
Experimental Study on the Parameter Optimization of an Ultra-High-Pressure Water Jet for Grade-A Marine Steel Based on Surface Roughness

 and
and
Abstract
1. Introduction
2. Experimental Principles and Design
2.1. Experimental Factors and Levels
2.2. Experimental Materials and Equipment
3. Experimental Results and Analysis
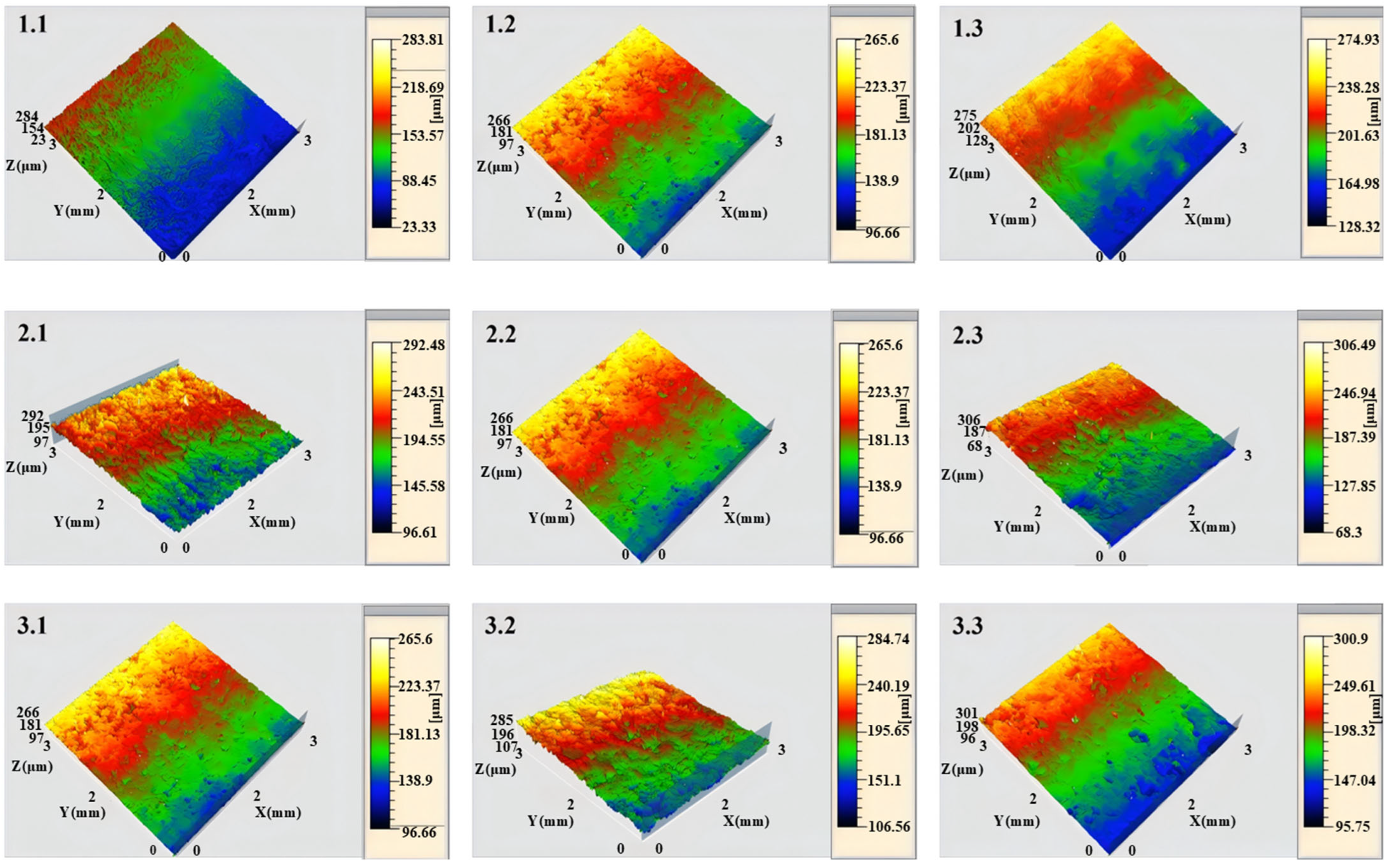
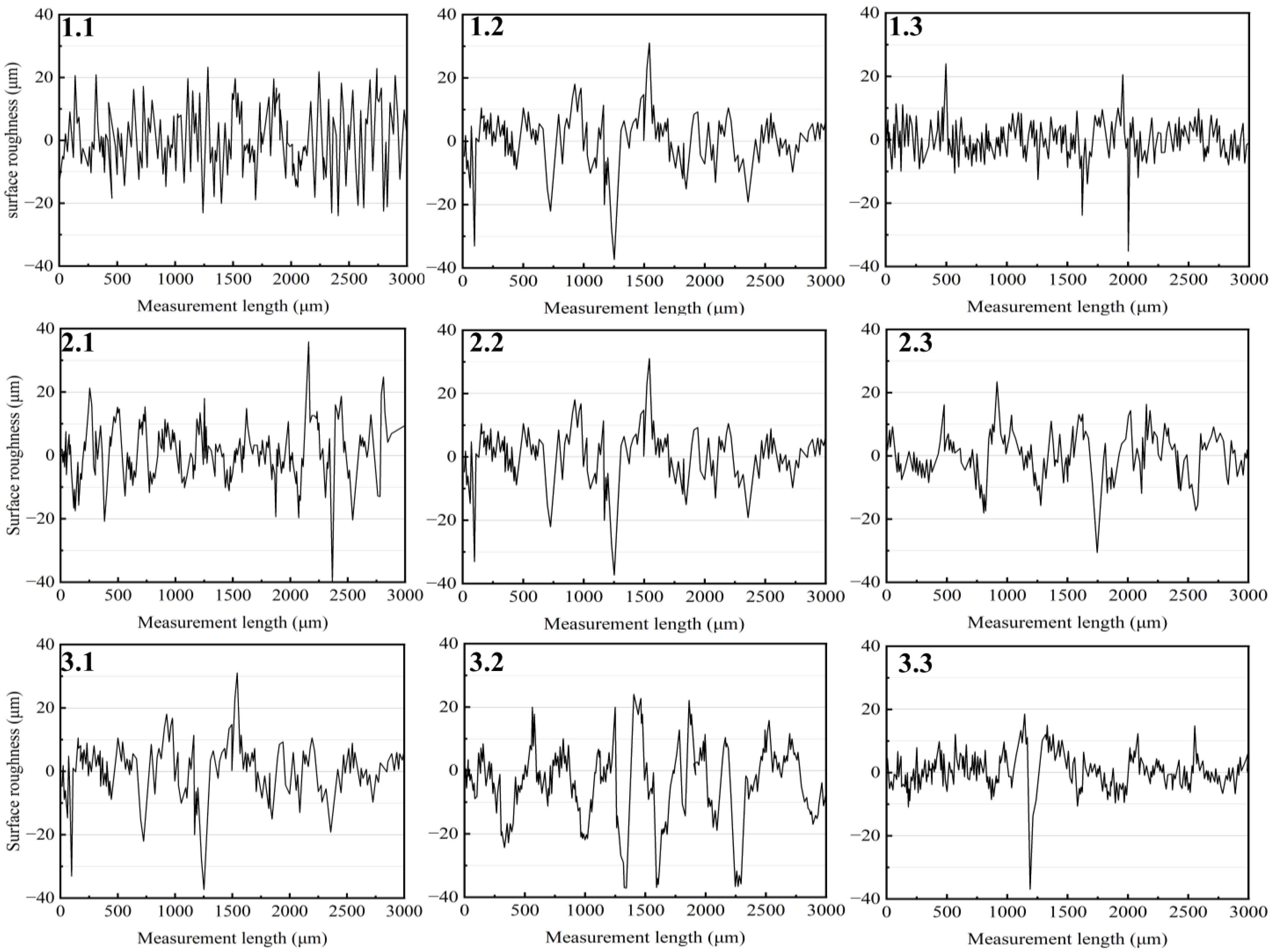
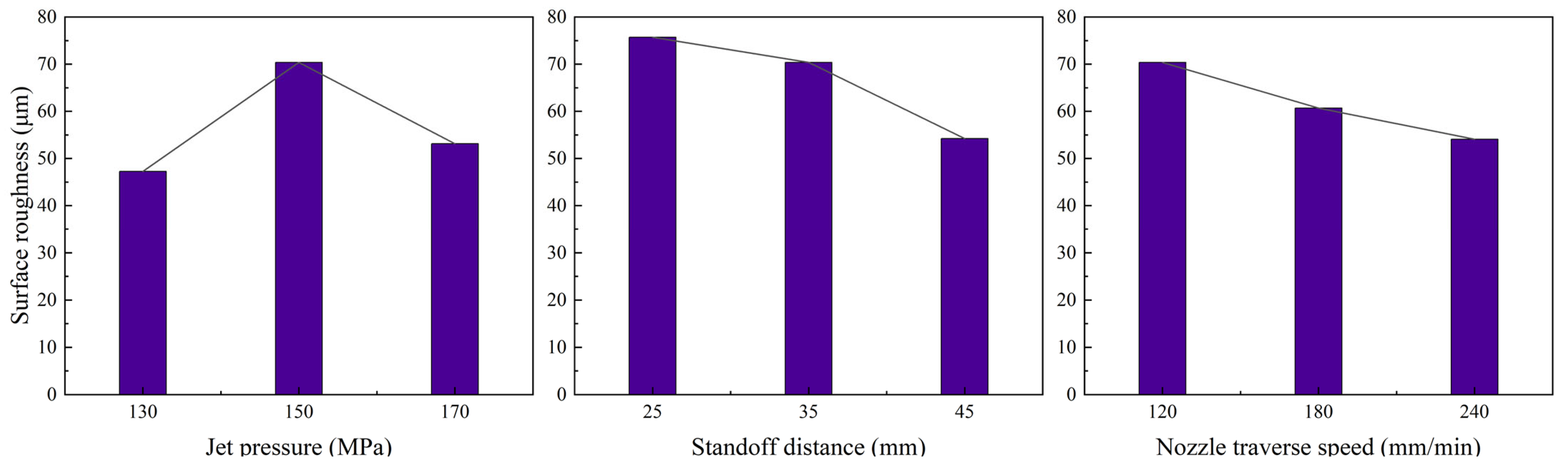
3.1. Analysis of Surface Roughness in Single-Factor Experiments
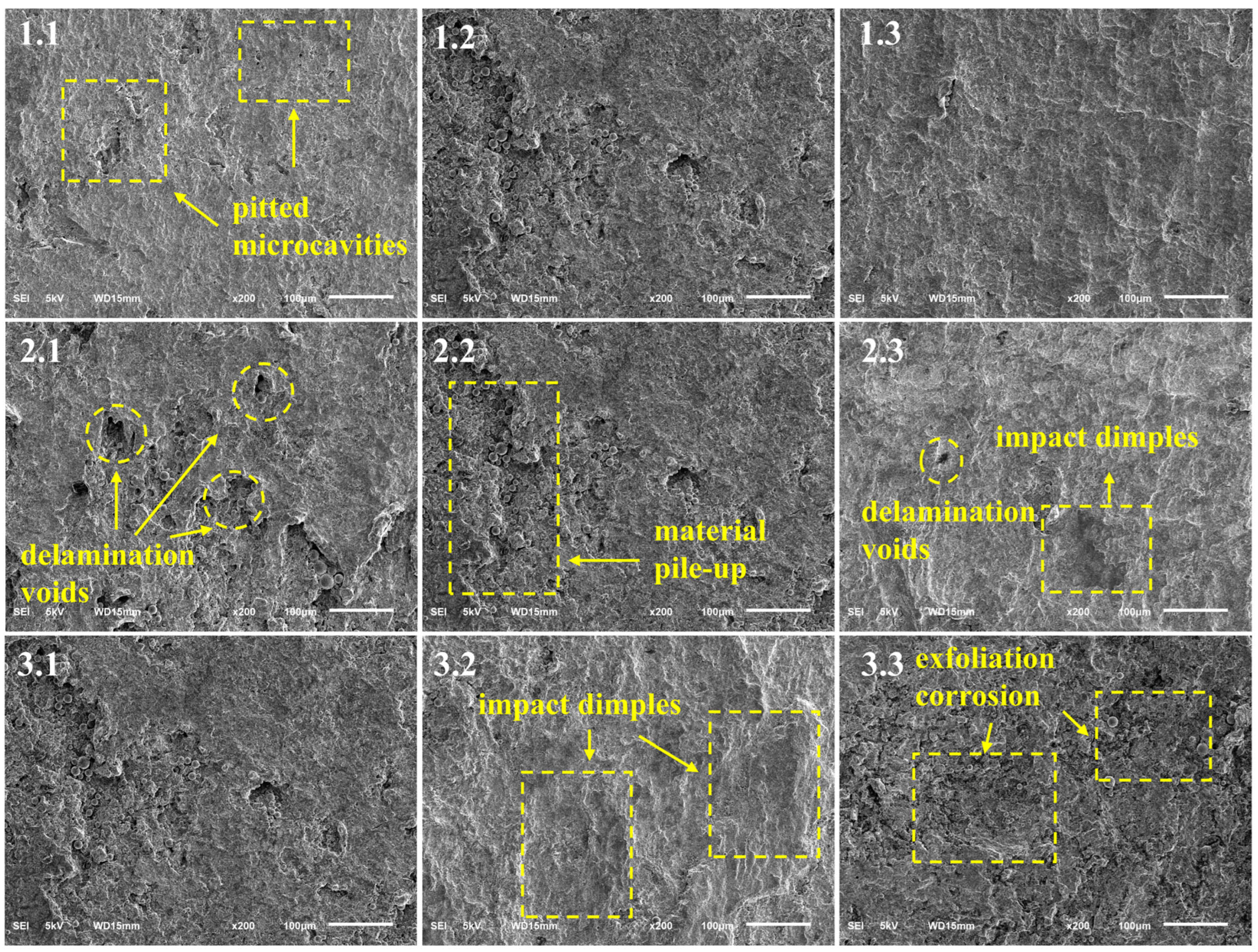
3.2. Analysis of Microstructural Morphology in Single-Factor Experiments
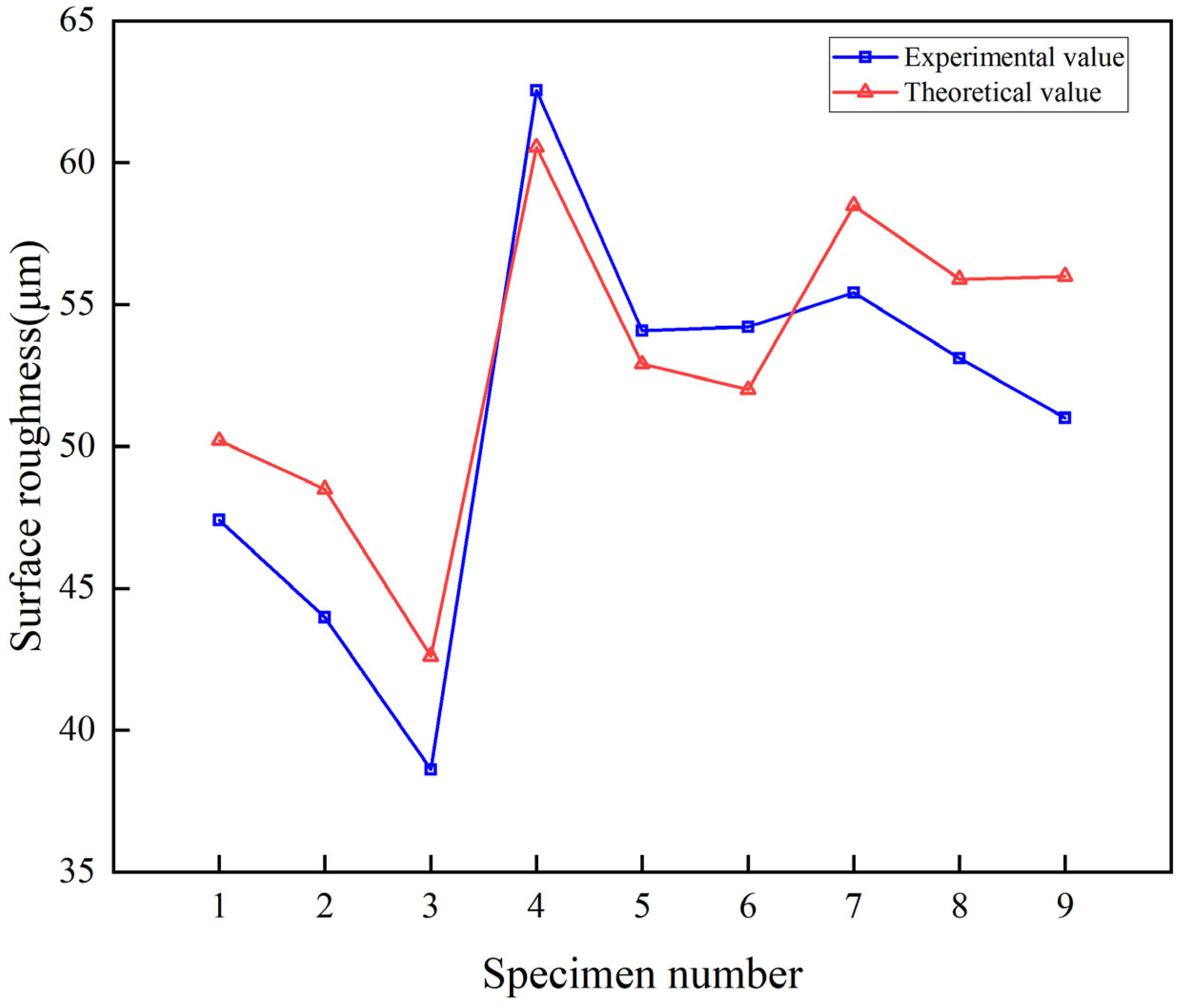
4. Orthogonal Experimental Range Analysis
4.1. Results of Orthogonal Experiments
4.2. Range Analysis
5. Conclusions
- Surface roughness exhibited a nonlinear relationship with jet pressure, initially increasing and then decreasing as pressure rose. Conversely, surface roughness showed negative correlations with both standoff distance and nozzle traverse speed, progressively decreasing with increases in these parameters.
- The range analysis of surface roughness revealed the following hierarchy of effect magnitudes: Rjet pressure > Rstandoff distance > Rnozzle traverse speed. This indicated that the primary to secondary order of influencing factors on surface roughness in orthogonal experiments is as follows: jet pressure, standoff distance, and nozzle traverse speed.
- Based on the analysis of surface roughness and microtopography, parametric optimization revealed that a jet pressure of 150 MPa, a standoff distance of 25 mm, and a nozzle traverse speed of 180 mm/min collectively yielded a peak surface roughness of 62.549 μm. This conforms to the surface roughness profile requirements specified in ISO 8503-2 [22] for pre-painting surfaces in shipbuilding.
- While this study focuses on surface roughness as the key indicator for coating adhesion, future research perspectives should include investigating the impact of water jet processing under optimized parameters on the surface hardness and other mechanical properties of grade-A marine steel.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Xu, Z.G.; Chen, Z.T.; Huang, L.F. Research on the Outline of Strengthening Technology of Surface Deformation. Equip. Manuf. Technol. 2007, 4, 69–71+75. [Google Scholar]
- Chen, Y.G.; Liu, H.; Chen, H.J. Design and optimization of ultra-high pressure watermachine ships derusting. Guangdong Shipbuild. 2022, 41, 60–62+59. [Google Scholar]
- Wang, X.Y.; Yu, J.; Zhou, Y.T.; Yang, L. Research on the design of a ship rust removal robot based on high-pressure abrasive water jet. South. Agric. Mach. 2022, 53, 16–19. [Google Scholar]
- Sun, H.; Hu, M.; Jiang, G.; Cao, G.; Ge, J.; Zhang, S.; Zhao, Q.; Wang, C.; Zhang, Y.; Ouyang, Q. Micro-nano twins appearing in ultrafine-grained Ti–6Al–4 V alloy induced by high-pressure water jet technology. Mater. Res. Express 2022, 9, 106514. [Google Scholar] [CrossRef]
- Dong, X.; Guo, R.Z.; Somg, S.W.; Zhuo, C.Y. Water Jet Shot Peening Strengthening Surface Roughness. Adv. Mater. Res. 2013, 670, 174–179. [Google Scholar] [CrossRef]
- Grigoraș, C.C.; Chiriță, B.; Brabie, G.; Zichil, V.; Herghelegiu, E.; Tâmpu, C.; Ciubotariu, V.A. High-pressure water jet cutting of S235JR steel alloy. Influence of process parameters on dimensional accuracy. IOP Conf. Ser. Mater. Sci. Eng. 2021, 1182, 012027. [Google Scholar] [CrossRef]
- Szada-Borzyszkowska, M.E.; Kacalak, W.; Bohdal, Ł.; Szada-Borzyszkowski, W. Analysis and Basics of Improving the Process of Cutting Electrical Sheet Bundles with a High-Pressure Abrasive Water Jet. Materials 2024, 17, 1666. [Google Scholar] [CrossRef] [PubMed]
- Borkowski, P.J.; Szada-Borzyszkowski, W. Micronization of Hard Coal with the Use of a High-Pressure Water Jet. Energies 2021, 14, 4745. [Google Scholar] [CrossRef]
- Ahn, J.; Yan, K.; Bazher, S.A.; Oh, J.; Seo, D.; Cho, S.G.; Kim, H. Evaluation of Influencing Factors in Cleaning Performance for Bio-Fouling Removal Based on High-Pressure Water Jets. J. Mar. Sci. Eng. 2024, 12, 1086. [Google Scholar] [CrossRef]
- Srivastava, V.; Mankari, K.; Basu, B.; Prabhu, N. Notch corrosion fatigue behaviour and simplified strain energy density-based notch fatigue life assessment of Grade-A shipbuilding steel. Theor. Appl. Fract. Mech. 2024, 132, 104453. [Google Scholar] [CrossRef]
- Cao, S.R.; Ge, Z.L.; Zhang, D.; Zhou, Z.; Lu, Y.; Zhao, H. An experimental study of ultra-high pressure water jet-induced fracture mechanisms and pore size evolution in reservoir rocks. Int. J. Rock Mech. Min. Sci. 2022, 150, 104995. [Google Scholar] [CrossRef]
- Jiang, Y.L.; Zeng, J.J.; Jing, L.J.; Xu, C.; Xiong, F. Numerical study on the rock breaking mechanism of high-pressure water jet-assisted TBM digging technique based on 2D-DEM modelling. Front. Earth Sci. 2023, 2022, 1047484. [Google Scholar] [CrossRef]
- Xu, X.; Meng, Z.; Lv, H. Exploration on Application of High Pressure Water Jet Cleaning Technology. In Proceedings of the 4th International Conference on Advances in Materials, Machinery, Electronics (AMME 2021), Wuhan, China, 23–24 October 2021; Wuhan Zhicheng Times Cultural Development Co., Ltd.: Wuhan, China; Shandong Xiehe University: Jinan, China; Jinan Vocational College: Jinan, China, 2021; pp. 25–28. [Google Scholar]
- Xue, S.X. Studies on the Removal Rust Forming By UHP Waterjetting Auto-Robot and insUnit Technology; Zhejiang University: Hangzhou, China, 2005. [Google Scholar]
- Wu, Y.Z.; Hu, J.C.; Fu, Y.R.; Wen, X.T.; Zhang, T.Y.; Wang, X.C. Surface Characteristic of 304 Steel after Ultra-high Pressure Jet Peening Based on Indentation Theory. Surf. Technol. 2023, 52, 406–416. [Google Scholar]
- Dong, X.; Wang, R.H.; Duan, X. Water jet shot peening experimental study. J. Coal 2014, 33, 568–573. [Google Scholar]
- Zhang, Q.B.; Cao, Y.P.; Shi, W.D.; Zhou, R.; Cheng, S.M.; Wang, Z.G. Experimental Study on the Optimization of Rust Removal Effect on Surface Erosion of Grade A Marine Steel by Ultra-High-Pressure Water Jet. Metals 2024, 14, 1335. [Google Scholar] [CrossRef]
- Cheng, S.M.; Cao, Y.P.; Lu, H.; Hua, G.R.; Wang, Z.G.; Chen, Z.; Ding, H.H. Experimental Study on Surface Erosion of Grade-A Marine Steel by Ultra-high Pressure Water Jet. Surf. Tech. 2022, 51, 229–238. [Google Scholar]
- Cao, Y.P.; Cheng, S.M.; Shi, W.D.; Yang, Y.F.; Wang, G.W. Experimental Study on Surface Erosion of Grade A Marine Steel by Ultrahigh-Pressure Water Jet. Water 2022, 14, 1953. [Google Scholar] [CrossRef]
- ISO 21920-2:2021; Geometrical Product Specifications (GPS)—Surface Texture: Profile—Part 2: Terms, Definitions and Surface Texture Parameters. ISO: Geneva, Switzerland, 2021.
- ISO 8501-1:2007; Preparation of Steel Substrates Before Application of Paints and Related Products—Visual Assessment of Surface Cleanliness—Part 1: Rust Grades and Preparation Grades of Uncoated Steel Substrates and of Steel Substrates After Overall Removal of Previous Coatings. ISO: Geneva, Switzerland, 2007.
- ISO 8503-2:2012; Preparation of Steel Substrates Before Application of Paints and Related Products—Surface Roughness Characteristics of Blast-Cleaned Steel Substrates—Part 2: Method for the Grading of Surface Profile of Abrasive Blast-Cleaned Steel—Comparator Procedure. ISO: Geneva, Switzerland, 2012.



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Levels | Jet Pressure P (MPa) | Standoff Distance L (mm) | Nozzle Traverse Speed V (mm/min) |
|---|---|---|---|
| Level 1 | 130 | 25 | 120 |
| Level 2 | 150 | 35 | 180 |
| Level 3 | 170 | 45 | 240 |
| Specimen Number | Jet Pressure P (MPa) | Standoff Distance L (mm) | Nozzle Traverse Speed V (mm/min) |
|---|---|---|---|
| 1.1 | 130 | 35 | 120 |
| 1.2 | 150 | 35 | 120 |
| 1.3 | 170 | 35 | 120 |
| 2.1 | 150 | 25 | 120 |
| 2.2 | 150 | 35 | 120 |
| 2.3 | 150 | 45 | 120 |
| 3.1 | 150 | 35 | 120 |
| 3.2 | 150 | 35 | 180 |
| 3.3 | 150 | 35 | 240 |
| C | Mn | Si | Cu | Cr |
|---|---|---|---|---|
| 0.17 | 0.64 | 0.21 | 0.02 | 0.02 |
| Specimen Number | 1.1 | 1.2 | 1.3 | 2.1 | 2.2 | 2.3 | 3.1 | 3.2 | 3.3 |
|---|---|---|---|---|---|---|---|---|---|
| Rz (μm) | 47.245 | 70.381 | 53.107 | 75.717 | 70.381 | 54.215 | 70.381 | 60.680 | 54.081 |
| Standard deviation | 1.686 | 2.156 | 1.086 | 1.471 | 2.156 | 1.565 | 2.156 | 1.493 | 1.111 |
| Specimen Number | Jet Pressure P (MPa) | Standoff Distance L (mm) | Nozzle Traverse Speed V (mm/min) | Surface Roughness Rz (μm) | Standard Deviation |
|---|---|---|---|---|---|
| 1 | 130 | 25 | 120 | 47.411 | 1.670 |
| 2 | 130 | 35 | 180 | 43.974 | 1.460 |
| 3 | 130 | 45 | 240 | 38.608 | 1.857 |
| 4 | 150 | 25 | 180 | 62.549 | 1.302 |
| 5 | 150 | 35 | 240 | 54.081 | 1.111 |
| 6 | 150 | 45 | 120 | 54.215 | 1.596 |
| 7 | 170 | 25 | 240 | 55.420 | 1.382 |
| 8 | 170 | 35 | 120 | 53.107 | 1.086 |
| 9 | 170 | 45 | 180 | 51.005 | 1.753 |
| Factors | Jet Pressure P (MPa) | Standoff Distance L (mm) | Nozzle Traverse Speed V (mm/min) |
|---|---|---|---|
| Kj1 | 129.993 | 165.378 | 154.599 |
| Kj2 | 170.844 | 151.296 | 157.527 |
| Kj3 | 159.531 | 133.695 | 148.242 |
| Tj1 | 43.331 | 55.126 | 52.509 |
| Tj2 | 56.948 | 50.432 | 51.533 |
| Tj3 | 53.177 | 44.565 | 49.414 |
| Range R | 13.617 | 7.228 | 3.095 |
| Factor primary and secondary relationship | Jet pressure > standoff distance > nozzle traverse speed | ||
| Optimal level | 150 | 25 | 180 |
| Optimal combination | Jet pressure of 150 MPa, standoff distance of 25 mm, and nozzle traverse speed of 180 mm/min | ||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shan, W.; Cao, Y.; Shi, W.; Wang, Z.; Zhang, Q.; Yang, Y.; Zhou, R. Experimental Study on the Parameter Optimization of an Ultra-High-Pressure Water Jet for Grade-A Marine Steel Based on Surface Roughness. Metals 2025, 15, 796. https://doi.org/10.3390/met15070796
Shan W, Cao Y, Shi W, Wang Z, Zhang Q, Yang Y, Zhou R. Experimental Study on the Parameter Optimization of an Ultra-High-Pressure Water Jet for Grade-A Marine Steel Based on Surface Roughness. Metals. 2025; 15(7):796. https://doi.org/10.3390/met15070796
Chicago/Turabian StyleShan, Wuyang, Yupeng Cao, Weidong Shi, Zhengang Wang, Qingbo Zhang, Yongfei Yang, and Rui Zhou. 2025. "Experimental Study on the Parameter Optimization of an Ultra-High-Pressure Water Jet for Grade-A Marine Steel Based on Surface Roughness" Metals 15, no. 7: 796. https://doi.org/10.3390/met15070796
APA StyleShan, W., Cao, Y., Shi, W., Wang, Z., Zhang, Q., Yang, Y., & Zhou, R. (2025). Experimental Study on the Parameter Optimization of an Ultra-High-Pressure Water Jet for Grade-A Marine Steel Based on Surface Roughness. Metals, 15(7), 796. https://doi.org/10.3390/met15070796