Petrological Study of Ferrous Burden-Crucible Interaction in Softening & Melting Experiments: Implications for the Relevance of Pressure Drop Measurements

Abstract
1. Introduction
2. Materials and Methods
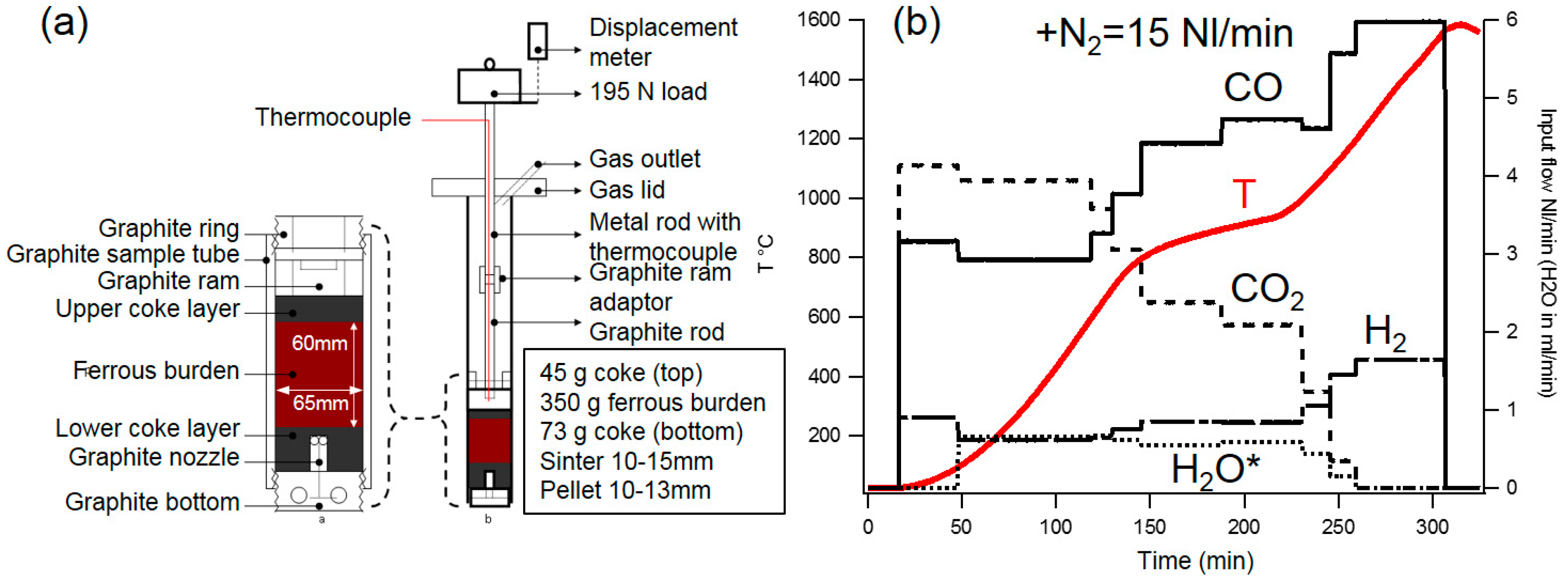
2.1. Experimental Setup and Procedure
2.2. Investigation of Post-Experimental Samples
3. Results
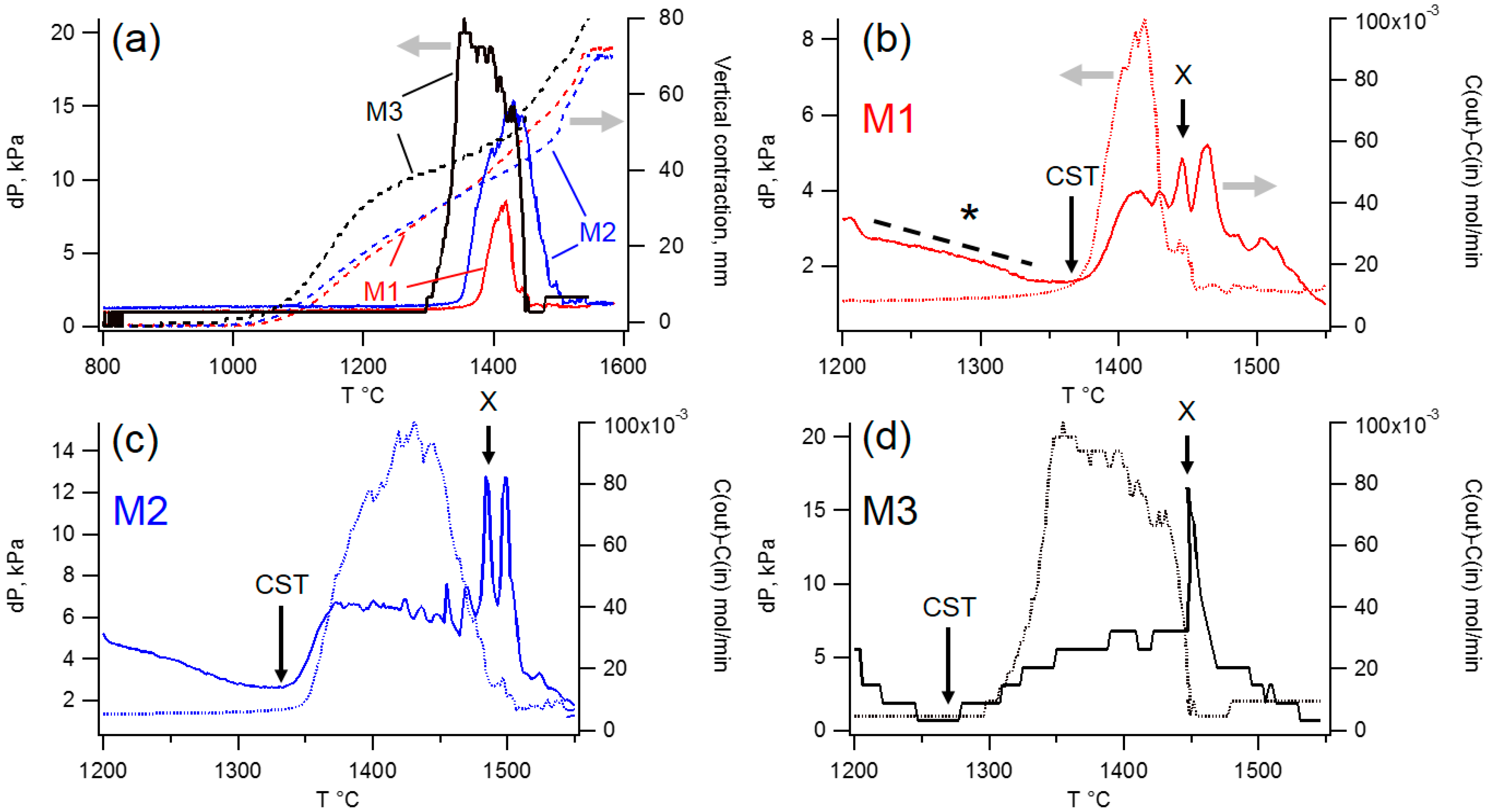
3.1. ASAM Experimental Results
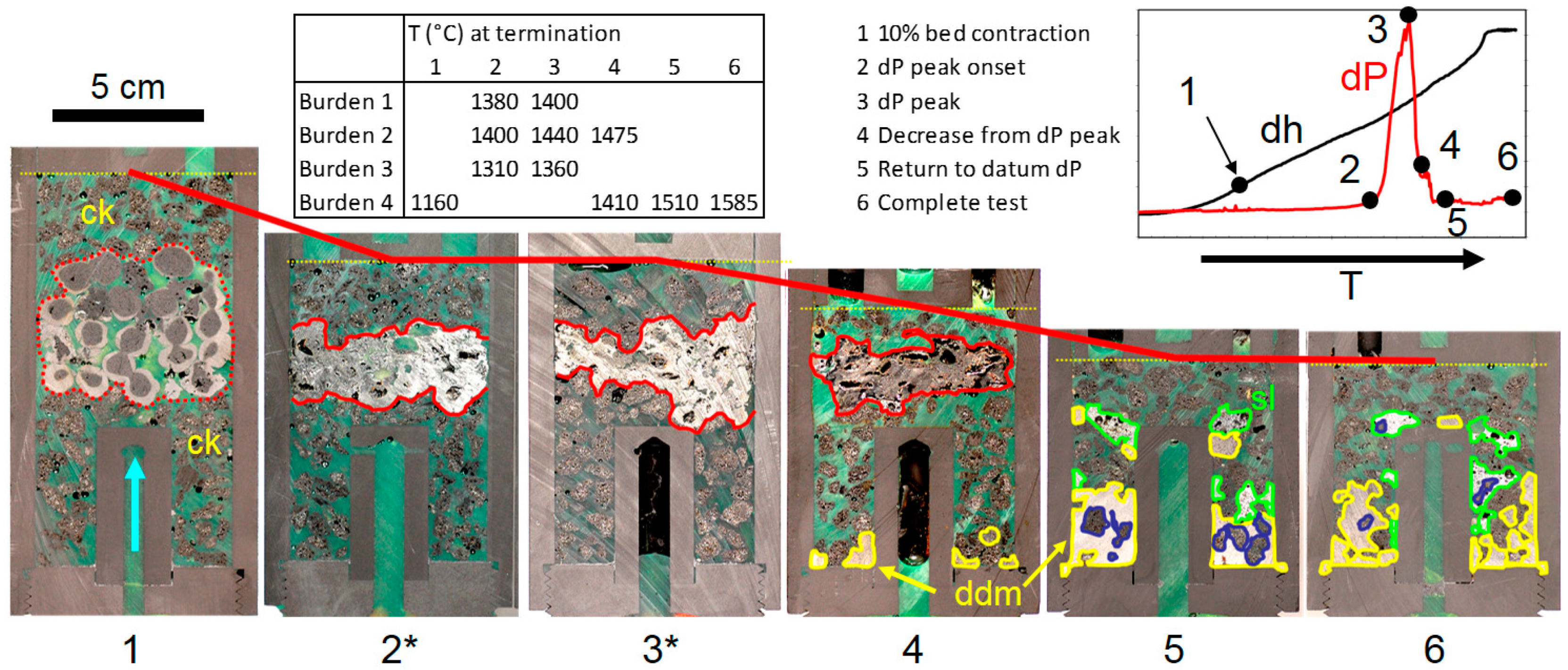
3.2. Petrological Investigation of Interrupted Experimental Samples
3.2.1. 10% Bed Contraction (Burden M4)
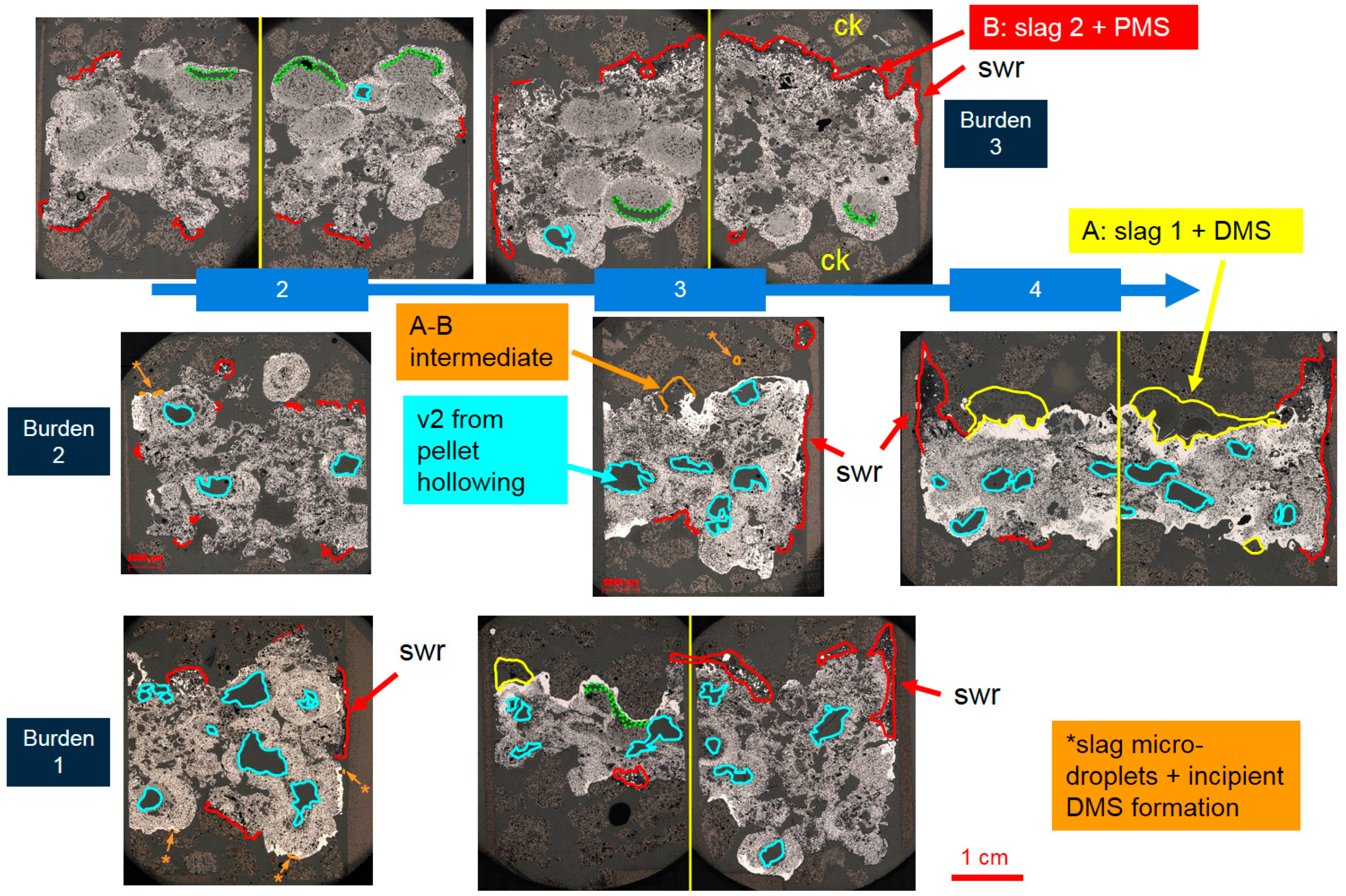
3.2.2. Onset and Development of dP Peak (Burdens M1-M3)
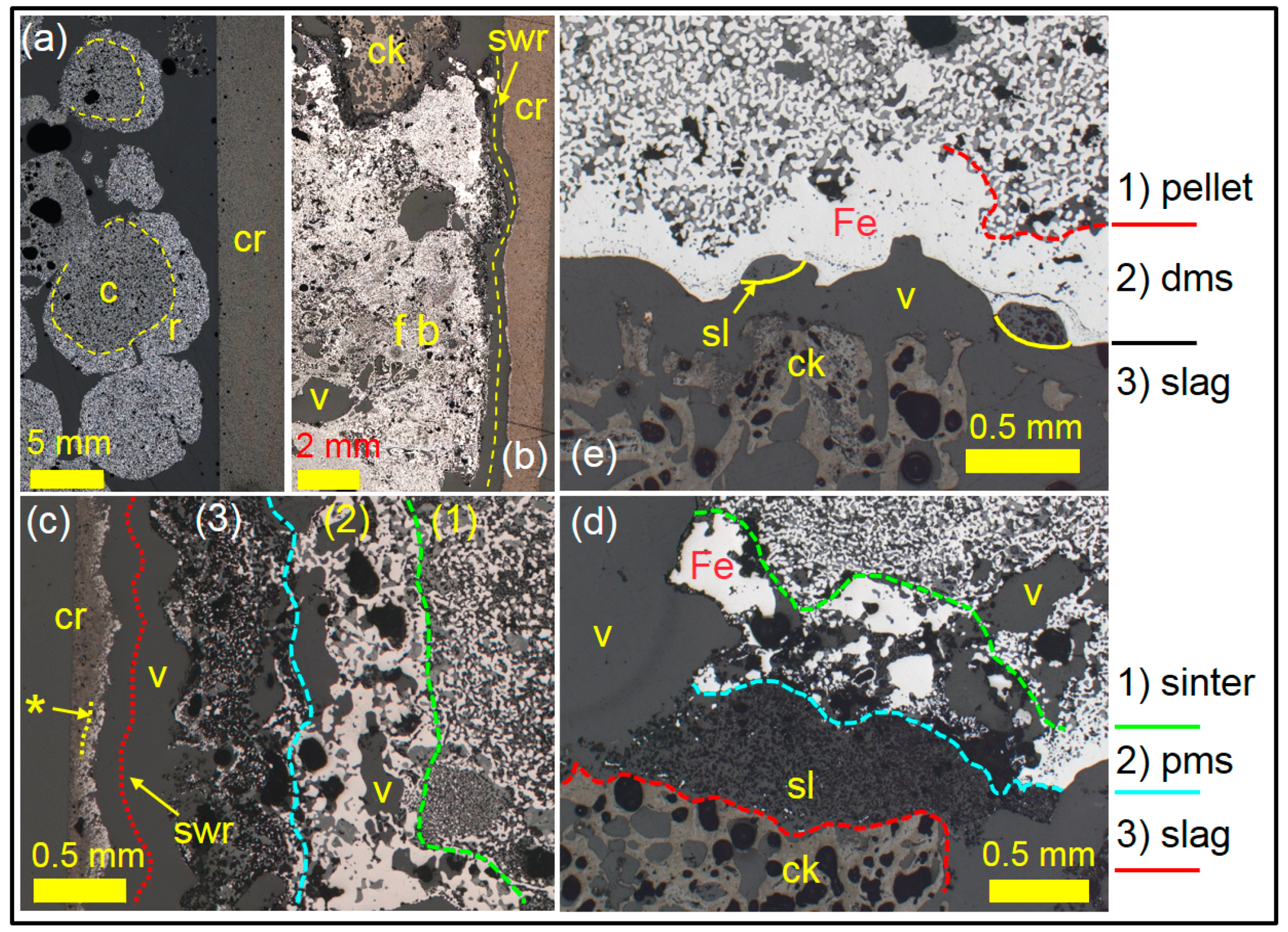
- (1)
- relatively fine (mostly dendritic) intergrowth of metallic Fe and oxidic material;
- (2)
- a layer with irregular, coarser bodies of largely low-C (pearlite-free) metallic Fe and intervening oxidic material; and
- (3)
- an exterior layer separating layer (2) from the cokes or crucible graphite, comprising dominantly oxidic material with either little or no metallic Fe (as in (d)) or some quantity of very finely dispersed dendritic Fe in the final solidified microstructure (as in (c)).
3.2.3. Decrease of dP from Peak to Datum
4. Discussion
5. Conclusions
- (1)
- Demonstrable bypass of gas along the free space between the crucible’s inner wall and ferrous burden layer during initial bed deformation (softening), which masks an actual permeability loss in the layer itself.
- (2)
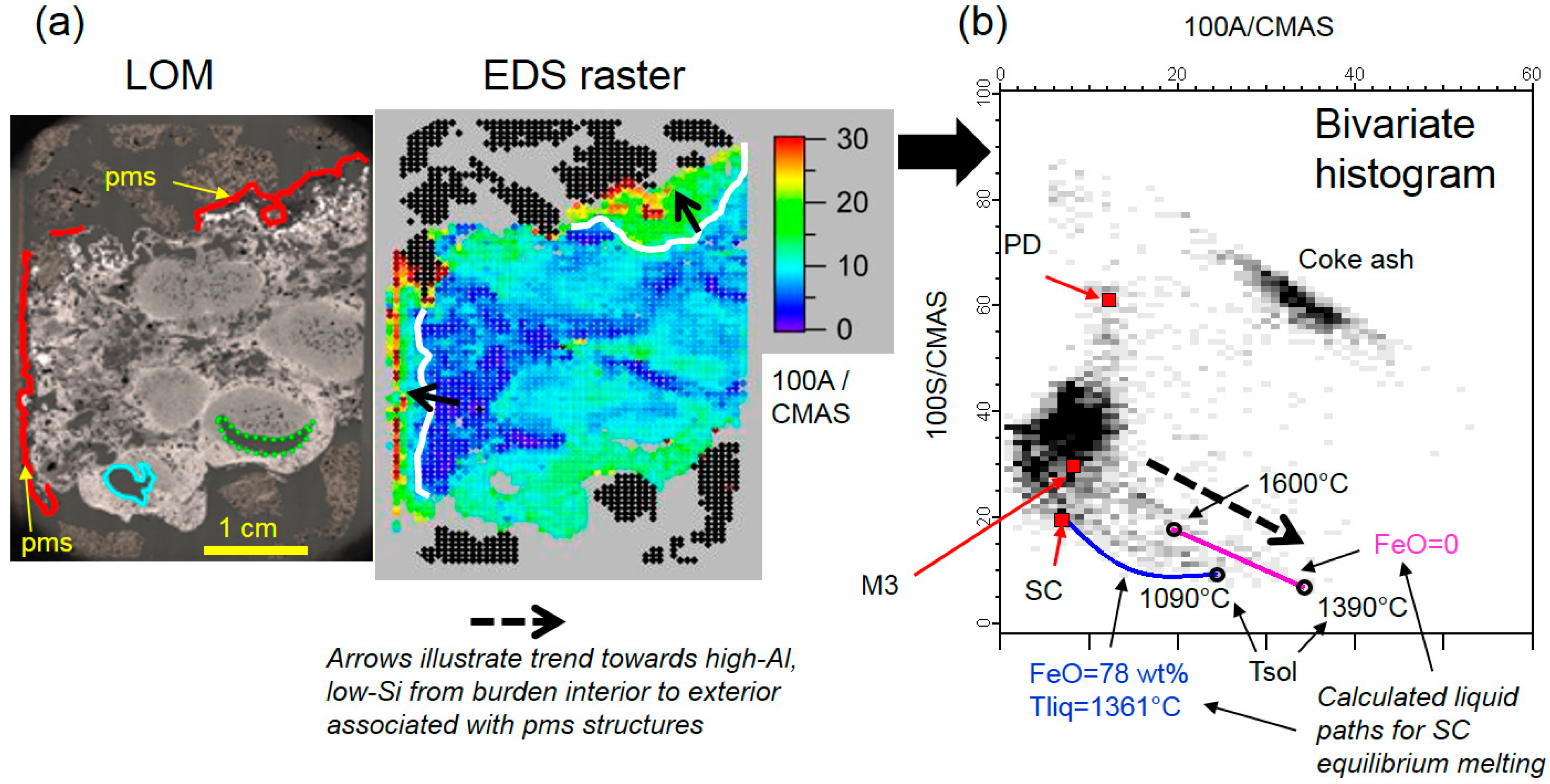
- The onset of abrupt increase in dP is synchronous with, and influenced by, variably effective sealing of the previously free space between ferrous burden and crucible by the formation of oxide(-slag)-metal segregations at the exterior of the ferrous burden layer. This consistently corresponds with the carbon start temperature (CST) off-gas anomaly and represents the (direct) reduction of FeO-rich liquids at the ferrous burden’s exterior. Specifically, in the studied burden mixtures, partial metal segregation (PMS) structures of solid metal and partially molten slag residue form where FeO-rich liquids that are derived from sinter react with the crucible graphite. This results in reactive contact between the PMS and the crucible wall and it locally impedes gas flow along the latter. In contrast, the formation of dense metallic shell (DMS) and slag liquid droplets, associated initially with pellets that are exposed at the burden exterior, shows no such reactive contact and is inferred to pose less impedance to gas flow along the crucible wall, since the burden there is at most mechanically pressed against the wall. The character and areal extent of such diverse marginal structures around the burden exterior are directly related to the burden materials used, hence correlations can be expected, but this is not an indication of the permeability of the ferrous burden layer itself. As such we consider this a misleading, systematic measurement artefact affecting the measured maximum value of dP.
- (3)
- The gradual decrease from maximum dP to datum does not consistently correlate with dripping, and instead it reflects the re-opening of free space between the ferrous burden layer and the crucible wall, while the ferrous burden itself remains in its original location and highly impermeable to the gas phase.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Iljana, M.; Kemppainen, A.; Paananen, T.; Mattila, O.; Heikkinen, E.; Fabritius, T. Evaluating the Reduction-Softening Behaviour of Blast Furnace Burden with an Advanced Test. ISIJ 2016, 56, 1705–1714. [Google Scholar] [CrossRef]
- Liu, X.; Honeyands, T.; Evans, G.; Zulli, P.; O’Dea, D. A Review of High-Temperature Experimental Techniques Used to Investigate the Cohesive Zone of the Ironmaking Blast Furnace. Ironmak. Steelmak. 2018. [Google Scholar] [CrossRef]
- Tayama, A.; Shimomura, Y.; Kushima, K.; Nakata, T.; Fujita, K. Production and Use of High Quality Pellets. In Proceedings of the Ironmaking Conference, Washington, DC, USA, 23–26 March 1980; Volume 139, pp. 390–398. [Google Scholar]
- Ranade, M.G. Testing of Softening and Melting Characteristics of Iron-Bearing Materials: A Critical Review of Procedures and Applications. In Proceedings of the 42nd Ironmaking Conference, Atlanta, GA, USA, 17–20 April 1983; pp. 129–144. [Google Scholar]
- Loo, C.E.; Matthews, L.; O’Dea, D. Lump Ore and Sinter Behaviour During Softening and Melting. ISIJ Int. 2011, 51, 930–938. [Google Scholar] [CrossRef]
- Chaigneau, R.; Bakker, T.; Steeghs, A.; Bergstrand, R. Quality Assessment of Ferrous Burdens: Utopian Dream? In Proceedings of the 60th Ironmaking Conference, Baltimore, MD, USA, 25–28 March 2001; Volume 84, pp. 689–703. [Google Scholar]
- Clixby, G. Simulated Blast-Furnace Reduction of Acid Pellets in Temperature Range 950–1350 °C. Ironmak. Steelmak. 1986, 7, 169–175. [Google Scholar]
- Clixby, G. High Temperature Reduction, Softening and Meltdown Studies of Burden Materials; Report EUR 10762 EN, Catalogue Number CD-NA-10-762-EN-C; Commission of the European Communities: Luxembourg, 1987; Available online: https://publications.europa.eu/s/juUy (accessed on 14 November 2018).
- Bale, C.W.; Bélisle, E.; Chartrand, P.; Decterov, S.A.; Eriksson, G.; Gheribi, A.E.; Hack, K.; Jung, I.H.; Kang, Y.B.; Melançon, J.; et al. FactSage Thermochemical Software and Databases, 2010–2016. Calphad 2016, 54, 35–53. [Google Scholar] [CrossRef]
- Available online: www.factsage.com (accessed on 14 November 2018).







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| wt% | 100% CMAS Normalisation | Burden Mix Proportions | |||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Material | Fe2O3 | FeO | CaO | MgO | SiO2 | Al2O3 | TiO2 | MnO | C/S | Sum CMAS | C | M | A | S | FeO* | 1 | 2 | 3 | 4 |
| Sinter A (SA) | 69.83 | 13.03 | 10.07 | 1.06 | 4.19 | 1.23 | 0.15 | 0.45 | 2.40 | 16.54 | 60.87 | 6.38 | 7.41 | 25.33 | 82.10 | 45 | - | - | - |
| Sinter B (SB) | 71.27 | 10.78 | 11.42 | 1.09 | 3.96 | 1.04 | 0.14 | 0.29 | 2.89 | 17.51 | 65.23 | 6.20 | 5.97 | 22.60 | 81.05 | - | 40 | - | - |
| Sinter C (SC) | 70.47 | 9.15 | 13.22 | 1.35 | 3.84 | 1.37 | 0.17 | 0.43 | 3.45 | 19.78 | 66.87 | 6.81 | 6.91 | 19.41 | 78.58 | - | - | 53 | - |
| Sinter D (SD) | 72.56 | 11.31 | 9.05 | 1.29 | 3.77 | 1.56 | 0.15 | 0.33 | 2.40 | 15.65 | 57.79 | 8.21 | 9.94 | 24.05 | 83.03 | - | - | - | 35.4 |
| Pellet A (PA) | 95.16 | 0.43 | 0.46 | 1.40 | 2.05 | 0.24 | 0.18 | 0.08 | 0.23 | 4.15 | 11.14 | 33.66 | 5.81 | 49.39 | 95.40 | 15 | 20 | - | 16.2 |
| Pellet B (PB) | 91.19 | 0.19 | 2.63 | 1.40 | 3.46 | 0.70 | 0.21 | 0.21 | 0.76 | 8.20 | 32.07 | 17.14 | 8.57 | 42.23 | 90.94 | 40 | - | - | - |
| Pellet C (PC) | 91.17 | 0.12 | 2.55 | 1.70 | 3.46 | 0.69 | 0.18 | 0.13 | 0.74 | 8.40 | 30.35 | 20.19 | 8.24 | 41.22 | 90.73 | - | 40 | - | - |
| Pellet D (PD) | 92.11 | 0.10 | 0.33 | 1.63 | 4.47 | 0.89 | 0.20 | 0.27 | 0.07 | 7.32 | 4.53 | 22.22 | 12.21 | 61.04 | 91.90 | - | - | 47 | - |
| Pellet E (PE) | 91.54 | 0.22 | 2.60 | 1.18 | 3.54 | 0.57 | 0.22 | 0.13 | 0.73 | 7.89 | 32.91 | 14.99 | 7.24 | 44.85 | 91.28 | - | - | - | 48.4 |
| wt% | |||||||||||||||||||
| Burden 1 (M1) | 82.18 | 6.00 | 5.65 | 1.25 | 3.58 | 0.87 | 0.18 | 0.30 | 1.58 | 11.34 | 49.81 | 10.99 | 7.66 | 31.54 | 87.57 | ||||
| Burden 2 (M2) | 84.04 | 4.41 | 5.68 | 1.40 | 3.40 | 0.74 | 0.16 | 0.17 | 1.67 | 11.22 | 50.65 | 12.45 | 6.63 | 30.27 | 87.71 | ||||
| Burden 3 (M3) | 80.68 | 4.89 | 7.15 | 1.48 | 4.13 | 1.14 | 0.18 | 0.36 | 1.73 | 13.89 | 51.45 | 10.62 | 8.22 | 29.70 | 84.80 | ||||
| Burden 4 (M4) | 85.41 | 4.18 | 4.53 | 1.25 | 3.38 | 0.87 | 0.19 | 0.19 | 1.34 | 10.03 | 45.20 | 12.50 | 8.64 | 33.67 | 88.98 | ||||
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Small, J.; Adema, A.; Andreev, K.; Zinngrebe, E. Petrological Study of Ferrous Burden-Crucible Interaction in Softening & Melting Experiments: Implications for the Relevance of Pressure Drop Measurements. Metals 2018, 8, 1082. https://doi.org/10.3390/met8121082
Small J, Adema A, Andreev K, Zinngrebe E. Petrological Study of Ferrous Burden-Crucible Interaction in Softening & Melting Experiments: Implications for the Relevance of Pressure Drop Measurements. Metals. 2018; 8(12):1082. https://doi.org/10.3390/met8121082
Chicago/Turabian StyleSmall, James, Allert Adema, Kirill Andreev, and Enno Zinngrebe. 2018. "Petrological Study of Ferrous Burden-Crucible Interaction in Softening & Melting Experiments: Implications for the Relevance of Pressure Drop Measurements" Metals 8, no. 12: 1082. https://doi.org/10.3390/met8121082
APA StyleSmall, J., Adema, A., Andreev, K., & Zinngrebe, E. (2018). Petrological Study of Ferrous Burden-Crucible Interaction in Softening & Melting Experiments: Implications for the Relevance of Pressure Drop Measurements. Metals, 8(12), 1082. https://doi.org/10.3390/met8121082