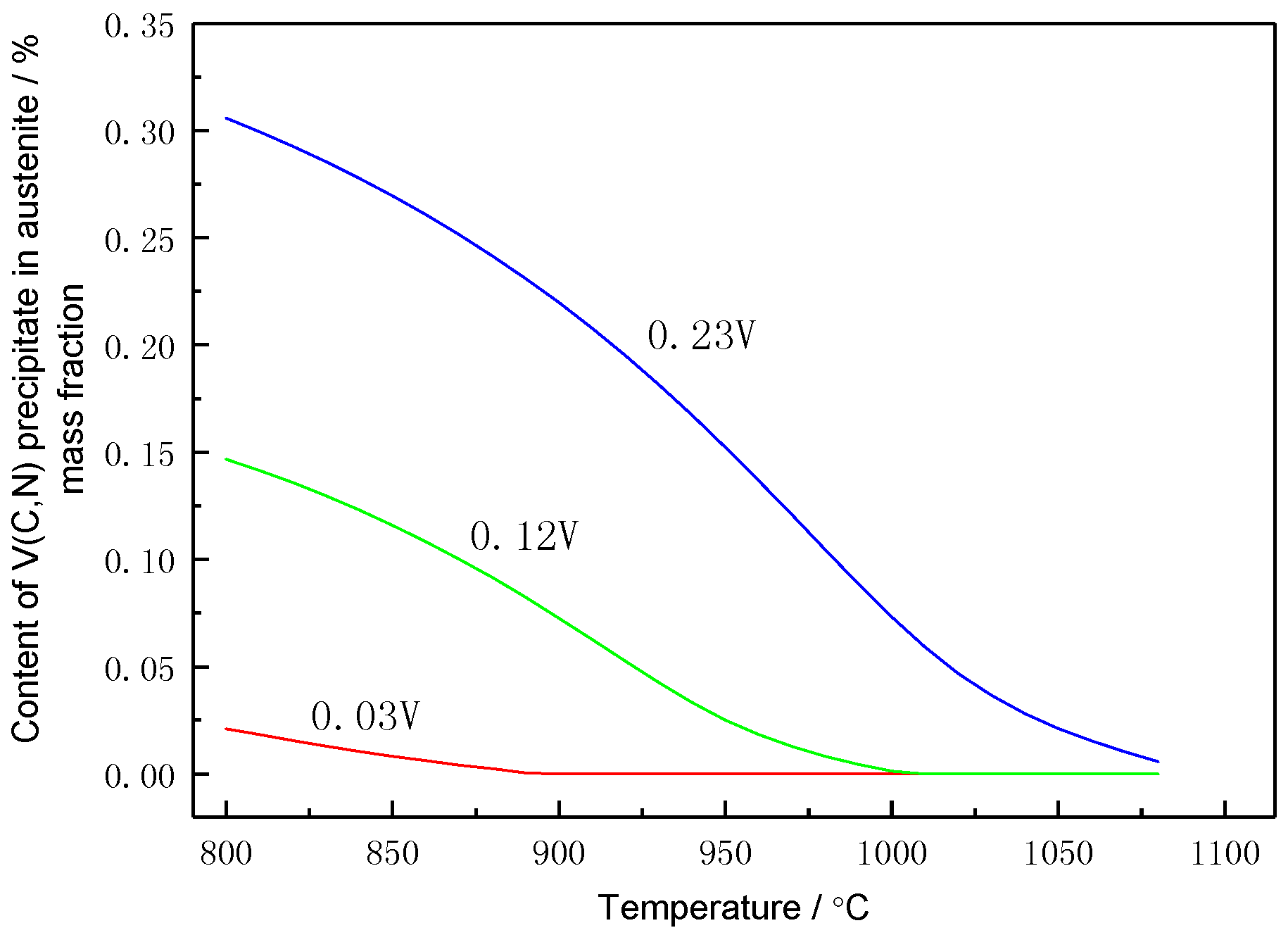
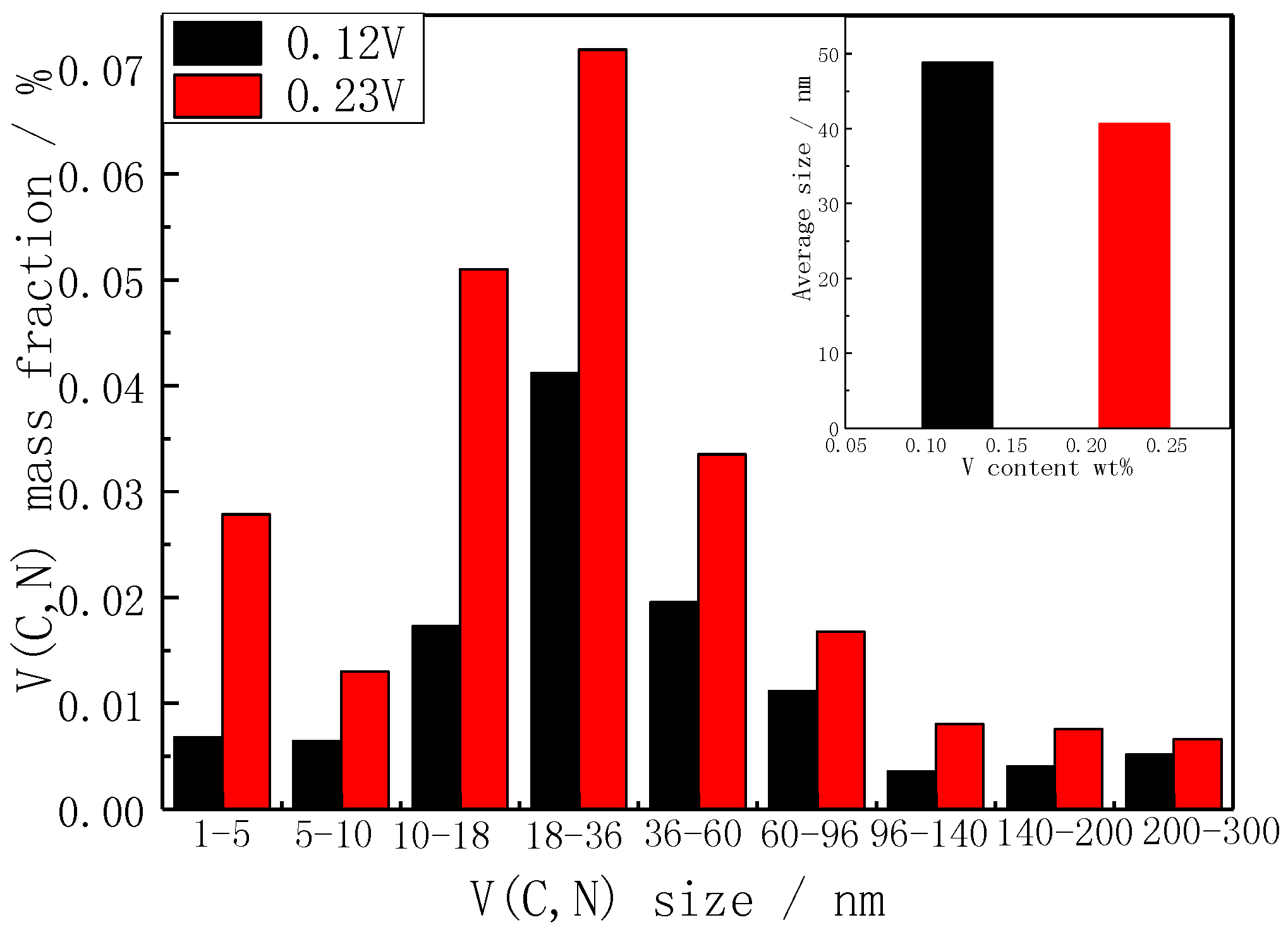
Comparing samples 0.03 V and 0.12 V, V precipitation gradually increased with increasing V content. The precipitates formed at the austenite grain boundary, preventing the grain from growing, and thus refining the grain. Grain refinement provides more nucleation sites and facilitates proeutectoid ferrite transformation. As shown in
Figure 4, the amount of VC precipitated in 0.03 V steel was small, leading to weak grain refinement. The amount of VC precipitated in 0.12 V and 0.23 V steels was relatively higher, resulting in an obvious grain refinement effect. According to Zener’s formula, the relationship between the precipitates and grain size is:
where
DC is the critical grain size (μm),
A is a proportionality factor,
d is the S of the precipitate (μm), and
f is the volume fraction of the precipitate.
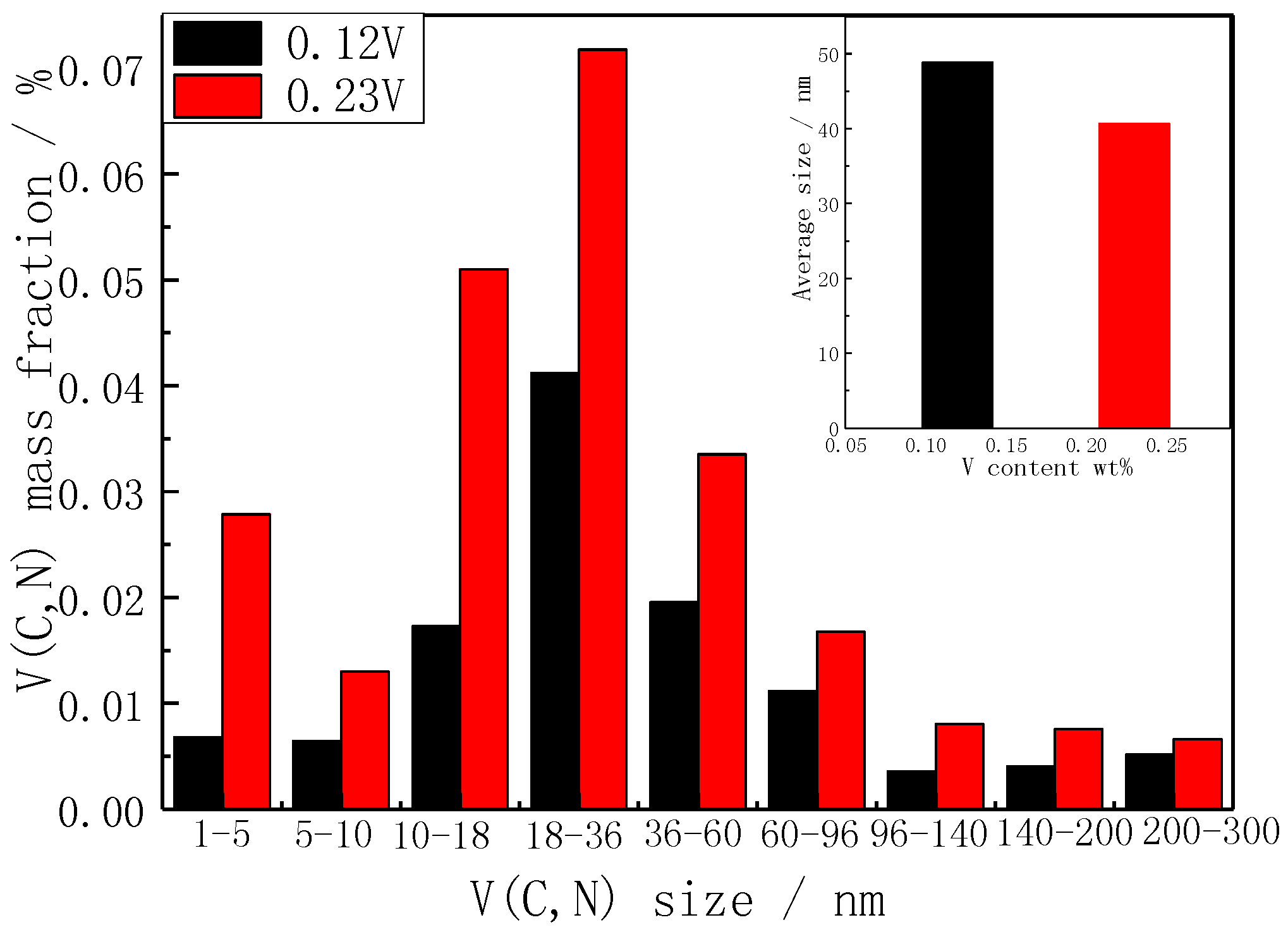
Since the precipitation temperature of VC and the content of undissolved V are both higher for 0.23 V steel, the VC size precipitated at 860 °C will be greater than that for 0.12 V steel. Meanwhile, as can be seen from
Figure 3, the volume fraction of VC in 0.23 V steel at 860 °C is also higher than that in 0.12 V steel, and the values of
d/
f should be essentially equivalent. Therefore, the grain-refining effect of VC on 0.23 V steel and 0.12 V steel is basically the same.
The dissolved V contents in 0.03 V, 0.12 V, and 0.23 V steels were 0.03, 0.045, and 0.045 wt %, respectively, while the solution contents of C were 0.54, 0.52, and 0.50 wt %, respectively. The solute drag effect of V plays a role in grain refinement. The solid solutions of V in samples 0.12 V and 0.23 V were the same, and there was no further refinement effect. Therefore, the austenite size of sample 0.12 V was substantially smaller than that of sample 0.03 V, whereas those of samples 0.12 V and 0.23 V were similar. The change in proeutectoid ferrite content was mainly caused by the austenite grain size and the C solid solution content. The austenite refinement of sample 0.12 V was considerably greater than that of sample 0.03 V, the C solid solution content was lower, and the proeutectoid ferrite content was higher. The austenite refinement of sample 0.23 V was not obvious compared with sample 0.12 V, the C solid solution was lower, and the proeutectoid ferrite content was similar.
As the V content increases, the amount of proeutectoid ferrite at the austenite grain boundary increases. This destroys the continuity between the austenite grains, and reduces the size of the austenite grains that transformed to pearlite, thus refining the sizes of the pearlite colonies and blocks after the transformation. The nucleation and growth rates of pearlite colonies and blocks are also affected by the pearlite transformation temperature, and decreasing the transformation temperature refines the sizes of the pearlite colonies and blocks. The V solid solution increases the diffusion activation energy of C atoms, improving the stability of the austenite, and increasing the undercooling of the material at the same cooling rate. Owing to the differences in the austenite grain size and pearlite transformation temperature, sample 0.12 V had substantially smaller pearlite colonies and blocks than sample 0.03 V, whereas those of samples 0.12 V and 0.23 V were similar.
As the V content increased, the temperature of the pearlite transformation decreased. Because V is a strong carbide-forming element that hinders the diffusion of C atoms, the interlamellar spacing also decreased.
3.3. Strength and Hardness
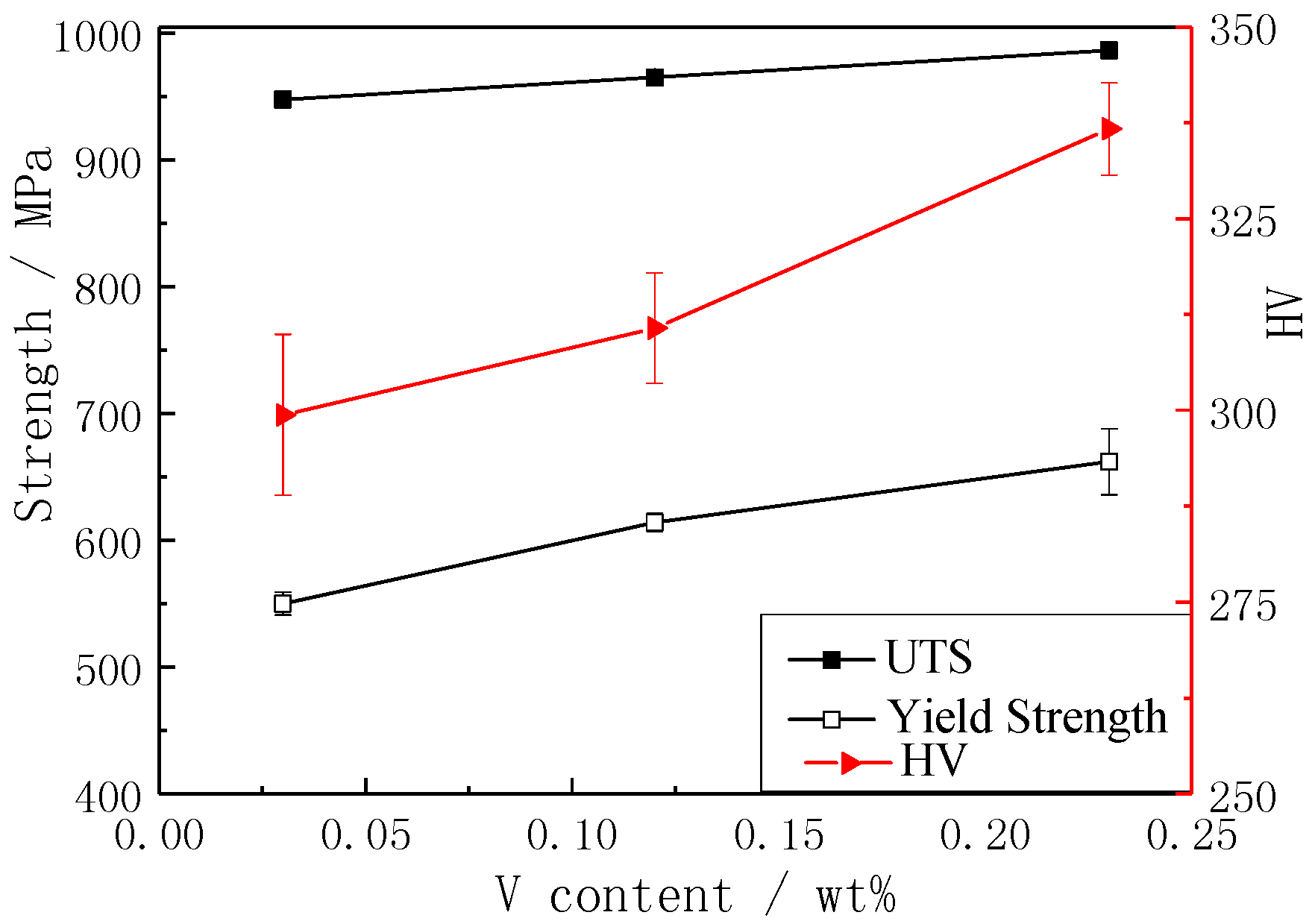
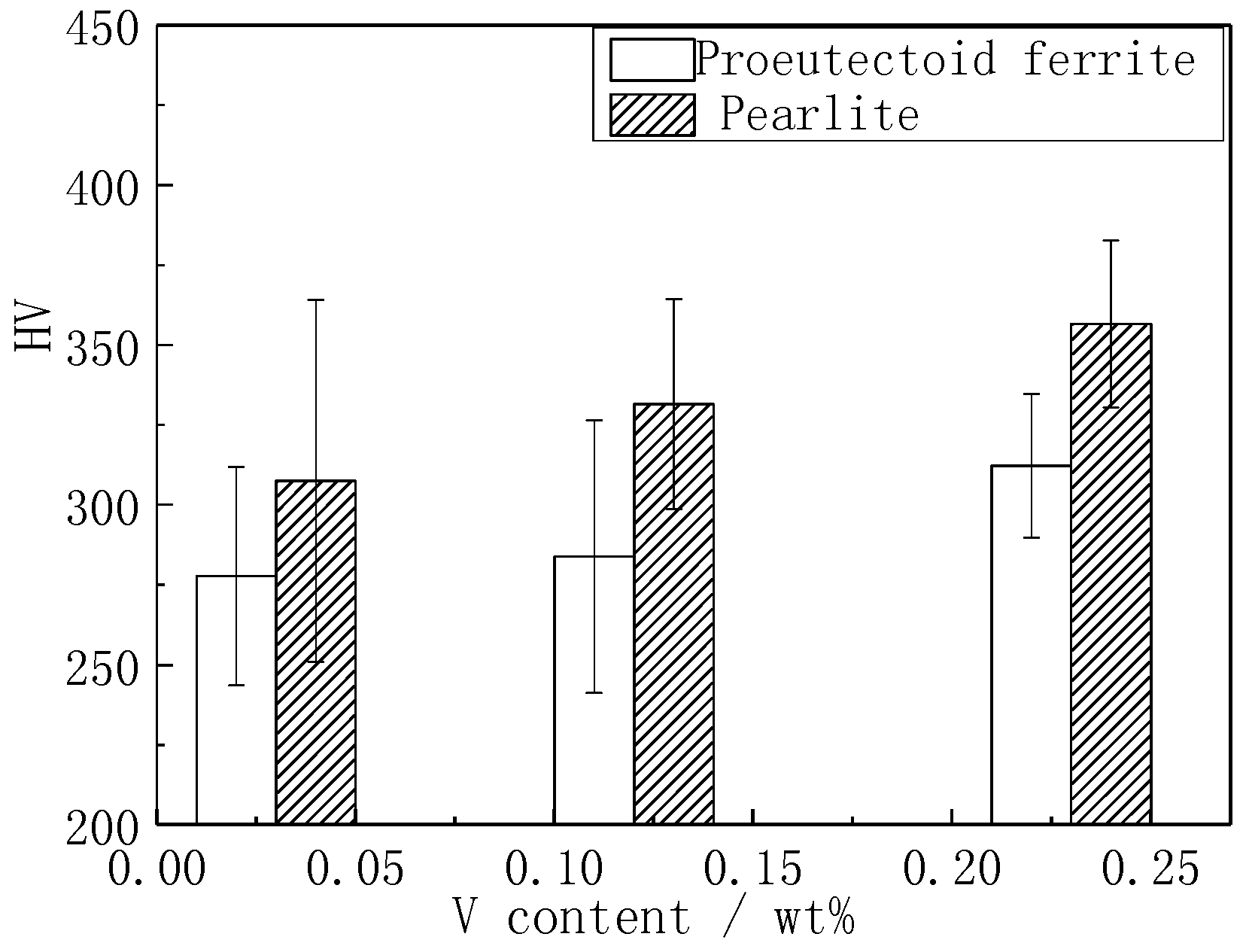
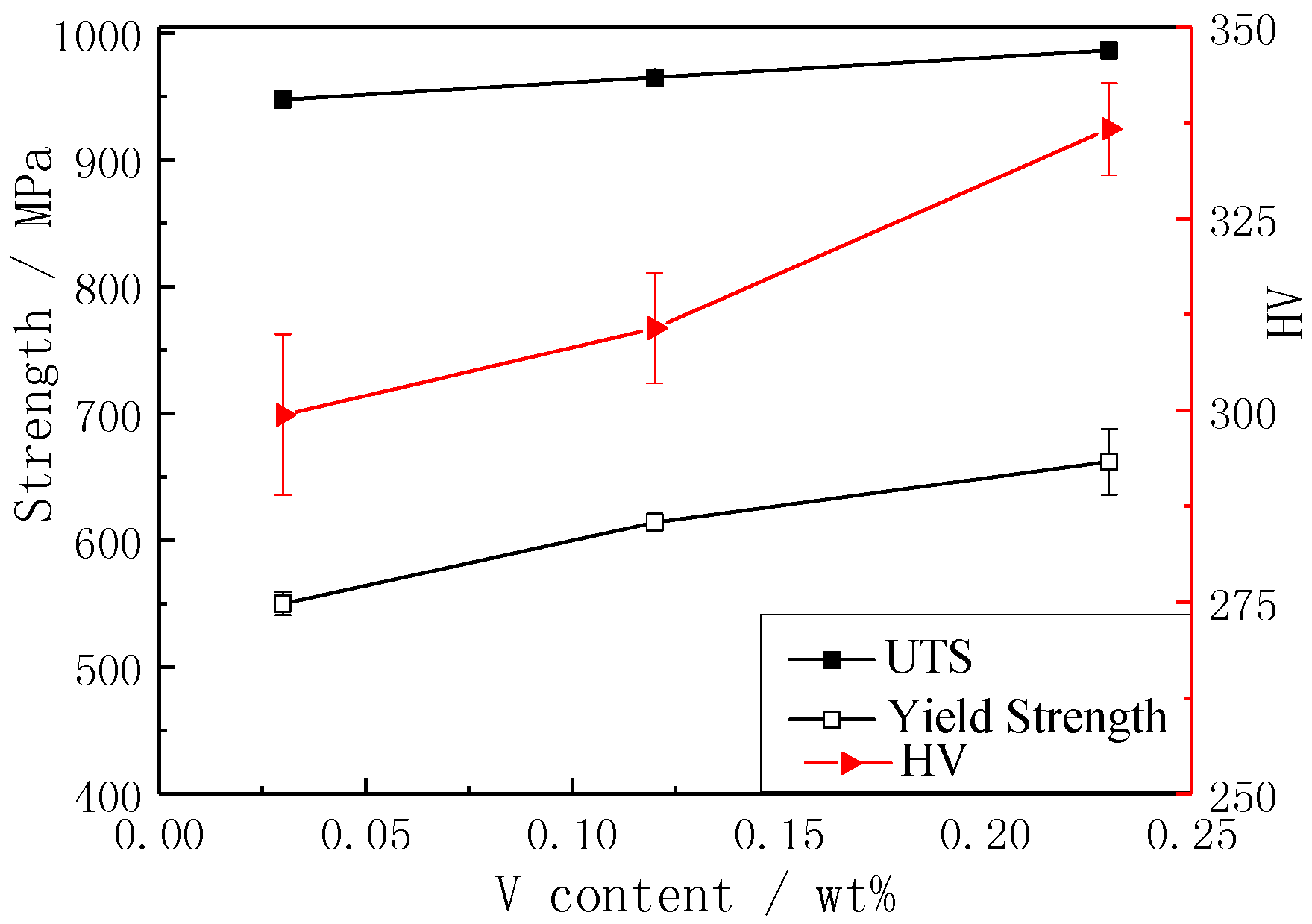
The ultimate tensile strength (UTS), yield strength, Vickers hardness (HV), and microhardness of the proeutectoid ferrite and pearlite increased considerably with the increase in V content (
Figure 8 and
Figure 9). However, the elongation and section shrinkage of the steels were similar. The microstructure of the steels were proeutectoid ferrite and pearlite. The strength of the multiphase mainly depends on the soft phase; thus, because the proeutectoid ferrite content was lower in the steel samples, the effect of pearlite on the strength was also considered.
Gladman et al. [
7] used regression analysis to describe the relationship between steel strength and the strength and volume fraction of proeutectoid ferrite and pearlite, as expressed in the following equation:
where
σys,
σα, and
σp are the yield strengths of the steel, proeutectoid ferrite, and pearlite, respectively.
fα is the volume fraction of proeutectoid ferrite. In contrast to low-carbon steel and eutectoid steel, in proeutectoid steel, the strength of proeutectoid ferrite increases with the volume fraction of pearlite, which is independent of the size of the proeutectoid ferrite grains. The strength and microhardness of pearlite also increases with the pearlite volume fraction, independent of the pearlite interlamellar spacing [
14]. As the V content increased from 0.03 to 0.12 wt %, the volume fraction of pearlite decreased. Therefore, the reason for why the strength of 0.12 V steel is higher than that of 0.03 V steel is basically independent of the change in pearlite volume fraction; upon increasing the V content from 0.12 to 0.23 wt %, the pearlite volume fraction remained unchanged. Therefore, the yield strength change of sample 0.23 V was independent of the grain refinement, in contrast to sample 0.12 V. The yield strength was also affected by the solid solution elements and the precipitated phase. The V contents in the solid solutions in 0.03 V, 0.12 V, and 0.23 V steels of 0.03, 0.045, and 0.045 wt %, respectively, showed negligible differences at 860 °C. The contents of other elements were also similar. Therefore, the increase in strength was independent of solution strengthening.
Previous analysis has been based on the assumption that the strength of pearlite is independent of interlamellar spacing. However, Gladman et al. [
7,
15,
16] concluded that the strength of pearlite is related to interlamellar spacing, and this is described by the following strength formula for proeutectoid steel [
7]:
where
f is the volume fraction of ferrite (%),
is the grain size of ferrite (mm), and
S is the interlamellar spacing of pearlite (mm). We calculated that the yield strength increases of samples 0.12 V and 0.23 V compared with sample 0.03 V were −13 and 1 MPa, respectively. Thus, the increase of yield strength in this experiment was independent of fine crystal reinforcing and solution strengthening.
The precipitation strengthening of V in medium-carbon steel can be described by the Ashby–Orowan model [
17]. Therefore, the increase in precipitation strengthening was calculated by the following equation obtained from the Ashby–Orowan model [
13]:
where
d is the average diameter of the precipitate particles (nm) and,
f is the volume fraction of the precipitated phase (%),which is obtained from
, and where
fMC is the mass fraction of the precipitated phase (wt %),
is the density of the α-Fe matrix, which is 7.875 g/cm
3, and
is the theoretical density of the precipitated phase. Because the atomic weight of Cr is close to that of V, it was regarded as equivalent to V. The N content was negligible, the nominal formula of phase MC in the experimental steel was identified as VC, and the density of VC is 5.717 g/cm
3.
To further explain the calculated effect for overall strengthening, calculation results of precipitation hardening increments are shown in
Table 5, and the effect of a precipitated phase of different sizes was superimposed on the root mean square [
10]. The increases in precipitation strengthening for samples 0.12 V and 0.23 V were calculated as 83 and 147 MPa, respectively, and they were mainly produced by particles that were smaller than 60 nm in diameter.
The effect on solution strengthening, fine crystal strengthening, and precipitation strengthening was similar to the tensile strength and yield strength. Therefore, precipitation strengthening was the most important strengthening factor.
3.4. Impact Toughness
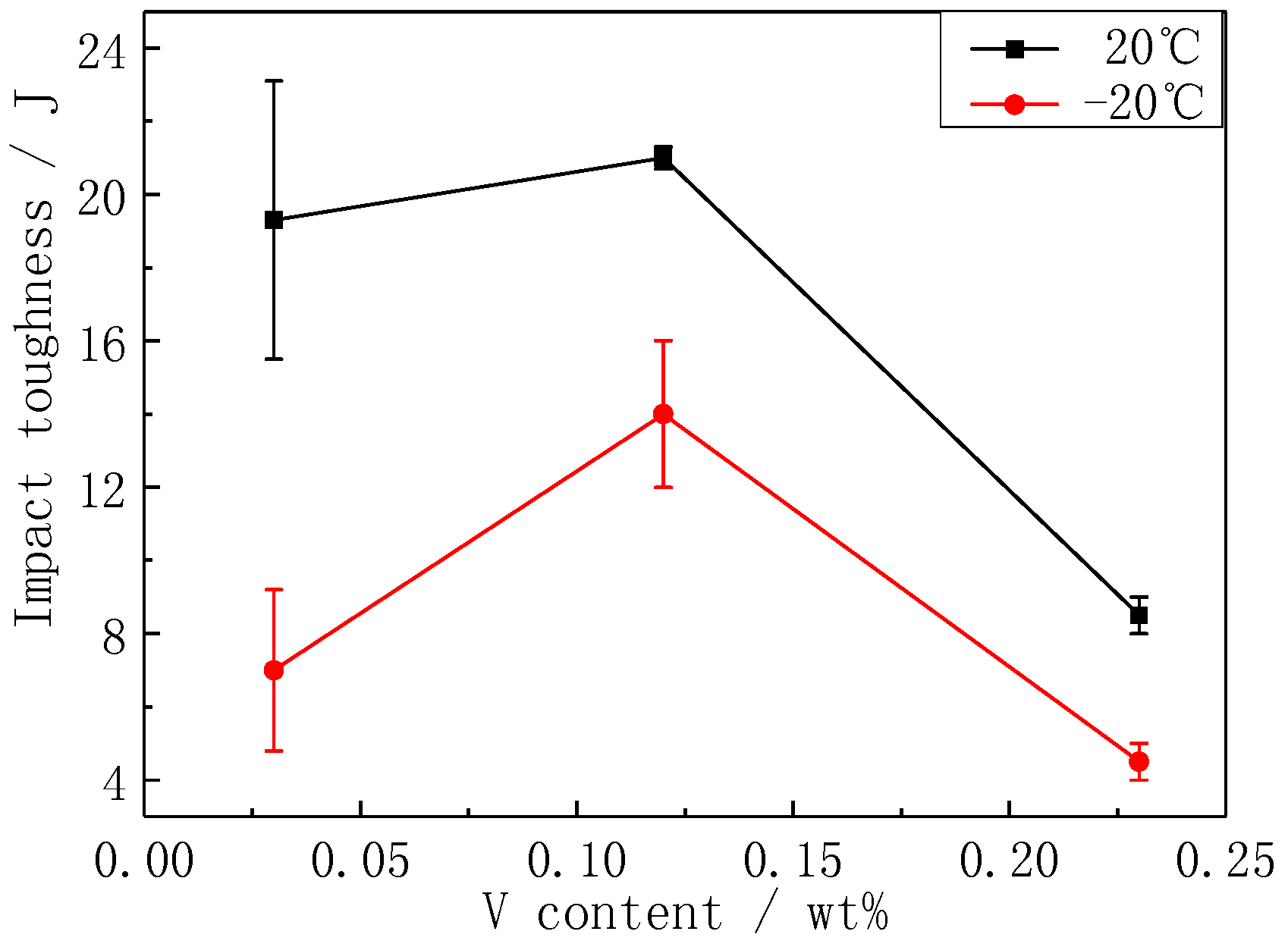
The Charpy impact energies of the steel samples are shown in
Figure 10. As the V content increased, the impact energies initially increased, reached a maximum at a V content of 0.12 wt %, and then decreasing sharply. The impact specimens did not contain inclusions at the crack origins.
The volume fraction of proeutectoid ferrite, the size of austenite grains and pearlite colonies and blocks, and pearlite interlamellar spacing affect the toughness of hypoeutectoid steel [
5,
8]. When the V content increased from 0.03 to 0.12 wt % (samples 0.03 V and 0.12 V), the volume fraction of proeutectoid ferrite increased, increasing the impact toughness. The effect of austenite grain refinement on toughness occurred via the pearlite substructure. The ferrite/cementite interface hardly changed the direction of crack propagation, which showed that although the cementite lamellae inhibited the dislocation slip, they did not inhibit the growth of cleavage cracks, unlike traditional grain boundaries [
18]. Pearlite interlamellar spacing has little effect on toughness. Alexander and Bernstein [
18,
19], and Mishra and Singh [
20] have shown that refinement of the interlamellar spacing increases both the cleavage fracture stress and the yield strength. The larger the ratio of cleavage fracture stress to yield strength, the more difficult it is for cleavage fracture to occur, and the higher the toughness. The cleavage fracture stress and yield strength are calculated by [
19]:
where
σfc is the cleavage fracture stress (MPa),
σy is the yield strength (MPa), and
S is the pearlite interlamellar spacing (μm). The ratios of cleavage fracture stress to yield strength were 2.52, 2.49, and 2.46 for samples 0.03 V, 0.12 V, and 0.23 V, respectively. Although the refinement of the interlamellar spacing in the experimental steel may slightly reduce the toughness, the overall effect was negligible.
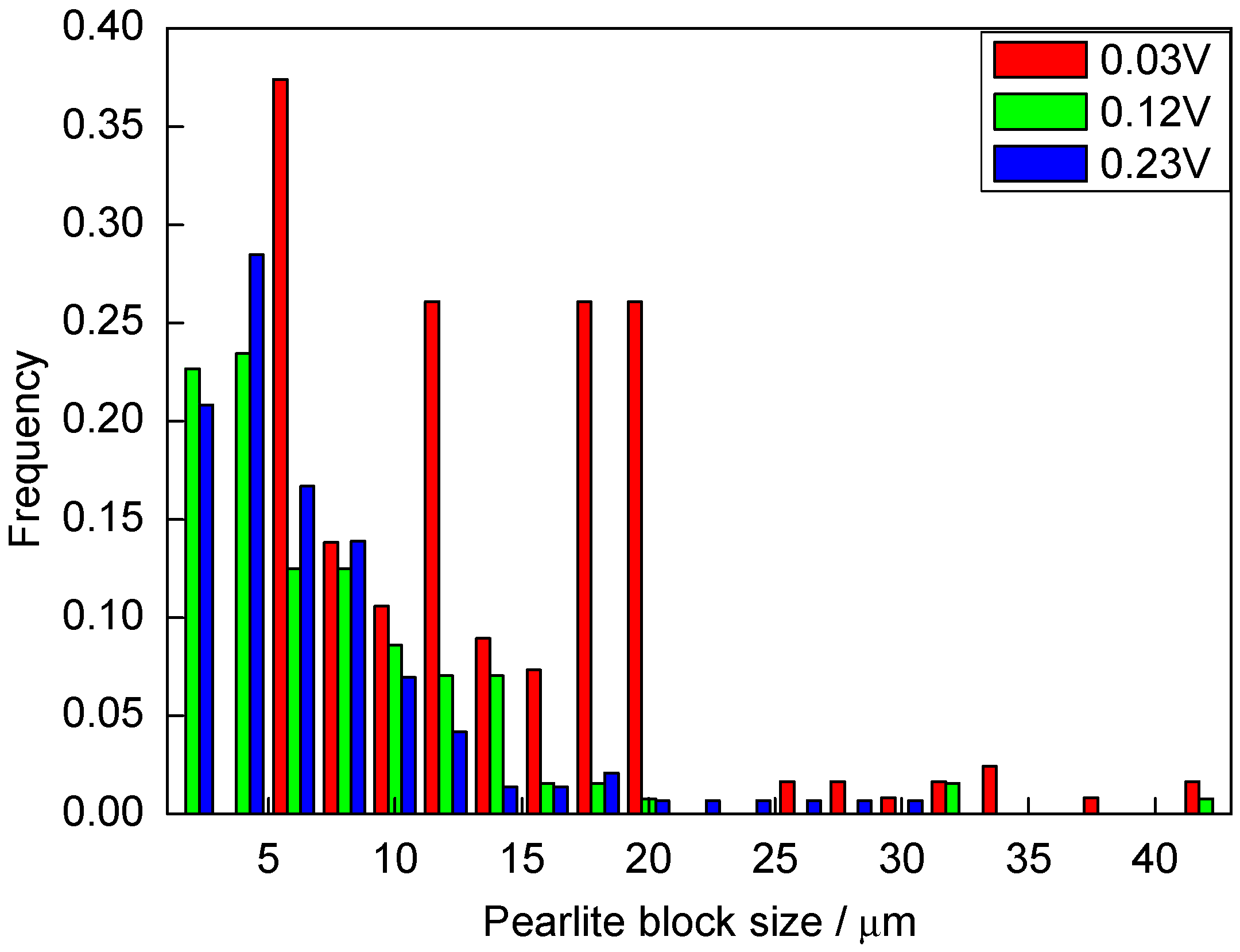
The effect of austenite grain size on the size of the pearlite blocks is much greater than that on the size of the pearlite colonies, and the pearlite blocks control fractures [
16,
21,
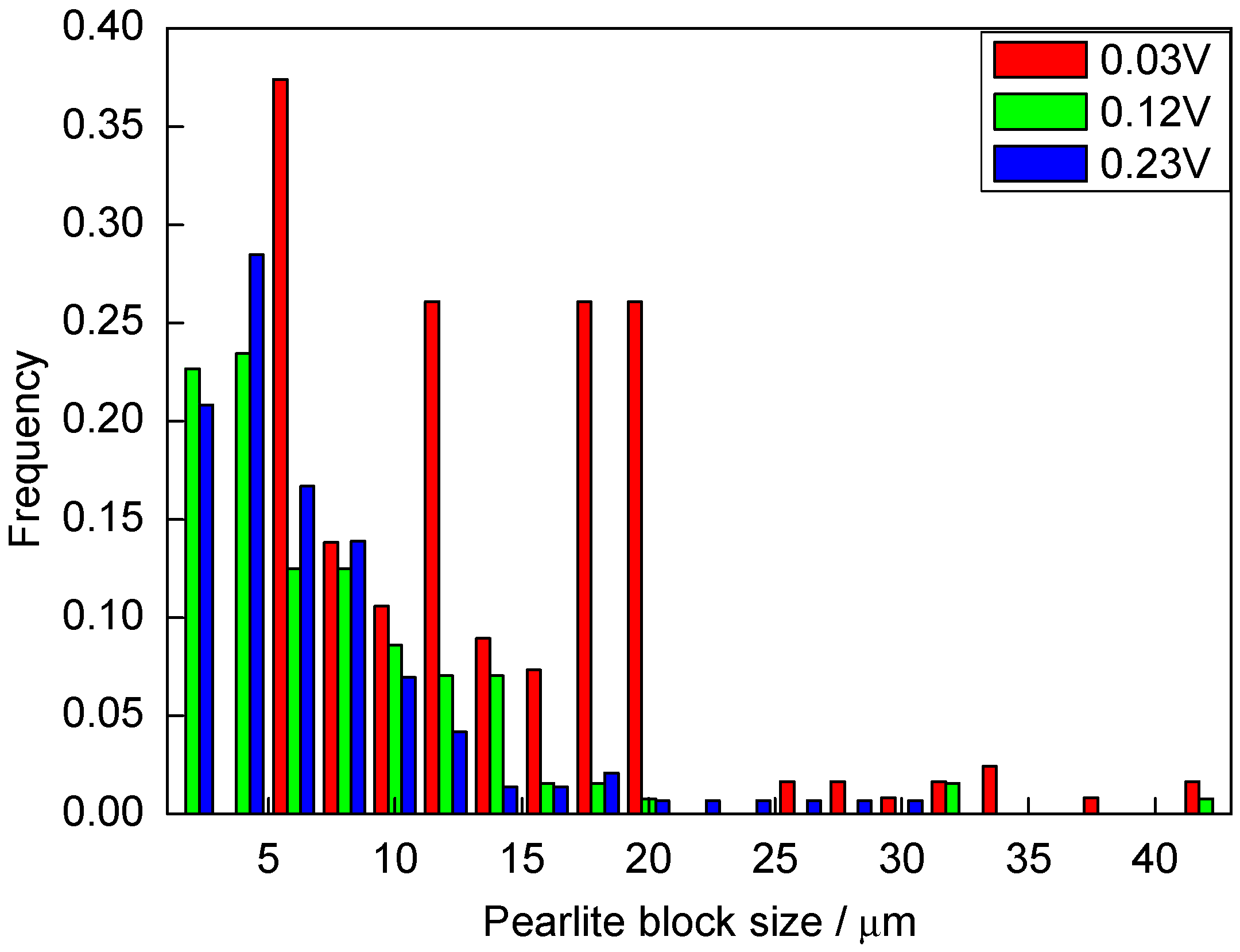
22]. The microstructures of the steels were observed by EBSD, and the pearlite block size and large-angle interface were analyzed (
Figure 11 and
Figure 12). The pearlite block size was counted according to the large-angle interface (>15°), and the density of the high-angle ferrite boundaries was calculated. The average size of the pearlite blocks for the 0.03 V, 0.12 V, and 0.23 V steels were 11.2, 8.2, and 7.9 μm, respectively. Large-angle interfaces hinder cracks, and the greater the interface density, the greater the toughness.
Table 2 shows the ferrite interface density (total interface length per unit area; >15°) in the steel samples. When the V content was increased from 0.03 to 0.12 wt % (samples 0.03 V and 0.12 V), the size of the pearlite blocks decreased, and the high-angle boundary density increased with the austenite grain refinement. Thus, the remarkable increase in the toughness was mainly due to the refinement of the microstructure, although the increase in the volume fraction of proeutectoid ferrite also increased the toughness.
When the V content was increased from 0.12 to 0.23 wt %, V had little effect on the microstructure refinement, and the refinement of the pearlite blocks and the increase in the density of the high-angle boundaries were not important. Besides, the volume fraction of the proeutectoid ferrite is equivalent. Theoretically, the toughness values of the steels should be similar. However, the toughness of sample 0.23 V was substantially lower. As the V content increased, the microhardness of the proeutectoid ferrite and pearlite increased considerably (
Figure 11).
The hardening of pearlite is mainly controlled by ferrite, although it is also affected by the interlamellar spacing. The effect of the interlamellar spacing on the strength and hardness was small. In hypoeutectoid steel, when the interlamellar spacing is less than 627 nm, the overlapping of the plastic deformation zone in ferrite will increase its hardness and reduce the toughness. As the interlamellar spacing decreases, the overlapping of the plastic deformation zone in pearlitic ferrite increases the strength and hardness, and reduces the toughness. When the spacing is smaller, the hardening reaches saturation, and the change in strength, hardness, and toughness tends to zero [
13,
22,
23]. In this study, the interlamellar spacing of pearlite was small, and the hardening of the ferrite obtained by the refinement of the lamellar spacing may have reached the limit. Combined with the results obtained from Equation (5), the interlamellar spacing has little effect on the hardening of ferrite. There was a coherent or semi-coherent relationship between the precipitated V(C,N) and the matrix, which greatly increased the friction resistance between the crystal lattices and limited the plastic deformation of ferrite , thereby hardening the ferrite [
13,
24]. Combined with the microhardness, as the V content increases, the hardness of the proeutectoid ferrite and pearlite increases. In the analysis of strength and hardness, it can be seen that precipitation strengthening is the most important strengthening factor. The addition of V increased the volume fraction of ferrite and refined the structure, while hardening the ferrite. At a V content of 0.03 wt %, V was completely dissolved in the microstructure, resulting in a small effect on strengthening and toughening. When the V content was increased to 0.12 wt %, the microstructure refinement and increase in the volume fraction of ferrite were greater, and the precipitation strengthening was lower. Thus, the positive effect of grain refinement on toughness outweighed the negative effect of ferrite hardening, increasing the impact toughness substantially. When the V content was increased to 0.23 wt %, the effect on the grain refinement was smaller, but the precipitation strengthening continued to increase. The decrease in toughness caused by ferrite hardening was much greater than the positive effect of grain refinement and the increase in proeutectoid ferrite volume fraction, and the impact toughness was reduced.



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}