

Impact of Multiple-Laser Processing on the Low-Cycle Fatigue Behaviour of Laser-Powder Bed Fused AlSi10Mg Alloy

 , ,
, ,  , and
, and
Abstract
1. Introduction
2. Manufacturing Methodology
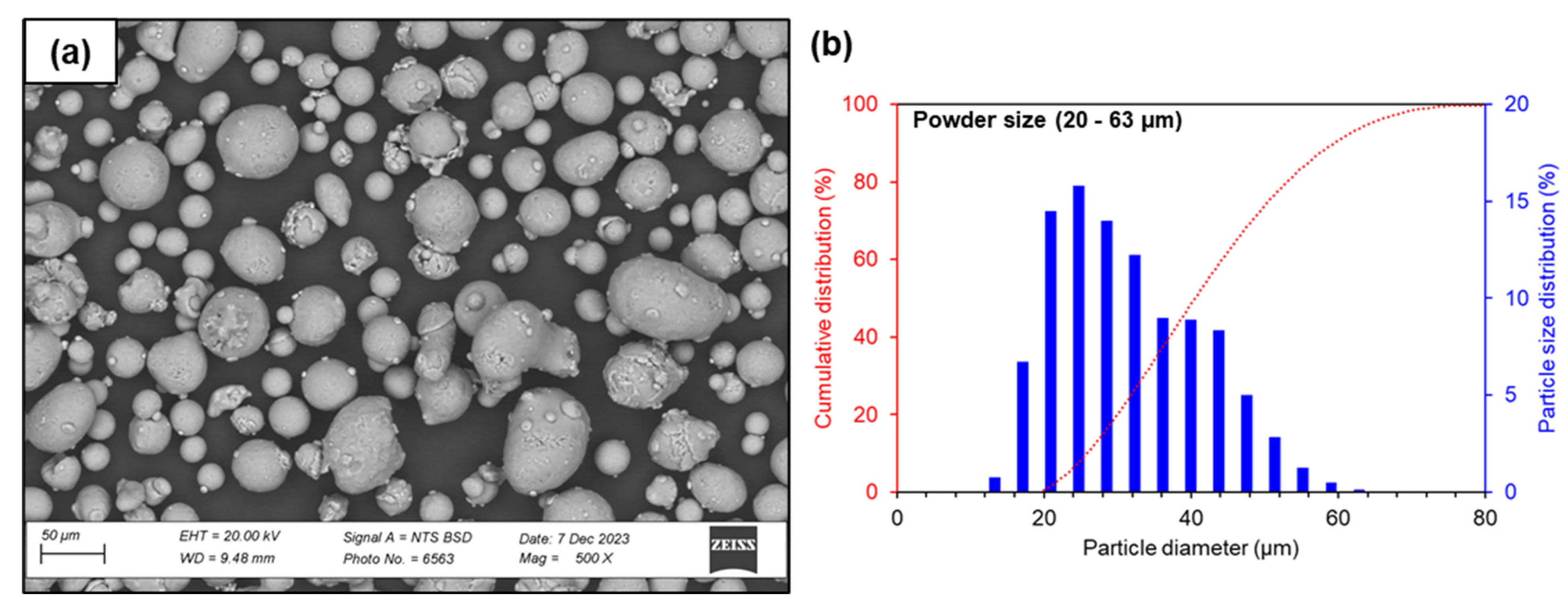
2.1. Material
2.2. Laser Powder Bed Fusion of Specimens and Components
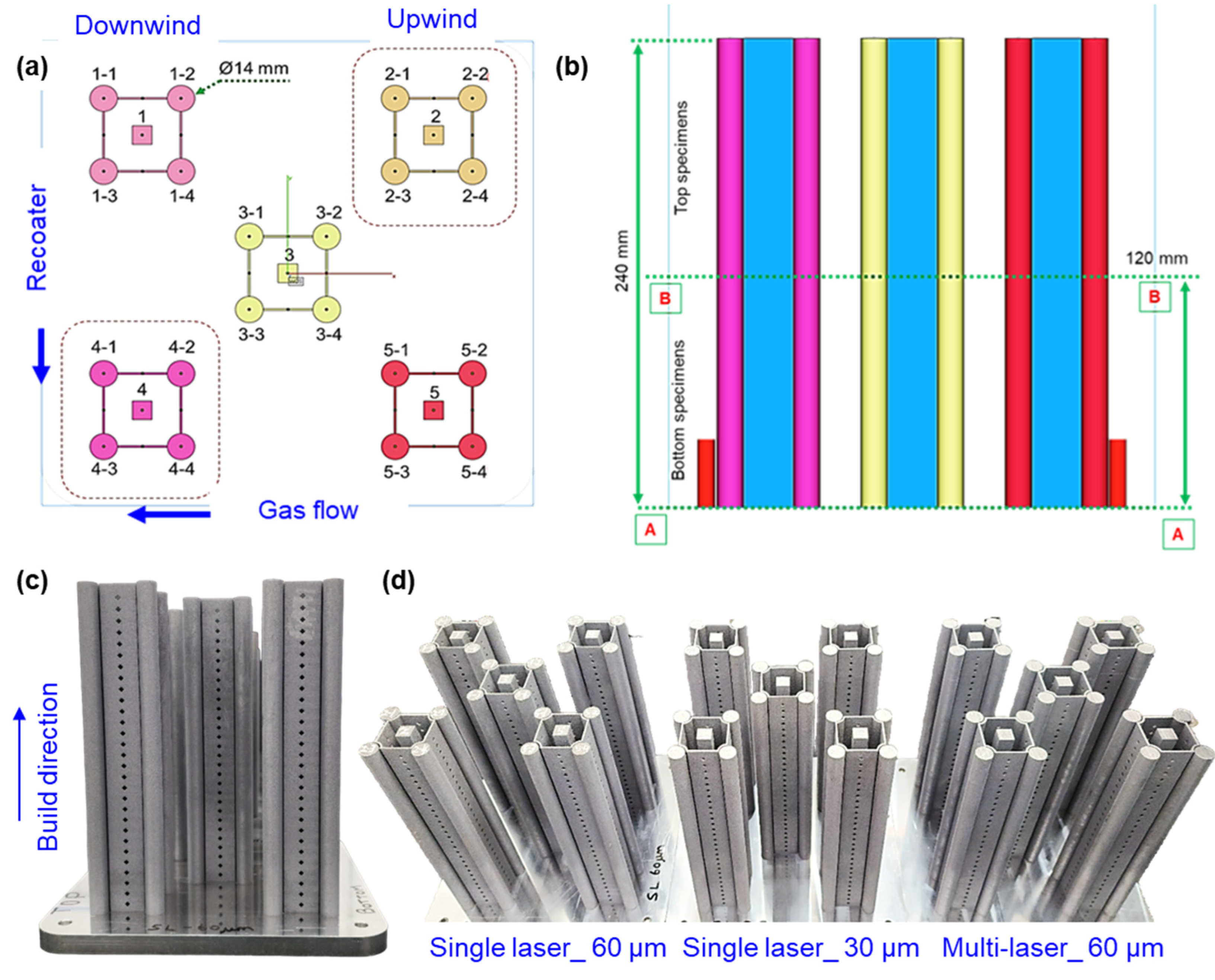
2.3. Laser Allocation and Scan Pattern
3. Characterization Methodology
3.1. Density, Microhardness, and Microstructure
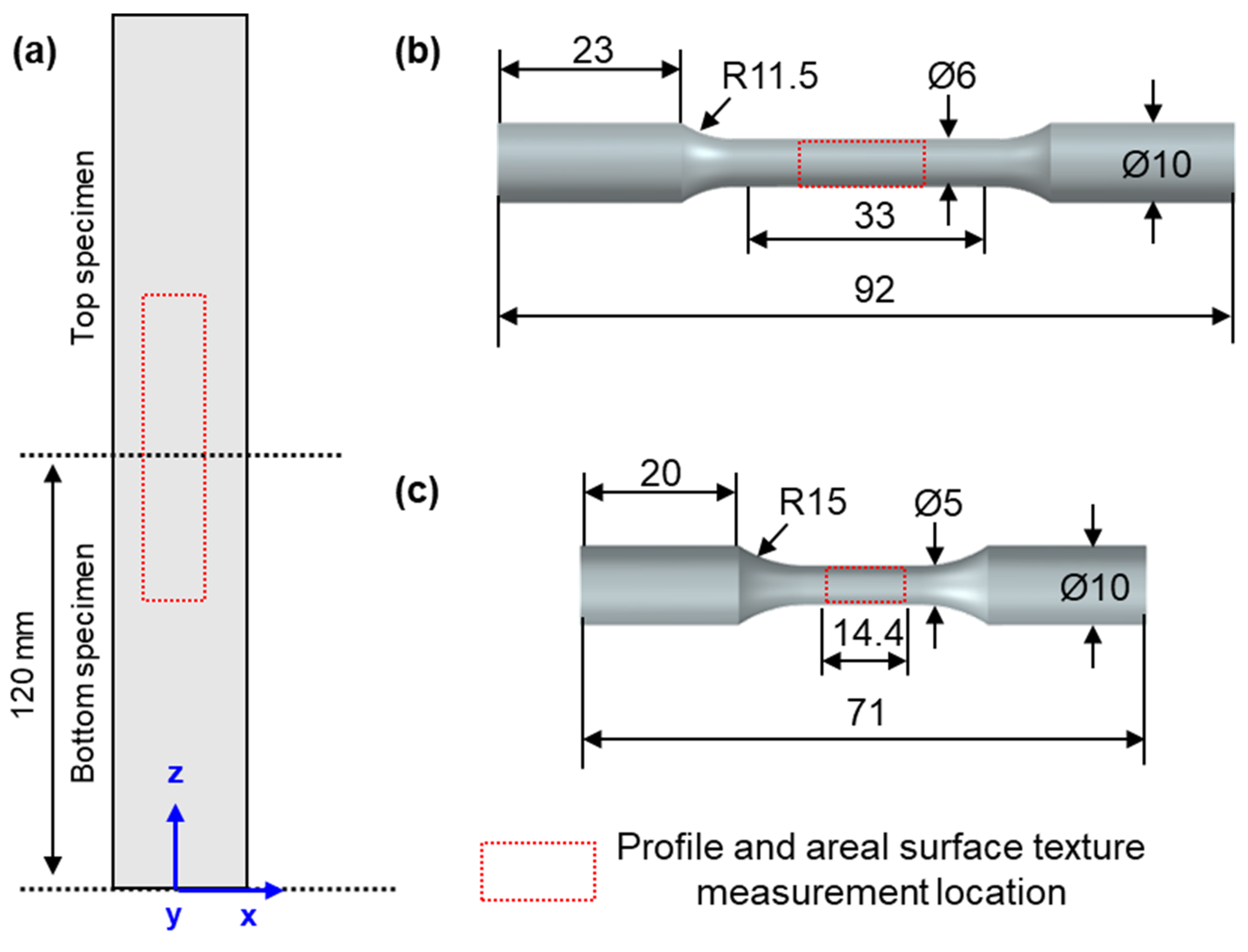
3.2. Profile and Areal Surface Texture Measurements
3.3. Mechanical Properties: Tensile and Strain-Controlled Fatigue
4. Experimental Results
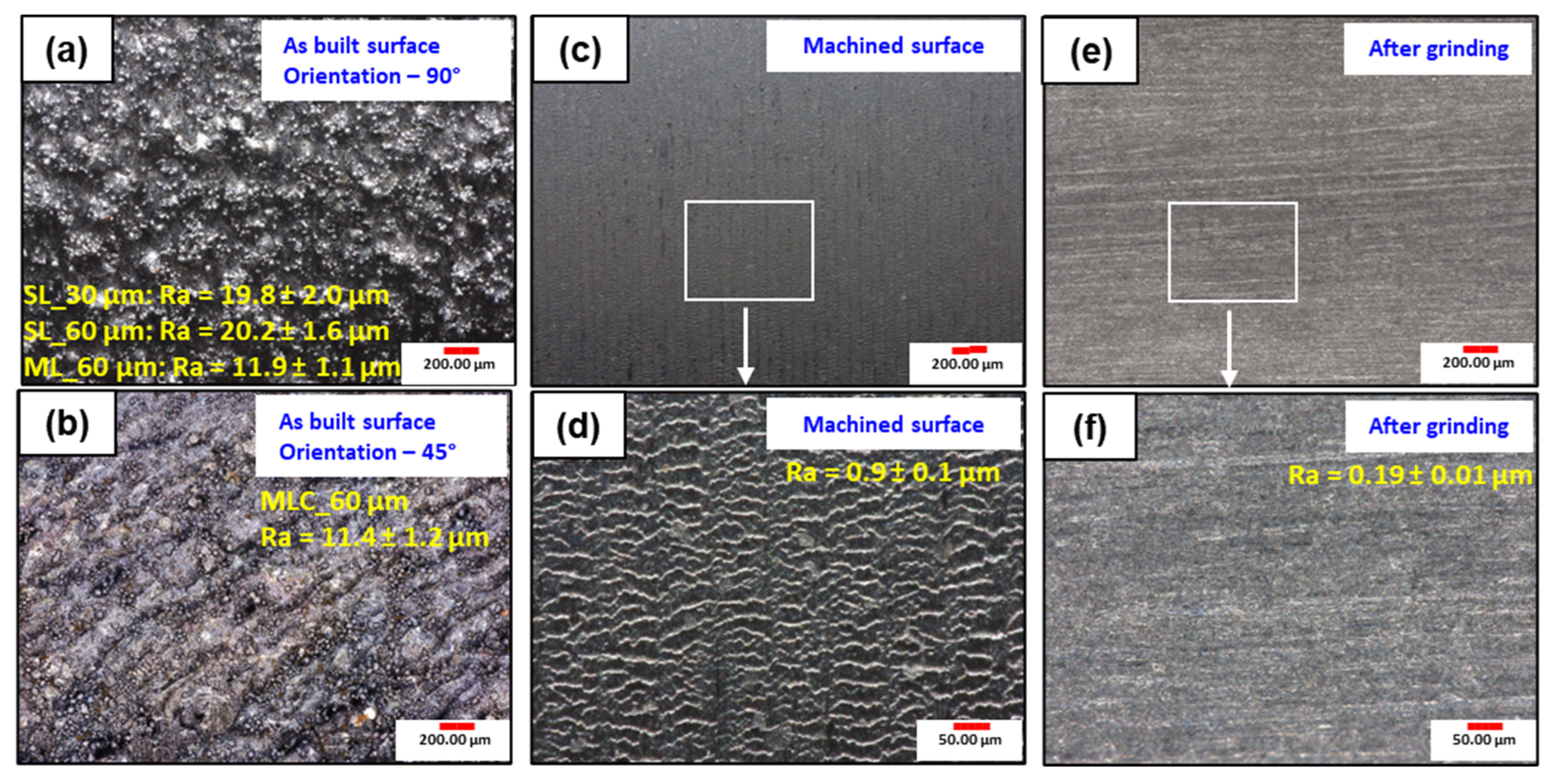
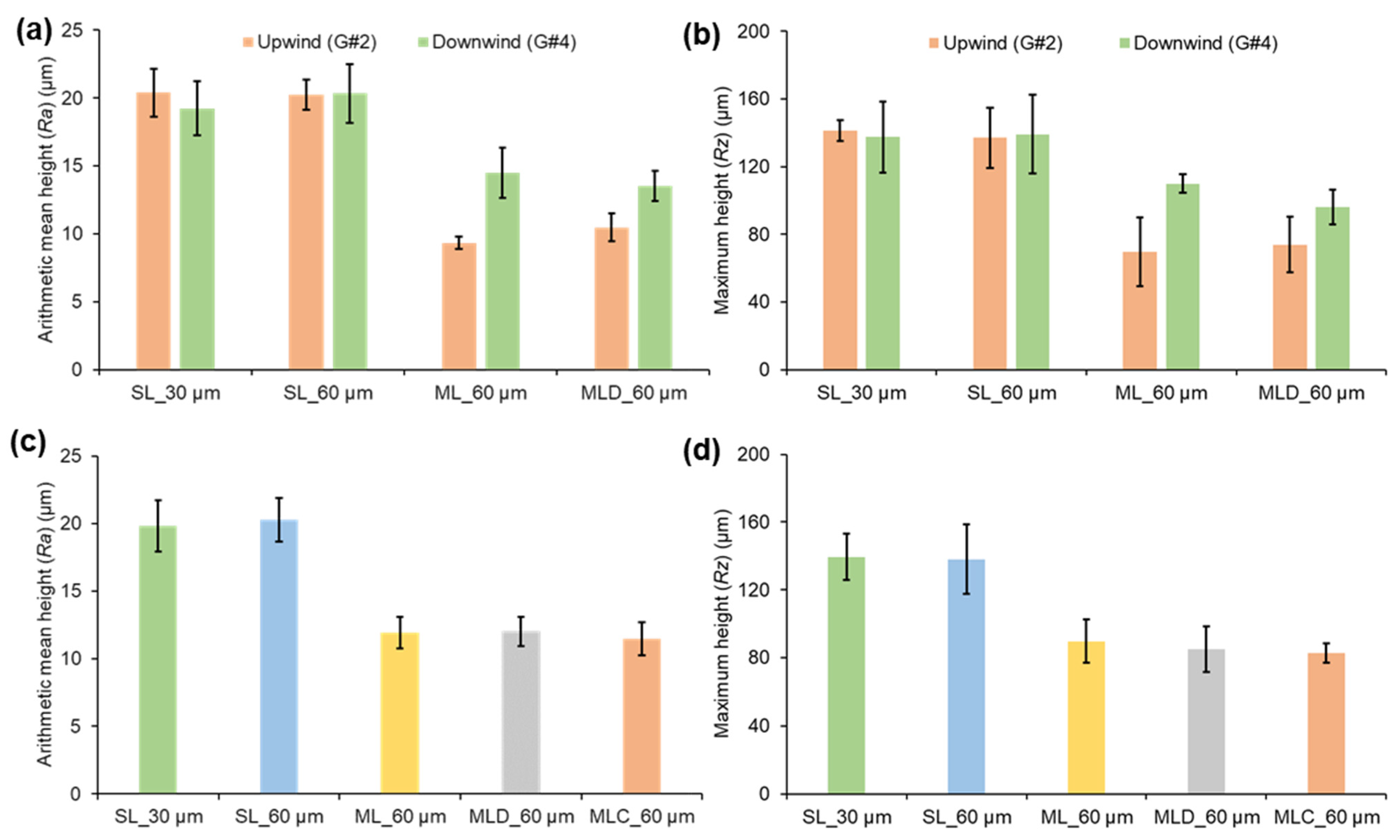
4.1. Profile and Areal Surface Texture
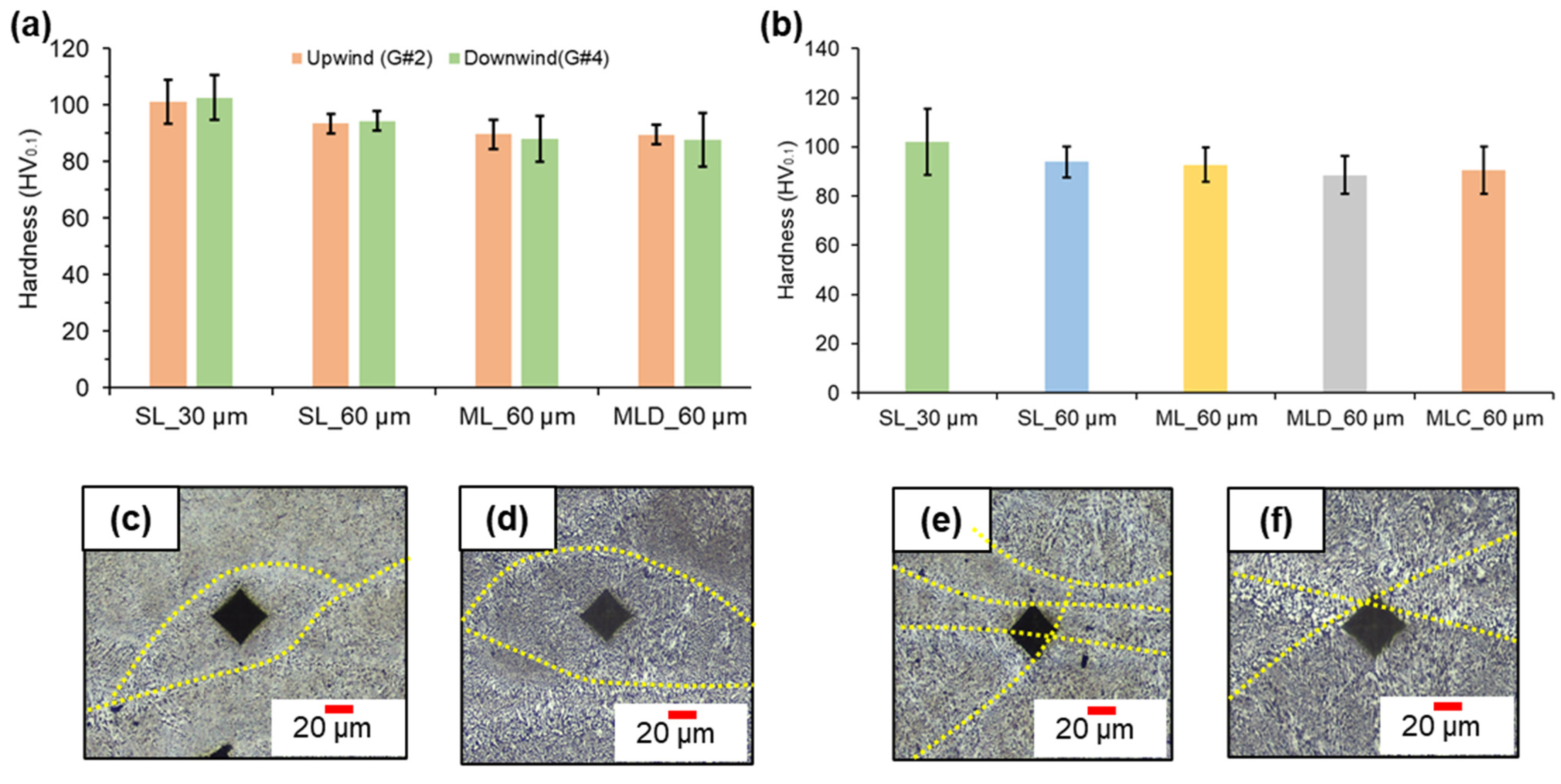
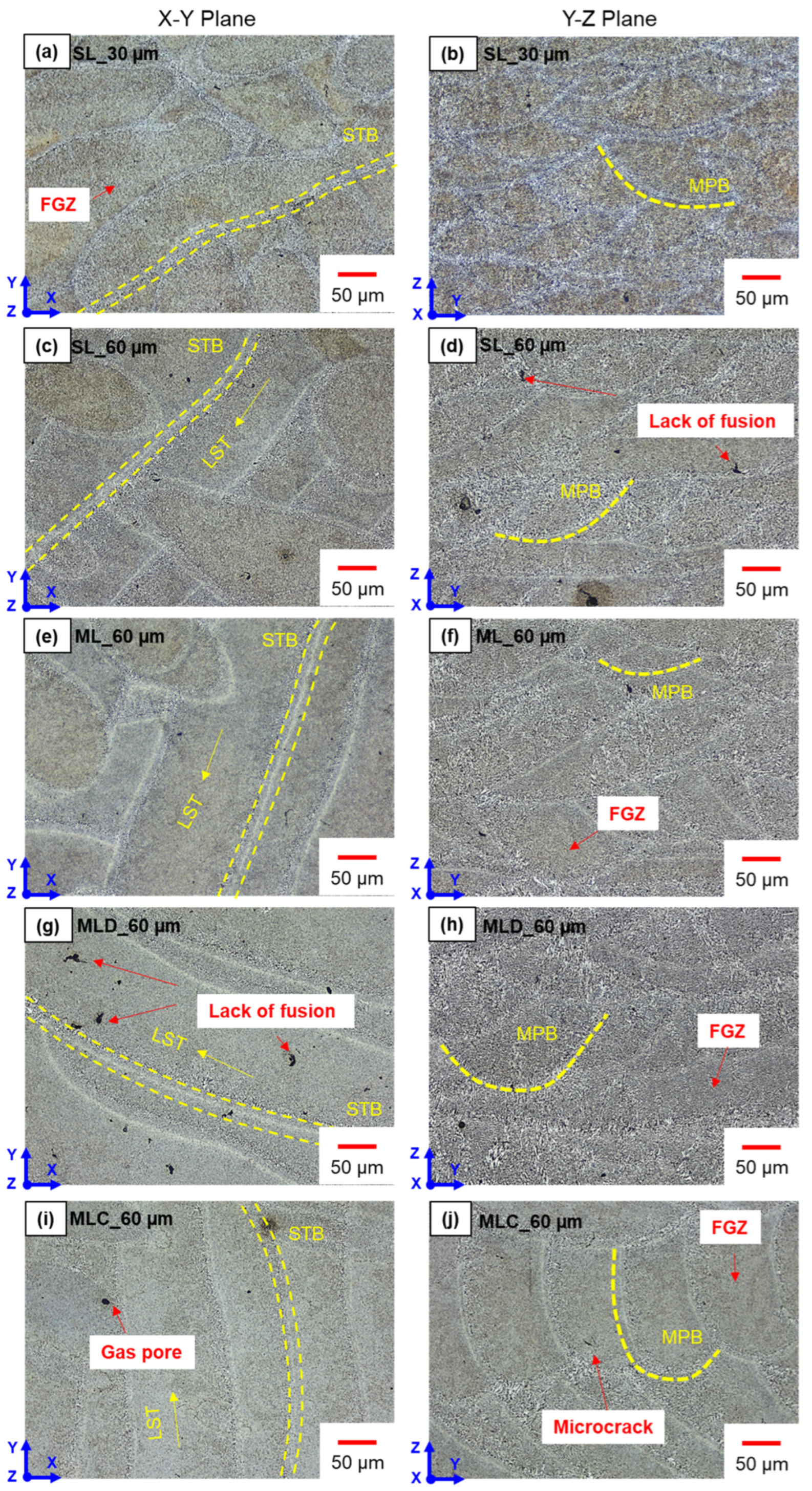
4.2. Density, Hardness, and Microstructure
4.3. Mechanical Properties
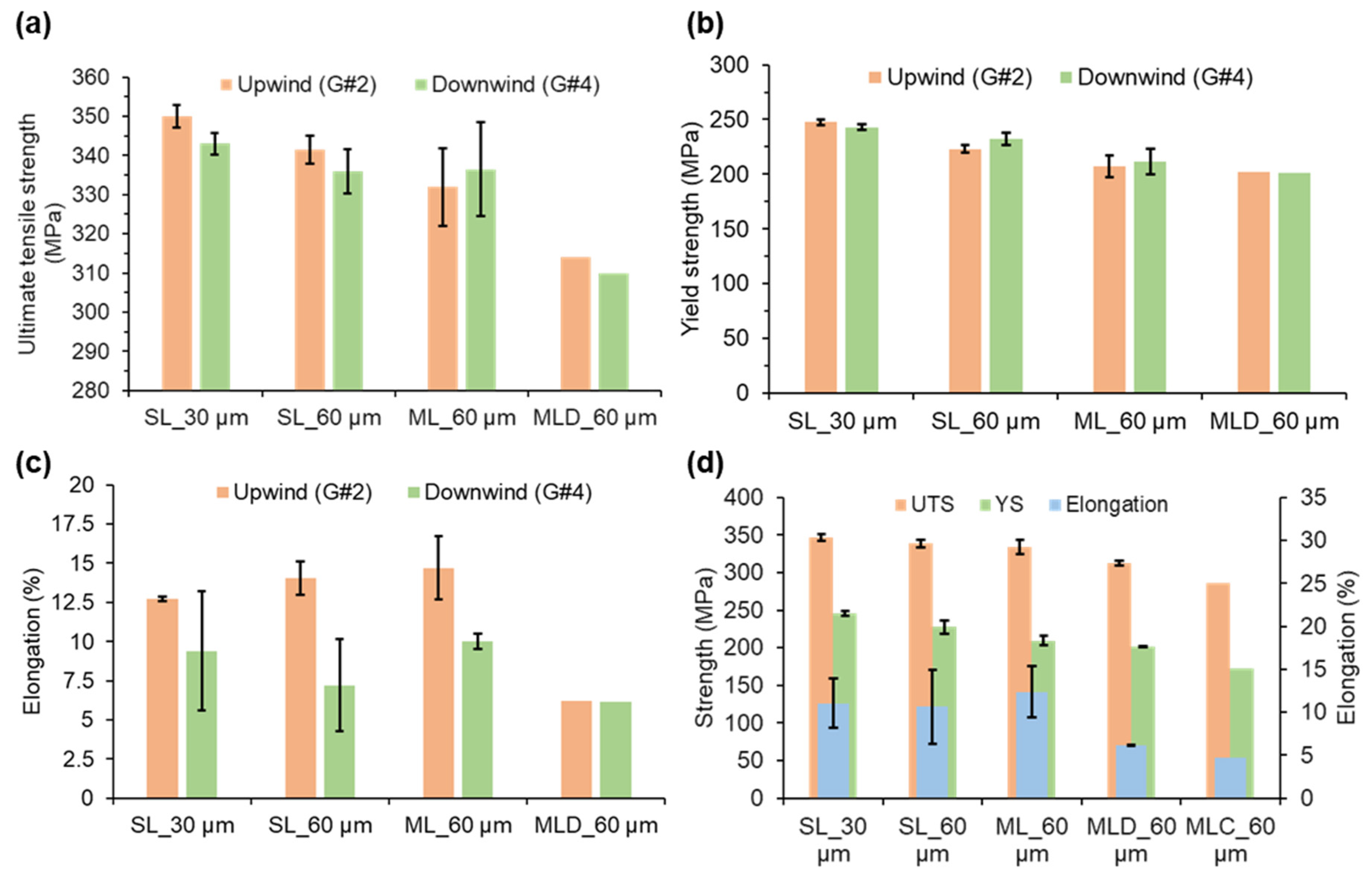
4.3.1. Tensile Properties
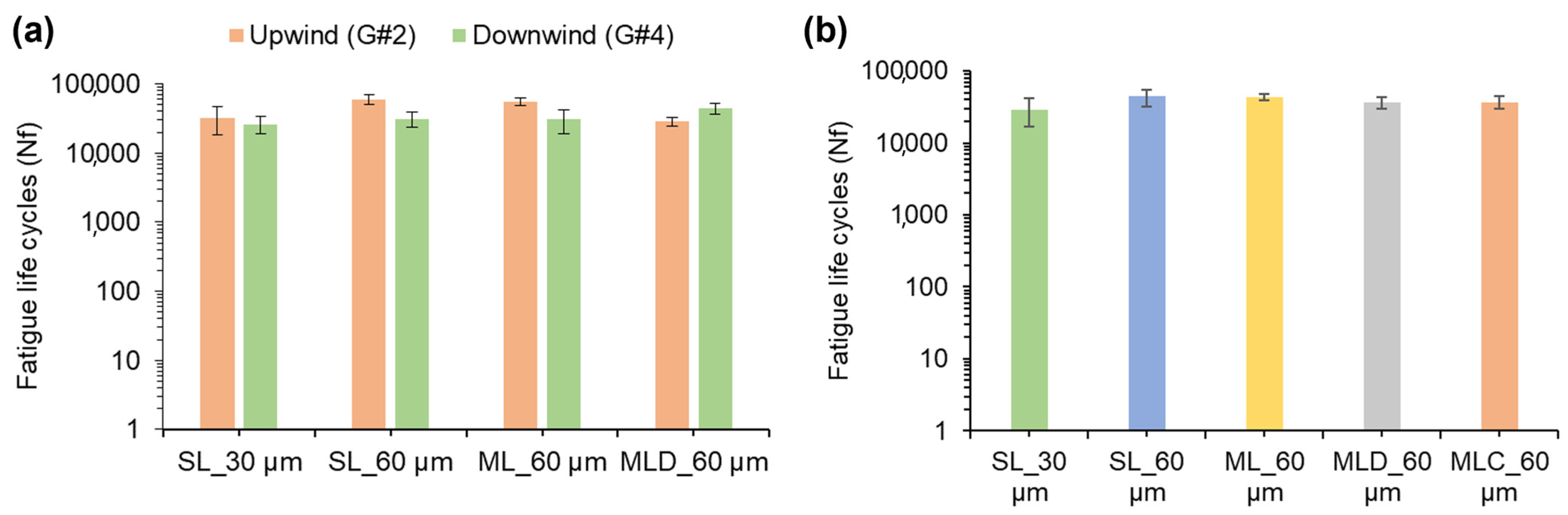
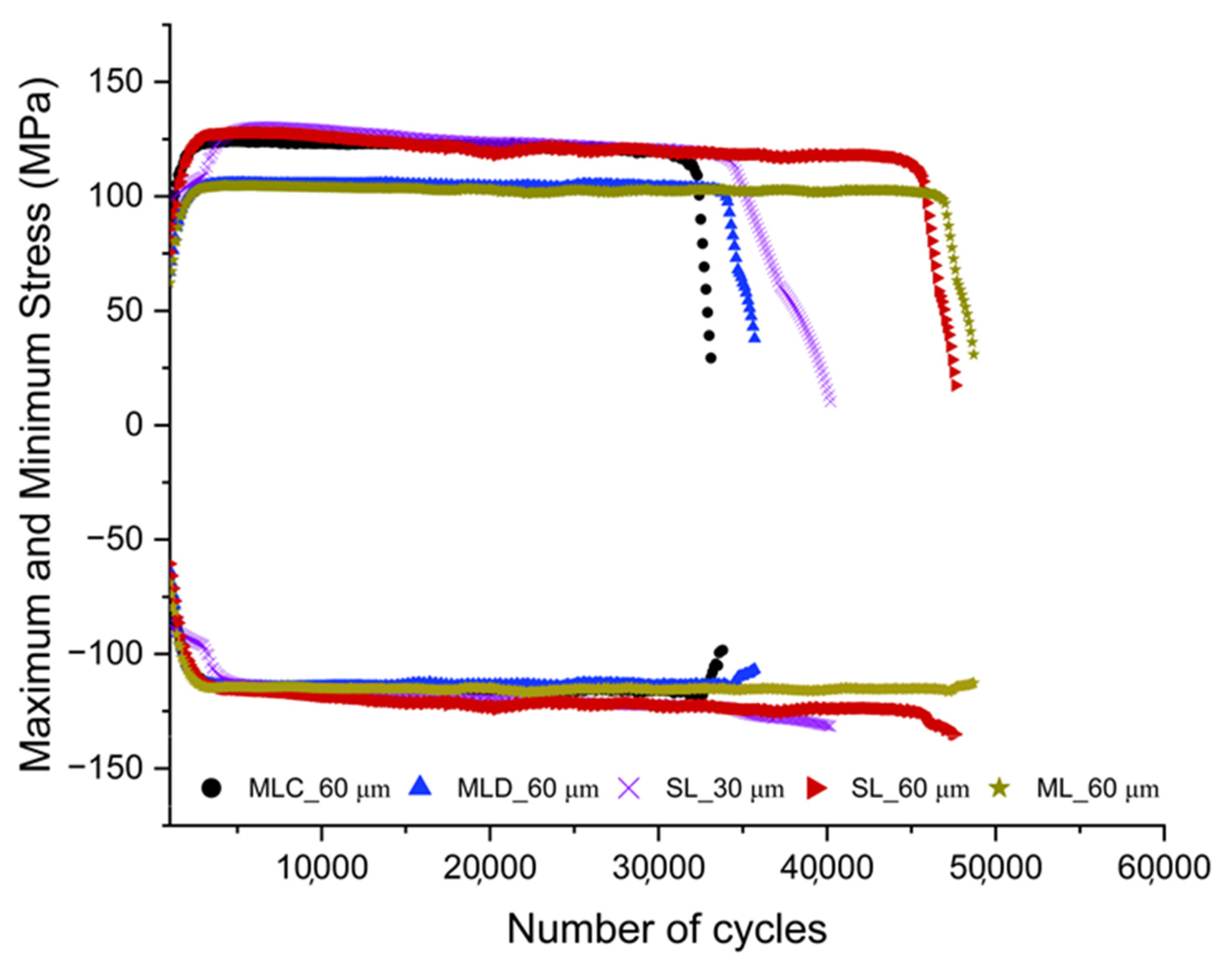
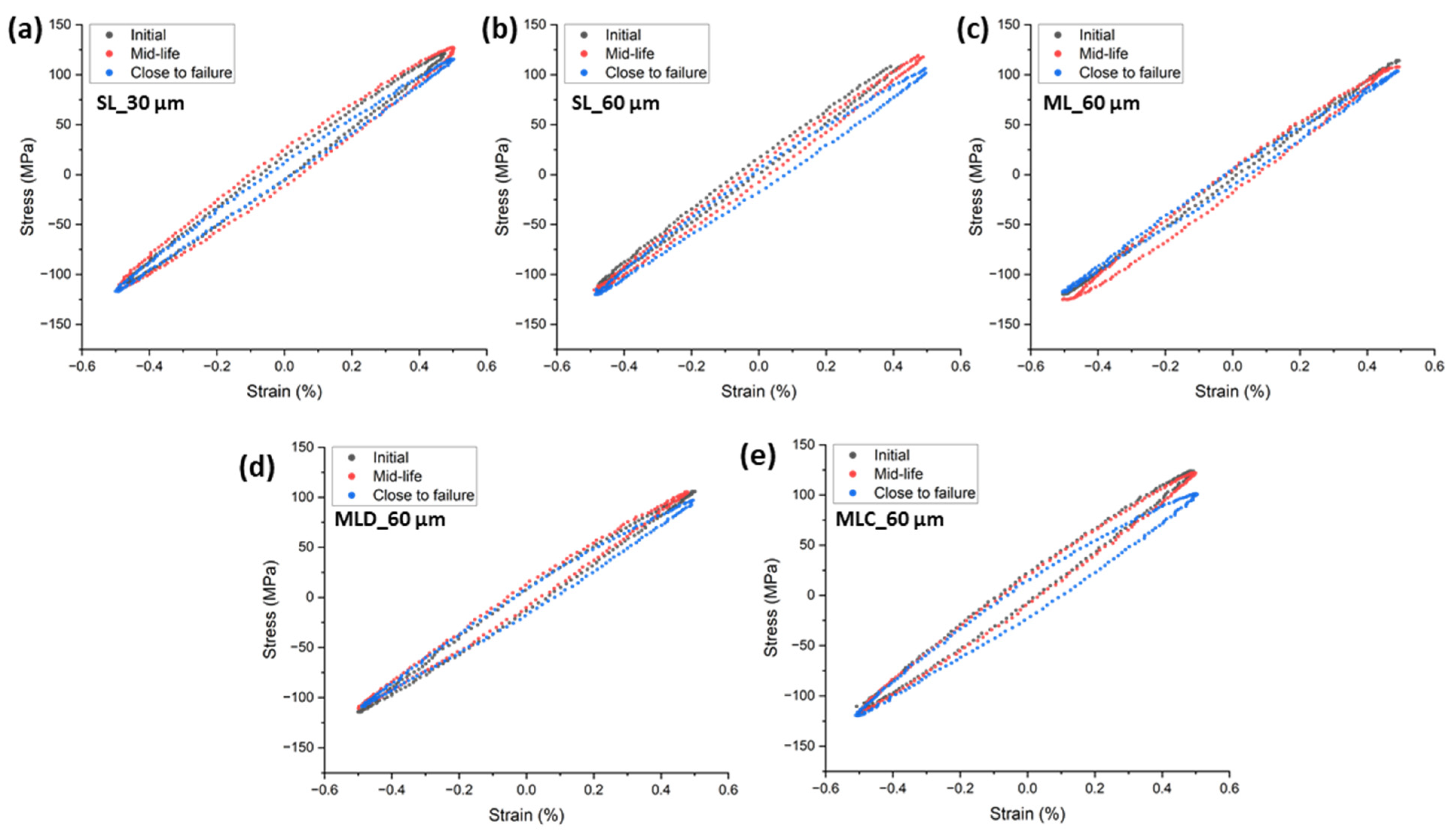
4.3.2. Fatigue Properties
5. Discussion
6. Conclusions
- Multiple-laser builds with modified border parameters achieved a 34% reduction in surface roughness (Ra and Rz) compared to single-laser builds.
- The density and microhardness of multiple-laser specimens showed a negligible difference (<10%) compared to single-laser builds.
- Multiple-laser builds at 60 µm exhibited marginally lower (~3.5%) tensile properties compared to single-laser builds at 60 µm layer thickness. This was due to reduced porosity and better microstructural consistency in single-laser builds.
- Multiple-laser builds with decreased gas flow exhibited up to 10% lower UTS and YS due to several lack-of-fusion and porosity defects. The findings indicate that multiple-laser strategies with improper gas flow management can lead to defect accumulation, negatively impacting mechanical properties. Microstructural examination confirmed these process-related issues under decreased gas flow conditions.
- Interestingly, the fatigue performance of single- and multiple-laser built specimens and components was comparable (<15% differences) under the tested conditions, suggesting that well-controlled and optimized process parameters for multiple-laser builds can retain fatigue performance.
- Average scan time per layer was 35.1 s for single-laser compared to 9.675 s for multiple-laser builds. This shows that multiple lasers significantly improve productivity while achieving comparable mechanical properties.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Nagalingam, A.P.; Shamir, M.; Tureyen, E.B.; Sharman, A.R.C.; Poyraz, O.; Yasa, E.; Hughes, J. Recent progress in wire-arc and wire-laser directed energy deposition (DED) of titanium and aluminium alloys. Int. J. Adv. Manuf. Technol. 2025, 136, 2035–2073. [Google Scholar] [CrossRef]
- Nagalingam, A.P.; Gopasetty, S.K.; Wang, J.; Yuvaraj, H.K.; Gopinath, A.; Yeo, S.H. Comparative fatigue analysis of wrought and laser powder bed fused Ti-6Al-4V for aerospace repairs: Academic and industrial insights. Int. J. Fatigue 2023, 176, 107879. [Google Scholar] [CrossRef]
- Poyraz, O.; Lou, S.; Molyneux, A.; Liu, Y.; Liu, W.; Yasa, E.; Hughes, J. Understanding the laser powder bed fusion surface quality for CP1 aluminum alloy. In Proceedings of the 2024 ASPE-EUSPEN Summer Topical Meeting: Advancing Precision in Additive Manufacturing, Golden, CO, USA, 15–19 July 2024; pp. 57–62. [Google Scholar]
- Nagalingam, A.; Poyraz, O.; Warren, J.; Shamir, M.; Yasa, E.; Hughes, J. In-Situ Melt Pool Monitoring to Optimize Laser Powder Bed Fusion of Scalmalloy®. In Proceedings of the 2024 International Solid Freeform Fabrication Symposium, Austin, TX, USA, 11–14 August 2024; pp. 1264–1274. [Google Scholar]
- Chowdhury, S.; Yadaiah, N.; Prakash, C.; Ramakrishna, S.; Dixit, S.; Gupta, L.R.; Buddhi, D. Laser powder bed fusion: A state-of-the-art review of the technology, materials, properties & defects, and numerical modelling. J. Mater. Res. Technol. 2022, 20, 2109–2172. [Google Scholar] [CrossRef]
- Nyamekye, P.; Lakshmanan, R.; Tepponen, V.; Westman, S. Sustainability aspects of additive manufacturing: Leveraging resource efficiency via product design optimization and laser powder bed fusion. Heliyon 2024, 10, e23152. [Google Scholar] [CrossRef] [PubMed]
- Wang, X.; Zhang, D.; Li, A.; Yi, D.; Li, T. A Review on Traditional Processes and Laser Powder Bed Fusion of Aluminum Alloy Microstructures, Mechanical Properties, Costs, and Applications. Materials 2024, 17, 2553. [Google Scholar] [CrossRef] [PubMed]
- Kumar Ramavajjala, A.; Dandekar, T.R.; Khatirkar, R.K.; Joshi, C.; Chouhan, R.N.; Agnihotri, A. A review on the correlation between microstructure, heat treatment and mechanical properties of additively manufactured AlSi10Mg by LPBF. Crit. Rev. Solid State Mater. Sci. 2024, 50, 239–274. [Google Scholar] [CrossRef]
- Gong, J.; Wei, K.; Liu, M.; Song, W.; Li, X.; Zeng, X. Microstructure and mechanical properties of AlSi10Mg alloy built by laser powder bed fusion/direct energy deposition hybrid laser additive manufacturing. Addit. Manuf. 2022, 59, 103160. [Google Scholar] [CrossRef]
- Schwerz, C.; Schulz, F.; Natesan, E.; Nyborg, L. Increasing productivity of laser powder bed fusion manufactured Hastelloy X through modification of process parameters. J. Manuf. Process. 2022, 78, 231–241. [Google Scholar] [CrossRef]
- Khaimovich, A.; Balyakin, A.; Oleynik, M.; Meshkov, A.; Smelov, V. Optimization of Process Parameters for Powder Bed Fusion Additive Manufacturing Using a Linear Programming Method: A Conceptual Framework. Metals 2022, 12, 1976. [Google Scholar] [CrossRef]
- McConnell, S.; Tanner, D.; Kourousis, K.I. Productivity improvement opportunities for metal powder bed fusion technologies: A systematic literature review. Rapid Prototyp. J. 2024, 30, 231–246. [Google Scholar] [CrossRef]
- He, C.; Ramani, K.S.; Okwudire, C.E. An intelligent scanning strategy (SmartScan) for improved part quality in multi-laser PBF additive manufacturing. Addit. Manuf. 2023, 64, 103427. [Google Scholar] [CrossRef]
- Raut, R.; Ball, A.K.; Basak, A. Temperature distribution prediction in laser powder bed fusion using transferable and scalable graph neural networks. arXiv 2024, arXiv:2407.13838. [Google Scholar]
- Yin, J.; Wang, D.; Wei, H.; Yang, L.; Ke, L.; Hu, M.; Xiong, W.; Wang, G.; Zhu, H.; Zeng, X. Dual-beam laser-matter interaction at overlap region during multi-laser powder bed fusion manufacturing. Addit. Manuf. 2021, 46, 102178. [Google Scholar] [CrossRef]
- Zhang, C.; Zhu, H.; Hu, Z.; Zhang, L.; Zeng, X. A comparative study on single-laser and multi-laser selective laser melting AlSi10Mg: Defects, microstructure and mechanical properties. Mater. Sci. Eng. A 2019, 746, 416–423. [Google Scholar] [CrossRef]
- Cerri, E.; Ghio, E.; Bolelli, G. Effect of the Distance from Build Platform and Post-Heat Treatment of AlSi10Mg Alloy Manufactured by Single- and Multi-Laser Selective Laser Melting. J. Mater. Eng. Perform. 2021, 30, 4981–4992. [Google Scholar] [CrossRef]
- Xie, Y.; Teng, Q.; Muyu, S.; Zhang, Z.; Wei, Y.; Cai, C.; Wei, Q. The role of overlap region width in multi-laser powder bed fusion of Hastelloy X superalloy. Virtual Phys. Prototyp. 2022, 18, e2142802. [Google Scholar] [CrossRef]
- Jiang, Z.; Sun, J.; Berto, F.; Wang, X.; Qian, G. Fatigue and Fracture Behavior of AlSi10Mg Manufactured by Selective Laser Melting: A Review. Phys. Mesomech. 2023, 26, 367–390. [Google Scholar] [CrossRef]
- Hamidi Nasab, M.; Giussani, A.; Gastaldi, D.; Tirelli, V.; Vedani, M. Effect of Surface and Subsurface Defects on Fatigue Behavior of AlSi10Mg Alloy Processed by Laser Powder Bed Fusion (L-PBF). Metals 2019, 9, 1063. [Google Scholar] [CrossRef]
- Ch, S.R.; Raja, A.; Jayaganthan, R.; Vasa, N.J.; Raghunandan, M. Study on the fatigue behaviour of selective laser melted AlSi10Mg alloy. Mater. Sci. Eng. A 2020, 781, 139180. [Google Scholar] [CrossRef]
- Wu, Z.; Wu, S.; Bao, J.; Qian, W.; Karabal, S.; Sun, W.; Withers, P.J. The effect of defect population on the anisotropic fatigue resistance of AlSi10Mg alloy fabricated by laser powder bed fusion. Int. J. Fatigue 2021, 151. [Google Scholar] [CrossRef]
- Wei, K.; Li, F.; Huang, G.; Liu, M.; Deng, J.; He, C.; Zeng, X. Multi-laser powder bed fusion of Ti–6Al–4V alloy: Defect, microstructure, and mechanical property of overlap region. Mater. Sci. Eng. A 2021, 802, 140644. [Google Scholar] [CrossRef]
- Sanchez, S.; Hyde, C.J.; Ashcroft, I.A.; G.A., R.; Clare, A.T. Multi-laser scan strategies for enhancing creep performance in LPBF. Addit. Manuf. 2021, 41, 101948. [Google Scholar] [CrossRef]
- Advanced, User-Centric, Multi-Laser Stitching Strategies. 2023. Available online: https://www.linkedin.com/pulse/get-facts-multi-laser-stitching-validation-performance-geadditive/ (accessed on 15 July 2025).
- ISO 21920-3:2021; Geometrical Product Specifications (GPS)—Surface Texture: Profile—Part 3: Specification Operators. European Committee for Standardization: Brussels, Belgium, 2021.
- ASTM E8/E8M-11; Standard Test Methods for Tension Testing of Metallic Materials. ASTM International: West Conshohocken, PA, USA, 2011.
- ASTM E606-92; Standard Practice for Strain—Controlled Fatigue Testing. ASTM International: West Conshohocken, PA, USA, 2004.
- Chen, L.; Wang, C.; Wu, W.; Liu, Z.; Stoica, G.M.; Wu, L.; Liaw, P.K. Low-Cycle Fatigue Behavior of an As-Extruded AM50 Magnesium Alloy. Metall. Mater. Trans. A 2007, 38, 2235–2241. [Google Scholar] [CrossRef]
- Petráš, R.; Škorík, V.; Polák, J. Thermomechanical fatigue and damage mechanisms in Sanicro 25 steel. Mater. Sci. Eng. A 2016, 650, 52–62. [Google Scholar] [CrossRef]
- Strauß, L.; Löwisch, G. Effect of Residual Stress, Surface Roughness, and Porosity on Fatigue Life of PBF-LB AlSi10Mg. In Lectures Notes on Advanced Structured Materials 2; Altenbach, H., Hitzler, L., Johlitz, M., Merkel, M., Öchsner, A., Eds.; Springer Nature: Cham, Switzerland, 2024; pp. 275–290. [Google Scholar]
- Baig, S.; Ghiaasiaan, R.; Shao, S.; Shamsaei, N. Tensile and fatigue behaviors of additively manufactured AlSi10Mg: Effect of solutionizing and aging heat treatments. Fatigue Fract. Eng. Mater. Struct. 2023, 46, 2662–2680. [Google Scholar] [CrossRef]
- Georgantzia, E.; Vardanega, P.J.; Kashani, M.M. Modelling low-cycle fatigue behaviour of structural aluminium alloys. Bull. Earthq. Eng. 2025, 23, 1737–1758. [Google Scholar] [CrossRef]
- Douglas, R.; Beard, W.; Barnard, N.; Lee, S.; Shao, S.; Shamsaei, N.; Jones, T.; Lancaster, R. The influence of energy density on the low cycle fatigue behaviour of laser powder bed fused stainless steel 316L. Int. J. Fatigue 2024, 181, 108123. [Google Scholar] [CrossRef]
- Xi, J.; Hu, Y.; Xing, H.; Han, Y.; Zhang, H.; Jiang, J.; Nikbin, K. The Low-Cycle Fatigue Behavior, Failure Mechanism and Prediction of SLM Ti-6Al-4V Alloy with Different Heat Treatment Methods. Materials 2021, 14. [Google Scholar] [CrossRef] [PubMed]
- Bai, Y.; Gong, Q.; Zhou, X.; Babacan, N.; Guan, S. Low-cycle fatigue testing and microstructure of high strength-ductility structural steel materials. Low-Carbon Mater. Green Constr. 2024, 2, 1. [Google Scholar] [CrossRef]
- Badaruddin, M.; Zulhanif; Supriadi, H. Low Cycle Fatigue Properties of Extruded 6061-T6 Aluminum Alloy. J. Phys. Conf. Ser. 2019, 1198, 032002. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Sn | Pb | Cu | Ni | Mn | Zn | Ti | Fe | Mg | Si | Al |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Mass (%) | <0.02 | <0.02 | <0.05 | <0.05 | <0.10 | <0.10 | <0.15 | <0.25 | 0.2–0.4 | 9–11 | Bal |
| S No. | Specimen Nomenclature | Build Conditions | No. of Specimens Tensile Tested | No. of Specimens Fatigue Tested |
|---|---|---|---|---|
| 1 | SL_30 µm | Single-laser (SL), 30 µm layer thickness, 190 m3/h gas flow. | Total: 4 (Top and bottom specimens machined from cylindrical rods 2-4 and 4-4 in Figure 2) | Total: 12 (Top and bottom specimens machined from six cylindrical rods 2-1,2,3 and 4-1,2,3 in Figure 2) |
| 2 | SL_60 µm | Single-laser (SL), 60 µm layer thickness, 190 m3/h gas flow. | Total: 4 (Top and bottom specimens machined from cylindrical rods 2-4 and 4-4 in Figure 2) | Total: 12 (Top and bottom specimens machined from six cylindrical rods 2-1,2,3 and 4-1,2,3 in Figure 2) |
| 3 | ML_60 µm | Multiple laser (ML), 60 µm layer thickness, 190 m3/h gas flow. | Total: 4 (Top and bottom specimens machined from cylindrical rods 2-4 and 4-4 in Figure 2) | Total: 12 (Top and bottom specimens machined from six cylindrical rods 2-1,2,3 and 4-1,2,3 in Figure 2) |
| 4 | MLD_60 µm | Multiple laser decreased gas flow (MLD), 60 µm layer thickness, 150 m3/h gas flow. (NOTE: build height was restricted to 120 mm. Hence, only bottom specimens are tested.) | Total: 2 (Bottom specimens machined from cylindrical rods 2-4 and 4-4 in Figure 2) | Total: 6 (Bottom specimens machined from six cylindrical rods 2-1,2,3 and 4-1,2,3 in Figure 2) |
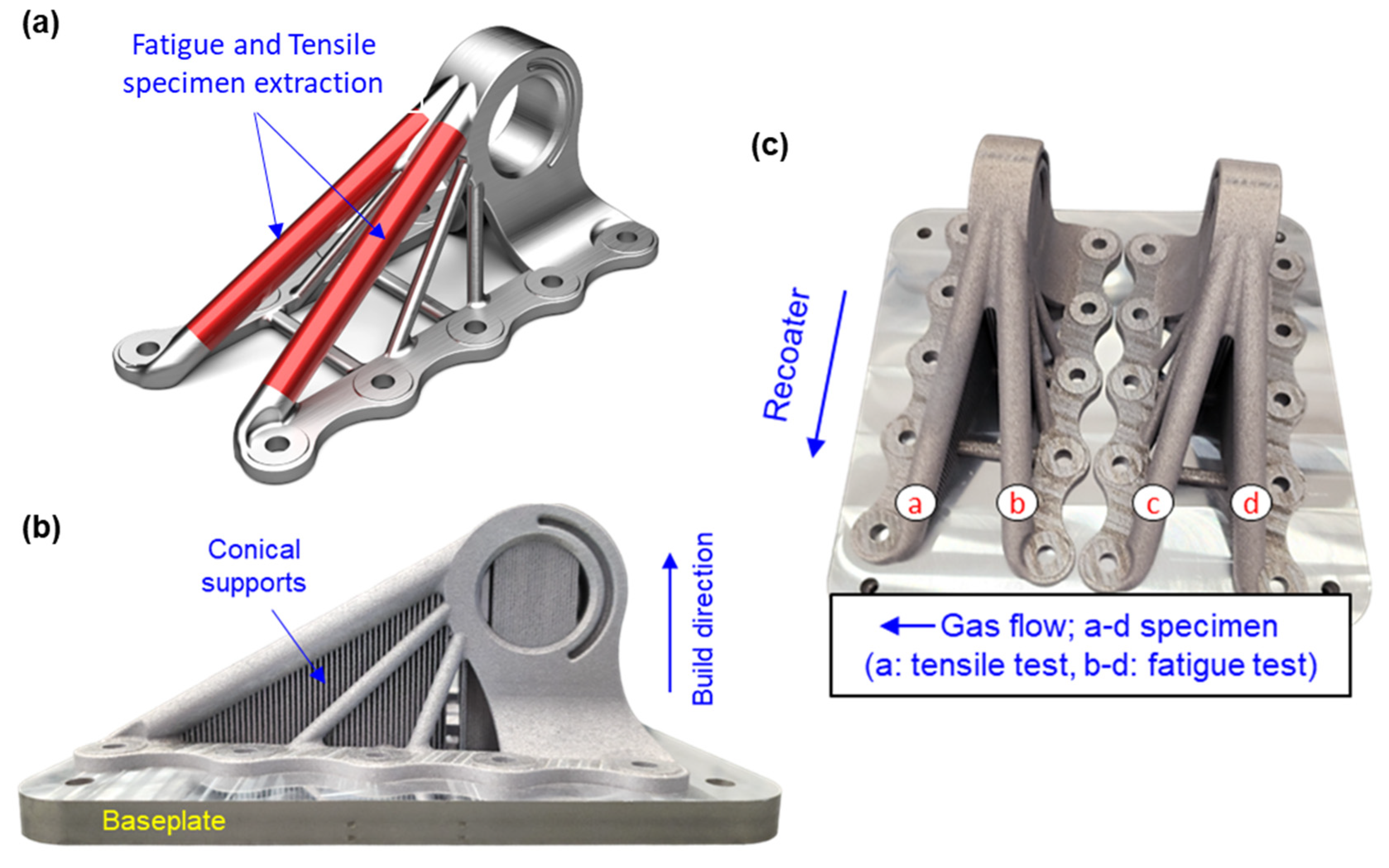
| 5 | MLC_60 µm | Multiple laser component (MLC), 60 µm layer thickness, 190 m3/h gas flow. | Total: 1 (Specimen machined from location a in Figure 3) | Total: 3 (Specimen machined from locations b, c, and d in Figure 3) |
| S No. | Build Configuration | Layer Thickness (µm) | Power (W) | Hatch Overlap (µm) | No. of Borders | Point Delay (µs) | Stitching Overlap of Lasers (µm) |
|---|---|---|---|---|---|---|---|
| 1 | Single laser | 30 | 350 | 30 | 1 | 500 | N/A |
| 2 | Single laser | 60 | 500 | 120 | 2 | N/A | N/A |
| 3 | Multiple laser (Quad) | 60 | 500 | 120 | 3 | N/A | 150 |
| S No. | Specimen Nomenclature | Build Condition | Maximum Stress at Half-Life (Nf/2) (MPa) | Minimum Stress at Half-Life (Nf/2) (MPa) | Average Number of Cycles to Failure in Each Tested Condition (Nf) |
|---|---|---|---|---|---|
| 1 | SL_30 µm | Single-laser (SL), 30 µm layer thickness, 190 m3/h gas flow. | 127.2 ± 16.6 | −111.7 ± 12.3 | 29,250 ± 12,630 |
| 2 | SL_60 µm | Single-laser (SL), 60 µm layer thickness, 190 m3/h gas flow. | 119.1 ± 11.3 | −116.6 ± 8.5 | 44,045 ± 11,539 |
| 3 | ML_60 µm | Multiple-laser (ML), 60 µm layer thickness, 190 m3/h gas flow. | 106.03 ± 24.7 | −119.5 ± 10.3 | 43,620 ± 5058 |
| 4 | MLD_60 µm | Multiple-laser decreased gas flow (MLD), 60 µm layer thickness, 150 m3/h gas flow. (NOTE: Build height was restricted to 120 mm. Hence, only bottom specimens are tested.) | 105.23 ± 20.0 | −110.6 ± 9.4 | 36,633 ± 7203 |
| 5 | MLC_60 µm | Multiple-laser component (MLC), 60 µm layer thickness, 190 m3/h gas flow. | 123.89 ± 6.0 | −113.0 ± 8.5 | 36,933 ± 7250 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nagalingam, A.P.; Tureyen, E.B.; Haque, A.; Sharman, A.; Poyraz, O.; Yasa, E.; Hughes, J. Impact of Multiple-Laser Processing on the Low-Cycle Fatigue Behaviour of Laser-Powder Bed Fused AlSi10Mg Alloy. Metals 2025, 15, 807. https://doi.org/10.3390/met15070807
Nagalingam AP, Tureyen EB, Haque A, Sharman A, Poyraz O, Yasa E, Hughes J. Impact of Multiple-Laser Processing on the Low-Cycle Fatigue Behaviour of Laser-Powder Bed Fused AlSi10Mg Alloy. Metals. 2025; 15(7):807. https://doi.org/10.3390/met15070807
Chicago/Turabian StyleNagalingam, Arun Prasanth, Erkan Bugra Tureyen, Abdul Haque, Adrian Sharman, Ozgur Poyraz, Evren Yasa, and James Hughes. 2025. "Impact of Multiple-Laser Processing on the Low-Cycle Fatigue Behaviour of Laser-Powder Bed Fused AlSi10Mg Alloy" Metals 15, no. 7: 807. https://doi.org/10.3390/met15070807
APA StyleNagalingam, A. P., Tureyen, E. B., Haque, A., Sharman, A., Poyraz, O., Yasa, E., & Hughes, J. (2025). Impact of Multiple-Laser Processing on the Low-Cycle Fatigue Behaviour of Laser-Powder Bed Fused AlSi10Mg Alloy. Metals, 15(7), 807. https://doi.org/10.3390/met15070807