

Precipitation Dynamics and Mechanical Properties Analysis of a Nickel-Based Superalloy Cooled Under Different Rates


Abstract
1. Introduction
2. Materials and Methods
2.1. Experimental Material
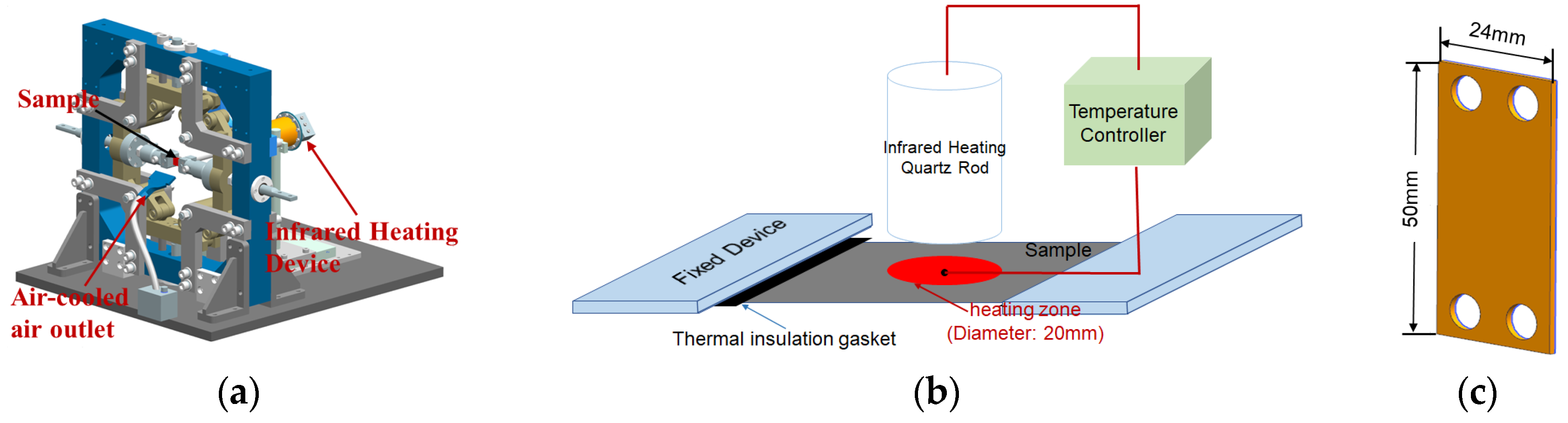
2.2. Heat Treatment Tests with Different Cooling Rates
3. Results and Discussion
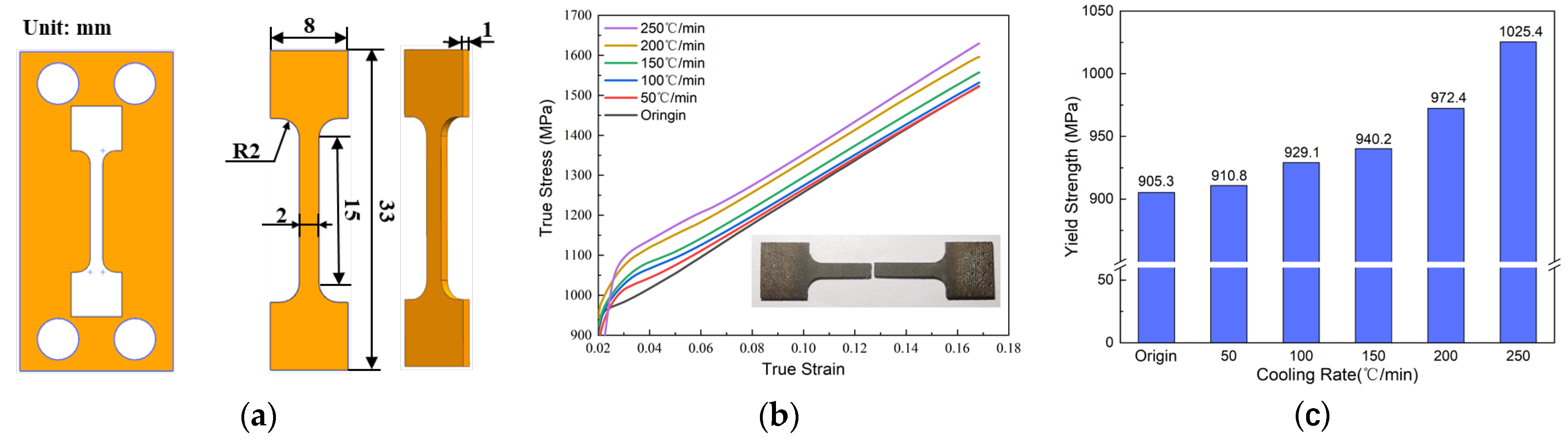
3.1. The Influence of Cooling Rate on the Mechanical Properties of Superalloy
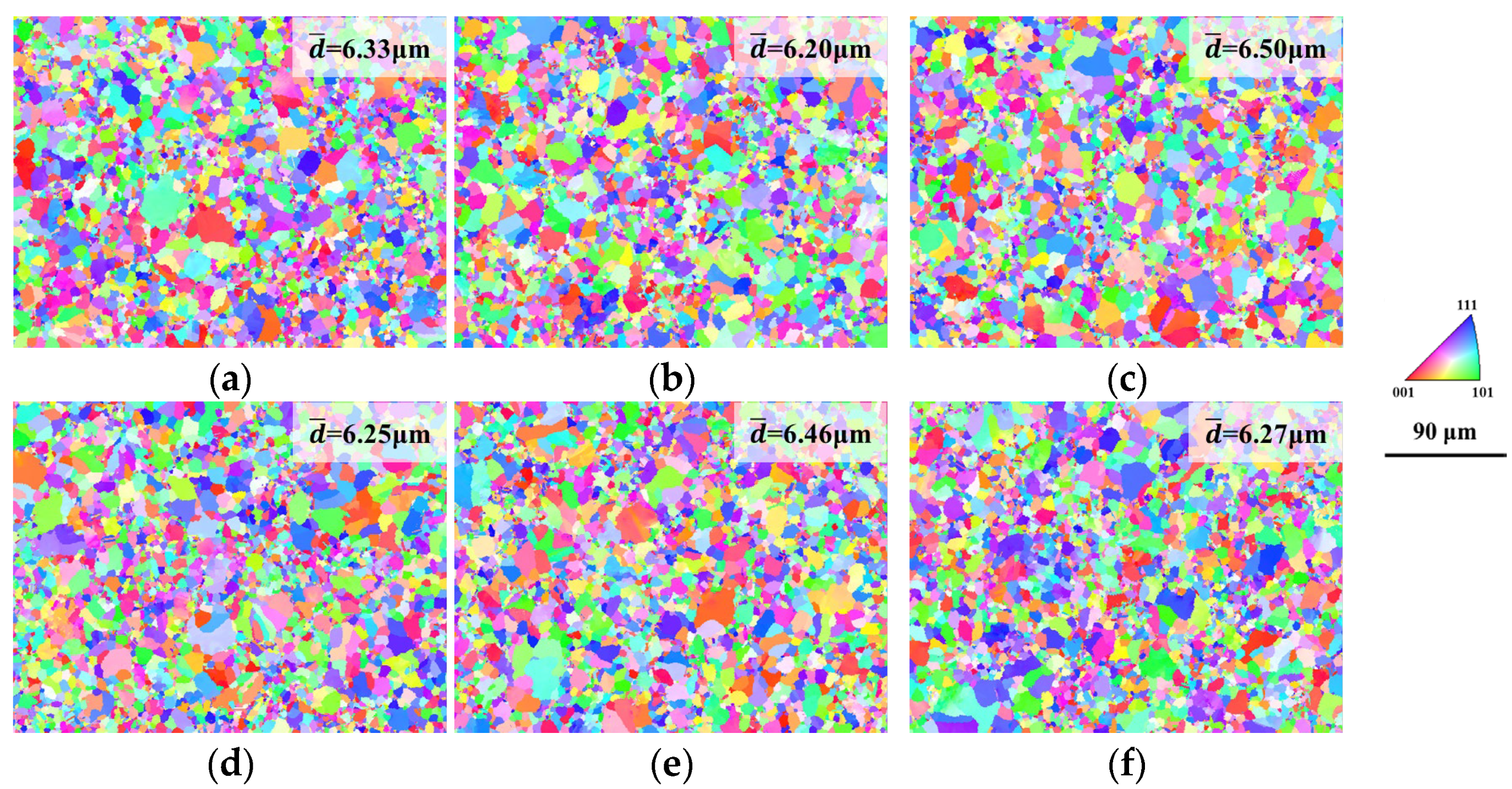
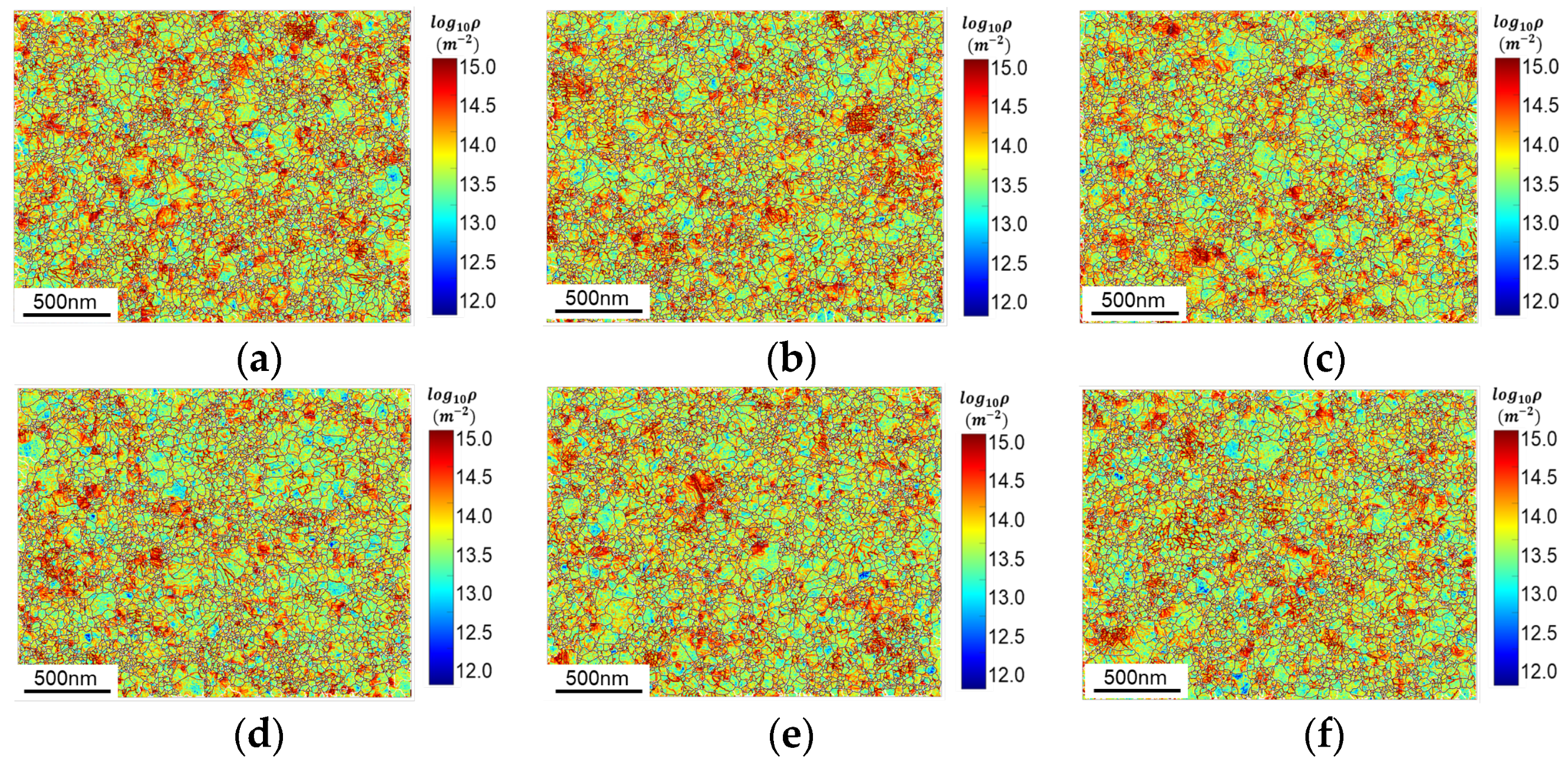
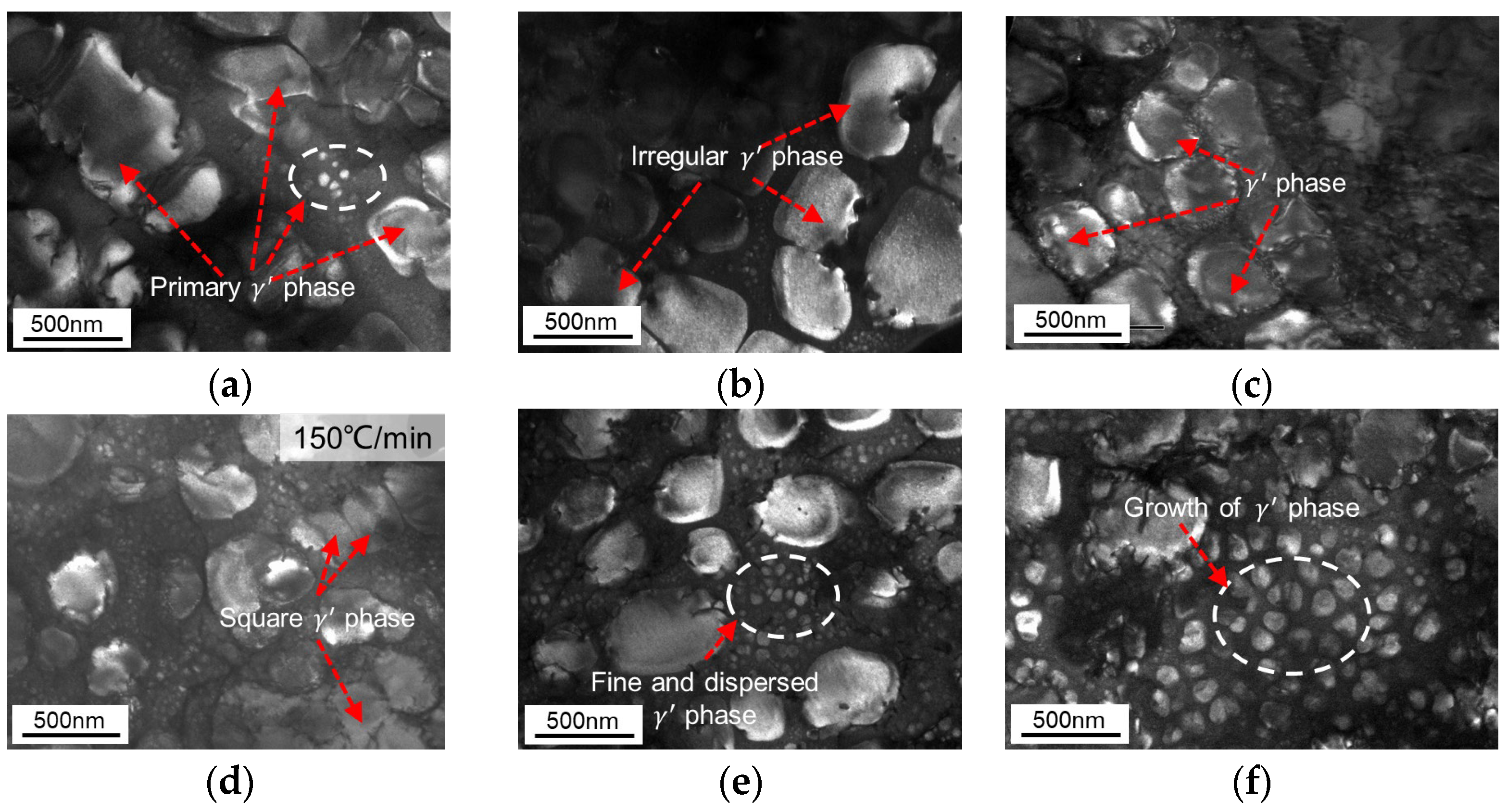
3.2. Microstructure Characterization
- (1)
- The resulting TEM image is a black-and-white representation where color brightness corresponds to gray scale values. The overall dimensions of the image were established by aligning the ImageJ scale with that of the TEM.
- (2)
- During the selection process, it was not feasible to completely isolate the γ′ phase solely by adjusting the overall grayscale threshold value. Therefore, boundary curves were employed to assist in delineating and defining the boundaries of the γ′ phase.
- (3)
- Selected regions corresponding to γ′-phase particles were filled with red color, allowing for subsequent calculations of equivalent diameter and area for each individual γ′ phase particle using ImageJ software. The results obtained were further processed using Origin 2021 to determine both the grain size and volume fraction of the γ′ phase across varying heat treatment cooling rates. In considering grain sizes within this analysis, grains exceeding 500 nm in diameter observed in images were classified as part of a γ/γ′-phase eutectic structure and thus excluded from statistical evaluation.
4. Heat Treatment Model
4.1. Prediction Model for Microstructure and Properties of Heat Treatment
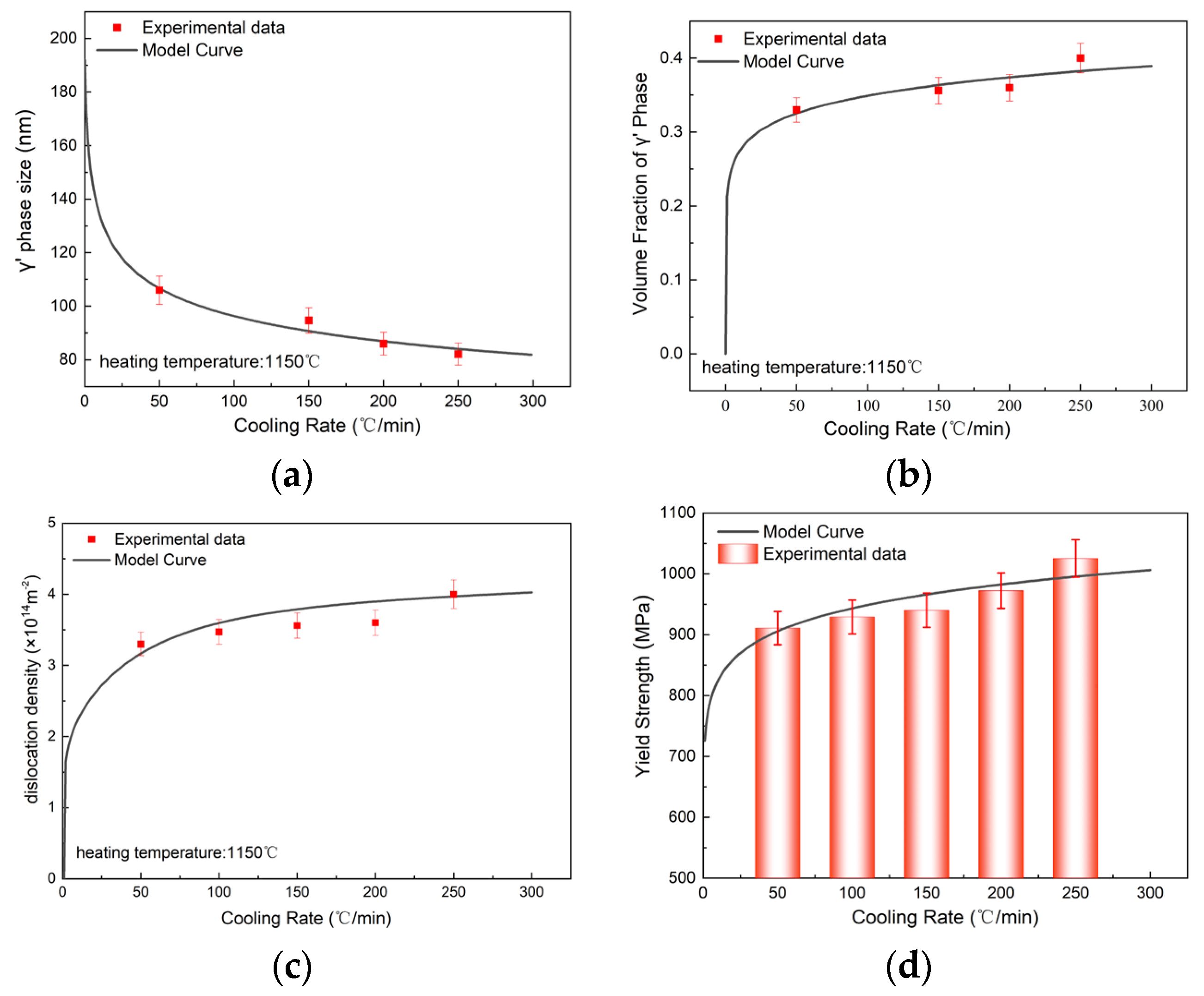
4.2. Model Verification
5. Conclusions
- (1)
- Within the solid solution cooling rate range of 50–250 °C/min, it was observed that the yield strength of tensile specimens made from high-temperature alloys increases with an increase in the solid solution cooling rate, achieving a maximum enhancement of 12.58%. The stress–strain curves exhibit pronounced work-hardening behavior, while tensile specimens display characteristics indicative of brittle fracture.
- (2)
- Observations from EBSD microstructural analysis revealed that within this range of cooling rates, no significant recrystallization phenomena were detected. Compared to the original grain structure, the maximum difference in grain size for cooled specimens was found to be 2.78%. Dislocation structures remained relatively unchanged post heat treatment; thus, strengthening due to dislocations primarily arises from their accumulation during deformation at room temperature.
- (3)
- The γ′ phase of high-temperature alloys has been observed using TEM, revealing a significant negative correlation between the size of the γ′ phase and the cooling rate. The coarse γ′ phase, which is pinned at grain boundaries during deformation, inhibits recrystallization. However, the high hardness of the γ′ phase also contributes to dislocation entanglement, thereby promoting recrystallization. Additionally, the fine dispersed γ′ phase further serves to inhibit recrystallization.
- (4)
- A predictive model for organizational performance based on heat treatment cooling rate has been established. The prediction error concerning microstructural features such as precipitation phase and dislocation density does not exceed 2.97%, while the prediction error for yield strength is limited to 1.76%, demonstrating good agreement with experimental results.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Xie, B.; Zhang, B.; Ning, Y.; Fu, M.W. Mechanisms of DRX Nucleation with Grain Boundary Bulging and Subgrain Rotation During the Hot Working of Nickel-Based Superalloys with Columnar Grains. J. Alloys Compd. 2019, 786, 636–647. [Google Scholar] [CrossRef]
- Cao, W.; Farouk, N.; Taheri, M.; Yumashev, A.; Bozorg, S.; Ojo, O. Evolution of Solidification and Microstructure in Laser-Clad IN625 Superalloy Powder on GTD-111 Superalloy. Surf. Coat. Technol. 2021, 412, 127010. [Google Scholar] [CrossRef]
- Xu, B.; Yin, H.; Jiang, X.; Zhang, C.; Zhang, R.; Wang, Y.; Qu, X.; Deng, Z.; Yang, G.; Khan, D. Data-Driven Design of Ni-Based Turbine Disc Superalloys to Improve Yield Strength. J. Mater. Sci. Technol. 2023, 155, 175–191. [Google Scholar] [CrossRef]
- Yuan, Z.; Wang, S.; Zhang, H.; Li, F.; Ma, R.; Bai, J. Microstructure Evolution and Dynamic Recrystallization Behavior of SLM GH3536 Superalloy During Hot Deformation. Met. Mater. Int. 2023, 29, 3356–3370. [Google Scholar] [CrossRef]
- Li, X.; Zhu, Z.; Liu, K.; Shi, J.; Zou, X.; Lu, X.; Cao, G.; Wu, S. Enhanced Strength-Ductility Synergy in a Selective Laser Melted Inconel 718 Superalloy by Refining γ′′ Precipitates. Mater. Lett. 2023, 333, 133678. [Google Scholar] [CrossRef]
- Qiu, C.; Hua, X.; Mei, J.; Andrews, P.; Voice, W. Influence of Heat Treatment on Microstructure and Tensile Behavior of a Hot Isostatically Pressed Nickel-Based Superalloy. J. Alloys Compd. 2013, 578, 454–464. [Google Scholar] [CrossRef]
- Pröbstle, M.; Neumeier, S.; Feldner, P.; Rettig, R.; Helmer, H.; Singer, R.; Göken, M. Improved Creep Strength of Nickel-Base Superalloys by Optimized γ/γ′ Partitioning Behavior of Solid Solution Strengthening Elements. Mater. Sci. Eng. A 2016, 676, 411–420. [Google Scholar] [CrossRef]
- Jia, C.L.; Ge, C.C.; Yan, Q.Z. Microstructure Evolution and Mechanical Properties of Disk Superalloy under Multiplex Heat Treatment. Mater. Sci. Eng. A 2016, 659, 287–294. [Google Scholar] [CrossRef]
- Nowotnik, A.; Kubiak, K.; Sieniawski, J.; Rokicki, P.; Pędrak, P.; Mrówka-Nowotnik, G. Development of Nickel Based Superalloys for Advanced Turbine Engines. Mater. Sci. Forum 2014, 783–786, 2491–2496. [Google Scholar] [CrossRef]
- Thellaputta, G.R.; Chandra, P.S.; Rao, C.S.P. Machinability of Nickel Based Superalloys: A Review. Mater. Today Proc. 2017, 4, 3712–3721. [Google Scholar] [CrossRef]
- Galindo-Nava, E.I.; Connor, L.D.; Rae, C.M. On the Prediction of the Yield Stress of Unimodal and Multimodal γ′ Nickel-Base Superalloys. Acta Mater. 2015, 98, 377–390. [Google Scholar] [CrossRef]
- Yang, A.; Xiong, Y.; Liu, L. Effect of Cooling Rate on the Morphology of γ′ Precipitates in a Nickel–Base Superalloy under Directional Solidification. Sci. Technol. Adv. Mater. 2001, 2, 105–107. [Google Scholar] [CrossRef]
- Ding, H.H.; He, G.A.; Wang, X.; Liu, F.; Huang, L.; Jiang, L. Effect of Cooling Rate on Microstructure and Tensile Properties of Powder Metallurgy Ni-Based Superalloy. Trans. Nonferrous Met. Soc. China 2018, 28, 451–460. [CrossRef]
- Lan, J.; Huang, H.; Mao, H.; Hua, L. Phase Transformation and Grain Growth Behaviors of Superalloy IN718 during Heat Treatment. Mater. Today Commun. 2020, 24, 101347. [Google Scholar] [CrossRef]
- Ueshima, N.; Aoki, C.; Osada, T.; Horikoshi, S.; Yanagida, A.; Murakami, H.; Ishida, T.; Yamabe-Mitarai, Y.; Oikawa, K.; Yukawa, N.; et al. Development of a Prediction Model and Process–Microstructure–Property Database on Forging and Heat Treatment of Superalloy 720Li. In The Minerals, Metals & Materials Series; Springer: Berlin/Heidelberg, Germany, 2020; pp. 491–499. [Google Scholar]
- Lv, S. Research on Hot Deformation Behavior and Microstructure-Properties Control of GH4151 Alloy. Ph.D. Thesis, University of Science and Technology Beijing, Beijing, China, 2021. [Google Scholar]
- Meng, X.; Lv, S.; Xie, X.; Qu, J.; Du, J. Influence of Multi-Stage Cooling Strategy on Microstructure and Deformation Mechanism of Nickel-Based Superalloy. China Metall. 2025, 1–14. [Google Scholar] [CrossRef]
- Yin, Y.; Lu, S.; Wang, L.; Song, K.; Huang, X.; Ding, J.; Yan, S. Atomic-Scale Insights into The Strength and Plasticity Enhancement of Ni-Based Superalloys with Refinement Dispersion of Precipitates. Chem. Phys. Lett. 2025, 861, 141837. [Google Scholar] [CrossRef]
- Deng, W.; Zhang, D.; Wu, H.; Huang, Z.; Zhou, K.; Jiang, L. Prediction of Yield Strength in a Polycrystalline Nickel Base Superalloy during Interrupt Cooling. Scr. Mater. 2020, 183, 139–143. [Google Scholar] [CrossRef]
- Papadaki, C.; Li, W.; Korsunsky, A.M. On the Dependence of γ′ Precipitate Size in a Nickel-Based Superalloy on the Cooling Rate from Super-Solvus Temperature Heat Treatment. Materials 2018, 11, 1528. [Google Scholar] [CrossRef]
- Masoumi, F.; Shahriari, D.; Jahazi, M.; Cormier, J.; Devaux, A. Kinetics and Mechanisms of γ′ Reprecipitation in a Ni-based Superalloy. Sci. Rep. 2016, 6, 28650. [Google Scholar] [CrossRef]
- Zhong, M.; Yu, H.; Wang, Z.; Zhang, X.; Qu, J. Research Progress and Development Trend of Nickel-based Superalloys. Hot Work. Technol. 2025, 54, 1–9. [Google Scholar]
- Zhang, X.; Liang, J.; Zhao, Y.; Zhang, H.; Mu, Y.; Zhou, Y.; Sun, X.; Li, J. Ditively Manufactured Ni-Based Superalloys Based on Solid Solution Elements. Acta Metall. Sin. 2025, 1–12. [Google Scholar] [CrossRef]
- Harrison, N.; Todd, I.; Mumtaz, K. Reduction of Micro-Cracking in Nickel Superalloys Processed by Selective Laser Melting: A Fundamental Alloy Design Approach. Acta Mater. 2015, 94, 59–68. [Google Scholar] [CrossRef]
- Zheng, K.; Li, D.; Chen, H.; Qu, S.; Zhao, Z.; Zhang, y.; Li, Y. Effect of Cooling Rate on the Phase Transformation and Post Strength of Ti-6Al-4V under Hot Forming Conditions: Experiments and Modelling. J. Alloys Compd. 2024, 972, 172868. [Google Scholar] [CrossRef]
- Chen, Z.; Lin, Y.; He, D.; Lou, Y.; Chen, M. A Unified Dislocation Density-Based Model for an Aged Polycrystalline Ni-Based Superalloy Considering the Coupled Effects of Complicate Deformation Mechanisms and Initial δ Phase. Mater. Sci. Eng. A 2021, 827, 142062. [Google Scholar] [CrossRef]
- Roth, H.; Davis, C.; Thomson, R. Modeling Solid Solution Strengthening in Nickel Alloys. Met. Mater Trans A 1997, 28, 1329–1335. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cr | Co | Mo | Ta | Nb | Al | Ti | C | Zr | B | Ni |
|---|---|---|---|---|---|---|---|---|---|---|
| 11.0–13.0 | 19.0–22.0 | 3.5–6.0 | 2.4–4.0 | 0.5–1.0 | 3.0–5.0 | 0.0–4.5 | 0.05 | 0.05 | 0.03 | Bal. |
| Alloy | Cr | Co | Mo | Ta | Nb | Al |
| wt.% | 11.0–13.0 | 19.0–22.0 | 3.5–6.0 | 2.4–4.0 | 0.5–1.0 | 3.0–5.0 |
| k (MPa.%−1) | 337 | 39.4 | 1015 | 1191 | 1183 | 225 |
| atomic fraction, % | 12.2–14.19 | 18.55–21.19 | 2.10–3.55 | 0.76–1.26 | 0.31–0.61 | 6.40–10.52 |
| Alloy | Ti | C | Zr | B | Ni | |
| wt.% | 0.0–4.5 | 0.05 | 0.05 | 0.03 | 44.37–60.47 | |
| k (MPa.%−1) | 775 | 1061 | 2359 | - | - | |
| atomic fraction, % | 0.00–5.33 | 0.24 | 0.03 | 0.16 | 42.92–59.28 |
| (°C) | b | (min) | ||
| 1150 | 192 | −0.126 | 71.56 | 0.1495 |
| (m−2) | A | (min/K) | (m−2) | (MPa) |
| 3.62 × 1012 | 0.3 | 10.34 | −3.086 × 1011 | 268.9 |
| M | (MPa) | B (m) | ||
| 1047 | 0.1 | 0.4 | 25,800 | 7.5 × 10−8 |
| (MPa) | ||||
| 0.2 | 221.38 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shi, J.; Xie, L.; Liu, S.; Chen, B.; Zhao, L.; Zheng, K. Precipitation Dynamics and Mechanical Properties Analysis of a Nickel-Based Superalloy Cooled Under Different Rates. Metals 2025, 15, 781. https://doi.org/10.3390/met15070781
Shi J, Xie L, Liu S, Chen B, Zhao L, Zheng K. Precipitation Dynamics and Mechanical Properties Analysis of a Nickel-Based Superalloy Cooled Under Different Rates. Metals. 2025; 15(7):781. https://doi.org/10.3390/met15070781
Chicago/Turabian StyleShi, Jinhe, Liwei Xie, Shengyu Liu, Baojin Chen, Lei Zhao, and Kailun Zheng. 2025. "Precipitation Dynamics and Mechanical Properties Analysis of a Nickel-Based Superalloy Cooled Under Different Rates" Metals 15, no. 7: 781. https://doi.org/10.3390/met15070781
APA StyleShi, J., Xie, L., Liu, S., Chen, B., Zhao, L., & Zheng, K. (2025). Precipitation Dynamics and Mechanical Properties Analysis of a Nickel-Based Superalloy Cooled Under Different Rates. Metals, 15(7), 781. https://doi.org/10.3390/met15070781