Comprehensive Characterisation of a Newly Developed Mg–Dy–Al–Zn–Zr Alloy Structure

Abstract
:1. Introduction
2. Materials and Methods
3. Results
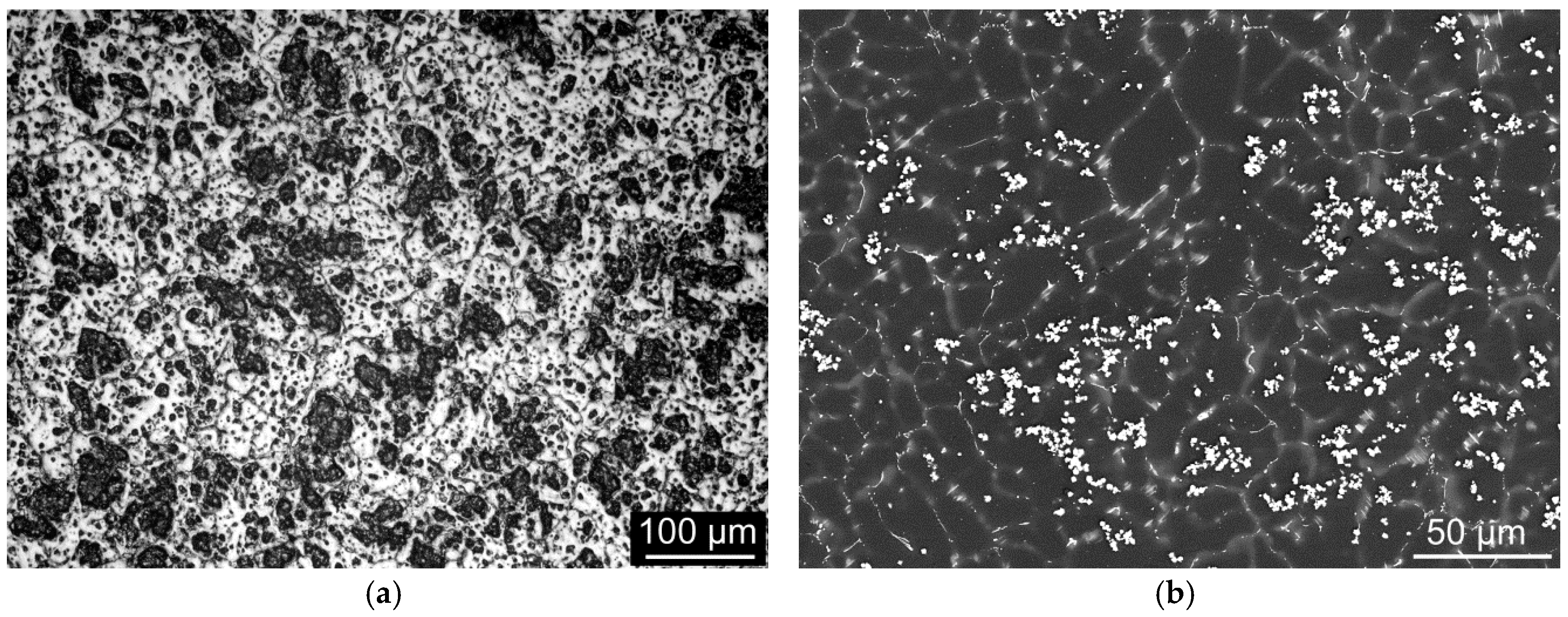
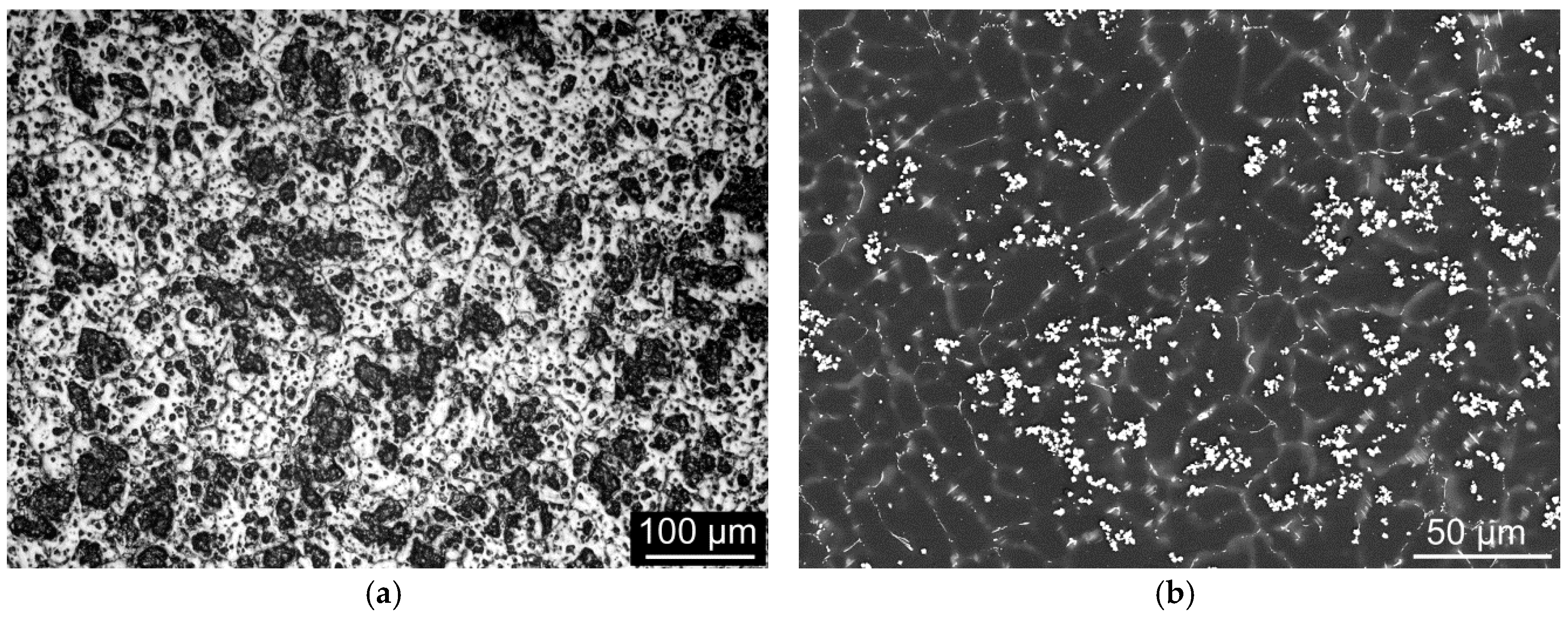
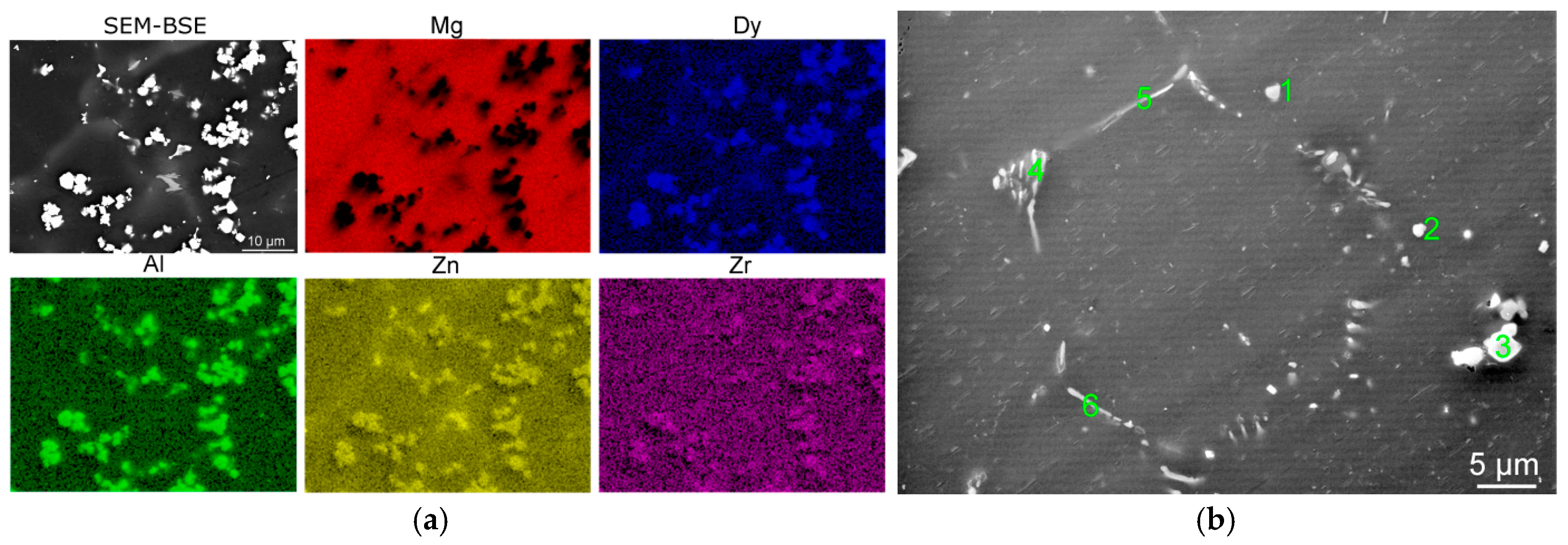
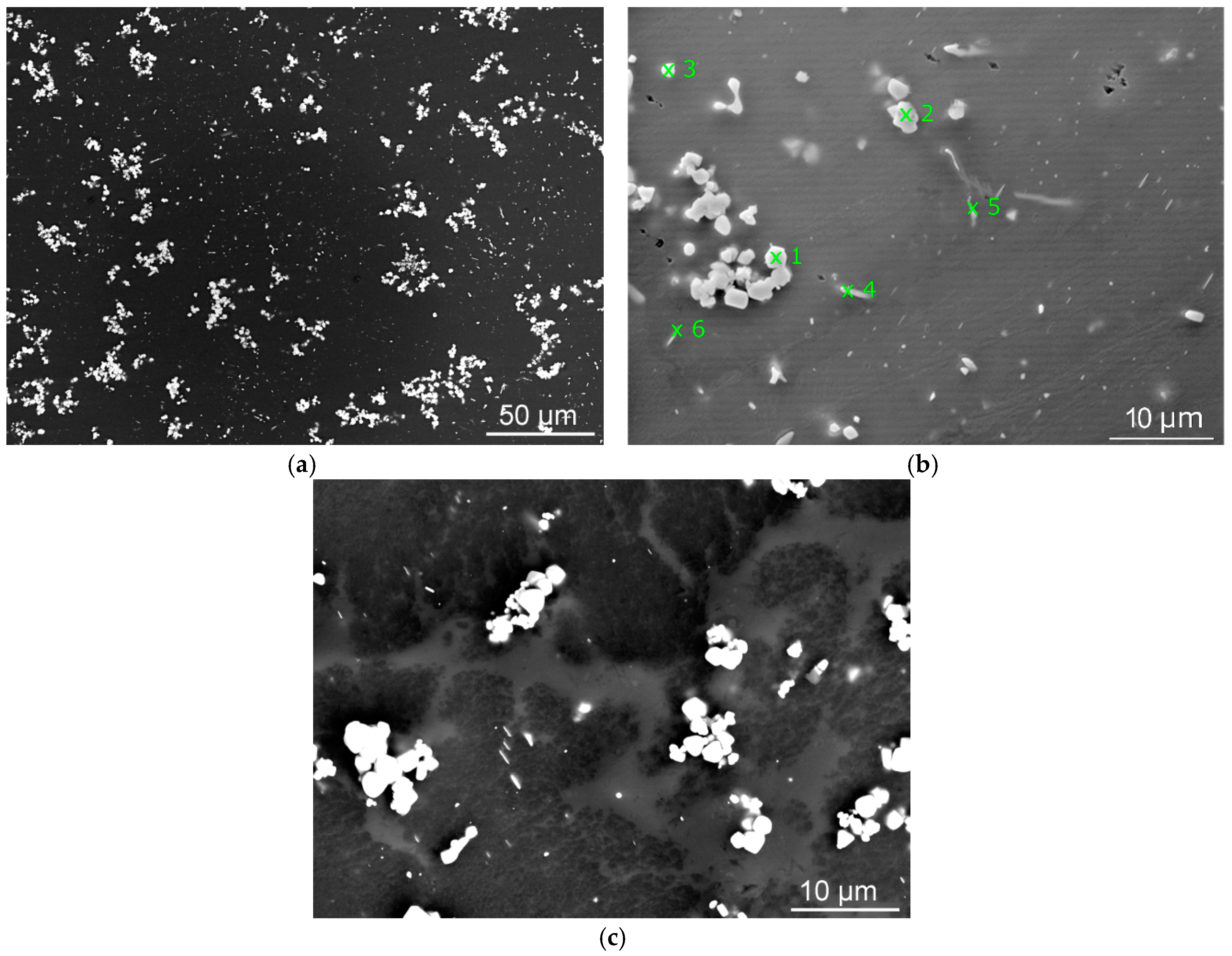
3.1. Microstructures
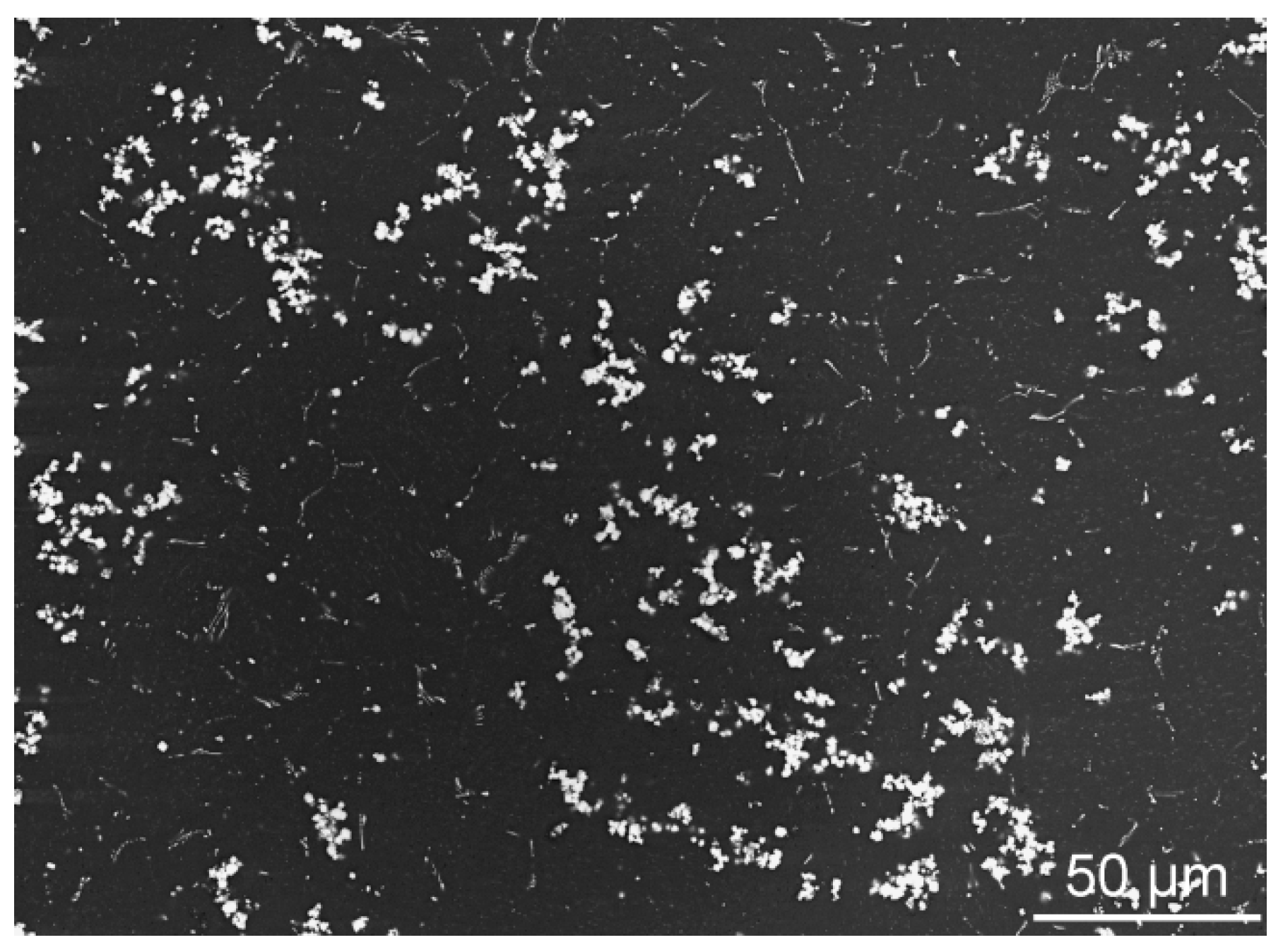
3.1.1. As-Cast State
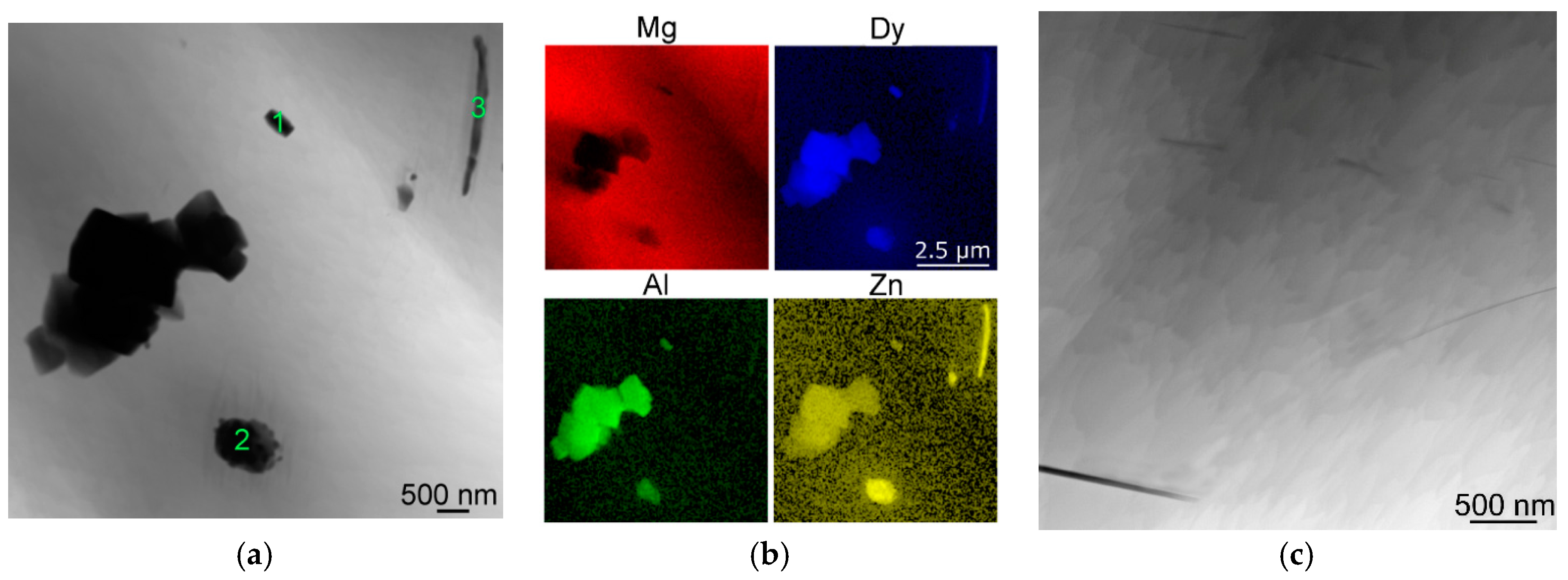
3.1.2. Heat Treatment at 520 °C
3.1.3. Heat Treatment at 480 °C
3.1.4. Heat Treatment at 560 °C
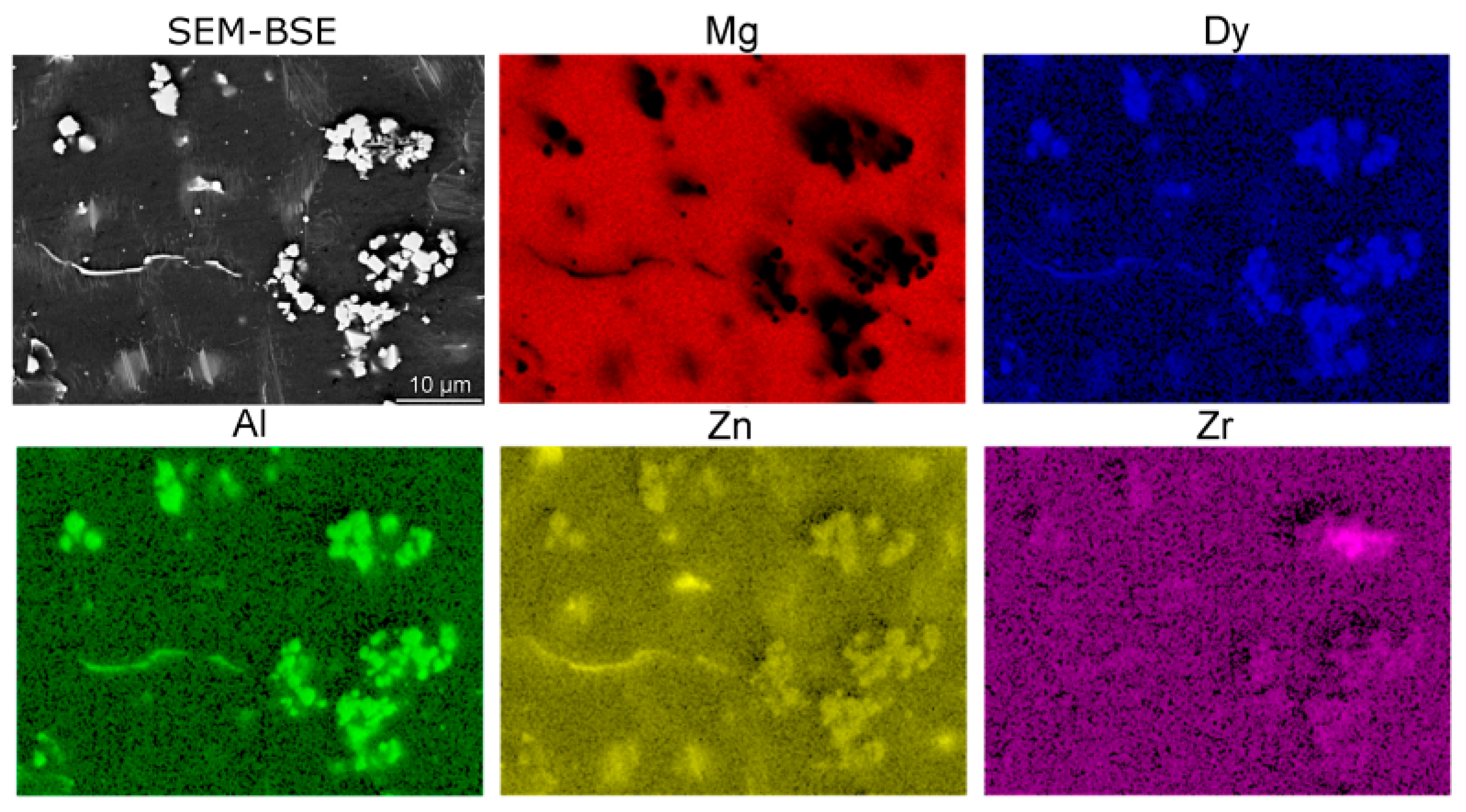
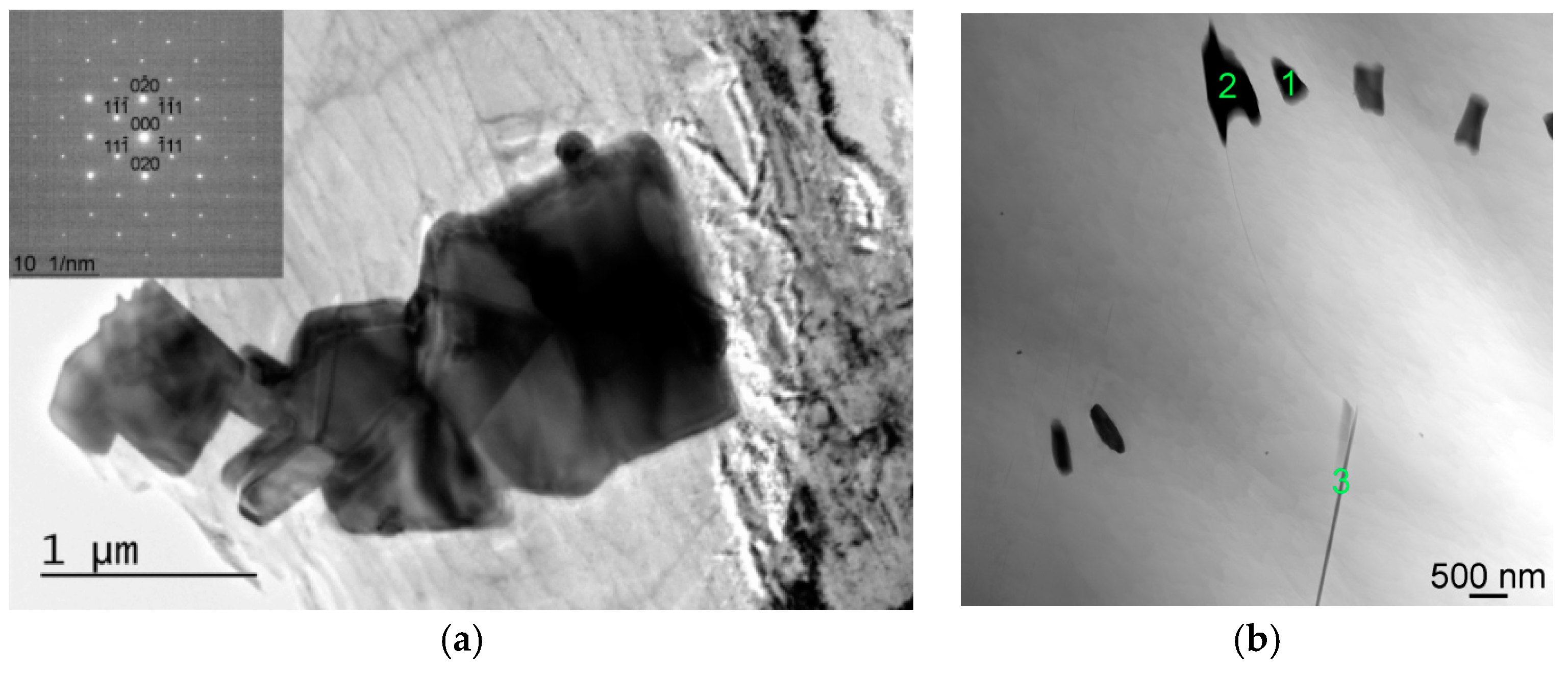
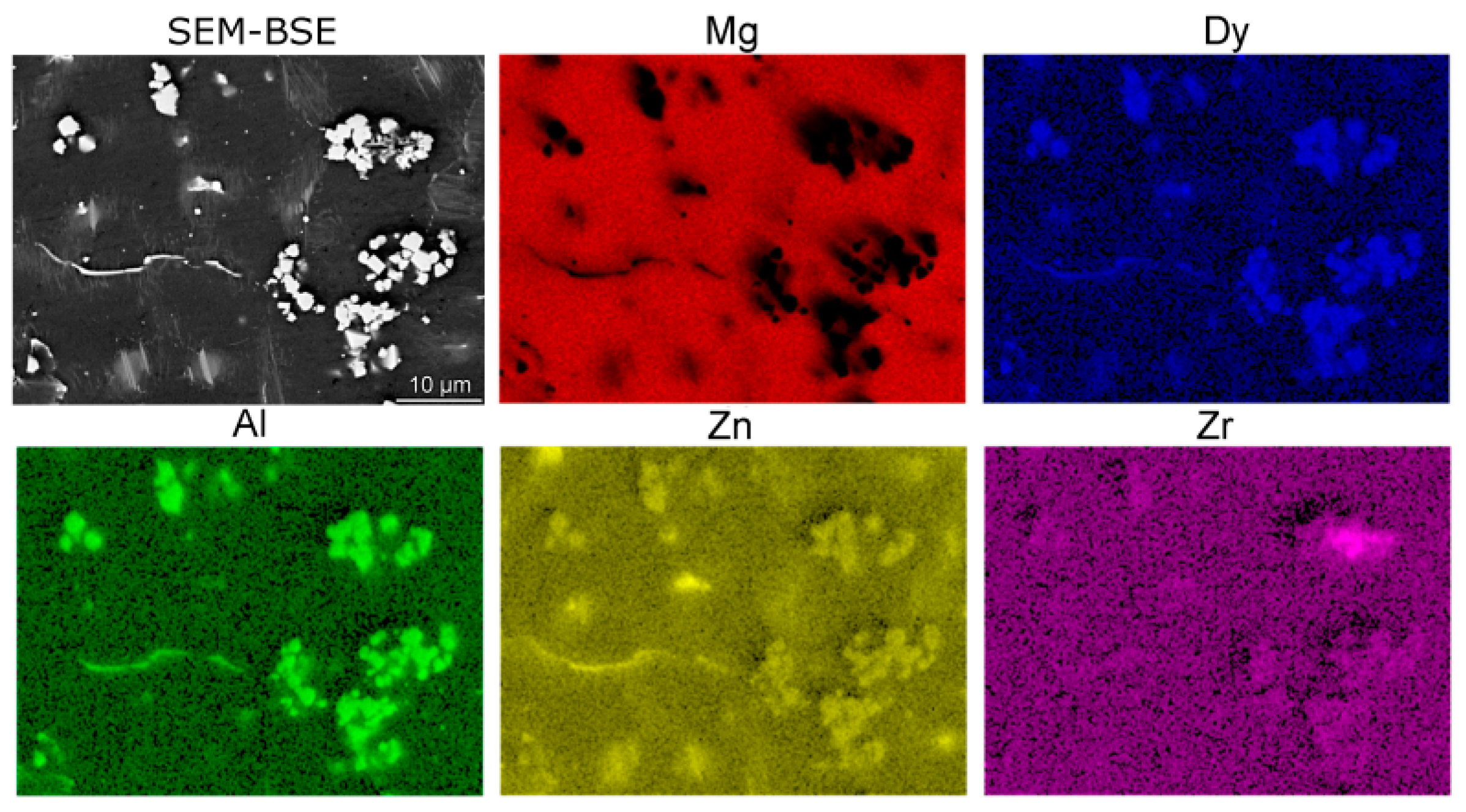
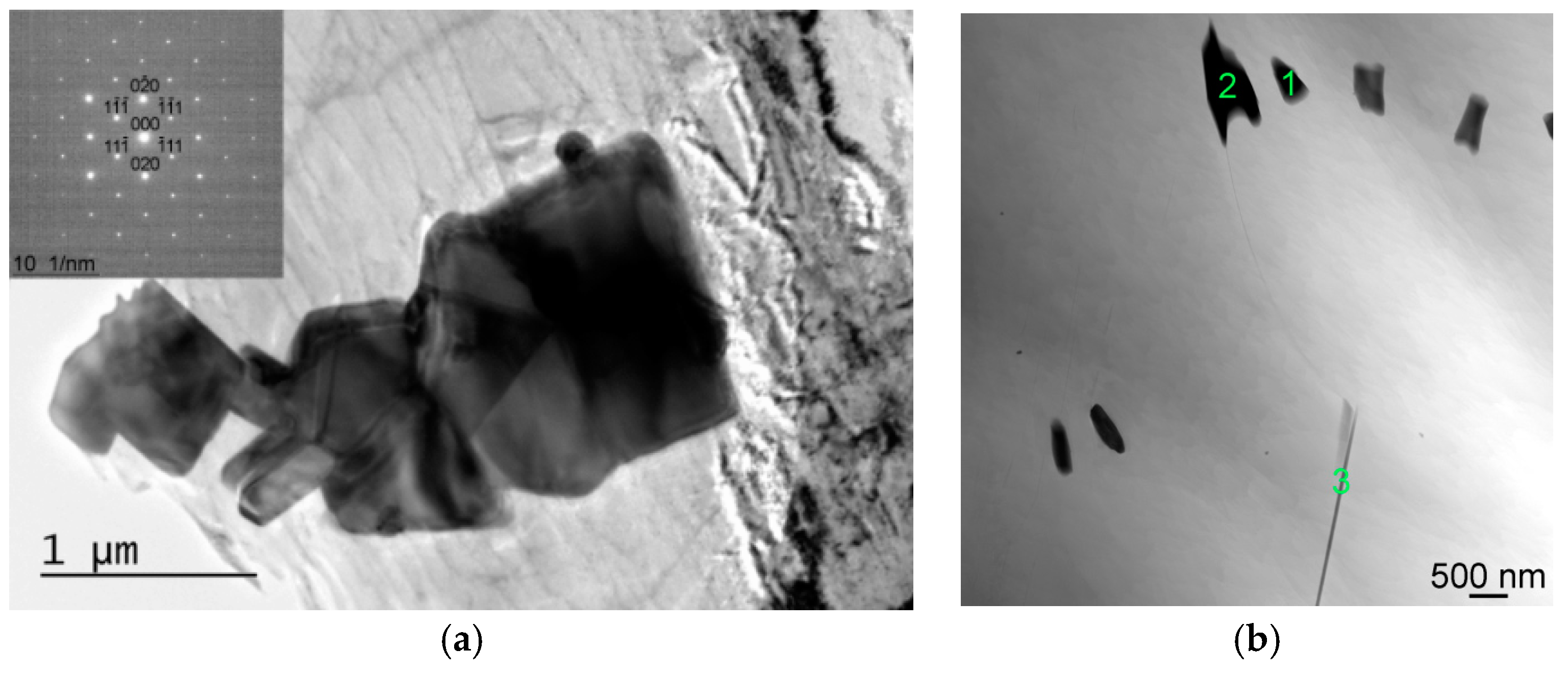
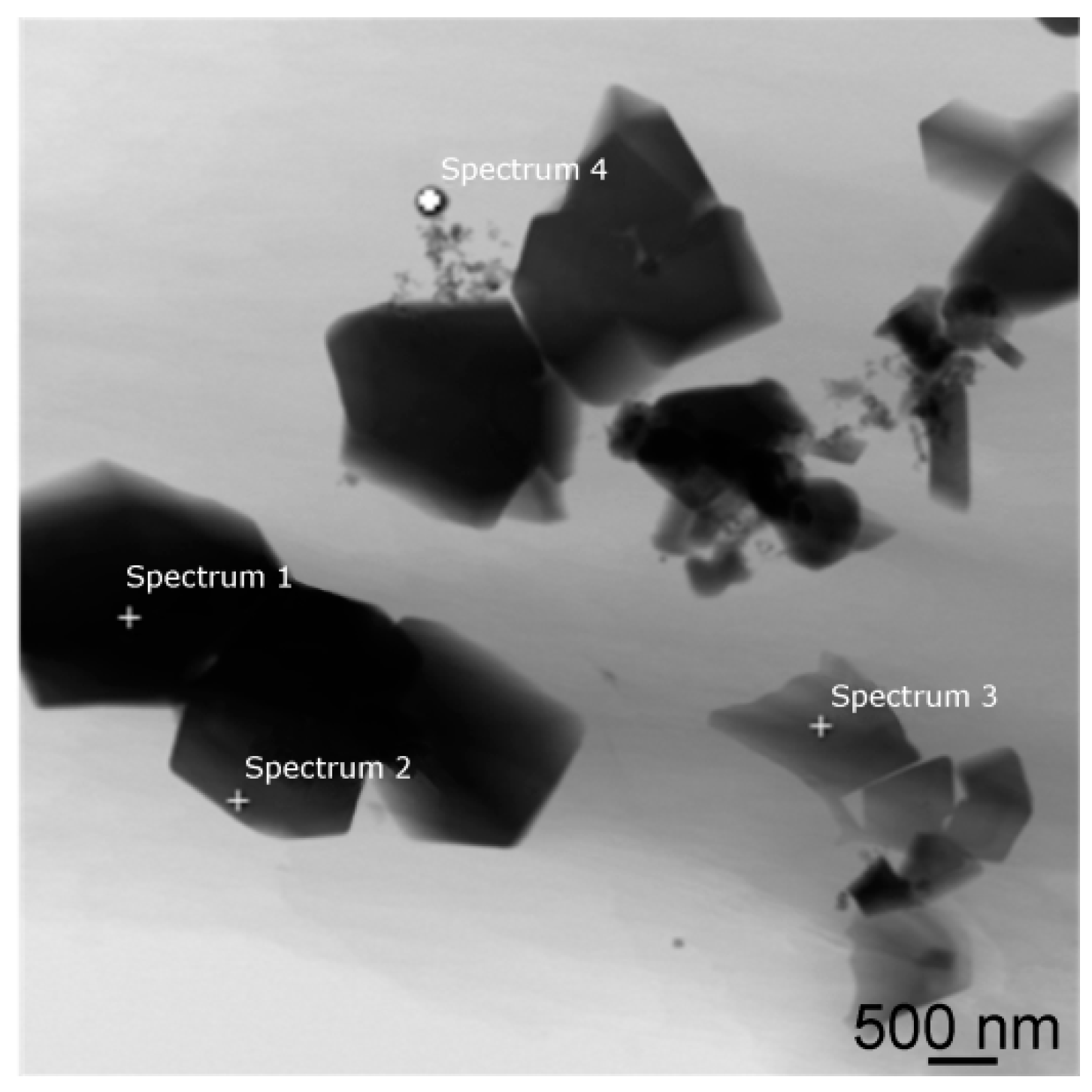
3.2. Characterisation of Precipitates
3.3. Microhardness
4. Discussion
5. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Joost, W.J.; Krajewski, P.E. Towards magnesium alloys for high-volume automotive applications. Scr. Mater. 2017, 128, 107–112. [Google Scholar] [CrossRef]
- Mouritz, A.P. Magnesium alloys for aerospace structures. In Introduction to Aerospace Materials; Woodhead Publishing: Cambridge, UK, 2012; pp. 224–231. ISBN 1855739461. [Google Scholar] [CrossRef]
- Radha, R.; Sreekanth, D. Insight of magnesium alloys and composites for orthopedic implant applications—A review. J. Magnes. Alloys 2017, 3, 286–312. [Google Scholar] [CrossRef]
- Kuncicka, L.; Kocich, R.; Lowe, T.C. Advances in metals and alloys for joint replacement. Prog. Mater. Sci. 2017, 88, 232–280. [Google Scholar] [CrossRef]
- Wang, L.; Qiao, Q.; Liu, Y.; Song, X. Formability of AZ31 Mg alloy sheets within medium temperatures. J. Magnes. Alloys 2013, 1, 312–317. [Google Scholar] [CrossRef]
- Du, J.; Yang, J.; Kuwabara, M.; Li, W.; Peng, J. Effect of strontium on the grain refining efficiency of Mg-3Al alloy refined by carbon inoculation. J. Alloys Compd. 2009, 470, 228–232. [Google Scholar] [CrossRef]
- Lukac, P.; Kocich, R.; Greger, M.; Padalka, O.; Szaraz, Z. Microstructure of AZ31 and AZ61 Mg alloys prepared by rolling and ECAP. Kov. Mater. Mater. 2007, 45, 115–120. [Google Scholar]
- Kocich, R.; Kunčická, L.; Macháčková, A. Twist Channel Multi-Angular Pressing (TCMAP) as a method for increasing the efficiency of SPD. In IOP Conference Series: Materials Science and Engineering; IOP Publishing Ltd.: Bristol, UK, 2014; Volume 63, p. 12006. [Google Scholar] [CrossRef]
- Kocich, R.; Kursa, M.; Macháčková, A. FEA of Plastic Flow in AZ63 Alloy during ECAP Process. Acta Phys. Pol. A 2012, 122, 581–587. [Google Scholar] [CrossRef]
- Kunčická, L.; Kocich, R.; Drápala, J.; Andreyachshenko, V.A. FEM simulations and comparison of the ECAP and ECAP-PBP influence on Ti6Al4V alloy’s deformation behaviour. In Proceedings of the METAL 2013, 22nd International Conference on Metallurgy and Materials, Brno, Czech Republic, 15–17 May 2013; Tanger Ltd.: Ostrava, Czech Republic, 2013; pp. 391–396. [Google Scholar]
- Kunčická, L.; Lowe, T.C.; Davis, C.F.; Kocich, R.; Pohludka, M. Synthesis of an Al/Al2O3 composite by severe plastic deformation. Mater. Sci. Eng. A 2015, 646, 234–241. [Google Scholar] [CrossRef]
- Greger, M.; Kocich, R. Superplasticity of magnesium alloys. In Proceedings of the METAL 2011, 20th Anniversary International Conference on Metallurgy and Materials, Brno, Czech Republic, 18–20 May 2011; Tanger Ltd.: Ostrava, Czech Republic, 2011; pp. 421–424. [Google Scholar]
- Hou, L.; Li, B.; Wu, R.; Cui, L.; Ji, P.; Long, R.; Zhang, J.; Li, X.; Dong, A.; Sun, B. Microstructure and mechanical properties at elevated temperature of Mg-Al-Ni alloys prepared through powder metallurgy. J. Mater. Sci. Technol. 2017, 33, 947–953. [Google Scholar] [CrossRef]
- Kocich, R.; Kunčická, L.; Dohnalík, D.; Macháčková, A.; Šofer, M. Cold rotary swaging of a tungsten heavy alloy: Numerical and experimental investigations. Int. J. Refract. Met. Hard Mater. 2016, 61, 264–272. [Google Scholar] [CrossRef]
- Peng, Q.; Wang, L.L.; Wu, Y. Structure stability and strengthening mechanism of die-cast Mg-Gd-Dy based alloy. J. Alloys Compd. 2009, 469, 587–592. [Google Scholar] [CrossRef]
- Zhang, Z.; Liu, X.; Wang, Z.; Le, Q.; Hu, W.; Bao, L.; Cui, J. Effects of phase composition and content on the microstructures and mechanical properties of high strength Mg–Y–Zn–Zr alloys. Mater. Des. 2015, 88, 915–923. [Google Scholar] [CrossRef]
- Shi, F.; Wang, C.; Zhang, Z. Microstructures, corrosion and mechanical properties of as-cast Mg–Zn–Y–(Gd) alloys. Trans. Nonferrous Met. Soc. China 2015, 25, 2172–2180. [Google Scholar] [CrossRef]
- Russell, A.; Lee, K.L. Structure-Property Relations in Nonferrous Metals, 1st ed.; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2005; ISBN 978-0-471-64952-6. [Google Scholar]
- Kocich, R.; Greger, M.; Macháčková, A.; Bořuta, J. Investigation of plasticity in Mg-Zn-Al based magnesium alloys with graded aluminium content. In Proceedings of the METAL 2009, 18th International Conference on Metallurgy and Materials, Hradec nad Moravicí, Czech Republic, 19–21 May 2009; Tanger Ltd.: Ostrava, Czech Republic, 2009; pp. 525–531. [Google Scholar]
- Rokhlin, L.L. Advances in Metallic Alloys Volume 3—Magnesium Alloys Containing Rare Earth Metals: Structure and Properties, 1st ed.; Taylor and Francis: New York, NY, USA, 2003; ISBN 978-0415284141. [Google Scholar]
- Singh, A.; Osawa, Y.; Somekawa, H.; Mukai, T. Ultra-fine grain size and isotropic very high strength by direct extrusion of chill-cast Mg–Zn–Y alloys containing quasicrystal phase. Scr. Mater. 2011, 64, 661–664. [Google Scholar] [CrossRef]
- Ayman, E.; Junko, U.; Katsuyoshi, K. Application of rapid solidification powder metallurgy to the fabrication of high-strength, high-ductility Mg–Al–Zn–Ca–La alloy through hot extrusion. Acta Mater. 2011, 59, 273–282. [Google Scholar] [CrossRef]
- Zhang, J.; Leng, Z.; Liu, S.; Li, J.; Zhang, M.; Wu, R. Microstructure and mechanical properties of Mg-Gd-Dy-Zn alloy with long period stacking ordered structure or stacking faults. J. Alloys Compd. 2011, 509, 7717–7722. [Google Scholar] [CrossRef]
- Yang, X.; Wu, S.; Lü, S.; Hao, L.; Fang, X. Refinement of LPSO structure in Mg-Ni-Y alloys by ultrasonic treatment. Ultrason. Sonochem. 2018, 40, 472–479. [Google Scholar] [CrossRef] [PubMed]
- Gu, X.N.; Li, N.; Zheng, Y.F.; Ruan, L. In vitro degradation performance and biological response of a Mg–Zn–Zr alloy. Mater. Sci. Eng. B 2011, 176, 1778–1784. [Google Scholar] [CrossRef]
- Zhang, J.; Xin, C.; Cheng, W.; Bian, L.; Wang, H.; Xu, C. Research on long-period-stacking-ordered phase in Mg–Zn–Dy–Zr alloy. J. Alloys Compd. 2013, 558, 195–202. [Google Scholar] [CrossRef]
- King, J.F. Development of Practical high Temperature Magnesium Casting Alloys. In Magnesium Alloys and Their Application; Kainer, K.U., Ed.; Wiley-VCH: Weinheim, Germany, 2000; pp. 14–22. ISBN 9783527302826. [Google Scholar]
- Khosroshahi, A.R. The microstructure and creep of an extruded Mg–Y–Nd alloy. In Magnesium Alloys and Their Application; Kainer, K.U., Ed.; Wiley-VCH: Weinheim, Germany, 2000; pp. 711–715. ISBN 9783527302826. [Google Scholar]
- Herchenroeder, J.; Manfrinetti, P.; Gschneidner, K. Physical metallurgy of metassbcc lanthanide-magnesium alloys for R = La, Gd, and Dy. Metall. Mater. Trans. A 1989, 20, 1575–1583. [Google Scholar] [CrossRef]
- Meng, F.; Rosalie, J.M.; Singh, A.; Somekawa, H.; Tsuchiya, K. Ultrafine grain formation in Mg–Zn alloy by in situ precipitation during high-pressure torsion. Scr. Mater. 2014, 78–79, 57–60. [Google Scholar] [CrossRef]
- Rosalie, J.M.; Somekawa, H.; Singh, A.; Mukai, T. The effect of size and distribution of rod-shaped β1 precipitates on the strength and ductility of a Mg–Zn alloy. Mater. Sci. Eng. A 2012, 539, 230–237. [Google Scholar] [CrossRef]
- Li, D.; Dong, J.; Zeng, X.; Lu, C.; Ding, W. Characterization of precipitate phases in a Mg–Dy–Gd–Nd alloy. J. Alloys Compd. 2007, 439, 254–257. [Google Scholar] [CrossRef]
- Kim, W.J.; Park, I.B.; Han, S.H. Formation of a nanocomposite-like microstructure in Mg–6Al–1Zn alloy. Scr. Mater. 2012, 66, 590–593. [Google Scholar] [CrossRef]
- Alaneme, K.K.; Okotete, E.A. Enhancing plastic deformability of Mg and its alloys—A review of traditional and nascent developments. J. Magnes. Alloys 2017. [Google Scholar] [CrossRef]
- Gu, X.N.; Li, N.; Zheng, Y.F.; Kang, F.; Wang, J.T.; Ruan, L. In vitro study on equal channel angular pressing AZ31 magnesium alloy with and without back pressure. Mater. Sci. Eng. B 2011, 176, 1802–1806. [Google Scholar] [CrossRef]
- Yang, L.; Huang, Y.; Feyerabend, F.; Willumeit, R.; Kainer, K.U.; Hort, N. Influence of ageing treatment on microstructure, mechanical and bio-corrosion properties of Mg–Dy alloys. J. Mech. Behav. Biomed. Mater. 2012, 13, 36–44. [Google Scholar] [CrossRef] [PubMed]
- Yang, L.; Huang, Y.; Peng, Q.; Feyerabend, F.; Kainer, K.U.; Willumeit, R.; Hort, N. Mechanical and corrosion properties of binary Mg–Dy alloys for medical applications. Mater. Sci. Eng. B 2011, 176, 1827–1834. [Google Scholar] [CrossRef]
- Biesiekierski, A.; Wang, J.; Gepreel, M.A.-H.; Wen, C. A new look at biomedical Ti-based shape memory alloys. Acta Biomater. 2012, 8, 1661–1669. [Google Scholar] [CrossRef] [PubMed]
- Yang, L.; Huang, Y.; Feyerabend, F.; Willumeit, R.; Mendis, C.; Kainer, K.U.; Hort, N. Microstructure, mechanical and corrosion properties of Mg–Dy–Gd–Zr alloys for medical applications. Acta Biomater. 2013, 9, 8499–8508. [Google Scholar] [CrossRef] [PubMed]
- Choudhary, L.; Singh Raman, R.K. Mechanical integrity of magnesium alloys in a physiological environment: Slow strain rate testing based study. Eng. Fract. Mech. 2013, 103, 94–102. [Google Scholar] [CrossRef]
- Kocich, R.; Kunčická, L.; Král, P.; Lowe, T.C. Texture, deformation twinning and hardening in a newly developed Mg–Dy–Al–Zn–Zr alloy processed with high pressure torsion. Mater. Des. 2016, 90, 1092–1099. [Google Scholar] [CrossRef]
- Li, J.; He, Z.; Fu, P.; Wu, Y.; Peng, L.; Ding, W. Heat treatment and mechanical properties of a high-strength cast Mg–Gd–Zn alloy. Mater. Sci. Eng. A 2016, 651, 745–752. [Google Scholar] [CrossRef]
- Zheng, J.; Chen, B. Interactions between long-period stacking ordered phase and β’ precipitate in Mg–Gd–Y–Zn–Zr alloy: Atomic-scale insights from HAADF-STEM. Mater. Lett. 2016, 176, 223–227. [Google Scholar] [CrossRef]
- Apps, P.J.; Karimzadeh, H.; King, J.F.; Lorimer, G.W. Precipitation reactions in magnesium-rare earth alloys containing yttrium, gadolinium or dysprosium. Scr. Mater. 2003, 48, 1023–1028. [Google Scholar] [CrossRef]
- Stulikova, I.; Smola, B. Mechanical properties and phase composition of potential biodegradable Mg–Zn–Mn-base alloys with addition of rare earth elements. Mater. Charact. 2010, 61, 952–958. [Google Scholar] [CrossRef]
- Bi, G.; Fang, D.; Zhao, L.; Lian, J.; Jiang, Q.; Jiang, Z. An elevated temperature Mg–Dy–Zn alloy with long period stacking ordered phase by extrusion. Mater. Sci. Eng. A 2011, 528, 3609–3614. [Google Scholar] [CrossRef]
- Bi, G.; Li, Y.; Huang, X.; Chen, T.; Ma, Y.; Hao, Y. Deformation behavior of an extruded Mg-Dy-Zn alloy with long period stacking ordered phase. J. Magnes. Alloys 2015, 3, 63–69. [Google Scholar] [CrossRef]
- Ravi Kumar, N.V.; Blandin, J.J.; Suéry, M. Effect of Thermomechanical Treatments on the Microstructure of AZ91 Alloy. In Magnesium Alloys and Their Application; Kainer, K.U., Ed.; Wiley-VCH: Weinheim, Germany, 2000; pp. 161–167. ISBN 9783527302826. [Google Scholar]
- Braszczyńska-Malik, K. Precipitates of Gamma-Mg17Al12 Phase in AZ91 Alloy. In Magnesium Alloys—Design, Processing and Properties; Czerwinski, F., Ed.; InTech: London, UK, 2011; pp. 95–112. [Google Scholar] [CrossRef]
- Calculated Dy–Mg Phase Diagram. Available online: http://resource.npl.co.uk/mtdata/phdiagrams/dymg.htm (accessed on 15 December 2017).
- Luo, X.M.; Bi, G.L.; Jiang, J.; Li, M.; Li, R.G.; Li, Y.D.; Ma, Y.; Hao, Y. Compressive anisotropy of extruded Mg–Dy–Zn alloy sheet. Trans. Nonferrous Met. Soc. China 2016, 26, 390–397. [Google Scholar] [CrossRef]
- Wu, Y.J.; Xu, C.; Zheng, F.Y.; Peng, L.M.; Zhang, Y.; Ding, W.J. Formation and characterization of microstructure of as-cast Mg–6Gd–4Y–xZn–0.5Zr (x = 0.3, 0.5 and 0.7 wt.%) alloys. Mater. Charact. 2013, 79, 93–99. [Google Scholar] [CrossRef]
- Zhao, X.; Shi, L.; Xu, J. Biodegradable Mg–Zn–Y alloys with long-period stacking ordered structure: Optimization for mechanical properties. J. Mech. Behav. Biomed. Mater. 2013, 18, 181–190. [Google Scholar] [CrossRef] [PubMed]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
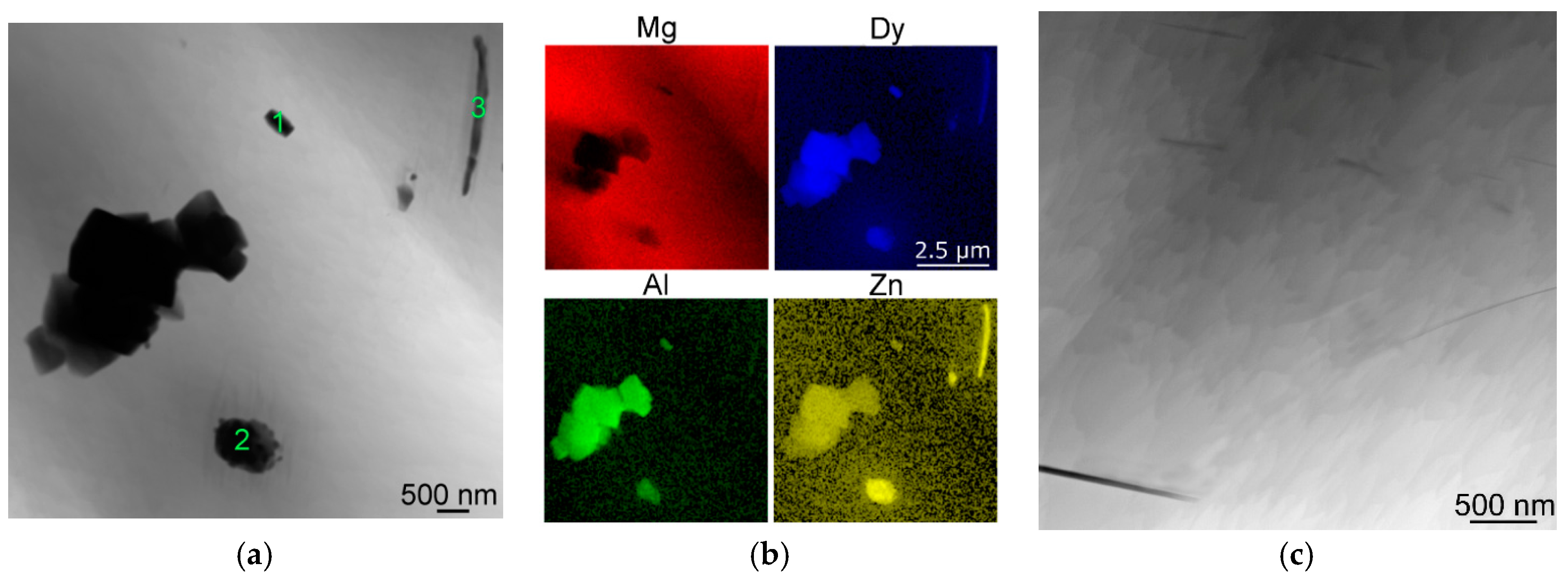
| Element (wt. %) | Mg | Al | Zn | Dy | Zr |
|---|---|---|---|---|---|
| Mg matrix | 94.8 | 4.5 | 0.3 | 0.3 | 0.1 |
| Segregations | 71.4 | 24.8 | 2.6 | 1.1 | 0.1 |
| Precipitates | 40.7 | 25.3 | 1.2 | 32.5 | 0.3 |
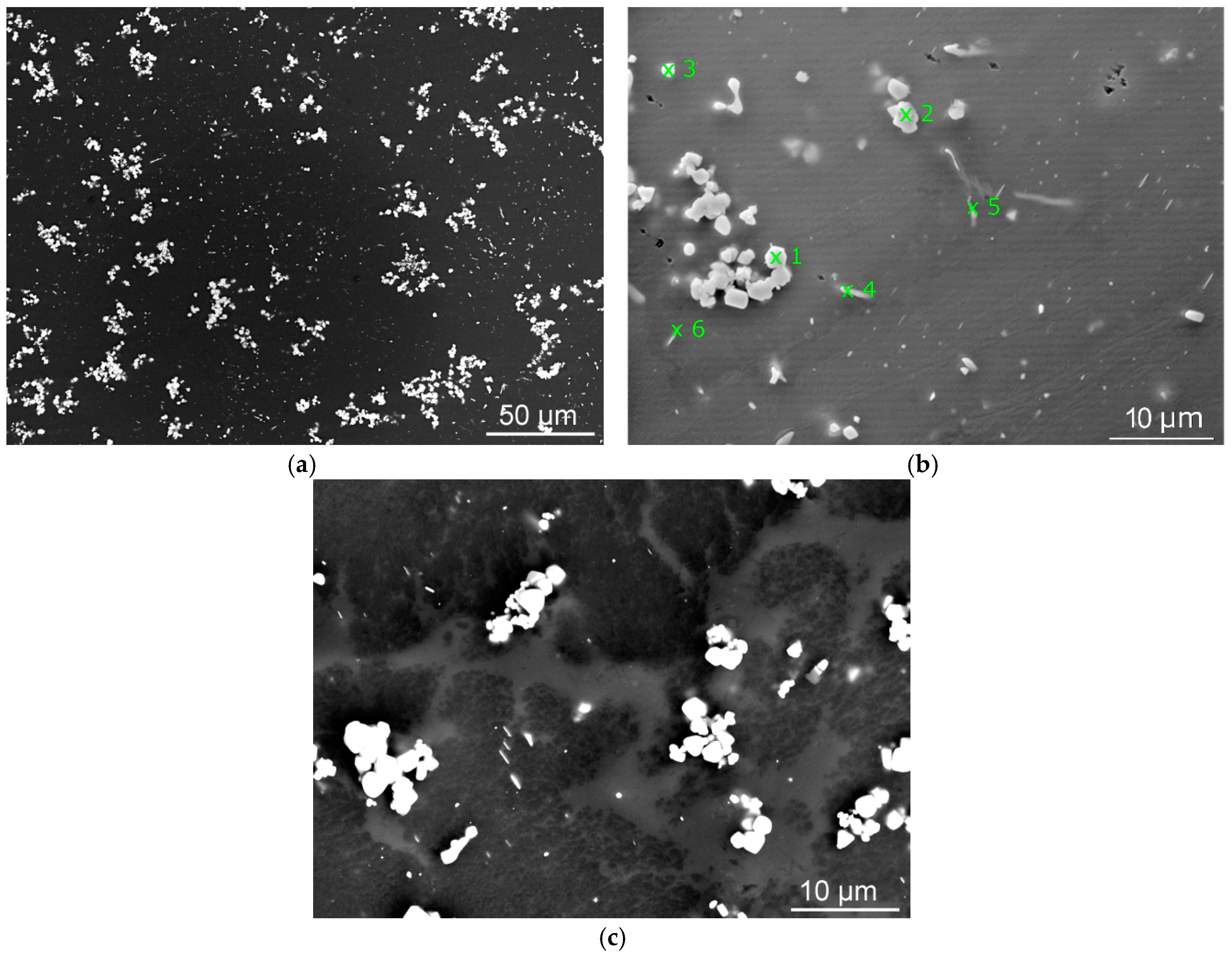
| Element (wt. %) | Mg | Al | Zn | Dy | Zr |
|---|---|---|---|---|---|
| 1 | 27.22 | 3.28 | 0.34 | 69.08 | 0.08 |
| 2 | 19.75 | 5.19 | 3.82 | 71.18 | 0.06 |
| 3 | 77.46 | 0.04 | 3.31 | 19.17 | 0.02 |
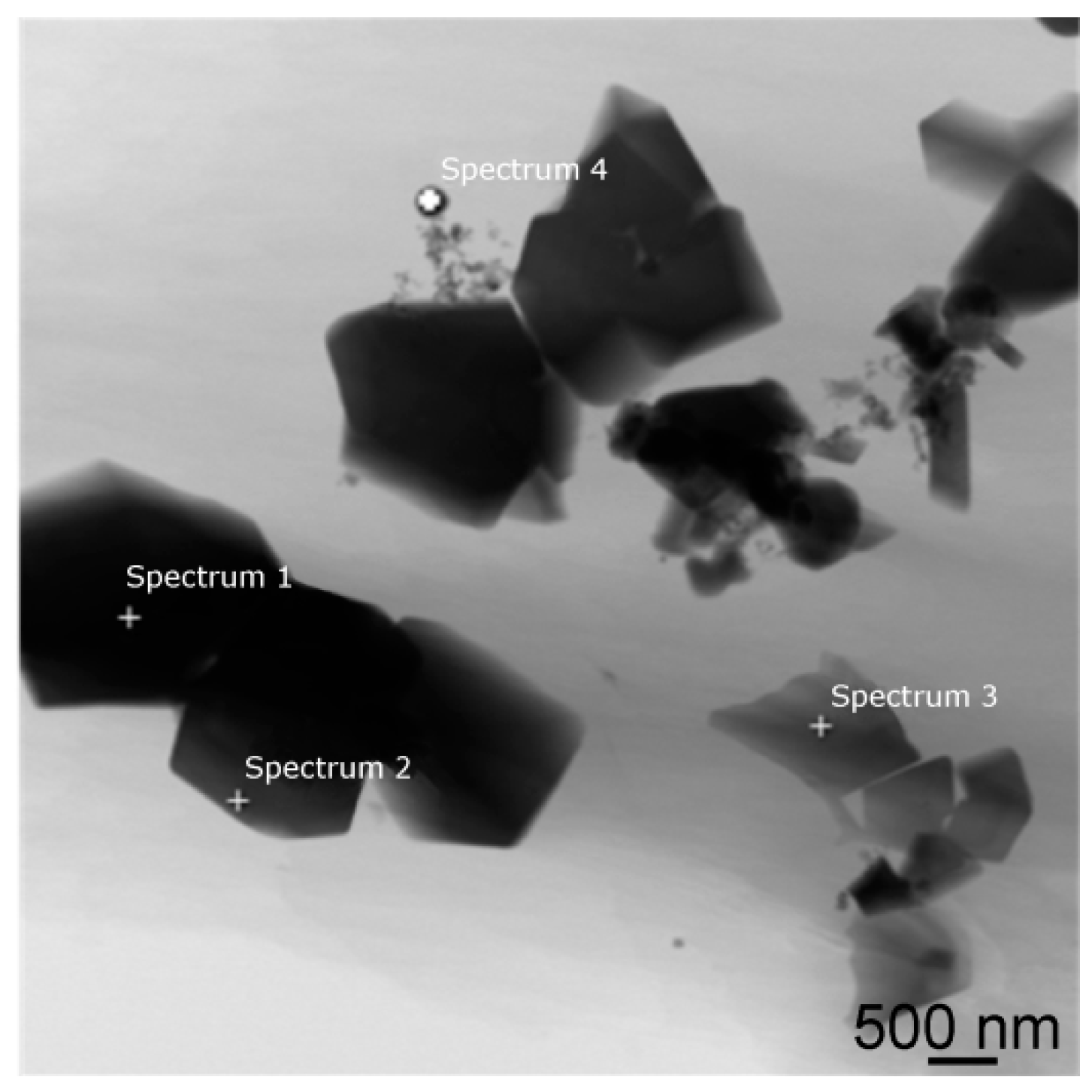
| Element (wt. %) | Mg | Al | Zn | Dy | Zr |
|---|---|---|---|---|---|
| 1 | 7.51 | 25.47 | 0.03 | 66.97 | 0.02 |
| 2 | 3.98 | 31.08 | 0.04 | 64.86 | 0.04 |
| 3 | 3.79 | 21.33 | 1.58 | 73.27 | 0.03 |
| 4 | 39.46 | 12.69 | 8.78 | 38.98 | 0.09 |
| 5 | 46.47 | 9.83 | 6.66 | 37.04 | 0.00 |
| 6 | 32.21 | 11.02 | 12.29 | 44.48 | 0.00 |
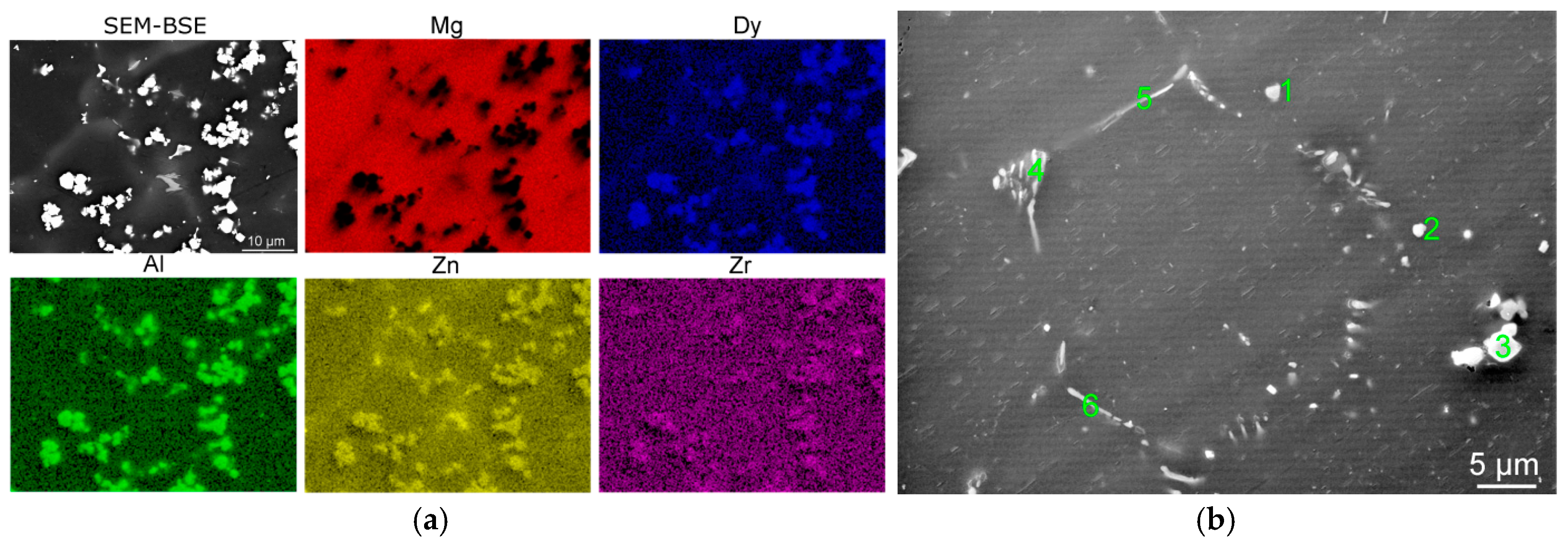
| Element (wt. %) | Mg | Al | Zn | Dy | Zr |
|---|---|---|---|---|---|
| 1 | 2.52 | 28.30 | 0.01 | 69.15 | 0.03 |
| 2 | 3.38 | 28.91 | 0.00 | 67.69 | 0.02 |
| 3 | 2.32 | 27.91 | 1.08 | 68.67 | 0.02 |
| 4 | 49.08 | 12.69 | 2.32 | 35.79 | 0.12 |
| 5 | 42.61 | 15.38 | 2.79 | 39.22 | 0.00 |
| 6 | 39.76 | 14.22 | 2.33 | 43.69 | 0.01 |
| Sample | 480/8 | 480/16 | 520/8 | 520/16 | 560/8 | 560/16 |
|---|---|---|---|---|---|---|
| Avg. volume (%) | 4.0 | 5.8 | 7.5 | 8.3 | 5.8 | 5.0 |
| Avg. size (µm) | 1.93 | 1.65 | 1.33 | 1.25 | 1.02 | 0.98 |
| Sample | 480/8 | 480/16 | 520/8 | 520/16 | 560/8 | 560/16 |
|---|---|---|---|---|---|---|
| Avgerage HV | 61.2 | 62.6 | 64.6 | 63.0 | 61.6 | 61.9 |
| Standard. deviation | 5.2 | 4.9 | 1.3 | 1.2 | 1.1 | 4.8 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kunčická, L.; Kocich, R. Comprehensive Characterisation of a Newly Developed Mg–Dy–Al–Zn–Zr Alloy Structure. Metals 2018, 8, 73. https://doi.org/10.3390/met8010073
Kunčická L, Kocich R. Comprehensive Characterisation of a Newly Developed Mg–Dy–Al–Zn–Zr Alloy Structure. Metals. 2018; 8(1):73. https://doi.org/10.3390/met8010073
Chicago/Turabian StyleKunčická, Lenka, and Radim Kocich. 2018. "Comprehensive Characterisation of a Newly Developed Mg–Dy–Al–Zn–Zr Alloy Structure" Metals 8, no. 1: 73. https://doi.org/10.3390/met8010073
APA StyleKunčická, L., & Kocich, R. (2018). Comprehensive Characterisation of a Newly Developed Mg–Dy–Al–Zn–Zr Alloy Structure. Metals, 8(1), 73. https://doi.org/10.3390/met8010073