
Enhancing Aluminum Alloy Properties Through Low Pressure Forging: A Comprehensive Study on Heat Treatments


Abstract
1. Introduction
2. Materials and Methods
2.1. Sample Description
2.2. Metallographical Analysis
2.3. Hardness and Tensile Tests
3. Results and Discussion
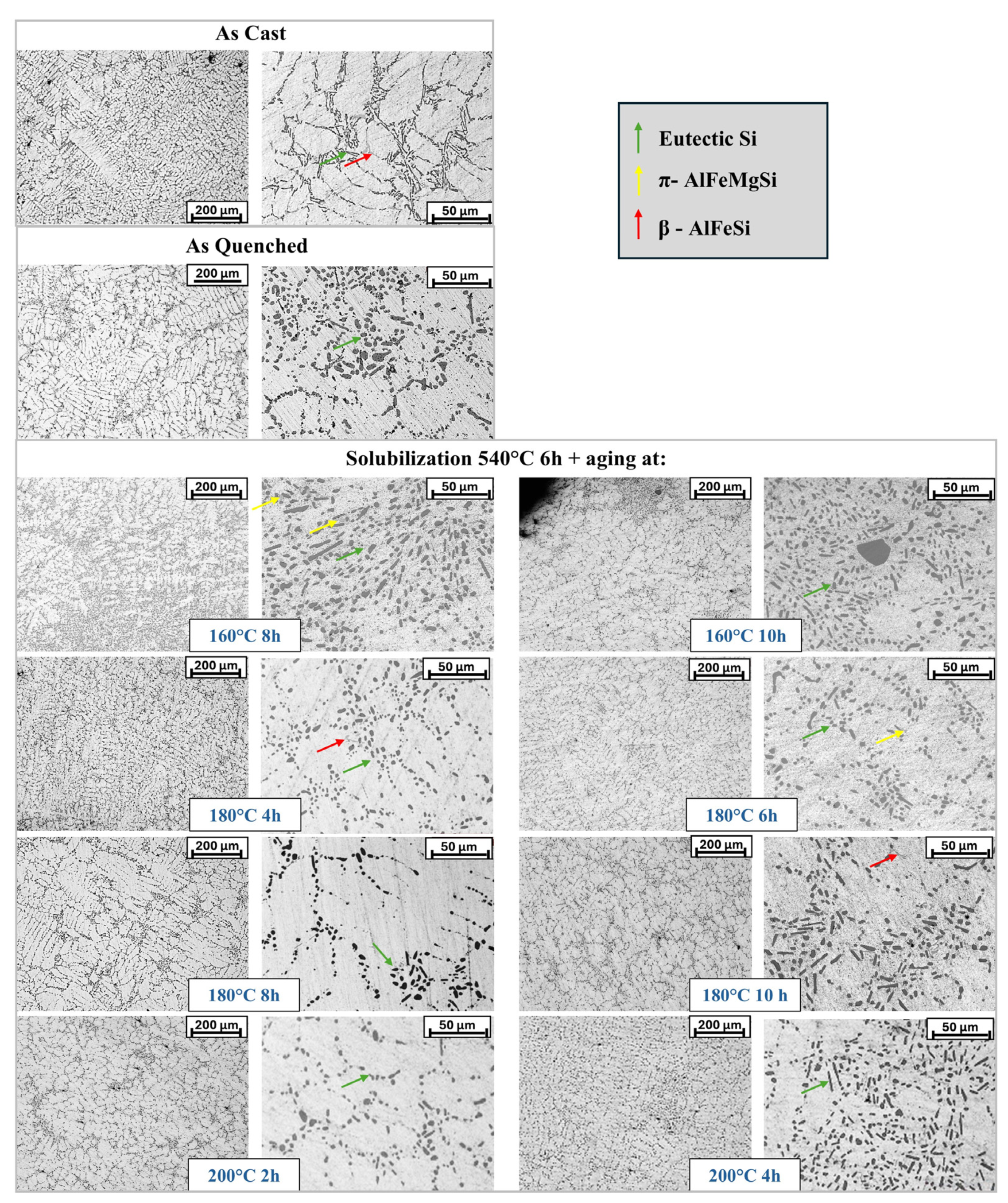
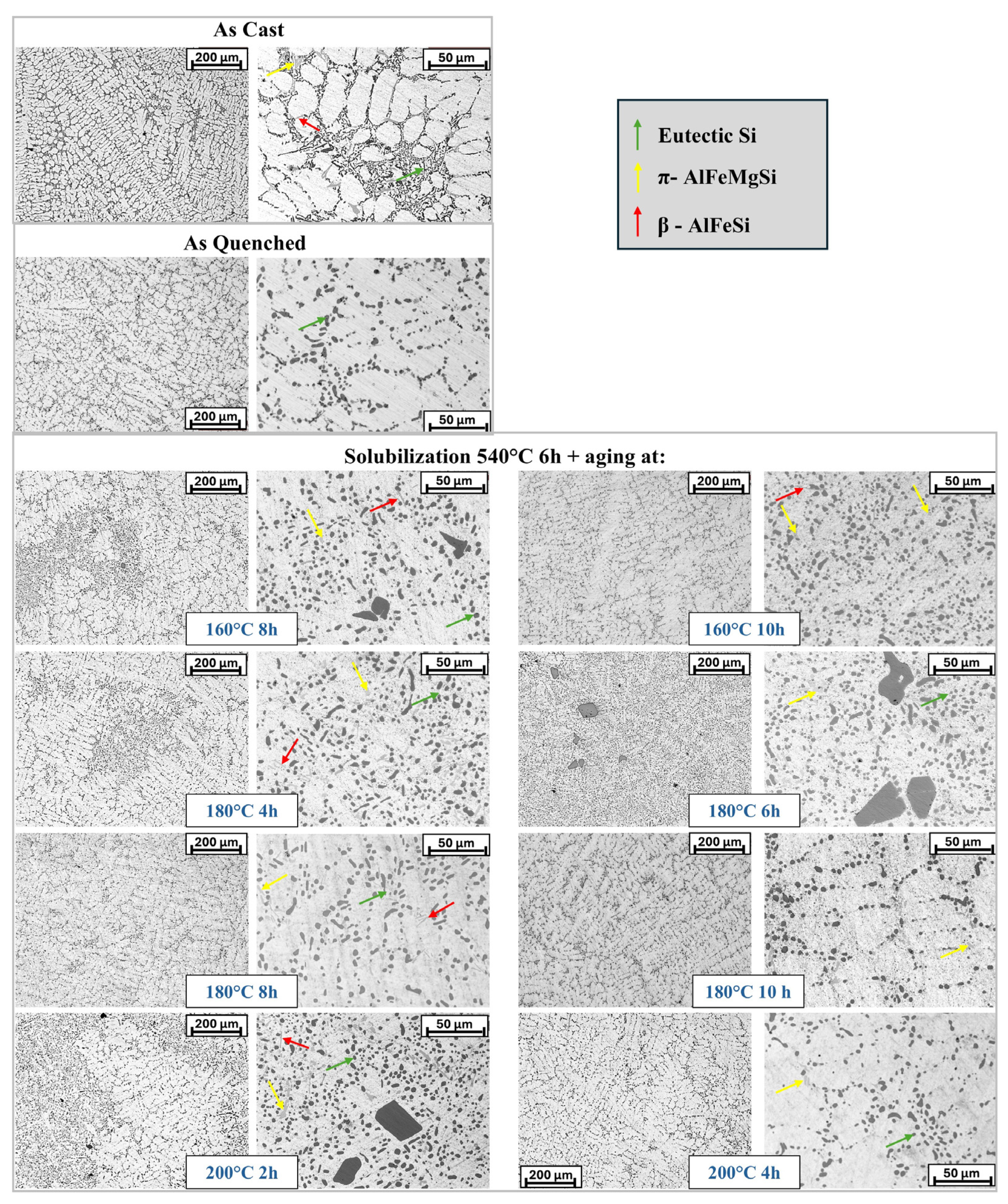
3.1. Metallographical Analysis
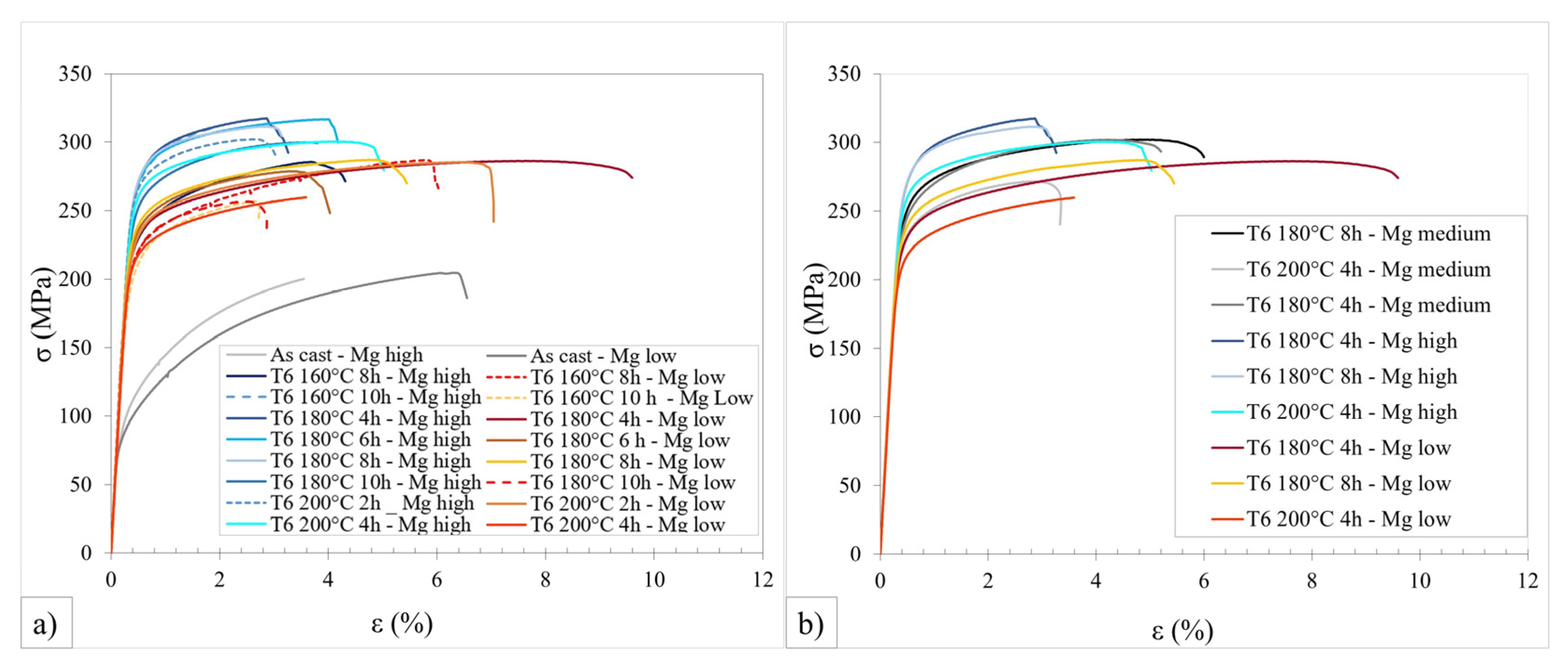
3.2. Hardness and Tensile Tests
4. Conclusions
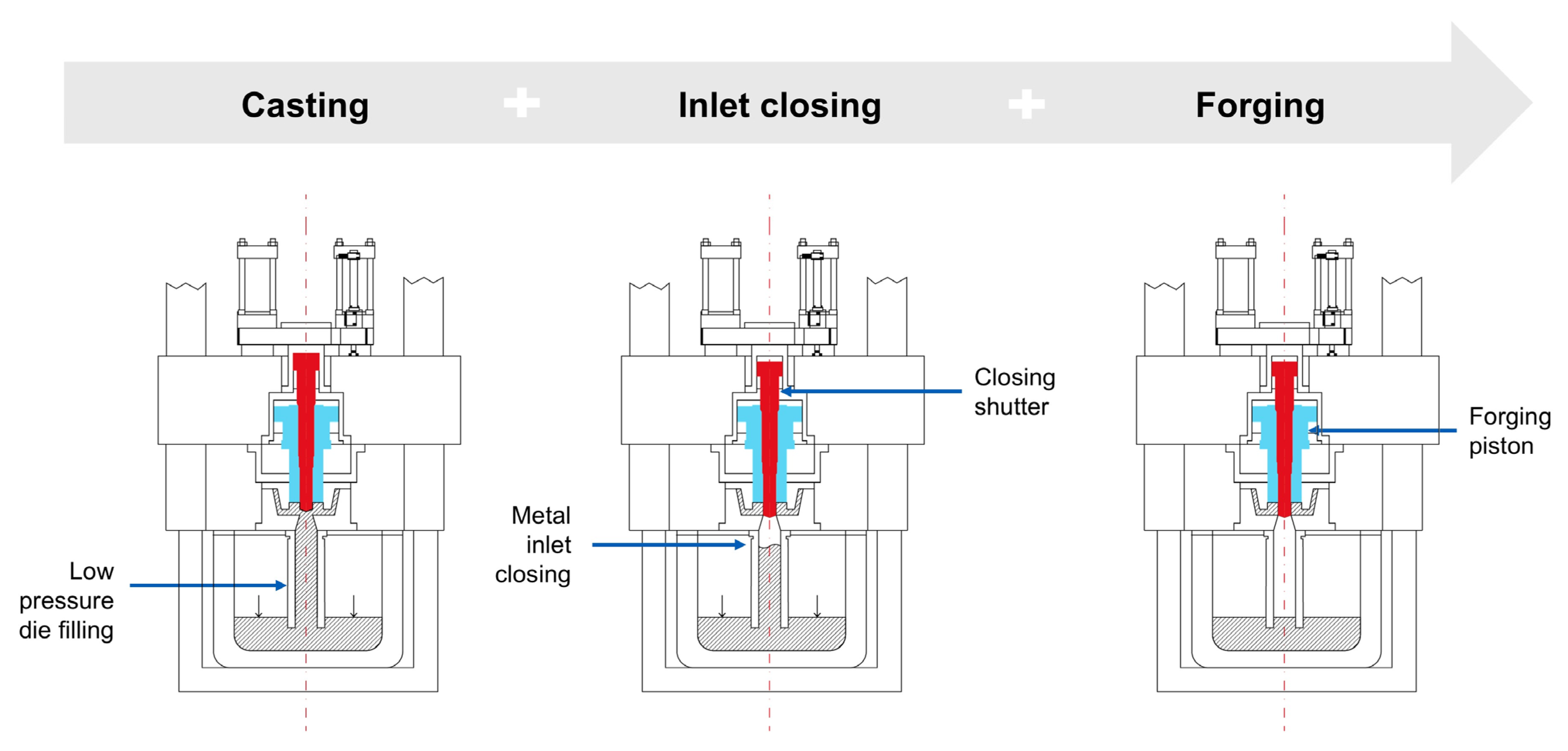
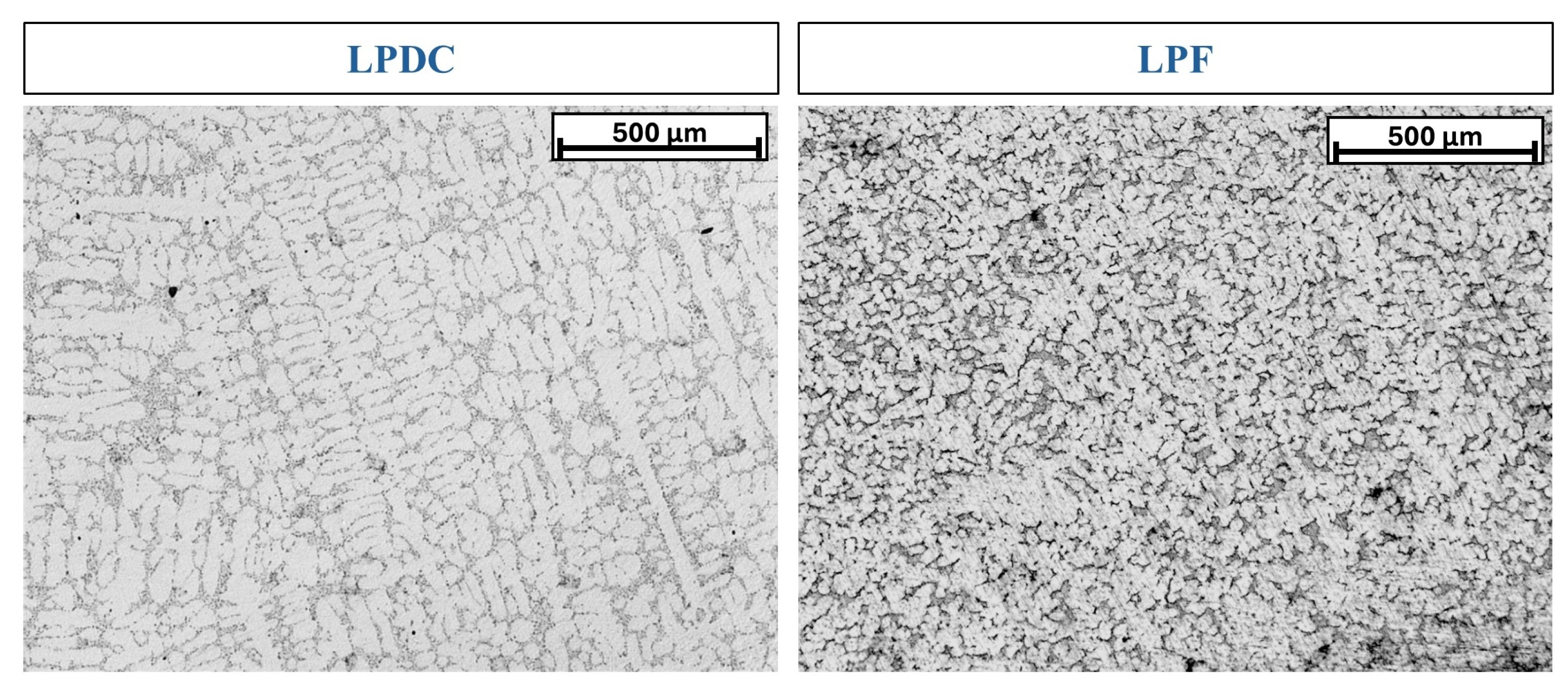
- The LPF process effectively refines the as-cast microstructure, transforming conventional dendritic networks into more semi-globular structures and reducing porosity compared to the results for traditional casting methods.
- Solution treatment and quenching further enhance this refinement by promoting the fragmentation and spheroidization of Al–Si eutectic structures, transforming silicon particles from an acicular form to a more rounded, globular shape that minimizes stress concentration. Intermetallic phases appear rounder and smaller compared to those of the as-cast condition, with this feature being evident in the as-quenched state and retained with comparable morphology after aging.
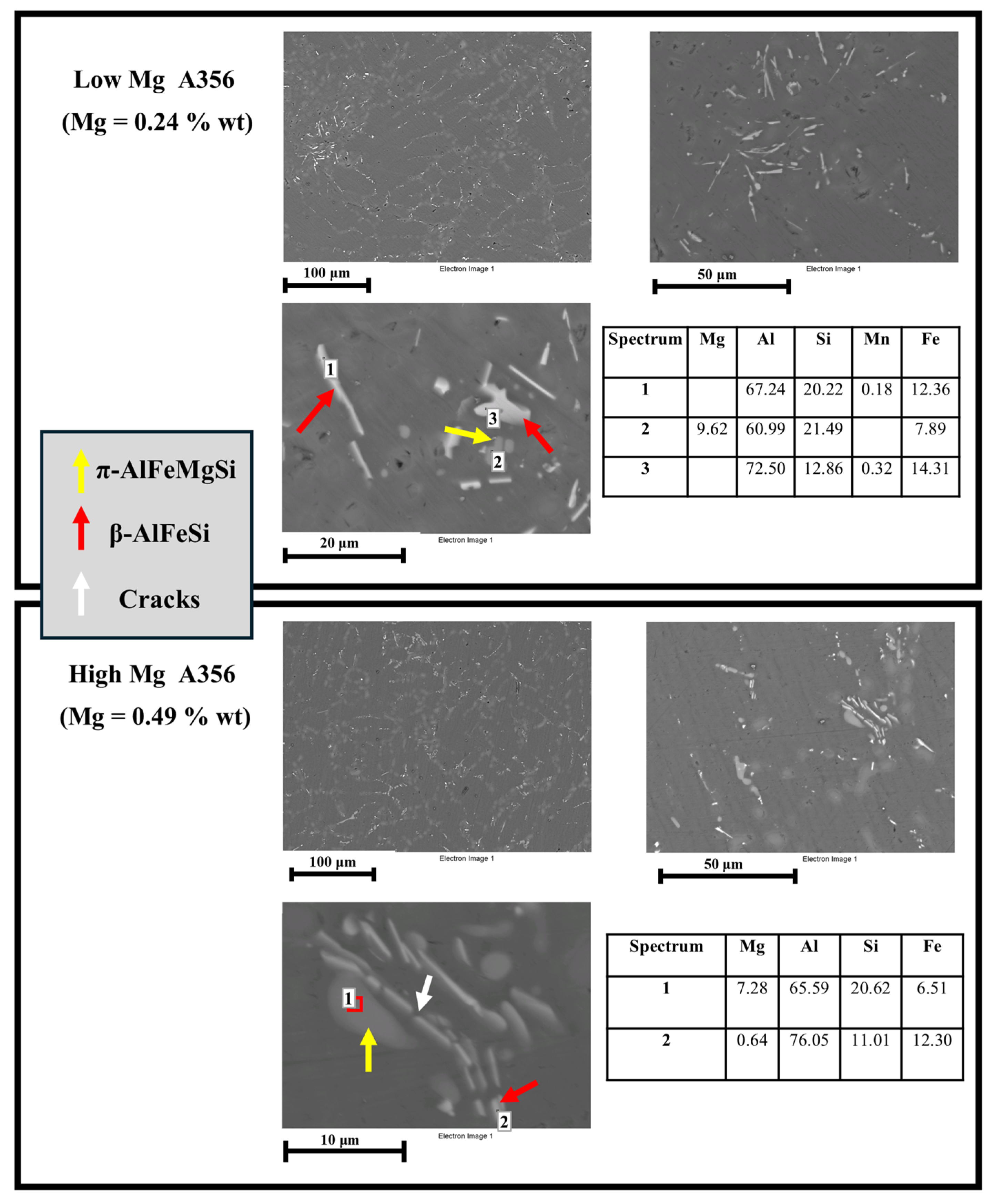
- With increasing magnesium content, there is a greater presence of π-AlFeMgSi Chinese script intermetallics, representing a beneficial transformation from the more detrimental needle-like β-AlFeSi phases.
- SEM–EDS analysis confirmed the conversion of needle-like β-AlFeSi phases into the Chinese script π-AlFeMgSi morphology.
- Mg content impact: higher Mg levels result in improved hardness, yield, and ultimate tensile strengths, accompanied by a slight reduction in elongation compared to that noted for the low Mg conditions.
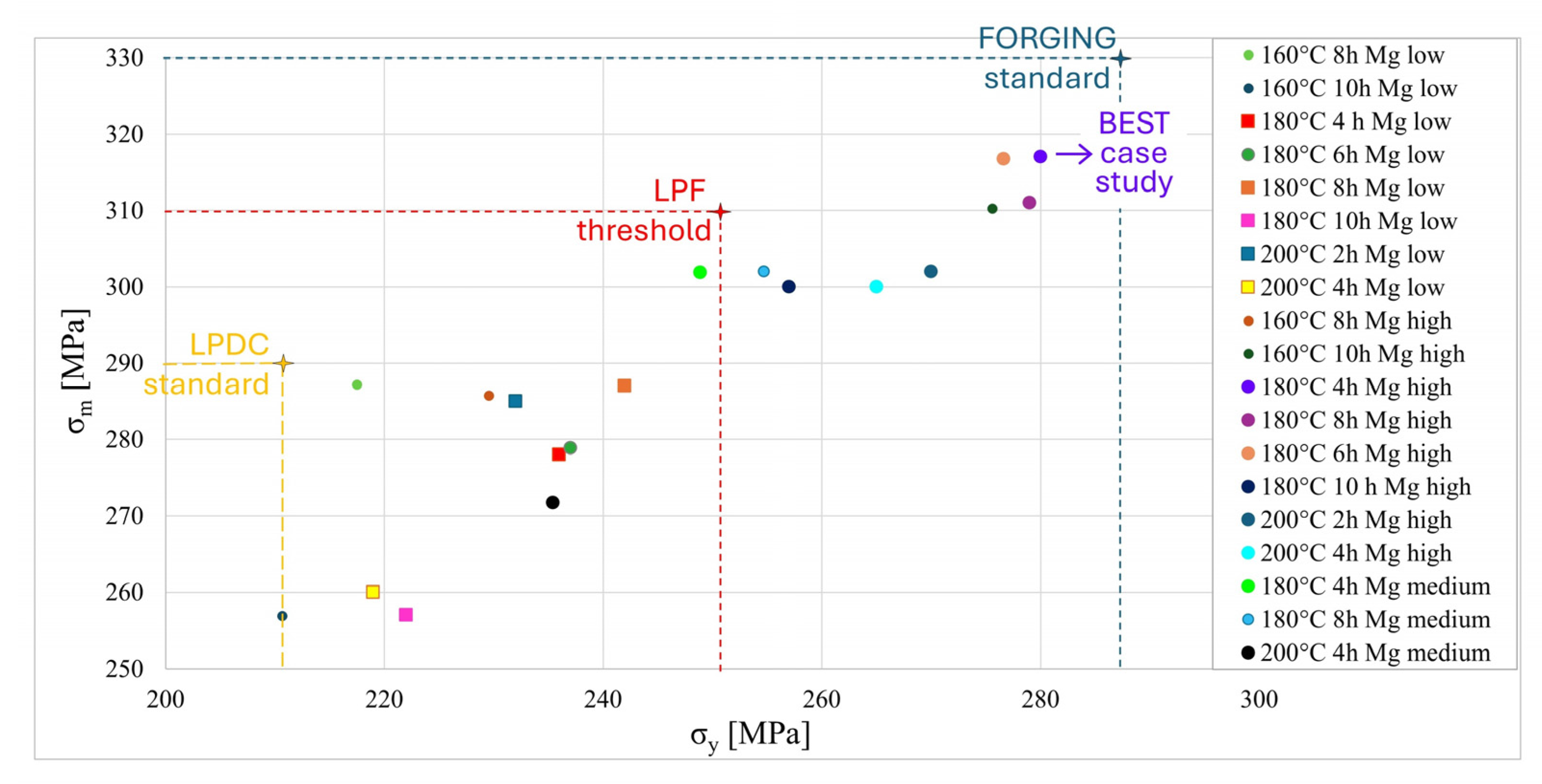
- For treatments at 160 °C, only the 10 h aging for Mg high nearly meets the strength targets (σy 276 MPa, σm 310 MPa), yet with insufficient elongation (A% 1%); other conditions are at inadequate this temperature for the desired mechanical properties.
- Treatments at 200 °C provide generally lower mechanical properties than those obtained from the 180 °C treatments, with only partially acceptable results for Mg high at 4 h (σy 265 MPa, σm 300 MPa, A% 5%).
- Treatments at 180 °C yield the best overall performance, with a time of 4 h proving optimal. The results at 8 h are very similar to those at 4 h, and since the performance is comparable, a shorter treatment duration is preferable. Signs of overaging begin to appear at 10 h, as evidenced by a decrease in hardness values by approximately 10 HV for both low and high Mg conditions.
- The optimal process is a T6 cycle (solution at 540 °C for 6 h, water quenching, and aging at 180 °C for 4 h) with high Mg content (0.49%), which best meets the strength targets, despite slightly reduced elongation (σy 280 MPa, σm 317 MPa, A% 3%).
- Medium Mg content (0.35%) represents a promising compromise, achieving nearly all target mechanical properties (σy 249 MPa, σm 302 MPa, A% 5%), while balancing strength with acceptable ductility.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Cecchel, S. Materials and Technologies for Lightweighting of Structural Parts for Automotive Applications: A Review. SAE Int. J. Mater. Manuf. 2021, 14, 81–97. [Google Scholar] [CrossRef]
- Birol, Y.; Ilgaz, O. Effect of cast and extruded stock on grain structure of EN AW 6082 alloy forgings. Mater. Sci. Technol. 2014, 30, 860–866. [Google Scholar] [CrossRef]
- Anyalebechi, P.N. Effect of process route on the structure, tensile, and fatigue properties of aluminum alloy automotive steering knuckles. Int. Foundry Res. 2011, 63, 32–43. [Google Scholar]
- Lee, K.; Kwon, Y.N.; Lee, S. Correlation of microstructure with mechanical properties and fracture toughness of A356 aluminum alloys fabricated by low-pressure-casting, rheo-casting, and casting–forging processes. Eng. Fract. Mech. 2008, 75, 4200–4216. [Google Scholar] [CrossRef]
- Prucha, T. Metal Mold Processes—Gravity and Low Pressure Technology. In Proceedings of the American Foundry Society International Conference on Structural Aluminum Casting, Orlando, FL, USA, 2–4 November 2003. [Google Scholar]
- Ou, J.; Wei, C.; Logue, S.; Cockcroft, S.; Maijer, D.; Zhang, Y.; Chen, Z.; Lateng, A. A study of an industrial counter pressure casting process for automotive parts. J. Mater. Res. Technol. 2021, 15, 7111–7124. [Google Scholar] [CrossRef]
- Birol, Y.; Akdi, S. Cooling slope casting to produce EN AW 6082 forging stock for manufacture of suspension components. Trans. Nonferrous Met. Soc. China 2014, 24, 1674–1682. [Google Scholar] [CrossRef]
- Atkinson, H.V. Semisolid processing of metallic materials. Mater. Sci. Technol. 2010, 26, 1401–1413. [Google Scholar] [CrossRef]
- Midson, S.P.; Jackson, A. A Comparison of Thixocasting and Rheocasting. In Proceedings of the 67th World Foundry Congress, Harrogate, UK, 5–7 June 2006; Institute of Cast Metals Engineers (ICME): Tipton, UK, 2006; pp. 22/1–22/10, ISBN 9781604236767. [Google Scholar]
- Kiuchi, M.; Kopp, R. Mushy/Semi-Solid Metal Forming Technology—Present and Future. CIRP Ann. 2002, 51, 653–670. [Google Scholar] [CrossRef]
- The Aluminum Automotive Manual, Manufacturing—Casting Methods. Available online: https://european-aluminium.eu/wp-content/uploads/2022/11/aam-manufacturing-1-casting-methods.pdf (accessed on 21 May 2025).
- Ghomashchi, M.R.; Vikhrovl, A. Squeeze casting: An Overview. J. Mater. Process. Technol. 2000, 101, 1–9. [Google Scholar] [CrossRef]
- Zhang, M.; Zhang, W.-W.; Zhao, H.-D.; Zhang, D.-T.; Li, Y.-Y. Effect of pressure on microstructures and mechanical properties of Al-Cu-based alloy prepared by squeeze casting. Trans. Nonferrous Met. Soc. China 2007, 17, 496–501. [Google Scholar] [CrossRef]
- Zhou, H.T.; Xu, S.X.; Li, W.D.; Wang, S.C.; Peng, Y. A study of automobile brake bracket formed by casting–forging integrated forming technology. Mater. Des. 2015, 67, 285–292. [Google Scholar] [CrossRef]
- Möller, H.; Govender, G.; Stumpf, W.E.; Pistorius, P.C. Comparison of heat treatment response of semisolid metal processed alloys A356 and F357. Int. J. Cast Met. Res. 2010, 23, 37–43. [Google Scholar] [CrossRef]
- Liu, X.; Wang, C.; Zhang, S.; Song, J.; Zhou, X.; Zha, M.; Wang, H. Fe-Bearing Phase Formation, Microstructure Evolution, and Mechanical Properties of Al-Mg-Si-Fe Alloy Fabricated by the Twin-Roll Casting Process. J. Alloys Compd. 2021, 886, 161202. [Google Scholar] [CrossRef]
- Sigworth, G.K.; (Alcoa Primary Metals, Rockdale, TX, USA). Controlling Tensile Strength in Aluminum Castings. Private communication, 2006. [Google Scholar]
- Cáceres, C.H.; Barresi, J. Selection of temper and Mg content to optimize the quality index of Al–7Si–Mg casting alloys. Int. J. Cast Met. Res. 2000, 12, 377–384. [Google Scholar] [CrossRef]
- ASTM E1251-24; Standard Test Method for Analysis of Aluminum and Aluminum Alloys by Spark Atomic Emission Spectrometry. ASTM international: West Conshohocken, PA, USA, 2025.
- Faccoli, M.; Dioni, D.; Cecchel, S.; Cornacchia, G.; Panvini, A. Optimization of heat treatment of gravity cast Sr-modified B356 aluminum alloy. Trans. Nonferrous Met. Soc. China 2017, 27, 1698–1706. [Google Scholar] [CrossRef]
- Emadi, D.; Whiting, L.V.; Sahoo, M.; Sokolowski, J.H.; Burke, P.; Hart, M. Optimal heat treatment of A356.2 alloy. In Proceedings of the Light Metals, San Diego, CA, USA, 2–6 March 2003; pp. 983–989. [Google Scholar]
- Dioni, D.; Cecchel, S.; Cornacchia, G.; Faccoli, M.; Panvini, A. Effects of artificial aging conditions on the mechanical properties of gravity cast B356 aluminum alloy. Trans. Nonferrous Met. Soc. China 2015, 25, 1035–1042. [Google Scholar] [CrossRef]
- ASTM E92-23; Standard Test Methods for Vickers Hardness and Knoop Hardness of Metallic Materials. American Society for Testing and Materials: West Conshohocken, PA, USA, 2023.
- UNI EN ISO 6892–1; Metallic Materials—Tensile Testing—Part 1: Method of Test at Room Temperature. ISO: Geneva, Switzerland, 2020.
- Es-Said, O.S.; Lee, D.; Pfost, W.D.; Thompson, D.L.; Patterson, M.; Foyos, J.; Marloth, R. Alternative heat treatments for A357-T6 aluminum alloy. Eng. Fail. Anal. 2002, 9, 99–107. [Google Scholar] [CrossRef]
- Callegari, B.; Lima, T.N.; Coelho, R.S. The Influence of Alloying Elements on the Microstructure and Properties of Al-Si-Based Casting Alloys: A Review. Metals 2023, 13, 1174. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy (wt.%) | Al | Si | Fe | Cu | Mn | Mg | Ti |
|---|---|---|---|---|---|---|---|
| Mg low | Bal. | 7.22 | 0.20 | 0.005 | 0.006 | 0.24 | 0.09 |
| Mg medium | Bal. | 7.10 | 0.22 | 0.005 | 0.006 | 0.35 | 0.10 |
| Mg high | Bal. | 7.37 | 0.21 | 0.006 | 0.006 | 0.49 | 0.10 |
| Aging Parameters | Tested Condition per Alloy | ||
|---|---|---|---|
| T (°C) | t (h) | Mg Low and Mg High | Mg Medium |
| 160 | 8 | x | |
| 10 | x | ||
| 180 | 4 | x | x |
| 6 | x | ||
| 8 | x | x | |
| 200 | 2 | x | |
| 4 | x | x | |
| σy [MPa] | σm [MPa] | A [%] | |||
|---|---|---|---|---|---|
| F | As-cast | Mg high | 106 | 200 | 3.0 |
| Mg low | 96 | 205 | 6.0 | ||
| T6 540 °C 6 h + | 160 °C 8 h | Mg high | 230 | 286 | 3.9 |
| Mg low | 217 | 287 | 5.7 | ||
| 160 °C 10 h | Mg high | 276 | 310 | 1.5 | |
| Mg low | 211 | 257 | 2.4 | ||
| 180 °C 4 h | Mg high | 280 | 317 | 3.5 | |
| Mg medium | 249 | 302 | 4.8 | ||
| Mg low | 236 | 278 | 7.2 | ||
| 180 °C 6 h | Mg high | 277 | 317 | 3.8 | |
| Mg low | 251 | 272 | 3.7 | ||
| 180 °C 8 h | Mg high | 279 | 311 | 3.0 | |
| Mg medium | 255 | 302 | 5.6 | ||
| Mg low | 242 | 287 | 5.0 | ||
| 180 °C 10 h | Mg high | 257 | 300 | 4.0 | |
| Mg low | 222 | 257 | 3.0 | ||
| 200 °C 2 h | Mg high | 270 | 302 | 3.0 | |
| Mg low | 232 | 285 | 7.0 | ||
| 200 °C 4 h | Mg high | 265 | 300 | 5.0 | |
| Mg medium | 235 | 272 | 3.0 | ||
| Mg low | 219 | 260 | 3.0 | ||
| Mg Low | Mg High | Mg Medium | |||||
|---|---|---|---|---|---|---|---|
| Aging Temperature (°C) | Aging Time (h) | Avg. HV | ± | Avg. HV | ± | Avg. HV | ± |
| 160 | 8 | 111 | 6 | 114 | 5 | ||
| 10 | 104 | 4 | 122 | 3 | |||
| 180 | 4 | 107 | 5 | 123 | 4 | 120 | 5 |
| 6 | 114 | 6 | 122 | 4 | |||
| 8 | 102 | 6 | 114 | 5 | 117 | 5 | |
| 10 | 104 | 3 | 113 | 7 | |||
| 200 | 2 | 86 | 5 | 118 | 5 | ||
| 4 | 95 | 5 | 108 | 4 | 108 | 4 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cecchel, S.; Cornacchia, G. Enhancing Aluminum Alloy Properties Through Low Pressure Forging: A Comprehensive Study on Heat Treatments. Metals 2025, 15, 797. https://doi.org/10.3390/met15070797
Cecchel S, Cornacchia G. Enhancing Aluminum Alloy Properties Through Low Pressure Forging: A Comprehensive Study on Heat Treatments. Metals. 2025; 15(7):797. https://doi.org/10.3390/met15070797
Chicago/Turabian StyleCecchel, Silvia, and Giovanna Cornacchia. 2025. "Enhancing Aluminum Alloy Properties Through Low Pressure Forging: A Comprehensive Study on Heat Treatments" Metals 15, no. 7: 797. https://doi.org/10.3390/met15070797
APA StyleCecchel, S., & Cornacchia, G. (2025). Enhancing Aluminum Alloy Properties Through Low Pressure Forging: A Comprehensive Study on Heat Treatments. Metals, 15(7), 797. https://doi.org/10.3390/met15070797