Finishing Turning of Ni Superalloy Haynes 282




Abstract
1. Introduction
2. Experimental Setup
2.1. Workpiece Material and Cutting Tools
2.2. Instrumentation and Setup
3. Results and Discussion
3.1. Cutting Forces
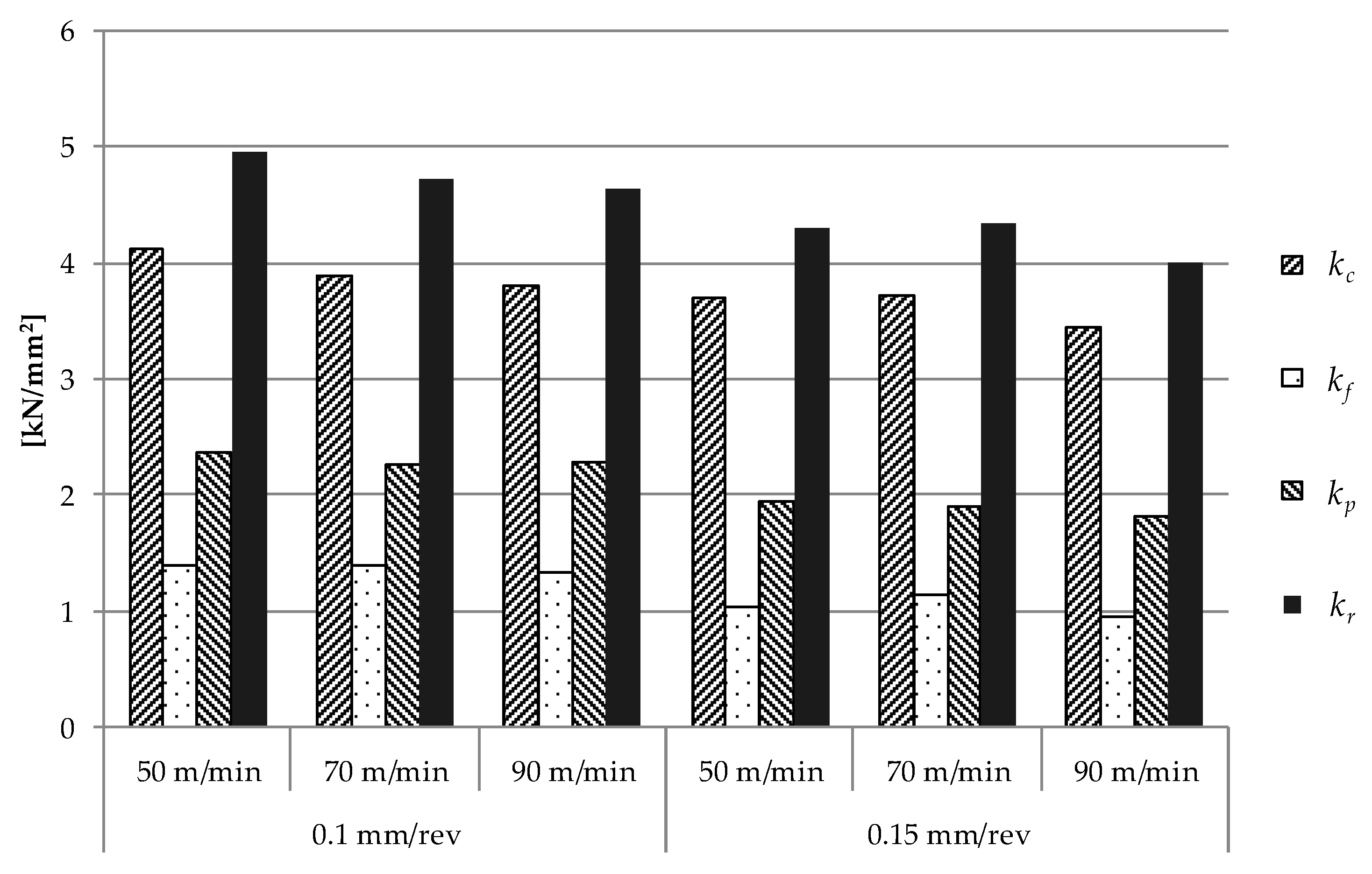
3.1.1. Specific Cutting Force Obtained with Fresh Tools
- All of the components of the specific cutting force decreased with the cutting speed due to the thermal softening of the workpiece material. For feeds of 0.1 mm/rev and 0.15 mm/rev, decrements of 8% and 7% were found for the specific cutting force (kc), respectively, when the cutting speed increased from 50 m/min to 90 m/min. This effect was diminished in the rest of the specific cutting force components.
- A higher impact of the feed on the specific cutting force components was found, with recorded decrements of up to 10% for the specific cutting force (kc), up to 28% for the specific feed force (kf), and up to 20% for the specific back force (kp) when the feed was incremented from 0.1 mm/rev to 0.15 mm/rev. Large deformations and stresses were located at the cutting edge of the tool; hence, the larger the feed, the smaller the zone at the undeformed cross-section of the chip subjected to large levels of stress and deformation. Hence, the values of the specific cutting force components were lower at higher values of feed.
3.1.2. Evolution of the Specific Cutting Forces During the Tests
- Cutting speed of 50 m/min: Two regions were identified. In the first region, moderate linear growth in the forces was registered. In the second region, a drastic increment in the kp component, which was not so evident in the case of the kf component, was recorded. These two regions could be related to the main wear mechanisms that were identified during the tests. The first region of the curve could be associated with the progressive erosion of the flank of the tool, combined with moderate chipping, while the second region could be associated with more aggressive chipping at the cutting edge, affecting the cutting edge integrity, and hence, the specific force components kf and kp. As the cutting speed increased, the tool wear resulting in enhanced specific forces increased.
- Cutting speed of 70 m/min: The behavior of the specific cutting force evolution was similar to the case with the lowest velocity. Two regions were observed in the evolution of kp and, to a lesser extent, in kf. In the first region, the three components of the cutting speed grew moderately, corresponding with the progression of flank wear (with chipping being moderate). In the second region, the kf and kp components grew significantly faster than in the previous region: this behavior is explained by the rapid deterioration of the cutting edge of the tool due to chipping.
- Cutting speed of 90 m/min: It is not possible to distinguish different growth trends. Throughout the test, the growth of the specific cutting force components was approximately linear. This tendency can be explained by the early onset of chipping wear, which was very severe since the first stages of the test.
- In general, the effect of the feed on the evolution of specific cutting force components during the tests was not significant.
3.2. Tool Wear and Tool Life
3.3. Surface Quality
4. Conclusions
- The specific back force at the end of tool life reached values that were up to 10 times greater than the values that were obtained when the tool was fresh. The specific cutting and feed force reached values of up to 2.5 and seven times those of the fresh tool, respectively. Thus, the evolution of the component kp could be used as a good indicator of the wear state of the tool in this machining process, especially for low values of cutting speed because, in these conditions, there is a drastic increase in kp in the last stages, prior to the cutting-edge failure.
- The main wear modes identified during the experiments were: flank, chipping, built-up edge (BUE), and notch wear. In all of the cutting conditions, the end of tool life was reached due to the catastrophic failure of the cutting edge, which was mainly due to the coalescence of fragile breakages of the tool (chipping).
- The tool life was very sensitive to cutting speed. In the tests with cutting speeds of 50 m/min and 70 m/min and feeds of 0.1 mm/rev and 0.15 mm/rev, cutting edge durations between 15–33 min were obtained, demonstrating the industrial application of these machining conditions.
- The increase in the feed moderately reduced the duration of the tool while increasing the machined surface per cutting edge and machined surface per unit of time, which is a good option for obtaining greater productivities in industrial applications.
- For all of the tested conditions, when the tools were without significant wear, values of Ra between 1.8–2.6 µm were obtained. Wear progression led to lower values of Ra (between 0.7–1.5 µm) because of the increased effective tool tip radius, which is related to the decrease of Ra values. The best surface quality in terms of the obtained roughness was obtained with the lowest value of cutting speed (50 m/min), while the feed had a negligible effect on this variable.
Author Contributions
Funding
Conflicts of Interest
Abbreviations
| ae = radial depth |
| ap = axial depth |
| CBN: cubic boron nitride |
| d: depth of pass |
| f: feed rate |
| Fc: Cutting force |
| Ff: Feed force |
| Fp: Back force |
| Fr: Resultant force |
| kc: Specific cutting force |
| kf: Specific feed force |
| kp: Specific back force |
| kr: Specific resultant force |
| PCBN: Polycrystalline cubic boron nitride |
| SEM: Scanning electron microscopy |
| Smach.t: Machined surface per unit time |
| Sedge: Machined surface per cutting edge |
| T: Tool life |
| Vc: Cutting speed |
| Ra: Arithmetic Average Roughness |
References
- Zhu, D.; Zhang, X.; Ding, H. Tool wear characteristics in machining of nickel-based superalloys. Int. J. Mach. Tools Manuf. 2013, 64, 60–77. [Google Scholar] [CrossRef]
- Calleja, A.; Fernández, A.; Campa, F.J.; Lamikiz, A.; López De Lacalle, L.N. Reliable manufacturing process in turbine blisks and compressors. Procedia Eng. 2013, 63, 60–66. [Google Scholar] [CrossRef]
- Ezugwu, E.O.; Bonney, J.; Yamane, Y. An overview of the machinability of aeroengine alloys. J. Mater. Process. Technol. 2003, 134, 233–253. [Google Scholar] [CrossRef]
- González, H.; Calleja, A.; Pereira, O.; Ortega, N.; López de Lacalle, L.; Barton, M. Super Abrasive Machining of Integral Rotary Components Using Grinding Flank Tools. Metals 2018, 8, 24. [Google Scholar] [CrossRef]
- Cantero, J.L.; Díaz-Álvarez, J.; Miguélez, M.H.; Marín, N.C. Analysis of tool wear patterns in finishing turning of Inconel 718. Wear 2013, 297, 885–894. [Google Scholar] [CrossRef]
- Wang, F.; Cheng, X.; Liu, Y.; Yang, X.; Meng, F. Micromilling Simulation for the Hard-to-cut Material. Procedia Eng. 2017, 174, 693–699. [Google Scholar] [CrossRef]
- Thakur, A.; Gangopadhyay, S. State-of-the-art in surface integrity in machining of nickel-based super alloys. Int. J. Mach. Tools Manuf. 2016, 100, 25–54. [Google Scholar] [CrossRef]
- Kruger, K.L. HAYNES 282 alloy. In Materials for Ultra-Supercritical and Advanced Ultra-Supercritical Power Plants; Elsevier Ltd.: Amsterdam, The Netherlands, 2016; pp. 511–545. ISBN 9780081005583. [Google Scholar]
- Rodríguez-Millán, M.; Díaz-Álvarez, J.; Bernier, R.; Cantero, J.; Rusinek, A.; Miguelez, M. Thermo-Viscoplastic Behavior of Ni-Based Superalloy Haynes 282 and Its Application to Machining Simulation. Metals 2017, 7, 561. [Google Scholar] [CrossRef]
- Hood, R.; Soo, S.L.; Aspinwall, D.K.; Andrews, P.; Sage, C. Radius end milling of Haynes 282 nickel based superalloy. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2012, 226, 1745–1753. [Google Scholar] [CrossRef]
- Haynes International. Available online: https://haynesintl.com/alloys/alloy-portfolio_/High-temperature-Alloys/HAYNES282alloy.aspx (accessed on 17 october 2018).
- Ezugwu, E.O. Key improvements in the machining of difficult-to-cut aerospace superalloys. Int. J. Mach. Tools Manuf. 2005, 45, 1353–1367. [Google Scholar] [CrossRef]
- Choudhury, I.A.; El-Baradie, M.A. Machinability of nickel-base super alloys: A general review. J. Mater. Process. Technol. 1998, 77, 278–284. [Google Scholar] [CrossRef]
- Muñoz-Sánchez, A.; Canteli, J.A.; Cantero, J.L.; Miguelez, M.H. Numerical analysis of the tool wear effect in the machining induced residual stresses. Simul. Model. Pract. Theory 2011, 19, 872–886. [Google Scholar] [CrossRef]
- Xue, C.; Chen, W. Adhering layer formation and its effect on the wear of coated carbide tools during turning of a nickel-based alloy. Wear 2011, 270, 895–902. [Google Scholar] [CrossRef]
- Kartheek, G.; Srinivas, K.; Devaraj, C. Optimization of Residual Stresses in Hard Turning of Super Alloy Inconel 718. Mater. Today Proc. 2018, 5, 4592–4600. [Google Scholar] [CrossRef]
- Fernández-Valdivielso, A.; López de Lacalle, L.N.; Urbikain, G.; Rodriguez, A. Detecting the key geometrical features and grades of carbide inserts for the turning of nickel-based alloys concerning surface integrity. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2016, 230, 3725–3742. [Google Scholar] [CrossRef]
- Urbikain, G.; de Lacalle, L.N.L. Modelling of surface roughness in inclined milling operations with circle-segment end mills. Simul. Model. Pract. Theory 2018, 84, 161–176. [Google Scholar] [CrossRef]
- Kitagawa, T.; Kubo, A.; Maekawa, K. Temperature and wear of cutting tools in high-speed machining of Inconel 718 and Ti 6Al 6V 2Sn. Wear 1997, 202, 142–148. [Google Scholar] [CrossRef]
- Díaz-Álvarez, J.; Tapetado, A.; Vázquez, C.; Miguélez, H. Temperature measurement and numerical prediction in machining inconel 718. Sensors 2017, 17, 1531. [Google Scholar] [CrossRef] [PubMed]
- Devillez, A.; Schneider, F.; Dominiak, S.; Dudzinski, D.; Larrouquere, D. Cutting forces and wear in dry machining of Inconel 718 with coated carbide tools. Wear 2007, 262, 931–942. [Google Scholar] [CrossRef]
- Hoier, P.; Malakizadi, A.; Stuppa, P.; Cedergren, S.; Klement, U. Microstructural characteristics of Alloy 718 and Waspaloy and their influence on flank wear during turning. Wear 2018, 400–401, 184–193. [Google Scholar] [CrossRef]
- Thellaputta, G.R.; Chandra, P.S.; Rao, C.S.P. Machinability of Nickel Based Superalloys: A Review. Mater. Today Proc. 2017, 4, 3712–3721. [Google Scholar] [CrossRef]
- Hu, H.J.; Huang, W.J. Tool life models of nano ceramic tool for turning hard steel based on FEM simulation and experiments. Ceram. Int. 2014, 40, 8987–8996. [Google Scholar] [CrossRef]
- Kumar, A.S.; Durai, A.R.; Sornakumar, T. Wear behaviour of alumina based ceramic cutting tools on machining steels. Tribol. Int. 2006, 39, 191–197. [Google Scholar] [CrossRef]
- Lima, F.F.; Sales, W.F.; Costa, E.S.; da Silva, F.J.; Machado, Á.R. Wear of ceramic tools when machining Inconel 751 using argon and oxygen as lubri-cooling atmospheres. Ceram. Int. 2017, 43, 677–685. [Google Scholar] [CrossRef]
- Altin, A.; Nalbant, M.; Taskesen, A. The effects of cutting speed on tool wear and tool life when machining Inconel 718 with ceramic tools. Mater. Des. 2007, 28, 2518–2522. [Google Scholar] [CrossRef]
- Calleja-Ochoa, A.; Gonzalez-Barrio, H.; Polvorosa-Teijeiro, R.; Ortega-Rodriguez, N.; Lopez-de-Lacalle-Marcaide, L.N. Multitasking machines: Evolution, resources, processes and scheduling. DYNA 2017, 92, 637–642. [Google Scholar]
- Lin, Z.C.; Chen, D.Y. A study of cutting with a CBN tool. J. Mater. Process. Technol. 1995, 49, 149–164. [Google Scholar] [CrossRef]
- Grzesik, W.; Niesłony, P.; Habrat, W.; Sieniawski, J.; Laskowski, P. Investigation of tool wear in the turning of Inconel 718 superalloy in terms of process performance and productivity enhancement. Tribol. Int. 2018, 118, 337–346. [Google Scholar] [CrossRef]
- Li, H.Y.; He, H.B.; Han, W.Q.; Yang, J.; Gu, T.; Li, Y.M.; Lyu, S.K. A study on cutting and tribology performances of TiN and TiAlN coated tools. Int. J. Precis. Eng. Manuf. 2015, 16, 781–786. [Google Scholar] [CrossRef]
- Thakur, D.G.; Ramamoorthy, B.; Vijayaraghavan, L. Study on the machinability characteristics of superalloy Inconel 718 during high speed turning. Mater. Des. 2009, 30, 1718–1725. [Google Scholar] [CrossRef]
- Bouzakis, K.D.; Michailidis, N.; Skordaris, G.; Bouzakis, E.; Biermann, D.; M’Saoubi, R. Cutting with coated tools: Coating technologies, characterization methods and performance optimization. CIRP Ann. Manuf. Technol. 2012, 61, 703–723. [Google Scholar] [CrossRef]
- Olovsjö, S.; Nyborg, L. Influence of microstructure on wear behaviour of uncoated WC tools in turning of Alloy 718 and Waspaloy. Wear 2012, 282–283, 12–21. [Google Scholar] [CrossRef]
- Cantero, J.; Díaz-Álvarez, J.; Infante-García, D.; Rodríguez, M.; Criado, V. High Speed Finish Turning of Inconel 718 Using PCBN Tools under Dry Conditions. Metals 2018, 8, 192. [Google Scholar] [CrossRef]
- Díaz-Álvarez, J.; Criado, V.; Miguélez, H.; Cantero, J. PCBN Performance in High Speed Finishing Turning of Inconel 718. Metals 2018, 8, 582. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element (%) | Ni | Cr | Fe | Nb | Mo | Ti | Al | Co | Si | Cu | Mn | C |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Haynes 282 | 57 | 19.42 | 0.87 | ˂0.01 | 8.52 | 2.22 | 1.41 | 10.2 | ˂0.05 | ˂0.01 | 0.06 | 0.062 |
| Cutting Speed (m/min) | Feed (mm/rev) | Pass Depth (mm) |
|---|---|---|
| 50 | 0.1 | 0.25 |
| 0.15 | ||
| 70 | 0.1 | |
| 0.15 | ||
| 90 | 0.1 | |
| 0.15 |
| Tool | Cutting Speed (m/min) | Feed (mm/rev) | Depth (mm) | Life (min) | Machined Surface per Unit Time (mm2/s) | Machined Surface per Cutting Edge (mm2) |
|---|---|---|---|---|---|---|
| Carbide (TS2000, Seco) | 50 | 0.1 | 0.25 | 33.4 | 83.3 | 167,139 |
| 0.15 | 29.2 | 125.0 | 218,916 | |||
| 70 | 0.1 | 0.25 | 17.0 | 117.0 | 118,681 | |
| 0.15 | 14.6 | 175.0 | 153,215 | |||
| 90 | 0.1 | 0.25 | 9.0 | 150.0 | 80,961 | |
| 0.15 | 4.4 | 225.0 | 58,826 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Díaz-Álvarez, J.; Díaz-Álvarez, A.; Miguélez, H.; Cantero, J.L. Finishing Turning of Ni Superalloy Haynes 282. Metals 2018, 8, 843. https://doi.org/10.3390/met8100843
Díaz-Álvarez J, Díaz-Álvarez A, Miguélez H, Cantero JL. Finishing Turning of Ni Superalloy Haynes 282. Metals. 2018; 8(10):843. https://doi.org/10.3390/met8100843
Chicago/Turabian StyleDíaz-Álvarez, José, Antonio Díaz-Álvarez, Henar Miguélez, and José Luis Cantero. 2018. "Finishing Turning of Ni Superalloy Haynes 282" Metals 8, no. 10: 843. https://doi.org/10.3390/met8100843
APA StyleDíaz-Álvarez, J., Díaz-Álvarez, A., Miguélez, H., & Cantero, J. L. (2018). Finishing Turning of Ni Superalloy Haynes 282. Metals, 8(10), 843. https://doi.org/10.3390/met8100843