

Sustainable Combined Process for Improving Surface Integrity and Fatigue Strength of Heat-Treated 42CrMo4 Steel Shafts and Axles

 ,
,  ,
,  ,
,  , and
, and
Abstract
1. Introduction
2. Materials and Methods
2.1. Material Used
2.2. Turning and DB Implementation
2.3. SI Characteristics Measurement
2.4. Fatigue Tests
3. Experimental Results
3.1. Characterization of the Material Used
3.2. Optimization of Dry Turning
3.2.1. Specimens
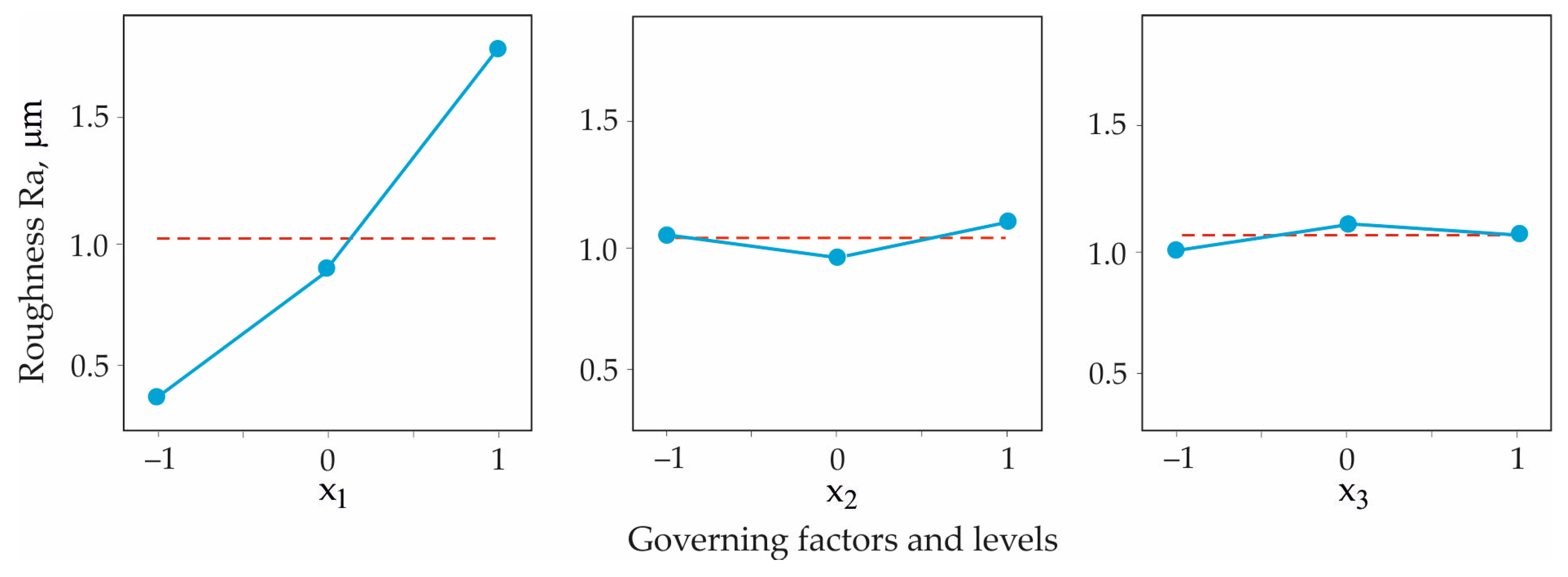
3.2.2. Governing Factors, Ective Functions
3.2.3. Results and Optimization
3.3. SI Characteristics After Dry Turning and Subsequent Dry DB
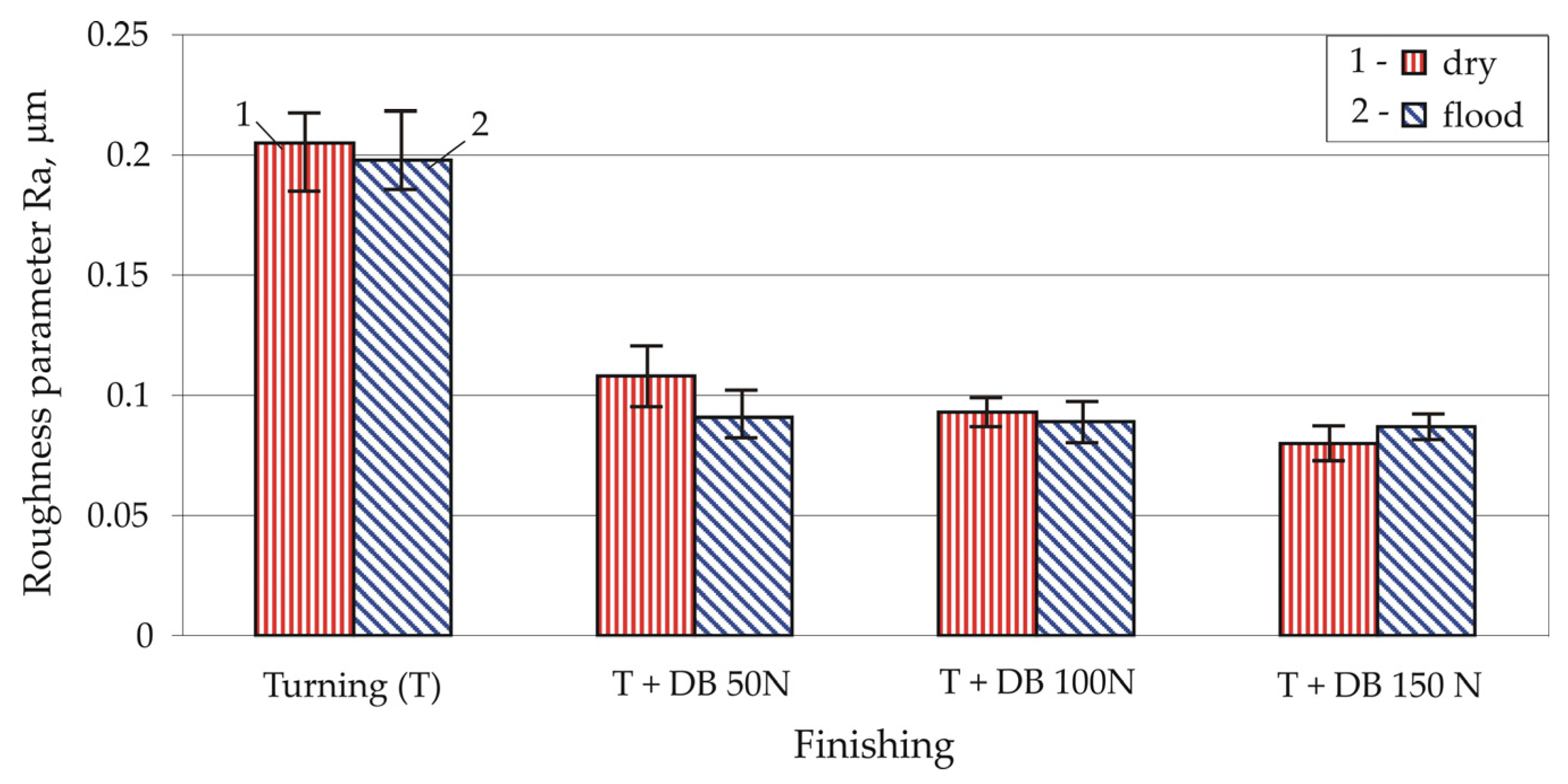
3.3.1. Roughness
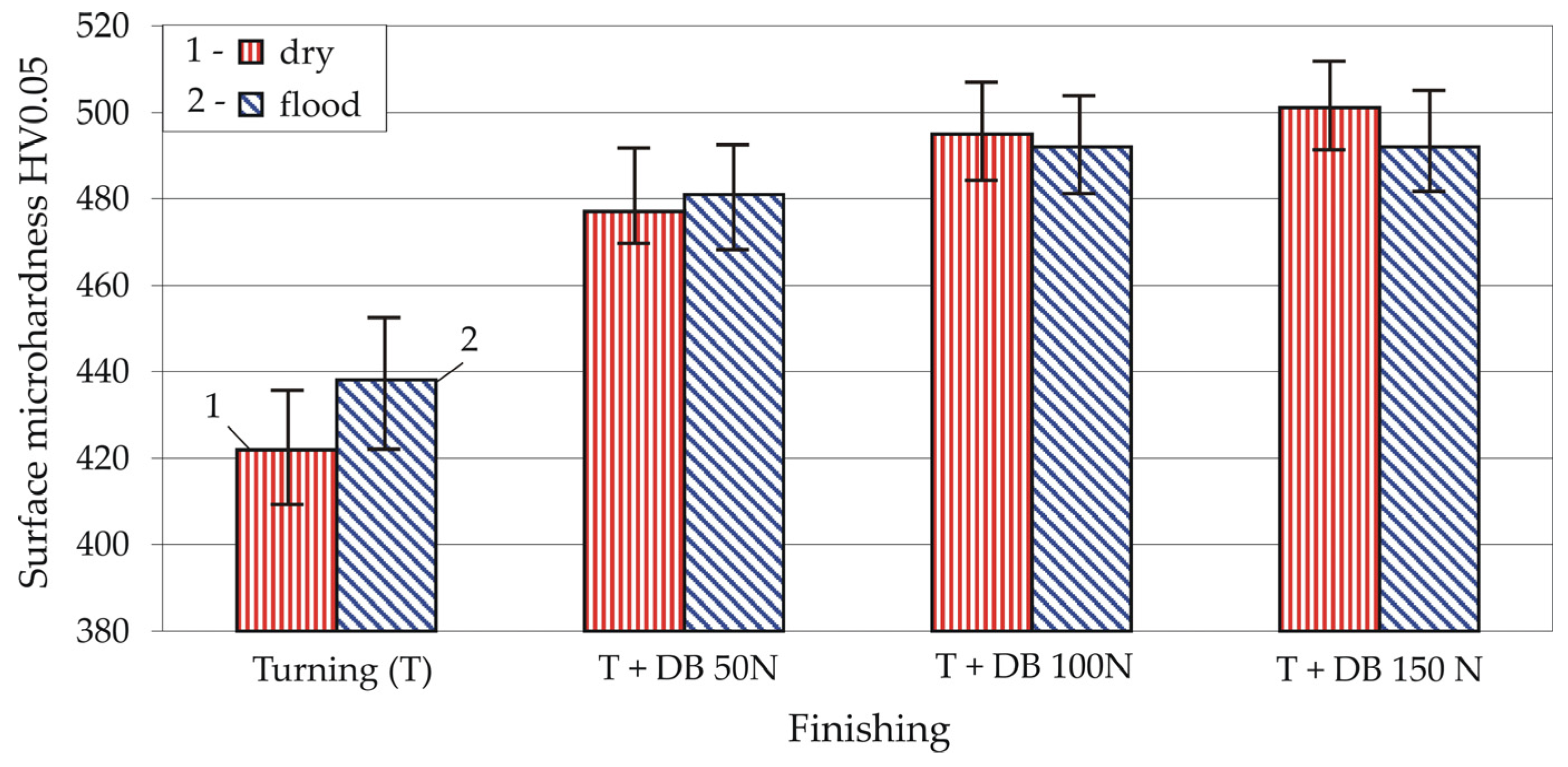
3.3.2. Surface Microhardness
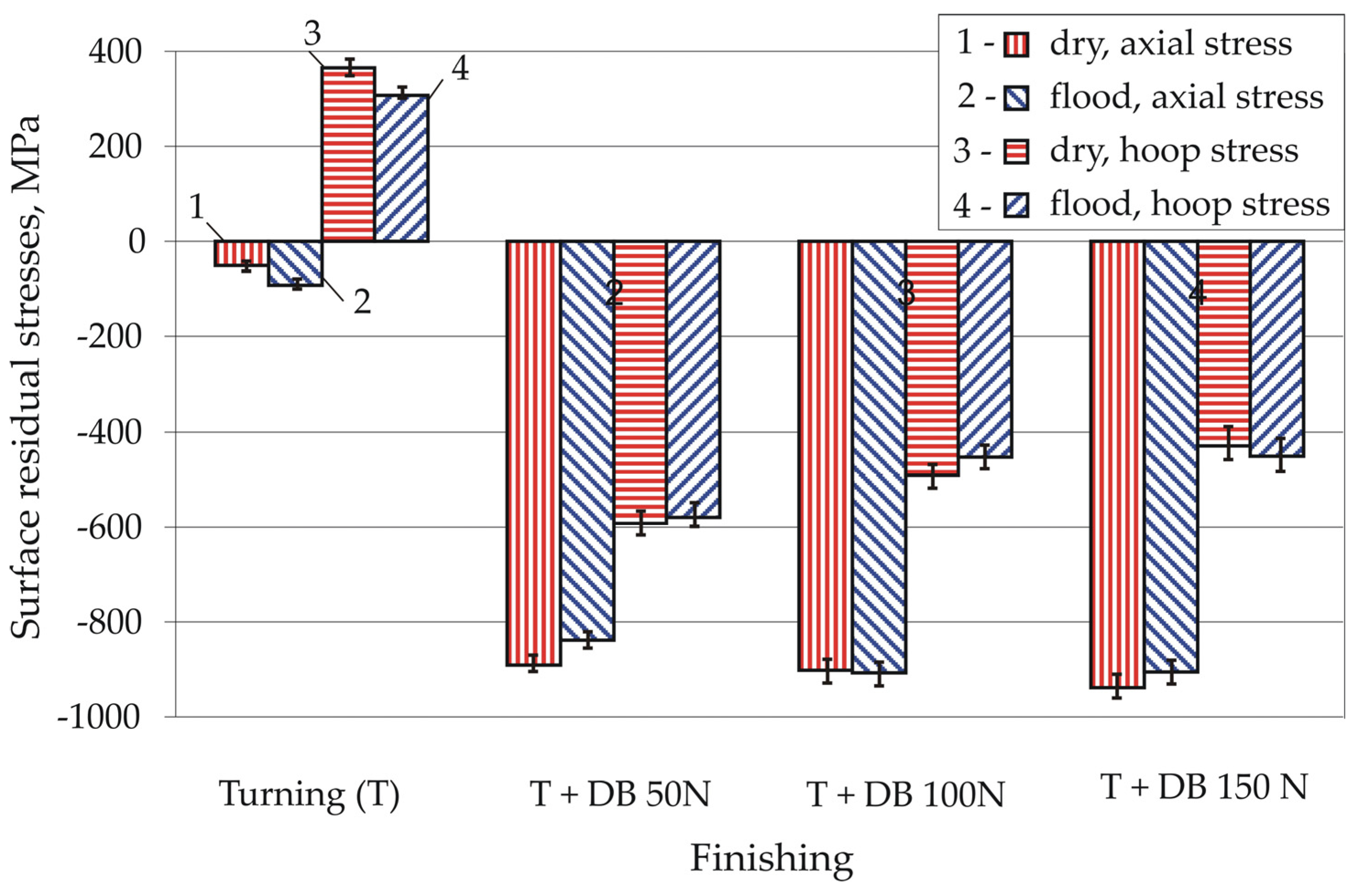
3.3.3. Residual Stresses
3.4. Fatigue Behavior
4. Discussion
4.1. Effects of Sustainable Combined Process on SI
4.2. Effects of Sustainable Combined Process on Fatigue Behavior
5. Conclusions
- Using the non-dominated sorting genetic algorithm II, the minimum value of the model average roughness Ra (due to turning) and the corresponding values of the governing factors were found as follows: minRa = 0.17 μm, feed rate of 0.05 mm/rev, cutting velocity of 145 m/min, and cutting depth of 0.1 mm.
- Based on a comparison with sequentially applied turning and DB (under flood lubrication conditions), the experimental results show that the sustainable combined process developed in this study provides SI of a higher quality.
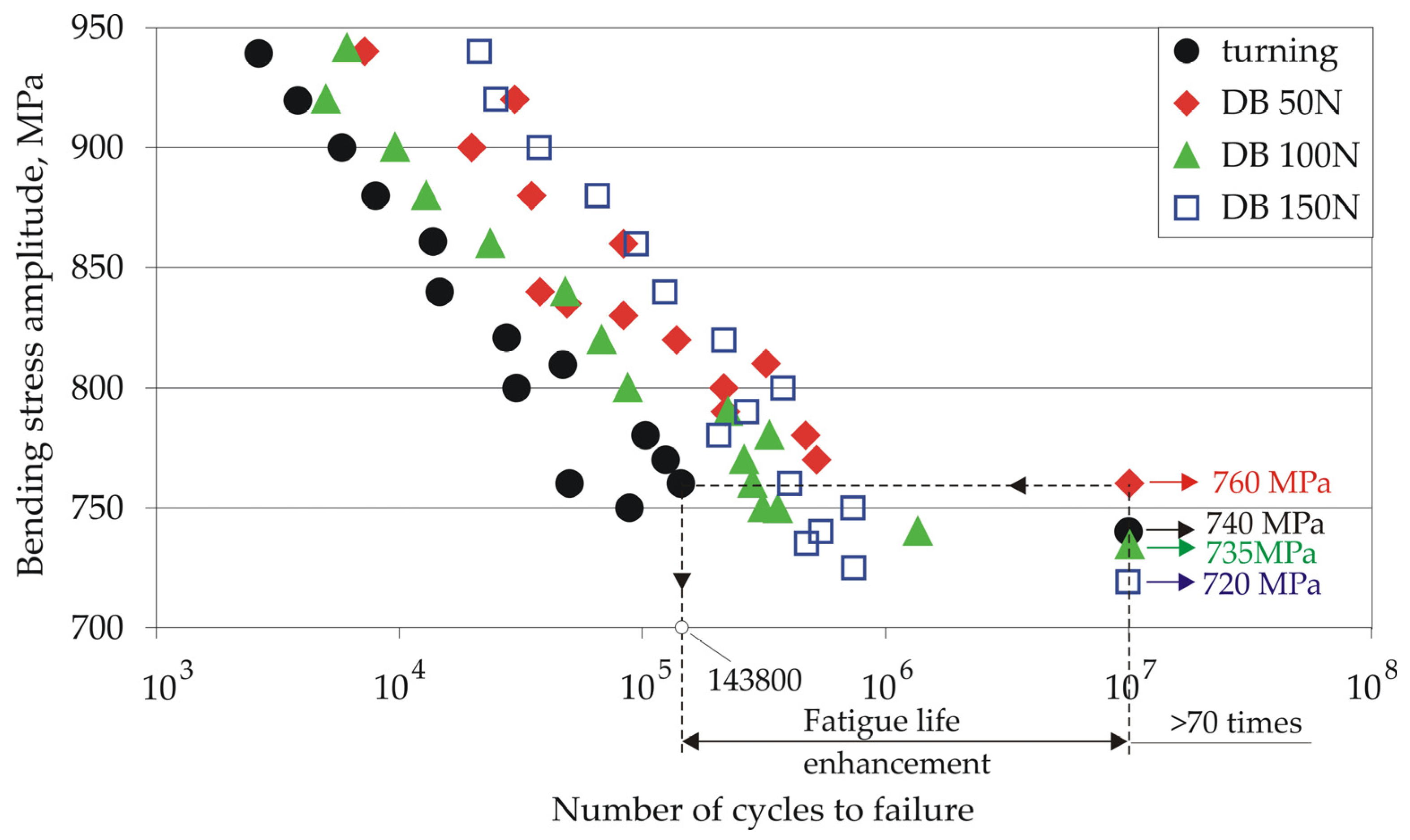
- With increasing burnishing force, the average roughness Ra decreases, the microhardness increases, and the surface axial residual stresses increase in absolute value. However, the fatigue limit decreases, and at burnishing forces of 100 and 150 N, the fatigue limit is smaller than obtained via the previous turning.
- The sustainable combined process (with a diamond burnishing force of 50 N) developed in this study is effective for heat-treated 42CrMo4 steel shafts and axles, which require high fatigue strength in the mega-cycle fatigue field.
- The fatigue test results show that the highest burnishing force (150 N) resulted in the greatest fatigue strength in the first half of the high-cycle fatigue field. This finding reveals the potential of the sustainable combined process for future research when the requirements for the metal component are for high fatigue strength in the low-cycle fatigue field.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Abbreviations
| ANOVA | Analysis of variance |
| CF | Cutting fluid |
| DB | Diamond burnishing |
| DR | Deep rolling |
| MQL | Minimum lubrication quantity |
| RC | Reference condition |
| SCW | Surface cold working |
| SI | Surface integrity |
| SLs | Surface layers |
References
- Molotnikov, V.; Molotnikova, A. Shaft and Axle. In Theoretical and Applied Mechanics; Springer: Cham, Switzerland, 2023. [Google Scholar] [CrossRef]
- Balevski, A.T. Metal Science; Technika: Sofia, Bulgaria, 1988. (In Bulgarian) [Google Scholar]
- Hull, E.H.; Nerad, A.J. Irregular Diamond Burnishing Tool. U.S. Patent 2,966,722, 3 January 1961. [Google Scholar]
- Maximov, J.T.; Duncheva, G.V.; Anchev, A.P.; Ichkova, M.D. Slide burnishing—Review and prospects. Int. J. Adv. Manuf. Technol. 2019, 104, 785–801. [Google Scholar] [CrossRef]
- Ecoroll Catalogue. Tools and Solutions for Metal Surface Improvement; Ecoroll Corporation Tool Technology: Milford, OH, USA, 2006. [Google Scholar]
- Korzynski, M. Modeling and experimental validation of the force-surface roughness relation for smoothing burnishing with a spherical tool. Int. J. Mach. Tools Manuf. 2007, 47, 1956–1964. [Google Scholar] [CrossRef]
- Luo, Y.; Li, G.; Ao, N.; Qi, C.; Wu, Y.; Zhang, G.; Wu, S. Effect of ultrasonic rolled material layer on the corrosion fatigue resistance of railway axle EA4T alloy steel. Eng. Fail. Anal. 2024, 157, 107895. [Google Scholar] [CrossRef]
- Pertoll, T.; Buzzi, C.; Leitner, M.; Boronkai, L. Application of local fatigue strength approach to assess and optimize the impact of deep rolling on the fatigue performance of railway axles. Int. J. Fatigue 2024, 185, 108335. [Google Scholar] [CrossRef]
- Abrão, A.M.; Denkena, B.; Köhler, J.; Breidenstein, B.; Mörke, T.; Rodrigues, P.S.M. The influence of heat treatment and deep rolling on the mechanical properties and integrity of AISI 1060 steel. J. Mater. Process. Technol. 2014, 214, 3020–3030. [Google Scholar] [CrossRef]
- Regazzi, D.; Cantini, S.; Cervello, S.; Conte, A.L.; Foletti, S.; Pourheidar, A.; Beretta, S. Improving fatigue resistance of railway axles by cold rolling: Process optimisation and new experimental evidences. Int. J. Fatigue 2020, 137, 105603. [Google Scholar] [CrossRef]
- Swirad, S.; Pawlus, P. The effect of ball burnishing on tribological performance of 42CrMo4 steel under dry sliding conditions. Materials 2020, 13, 2127. [Google Scholar] [CrossRef]
- Dzierwa, A.; Markopoulos, A.P. Influence of Ball-Burnishing Process on Surface Topography Parameters and Tribological Properties of Hardened Steel. Machines 2019, 7, 11. [Google Scholar] [CrossRef]
- Maximov, J.T.; Duncheva, G.V.; Anchev, A.P.; Dunchev, V.P. Slide burnishing versus deep rolling—A comparative analysis. Int. J. Adv. Manuf. Technol. 2020, 110, 1923–1939. [Google Scholar] [CrossRef]
- Swirad, S. The surface texture analysis after sliding burnishing with cylindrical elements. Wear 2011, 271, 576–581. [Google Scholar] [CrossRef]
- Korzynski, M.; Lubas, J.; Swirad, S.; Dudek, K. Surface layer characteristics due to slide diamond burnishing with a cylindrical-ended tool. J. Mater. Process. Technol. 2011, 211, 84–94. [Google Scholar] [CrossRef]
- Kluz, R.; Antosz, K.; Trzepiecinski, T.; Bucior, M. Modelling the influence of slide burnishing parameters on the surface roughness of shafts made of 42CrMo4 heat-treatable steel. Materials 2021, 14, 1175. [Google Scholar] [CrossRef]
- Kluz, R.; Trzepiecinski, T.; Bucior, M.; Antosz, K. Modelling of the effect of slide burnishing on the surface roughness of 42CrMo4 steel shafts. In Advances in Design, Simulation and Manufacturing IV; Lecture Notes in Mechanical Engineering; Springer: Cham, Switzerland, 2021; pp. 415–424. [Google Scholar]
- Zaghal, J.; Molnar, V.; Benke, M. Improving surface integrity by optimizing slide diamond burnishing parameters after hard turning of 42CrMo4 steel. Int. J. Adv. Manuf. Technol. 2023, 128, 2087–2103. [Google Scholar] [CrossRef]
- Sirin, S.Y.; Sirin, K.; Kaluc, E. Effect of the ion nitriding surface hardening process on fatigue behavior of AISI 4340 steel. Mater. Charact. 2008, 59, 351–358. [Google Scholar] [CrossRef]
- Terres, M.A.; Laalai, N.; Sidhom, H. Effect of nitriding and shot-peening on the fatigue behavior of 42CrMo4 steel: Experimental analysis and predictive approach. Mater. Des. 2012, 35, 741–748. [Google Scholar] [CrossRef]
- Adler, D.P.; Hii, W.W.-S.; Michalek, D.J.; Sutherland, J.W. Examining the role of cutting fluids in machining and efforts to address associated environmental/health concerns. Mach. Sci. Technol. 2006, 10, 23–58. [Google Scholar] [CrossRef]
- Elsadek, A.A. Investigating the performance of the pressurized injection technique in the turning process. Int. J. Adv. Manuf. Technol. 2024, 134, 5697–5715. [Google Scholar] [CrossRef]
- Klocke, F.; Eisenblätter, G. Dry cutting. CIRP Ann. 1997, 46, 519–526. [Google Scholar] [CrossRef]
- Narutaki, N.; Yamane, Y.; Tashima, S.; Kuroki, H. A new advanced ceramic for dry machining. CIRP Ann. 1997, 46, 43–48. [Google Scholar] [CrossRef]
- Shokrani, A.; Dhokia, V.; Newman, S.T. Environmentally conscious machining of difficult-to-machine materials with regard to cutting fluids. Int. J. Mach. Tools Manuf. 2012, 57, 83–101. [Google Scholar] [CrossRef]
- Debnath, S.; Reddy, M.M.; Yi, Q.S. Environmental friendly cutting fluids and cooling techniques in machining: A review. J. Clean. Prod. 2014, 83, 33–47. [Google Scholar] [CrossRef]
- Shokrani, A.; Dhokia, V.; Newman, S.T.; Imani-Asrai, R. An initial study of the effect of using liquid nitrogen coolant on the surface roughness of inconel 718 nickel-based alloy in CNC milling. Procedia Cirp 2012, 3, 121–125. [Google Scholar] [CrossRef]
- Bennett, E.O. Water based cutting fluids and human health. Tribol. Int. 1983, 16, 133–136. [Google Scholar] [CrossRef]
- Elsner, P.; Wilhelm, D.; Maibach, H.I. Irritant Contact Dermatitis irritant contact dermatitis and aging. Contact Dermat. 1990, 23, 275. [Google Scholar] [CrossRef]
- Shashidhara, Y.M.; Jayaram, S.R. Vegetable oils as a potential cutting fluid—An evolution. Tribol. Int. 2010, 43, 1073–1081. [Google Scholar] [CrossRef]
- Clapp, R.W.; Jacobs, M.M.; Loechler, E.L. Environmental and occupational causes of cancer: New evidence 2005–2007. Rev. Environ. Health 2008, 23, 1–37. [Google Scholar] [CrossRef]
- Mackerer, C.R. Health effects of oil mists: A brief review. Toxicol. Ind. Health 1989, 5, 429–440. [Google Scholar] [CrossRef]
- Said, Z.; Gupta, M.; Hegab, H.; Arora, N.; Khan, A.M.; Jamil, M.; Bellos, E. A comprehensive review on minimum quantity lubrication (MQL) in machining processes using nano-cutting fluids. Int. J. Adv. Manuf. Technol. 2019, 105, 2057–2086. [Google Scholar] [CrossRef]
- Jawahir, I.S.; Attia, H.; Biermann, D.; Duflou, J.; Klocke, F.; Meyer, D.; Newman, S.T.; Pusavec, F.; Putz, M.; Rech, J.; et al. Cryogenic manufacturing processes. CIRP Ann. 2016, 65, 713–736. [Google Scholar] [CrossRef]
- Sachin, B.; Narendranath, S.; Chakradhar, D. Effect of cryogenic diamond burnishing on residual stress and microhardness of 17-4 PH stainless steel. Mater. Today Proc. 2018, 5, 18393–18399. [Google Scholar] [CrossRef]
- Maximov, J.T.; Duncheva, G.V.; Anchev, A.P.; Dunchev, V.P.; Anastasov, K.; Argirov, Y.B. Sustainable Diamond Burnishing of Chromium–Nickel Austenitic Stainless Steels: Effects on Surface Integrity and Fatigue Limit. Appl. Sci. 2024, 14, 9031. [Google Scholar] [CrossRef]
- Yu, X.; Wang, L. Effect of various parameters on the surface roughness of an aluminium alloy burnished with a spherical surfaced polycrystalline diamond tool. Int. J. Mach. Tools Manuf. 1999, 39, 459–469. [Google Scholar] [CrossRef]
- Kuznetsov, V.; Makarov, A.; Skorobogatov, A.; Skorinina, P.; Luchko, S.; Sirosh, V.; Chekan, N. Influence of normal force on smoothing and hardening of the surface layer of steel 03X16N15M3T1 during dry diamond smoothing with a spherical indenter. Met. Process. 2022, 24, 6–22. (In Russian) [Google Scholar]
- ISO 6892-1:2019; Metallic Materials—Tensile Testing—Part1: Method of Test at Room Temperature. ISO: Geneva, Switzerland, 2019.
- ISO 26843:2015; Metallic Materials—Measurement of Fracture Toughness at Impact Loading Rates Using Precracked Charpy-Type Test Pieces. ISO: Geneva, Switzerland, 2015.
- Bulgarian National Standard 5297:1983 Metals; Fatigue Test Methods. Standards Press of Bulgaria: Sofia, Bulgaria, 1983. (In Bulgarian)
- DIFFRAC.DQUANT. Quantitative Analysis from Calibration to Reporting; Bruker AXS GmbH: Karlsruhe, Germany, 2018. [Google Scholar]
- Rashkov, N.D. Heat Treatment of Steel; Technika: Sofia, Bulgaria, 1977. (In Bulgarian) [Google Scholar]
- Vuchkov, I.N.; Vuchkov, I.I. QStatLab Professional, version 6.1.1.3, Statistical Quality Control Software, User’s Manual. QStatLab: Sofia, Bulgaria, 2009.
- Deb, K.; Pratap, A.; Agarwal, S.; Meyarivan, T. A Fast and Elitist Multiobjective Genetic Algorithm: NSGA-II. IEEE Trans. Evol. Comput. 2002, 6, 182–197. [Google Scholar] [CrossRef]
- Zabala, A.; Blunt, L.; Tato, W.; Aginagalde, A.; Gomez, X.; Llavori, I. The use of areal surface topography characterisation in relation to fatigue performance. MATEC Web Conf. 2018, 165, 14013. [Google Scholar] [CrossRef]
- Sedlacek, M.; Podgornik, B.; Vizintin, J. Correlation between standard roughness parameters skewness and kurtosis and tribological behaviour of contact surface. Tribol. Int. 2012, 48, 102–112. [Google Scholar] [CrossRef]
- Georgiev, M.; Mejova, N. Resistance of Metals under Cyclic Loading; Bulvest: Sofia, Bulgaria, 2000. (In Bulgarian) [Google Scholar]
- Basquin, O.H. The exponential law of endurance tests. In Proceedings of the Thirteenth Annual Meeting of American Society for Testing Materials, Atlantic City, NJ, USA, 28 June–2 July 1910; Volume X, pp. 625–630. [Google Scholar]
- Men, F.; Zhang, M. Fatigue properties and fatigue strength prediction of 439 ferritic stainless steel. Eng. Fail. Anal. 2023, 145, 107054. [Google Scholar] [CrossRef]
- Stephens, R.I.; Fatemi, A.; Stephens, R.R.; Fuchs, H.O. Metal Fatigue in Engineering; John Wiley & Sons Inc.: New York, NY, USA, 2001. [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Measuring Device | Bruker D8 Advance Diffractometer |
|---|---|
| X-ray tube | Long focus Cr–Kα |
| Crystallographic plane | Fe(α)—(211) |
| Diffraction angle (2θ) | 146.08° (152–160°) |
| Measuring method | Offset coupled TwoTheta/Theta (sin2ψ method) |
| Scan mode | Continuous PSD fast |
| X-ray detector | SSD160-2 (1D scanning) |
| Collimator spot size | Standard Φ1.0 mm |
| Measurement time for single scan | Approx. 30 s |
| Elastic constant s1 | |
| Elastic constant 1/2s2 | |
| Voltage | 30 kV |
| Current | 40 mA |
| Step size | 0.5° |
| Time for step | 1 s |
| Fe | C | Si | Mn | P | S | Cr | Mo | Ni | Al | Nb | Cu | V | Pb |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 97.1 | 0.463 | 0.193 | 0.842 | 0.0082 | 0.0063 | 1.07 | 0.183 | 0.0066 | 0.0227 | 0.0062 | 0.0352 | 0.0063 | 0.0074 |
| Material State | Yield Limit, MPa | Tensile Strength, MPa | Elongation, % | Hardness, HB | Impact Toughness, |
|---|---|---|---|---|---|
| A-R | |||||
| N | |||||
| N + Q + T |
| Governing Factors | Levels | |||||||
|---|---|---|---|---|---|---|---|---|
| Feed rate | 0.05 | 0.125 | 0.2 | −1 | 0 | 1 | ||
| Cutting velocity | 130 | 155 | 180 | −1 | 0 | 1 | ||
| Depth of cutting | 0.1 | 0.55 | 1.0 | −1 | 0 | 1 | ||
| No. | Ra, μm | |||||
|---|---|---|---|---|---|---|
| Experiment | Model | Residual | ||||
| 1 | −1 | −1 | −1 | 0.2080 | 0.1885 | 0.0195 |
| 2 | 1 | −1 | −1 | 1.8190 | 1.8776 | −0.0586 |
| 3 | −1 | 1 | −1 | 0.3450 | 0.3604 | −0.0154 |
| 4 | 1 | 1 | −1 | 1.9270 | 1.8605 | 0.0665 |
| 5 | −1 | −1 | 1 | 0.3960 | 0.4625 | −0.0665 |
| 6 | 1 | −1 | 1 | 1.7850 | 1.7696 | 0.0154 |
| 7 | −1 | 1 | 1 | 0.6590 | 0.6004 | 0.0586 |
| 8 | 1 | 1 | 1 | 1.6990 | 1.7185 | −0.0195 |
| 9 | −1 | 0 | 0 | 0.4620 | 0.4582 | 0.0038 |
| 10 | 1 | 0 | 0 | 1.8580 | 1.8618 | −0.0038 |
| 11 | 0 | −1 | 0 | 1.1210 | 1.0308 | 0.0902 |
| 12 | 0 | 1 | 0 | 1.0010 | 1.0912 | −0.0902 |
| 13 | 0 | 0 | −1 | 0.7470 | 0.7590 | −0.0120 |
| 14 | 0 | 0 | 1 | 0.8370 | 0.8250 | 0.0120 |
| 0.954125 | 0.7018 | 0.0302 | 0.0330 | 0.205875 | 0.106875 | −0.162125 | −0.04725 | −0.0085 | −0.0955 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Maximov, J.; Duncheva, G.; Anchev, A.; Dunchev, V.; Anastasov, K.; Ichkova, M. Sustainable Combined Process for Improving Surface Integrity and Fatigue Strength of Heat-Treated 42CrMo4 Steel Shafts and Axles. Metals 2025, 15, 755. https://doi.org/10.3390/met15070755
Maximov J, Duncheva G, Anchev A, Dunchev V, Anastasov K, Ichkova M. Sustainable Combined Process for Improving Surface Integrity and Fatigue Strength of Heat-Treated 42CrMo4 Steel Shafts and Axles. Metals. 2025; 15(7):755. https://doi.org/10.3390/met15070755
Chicago/Turabian StyleMaximov, Jordan, Galya Duncheva, Angel Anchev, Vladimir Dunchev, Kalin Anastasov, and Mariana Ichkova. 2025. "Sustainable Combined Process for Improving Surface Integrity and Fatigue Strength of Heat-Treated 42CrMo4 Steel Shafts and Axles" Metals 15, no. 7: 755. https://doi.org/10.3390/met15070755
APA StyleMaximov, J., Duncheva, G., Anchev, A., Dunchev, V., Anastasov, K., & Ichkova, M. (2025). Sustainable Combined Process for Improving Surface Integrity and Fatigue Strength of Heat-Treated 42CrMo4 Steel Shafts and Axles. Metals, 15(7), 755. https://doi.org/10.3390/met15070755